EP0142007A1 - Machine d'emballage - Google Patents
Machine d'emballage Download PDFInfo
- Publication number
- EP0142007A1 EP0142007A1 EP84111931A EP84111931A EP0142007A1 EP 0142007 A1 EP0142007 A1 EP 0142007A1 EP 84111931 A EP84111931 A EP 84111931A EP 84111931 A EP84111931 A EP 84111931A EP 0142007 A1 EP0142007 A1 EP 0142007A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mobile drive
- packaging
- control device
- packaging machine
- adjusting screws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 22
- 230000001419 dependent effect Effects 0.000 claims abstract description 4
- 239000005022 packaging material Substances 0.000 claims abstract 2
- 230000008878 coupling Effects 0.000 claims description 7
- 238000010168 coupling process Methods 0.000 claims description 7
- 238000005859 coupling reaction Methods 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims description 2
- 230000008859 change Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 241001136792 Alle Species 0.000 description 1
- 206010012335 Dependence Diseases 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/001—Arrangements to enable adjustments related to the product to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/003—Arrangements to enable adjustments related to the packaging material
Definitions
- the invention relates to a packaging machine according to the preamble of the main claim.
- the individual processing and handling devices such as Feeding, conveying, folding, shaping and closing devices set up adjustable.
- the adjustable parts have slots through which releasable clamping screws engage, or they are fastened to slide guides which can be displaced with adjusting screws in a finely adjustable manner.
- the conversion of the known machines to another format takes a lot of time. In the case of complicated machines, for example cartoning machines, up to a hundred or more parts and tools have to be reset.
- Cartoning machines in which individual tools and components are equipped with a motor-driven adjusting device have also become known.
- the adjustment devices provided with a position transmitter can be controlled by a central control device in which format-dependent data are stored.
- Such adjustment devices are advantageous on components that are difficult to see and access. Equipping all the tools and components of a packaging machine that can be converted depending on the format requires a very high level of construction. Furthermore, there is no space available for drive motors in many places on the machine.
- the packaging machine according to the invention with the characterizing features of the main claim has the advantage that a format change can be carried out selectively and very quickly, and readjustments can be omitted.
- a format change can be carried out by an operator who does not have extensive machine knowledge and experience, but can be trained.
- control unit can control the predetermined target positions of the components quickly and precisely.
- FIG. 1 shows a cartoning machine simplified in a diagrammatic representation
- FIG. 2 shows a folding device of the packaging machine according to FIG. 1 with an adjusting device in a diagrammatic representation
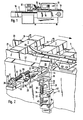
- FIG. 3 shows a mobile drive simplified for actuators
- Figure 4 is a block diagram of a controller for the mobile drive.
- a cartoning machine 10 which is shown by way of example for a packaging machine, has a product feed device 11, a brochure folder 12, a folding box magazine 13, a folding box conveyor device 14 with driver fingers 15, a product insertion device 16, a folding and closing device 17 a spout 18 and a control device 19.
- the devices 11 to 18 of the cartoning machine 10 have adjustable tools and components in a certain range, so that the machine for packing objects with different dimensions in folding boxes 1 with an adapted length, width and height can be changed.
- FIG. 2 For the convertibility of the devices 11 to 18, only one folding rail 20 of the folding and closing device 17 for folding over an insertion flap 2 on an end flap 3 of the folding boxes 1 is shown and explained by way of example (FIG. 2).
- the folding rail 20 is to be positioned in a specific position with respect to support rails 21, 22 of the conveying device 14, a folding switch 23 and a folding slide 24 which is moved in cycles.
- the folding rail 20 is carried by an angled arm 26 which is fastened to a slide 27 of a sliding guide 25 with screws 28.
- the carriage 27 is slidable on a guide rail 30 extends in a horizontal plane transverse to the conveying direction of the folding box conveyor 14 and the longitudinal extent of the folding rail 20.
- a set screw 32 is rotatably but not axially displaceably mounted in a bearing block 31 on the guide rail 30 and engages with its threaded part in a threaded bore 34 of an eye 33 on the carriage 27.
- the set screw 32 has a head 35 with a hexagon recess 36 with which a hexagon pin of a tool can be coupled in a form-fitting manner.
- the carriage 27 with the arm 26 and the folding rail 20 is moved horizontally.
- the one end position of the slide 27, in which the slide 27 rests on the rail 30 at the foot of the bearing block 31, is referred to as the reference zero position, which will be discussed in more detail below.
- the guide rail 30 is not rigidly attached to the machine frame 37, but can be moved vertically with a right-angled arm 38 in a carriage 40 fixedly attached to the machine frame 37 with screws 39.
- the second sliding guide 41 consisting of the arm 38 and the slide 40 has, like the sliding guide 25, an adjusting screw 32 with a head 35 and an eye 33 with a threaded bore 34 and a bearing block 31.
- the head 35 of the adjusting screw 32 arranged below the guide rail 30 second slide guide 41 is accessible from above for coupling a tool
- the guide rail 30 has an elongated hole 43 in extension to the set screw 32.
- the arm 26 has an opening 44 through which the guide rail 30 engages.
- 40 screwed a releasable locking screw 45, which presses on the guide rail 30 and 38, respectively.
- the other devices 11 to 18 and their components are equipped, which can be adjusted to different formats of the products to be packaged and the folding boxes used, with a single slide guide for one-dimensional adjustment and two for two-dimensional adjustment angularly coupled sliding guides are arranged.
- the coupling piece 51 can also be arranged on an extension which can be connected to the drive unit 50.
- the drive unit 50 contains an electric motor 49 which can be switched in the direction of rotation and a position transmitter 52.
- the position transmitter 52 which generates electrical signals as a function of the respective position of a sliding guide, is preferably of the type which generates a specific number of electrical pulses per revolution.
- the drive unit 50 has a push-button contact 53 which can be actuated by finger.
- the drive unit 50 is connected to a switching device 55 by means of a multi-core cable 54.
- This switching device 55 is in turn by means of a cable 56 and a plug 57 with one of several connections 58 a distributor or ring line 59 connectable, which leads to the central control device 19.
- the switching device 55 has a light indicator 61 for the identification number of the changeover point to be addressed, a light indicator 62 for the position, an input keyboard 63 with preselection keys for entering, deleting and correcting numbers of the changeover points and positions, as well as a plurality of indicator lights 64 an amplifier 65 is provided.
- the switching device 55 which can also be attached to the mobile drive unit 50, is not stationary, like the mobile drive unit, so that the operator takes it along with the mobile drive unit 50 to the respective changeover point of the machine and initiate and monitor a changeover there can.
- control device 19 also has an input keyboard 71 with the same functions as that of the input keyboard 61.
- control device 19 has two operating mode switches 68, 69.
- a monitor 72 is arranged on the control device 19, on which the operator can see Information and instructions can be displayed under program control.
- control device 19 contains a memory 73 for storing the data of the individual changeover points of the machine, provided with identification numbers, for several formats, as well as programs for the sequence of the changeovers. The stored and entered data and signals are processed by a microprocessor 74 and forwarded as signals.
- the keyboard 7J, the monitor 72, the memory 73, the microprocessor 74, the switching device 55 and the mobile drive unit 50 are connected to one another via two interfaces 75, 76 the. Signals about the respective positions of movable components and tools of the machine can also be input into the control system via the interface 75.
- the individual programs and data are stored in the memory 73. If the data exceeds the capacity of the memory 73, other programs can also be introduced into the control device 19 on floppy disks and similar data carriers.
- the data for the individual programs can be entered into the memory via the keyboard 71 of the control unit on the basis of the known displacement paths. However, they can also be recorded and entered empirically by the changeover points are first adjusted by hand to the format and then the sliding guide 25 of each changeover point is moved back to the reference zero position with the mobile drive unit 50.
- the signals generated by the position transmitter 52 of the drive unit 50 are forwarded to the microprocessor 74, evaluated by the latter and stored in the memory 73.
- stationary drive units are arranged at changeover points that are not accessible, which in addition to a drive motor also have a position transmitter. These changeover points are set during the course of the selected program or by input from the operator via the keyboard 71 of the control unit 19.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Container Filling Or Packaging Operations (AREA)
- Closing Of Containers (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3339924 | 1983-11-04 | ||
| DE19833339924 DE3339924A1 (de) | 1983-11-04 | 1983-11-04 | Verpackungsmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0142007A1 true EP0142007A1 (fr) | 1985-05-22 |
| EP0142007B1 EP0142007B1 (fr) | 1986-06-04 |
Family
ID=6213468
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84111931A Expired EP0142007B1 (fr) | 1983-11-04 | 1984-10-05 | Machine d'emballage |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4554777A (fr) |
| EP (1) | EP0142007B1 (fr) |
| JP (1) | JPS60110631A (fr) |
| DE (2) | DE3339924A1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2598680A1 (fr) * | 1986-05-16 | 1987-11-20 | Vega Automation | Machine d'encaissage pour caisses americaines |
| EP0296801A3 (en) * | 1987-06-24 | 1989-09-27 | Tetra Pak Finance & Trading S.A. | Adjustable fill motor assembly |
| EP0302443A3 (en) * | 1987-08-04 | 1989-11-29 | Unilever Nv | Method and device for applying a packaging envelope |
| US4988331A (en) * | 1987-03-06 | 1991-01-29 | Vega Automation | Programmable dynamically adjustable plunger and tray former apparatus and method of adjusting |
| WO2003091110A1 (fr) * | 2002-04-23 | 2003-11-06 | I.M.A. Industria Macchine Automatiche S.P.A. | Procede permettant d'effectuer un changement de taille dans une machine de conditionnement |
| WO2009124656A1 (fr) * | 2008-04-11 | 2009-10-15 | Khs Ag | Dispositif de positionnement |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3632691A1 (de) * | 1985-11-02 | 1988-04-07 | Benz & Hilgers Gmbh | Verfahren und vorrichtung zum wechseln von behaelteraufnahmen aufweisenden zellenblechen einer fuellmaschine, insbesondere fuer nahrungs- und genussmittel |
| DE3605864C1 (de) * | 1986-02-24 | 1987-06-19 | Hassia Verpackung Ag | Verpackungsmaschine mit Folienbanddurchlauf zum kontinuierlich taktweisen Ausformen,Fuellen,Verschliessen und mindestens gruppenweisen Vereinzeln von Bechern |
| JPH0620897B2 (ja) * | 1987-07-06 | 1994-03-23 | 東洋自動機株式会社 | 給袋式自動包装装置 |
| JPH02266923A (ja) * | 1989-04-07 | 1990-10-31 | Ishikawa Seisakusho Ltd | 段ボール製函機のフオルデングユニツト部における段ボールシート折畳み幅矯正装置 |
| GB2240052A (en) * | 1990-01-18 | 1991-07-24 | Shell Int Research | Process and catalyst for reducing carbon monoxide to methanol |
| US5105600A (en) * | 1990-12-11 | 1992-04-21 | Eastman Kodak Company | Flexible apparatus and method for erecting and loading cases |
| WO1993001092A1 (fr) * | 1991-07-12 | 1993-01-21 | Ishida Scales Mfg. Co., Ltd. | Machine a emballage |
| DE4138138C2 (de) * | 1991-10-19 | 2003-06-12 | Focke & Co | Vorrichtung zum Herstellen von Großpackungen |
| DE4210812A1 (de) * | 1992-04-01 | 1993-10-07 | Schmermund Maschf Alfred | Kartoniereinrichtung |
| IT1260146B (it) * | 1992-05-15 | 1996-03-28 | Amrp Handels Ag | Metodo per regolare la posizione di un organo mobile rispetto a un riferimento fisso e dispositivo per attuare tale metodo |
| WO1994013540A1 (fr) * | 1992-12-14 | 1994-06-23 | Highland Supply Corporation | Machine pour envelopper les bouquets |
| US5531056A (en) * | 1994-05-06 | 1996-07-02 | Riverwood International Corporation | Method and apparatus for stabilizing cartons in a packaging machine |
| CH691899A5 (de) * | 1996-10-17 | 2001-11-30 | Hinterkopf Gmbh | Verfahren und Vorrichtung zum Verpacken von Dosen oder Tuben. |
| DE19803820A1 (de) * | 1998-01-31 | 1999-08-05 | Jagenberg Diana Gmbh | Maschine oder Zusatzaggregat zur Herstellung von gefalteten Behältern, insbesondere von Faltschachteln, aus Zuschnitten |
| US6319183B1 (en) | 1998-10-30 | 2001-11-20 | Combi Packaging Systems Llc | Method and apparatus for setting up a box erecting machine |
| IT1316717B1 (it) * | 2000-02-10 | 2003-04-24 | I A C E Di Cristina Adriano | Macchina automatica per il confezionamento di prodotti all'interno dicontenitori |
| US6759142B2 (en) * | 2001-07-31 | 2004-07-06 | Kobe Steel Ltd. | Plated copper alloy material and process for production thereof |
| EP1446526A4 (fr) * | 2001-10-16 | 2009-12-09 | Thilmany Llc | Bandes d'emballage renforce et procede associe |
| US6656401B1 (en) * | 2001-10-16 | 2003-12-02 | International Paper Company | Method for extrusion coating multiple webs |
| US7279198B1 (en) * | 2001-10-16 | 2007-10-09 | Thilmany Llc | Method for extrusion coating a lightweight web |
| US6711873B2 (en) * | 2001-11-07 | 2004-03-30 | Asm Assembly Automation Ltd. | Apparatus for loading electronic packages of varying sizes |
| DE10209753A1 (de) | 2002-03-06 | 2003-09-18 | Focke & Co | (Zigaretten-)Fertigungs- und Verpackungsanlage und Verfahren und Vorrichtung zu deren Steuerung |
| DE102005016123A1 (de) * | 2005-04-08 | 2006-10-12 | Robert Bosch Gmbh | Verpackungsmaschine zum Einschieben von Packgut in Packmittel |
| US20070194093A1 (en) * | 2006-02-22 | 2007-08-23 | Graphic Packaging International, Inc. | Flat blank carton |
| ES2684364T3 (es) * | 2015-02-27 | 2018-10-02 | Pfm Iberica Packaging Machinery S.A. | Dispositivo de conmutación aplicable en máquinas de empacado con material de envoltura flexible |
| JP7054158B2 (ja) * | 2017-08-18 | 2022-04-13 | 株式会社イシダ | 商品処理装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3374604A (en) * | 1965-12-23 | 1968-03-26 | Prec Produce Specialties Inc | Automatic carton handling machine |
| WO1979001023A1 (fr) * | 1978-05-03 | 1979-11-29 | W Nitz | Commande electronique d'un programme |
| GB2074533A (en) * | 1980-04-09 | 1981-11-04 | Sasib Spa | Feeding sheets in packaging machines |
| DE3205606A1 (de) * | 1982-02-17 | 1983-08-25 | Dr. Johannes Heidenhain Gmbh, 8225 Traunreut | Steuerungseinrichtung |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH418956A (de) * | 1962-11-23 | 1966-08-15 | Kirsten Rolf | Maschine zum Kartonieren von Füllgut aller Art |
| US3323285A (en) * | 1964-06-29 | 1967-06-06 | Ind Dev Bank | Carton closing and sealing apparatus |
| US3373665A (en) * | 1965-04-14 | 1968-03-19 | Bivans Corp | Cartoning machine for vertical carton flats |
| US3509681A (en) * | 1966-08-25 | 1970-05-05 | Fmc Corp | Cartoning machine and method |
| US3514922A (en) * | 1966-09-28 | 1970-06-02 | Union Camp Corp | Five panel folder machine |
| US3940675A (en) * | 1974-04-29 | 1976-02-24 | Bryant Grinder Corporation | Digital positioning system |
| GB1603682A (en) * | 1977-05-31 | 1981-11-25 | Nippon Electric Co | Position control system |
| US4257103A (en) * | 1977-11-16 | 1981-03-17 | Heian Iron Works, Ltd. | Apparatus for controlling position of a plurality of machining shafts each including a machine tool fitted thereto |
| DE2805363A1 (de) * | 1978-02-09 | 1979-08-16 | Inst Flugnavigation Der Uni St | Vorrichtung zur kontrollierten steuerung eines schrittmotors |
| JPS5813339B2 (ja) * | 1979-08-31 | 1983-03-12 | 東洋食品機械株式会社 | 袋をピンに插入積み重ねる装置 |
| JPS5890206A (ja) * | 1981-11-25 | 1983-05-28 | Fanuc Ltd | 位置制御方式 |
-
1983
- 1983-11-04 DE DE19833339924 patent/DE3339924A1/de not_active Withdrawn
-
1984
- 1984-09-24 US US06/653,624 patent/US4554777A/en not_active Expired - Fee Related
- 1984-10-05 DE DE8484111931T patent/DE3460200D1/de not_active Expired
- 1984-10-05 EP EP84111931A patent/EP0142007B1/fr not_active Expired
- 1984-11-01 JP JP59229048A patent/JPS60110631A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3374604A (en) * | 1965-12-23 | 1968-03-26 | Prec Produce Specialties Inc | Automatic carton handling machine |
| WO1979001023A1 (fr) * | 1978-05-03 | 1979-11-29 | W Nitz | Commande electronique d'un programme |
| GB2074533A (en) * | 1980-04-09 | 1981-11-04 | Sasib Spa | Feeding sheets in packaging machines |
| DE3205606A1 (de) * | 1982-02-17 | 1983-08-25 | Dr. Johannes Heidenhain Gmbh, 8225 Traunreut | Steuerungseinrichtung |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2598680A1 (fr) * | 1986-05-16 | 1987-11-20 | Vega Automation | Machine d'encaissage pour caisses americaines |
| EP0248700A1 (fr) * | 1986-05-16 | 1987-12-09 | Vega Automation | Machine d'encaissage pour caisses américaines |
| US4807428A (en) * | 1986-05-16 | 1989-02-28 | Vega Automation | Packing machine for American boxes |
| US4988331A (en) * | 1987-03-06 | 1991-01-29 | Vega Automation | Programmable dynamically adjustable plunger and tray former apparatus and method of adjusting |
| EP0296801A3 (en) * | 1987-06-24 | 1989-09-27 | Tetra Pak Finance & Trading S.A. | Adjustable fill motor assembly |
| EP0302443A3 (en) * | 1987-08-04 | 1989-11-29 | Unilever Nv | Method and device for applying a packaging envelope |
| WO2003091110A1 (fr) * | 2002-04-23 | 2003-11-06 | I.M.A. Industria Macchine Automatiche S.P.A. | Procede permettant d'effectuer un changement de taille dans une machine de conditionnement |
| CN100396566C (zh) * | 2002-04-23 | 2008-06-25 | I·M·A·工业机械自动装置股份公司 | 用于在包装机内实施尺寸变换的方法 |
| WO2009124656A1 (fr) * | 2008-04-11 | 2009-10-15 | Khs Ag | Dispositif de positionnement |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0142007B1 (fr) | 1986-06-04 |
| US4554777A (en) | 1985-11-26 |
| DE3460200D1 (en) | 1986-07-10 |
| DE3339924A1 (de) | 1985-05-15 |
| JPS60110631A (ja) | 1985-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0142007B1 (fr) | Machine d'emballage | |
| DE69000464T2 (de) | Schachtelherstellungsapparate mit servokontrolle. | |
| DE69121693T2 (de) | Transfervorrichtung für Gegenstände | |
| EP0157946B1 (fr) | Machine d'emballage ajustable au format | |
| DE1602951C3 (de) | Mehrspindel-Bohrmaschine | |
| DE4113797C2 (de) | Verfahren und Vorrichtung zum Einrichten eines Dreischneiders | |
| DE2218966A1 (de) | Transfervorrichtung mit Digitalwegsteuerung | |
| DE1920275C3 (de) | Vielspindelwerkzeugmaschine mit Werkzeugwechseleinrichtung | |
| DE102019100806A1 (de) | Plattensägemaschine | |
| EP0778203B1 (fr) | Dispositif pour charger un nombre prédéterminé d'emballages égaux et remplis dans un récipient d'emballage, et procédé pour commander ce dispositif | |
| DE3432700A1 (de) | Kombinierte spritzgiess- und montagevorrichtung | |
| EP0778094A1 (fr) | Dispositif de transfert dans presse de formages à postes multiples | |
| EP0842746A2 (fr) | Procédé et dispositif pour couper les cÔtés ouverts de produits imprimés et reliés, délivrés un par un ou en couches | |
| DE1274593B (de) | Druck- oder Vervielfaeltigungsmaschine mit programmgesteuertem Verteiler fuer Papierbogen | |
| DE1291678B (de) | Maschine zum Verpacken von Gruppen flacher Gegenstaende | |
| DE2036023B2 (de) | Vorrichtung zum schrittweisen Transport von Werkstücken | |
| DE10249071B3 (de) | Linearantrieb für die Materialzufuhr an Werkzeugmaschinen | |
| DE3831158A1 (de) | Werkzeugmaschine | |
| EP3687927B1 (fr) | Dispositif destiné à séparer une feuille située la plus en bas à partir d'une pile | |
| DE4209006C2 (de) | Stelleinrichtung für mehrere Bogenführungs- und Leitelemente | |
| EP0427668A1 (fr) | Machine à sertir | |
| DE2217409A1 (de) | Einrichtung zum zustellen des werkzeuges einer gravierfraesmaschine mit photoelektrischem lesekopf | |
| DE3826827A1 (de) | Vorrichtung zum positionieren von werkstuecken | |
| DE60201397T2 (de) | Folgesystem für Behälter in einer Verpackungsmaschine | |
| DE2113195C3 (de) | Verfahren zum maschinellen Verlegen von Schaltungsdrähten in einem Kontaktstiftfeld |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19841005 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 3460200 Country of ref document: DE Date of ref document: 19860710 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19910927 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911030 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19911227 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19920117 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19921005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19921031 Ref country code: CH Effective date: 19921031 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19921005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |