EP0014923B1 - Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu - Google Patents
Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu Download PDFInfo
- Publication number
- EP0014923B1 EP0014923B1 EP80100660A EP80100660A EP0014923B1 EP 0014923 B1 EP0014923 B1 EP 0014923B1 EP 80100660 A EP80100660 A EP 80100660A EP 80100660 A EP80100660 A EP 80100660A EP 0014923 B1 EP0014923 B1 EP 0014923B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- bale
- devices
- containers
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 34
- 239000002657 fibrous material Substances 0.000 title claims description 25
- 239000005022 packaging material Substances 0.000 claims description 51
- 238000003825 pressing Methods 0.000 claims description 44
- 238000004806 packaging method and process Methods 0.000 claims description 36
- 239000000463 material Substances 0.000 claims description 26
- 239000000835 fiber Substances 0.000 claims description 20
- 230000008569 process Effects 0.000 claims description 18
- 230000002787 reinforcement Effects 0.000 claims description 13
- 238000000151 deposition Methods 0.000 claims description 8
- 230000009471 action Effects 0.000 claims description 7
- 230000003014 reinforcing effect Effects 0.000 claims description 6
- 230000006835 compression Effects 0.000 claims description 5
- 238000007906 compression Methods 0.000 claims description 5
- 238000003466 welding Methods 0.000 claims description 5
- 238000012432 intermediate storage Methods 0.000 claims description 3
- 230000008961 swelling Effects 0.000 claims description 3
- 238000009958 sewing Methods 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims 5
- 239000007787 solid Substances 0.000 claims 2
- 238000009434 installation Methods 0.000 claims 1
- 238000012856 packing Methods 0.000 claims 1
- 230000006798 recombination Effects 0.000 claims 1
- 238000005215 recombination Methods 0.000 claims 1
- 238000003860 storage Methods 0.000 description 5
- 238000005452 bending Methods 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 230000033764 rhythmic process Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000007380 fibre production Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000005021 flexible packaging material Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3075—Presses specially adapted for particular purposes for baling; Compression boxes therefor with press boxes on a movable carrier, e.g. turntable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3078—Presses specially adapted for particular purposes for baling; Compression boxes therefor with precompression means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/12—Baling or bundling compressible fibrous material, e.g. peat
- B65B27/125—Baling or bundling compressible fibrous material, e.g. peat and wrapping or bagging
Definitions
- fibrous material such as. B. staple fiber flakes to collect in so-called carousel presses, to compress and package in several stages.
- a press is described for example in DE-A-2 523 043 with reference to FIGS. 1 and 2.
- the fibrous material is first collected and pre-pressed in the one box of a press box pair rotatable about a vertical axis and then exposed to the action of the main press die after the press box pair has been rotated through 180 °.
- So-called lacing grooves which are provided in the press ram of the main press and in the bottom pressure plate and also in the side walls of the press box, serve to reinforce the bales produced.
- the side walls of the press box are designed as doors that can be opened when carrying out these operations.
- Carousel presses of this type are usually connected to every fiber production line. This is disadvantageous not only because the machine is expensive due to its large volume and large dimensions, but also because it requires a lot of operating personnel to operate it, since the packaging material and usually also the reinforcement tapes must be inserted by hand. In addition, considerable dead times occur in the main press part of such a carousel press, since the working rhythm is generally predetermined by the speed at which the pre-press is filled.
- main press In order to ensure better utilization of the main press, it was recommended in DE-B-2 042 004 to combine a main or central press with two or more pre-presses and to use boxes for pre-pressing and for transporting the pre-pressed goods, which were individually ordered Circular paths are transported from the respective pre-press to the main press and back.
- the main press has a bale chamber in which the pre-pressed bales delivered in the boxes are finished pressed and packaged.
- Such a double carousel press allows better utilization of the main press part, but the guidance of the boxes on circular paths results in such low elasticity when the boxes are used that even brief failures of the main press lead to stoppages of the upstream fiber lines.
- the invention has for its object the method known from DE-B-2 042 004 for packaging fibrous material in bales by multi-stage pressing with several pre-presses, in which the material pre-pressed in box-shaped, doorless containers, optionally with switching on of waiting positions, is conveyed to a central press, in which the pre-pressed material is pressed into a bale and then packed, and in which the empty containers are fed to the pre-presses are transported back and the associated press system for the multi-stage pressing of fibrous material in bale form and packaging these bales with flat packaging materials and reinforcements, consisting of several pre-presses, each with a depositing device, and a central press, in which the goods are pre-pressed in a box-shaped, doorless container delivered to the pre-press and conveyed to the central press by means of transport for finishing presses and packaging and the empty containers are returned after delivery of the bales, so that the number of pre-presses is practically not limited to two presses and that the process and press system are used equally
- this object is achieved procedurally in that containers are used for packaging fiber flakes or thread cables, which are designed for the pressing pressure of the central press and have a removable base plate from the one-piece jacket part, that the containers from the pre-presses to the working rhythm of these Presses independently working central press are conveyed on one or more non-circular tracks, if necessary with intermediate storage, the containers are taken over by the central press in any order, after the goods have been finished pressed in the container by the central press by means of a stamp the jacket part of the container while maintaining the Pressing pressure is completely removed from the bale and the bale is packaged and reinforced in a casing and removed from the central press after the press ram has been moved back and the base plate and the casing part for return transport on one or more non-circular tracks are reunited.
- the invention enables the assignment of three and more pre-presses to the main press. It can be used to produce a large number of fully compressed bales in the unit of time. It enables complete packaging, including reinforcement of the finished pressed bales, if necessary also in a fully automated manner. It is also essential that the press system does not force the upstream fiber lines to be switched off within minutes if the main press malfunctions.
- An essential idea of the invention is the elimination of the coupling of depositing and pre-pressing devices with the central press.
- the central press can thus be used for several fiber lines.
- the pre-pressed fibrous material is transported in the containers referred to below as the press container by suitable devices from the depositing and pre-pressing devices to the central press.
- the pre-pressing of the fibrous material therefore takes place in a plurality of pre-presses which are independent of one another and are each assigned to corresponding fiber lines.
- the fibrous material to be pressed is collected and pre-pressed in the usual manner in the transportable press container with a removable base plate in a pre-press; the filled press containers are then transported to the central press on a non-circular path, and after taking over the respective press container, possibly without a base plate in the central press, the pre-pressed material in the transportable press container is affected by the action of the press ram of the central press for a fraction of the volume compressed.
- the press container is then completely removed from the material under pressure and the bale is packed.
- the freely accessible side surfaces of the bale are preferably covered with a sheet of packaging material.
- the protruding areas of the packaging material are previously exposed to the action of e.g. flat or rod-shaped hold-downs bent and held on the surface of the bale.
- the protruding areas of the packaging material By defining the protruding areas of the packaging material, subsequent unimpeded reinforcement of the bale with tapes or wires is possible.
- the jacket part of the press container can be a body which is open at the top and bottom and is preferably of rectangular cross section, the lower opening of which is closed by the releasable base plate.
- Holding devices on the open jacket part of the press container and the base plate ensure that the material to be pressed does not move out of the during the pre-pressing and transport can penetrate the lower opening of the press container.
- Known backflow devices which prevent the pre-pressed material from swelling out between the individual pre-pressing steps and during transport to the central press, can be arranged near the upper opening of the casing part during the pressing of fiber flake. Suitable backflow devices and their mode of operation are described, for example, in DE-B-1 938 602; however, other systems of the same type can also be used.
- the transportable press containers not only have to withstand the press pressure of the pre-press, but also that of the central press, they preferably have reinforcing ribs or the like on their outer sides, while the inner surfaces of the jacket-shaped part and the base plate are preferably smooth and without depressions or grooves. Due to the lack of lacing grooves and in particular due to the box-like shape without doors, it is possible to keep the weight of a press container including the backflow devices and the detachable base plate so low that the transport of such a container can be carried out without difficulty with the aid of conventional means of transport even when filled , such as roller or rail tracks, floor conveyors, monorails or the like, is possible.
- Wheels can be arranged on the base plates of the press boxes, which serve as transport devices for the press containers. It is possible, for example, to guide the press container using these wheels on a rail system which can be equipped with switches, turntables, siding and the like for the intermediate storage of the press container.
- the transport devices can also consist of a roller conveyor system, for example.
- the base plates of the press containers would have to have a smooth lower surface without projections and the like.
- Roller conveyors of this type have proven themselves for the horizontal conveyance of heavy piece goods; they can contain driven rollers which facilitate the further transport of the containers.
- Floor lift conveyors such as forklifts or towed conveyors, are also suitable for transporting the press containers from the storage and pre-pressing devices to the central press and back again.
- Such conveyor systems are characterized in particular by their spatial mobility, since they are not tied to specific tracks or track and switch systems.
- it can be advantageous to design the base plates of the press containers in the manner of transport pallets.
- the transport devices act on the base plate of the press container.
- a suitable transport device would also be provided, for example, by a hanging rail track with appropriate tracks and switches.
- the press containers would have to have suitable devices on the outer surfaces of their box-shaped part, e.g. Have hooks or the like, which allow a connection to the monorail system.
- the use of a monorail system as a transport device can be advantageous since such transport devices are suitable for being able to be combined with the transfer and conveying devices to be described later.
- the central press required for the method according to the invention must have a particularly powerful press ram which is preferably to be operated hydraulically.
- the required counter pressure plate can be firmly anchored to the ground as a floor pressure plate.
- the central press does not necessarily have a press box connected to it. Instead, devices must be provided which allow the press containers transported to the central press to be taken over into the central press and to be fixed in the press position.
- Such transfer devices can consist, for example, of a gripper system which is able to grip a press container transported to the central press and to transport the jacket part of this press container without a base plate over a surface such that no pre-pressed material can escape from the lower opening of the jacket part.
- a gripper system which is able to grip a press container transported to the central press and to transport the jacket part of this press container without a base plate over a surface such that no pre-pressed material can escape from the lower opening of the jacket part.
- conveyors must intervene which allow the casing part of the press container to be completely removed from the material pressed into a bale.
- These conveyors can be provided as separate devices in the press and e.g. Pull the jacket part of the press container up or down using gripper systems.
- a superstructure press is preferably used as the central press, the press system of which rests on a yoke that is supported by columns.
- the distance of these columns from the press container in the press position or the bale produced should be selected so that after removing the press container all side surfaces of the bale are accessible without hindrance. So it is possible to easily press the pressed bale if necessary, pack and reinforce fully automatically.
- press stamps and bottom pressure plate of the central press have lacing grooves that are required for later strapping.
- the press stamp and the bottom pressure plate must be covered with a blank of the desired packaging material. This covering e.g. with a plastic film is sufficient to prevent the pressed material from penetrating the lacing grooves.
- These packaging material blanks later cover at least the end faces of the pressed bale.
- packaging material blanks can be introduced, for example, in such a way that bottom pressure plate and stamp of the central press are each provided with such a blank before a press container is inserted into the central press with the aid of the transfer device.
- the location of the packaging material blanks can be e.g. can be fixed by clamps, retainers or by the action of suction nozzles.
- the packaging material blank for covering the lower end face of the bale on the base plate of an empty press container and projecting ends of this blank z. B. with the help of clips on the box-shaped part of the press container.
- the packaging material blanks for the end faces are chosen to be so large that the excess surfaces of these packaging material blanks which protrude after the pressing are sufficient to cover all the side surfaces after overturning, even overlapping.
- the packaging material blanks for the end faces are chosen to be so large that the excess surfaces of these packaging material blanks which protrude after the pressing are sufficient to cover all the side surfaces after overturning, even overlapping.
- such a procedure generally leads to difficulties in pressing, since relatively large amounts of packaging material lie around the sinking press ram and even after the pressing box has been removed, difficulties can arise in bending the protruding packaging material blanks onto the side faces. There is also the risk that the protruding surfaces of the packaging material blanks can be damaged during the pressing process.
- packaging blanks are preferably used that only protrude slightly from the end faces of the pressed bale.
- an outstanding length of approx. 10 cm on each edge of the bale has proven itself.
- the side surfaces of the bale are encased with a sheet-like blank of packaging material, care being taken to ensure that the sheet covering the side surfaces is held in position until the baling of the bale is complete.
- This can be done in a simple manner, for example by welding, stitching, sewing or the like of the overlapping ends of this web under a certain pretension; but it is also possible to use the ends of this web by using z.
- these hold-down devices can also be mounted in frames which are brought close to the finished wrapped bale.
- the protruding edge surfaces can be folded over once in the direction of the side surfaces or in the direction of the end surfaces of the bales. If a transfer to the end faces is preferred, both the press ram and the bottom pressure plate must have an annular outer part that can be moved independently of the position of the main part.
- the bale already wrapped with packaging material can be reinforced in the usual way by tensioning wires, steel strips or the like. It is easily possible to have this reinforcement carried out by automatically working devices that are attached to the frames, for example, that already carry the hold-down devices.
- the bale After retracting the hold-down device and the main press ram, the bale is free on the floor pressure plate and can be removed from the press.
- the empty jacket part Before pressing the contents of the next press container, there is the empty jacket part to be removed from the press with the aid of the conveyor and transfer device; it is expediently immediately placed back on the associated base plate.
- the empty jacket part lowered by the conveying devices can, for example, also be taken over by a further gripper device which sets it down at another suitable point while the transfer device is already transferring the next full press container into the central press. In this case, it is of course necessary to transport the associated base plate separately to a point at which the second gripper device can reunite the casing part and the base plate of the press container.
- FIG. 1 shows in schematic form the spatial assignment of the presses of a press system.
- FIG. 2 shows a pre-press with a transportable press container.
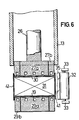
- FIGS. 3 to 8 show different processes in the central press, in FIG. 3 the transfer device, in FIGS. 4 and 5 the final pressing state, in FIGS. 6 to 6b an automatic wrapping device for the side surfaces of the bale, in FIG. 7 the bending of the protruding packaging surfaces by holding down and in Figure 8 the execution of the reinforcement were particularly emphasized.
- FIG. 9 shows another embodiment of the central press and the hold-down devices required.
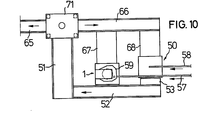
- Figure 10 shows another press system with a pre-press for fiber flake and a pre-press (laying device) for cable tape.
- FIG. 1 shows a possible spatial arrangement of the individual parts of the press system according to the invention.
- three pre-presses 1 are connected to the central press 4 via transport devices consisting of roller conveyors 2, 8.
- the fibrous material to be pressed is collected and pre-pressed in the pre-presses 1, and the filled press containers 3 are transported to the central press 4 via the roller conveyor 2.
- the main pressing process takes place.
- the finished pressed material is still provided by the automatically operating wrapping device 5 with packaging material for the side surfaces and, after reinforcement, e.g. with steel belts, as ready-to-ship bales 7.
- the empty press containers 6 are transported back to the pre-presses 1 on the second roller conveyor 8.
- the roller conveyors 2 and 8 are drawn in the vicinity of the preliminary presses, each with open ends, to indicate that, for example, further preliminary presses 1 can be included in this system or that further empty press containers 6 or filled press containers 3 can be in reserve at these open ends .
- storage devices according to DE-B-1 239 656 can also be connected for storing pre-presses of thread cables, provided that these cable supports are set up to enable storage and pre-pressing in the empty press containers 6.
- a preliminary press is shown in FIG.
- the material to be pressed falls through a filling shaft 12 and through the upper housing 11 of the pre-press into a transportable press container which consists of the box-shaped casing part 13, automatically working backflow flaps 14 and a detachable base plate 15.
- the fibrous material is compressed under the action of the press ram 10, which can be moved via a piston rod 9, and results in the pre-pressed material 20.
- the box-shaped casing part 13, which is preferably rectangular or square in cross section, is detachably connected to the base plate 15 via a holding device 18.
- This holding device can consist, for example, of a tongue and groove guide, as can be found in the simplest form in drawers.
- a packaging web 19 was inserted for the later lower end face of the bale before the box-shaped casing part 13 was joined to the base plate 15. Wheels 17, which were connected to the base plate 15 via a base plate substructure 16, serve as transport devices here.
- the pre-pressing usually takes place in such a way that the loose, fibrous material first accumulates in the interior of the box-shaped press container and the interior of the upper housing 11 and is pressed together in the press container by lowering the press ram 10.
- the filling process is continued and the fibrous material is pre-compressed by alternately filling and lowering the press ram 10 in the interior of the box-shaped press container.
- the known backflow flaps 14 serve to prevent the pre-pressed material from swelling out of the cylindrical jacket part 13.
- the position of the backflow flaps 14 can be controlled, for example, as a function of the position of the press ram 10.
- the jacket part 13 together with the base plate 15 can be transported away from the area of the pre-press with the help of the wheels 17.
- An empty container then moves into its place, the base plate 15 of which is also covered again with a packaging web 19.
- the exact position of the press container relative to the press ram 10 can be ensured by suitable locking devices, not shown.
- the press container filled with pre-pressed fiber material 20 can now be transported to the central press on a flat surface. This transport can be facilitated, for example, by a drive (not shown) or by pulling devices.
- FIG. 3 shows a filled press container ter with base plate 15 and a combined transfer and conveying device 21 shown.
- the transfer and conveying device which consists of a gripper device 22 for pulling off the jacket part 13, an upper roller carriage 24 and a rail system 25, the jacket part 13 of the press container is moved horizontally into the working area of the press ram 27 of the central press, the holding devices 18 allow the base plate 15 to be detached from the jacket part 13. Holding devices, not shown, ensure that the packaging web 19 does not change its position during this movement.
- the connection between the gripper devices 22 and the casing part 13 of the press container takes place via suitable holding devices 23.
- the central press punch 27 is divided in the present case into a core punch 27a and an outer part 27b which surrounds the core punch 27a in a ring.
- the position of the press ram 27 is brought about by a drive, not shown, via the piston rod 26.
- the bottom pressure plate 29, like the associated press ram, is divided into a core pressure plate 29a and an outer part 29b, which surrounds the core pressure plate in a ring.
- the exact position of the jacket part 13 of the press container relative to the press ram 27 and the bottom pressure plate 29 can be achieved by suitable locking means, not shown, which act, for example, on the transfer and conveying device 21.
- lacing grooves 28 are also provided both in the press ram 27 and in the bottom pressure plate 29, which enable the bale to be reinforced later in the pressed state.
- FIG. 4 shows the actual pressing of the fibrous material with the help of the press ram 27.
- the jacket part 13 of the press container is held by the gripper device 22 of the transfer and conveying direction 21.
- the gripper device 22 of the transfer and conveying direction 21 For carrying out the method, it is essential that, before the pressing die 27 is lowered, the upper end face of the press box or the pressing surface of the pressing die 27 has been covered with a packaging web 30 for the upper end face of the bale 31.
- the previous application of the packaging webs 19 and 30 for the end faces of the later bale is necessary for several reasons.
- these tracks serve to ensure that the lacing grooves 28 of the press ram 27 and the bottom pressure plate 29 do not move with the goods to be packaged and thus lead to a hindrance to the subsequent reinforcement, but also possibly to contamination of the packaged material. It is therefore not necessary in the method according to the invention that the same fiber material is accumulated and pre-pressed in all pre-presses 1.
- the method according to the invention permits the packaging of different fibrous goods, that is to say also differently colored fiber flakes.
- the packaging webs 19 and 30 there is a risk that fiber material from an earlier pressing process remains in the lacing grooves 28 and that other fibrous material will remain in the latter during a later pressing process.
- the packaging material also has the task of protecting the material pressed into a bale 31 from contamination during later transport and storage.
- FIG. 6 shows the automatic wrapping of the now exposed side surfaces of the bale 31 with packaging material with the aid of an automatically working wrapping device.
- the press ram is shown in cross-section in FIG. 6, as in the previous figures, while FIGS. 6a and 6b illustrate the timing of the wrapping process in the supervision.
- FIG. 6 again shows the pressed bale 31, which has packaging webs 19 and 30 on its end faces.
- the side surfaces of the bale are now covered by a third packaging blank 41.
- This third packaging material blank 41 comes from a supply roll 32 which is held by arms 33.
- FIG. 6 a The actual packaging process is shown in Figures 6a and 6b in chronological order. While in FIG. 6 a one end of the packaging material web 35 is held by the swivel device 37 attached to the support arms 36 and the supply roll 32 is swung out far with the help of the swivel arms 33 and the pneumatic actuator 39, the entire device is moved onto the with the help of the transport carriage 40 pressed bale 31 closed and thereby reaches the end position, which is shown in Figure 6b. By moving the entire wrapping device 5 and by an additional pivoting movement of the arms 33 about the pivot point 34 and the pivoting of the pivoting device 37, all side surfaces of the bale 31 are enclosed by the packaging material web 35.
- a separating and welding device 38 ensures a connection of the overlapping ends of the packaging material web. Due to the pretension with which the covering was carried out and the subsequent welding of the separated web, the position of the web is simultaneously fixed. Subsequently, the supply roll 32 is pivoted back by moving the arms 33 and the transport carriage 40 is moved back. As soon as the automatically operating wrapping device 5 has reached the position according to FIG to care.
- FIG. 7 shows the hold-down devices 42a fastened to the support frame 44 in the pivoted-in state, while the hold-down devices 42b of the support frame 43 are already in the swung-out working position.
- the pivoting movement of the hold-down device about its pivot point can be carried out by suitable drive devices, which, however, have not been shown in the figure.
- the annular outer part 27b of the press ram and the annular outer part 29b of the bottom pressure plate 29 can be moved by suitable movement devices, e.g. B. hydraulic control piston. They have suitable incisions which, when the parts 27b and 29b are returned to the starting pressing position, make it impossible to damage the pivoted down hold-down devices 42b.
- suitable movement devices e.g. B. hydraulic control piston. They have suitable incisions which, when the parts 27b and 29b are returned to the starting pressing position, make it impossible to damage the pivoted down hold-down devices 42b.
- the hold-down devices 42b can be retracted, since the parts 27b and 29b now fix the protruding ends of the packaging material surfaces in their bent position on the end faces of the bale.
- FIG. 9 A variant of the method and the required central press is shown in Figure 9.
- neither the press ram 27 nor the bottom pressure plate 29 is divided into core and outer parts.
- the packaging medium surfaces of the packaging material webs 19 and 30 which protrude beyond the end surfaces of the bale are not bent onto the end surfaces, but onto the side surfaces, with the aid of hold-down devices 47a, b and 49a, b.
- the lever-like hold-down devices 49a, b embedded in the recesses 46 of the press ram 27 can carry out their pivoting movement with the aid of conventional drive devices, not shown.
- the hold-down device 49a is drawn in the pivoted-in position, while the hold-down device 49b is in the working position.
- the hold-down devices 47a, b which can be moved with the aid of a pneumatic drive 48, are let into the bottom pressure plate 29. In contrast to the hold-down devices described so far, the hold-down devices 47a, b only perform an up and down movement.
- the hold-down device 47a is drawn in the retracted position and the hold-down device 47b in the extended position.
- the packaging and arming of the bale 31 is advantageously carried out as follows when using a device according to FIG. 9: After the press ram 27 has been lowered and the hold-down devices 47b and 49b have been extended into their working position, the side surfaces are wrapped with a sheet of packaging material 35 Packaging material web was chosen so that it does not exceed the height of the side surfaces of the bale when pressed. In this case, the packaging material web can be applied to the side faces in the manner already described with reference to FIGS. 6a and b. In this variant of the method, the side surfaces are wrapped with packaging material with hold-down devices 47b, 49b already extended. After the packaging material web for the side surfaces has been fixed by welding, stapling or the like, the bale is first reinforced.
- the lower hold-down devices 47b are then retracted while the press ram 27 is raised with the hold-down devices 49b still extended. This procedure enables the hold-down devices to be closed from their position between the individual packaging means cuts are removed, and the bale is ready for removal.
- FIG. 10 A further embodiment of the invention is shown in FIG. 10, in which two laying and pre-presses 1 are provided for fiber flake and 50 for cable tape.
- the endless cables 47 and 58 come from the associated fiber lines. While the cable 58 is deposited and pre-pressed directly as a cable band, the endless cable 57 is first cut in the cutting machine 59 and then falls into the pre-press 1.
- the storage and pre-pressing devices 1 and 50 are in turn connected to the central press 71 via routes 51 to 53 and 66 to 68.
- the transportable press containers are, as already described above, filled with fibrous material in the depositing and pre-pressing devices, which is then pressed in these press containers in the central press 71.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Press Drives And Press Lines (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
- Es ist bekannt, faseriges Gut, wie z. B. Stapelfaserflocke, in sogenannten Karusselpressen anzusammeln, mehrstufig zu verpressen und zu verpacken. Eine darartige Presse ist beispielsweise in der DE-A-2 523 043 an Hand der Figuren 1 und 2 beschrieben. Bei diesen Pressen wird das faserige Gut zunächst in dem einen Kasten eines um eine vertikale Achse drehbaren Presskastenpaars angesammelt und vorgepresst und anschliessend nach einer Drehung des Presskastenpaars um 180° der Wirkung des Hauptpressenstempels ausgesetzt. Für die Armierung der erzeugten Ballen dienen sogenannte Schnürnuten, die in dem Pressstempel der Hauptpresse sowie in der Bodendruckplatte und auch in den Seitenwänden des Presskastens vorgesehen sind. Zum Einlegen von Verpackungsmaterial und auch zum Ausstoss des fertigen Ballens sind die Seitenwände des Presskastens als Türen ausgebildet, die bei der Durchführung dieser Arbeitsgänge geöffnet werden können. Üblicherweise stehen derartige Karussellpressen im Anschluss an jede Faserherstellungsstrasse. Dies ist nicht nur deshalb nachteilig, weil die Maschine aufgrund ihres grossen Volumens mit grossen Abmessungen teuer ist, sondern auch weil zu ihrer Bedienung ein hoher Aufwand an Bedienungspersonal erforderlich ist, da das Einlegen des Verpackungsmaterials und meist auch der Armierungsbänder von Hand erfolgen muss. Darüber hinaus entstehen im Hauptpressenteil einer solchen Karussellpresse erhebliche Totzeiten, da der Arbeitsrhythmus allgemein von der Geschwindigkeit der Füllung der Vorpresse vorbestimmt wird.
- Um eine bessere Auslastung der Hauptpresse zu gewährleisten, wurde in der DE-B-2 042 004 empfohlen, eine Haupt- oder Zentralpresse mit zwei oder mehr Vorpressen zu kombinieren und zum Vorpressen und zum Transport des vorgepressten Guts Kästen zu verwenden, die einzeln auf vorgegebenen Kreisbahnen von der jeweiligen Vorpresse zur Hauptpresse und zurück transportiert werden. Die Hauptpresse weist eine Ballenkammer auf, in der die vorgepressten, in den Kästen angelieferten Ballen fertiggepresst und verpacktwerden. Eine derartige Doppel-Karussellpresse gestattet zwar eine bessere Auslastung des Hauptpressenteils, doch ergibt die Führung der Kästen auf Kreisbahnen eine so geringe Elastizität beim Einsatz der Kästen, dass bereits kurzzeitige Ausfälle der Hauptpresse zu Stillständen der vorgeschalteten Faserstrassen führen. Die in dieser Vorliteratur gezeigte Lösung ist auch nur mit einem unverhältnismässig grossen technischen Aufwand auf z.B. drei Vorpressen erweiterungsfähig. Die Anordnung z. B. einer weiteren Vorpresse auf einer bereits vorhandenen Kreisbahn führt zwangsläufig zu Betriebsstillständen, da eine ausreichende Versorgung der Vorpressen mit leeren Kästen nicht gewährleistet werden kann. Die andere Möglichkeit der Erweiterung, die Anordnung einer weiteren Vorpresse auf einer eigenen Kreisbahn würde zu starken gegenseitigen Behinderungen der Kästen auf den verschiedenen Kreisbahnen führen, die nur durch eine aufwendige konstruktive Ausdehnung der gesamten Anlage abgemildert werden könnte.
- Durch die unmittelbare Nachbarschaft der Vorpressen und die fehlende freie Zugänglichkeit des Ballens in der Hauptpresse ist insbesondere auch eine automatische Zuführung von Verpackungsmaterial erschwert. Bei gleichzeitiger Verarbeitung verschiedenartiger, z. B. unterschiedlich gefärbter Faserflocke ist mit einer gegenseitigen Verunreinigung der zu verpackenden Fasermaterialien zu rechnen, da die Überführung des vorgepressten Materials aus dem Kasten in die Endpresse weitgehend drucklos erfolgt.
- Neben der Verpackung der Faserflocke in Ballenform ist es auch bekannt, endlose Faserkabel in transportable Kartons abzulegen. Ein grösseres Füiigewicht in diesen Kartons ist bei Anwendung der Vorrichtung der DE-B-1 239 656 möglich, bei der die kontinuierlich durch einen senkrecht zur Fliessrichtung der Kabel schwenkbar gelagerten Trichter abgelegten Kabel durch zwei seitlich neben dem Trichter angeordnete Pressstempel fortlaufend verdichtet werden. Durch diese Verdichtung des in einem Karton abgelegten Faserkabels kann zwar ein höheres Raumgewicht erzielt werden, das jedoch noch nicht als ausreichend angesehen wird ohne Nachpressung auch des abgelegten endlosen Kabels. In der DE-A-2 736 316 ist eine solche Presse beschrieben, mit der auch die nachgepressten Ballen aus Chemiefaserkabeln mit flächenförmigem Verpackungsmaterial und Armierungsbändern verpackt werden können. Sie ist getrennt von der Ablegeeinrichtung mit Vorpressung angeordnet. Als Verpakkungsmaterial dienen Kastensäcke, die in die leeren Stützbehälter eingelegt werden. Die Herstellung derartiger Verpackungsmittelgarnituren ist aufwendig. Ihr Einsatz bei der Verpackung von Faserflocke ist nicht möglich, da die Volumenänderung bei der Endpressung von Faserflocke zu gross ist.
- In diesem Zusammenhang sei darauf hingewiesen, dass es nicht möglich ist, mit einer Vorrichtung gemäss DE-B-2 042 004 abgelegte und vorgepresste Kabelbänder mit Hilfe der dort beschriebenen Zentralpresse weiter zu verdichten und dann in Ballenform zu verpacken. Die Beschikkung der Ballenkammer der Zentralpresse mit dem zu verpressenden Gut führt zu Verlegungen der Kabel. Ein ordnungsgemässes Abarbeiten derartig verpackter Kabel ist dann nicht mehr möglich.
- Der Erfindung liegt die Aufgabe zugrunde, das durch die DE-B-2 042 004 bekanntgewordene Verfahren zum Verpacken von faserigem Gut in Ballen durch mehrstufiges Verpressen mit mehreren Vorpressen, bei dem das in kastenförmigen, türlosen Behältern vorgepresste Gut, gegebenenfalls unter Einschalten von Wartepositionen, zu einer Zentralpresse gefördert wird, in der das vorgepresste Gut jeweils zu einem Ballen fertig verpresst und anschliessend verpackt wird, und bei dem die leeren Behälter zu den Vorpressen zurücktransportiert werden und das zugehörige Pressensystem zum mehrstufigen Pressen von faserigem Gut in Ballenform und Verpacken dieser Ballen mitflächenförmigen Verpackungsmaterialien und Armierungen, bestehend aus mehreren mit je einer Ablagereinrichtung versehenen Vorpressen und einer Zentralpresse, bei dem das Gut in je einem kastenförmigen, türlosen Behälter vorgepresst, von der Vorpresse abgeliefert und mittels Transportmitteln zum Fertigpressen und Verpacken der Zentralpresse zugeführt und die leeren Behälter nach Abliefern der Ballen zurückgeführt werden, so zu verbessern, dass die Zahl der Vorpressen praktisch nicht auf zwei Pressen beschränkt ist und dass das Verfahren und das Pressensystem gleichermassen für die Endverpressung von Faserflocke wie auch von Kabelbändern geeignet sind.
- Nach der Erfindung wird diese Aufgabe verfahrensmässig dadurch gelöst, dass zum Verpacken von Faserflocke oder Fadenkabel Behälter verwendet werden, die für den Pressdruck der Zentralpresse ausgelegt sind und eine von dem einstückigen Mantelteil lösbare Bodenplatte aufweisen, dass die Behälter von den Vorpressen zu der vom Arbeitsrhythmus dieser Pressen unabhängig arbeitenden Zentralpresse auf einer oder mehreren nicht kreisförmigen Bahnen, gegebenenfalls unter Zwischenlagerung, befördert werden, die Behälter von der Zentralpresse in beliebiger Reihenfolge übernommen werden, nach dem Fertigpresen des Gutes im Behälter durch die Zentralpresse mittels eines Stempels der Mantelteil des Behälters unter Aufrechterhalten des Pressdrucks von dem Ballen vollständig entfernt und der Ballen in einer Hülle verpackt und armiert sowie nach Zurückfahren des Pressstempels aus der Zentralpresse entfernt wird und die Bodenplatte und der Mantelteil zum Rücktransport auf einer oder mehreren nicht kreisförmigen Bahnen wieder vereinigt werden.
- Das als Lösung der Aufgabe vorgeschlagene Pressensystem ist dadurch gekennzeichnet, dass
- a) die Zentral presse von den Vorpressen unabhängig aufgestellt und unabhängig von deren Arbeitsrhythmus betreibbar ist,
- b) die Transportmittel für die Behälter auf beliebigen, die Vorpressen mit der Zentral presse verbindenden nicht kreisförmigen Bahnen bewegbar sind,
- c) Vorrichtungen zur Übernahme der Behälter von den Transportmitteln und Vorrichtungen zum Ein- und Ausrücken der Behälter in die Arbeitsposition der Zentralpresse vorhanden sind,
- d) die Zentralpresse Einrichtungen zum vollständigen Entfernen des einstückigen Mantelteils von dem noch unter Pressdruck stehenden Ballen und zum Wiedervereinigen von Mantelteil und Bodenplatte aufweist und dass ferner
- e) Vorrichtungen zum Bedecken zumindest der freien Ballenflächen mit Verpackungsmittelzuschnitten und
- f) Vorrichtungen zur automatischen Armierung der Ballen im gepressten und verpackten Zustand vorgesehen sind.
- Die Erfindung ermöglicht die Zuordnung von drei und mehr Vorpressen zu der Hauptpresse. Mit ihr kann in der Zeiteinheit eine grosse Zahl fertig verpresster Ballen hergestellt werden. Sie ermöglicht die vollständige Verpackung einschliesslich Armierung der fertig gepressten Ballen gegebenenfalls auch auf vollautomatische Weise. Wesentlich ist ausserdem, dass das Pressensystem bei Störungen an der Hauptpresse nicht innerhalb von Minuten zu einem Abschalten der vorgeschaltenen Faserstrassen zwingt.
- Eine wesentliche Idee der Erfindung ist die Beseitigung der Kopplung von Ablage- und Vorpresseinrichtungen mit der Zentralpresse. Die Zentralpresse kann so für mehrere Faserstrassen eingesetzt werden. Das vorgepresste faserige Gut wird in den im folgenden als Pressbehälter bezeichneten Behältern durch geeignete Vorrichtungen von den Ablage- und Vorpresseinrichtungen zur Zentralpresse transportiert.
- Bei dem Verfahren und dem Pressensystem nach der Erfindung erfolgt das Vorpressen des faserigen Guts also in mehreren voneinander unabhängigen Vorpressen, die jeweils entsprechenden Faserstrassen zugeordnet sind. Das zu verpressende faserige Gut wird in üblicher Weise in dem transportablen Pressbehälter mit lösbarer Bodenplatte in einer Vorpresse angesammelt und vorgepresst; die gefüllten Pressbehälter werden dann ohne Zwangsführung auf einer nicht kreisförmigen Bahn zu der Zentral presse transportiert, und nach Übernahme des jeweiligen Pressbehälters, gegebenenfalls ohne Bodenplatte in die Zentralpresse, wird das vorgepresste Gut in dem transportablen Pressbehälter durch die Einwirkung des Pressstempels der Zentralpresse auf einen Bruchteil des Volumens zusammengepresst. Der Pressbehälter wird anschliessend völlig von dem unter Pressdruck stehenden Gut entfernt und der Ballen verpackt. Hierbei werden vorzugsweise die frei zugänglichen Seitenflächen des Ballens mit einer Bahn aus Verpackungsmaterial umhüllt. Die überstehenden Flächen des Verpackungsmaterials werden vorher durch Einwirkung von z.B. flächen- oder stabförmigen Niederhaltern umgebogen und an den Oberflächen des Ballens gehalten. Durch die Festlegung der überstehenden Flächen des Verpackungsmaterials ist eine anschliessende ungehinderte Armierung des Ballens mit Bändern oder Drähten möglich. Nach dem Zurückfahren der Niederhalter und des Hauptpressstempels kann der fertig verpackte Ballen aus der Zentralpresse entfernt werden, während der leere Mantelteil nach Wiedervereinigung mit der zugehörigen Bodenplatte zum Presskasten zu einer der Vorpressen zurücktransportiert wird.
- Der Mantelteil des Pressbehälters kann ein oben und unten offener Körper von vorzugsweise rechteckigem Querschnitt sein, dessen untere Öffnung durch die lösbare Bodenplatte verschlossen ist. Haltevorrichtungen an dem offenen Mantelteil des Pressbehälters und der Bodenplatte sorgen dafür, dass das zu pressende Material während des Vorpressens und des Transports nicht aus der unteren Öffnung des Pressbehälters herausdringen kann. In der Nähe der oberen Öffnung des Mantelteils können bei dem Verpressen von Faserflocke bekannte Rückstauvorrichtungen angeordnet sein, die ein Herausquellen des vorgepressten Materials zwischen den einzelnen Vorpressgängen und während des Transports zur Zentralpresse verhindern. Geeignete Rückstauvorrichtungen und ihre Wirkungsweise sind beispielsweise in der DE-B-1 938 602 beschrieben; es können jedoch auch andere gleichartig wirkende Systeme eingesetzt werden.
- Da die transportablen Pressbehälter nicht nur dem Pressdruck der Vorpresse, sondern auch dem der Zentralpresse widerstehen müssen, weisen sie vorzugsweise an ihren Aussenseiten Verstärkungsrippen oder dergleichen auf, während die Innenflächen des mantelförmigen Teils und der Bodenplatte vorzugsweise glatt und ohne Vertiefungen oder Nuten ausgeführt sind. Durch das Fehlen von Schnürnuten und insbesondere aufgrund der kastenförmigen Form ohne Türen ist es möglich, das Gewicht eines Pressbehälters einschliesslich der Rückstauvorrichtungen und der lösbaren Bodenplatte so niedrig zu halten, dass der Transport eines solchen Behälters auch im gefüllten Zustand ohne Schwierigkeiten mit Hilfe von üblichen Transportmitteln, wie Rollen- oder Schienenbahnen, Flurförderern, Hängebahnen oder dergleichen, möglich ist.
- An den Bodenplatten der Presskästen können Räder angeordnet sein, die als Transportvorrichtungen für die Pressbehälter dienen. Es ist beispielsweise möglich, die Pressbehälter mit Hilfe dieser Räder auf einem Schienensystem zu führen, das mit Weichen, Drehscheiben, Abstellgleisen und dergleichen zur Zwischenlagerung der Pressbehälter ausgerüstet sein kann. Die Transportvorrichtungen können jedoch beispielsweise auch aus einem Rollenbahnsystem bestehen. In diesem Fall müssten die Bodenplatten der Pressbehälter eine glatte Unterfläche ohne Vorsprünge und dergleichen aufweisen. Derartige Rollenbahnen haben sich zur Horizontalförderung schwerer Stückgüter bewährt, sie können angetriebene Rollen enthalten, die den Weitertransport der Behälter erleichtern.
- Auch Flurhubförderer, wie Gabelstapler oder Hubschleppförderer, sind für den Transport der Pressbehälter von den Ablage- und Vorpressvorrichtungen zur Zentralpresse und wieder zurück geeignet. Derartige Fördersysteme zeichnen sich insbesondere durch ihre räumliche Beweglichkeit aus, da sie nicht an bestimmte Bahnen oder Gleis-und Weichensysteme gebunden sind. Bei dem Einsatz derartiger Hubförderer kann es von Vorteil sein, die Bodenplatten der Pressbehälter nach Art von Transportpaletten zu gestalten.
- Es ist nicht zwingend erforderlich, dass die Transporteinrichtungen auf die Bodenplatte der Pressbehälter einwirken. Eine geeignete Transportvorrichtung wäre beispielsweise auch durch eine Hängeschienenbahn mit entsprechenden Gleisen und Weichen gegeben. In diesem Falle müssten die Pressbehälter an den Aussenflächen ihres kastenförmigen Teils geeignete Vorrichtungen, z.B. Haken oder dergleichen, aufweisen, die eine Verbindung mit dem Hängebahnsystem gestatten. Die Verwendung eines Hängebahnsystems als Transportvorrichtung kann von Vorteil sein, da solche Transportvorrichtungen geeignet sind, mit den später noch zu beschreibenden Übernahme- und Fördereinrichtungen kombinierbar zu sein.
- Die oben geschilderten verschiedenen Transportvorrichtungen sind nur als Auswahl aus einer Vielzahl bekannter Transportvorrichtungen zu verstehen. Im Einzelfall dürfte die örtliche Situation, also beispielsweise die Anordnung der verschiedenen Ablage- und Vorpresseinrichtungen und der Zentralpresse, den Ausschlag geben, welche Transportvorrichtungen mit besonderem Vorteil eingesetzt werden können. Dabei sind natürlich auch Kombinationen der verschiedenen Transportvorrichtungen möglich, z. B. der Transport auf einer Rollenbahn, von der die Pressbehälter auf eine Hängebahn oder von Flurförderern übernommen werden.
- Die für das erfindungsgemässe Verfahren erforderliche Zentralpresse muss, wie bei den bisher bekannten Presssystemen, einen besonders kräftig ausgeführten Pressstempel aufweisen, der vorzugsweise hydraulisch zu betätigen ist. Bei Ausführung als Oberbaupresse kann die erforderliche Gegendruckplatte als Bodendruckplatte fest mit dem Untergrund verankert sein. Im Gegensatz zu der Zentralpresse nach der DE-B-2 042 004 weist die Zentralpresse keinen zwangsläufig mit ihr verbundenen Presskasten auf. Statt dessen müssen Vorrichtungen vorgesehen sein, die die Übernahme der zur Zentralpresse transportierten Pressbehälter in die Zentralpresse und deren Fixierung in der Pressposition gestatten. Derartige Übernahmevorrichtungen können beispielsweise aus einem Greifersystem bestehen, das in der Lage ist, einen zur Zentralpresse transportierten Pressbehälter zu ergreifen und den Mantelteil dieses Pressbehälters ohne Bodenplatte so über eine Fläche zu transportieren, dass kein vorgepresstes Gut aus der unteren Öffnung des Mantelteils ausdringen kann. Nach Ausführung des Hauptpressvorgangs in der Zentralpresse durch Absenken des Pressstempels müssen Fördervorrichtungen eingreifen, die ein völliges Entfernen des Mantelteils des Pressbehälters von dem zu einem Ballen gepressten Gut gestatten. Diese Fördervorrichtungen können als getrennte Vorrichtungen in der Presse vorgesehen sein und z.B. über Greifersysteme den Mantelteil des Pressbehälters nach oben oder unten wegziehen.
- Als Zentralpresse wird vorzugsweise eine Oberbaupresse eingesetzt, deren Presssystem auf einem Joch ruht, das von Säulen getragen wird. Dabei ist der Abstand dieser Säulen von dem Pressbehälter in Pressposition bzw. dem erzeugten Ballen so zu wählen, dass nach Entfernen des Pressbehälters alle Seitenflächen des Ballens ohne Behinderung zugänglich sind. So ist es möglich, den gepressten Ballen auf einfache Weise gegebenenfalls vollautomatisch zu verpacken und zu armieren.
- Das erfindungsgemässe Verfahren in dieser Ausführungsform und das dazu benötigte Pressensystem gestatten eine besonders einfache Verpackung der Ballen mit flächenförmigen, flexiblen Verpackungsmaterialzuschnitten, bei der die Zuführung und Umhüllung vollautomatisch erfolgen kann. Hierzu weisen nur Pressstempel und Bodendruckplatte der Zentral presse Schnürnuten auf, die für eine spätere Bänderung benötigt werden. Vor dem Pressvorgang müssen der Pressstempel und die Bodendruckplatte mit einem Zuschnitt des gewünschten Verpackungsmaterials bedeckt sein. Diese Bedeckung z.B. mit einer Plastikfolie reicht aus, um ein Eindringen des Pressgutes in die Schnürnuten zu verhindern. Diese Verpackungsmaterialzuschnitte bedecken später wenigstens die Stirnflächen des gepressten Ballens. Die Einbringung dieser Verpackungsmaterialzuschnitte kann beispielsweise in der Weise erfolgen, dass Bodendruckplatte und Stempel der Zentralpresse mit je einem solchen Zuschnitt belegt werden, bevor ein Pressbehälter mit Hilfe der Übernahmevorrichtung in die Zentralpresse eingeführt wird. Die Lage der Verpackungsmaterialzuschnitte kann dabei z.B. durch Klammern, Festhalter oder durch die Einwirkung von Saugdüsen fixiert werden.
- Es ist jedoch auch möglich, den Verpackungsmaterialzuschnitt für die Abdeckung der unteren Stirnfläche des Ballens schon auf die Bodenplatte eines noch leeren Pressbehälters zu legen und überstehende Enden dieses Zuschnittes z. B. mit Hilfe von Klammern am kastenförmigen Teil des Pressbehälters zu befestigen. In diesem Fall würde sich ein Belegen der Bodendruckplatte der Zentralpresse mit einem solchen Zuschnitt erübrigen. Es wäre dann nur noch die obere Stirnfläche des Pressbehälters bzw. die Pressfläche des Pressstempels mit einem weiteren Zuschnitt von dem Hauptpressvorgang zu belegen.
- Im allgemeinen ist es vorteilhaft, die Fläche der Packmittelzuschnitte für die Stirnflächen grösser zu wählen als die offene Querschnittsfläche des Pressbehälters bzw. die späteren Stirnflächen des erzeugten Ballens. Grundsätzlich gibt es zwei Möglichkeiten, derartige Ballen mit Hilfe von Packmittelzuschnitten zu verpacken. Die eine besteht darin, dass die Verpackmittelzuschnitte für die Stirnflächen so gross gewählt werden, dass die nach dem Verpressen herausragenden überschüssigen Flächen dieser Verpackungsmittelzuschnitte ausreichen, um nach dem Umlegen, auch sich überlappend, sämtliche Seitenflächen zu überdecken. Eine solche Verfahrensweise führt jedoch im allgemeinem zu Schwierigkeiten beim Verpressen, da relativ umfangreiche Verpakkungsmittelmengen sich um den absinkenden Pressstempel legen und auch nach Entfernung des Presskastens sich Schwierigkeiten bei dem Umbiegen der überstehenden Verpackungsmittelzuschnitte auf die Seitenflächen ergeben können. Des weiteren besteht die Gefahr, dass die herausragenden Flächen der Verpackungsmittelzuschnitte während des Pressvorgangs beschädigt werden können.
- Aus diesem Grunde werden bevorzugt Packmittelzuschnitte eingesetzt, die die Stirnflächen des gepressten Ballens nur etwas überragen. Besonders hat sich eine überragende Länge von ca. 10 cm an jeder Ballenkante bewährt. Bei dieser Ausführungsform des Verfahrens werden die Seitenflächen des Ballens mit einem bahnförmigen weiteren Zuschnitt aus Verpackungsmaterial umhüllt, wobei dafür Sorge getragen werden muss, dass diese die Seitenflächen umhüllende Bahn in ihrer Lage festgehalten wird, bis die Bänderung des Ballens abgeschlossen ist. Dies kann auf einfache Weise beispielsweise durch Verschweissen, Heften, Vernähen oder dergleichen der überlappenden Enden dieser Bahn unter einer gewissen Vorspannung erfolgen; es ist aber auch möglich, die Enden dieser Bahn durch Einsatz von z. B. hydraulisch angetriebenen stab- oder flächenförmigen Niederhaltern in ihrer Lage zu fixieren, bis die Armierung beendet ist.
- Eine Armierung mit Hilfe der Schnürnuten in dem Pressstempel und der Bodendruckplatte ist praktisch nur dann störungsfrei möglich, wenn mit Sicherheit ausgeschlossen werden kann, dass die seitlichen Öffnungen dieser Schnürnuten nicht durch überstehende Packmittelflächen verschlossen sind. Es ist aus diesem Grunde erforderlich, die herausragenden Randflächen der Verpakkungsmittelzuschnitte umzulegen und an den Oberflächen des Ballens so lange zu halten, bis die Gefahr eines Verlegens der seitlichen Öffnungen der Schnürnuten nicht mehr gegeben ist. Das Umlegen und Fixieren der herausragenden Randflächen erfolgt zweckmässigerweise durch den Einsatz von stab- oder flächenförmigen Niederhaltern, die beispielsweise einen pneumatischen Antrieb aufweisen und beispielsweise in die Oberflächen von Pressstempel und Bodendruckplatte eingelassen sind. Bei einer anderen Ausführungsform können diese Niederhalter auch in Gestellen montiert sein, die in die Nähe des fertig umhüllten Ballens gebracht werden. Das Umlegen der herausragenden Randflächen kann einmal in Richtung auf die Seitenflächen oder aber in Richtung auf die Stirnflächen der Ballen erfolgen. Wird ein Umlegen auf die Stirnflächen bevorzugt, so müssen sowohl der Pressstempel als auch die Bodendruckplatte ein ringförmiges Aussenteil aufweisen, das unabhängig von der Stellung des Hauptteils bewegt werden kann.
- Die Armierung des mit Verpackungsmaterial bereits umhüllten Ballens kann in üblicher Weise durch Spanndrähte, Stahlbänder oder dergleichen erfolgen. Es ist ohne weiteres möglich, diese Armierung auch durch automatisch arbeitende Geräte ausführen zu lassen, die beispielsweise an den Gestellen mit befestigt sind, die bereits die Niederhalter tragen.
- Nach Zurückfahren der Niederhalter und des Hauptpressstempels steht der Ballen frei auf der Bodendruckplatte und kann aus der Presse entfernt werden. Vor dem Pressen des Inhalts des nächsten Pressbehälters ist der leere Mantelteil mit Hilfe der Förder- und Übernahmevorrichtung aus der Presse zu entfernen; er wird zweckmässigerweise sofort wieder auf die zugehörige Bodenplatte gesetzt. Der durch die Fördervorrichtungen abgesenkte leere Mantelteil kann beispielsweise auch von einer weiteren Greifervorrichtung übernommen werden, die ihn an einer anderen geeigneten Stelle absetzt, während die Übernahmevorrichtung bereits den nächsten vollen Pressbehälter in die Zentralpresse überführt. In diesem Fall ist es natürlich notwendig, die zugehörige Bodenplatte getrennt an eine Stelle zu transportieren, an der die zweite Greifervorrichtung den Mantelteil und die Bodenplatte des Pressbehälters wieder vereinigen kann.
- Die Figuren geben beispielhafte Ausführungsformen des Verfahrens und des Pressensystems wieder. Mit ihrer Hilfe soll versucht werden, die Erfindung weiter zu verdeutlichen.
- Figur 1 gibt in schematischer Form die räumliche Zuordnung der Pressen eines Pressensystems wieder. In Figur 2 ist eine Vorpresse mit transportablem Pressbehälter dargestellt. Die Figuren 3 bis 8 zeigen verschiedene Verfahrensabläufe in der Zentralpresse, wobei in Figur 3 die Übernahmevorrichtung, in den Figuren 4 und 5 der Endpresszustand, in den Figuren 6 bis 6b eine automatische Umhüllvorrichtung der Seitenflächen des Ballens, in Figur 7 das Umbiegen der herausragenden Packmittelflächen durch Niederhalter und in Figur 8 die Ausführung der Armierung besonders hervorgehoben wurden. Figur 9 zeigt eine andere Ausführungsform der Zentralpresse und der benötigten Niederhalter. Figur 10 gibt ein weiteres Pressensystem mit einer Vorpresse für Faserflocke und einer Vorpresse (Ablegevorrichtung) für Kabelband wieder.
- In der Figur 1 ist eine mögliche räumliche Anordnung der einzelnen Teile des erfindungsgemässen Pressensystems wiedergegeben. Hierbei sind drei Vorpressen 1 über aus Rollenbahnen 2, 8 bestehende Transportvorrichtungen mit der Zentralpresse 4 verbunden. Das zu verpressende faserige Gut wird in den Vorpressen 1 angesammelt und vorgepresst, und die gefüllten Pressbehälter 3 werden über die Rollenbahn 2 zur Zentralpresse 4 transportiert. In dieser Zentralpresse 4 . erfolgt der Hauptpressvorgang. Das fertig gepresste Gut wird noch von der automatisch arbeitenden Umhüllvorrichtung 5 mit Verpackungsmaterial für die Seitenflächen versehen und kann nach Armierung, z.B. mit Stahlbändern, als versandfertiger Ballen 7 abtransportiert werden.
- Die leeren Pressbehälter 6 werden auf der zweiten Rollenbahn 8 wieder zu den Vorpressen 1 transportiert. Die Rollenbahnen 2 und 8 sind in der Nähe der Vorpressen mit jeweils offenen Enden gezeichnet, um anzudeuten, dass beispielsweise weitere Vorpressen 1 in dieses System aufgenommen werden können oder aber dass an diesen offenen Enden weitere leere Pressbehälter 6 oder gefüllte Pressbehälter 3 in Reserve stehen können. Über diese Rollenbahnen 2 und 8 können aber beispielsweise auch Ablegevorrichtungen gemäss der DE-B-1 239 656 zum Ablegen von Vorpressen von Fadenkabeln verbunden werden, sofern diese Kabelableger dafür eingerichtet sind, eine Ablage und Vorpressung in den leeren Pressbehältern 6 zu ermöglichen.
- In Figur 2 ist eine Vorpresse wiedergegeben. Das zu verpressende Gut fällt durch einen Füllschacht 12 und durch das obere Gehäuse 11 der Vorpresse in einen transportablen Pressbehälter, der aus dem kastenförmigen Mantelteil 13, automatisch arbeitenden Rückstauklappen 14 und einer lösbaren Bodenplatte 15 besteht. Das faserige Gut wird unter Einwirkung des Pressstempels 10, der über eine Kolbenstange 9 bewegt werden kann, zusammengepresst und ergibt das vorgepresste Gut 20. Der kastenförmige Mantelteil 13 von vorzugsweise rechteckigem oder quadratischem Querschnitt ist mit der Bodenplatte 15 über eine Haltevorrichtung 18 lösbar verbunden. Diese Haltevorrichtung kann beispielsweise aus einer Nut- und Federführung bestehen, wie sie in einfachster Form bei Schubkästen anzutreffen ist. in dem hier beschriebenen Ausführungsbeispiel wurde vor dem Zusammenfügen des kastenförmigen Mantelteils 13 mit der Bodenplatte 15 eine Verpackungsbahn 19 für die spätere untere Stirnfläche des Ballens eingelegt. Als Transportvorrichtungen dienen hier Räder 17, die über einen Bodenplattenunterbau 16 mit der Bodenplatte 15 verbunden wurden.
- Das Vorpressen erfolgt üblicherweise so, dass das lose faserige Gut sich zunächst in dem Innenraum des kastenförmigen Pressbehälters und des Innenraumes des oberen Gehäuses 11 ansammelt und durch Absenken des Pressstempels 10 in dem Pressbehälter zusammengepresst wird. Nach Wiederhochfahren des Pressstempels 10 wird der Füllvorgang weitergeführt und das faserige Gut durch abwechselndes Füllen und Absenken des Pressstempels 10 im Innenraum des kastenförmigen Pressbehälters vorverdichtet. Hierbei dienen die bekannten Rückstauklappen 14 dazu, dass ein Herausquellen des vorgepressten Materials aus dem zylindrischen Mantelteil 13 vermieden wird. Die Stellung der Rückstauklappen 14 kann dabei beispielsweise in Abhängigkeit von der Stellung des Pressstempels 10 gesteuert werden. Nach Füllung des Mantelteils 13 mit vorgepresstem faserigem Gut kann der Pressbehälter, d. h. der Mantelteil 13 samt der Bodenplatte 15 mit Hilfe der Räder 17 aus dem Bereich der Vorpresse wegtransportiert werden. An seine Stelle rückt dann ein leerer Behälter, dessen Bodenplatte 15 ebenfalls wieder mit einer Verpackungsbahn 19 bedeckt ist. Die genaue Stellung des Pressbehälters zum Pressstempel 10 kann dabei durch geeignete, nicht gezeigte Arretiervorrichtungen sichergestellt werden. Der mit vorgepresstem Fasermaterial 20 gefüllte Pressbehälter kann auf einer ebenen Fläche jetzt zur Zentralpresse transportiert werden. Dieser Transport kann beispielsweise durch einen nicht gezeigten Antrieb oder durch Zugvorrichtungen erleichtert werden.
- In Figur 3 sind neben den wesentlichsten Teilen der Zentralpresse, wie dem Pressstempel 27 und der Bodendruckplatte 29, ein gefüllter Pressbehälter mit Bodenplatte 15 sowie eine kombinierte Übernahme- und Fördervorrichtung 21 gezeigt. Mit Hilfe der Übernahme- und Fördervorrichtung, die aus einer Greifervorrichtung 22 zum Abziehen des Mantelteils 13, einem oberen Rollenwagen 24 und einem Schienensystem 25 besteht, wird der Mantelteil 13 des Pressbehälters horizontal in den Arbeitsbereich des Pressstempels 27 der Zentralpresse bewegt, wobei die Haltevorrichtungen 18 ein Lösen der Bodenplatte 15 von dem Mantelteil 13 gestatten. Nicht gezeigte Haltevorrichtungen sorgen dafür, dass die Verpackungsbahn 19 bei dieser Bewegung ihre Lage nicht verändert. Die Verbindung zwischen den Greifervorrichtungen 22 und dem Mantelteil 13 des Pressbehälters erfolgt über geeignete Haltevorrichtungen 23. Der Zentralpressstempel 27 ist in dem vorliegenden Fall unterteilt in einen Kernstempel 27a und einen Aussenteil 27b, der den Kernstempel 27a ringförmig umgibt. Die Stellung des Pressstempels 27 wird durch einen nicht gezeigten Antrieb über die Kolbenstange 26 bewerkstelligt. Die Bodendruckplatte 29 ist wie der zugehörige Pressstempel in eine Kerndruckplatte 29a und einen Aussenteil 29b unterteilt, der ringförmig die Kerndruckplatte umgibt. Die genaue Stellung des Mantelteils 13 des Pressbehälters zum Pressstempel 27 und der Bodendruckplatte 29 kann durch geeignete, nicht gezeigte Arretierungsmittel erfolgen, die beispielsweise auf die Übernahme- und Fördervorrichtung 21 einwirken. In der Figur sind weiterhin sowohl im Pressstempel 27 wie auch in der Bodendruckplatte 29 Schnürnuten 28 vorgesehen, die ein späteres Armieren des Ballens im gepressten Zustand ermöglichen.
- In der Figur 4 ist das eigentliche Pressen des faserigen Guts mit Hilfe des Pressstempels 27 gezeigt. Der Mantelteil 13 des Pressbehälters wird dabei durch die Greifervorrichtung 22 der Übernahme- und Förderrichtung 21 gehalten. Für die Durchführung des Verfahrens ist es wesentlich, dass vor dem Absenken des Presstempels 27 die obere Stirnseite des Presskastens oder die Pressfläche des Pressstempels 27 mit einer Verpakkungsbahn 30 für die obere Stirnfläche des Ballens 31 bedeckt wurde. Das vorherige Anbringen der Verpackungsbahnen 19 und 30 für die Stirnseiten des späteren Ballens ist aus mehreren Gründen erforderlich. Diese Bahnen dienen einmal dazu, dass die Schnürnuten 28 des Pressstempels 27 und der Bodendruckplatte 29 sich nicht mit zu verpackendem Gut verlegen und damit zu einer Behinderung der späteren Armierung, aber auch möglicherweise zu einer Kontaminierung des verpackten Materials führen. Es ist bei dem erfindungsgemässen Verfahren daher nicht erforderlich, dass in allen Vorpressen 1 das gleiche Fasermaterial angesammelt und vorgepresst wird.
- Das erfindungsgemässe Verfahren gestattet vielmehr die Verpackung unterschiedlichen faserigen Guts, also auch unterschiedlich gefärbter Faserflocke. Ohne die Verpackungsbahnen 19 und 30 besteht die Gefahr, dass in den Schnürnuten 28 Fasermaterial von einem früheren Pressvorgang verbleibt und bei einem späteren Pressvorgang von andersartigem faserigen Gut in diesem zurückbleibt. Daneben hat das Verpackungsmaterial auch die Aufgabe, das zu einem Ballen 31 gepresste Gut während des späteren Transports und der Lagerung vor Verschmutzung zu schützen.
- In Figur 5 ist der nächste Verfahrensschritt wiedergegeben. Während der Pressstempel 27 unverändert in seiner Stellung verbleibt, wurde mit Hilfe der Greifervorrichtung 22 der Übernahme-und Fördervorrichtung 21 der Mantelteil 13 des Pressbehälters von dem zum Ballen gepressten Gut völlig entfernt. Die für diese Hebebewegung erforderlichen Antriebsmittel der Greifervorrichtung 22 sind nicht dargestellt.
- Die Figur 6 zeigt das automatische Umhüllen der jetztfreiliegenden Seitenflächen des Ballens 31 mit Verpackungsmaterial mit Hilfe einer automatisch arbeitenden Umhüllungsvorrichtung. Um Aufbau und Wirkungsweise dieser Umhüllungsvorrichtung besser zu verdeutlichen, ist in Figur 6 wie in den vorhergehenden Figuren der Pressstempel im Querschnitt dargestellt, während die Figuren 6a und 6b in der Aufsicht den zeitlichen Ablauf des Umhüllungsvorganges verdeutlichen. In der Figur 6 ist wiederum der gepresste Ballen 31 wiedergegeben, der auf seinen Stirnflächen Verpackungsbahnen 19 und 30 aufweist. Zusätzlich sind jetzt die Seitenflächen des Ballens von einem dritten Verpackungsmittelzuschnitt 41 umhüllt. Dieser dritte Verpackungsmittelzuschnitt 41 stammt von einer Vorratsrolle 32, die von Armen 33 gehalten wird.
- Der eigentliche Verpackungsvorgang ist den Figuren 6a und 6b in zeitlicher Aufeinanderfolge zu entnehmen. Während in der Figur 6a ein Ende der Verpackungsmittelbahn 35 durch die an den Tragarmen 36 befestigte Schwenkvorrichtung 37 gehalten wird und die Vorratsrolle 32 mit Hilfe der Schwenkarme 33 und des pneumatischen Stellgliedes 39 weit ausgeschwenkt ist, wird die gesamte Vorrichtung mit Hilfe des Transportwagens 40 auf den verpressten Ballen 31 zugefahren und erreicht dabei die Endstellung, die in Figur 6b wiedergegeben ist. Durch die Bewegung der gesamten Umhüllungsvorrichtung 5 und durch eine zusätzliche Schwenkbewegung der Arme 33 um den Drehpunkt 34 sowie das Einschwenken der Schwenkvorrichtung 37 werden sämtliche Seitenflächen des Ballens 31 von der Verpackungsmittelbahn 35 umschlossen. Während die Bahn 35 in dieser Lage gehalten wird, sorgt eine Trenn- und Schweissvorrichtung 38 für eine Verbindung der sich überlappenden Verpackungsmittelbahnenden. Aufgrund der Vorspannung, mit der die Umhüllung vorgenommen wurde, und der anschliessenden Verschweissung der abgetrennten Bahn ist gleichzeitig für eine Fixierung der Lage der Bahn gesorgt. Im Anschluss erfolgt ein Zurückschwenken der Vorratsrolle 32 durch Bewegen der Arme 33 und ein Zurückfahren des Transportwagens 40. Sobald die automatisch arbeitende Umhüllvorrichtung 5 die Stellung nach Figur 6a wieder erreicht hat, ist für eine Übernahme des freien Endes der Verpackungsmittelbahn 35 an die Schwenkvorrichtung 37 zu sorgen.
- Eine Armierung des jetzt vollständig mit Verpackungsmaterial umhüllten Ballens ist noch nicht möglich, da die seitlichen Öffnungen der Schnürnuten 28 noch von überstehenden Verpakkungsmittelflächen wenigstens teilweise verdeckt werden. Eine Möglichkeit, diese überstehenden Verpackungsmittelränder umzubiegen und an der Ballenoberfläche festzuhalten, ist in Figur 7 dargestellt. Das Umlegen erfolgt hier in Anlehnung an die Vorschläge der DE-A-2 736 316 durch Anheben des ringförmigen Aussenteils 27b des Pressstempels, wobei der Kernstempel 27a in der Pressposition verbleibt. Gleichzeitig wird der ringförmige Aussenteil 29b der Bodendruckplatte 29 abgesenkt. In die entstehenden Hohlräume können die überstehenden Verpackungsmittelflächen auf die Stirnseiten des Ballens umgelegt werden, wenn entsprechend geformte Niederhalter auf sie einwirken.
- In der Figur 7 werden diese Niederhalter von besonderen Traggestellen 43, 44 gehalten, die nach Entfernung des Mantelteils 13 des Pressbehälters in die Nähe des gepressten Ballens 31 verbracht werden können. In der Figur 7 sind die an dem Traggestell 44 befestigten Niederhalter 42a im eingeschwenkten Zustand wiedergegeben, während die Niederhalter 42b des Traggestells 43 sich bereits in der ausgeschwenkten Arbeitsposition befinden. Die Schwenkbewegung der Niederhalter um ihren Drehpunkt kann durch geeignete Antriebsvorrichtungen erfolgen, die in der Figur jedoch nicht wiedergegeben wurden.
- Der ringförmige Aussenteil 27b des Pressstempels und der ringförmige Aussenteil 29b der Bodendruckplatte 29 können durch geeignete Bewegungsvorrichtungen, z. B. hydraulische Steuerkolben, bewegt werden. Sie weisen geeignete Einschnitte auf, die bei einem Wiederzurückführen der Teile 27b und 29b in die Ausgangspressposition eine Beschädigung der ausgeschwenkten Niederhalter 42b unmöglich machen. Nach dem Wiederabsenken des Aussenteils 27b des Pressstempels und dem entsprechenden Anheben des Aussenteils 29b der Bodendruckplatte können die Niederhalter 42b wieder eingefahren werden, da jetzt die Teile 27b und 29b die überstehenden Enden der Verpackungsmittelflächen in ihrer umgebogenen Lage auf den Stirnflächen des Ballens fixieren.
- Die seitlichen Öffnungen der Schnürnuten 28 sind jetzt frei zugänglich und können der Armierung des fertig gepressten Ballens dienen. In Figur 8 ist eine automatische Bänderung des Ballens mit Hilfe einer Armierungsvorrichtung 45 angedeutet, die ebenfalls auf dem Traggestell 44 befestigt ist. Für eine automatische Bänderung ist es erforderlich, entsprechende Umlenkungen des Armierungsmaterials von einer oberen Schnürnut in dem Pressstempel 27 zu einer unteren Schnürnut in der Bodendruckplatte 29 vorzusehen. Diese Umlenkungen können in dem Traggestell 43 vorgesehen werden. Nach dem Zurückfahren der Traggestelle 43 und 44 sowie dem Anheben des Pressstempels 27 verbleibt der gepresste Ballen im fertig verpressten Zustand auf der Bodendruckplatte 29; er kann der Presse entnommen werden oder aber über eine nicht gezeigte Ausstossvorrichtung z.B. auf ein weiteres bekanntes Transportmittel für derartige Produkte übernommen werden.
- Zum Abschluss des Verfahrens ist es erforderlich, dass der Mantelteil 13 des Pressbehälters mit Hilfe der Übernahme- und Fördereinrichtung 21 wieder abgesenkt und mit der zugehörigen Bodenplatte 15 wiedervereinigt wird, wovor die Bodenplatte 15 mit einer Verpackungsbahn 19 bedeckt wurde. Der leere Pressbehälter kann jetzt mit den beschriebenen Transportvorrichtungen wieder an eine Vorpresse zurückgeführt werden und steht dort zur neuen Füllung bereit.
- Eine Variante des Verfahrens und der benötigten Zentral presse ist in Figur 9 wiedergegeben. Im Gegensatz zu den Figuren 2 bis 8 ist hier weder der Pressstempel 27 noch die Bodendruckplatte 29 in Kern- und Aussenteile unterteilt. Die über die Stirnflächen des Ballens herausragenden Verpakkungsmittelflächen der Verpackungsmittelbahnen 19 und 30 werden hier mit Hilfe von Niederhaltern 47a, b und 49a, b nicht auf die Stirnflächen, sondern auf die Seitenflächen umgebogen. Die in den Aussparungen 46 des Pressstempels 27 eingelassenen hebelartigen Niederhalter 49a, b können dabei ihre Schwenkbewegung mit Hilfe üblicher, nicht gezeigter Antriebsvorrichtungen durchführen. Der Niederhalter 49a ist in eingeschwenkter Stellung gezeichnet, während der Niederhalter 49b in Arbeitsposition steht. In die Bodendruckplatte 29 sind die Niederhalter 47a, b eingelassen, die mit Hilfe eines pneumatischen Antriebs 48 bewegt werden können. Im Gegensatz zu den bisher beschriebenen Niederhaltern führen die Niederhalter 47a, b nur eine Auf- und Abbewegung durch. Der Niederhalter 47a ist in der eingefahrenen, der Niederhalter 47b in der ausgefahrenen Position gezeichnet.
- Das Verpacken und Armieren des Ballens 31 wird bei Einsatz einer Vorrichtung gemäss Figur 9 vorteilhaft wie folgt durchgeführt: Nach Absenken des Pressstempels 27 und Ausfahren der Niederhalter 47b und 49b in ihre Arbeitsposition erfolgt ein Umhüllen der Seitenflächen mit einer Bahn aus Verpackungsmaterial 35. Die Breite der Verpackungsmittelbahn wurde dabei so gewählt, dass sie die Höhe der Seitenflächen des Ballens in gepresstem Zustand nicht überragt. Dabei kann das Aufbringen der Verpackungsmittelbahn auf die Seitenflächen in der Weise erfolgen, wie es bereits an Hand der Figuren 6a und b geschildert worden ist. Bei dieser Verfahrensvariante erfolgt das Umhüllen der Seitenflächen mit Verpackungsmaterial bei bereits ausgefahrenen Niederhaltern 47b, 49b. Nach Fixierung der Packmittelbahn für die Seitenflächen durch Verschweissen, Heften oder dergleichen wird zunächst die Armierung des Ballens durchgeführt. Danach erfolgt ein Einfahren der unteren Niederhalter 47b, während der Pressstempel 27 mit noch ausgefahrenen Niederhaltern 49b angehoben wird. Durch diese Verfahrensweise können die Niederhalter aus ihrer Lage zwischen den einzelnen Verpackungsmittelzuschnitten entfernt werden, und der Ballen steht frei zum Abtransport bereit.
- Eine weitere Ausführungsform der Erfindung ist in der Figur 10 dargestellt, bei der zwei Ablege-und Vorpressen 1 für Faserflocke und 50 für Kabelband vorgesehen sind. Von den dazugehörigen Faserstrassen kommen die Endloskabel 47 und 58. Während das Kabel 58 direkt als Kabelband abgelegt und vorgepresst wird, wird das Endloskabel 57 zunächst in der Schneidmaschine 59 geschnitten und fällt dann in die Vorpresse 1.
- Die Ablage- und Vorpresseinrichtungen 1 und 50 sind wiederum über Fahrstrassen 51 bis 53 sowie 66 bis 68 mit der Zentralpresse 71 verbunden. Die transportablen Pressbehälter werden, wie bereits oben beschrieben, in den Ablage- und Vorpresseinrichtungen mit faserigem Gut gefüllt, das dann in diesen Pressbehältern in der Zentralpresse 71 verpresst wird.
Claims (13)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2906229 | 1979-02-17 | ||
| DE19792906229 DE2906229A1 (de) | 1979-02-17 | 1979-02-17 | Verfahren zum verpacken von chemiefasern, wie insbesondere stapelfasern, in ballen und vorrichtung zur durchfuehrung dieses verfahrens |
| DE2911958A DE2911958C2 (de) | 1979-03-27 | 1979-03-27 | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignete Preßanordnung dazu |
| DE2911958 | 1979-03-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0014923A1 EP0014923A1 (de) | 1980-09-03 |
| EP0014923B1 true EP0014923B1 (de) | 1987-08-26 |
Family
ID=25777858
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80100660A Expired EP0014923B1 (de) | 1979-02-17 | 1980-02-08 | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0014923B1 (de) |
| JP (2) | JPH0613330B2 (de) |
| DE (1) | DE3072015D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4015643A1 (de) * | 1990-05-15 | 1991-11-21 | Autefa Maschinenfab | Verfahren und vorrichtung zum verpacken von pressballen |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2948237A1 (de) * | 1979-11-30 | 1981-06-04 | Hoechst Ag, 6000 Frankfurt | Verfahren und vorrichtung zum pressen, verpacken und umreifen von faserigem gut in ballenform |
| DE3137344A1 (de) * | 1981-09-19 | 1983-04-28 | Vogel, Christian, Dr., 8048 Zürich | Faserballenpresse |
| DE3218063A1 (de) * | 1982-05-13 | 1983-11-17 | Gerold Dipl.-Ing. 6073 Egelsbach Fleissner | Verfahren und vorrichtung zum pressen von fasern |
| GB8613760D0 (en) * | 1986-06-06 | 1986-07-09 | Fiberglas Canada Inc | Packaging compressible items |
| DE3634817A1 (de) * | 1986-10-13 | 1988-04-14 | Vepa Ag | Verfahren und vorrichtung zum verpressen von faserigem gut in ballen |
| DE3732376A1 (de) * | 1987-09-25 | 1989-04-06 | Fleissner Maschf Ag | Verfahren zum verpacken von faserigem gut in ballen sowie geeignete faserballenpresse dazu |
| DE3909566A1 (de) * | 1989-03-23 | 1990-09-27 | Hoechst Ag | Verfahren und vorrichtung zum verpacken und pressen von faserflocke |
| EP0405488A1 (de) * | 1989-06-30 | 1991-01-02 | Hoechst Aktiengesellschaft | Verpackungsanlage für Kurzschnittfasern in Kleingebinden |
| IT1238875B (it) * | 1990-02-06 | 1993-09-04 | Gualchierani System | Impianto per la pressatura ed il confezionamento di bumps. |
| EP0695690B1 (de) * | 1994-07-13 | 1997-06-04 | FLEISSNER GmbH & Co. KG Maschinenfabrik | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen |
| DE20017405U1 (de) * | 2000-10-11 | 2002-02-21 | AUTEFA Automation GmbH, 86316 Friedberg | Ballenpressanlage |
| WO2005012098A1 (en) * | 2003-08-04 | 2005-02-10 | Gualchierani Textile Automation S.P.A. | Wrapping device in a press for forming bales of textile material |
| PL395994A1 (pl) * | 2011-08-17 | 2013-02-18 | International Tobacco Machinery Poland Spólka Z Ograniczona Odpowiedzialnoscia | Sposób kompresowania materialu tytoniowego i urzadzenie do kompresowania materialu tytoniowego |
| DE102012112804A1 (de) * | 2012-12-20 | 2014-06-26 | Krones Ag | Herstell- und Verpackungs-System und Verfahren zum Herstellen und Verpacken von Presskörpern aus biologischem Material |
| EP4074501A1 (de) * | 2021-04-13 | 2022-10-19 | Maschinenfabrik Bermatingen GmbH & Co. KG | Überwachungs- und steuereinrichtung zur verpressung von verpackungsmaterialien sowie steuerverfahren für den betrieb einer solchen |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE660078A (de) * | 1964-02-20 | |||
| DE1214138B (de) * | 1964-08-29 | 1966-04-07 | Lindemann Maschfab Gmbh | Vorrichtung zum Dosieren von faserigem Gut, die einer Ballenpresse vorgeschaltet ist |
| DE1586017C3 (de) * | 1967-04-26 | 1974-11-07 | Schmalbach-Lubeca-Werke Ag, 3300 Braunschweig | Vorrichtung zum Pressen und Abpacken von paketierfähigem losen Gut, insbesondere Müll |
| DE1936493A1 (de) * | 1969-07-17 | 1971-02-18 | Continental Moss Gordin Inc | Verfahren und Vorrichtung zum Pressen und Bandagieren von Ballen |
| DE2042004C3 (de) | 1970-08-25 | 1979-04-12 | Lindemann Maschinenfabrik Gmbh, 4000 Duesseldorf | Ballenpresse, insbesondere für faseriges Gut |
| DE2515158A1 (de) * | 1975-04-08 | 1976-10-21 | Johannes Linke | Ballenpresse eines hubladers |
| DE2523043C2 (de) | 1975-05-24 | 1982-06-03 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Ballenpresse |
| JPS5327892A (en) * | 1976-08-25 | 1978-03-15 | Mitsubishi Heavy Ind Ltd | Compressive packing machine |
| DE2736316A1 (de) | 1977-08-12 | 1979-02-22 | Hoechst Ag | Verfahren und vorrichtung zum pressen und verpacken von fadenkabeln |
-
1980
- 1980-02-08 DE DE8080100660T patent/DE3072015D1/de not_active Expired
- 1980-02-08 EP EP80100660A patent/EP0014923B1/de not_active Expired
- 1980-02-15 JP JP55016727A patent/JPH0613330B2/ja not_active Expired - Lifetime
-
1991
- 1991-05-13 JP JP3106196A patent/JPH04242513A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4015643A1 (de) * | 1990-05-15 | 1991-11-21 | Autefa Maschinenfab | Verfahren und vorrichtung zum verpacken von pressballen |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS55116524A (en) | 1980-09-08 |
| JPH0613330B2 (ja) | 1994-02-23 |
| JPH04242513A (ja) | 1992-08-31 |
| DE3072015D1 (en) | 1987-10-01 |
| EP0014923A1 (de) | 1980-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2911958C2 (de) | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignete Preßanordnung dazu | |
| EP0029977B1 (de) | Verfahren und Vorrichtung zum Pressen, Verpacken und Umreifen von faserigem Gut in Ballenform | |
| EP0014923B1 (de) | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu | |
| DE69009648T2 (de) | Verfahren zum Verpacken durch Zusammenpressen und Vorrichtung zum Bündeln von zu verpackenden Produkten. | |
| DE2358546C3 (de) | Vorrichtung zum Verpacken von Körpern aus zusammendrückbarem Material, beispielsweise aus Glasfasern bestehendem Isoliermaterial | |
| DE2819807A1 (de) | Verfahren und vorrichtung zur umformung von voluminoesem material zu ballen durch pressen und binden | |
| EP0085399A2 (de) | Verfahren und Vorrichtung zum automatischen Einlegen kastenförmiger Säcke | |
| DE2400981A1 (de) | Verfahren zum verpacken von zusammenpressbaren koerpern und vorrichtung zur durchfuehrung des verfahrens | |
| DE2644652A1 (de) | Vorrichtung zum verpacken mehrerer spulen in einen karton oder dergleichen | |
| DE202011051610U1 (de) | Transportvorrichtung für Pressballen | |
| EP0000881B1 (de) | Verfahren und Vorrichtung zum Pressen und Verpacken von Fadenkabeln | |
| DE2634634A1 (de) | Stapel- und einfuellvorrichtung fuer bahnteile aus kompressiblem material | |
| WO2003035382A1 (de) | Verfahren zum pressen leerer kunststoff-behälter sowie presse zu dessen durchführung | |
| EP3665086B1 (de) | Verpackungseinrichtung und verpackungsverfahren | |
| DE3872180T2 (de) | Anordnung zum verpacken. | |
| DE2540452A1 (de) | Verfahren und vorrichtung zum umschnueren von in einer kastenpresse hergestellten ballen aus mindestens vorwiegend nichtmetallischem stoff | |
| DE3737020C1 (de) | Verfahren und Vorrichtungen zum Umhuellen eines Presserzeugnisses | |
| EP0695690B1 (de) | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen | |
| DE4210247A1 (de) | Verfahren zum entsorgen und verdichten von abfaellen sowie vorrichtung zur durchfuehrung dieses verfahrens | |
| EP0853579B1 (de) | Verpackungsautomat mit automatischem wechsel des verpackungsmaterials | |
| DE1297017B (de) | Schiebetischpresse zum Herstellen von Fliesen, Platten od. dgl. | |
| DE2647473A1 (de) | Ballenpresse | |
| DE4430537A1 (de) | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen | |
| DE29612700U1 (de) | Vorrichtung zum Verpacken von Matratzen | |
| DE2941068C2 (de) | Faserballenpresse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19810212 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT NL |
|
| REF | Corresponds to: |
Ref document number: 3072015 Country of ref document: DE Date of ref document: 19871001 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: AUTEFA GMBH Effective date: 19880525 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: AUTEFA GMBH |
|
| ITTA | It: last paid annual fee | ||
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19931006 |
|
| NLR2 | Nl: decision of opposition | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19990215 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19990219 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990222 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19990228 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990416 Year of fee payment: 20 |
|
| BE20 | Be: patent expired |
Free format text: 20000208 *VEPA A.G.;*HOECHST A.G. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20000207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20000208 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 20000207 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20000208 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |