EP0054727A2 - Kommutator und Verfahren zu seiner Herstellung - Google Patents
Kommutator und Verfahren zu seiner Herstellung Download PDFInfo
- Publication number
- EP0054727A2 EP0054727A2 EP81109358A EP81109358A EP0054727A2 EP 0054727 A2 EP0054727 A2 EP 0054727A2 EP 81109358 A EP81109358 A EP 81109358A EP 81109358 A EP81109358 A EP 81109358A EP 0054727 A2 EP0054727 A2 EP 0054727A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- hub
- segment assembly
- commutator
- segment
- armature shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R39/00—Rotary current collectors, distributors or interrupters
- H01R39/02—Details for dynamo electric machines
- H01R39/04—Commutators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/06—Manufacture of commutators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
- Y10T29/49011—Commutator or slip ring assembly
Definitions
- the invention relates to a commutator with a reinforced segment assembly, which is arranged with the interposition of insulation on a hub or an armature shaft, and to a method for producing such a commutator.
- the known commutators with an armored segmented ribbon are those of the arch pressure type. With them, so-called segment jumps can be avoided even at high centrifugal stresses, as occurs at high speeds, because the arch pressure can be chosen so large that the surface pressure generated by the arch pressure between the segments and the insulating lamellae is sufficient for all operating conditions Reliably prevent emigration of the segments.
- commutators are often not only exposed to high centrifugal forces, but also to high thermal loads.
- the deformation of the brushes due to the heating of the commutator tread which is a reversible deformation in shape. short and / or long-wave deviations from the cylinder shape then limits the maximum speed for which the commutator can still be used.
- the invention has for its object to provide a commutator of the type mentioned, which has no or at least a significantly lower thermal deformation than the known commutators. This object is achieved with the features of claim 1.
- the solution according to the invention is based on the consideration that, in the case of commutators of the arch pressure type, the radial forces emanating from the armored segment assembly and resulting from the arch pressure are effective due to the inevitable material inhomogeneity and dimensional asymmetry of the segment association over the circumference thereof in different size distributions. They bring about an individual balance adjustment for each commutator with appropriate rejection of the segment association already during its manufacture.
- the deformation caused by the warping of the segment assembly is eliminated by overturning it on the finished commutator, but the different size distribution of the radial forces over the circumference of the segment assembly is retained.
- a renewed deformation of the segment assembly and thus the brush tread is therefore preprogrammed and will occur due to the weak reaction forces of the reinforcement elements specially designed to absorb centrifugal forces and to maintain sufficient arch tension, but only to a small extent rigid under any kind of operational stress.
- the steady heating of the commutator during operation to its operating temperature results in an increasing degree of asymmetry of the segment assembly, which results from the inhomogeneity of the segment assembly, in particular the insulating lamellae, which results from the inhomogeneity of the segment assembly , due to the increase in vault pressure due to heat and the rise in pressure and heat as a result of the superposing forces, a further increase in the size differences of the radial forces effective over the circumference of the segmental association.
- the relatively soft, orthotropic segment structure the reduction or build-up of the radial forces acting over the circumference of the segment structure occurs over relatively large distances.
- the support forces introduced are chosen to be substantially higher than any of them which is reduced by thermal and centrifugal force loads on the commutator in later operation.
- the segment assembly is always oriented via an intimate frictional connection to the commutator hub and a correspondingly high reaction of the supporting forces when deformation occurs is guaranteed in each of the operating states that occur later.
- a relatively low arch pressure is sufficient to prevent individual segments from migrating on the still cold, but subject to centrifugal force.
- a significant reduction in the arch pressure results in the same reinforcement compared to a commutator of the arch pressure type in that the armored segment assembly is expanded to such an extent in the course of the manufacture of the commutator that a predominant stress component of the armoring, the hub and / or shaft shaft coupled positively to it and radially prestresses the insulation between it and the segmental structure.
- the area of the segments and insulating lamellae under arching stress is additionally reduced to a dimension that is still required dynamically and is still necessary in terms of production technology.
- This reduction in the area under vaulting which can be achieved by recesses and / or deposits of the segments and / or the insulating lamellae, further reduces the radial forces caused by heating and caused by inhomogeneity and dimensional asymmetry, since the heating-related expansion of the Segment association or increase in vault tension is significantly reduced because of the considerable reduction in the areas generating the compressive forces in the circumferential direction. Due to the substantial reduction in vault pressure in the greatly reduced vault pressure area, the forces acting under heat in the segment assembly are greatly reduced and, as a result of the support effect emanating from the hub, the segment ends receiving the reinforcements are greatly relieved.
- the invention is also based on the object of providing a method for producing the commutator according to the invention which is as simple as possible to carry out. This object is achieved with the features of claim 10. Advantageous others. Refinements of this method are the subject of claims 11 to 18.
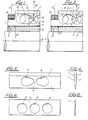
- segments 1 and insulating lamellae 2 In each case, one of these plate-shaped insulating lamellae 2, consisting of Mikanit_, lies between two segments 1 made of copper.
- the segments 1, whose cross-sectional profile is shown in FIG. 4, have a shoulder 1 'on both side surfaces along their outer edge. These two deposits 1 'reduce the thickness of the segment in the outer edge zone to such an extent that there is no longer any noteworthy arch pressure on the finished commutator. Furthermore, the segments 1 are provided with two openings 3, which are arranged symmetrically and in the longitudinal direction of the commutator at a distance from one another, which are punched out of the segment and protrude from a slot differentiate in shape that they have different sized radii at both ends. The smaller radius is provided at the end adjacent to the other opening. The web 4 present between the two openings 3 is located centrally between the ends of the segment.
- the insulating plates 2 each have three circular punchings 5 of the same size, which are arranged at equal distances from one another in the longitudinal direction of the commutator.
- the central punch 5 lies in the middle between the two ends of the insulating lamella. It is therefore aligned with the web 4. Since the centers of curvature of the openings 3 and the centers of the punched-out areas 5 have the same distances from the inner surface of the segment assembly, the partial coverage shown in FIGS. 1 and 2 results. In the areas of the deposits 1 ', the surface pressure between the segments 1 and the insulating strips 2 is very low. No arch pressure is transmitted in the areas covered by the openings 3 and punched-out areas 5.
- a vault pressure can therefore only be generated practically in the surface area lying between the openings 3 and the punched-out sections 5 on the one hand and the inner lateral surface of the segment assembly on the other hand and the two offset end zones, each of which has an insulated reinforcement ring 6 on the outside.
- the step for receiving the reinforcement ring 6 is turned out on the composite segment assembly in order to ensure uniform contact with all segments.
- the reinforced segmental assembly sits concentrically on a metallic hub 8 with the interposition of insulation 7, which in turn sits on a shaft 9.
- the insulation 7, the hub 8 and the shaft 9 are prestressed in the radial direction, the latter two parts forming an extremely rigid and largely material-homogeneous and dimensionally symmetrical body, of which in close proximity ideally run out equally large, radially symmetrical supporting forces S.
- the hub 8 and the shaft 9 were not preloaded in the radial direction, the armored segment assembly, as in the known commutators of the arch pressure type, would only sit positively on the hub 8, then the clamping force F generated by the reinforcement rings 6 would have a very high arch tension and therefore generate a relatively large resulting radial force G R.
- the radial force G of the vault tension is reduced to the much smaller value G.
- the centrifugal force Z claims the lamellar structure in the same direction as the radial force G ' r generated by the arch tension.
- the preloaded hub 8 and the preloaded shaft 9 have a very hard spring characteristic, the centrifugal force Z without a noteworthy radial movement of the segment by a corresponding reduction in the supporting forces S 'or their radial components S r '.
- the change in vault tension in the reduced zones that still transmit the vault pressure is therefore slight under the influence of centrifugal force. Accordingly, the difference in size of the resulting radial forces G with the stationary r and G 'with the rotating commutator is small.
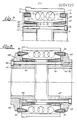
- the segment assembly is composed of alternating segments 11 and insulating lamellae 12.
- the segments 11 each have a shoulder 11 'along their outer edge zone adjacent to the running surface for the brushes. Furthermore, they are provided with openings 13, which are offset from punched holes 15 of the insulating lamellae 12 such that they are aligned with the webs 14 between the punched holes 15.
- the vault pressure zone is essentially limited to the area between the openings and punched-out areas and the inner surface of the segment assembly and the two end zones, which lie within two reinforcing rings 16, which are made of Steel and lie in the end-face ring grooves with the interposition of insulation.
- the inner lateral surface of the segment assembly forms an inner cone that widens outward.
- the two support rings 20 lie on the cylindrical outer circumferential surface of a steel half-hub 21 and 21 ', the inner circumferential surfaces of which form a bore for receiving a shaft.
- a potting compound 24 fills the gaps between the reinforcing rings 16 and the segments 11 and the insulating lamella 12 on both ends of the commutator and covers the outwardly facing end faces of the reinforcing rings 16, the supporting rings 20 and the end sections of the segments 11 and insulating lamella 12 lying between them towards the outside, in the exemplary embodiment the outward-facing side of the casting compound 24 being aligned with the adjacent end face of the half-hub.
- the support rings 20 can be omitted, for example if the hub halves 21 and 21 'are relatively thin-walled, for example due to a large bore, if the hub halves bear with the outer circumferential surface, which is designed as an outer cone, on the corresponding inner cone of the segment assembly, and by means of insulation the clamping screws 23 are clamped together.
- This commutator is manufactured in such a way that the armored segment assembly is heated to a temperature which is somewhat higher than the operating temperature of the commutator.
- the two half hubs 21 and 21 ' are preferably pressed in during this heating together with the support rings 20 arranged on them.
- the segment association is expanded until it comes into contact with a stop ring which receives the segment assembly during this manufacturing process.
- the support rings 20 are preferably shrunk onto the half-hubs 21 and 21 'in order to avoid any air between them, their insulation and the half-hub.
- the half hubs and the support rings are held under the press-in pressure until the segment assembly has cooled again.
- the expansion is chosen so that the required radial preload of the half-hubs 21 and 21 'and the support rings 20 is achieved after the segment assembly has cooled.
- the two half hubs are screwed together using the clamping screws 23.
- the two end faces of the segment assembly and the support rings 20 are potted using the sealing compound 2d.
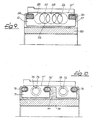
- the structure of the segment structure of the exemplary embodiment shown in FIG. 8 differs from the segment structure of the exemplary embodiment according to FIG. 7 only in that the two reinforcement rings 36 are designed as pressure rings, each with an inner cone that bears against an outer cone that the inner flank of forms the armoring ring partially receiving the front annular groove of the segmental association.
- the reinforcement rings 36 made of steel are provided with an insulation that envelops them.
- a clamping ring 45 is arranged so as to be longitudinally displaceable on the two half-hubs 41 and 41 '.
- the two insulated support rings 40 are designed like the support rings 20 and are preferably shrunk onto the half-hub carrying them in order to remove any air between them, their insulation and the half-hub to avoid. You are also engaged by an annular flange of the half-hub to be tightened to the same extent when clamping the half-hubs.
- Each of the two clamping rings 45 has, following a cylindrical surface on which the outer, cylindrical part of the inner circumferential surface of the reinforcing ring 36 rests, a radially outwardly projecting ring flange which rests on the outwardly facing end face of the clamping ring.
- a plurality of threaded bores 42 which are evenly distributed on the circumference and parallel to the longitudinal axis of the commutator, in one clamping ring 45 and through holes aligned with them in the two half-hubs 41 and 41 'and in the other clamping ring 45 each serve to accommodate a clamping screw 43 with which the two clamping rings 45 and thus the reinforcement rings 36 are clamped together.
- the two half-hubs 41 and 41 ' are also alternately provided with threaded holes 46, which are arranged offset to the through holes for the clamping screws 43, also parallel to the longitudinal axis of the commutator and evenly distributed on the circumference, with which the respectively associated through holes in the other half hub 41' or 41 and the tension rings 45 carried by them are aligned.
- these holes are clamping screws 47, by means of which on the one hand the semi-hub 41 via carried by it, resting with its outer cone on the inner cone of the segment association support ring 40 with the armouring - ring 36 supporting the clamping ring 45 and on the other hand, the semi-hub 41 'via the supporting ring 40 can be clamped together with the clamping ring 45 carrying the opposite reinforcement ring 36.
- the clamping screws 47, which clamp the half hub 41 'together with the clamping ring 45, which is displaceably arranged on the opposite half hub ' 41, are not shown in FIG. 8.
- This commutator is manufactured in such a way that a shrinking process, e.g. by means of a conical bushing, via which the segment assembly is pressed into a thick-walled, cylindrical pressure bushing, the segment assembly is given a vault tension. Then, by tightening the tensioning screws 43, the two tensioning rings 45 and together with these the two reinforcement rings 36 are put together. clamps and the armored segment assembly is pressed out of the pressure bush. The two tensioned reinforcement rings now take over the maintenance of the arch tension in the segment association. The segment assembly is then heated to a temperature which is above the later operating temperature, and, preferably in the course of this heating, the half-hubs 41 and 41 'and the support rings 40 carried by them are pressed in with axial pressure.
- a shrinking process e.g. by means of a conical bushing, via which the segment assembly is pressed into a thick-walled, cylindrical pressure bushing, the segment assembly is given a vault tension. Then, by tightening the tension
- segment assembly is widened, as in the exemplary embodiment according to FIG. 7, until it lies against a stop ring or a stop bush which receives the segment assembly during this manufacturing process.
- the two half-hubs are kept under this axial pressure until they cool down. Then the clamping screws 47 are tightened. Due to the widening of the segment assembly and its subsequent shrinking when cooling, the two half-hubs 41 and 41 'and the support rings 40 receive a radial preload which is reduced during operation of the commutator, but is not completely removed.
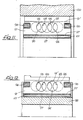
- the armored segment assembly of the embodiment according to FIG. 9 differs from that of the embodiment according to FIG. 7 only in that its inner jacket ⁇ surface is also cylindrical in the end portions.
- Deposits 51 'of the segments 51 and openings 53 of the same and punched-out sections 55 of the insulating lamellae 52 therefore also limit the arching tension here essentially to the area between the openings and the punched-out section on the one hand and the inner lateral surface / area and the two end zones lying within the reinforcing rings 56.
- a molding material 57 which isolates the segment assembly from the hub and transmits the radial forces.
- the press material 57 which is a mass customary in commutator construction for press commutators, also covers the end faces of the reinforcement rings 56 and the end zones of the lamellar assembly encompassed and fills the ring grooves receiving the reinforcement rings, insofar as the reinforcement rings do not .
- To produce such a commutator of the reinforced segment dressing is introduced by heating to a required for the processing of the Preßstoffes 5 7 Preßtechnik Weg Kunststofftemperatur, which may be, depending on the pressed material to over 200 °, and by the between the inner lateral surface of the segment, the association and the hub 5 8 under pressure Pressed material 5 7 expanded until the outer lateral surface abuts on a press bushing which accommodates the segment assembly.
- the inner diameter of this press bush and thus the degree of expansion of the segment assembly is selected so that when the segment assembly cools and the shrinkage associated therewith, the hub 5 8 and the press material 57 lying between it and the segment assembly receive the required radial prestress.
- this commutator represents a particularly economical embodiment of the commutator according to the invention.
- the exemplary embodiment shown in FIG. 10, like the exemplary embodiment according to FIG. 9, is a ring-armored press commutator. However, it does not differ from the latter only in that, in addition to the / both ends of the segment assembly, a third reinforcement ring 76 'is arranged at half the length, which is particularly advantageous with a longer commutator length. A difference also lies in the fact that the reinforcement rings 76 and 76 'are insulated from the segments 7 1 by a press material 77 which, when pressed, fills the space between the reinforcement rings and the grooves receiving them.
- the third reinforcing ring 76 ' also requires a slightly different configuration of the openings 7 and 3 of the segments 75 of the punch-outs Isolierlamellen lying between them, as Fig. 1 shows 0. Thanks to these recesses and openings as well as the stepped portions 71 'of the segments 71 , the arch pressure zone, that is to say the surface area of the segments and insulating lamellas in which the arch tension is effective, is also greatly reduced in this exemplary embodiment.
- a further difference between the exemplary embodiment according to FIG. 10 and that according to FIG. 9 is that 78 that the bright steel hub / has a conical outer surface. Instead of this one-piece hub or a shaft with an outer cone, two half-hubs with an outer cone could also be used.
- the commutator according to FIG. 10 is produced in such a way that, like a press commutator, the prestressed segment assembly, in which the hub 78 has not yet been inserted, is pressed with press material 77, which completely embeds the reinforcement rings 76 and 76 '.
- the molding material 77 completely covers the two outer reinforcement rings 76 and the end sections of the segments 71 lying inside them, and in the exemplary embodiment is flush with the hub end face.
- Completely with The ring slot is also filled with molding material, via which the ring groove containing the third reinforcement ring 76 'is connected to the inner circumferential surface of the segment assembly.
- the insulating layer formed by the molding material 77 on the inner surface of the segment assembly has a conical inner surface corresponding to the outer cone of the hub 78.
- the commutator according to FIG. 10 has the advantage that completely punched-out segments and insulating lamellae can be used, that is to say no machining of the segment assembly - for the production of the seats required for the reinforcement rings and no insulation of the reinforcement rings is necessary.
- the exemplary embodiment shown in FIGS. 11 and 12 differs from the previously described exemplary embodiments in particular in that already in the course of the reduction in diameter required for the arch pressure build-up of the segment assembly, for example, composed of segments 91 with openings 93 as well as recesses 91 'and insulating strips 92 with punched-outs 95 by means of a conical socket over which the segmental association is pressed into a pressure bushing 100, a relatively thin-walled, insulated hub sleeve 101 is shrunk into the receiving bore of the segment assembly and non-positively connected to it.
- the amount of compression of the hub sleeve 101 can be reduced by reducing the diameter by specifying a difference between the diameter of the receiving bore of the segmental structure and the outer diameter the insulated hub sleeve 101 can be determined. After it has been pressed into the pressure bushing 100, an annular groove is screwed in at both ends for receiving an insulated reinforcing ring 96 at each end.
- the compression of the hub is chosen so high that after the reinforcement rings 96 have been shrunk onto the segment ends exposed by the annular groove and the armored segment assembly has been removed from the pressure bushing 100, the segment assembly to a large extent with a substantial reduction in the arch tension and increasing tension build-up in the Reinforcing rings 96 expands due to the high support forces of the compressed hub sleeve 101.
- the segmental association radially prestressed by the hub sleeve 101 is then heated. A hub 98 is pressed in.
- the hub sleeve 101 which is shrunk into the segmental structure as a pressure sleeve, could also have a slightly conical bore.
- the hub or armature shaft provided with a corresponding outer cone could then be pressed in as the segment assembly heats up.
- a conical hub has the advantage that, since it has already been introduced and pressurized in the course of the heating of the segment assembly in the receiving bore, it supports the ends of the segments 91 carrying the reinforcing rings 96.
- the coefficient of expansion of the segment assembly is namely greater than that of the reinforcing rings 96 made of steel. Therefore the segments 91 experience increasing bending stress at their ends when heated.
- the hub sleeve is wrapped in a thin insulating tape that surrounds it like a coil and forms double insulation 97 of the segment assembly with respect to the armature shaft.
- Good heat dissipation to the armature shaft is ensured by the two very thin insulating layers between the segment assembly and the hub 98 or armature shaft.
- the resulting low heat gradient between the segment assembly and the hub and / or the armature shaft contributes to the fact that the reduction of supporting forces of the hub remains extremely low. This effect of good heat dissipation from the commutator to the armature shaft naturally also applies to the other exemplary embodiments.
- the insulation can of course also be formed by such a winding in other exemplary embodiments.
Landscapes
- Motor Or Generator Current Collectors (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
- Die Erfindung betrifft einen Kommutator mit einem armierten Segmentverband, der unter Zwischenlage einer Isolierung auf einer Nabe oder einer Ankerwelle angeordnet ist, sowie ein Verfahren zu einer Herstellung eines solchen Kommutators.
- Die bekannten Kommutatoren mit einem armierten Segmentyerband sind solche der Gewölbedruckbauart. Mit ihnen lassen sich selbst bei hoher Fliehkraftbeanspruchung, wie sie bei hohen Drehzahlen auftritt, sog. Segmentsprünge vermeiden, weil der Gewölbedruck so groß gewählt werden kann, daß bei allen Betriebsbedingungen die durch den Gewölbedruck erzeugte Flächenpressung zwischen den Segmenten und den Isolierlamellen ausreicht, um ein Auswandern der Segmente zuverlässig zu verhindern. Häufig sind jedoch Kommutatoren nicht nur großen Fliehkräften, sondern auch einer hohen thermischen Beanspruchung ausgesetzt. Die infolge der Erwärmung des-Kommutators eintretende Deformation der Bürstenlauffläche, bei der es sich um eine reversible Deformation in Form. von kurz- und/oder langwelligen Abweichungen von der Zylinderform handelt, begrenzt dann die maximale Drehzahl, für die der Kommutator noch verwendbar ist. Die bisher angewendeten Maßnahmen zur Vermeidung oder Verminderung der thermisch bedingten Deformation der Bürstenlauffläche, insbesondere eine Erhöhung des Gewölbedruckes, sind nämlich erfolglos gewesen.
- Der Erfindung liegt die Aufgabe zugrunde, einen Kommutator der eingangs genannten Art zu schaffen, der keine oder zumindest eine wesentlich geringere Warmdeformation als die bekannten Kommutatoren hat. Gelöst wird diese Aufgabe mit den Merkmalen des Anspruches 1.
- Die erfindungsgemäße Lösung geht aus von der Überlegung, daß bei Kommutatoren der Gewölbedruckbauart die vom armierten Segmentverband ausgehenden, aus dem Gewölbedruck resultierenden Radialkräfte infolge der unvermeidlichen stofflichen Inhomogenität und dimensionellen Unsymmetrie des Segmentverbandes über den Umfang desselben in unterschiedlicher Größenverteilung wirksam sind. Sie bewirken eine für jeden Kommutator individuelle Gleichgewichtseinstellung unter entsprechender Verwerfung des Segmentverbandes bereits während seiner Herstellung. Die durch die Verwerfung des Segmentverbandes hervorgerufene Deformation wird zwar durch Überdrehen desselben am fertigen Kommutator beseitigt, aber die unterschiedliche Größenverteilung der Radialkräfte über den Umfang des Segmentverbandes bleibt erhalten. Eine erneute Deformation des Segmentverbandes und damit der Bürstenlauffläche ist deshalb vorprogrammiert und wird infolge der schwachen Reaktionskräfte der speziell zur Aufnahme von Fliehkräften und zur Aufrechterhaltung einer ausreichenden Gewölbespannung ausgebildeten, jedoch nur in geringem Umfang biegesteifen Armierungselemente bei jeder Art einer Betriebsbeanspruchung eintreten.
- Bereits infolge der Fliehkraftbeanspruchung bewirken die über den Umfang des Segmentverbandes in ungleicher Größe vorherrschenden Radialkräfte zusammen mit den aus einer unvermeidlichen Unwucht des Segmentverbandes resultierenden Radialkomponenten im Zuge einer bei steigender Drehzahl erzwungenen stetigen Aufweitung des Segmentverbandes eine Zunahme der Größenunterschiede in den über den Umfang des Segmentverbandes wirksamen Radialkräften. Die im Betrieb einsetzende, stetige Erwärmung des Kommutators bis auf seine Betriebstemperatur bewirkt über die wärmebedingte Gewölbedruckerhöhung und über die unter dem Druck--und Wärmeanstieg aus der Inhomogenität des Segmentverbandes, insbesondere der Isolierlamellen, resultierende, sich in zuneh- mendem Maße vergrößernde Asymmetrie des Segmentverbandes infolge der sich superponierenden Kräfte eine weitere Zunahme der Größenunterschiede der über den Umfang des Segmentverbandes wirksamen Radialkräfte. Hinzukommt noch, daß infolge des relativ weichen, orthotropen Segmentverbandes der durch eine Betriebszustandsänderung eintretende Ab- oder Aufbau der über den Umfang des Segmentverbandes wirksamen Radialkräfte über relativ große Wege stattfindet. D.h., daß bei einsetzender Fliehkraft- und insbesondere Wärmebeanspruchung die Kräftegleichgewichtseinstellung über eine entsprechend hohe Aufweitung des Segmentverbandes erfolgt, der dadurch in zunehmendem Maße seine ursprüngliche Form und Orientierung zur Kommutatornabe verliert und nur noch infolge seiner Deformation durch stellenweisen, unkontrollierbaren Kontakt mit der Kommutatornabe verbunden ist.
- Um diese Deformationen von Kommutatoren der Gewölbedruckbauart zu verhindern,müßte ein solcher Kommutator also in hohem Grade stoffliche Homogenität und dimensionelle Symmetrie aufweisen. Die Verwirklichung der dazu erforderlichen Voraussetzungen, z.B. winkelgetreue, in ihrer Stärke übereinstimmende Segmente, weitgehend toleranzfreie Isolierlamellenstärke und homogener Werkstoff,ein möglichst idealer, axial- und radialsymmetrischer Aufbau des Segmentverbandes während seiner Herstellung bis zur Fertigstellung des Kommutators, würde, soweit sie überhaupt realisierbar sind, hohe Kosten verursachen.
- Für den erfindungsgemäßen Kommutator ist hingegen kein höherer Grad an stofflicher Homogenität und dimensioneller Symmetrie erforderlich als bei den bekannten Kommutatoren der Gewölbedruckbauart, so daß der Segmentverband nur die bisher üblichen Fertigungskosten verursacht. Daß dennoch auch unter einer dynamischen und thermischen Beanspruchung, die weit über der bisher erreichten Grenze liegt, keine störende Deformation der Bürstenlauffläche auftritt, ist darauf zurückzuführen, daß das Formverhalten des Kommutators maßgebend von der als aktives Bauelement in den mechanischen. Aufbau des Kommutators einbezogenen, radial vorgespannten Nabe und/oder Ankerwelle bestimmt wird. Deren äußerst harte Federcharakteristik und die ihr im Zuge der Herstellung des Kommutators einverleibte hohe potentielle Energie bewirken, daß schon geringfügige Deformationen des Segmentverbandes zu einer hohen Reaktion, also einer starken Änderung der von der Nabe und/oder Welle ausgehenden, radial auf die Innenmantelfläche des Segmentverbandes gerichteten Stützkräfte führen. Das bedeutet, daß die auf die Innenmantel fläche des Segmentverbandes gerichteten Stützkräfte der unter Druck stehenden, ä-ußerst biegesteifen, d.h. einer Änderung von Form und Größe ihres Querschnittes sehr hohe Widerstandskräfte entgegensetzenden Nabe und/oder Welle einer einsetzenden Deformation in Form wesentlich höherer Reaktionskräfte entgegenwirken. Vorteilhafterweise sind dabei die eingebrachten Stützkräfte wesentlich höher gewählt als durch Wärme- und Fliehkraftbeanspruchung des Kommutators im späteren Betrieb davon je abgebaut wird. Dadurch ist der Segmentverband stets über einen innigen Kraftschluß zur Kommutatornabe orientiert und eine entsprechend hohe Reaktion der Stützkräfte bei einsetzender Deformation in jedem der später auftretenden Betriebszustände gewährleistet.
- Jeder infolge einer Betriebsbeanspruchung den Segmentverband und damit die Armierung aufzuweiten suchende Radialkraft folgt sofort der Abbau entsprechender Stützkräfte der Nabe auf äußerst kurzem Weg. Das bedeutet, daß unter Betriebsbeanspruchung keine wesentliche, spannungsbedingte Durchmesservergrößerung des Segmentverbandes auftritt, die in der Gewölbedruckfläche vorherrschende Gewölbespannung über alle Betriebszustände weitgehend konstant bleibt und sich die Radialpressung zwischen der-Armierung und der dieser als Auflage dienenden Segmentzonen nur in geringem Umfang ändert. Ein weiterer Vorteil, der hieraus resultiert, besteht darin, daß sich fertigungsbedingte Abweichungen der Nabe oder Ankerwelle von der Rundheit oder auch Exzentrizitäten nicht nachteilig auswirken.
- Aufgrund dieser Eigenschaft des erfindungsgemäßen Kommutators und der damit verbundenen, über alle Betriebszustände weitgehend gleich großen Radialpressung der Segmente gegen die Armierung reicht ein relativ geringer Gewölbedruck aus, um ein Auswandern einzelner Segmente am noch kalten, jedoch unter Fliehkraftbeanspruchung stehenden Kommutator zu unterbinden. Eine wesentliche Verminderung des Gewölbedruckes ergibt sich be-i gleicher Armierung gegenüber einem Kommutator der Gewölbedruckbauart dadurch, daß der armierte Segmentverband im Zuge der Herstellung des Kommutators so hoch aufgeweitet wird, daß ein überwiegender Spannungsanteil der Armierung die kraftschlüssig mit ihm gekoppelte Nabe und/oder Ahkerwelle und die zwischen ihr und dem Segmentverband liegende Isolierung radial vorspannt.
- Bei einer bevorzugten Ausführungsform ist jedoch zusätzlich die unter Gewölbespannung stehende Fläche der Segmente und Isolierlamellen bis auf ein dynamisch noch erforderliches und fertigungstechnisch noch notwendiges Maß reduziert. Durch diese Verminderung der unter Gewölbespannung stehenden Fläche, die durch Ausnehmungen und/oder Absetzungen der Segmente und/oder der Isolierlamellen erreicht werden kann, werden die durch Erwärmung hervorgerufenen und durch Inhomogenität und dimensionelle Unsymmetrie bedingten radialen Kräfte noch weiter reduziert, da die erwärmungsbedingte Aufweitung des Segmentverbandes oder Erhöhung der Gewölbespannung wegen der erheblichen Verkleinerung der die Druckkräfte in Umfangsrichtung erzeugenden Flächen erheblich vermindert wird. Durch die wesentliche Gewölbedruckreduzierung in der stark verminderten Gewölbedruckfläche sind die unter Wärme im Segmentverband wirksamen Kräfte stark reduziert und infolge der von der Nabe ausgehenden Stützwirkung die die Armierungen aufnehmenden Segmentenenden stark entlastet.
- Um die Abstützung des Segmentverbandes auf der Nabe oder Ankerwelle so starr wie möglich, oder, anders ausgedrückt, die Kopplung zwischen dem Segmentverband und der.Nabe oder der Ankerwelle so eng wie möglich zu machen, ist es zweckmäßig, die in radialer Richtung gemessene Dicke der Isolierung zwischen der Nabe und der Welle und den Segmenten - unter Berücksichtigung der erforderlichen Spannungsfestigkeit und der bei der Fertigung zu beachtenden Gesichtspunkte so klein wie möglich zu wählen, wodurch gleichzeitig ein guter Wärmefluß vom Segmentverband auf die Nabe und/oder Ankerwelle erreicht wird. Vorteilhafte weitere Ausgestaltungen des erfindungsgemäßen Kommutators sind Gegenstand der Ansprüche 4 bis 9.
- Der Erfindung liegt auch die Aufgabe zugrunde, ein möglichst einfach auszuführendes Verfahren zur Herstellung des erfindungsgemäßen Kommutators zu schaffen. Diese Aufgabe wird mit den Merkmalen des Anspruches 10 gelöst. Vorteilhafte weitere. Ausgestaltungen dieses Verfahrens sind Gegenstand der Ansprüche 11 bis 18.
- Im folgenden ist die Erfindung anhand von in der Zeichnung dargestellten Ausführungsbeispielen im einzelnen erläutert. Es zeigen:
- Fig. 1 einen schematisch und Envollständig dargestellten Längsschnitt eines erfindungsgemäßen Kommutators mit den im dynamisch und thermisch unbeanspruchten Zustand wirksamen Kräften,
- Fig. 2 einen Schnitt entsprechend Fig. 1 mit den im dynamisch und thermisch beanspruchten Zustand wirksamen Kräften,
- Fig. 3 eine Seitenansicht eines Segmentes für einen Kommutator gemäß den Fig. 1 und 2 im Zustand vor dem am Segmentverband erfolgenden Andrehen der umlaufenden Stufen für die Armierungsringe,
- Fig. 4 eine Stirnansicht des Segmentes gemäß Anspruch 3,
- Fig. 5 eine Seitenansicht einer Isolierlamelle für den Kommutator gemäß den Fig. 1 und 2 vor dem Einstechen der Ringnuten für die Armierungsringe,
- Fig. 6 eine Stirnansicht der Isblierlamelle gemäß Fig. 5,
- Fig. 7 einen unvollständig dargestellten Längsschnitt eines Ausführungsbeispiels des erfindungsgemäßen Kommutators in einer Bauweise mit Spannschrauben,
- Fig. 8 einen Längsschnitt eines anderen Ausführungsspiels mit Spannschrauben,
- Fig. 9 einen unvollständig dargestellten Längsschnitt eines weiteren Ausführungsbeispiels,
- Fig.10 einen unvollständig dargestellten Längsschnitt eines gegenüber dem Ausführungsbeispiel gemäß Fig. 9 abgewandelten Ausführungsbeispiels.
- Fig.11 einen unvollständig dargestellten Längsschnitt eines fünften Ausführungsbeispiels vor der Fertigstellung
- Fig.12 einen unvollständig dargestellten Längsschnitt des fünften Ausführungsbeispiels im fertigen Zustand.
- Der Segmentverband des in den Fig. 1 und 2 dargestellten, sowohl dynamisch als auch thermisch hochbelastbaren Kommutators ist ein hohlzylindrischer Körper, der aus Segmenten 1 und Isolierlamellen 2 zusammengesetzt ist. Dabei liegt jeweils eine dieser aus Mikanit_bestehenden, plattenförmigen Isolierlamellen 2 zwischen zwei aus Kupfer bestehenden Segmenten 1.
- Die Segmente 1, deren Querschnittsprofil Fig. 4 zeigt, haben an beiden Seitenflächen längs deren außen liegenden Randes eine Absetzung 1'. Durch diese beiden Absetzungen 1' wird die Dicke des Segmentes in der außen liegenden Randzone so weit vermindert, daß hier am fertiggestellten Kommutator kein nennenswerter Gewölbedruck mehr vorhanden ist. Ferner sind die Segmente 1 mit zwei symmetrisch und in Längsrichtung des Kommutators im Abstand voneinander angeordneten Durchbrüchen 3 versehen, die aus dem Segment ausgestanzt sind und sich von einem Langloch dadurch in ihrer Form unterscheiden, daß sie an beiden Enden unterschiedlich große Radien haben. Der kleinere Radius ist an dem dem anderen Durchbruch benachbarten Ende vorgesehen. Der zwischen den beiden Durchbrüchen 3 vorhandene Steg 4 liegt mittig zwischen den Enden des Segmentes.
- Wie die Fig. 5 und 6 zeigen, weisen die Isolierplatten 2 je drei kreisförmige, gleich große Ausstanzungen 5 auf, welche in Längsrichtung des Kommutators in gleichen Abständen voneinander angeordnet sind. Dabei liegt die mittlere Ausstanzung 5 in der Mitte zwischen den beiden Enden der Isolierlamelle. Sie ist daher auf den Steg 4 ausgerichtet. Da die Krümmungsmittelpunkte der Durchbrüche 3 und die Zentren der Ausstanzungen 5 gleiche Abstände von der Innenmantelfläche des Segmentverbandes haben, ergibt sich die in den Fig. 1 und 2 dargestellte, teilweise.Überdeckung. In den Bereichen der Absetzungen 1' ist die Flächenpressung zwischen den Segmenten 1 und den Isolierlamellen 2 sehr gering. In den von den Durchbrüchen 3 und Ausstanzungen 5 überdeckten Bereichen wird keinGewölbedruck übertragen. Ein Gewölbedruck kann daher praktisch nur in dem zwischen den Durchbrüchen 3 und den Ausstanzungen 5 einerseits sowie der Innenmantelfläche d.es Segmentverbandes andererseits liegenden Flächenbereich sowie den beiden abgesetzten Endzonen erzeugt werden, an denen außen je ein iso- - lierter Armierungsring 6 anliegt. Die Stufe zur Aufnahme des Armierungsrings 6 wird, um eine gleichmäßige Anlage an allen Segmenten zu gewährleisten, am zusammengesetzten Segmentverband ausgedreht.
- Der armierte Segmentverband sitzt unter Zwischenlage einer Isolation 7 konzentrisch auf einer metallischen Nabe 8, die ihrerseits auf einer Welle 9 sitzt. Die Isolation 7, die Nabe 8 und die Welle 9 sind in radialer Richtung vorgespannt, wobei die beiden letztgenannten Teile einen äusserst biegesteifen sowie weitgehend stofflich homogenen und dimensionell symmetrischen Körper bilden, von dem in nahezu idealer Weise gleich große, radialsymmetrisch wirksame Stützkräfte S ausgehen. Wären die Nabe 8 und die Welle 9 nicht in radialer Richtung vorgespannt, würde also der armierte Segmentverband wie bei den bekannten Kommutatoren der Gewölbedruckbauart nur formschlüssig auf der Nabe 8 sitzen, dann würde die von den Armierungsringen 6 erzeugte Spannkraft F eine sehr hohe Gewölbespannung und daher eine relativ große, daraus resultierende Radialkraft GR erzeugen. Infolge der Aufweitung des Segmentverbandes unter dem Einfluß der Stütz-Stützkräfte S bzw. ihrer radial wirksamen Resultierenden Sr wird jedoch die Radialkraft G der Gewölbes pannung auf den wesentlich kleineren Wert G vermindert.
- Im Betrieb beansprucht, wie Fig. 2 zeigt, die Fliehkraft Z den Lamellenverband in derselben Richtung wie die durch die Gewölbespannung erzeugte Radialkraft G'r.Da die vorgespannte Nabe 8 und die vorgespannte Welle 9 eine sehr harte Federcharakteristik haben, wird jedoch die Fliehkraft Z ohne eine nennenswerte radiale Bewegung des Segmentes durch einen entsprechenden Abbau der Stützkräfte S' bzw.. deren Radialkomponenten Sr' kompensiert. Die Gewölbespannungsänderung in den reduzierten, den Gewölbedruck noch übertragenden Zonen ist daher unter dem Einfluß der Fliehkraft gering. Dementsprechend ist auch der Größenunterschied der resultierenden Radialkräfte G beim ruhenden r und G' beim rotierenden Kommutator gering.
- Da die bei der Erwärmung des Kommutators zunehmende Gewölbespannung nur in den reduzierten Zonen benachbarter Segmente wirksam ist, ist die hieraus resultierende Radialkraft G'r' ebenfalls relativ gering und wird durch einen entsprechend geringen Abbau der radial wirksamen Stützkräfte S'r kompensiert.
- Die Summe aller in radialer Richtung wirksamen Kräfte im Betrieb des Kommutators ist nur wenig höher als die Summe dieser Kräfte am ruhenden Kommutator. Das bedeutet, daß unter Betriebsbeanspruchung keine wesentliche, spannungsbedingte Durchmesservergrößerung des Segmentverbandes auftritt, die in der reduzierten Gewölbedruckfläche herrschende Restgewölbespannung über alle Betriebszustände weitgehend konstant bleibt und sich die Radialpressung zwischen den Armierungsringen 6 und den ihnen als Auflage dienenden Endzonen der Segmente sich nur in geringem Umfang ändert. Da außerdem ein Abbau der radial wirksamen Stützkräfte im wesentlichen nur durch die Fliehkraft Z erfolgt, sind auch unter voller Betriebsbeanspruchung noch große, radial von der Nabe ausgehende Stützkräfte wirksam, die jeder Deformation des Segmentverbandes entgegenwirken.
- Bei dem in Fig. 7 dargestellten Ausführungsbeispiel des erfindungsgemäßen Kommutators ist der Segmentverband aus im Wechsel aufeinanderfolgenden Segmenten-11 und Isolierlamellen 12 zusammengesetzt. Die Segmente 11 haben beidseitig längs ihrer äußeren, an die Lauffläche für die Bürsten angrenzenden Randzone je eine Absetzung 11'. Ferner sind sie mit Durchbrüchen 13 versehen, welche gegenüber Ausstanzungen 15 der Isolierlamellen 12 so versetzt sind, daß sie auf die Stege 14 zwischen den Ausstanzungen 15 ausgerichtet sind. Hierdurch ist wie bei dem Ausführungsbeispiel gemäß den Fig. 1 bis 6 die Gewölbedruckzone im wesentlichen auf den zwischen den Durchbrüchen und Ausstanzungen sowie der Innenmantel- - fläche des Segmentverbandes liegenden Bereich und die beiden Endzonen beschränkt, die innerhalb von zwei Armierungsringen 16 liegen, die aus Stahl bestehen und in stirnseitigen Ringnuten unter Zwischenlage einer Isolation liegen.
- Die Innenmantelfläche des Segmentverbandes bildet in ihren beiden Endabschnitten, die sich im Ausführungsbeispiel über je etwa ein Drittel der Gesamtlänge des Segmentverbandes erstrecken, je einen sich nach außen erweiternden Innenkonus. An diesen beiden Innenkonen liegen zwei aus Stahl bestehende, isolierte Stützringe 20 an, deren Außenmantelfläche einen korrespondierenden Außenkonus bildet. Mit ihrer zylindrischen Innenmantelfläche liegen die beiden Stützringe 20 auf der zylindrischen Außenmantelfläche je einer aus Stahl bestehenden Halbnabe 21 und 21' an, deren Innenmantelflächen eine Bohrung zur Aufnahme einer Welle bilden. Parallel zur Längsachse des Kommutators liegende Durchgangsbohrungen in der einen Halbnabe 21 und auf diese ausgerichtete Gewindebohrungen 22 in der anderen Halbnabe 21' nehmen Spannschrauben 23 auf, die gleichmäßig auf dem Umfang der Halbnaben verteilt angeordnet sind. Wie Fig. 7 zeigt, haben die Halbnaben 21 und 21' je einen den auf ihnen angeordneten Stützring 20 außen hintergreifenden Ringflansch, wodurch die Stützringe 20 beim Zusammenspannen der Halbnaben 21 und 21' mittels der Spannschrauben 23 ebenfalls im gleichen Maße zusammengespannt werden. Eine Vergußmasse 24 füllt auf beiden Stirnseiten des Kommutators die zwischen den Armierungsringen 16 und den Segmenten 11 sowie den Isolierlamellen 12 vorhandenen Zwischenräume und deckt die nach außen weisenden Stirnflächen der Armierungsringe 16, der Stützringe 20 und der zwischen ihnen liegenden Endabschnitte der Segmente 11 und Isolierlamellen 12 nach außen hin ab, wobei im Ausführungsbeispiel die nach außen weisende Seite der Vergußmasse 24 mit der angrenzenden Stirnfläche der Halbnabe fluchtet. Selbstverständlich können die Stützringe 20 entfallen, beispielweise wenn die Nabenhälften 21 und 21' z.B. auf Grund einer.großen Boh- - rung relativ dünnwandig sind, wenn die Nabenhälftenunter Zwischenlage einer Isolation mit ihrer als Aussenkonus ausgebildeten Außenmantelfläche an dem korrespondierenden Innenkonus des Segmentverbandes anliegen und mittels der Spannschrauben 23 zusammengespannt werden.
- Die Herstellung dieses Komumutators erfolgt in der Weise, daß der armierte Segmentverband auf eine Temperatur erwärmt wird, die etwas höher liegt als die Betriebstemperatur des Kommutators. Die beiden Halbnaben 21 und 21' werden vorzugsweise im Zuge dieser Erwärmung zusammen mit den auf ihnen angeordneten Stützringen 20 eingepreßt. Der Segmentverband wird dabei bis zur Anlage an einem während dieses Herstellungsvorganges den Segmentverband aufnehmenden Anschlagring aufgeweitet. Vorzugsweise sind die Stützringe 20 auf die Halbnaben 21 bzw. 21' aufgeschrumpft, um jegliche Luft zwischen ihnen, ihrer Isolation und der Halbnabe zu vermeiden. Die Halbnaben sowie die Stützringe werden unter dem Einpreßdruck gehalten, bis der Segmentverband wieder abgekühlt ist. Daher wird die Aufweitung so gewählt, daß nach dem Abkühlen des Segmentverbandes die erforderliche radiale Vorspannung der Halbnaben 21 und 21' sowie der Stützringe 20 erreicht wird. Nun werden die beiden Halbnaben mittels der Spannschrauben 23 verschraubt. Abschließend werden die beiden Stirnseiten des Segmentverbandes und der Stützringe 20 mittels der Vergußmasse 2d veraossen.
- In seinem Aufbau unterscheidet sich der Segmentverband des in Fig. 8 dargestellten Ausführungsbeispiels vom Segmentverband des Ausführungsbeispiels gemäß Fig. 7 nur dadurch, daß die beiden Armierungsringe 36 als Druckringe mit je einem Innenkonus ausgebildet sind, der an einem Außenkonus anliegt, den die innenliegende Flanke der den Armierungsring teilweise aufnehmenden, stirnseitigen Ringnut des Segmentverbandes bildet. Die aus Stahl bestehenden Armierungsringe 36 sind wie - bei den anderen Ausführungsbeispielen mit einer sie umhüllenden Isolation versehen.
- Ein weiterer Unterschied gegenüber dem Ausführungsbeispiel gemäß Fig. 7 besteht darin, daß auf den beiden Halbnaben 41 und 41' zusätzlich zu je einem Stützring 40 ein Spannring 45 längsverschiebbar angeordnet ist. Die beiden isolierten Stützringe 40 sind wie die Stützringe 20 ausgebildet und vorzugsweise auf die sie tragende Halbnabe aufgeschrumpft, um jegliche Luft zwischen ihnen, ihrer Isolation und der Halbnabe zu vermeiden. Sie werden ferner von je einem Ringflansch der Halbnabe hintergriffen, um beim Spannen der Halbnaben im gleichen Maße gespannt zu werden. Jeder der beiden Spannringe 45 weist im Anschluß an eine Zylinderfläche, auf der der äußere, zylindrische Teil der Innenmantelfläche des Armierungsrings 36 aufliegt, einen radial nach außen überstehenden Ringflansch auf, der an der nach außen weisenden Stirnfläche des Spannringes anliegt. Mehrere, gleichmäßig auf dem Umfang verteilt angeordnete und parallel zur Kommutatorlängsachse liegende Gewindebohrungen 42 im einen Spannring 45 und mit ihnen fluchtende Durchgangsbohrungen in den beiden Halbnaben 41 und 41' sowie im anderen Spannring 45 dienen der Aufnahme je einer Spannschraube 43, mit denen die beiden Spannringe 45 und damit die Armierungsringe 36 zusammengespannt werden. Die beiden Halbnaben 41 und 41' sind ausserdem wechselweise, mit versetzt zu den Durchgangsbohrungen für die Spannschrauben 43 angeordneten, ebenfalls parallel zur Kommutatorlängsachse liegenden und gleichmäßig am Umfang verteilten Gewindebohrungen 46 versehen,mit denen die jeweils zugehörigen Durchgangsbohrungen in der anderen Halbnabe 41' bzw. 41 und den von ihnen getragenen Spannringen 45 fluchten. In diesen Bohrungen liegen Spannschrauben 47, mittels denen einerseits die Halbnabe 41 über den von ihr getragenen, mit seinem Aussenkonus am Innenkonus des Segmentverbandes anliegenden Stützring 40 mit dem den Armierungs- - ring 36 tragenden Spannring 45 und andererseits die Halbnabe 41' über den Stützring 40 mit dem den gegenüberliegenden Armierungsring 36 tragenden Spannring 45 zusammengespannt werden. Die Spannschrauben47, die die Halbnabe 41' mit dem auf der gegenüberliegenden Halbnabe'41 verschiebbar angeordneten Spannring 45 zusammengespannen, sind in Fig. 8 nicht dargestellt.
- Die Herstellung dieses Kommutators erfolgt in der Weise, daß zuerst durch einen Schrumpfvorgang, z.B. mittels einer konischen Buchse, über die der Segmentverband in eine dickwandige, zylindrische Druckbuchse gepresst wird, dem Segmentverband eine Gewölbespannung gegeben wird.-Danach werden durch Festziehen der Spannschrauben 43 die beiden Spannringe 45 und zusammen mit diesen die beiden Armierungsringe 36 zusammenge-. spannt und der armierte Segmentverband aus der Druckbuchse gedrückt. Die beiden gespannten Armierungsringe übernehmen nunmehr die Aufrechterhaltung der Gewölbespannung im Segmentverband. Anschließend werden der Segmentverband auf eine Temperatur erwärmt, die über der späteren Betriebstemperatur liegt, und, vorzugsweise im Zuge dieser Erwärmung,die Halbnaben 41 und 41' sowie die von ihnen getragenen Stützringe 4o mit axialem Druck eingepreßt. wobei der Segmentverband aufgeweitet wird, und zwar wie bei dem Ausführungsbeispiel gemäß Fig. 7 bis zur Anlage an einem während dieses Herstellungsvorgangs den Segmentverband aufnehmenden Anschlagring oder einer Anschlagbuchse. Die beiden Halbnaben werden unter diesem axialen Druck bis zum Erkalten gehalten. Anschließend werden die Spannschrauben 47 festgezogen. Durch das Aufweiten des Segmentverbandes und sein anschliessendes Schrumpfen beim Erkalten erhalten die beiden Halbnaben 41 und 41' sowie die Stützringe 40 eine radiale Vorspannung, die sich zwar beim Betrieb des Kommutators vermindert, jedoch nicht vollständig abgebaut wird.
- Der armierte Segmentverband des Ausführungsbeispiels gemäß Fig. 9 unterscheidet sich von demjenigen des Ausführungsbeispiels gemäß Fig. 7 nur dadurch, daß seine Innenmantel÷ fläche auch in den Endabschnitten zylindrisch ausgebildet ist. Absetzungen 51' der Segmente 51 sowie Durchbrüche 53 derselben und Ausstanzungen 55 der Isolierlamellen 52 beschränken deshalb auch hier die Gewölbespannung im wesentlichen auf den zwischen den Durchbrüchen und Ausstanzunandererseits gen einerseits sowie der Innenmantelfläche/liegenden Bereich und die beiden innerhalb der Armierungsringe 56 liegenden Endzonen. Zwischen der zylindrischen Außenmantelfläche einer aus Stahl bestehenden und radial vorgespannten Nabe 58 sowie der Innenmantelfläche des Segmentverbandes befindet sich ein Preßstoff 57, welcher den Segmentverband gegenüber der Nabe isoliert und die Radialkräfte überträgt. Der Preßstoff 57, bei dem es sich um eine im Kommutatorbau für Preßkommutatoren übliche Masse handelt, deckt auch die Stirnseiten der Armierungsringe 56 ihnen sowie der von/umfaßten Endzonen des Lamellenverbandes ab und füllt die die Armierungsringe aufnehmenden Ringnuten aus, soweit dies die Armierungsringe nicht tun. Zur Herstellung eines solchen Kommutators wird der armierte Segmentverband durch Erwärmen auf eine für die Verarbeitung des Preßstoffes 57 erforderliche Preßwerkzeugtemperatur, die je nach Preßstoff bis über 200° liegen kann, sowie durch den zwischen die Innenmantelfläche des Segmentverbandes und die Nabe 58 unter Druck eingebrachten Preßstoff 57 bis zur Anlage der Außenmantelfläche an einer den Segmentverband aufnehmenden Preßbuchse aufgeweitet. Der Innendurchmesser dieser Preßbuchse und damit das Maß der Aufweitung des Segmentverbandes ist so gewählt, daß beim Erkalten des Segmentverbandes und der damit verbundenen Schrumpfung die Nabe 58 und der zwischen ihr und dem Segmentverband liegende Preßstoff 57 die erforderliche radiale Vorspannung erhalten.
- Dank dieses einfachen Fertigungsverfahrens und seines einfachen Aufbaus stellt dieser Kommutator eine besonders wirtschaftliche Ausführungsform des erfindungsgemäßen Kommutators dar.
- Das in Fig. 10 dargestellte Ausführungsbeispiel ist,wie das Ausführungsbeispiel gemäß Fig. 9,ein ringarmierter Preßkommutator. Es unterscheidet sich jedoch von letzterem nicht an nur dadurch, daß zusätzlich zu den/beiden Enden des Segmentverbandes vorgesehenen Armierungsringen 76 ein dritter Armierungsring 76' auf halber Länge angeordnet ist, was insbesondere bei größerer Kommutatorlänge vorteilhaft ist. Ein Unterschied liegt auch darin, daß die Armierungsringe 76 und 76' gegenüber den Segmenten 71 durch Preßstoff 77 isoliert sind, der beim Auspressen den Zwischenraum zwischen den Armierungsringen und den sie aufnehmenden Nuten ausfüllt. Der dritte Armierungsring 76' bedingt auch eine etwas andere Ausbildung der Durchbrüche 73 der Segmente und der Ausstanzungen 75 der zwischen ihnen liegenden Isolierlamellen, wie Fig. 10 zeigt. Dank dieser Aussparungen und Durchbrüche sowie der beidseitigen Absetzungen 71' der Segmente 71 ist aber auch bei diesem Ausführungsbeispiel die Gewölbedruckzone, also derjenige Flächenbereich der Segmente und Isolierlamellen, in dem die Gewölbespannung wirksam ist, stark reduziert.
- Ein weiterer Unterschied des Ausführungsbeispiels gemäß Fig. 10 gegenüber demjenigen gemäß Fig. 9 besteht darin, 78 daß die aus Stahl bestehende, blanke Nabe/eine konische Außenmantelfläche hat. Statt dieser einstückig ausgebildeten Nabe oder einer Welle mit Außenkonus könnten auch zwei Halbnaben mit Außenkonus verwendet werden.
- Die Herstellung des Kommutators gemäß Fig. 10 erfolgt in der Weise, daß zunächst wie bei einem Preßkommutator der vorgespannte Segmentverband, in den die Nabe 78 noch nicht eingesetzt ist, mit Preßstoff 77 ausgepreßt wird, der dabei die Armierungsringe 76 und 76' vollständig einbettet. Wie Fig. 10 zeigt, deckt der Preßstoff 77 die beiden außenliegenden Armierungsringe 76 sowie die innerhalb derselben liegenden Endabschnitte der Segmente 71 nach außen hin vollständig ab und schließt im Ausführungsbeispiel bündig an die Nabenstirnseite an. Vollständig mit Preßstoff wird auch der Ringschlitz gefüllt, über den die den dritten Armierungsring 76' enthaltende Ringnut mit der Innenmantelfläche des Segmentverbandes in Verbindung steht. Die vom Preßstoff 77 an der Innenmantelfläche des Segmentverbandes gebildete Isolierschicht hat eine konische Innenmantelfläche entsprechend dem Außenkonus der Nabe 78. Nach dem Auspressen des Segmentverbandes mit dem Preßstoff 77 und noch vor dessen Temperung wird der armierte Segmentverband auf eine über der späteren Betriebstemperatur liegenden Temperatur erwärmt und hierdurch sowie durch die vorzugsweise im Zuge der Erwärmung erfolgende Einpressung der Nabe 78 auf das durch einen Anschlagring oder dergleichen vorgegebene Maß aufgeweitet. Beim Abkühlen erhält die Nabe 78 dann die erforderliche radiale Vorspannung. Die zunächst etwas länger als der Kommutator gehaltene, nach dem Einpressen beidseitig etwas überstehende Nabe 78 wird nunmehr bündig zu den Enden des Kommutators abgedreht. Durch die anschließende Temperung wird der Preßstoff härter.
- Zusätzlich zu den Vorteilen, welche auch das Ausführungsbeispiel gemäß Fig. 9 hat, hat der Kommutator gemäß Fig. 10 den Vorteil, daß fertig ausgestanzte Segmente und Isolierlamellen verwendet werden können, also keine Bearbeitung des Segmentverbandes-zur Herstellung der für die Armierungsringe erforderlichen Sitze sowie keine Isolierung der Armierungsringe notwendig ist.
- Das in den Fig. 11 und 12 dargestellte Ausführungsbeispiel unterscheidet sich von den zuvor beschriebenen Ausführungsbeispielen insbesondere dadurch, daß bereits im Zuge der für den Gewölbedruckaufbau erforderlichen Durchmesserverkleinerung des aus Segmenten 91 mit Durchbrüchen 93 sowie Absetzungen 91' und Isolierlamellen 92 mit Ausstanzungen 95 zusammengesetzen Segmentverbandes z.B. mittels einer konischen Buchse, über die der Segmentverband in eine Druckbuchse 100 gedrückt wird, eine relativ dünnwandige, isolierte Nabenhülse 101 in die Aufnahmebohrung des Segmentverbandes eingeschrumpft und mit ihm kraftschlüssig verbunden wird. Da für den relativ weichen, orthotropen Segmentverband zum Aufbau seiner Gewölbespannung ein entsprechend hoher Schrumpfweg bzw. eine große Durchmesserverkleinerung erforderlich ist, kann die Höhe der Komprimierung der Nabenhülse 101 über ihre Durchmesserverkleinerung durch die Vorgabe einer Differenz zwischen dem Durchmesser der Aufnahmebohrung des Segmentverbandes und dem Außendurchmesser der isolierten Nabenhülse 101 bestimmt werden. In den Segmentverband wird, nachdem er in die Druckbuchse 100 gedrückt worden ist, an beiden Enden je eine Ringnut für die Aufnahme je eines isolierten Armierungsringes 96 eingedreht. Die Komprimierung der Nabe wird so hoch gewählt, daß sich nach dem Aufschrumpfen der Armierungsringe 96 auf die durch die-Ringnut freigelegten Segmentenden und dem Ausbringen des armierten Segmentverbandes aus der Druckbuchse 100 der Segmentverband in hohem Maße unter wesentlichem Abbau der Gewölbespannung und zunehmendem Spannungsaufbau in den Armierungsringen 96 durch die hohen Stützkräfte der komprimierten Nabenhülse 101 aufweitet. Der durch die Nabenhülse 101 radial vorgespannte Segmentverband wird anschließend erwärmt. Dabei wird eine Nabe 98 eingepreßt.
- Die als Druckhülse in den Segmentverband eingeschrumpfte Nabenhülse 101 könnte auch eine leicht konische Bohrung aufweisen. Die mit einem korrespondierenden Außenkonus versehene Nabe oder Ankerwelle könnte dann im Zuge der Erwärmung des Segmentverbandes eingepreßt werden. Eine konische Nabe hat den Vorteil, daß sie, da bereits im Zuge der Erwärmung des Segmentverbandes in die Aufnahmebohrung eingebracht und unter Druck gesetzt, die die Armierungsringe 96 tragenden Enden der Segmente 91 unterstützt. Der Ausdehnungskoeffizient des Segmentverbandes ist nämlich größer als derjenige der aus Stahl bestehenden Armierungsringe 96. Daher erfahren die Segmente 91 bei der Erwärmung eine zunehmende Biegebeanspruchung an ihren Enden.
- Die Nabenhülse ist von einem sie ringspulenartig ummantelnden, dünnen Isolierband umschlungen und bildet eine doppelte Isolierung 97 des Segmentverbandes gegenüber der Ankerwelle. Durch die beiden sehr dünnen Isolierschichten zwischen dem Segmentverband und der Nabe 98 oder Ankerwelle ist eine gute Wärmeableitung auf die Ankerwelle gewährleistet. Das daraus resultierende geringe Wärmegefälle zwischen Segmentverband und Nabe und/oder Ankerwelle trägt dazu bei, daß der Abbau von Stützkräften der Nabe äußerst gering bleibt. Diese Wirkung einer guten Wärmeableitung vom Kommutator zur Ankerwelle gilt selbstverständlich auch für die übrigen Ausführungsbeispiele. Ferner kann natürlich auch bei anderen Ausführungsbeispielen die Isolation durch eine solche Bewicklung gebildet sein.
Claims (18)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3048470 | 1980-12-22 | ||
| DE3048470A DE3048470C2 (de) | 1980-12-22 | 1980-12-22 | Kommutator und Verfahren zu seiner Herstellung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0054727A2 true EP0054727A2 (de) | 1982-06-30 |
| EP0054727A3 EP0054727A3 (en) | 1983-03-30 |
| EP0054727B1 EP0054727B1 (de) | 1987-02-04 |
Family
ID=6119946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109358A Expired EP0054727B1 (de) | 1980-12-22 | 1981-10-30 | Kommutator und Verfahren zu seiner Herstellung |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4562369A (de) |
| EP (1) | EP0054727B1 (de) |
| JP (1) | JPS57170047A (de) |
| DE (1) | DE3048470C2 (de) |
| DK (1) | DK172454B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0350855A3 (en) * | 1988-07-14 | 1990-09-19 | Kautt & Bux Kg | Commutator and process for manufacturing same |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3245699A1 (de) * | 1982-12-10 | 1984-06-14 | Kautt & Bux Kg, 7000 Stuttgart | Kommutator und verfahren zu seiner herstellung |
| DE3714098A1 (de) * | 1987-04-28 | 1988-11-10 | Kautt & Bux Kg | Kommutator fuer maschinen kleiner bis mittlerer groesse und verfahren zu seiner herstellung |
| DE8708940U1 (de) * | 1987-06-27 | 1988-05-26 | Kautt & Bux Kg, 7000 Stuttgart | Kommutator für elektrische Maschinen |
| DE3823844A1 (de) * | 1988-07-14 | 1990-01-18 | Kautt & Bux Kg | Kommutator fuer elektrische maschinen und verfahren zu seiner herstellung |
| JPH02101947A (ja) * | 1988-10-07 | 1990-04-13 | Asmo Co Ltd | 整流子及びその製造方法 |
| US5171010A (en) * | 1992-01-08 | 1992-12-15 | Lanoue Todd W | Golf ball teeing apparatus |
| DE4201593C2 (de) * | 1992-01-22 | 1999-06-10 | Bosch Gmbh Robert | Kommutator für elektrische Maschinen und Verfahren zu seiner Herstellung |
| DE4302759C2 (de) * | 1993-02-01 | 1996-11-14 | Nettelhoff Friedrich Fa | Kollektor mit Armierungsring |
| WO1995022184A1 (de) * | 1994-02-10 | 1995-08-17 | Comtrade Handelsgesellschaft Mbh | Armierungsring für rotationskörper und verfahren zu seiner herstellung |
| EP0944938B1 (de) * | 1996-12-12 | 2002-05-08 | COMTRADE HANDELSGESELLSCHAFT mbH | Kommutator mit armierungsring |
| US6242839B1 (en) | 2000-03-01 | 2001-06-05 | Kirkwood Industries, Inc. | Commutator and method for manufacturing |
| US6666349B1 (en) | 2000-12-18 | 2003-12-23 | Norman W. Gavin | Septic system tank |
| DE10319460A1 (de) * | 2003-04-29 | 2004-11-18 | Robert Bosch Gmbh | Elektrohandwerkzeugmaschine mit elektromotorischem Antrieb |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB814679A (en) * | 1956-10-09 | 1959-06-10 | British Thomson Houston Co Ltd | Improvements in electrical commutators |
| DE533323C (de) * | 1931-09-12 | Aeg | Stromwendersegment mit Aussparung im Befestigungsteil | |
| DE313299C (de) * | ||||
| DE281867C (de) * | 1912-03-02 | |||
| US2221571A (en) * | 1938-04-14 | 1940-11-12 | Westinghouse Electric & Mfg Co | Commutator and clamping structure therefor |
| DE852412C (de) * | 1941-06-17 | 1952-10-13 | Brown Ag | Kollektor fuer elektrische Maschinen |
| DE875232C (de) * | 1942-02-05 | 1953-04-30 | Siemens Ag | Kommutator fuer elektrische Maschinen oder Apparate, insbesondere Kohlekommutator |
| DE891415C (de) * | 1942-03-05 | 1953-09-28 | Siemens Ag | Kollektor |
| US2426042A (en) * | 1944-07-20 | 1947-08-19 | Westinghouse Electric Corp | Commutator |
| US2795841A (en) * | 1952-10-27 | 1957-06-18 | Lincoln Electric Co | Method of manufacturing commutators |
| GB962317A (en) * | 1960-07-26 | 1964-07-01 | Bushing Company Ltd | Improvements relating to commutators for dynamo-electric machines |
| DE1275193B (de) * | 1963-10-15 | 1968-08-14 | Siemens Ag | Verfahren zur Herstellung eines Kommutators fuer elektrische Maschinen |
| FR1451412A (fr) * | 1965-07-08 | 1966-01-07 | Perfectionnement aux collecteurs d'appareils électriques tournants | |
| CH466418A (de) * | 1967-11-17 | 1968-12-15 | Bbc Brown Boveri & Cie | Auf einer Welle elektrisch isoliert aufgeschrumpfter Schleifring oder Kollektor |
| CH464334A (de) * | 1968-02-21 | 1968-10-31 | Siemens Ag | Kommutator für elektrische Maschinen und Verfahren zum Herstellen eines solchen |
| CH506897A (de) * | 1970-04-20 | 1971-04-30 | Ganz Villamossagi Muevek | Kommutator für umlaufende elektrische Maschinen und Verfahren zum Herstellen desselben |
| CH532321A (de) * | 1971-06-15 | 1972-12-31 | Bbc Brown Boveri & Cie | Schrumpfringkommutator und Verfahren zur Herstellung desselben |
| JPS5212082U (de) * | 1975-07-14 | 1977-01-27 | ||
| CH598699A5 (de) * | 1976-12-10 | 1978-05-12 | Bbc Brown Boveri & Cie | |
| SU716093A1 (ru) * | 1977-08-05 | 1980-02-15 | Maksimov Viktor Kh | Углеграфитовый коллектор дл электрической машины |
| DE2906452A1 (de) * | 1979-02-20 | 1980-09-18 | Wenzel Rekofa Gmbh | Kollektor fuer eine elektrische maschine |
-
1980
- 1980-12-22 DE DE3048470A patent/DE3048470C2/de not_active Expired - Lifetime
-
1981
- 1981-10-30 EP EP81109358A patent/EP0054727B1/de not_active Expired
- 1981-12-21 DK DK198105659A patent/DK172454B1/da not_active IP Right Cessation
- 1981-12-22 JP JP56206297A patent/JPS57170047A/ja active Pending
-
1984
- 1984-12-31 US US06/686,628 patent/US4562369A/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0350855A3 (en) * | 1988-07-14 | 1990-09-19 | Kautt & Bux Kg | Commutator and process for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3048470A1 (de) | 1982-07-01 |
| EP0054727B1 (de) | 1987-02-04 |
| DK565981A (da) | 1982-06-23 |
| JPS57170047A (en) | 1982-10-20 |
| EP0054727A3 (en) | 1983-03-30 |
| US4562369A (en) | 1985-12-31 |
| DK172454B1 (da) | 1998-08-24 |
| DE3048470C2 (de) | 1992-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0054727B1 (de) | Kommutator und Verfahren zu seiner Herstellung | |
| DE69611700T2 (de) | Dauermagnetrotor für einen elektromotor | |
| DE3100420A1 (de) | Temperaturbestaendige rolle | |
| DE2838405A1 (de) | Anker fuer motoren und verfahren zu dessen herstellung | |
| DE2811468C2 (de) | Strangpresse | |
| DE3245699C2 (de) | ||
| DE3714098C2 (de) | ||
| DE1488507B2 (de) | Ständerblechpaket für rotierende dynamoelektrische Maschinen und Verfahren zu seiner Herstellung | |
| EP0309899B1 (de) | Antriebswelle mit gruppenweise darauf befestigten Antriebselementen | |
| DE3025407A1 (de) | Verfahren zur herstellung eines isolators und nach diesem verfahren hergestellter isolator | |
| DE3239305A1 (de) | Axiallagerabstuetzung | |
| DE2835150C2 (de) | Wärmeisoliertes Rohr für den Transport von einem unter hohem Druck stehenden heißen Gas | |
| DE3028106C2 (de) | Lageranordnung für die Spindel einer Werkzeugmaschiene | |
| DE3823845C2 (de) | ||
| EP0693230B1 (de) | Armierungsring für rotationskörper und verfahren zu seiner herstellung | |
| DE2419576A1 (de) | Walzvorrichtung | |
| DE2939157A1 (de) | Verfahren zur herstellung eines kernlosen ankers | |
| DE9321246U1 (de) | Kollektor und Armierungsring hierzu | |
| DE1141141B (de) | Auf seinen Traeger unter Spannung aufgezogener innerer Laufring fuer Nadel- oder Rollenlager | |
| DE19916566B4 (de) | Matrize für hochbeanspruchte Hohlformwerkzeuge | |
| DE856654C (de) | Kommutator, insbesondere Pressstoffkommutator | |
| CH654222A5 (de) | Hohlwalze fuer reibwalzwerke. | |
| DE3507293C2 (de) | Verfahren zur Festigkeitssteigerung von einwandigen rohrförmigen Bauteilen, sowie Vorrichtung zur Durchführung dieses Verfahrens | |
| DE3814542C2 (de) | Kommutator für elektrische Maschinen | |
| WO1980001621A1 (fr) | Isolateur composite pour haute tension |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19830924 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB IT SE |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 81109358.2 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970829 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981030 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19981030 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000911 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000928 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20011030 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 81109358.2 |