-
Die
Erfindung betrifft schichtförmig
auftragbare Zusammensetzungen, die beim Herstellen von Schleifgegenständen nützlich sind.
Noch spezifischer betrifft die Erfindung schichtförmig auftragbare
Zusammensetzungen, die durch freie Radikale aushärtbare Zusammensetzungen enthalten,
insbesondere diejenigen, die farbige Schleifteilchen und/oder Färbemittel
enthalten.
-
Drei
häufig
vorkommende Schleifgegenstände
sind beschichtete Schleifmittel, gebundene Schleifmittel und nichtgewebte
Schleifmittel. Ein beschichtetes Schleifmittel umfasst einen Träger, an
den Schleifteilchen mit einem Bindemittel, typischerweise einem
in einem großen
Girlandenofen ausgehärteten
hitzehärtbaren Bindemittel,
angeheftet werden. Der Träger
kann beispielsweise unter Papier, Gewebe, Folie, vulkanisierter Faser
und dergleichen oder einer Kombination von einem oder mehreren dieser
Materialien oder der behandelten Versionen derselben ausgewählt werden.
Die Schleifteilchen werden typischerweise unter Feuerstein, Granat,
Aluminiumoxid, Aluminiumoxid-Zirconiumdioxid, keramischem Aluminiumoxid,
Diamant, (entweder grünem
oder schwarzem) Siliciumcarbid, kubischem Bornitrit und dergleichen
ausgewählt.
Bei den gebundenen Schleifmitteln wird eine Aufschlämmung zubereitet,
die ein Harz und Schleifteilchen umfasst. Die Aufschlämmung wird
in eine Form eingegeben, das Harz wird typischerweise unter Anwendung
von Hitze und Druck ausgehärtet,
wodurch die Schleifteilchen unter Bildung eines dreidimensionalen
Gegenstands zusammengehalten werden. Beispiele gebundener Schleifmittel
umfassen Schleifscheiben, Honstöcke,
Schleifstöcke
und Schärfstöcke. Nichtgewebte
Schleifmittel umfassen eine offene, voluminöse, dreidimensionale Endlosbahn
von Fasern, die an Punkten miteinander verbunden sind, wo sie von
einem Bindemittel, das Schleifteilchen enthalten kann, oder auch
nicht, kontaktiert werden.
-
Die
oben erwähnten
Schleifgegenstände
können
unter Verwendung von additionspolymerisierbaren Zusammensetzungen
als Bindemittelvorläufer
hergestellt werden, wobei die Polymerisation auf eine Reihe verschiedener
Arten und Weisen ausgelöst
werden kann, einschließlich
beispielsweise der Wärmezersetzung von
Peroxiden, der (Teilchen- oder Nichtteilchen-) Strahlung oder einer
Kombination der beiden. Der Kettenträger im Kettenfortpflanzungsschritt
kann entweder ionisch sein oder ein freies Radikal enthalten.
-
Additionspolymerisierbare
Zusammensetzungen, insbesondere durch freie Radikale polymerisierbare Zusammensetzungen,
sind beim Herstellen von Schleifgegenständen nützlich. Die durch freie Radikale
polymerisierbaren Zusammensetzungen reduzieren die Notwendigkeit
großer
Girlandenwärmeaushärtungsöfen bei
der Herstellung beschichteter Schleifmittel signifikant oder eliminieren
sie vollständig.
Jedoch hängt
die Schleifleistung dieser Artikel stark von den Aushärtungsbedingungen,
wie beispielsweise der Wellenlänge
von Nichtteilchenstrahlung, dem Typ und der Struktur des herzustellenden
Gegenstands, der Chemie des verwendeten Photoinitiationssystem,
der Farbe der Schleifteilchen und dergleichen ab.
-
Beispielsweise
gibt es eine umfangreiche Reihe verschiedener Schleifteilchenfarben,
so dass diejenigen Schleifteilchen, die für das Strahlungshärten am
geeignetsten sind, bezüglich
des Schliffs nicht unbedingt die effizientesten Schleifgegenstände bieten.
Andererseits erlauben diejenigen Schleifteilchen, die eine dunkle Farbe
aufweisen (wie beispielsweise braunes hitzebehandeltes Aluminiumoxid)
es eventuell nicht, dass Strahlung zum Erzeugen der Aushärtungstiefe übertragen
wird, die zum Erzielen wirksamer Schleifgegenstände erforderlich ist.
-
Des
Weiteren hängt,
wenn die Schleifgegenstände
mit Hilfe eines Endlosbahnverfahrens, d.h. in großen bahnenartigen,
auf eine Rolle aufgewickelten Strukturen (die oft als „Endlosbahnen" bezeichnet werden) hergestellt
werden, der Aushärtungsgrad
auch von der Aussetzungszeit und der Tiefe der auszuhärtenden
Beschichtung ab.
-
Es
besteht daher im Stand der Schleiftechnik ein Bedarf für schichtförmig auftragbare
Zusammensetzungen (d.h. Zusammensetzungen, die eine Viskosität aufweisen,
die das schichtförmige
Auftragen durch herkömmliche
Mittel wie Beschichtungsmesser erlauben), die Schleifteilchen (insbesondere
farbige Schleifteilchen), durch freie Radikale polymerisierbare
Zusammensetzungen und Photoinitiatorsysteme umfassen, die effiziente
Schleifgegenstände
bei hohen Produktionsraten ergeben.
-
Caul
et al. offenbaren in der US-Patentschrift Nr. 4,588,419 beschichtete
Schleifmittel, die aus einer Kombination von acrylierten Epoxidharzen
und wärmehärtbaren
Harzen hergestellt sind. Die Harze können Calciumcarbonatfüllstoffe
und ein Suspendiermittel enthalten, wobei das bevorzugte Suspendiermittel
scheinbar pyrogene Kieselsäure
ist. Pieper et al., US-Patentschrift Nr. 5,152,917 offenbart die
Herstellung struk turierter Schleifmittel unter Zuhilfenahme von
Techniken, die bei der vorliegenden Erfindung nützlich sind. Pieper et al.
und Caul et al. offenbaren jedoch nicht die Verwendung der Photoinitiatorsysteme,
die bei der vorliegenden Erfindung nützlich sind, oder wie ihre
Verwendung einen effizienteren Schleifgegenstand oder höhere Produktionsraten
bieten kann.
-
Der
vorliegenden Erfindung gemäß werden
neuartige schichtförmig
auf tragbare Zusammensetzungen, die ein Photoinitiatorsystem enthalten,
vorgelegt. Erstaunlicherweise hat es sich erwiesen, dass der Zusatz
eines Photoinitiatorsystems, das eine Verbindung mit einem molaren
Extinktionskoeffizienten innerhalb des hier erwähnten Bereichs enthält, zu herkömmlichen,
durch freie Radikale polymerisierbaren Zusammensetzungen eine schnellere
Aushärtung
der schichtförmig
auftragbaren Zusammensetzungen erlaubt (was schnellere Endlosbahngeschwindigkeiten
und eine bessere Aushärtungstiefe
der schichtförmig
auftragbaren Zusammensetzung erlaubt). Des Weiteren weisen die Schleifprodukte
eine verbesserte Leistung im Vergleich mit Gegenständen auf,
die unter Verwendung vorher bekannter Photoinitiatoren, wie sie
in den weiter unten angegebenen Beispielen beispielhaft aufgeführt sind,
hergestellt werden.
-
Schichtförmig auftragbare
Zusammensetzung, die zur Verwendung beim Herstellen von Schleifgegenständen geeignet
ist, wobei die schichtförmig
auftragbare Zusammensetzung Schleifteilchen und ein Photoinitiatorsystem
umfasst, das in einer durch freie Radikale polymerisierbaren Zusammensetzung
dispergiert ist, wobei das Photoinitiatorsystem eine Verbindung
enthält,
die über
eine α-Spaltung
spaltet, wobei die Verbindung einen molaren Extinktionskoeffizienten
in verdünnter
Methanollösung
im Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem
Teil des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich
von etwa 395 Nanometern bis etwa 500 Nanometern aufweist, mit der
Maßgabe,
dass es sich bei der Verbindung nicht um 2-Benzyl-2-N,N-dimethylamino-1-(4-morpholinophenyl)-1-butanon handelt.
-
Der
Begriff „etwa
4 Liter/Mole-cm",
wie er hier beim Besprechen des molaren Extinktionskoeffizienten verwendet
wird, bedeutet 4 ± 1;
der Begriff „etwa
395 Nanometer" bedeutet
beim Besprechen des UV-Spektrums/Spektrums des sichtbaren Lichts
395 ± 5
Nanometer.
-
Der
Begriff „molarer
Extinktionskoeffizient in verdünnter
Methanollösung", wie er hier verwendet
wird, bedeutet den Extinktionskoeffizienten in einer etwa 1,0 bis
10 millimolaren Lösung
von Methanol bei Raumtemperatur (etwa 20°C).
-
Die
bei der Erfindung nützlichen
Photoinitiatorsysteme können
auch (zusätzlich
zu α-Spaltungsverbindungen
mit einem molaren Extinktionskoeffizienten in verdünnter Methanollösung im
Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem
Teil des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich
von etwa 395 Nanometern bis etwa 500 Nanometern) einen Photoinitiator
umfassen ausgewählt
aus der Gruppe bestehend aus:
- a) nicht-α-Spaltungsphotoinitiatoren;
- b) bimolekularen Photoinitiatoren:
- c) unimolekularen α-Spaltungsphotoinitiatoren
mit einem molaren Extinktionskoeffizienten in einer verdünnten Methanollösung von
weniger als etwa 4 Litern/Mol-cm; und
- d) unimolekularen α-Spaltungsphotoinitiatoren
mit einem molaren Extinktionskoeffizienten in einer verdünnten Methanollösung von
mehr als etwa 400 Litern/Mol-cm.
-
Der
Begriff „schichtförmig auftragbare
Zusammensetzung",
wie er hier verwendet wird, bedeutet, wenn er zum Beschreiben der
erfindungsgemäßen Zusammensetzungen
verwendet wird, eine Zusammensetzung, die Schleifteilchen und ein
Photoinitiatorsystem umfasst, das in einer durch freie Radikale
polymerisierbare Zusammensetzung dispergiert ist. Der Begriff soll
Zusammensetzungen einschließen,
die durch herkömmliche Beschichtungsgeräte wie Rakelstreichmaschinen,
schichtförmig
aufgebracht werden können.
Der Begriff soll auch Zusammensetzungen einschließen, die
beispielsweise durch Anwendung von Hitze und/oder Scherkräften schichtförmig auftragbar
gemacht werden.
-
„Durch
freie Radikale polymerisierbare Zusammensetzung" umfasst monomere und oligomere Verbindungen
und Harze, bei denen die Polymerisation durch freie Radikale ausgelöst und weitergeführt wird,
und die Begriffe „polymerisierbares" und „polymerisiertes" Harz sollen bedeuten,
dass sie Harze einschließen,
die durch Kettenwachstums- und Vernetzungsreaktionen hergestellt
werden. Diese Verbindungen oder Harze schließen diejenigen ein, die mindestens
eine ethylenisch ungesättigte
Gruppe aufweisen.
-
Die
Begriffe „Dispersion" und „dispergiert" bedeuten nicht unbedingt
eine gleichförmige
oder homogene Dis persion, jedoch werden gleichförmige Dispersionen sowohl der
Schleifteilchen als auch des Photoinitiatorsystems in der durch
freie Radikale polymerisierbaren Zusammensetzung bevorzugt.
-
Der
Begriff „Photoinitiatorsystem", wie er hier verwendet
wird, soll bedeuten, dass er diejenigen Materialien ausschließt, die
eine im Wesentlichen negative Auswirkung auf die Polymerisation
durch freie Radikale ausüben
würden
(oder diese vollständig
beenden). Der Begriff „Photoinitiatorsystem" schließt auch
iοnenbildende
Verbindungen aus, jedoch schließt
der Begriff „schichtförmig auf
tragbare Zusammensetzung" iοnenbildende
Verbindungen nicht aus und auch nicht diejenigen hitzehärtbaren
Harze, Füllstoffe,
Verdünnungsmittel und
dergleichen, die mit den kritischen Bestandteilen der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen verträglich
sind. Im spezifischen Zusammenhang dieser Erfindung bedeutet dies,
dass die erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen bevorzugt weniger als 5 Gewichtsprozent Wasser,
noch bevorzugter weniger als 1 Gewichtsprozent und am bevorzugtesten
kein Wasser enthalten.
-
Der
Begriff „Bindemittel" bedeutet eine ausgehärtete Zusammensetzung,
während „Bindemittelvorläufer" eine nicht ausgehärtete Zusammensetzung
bedeutet. Ein „ausgehärtetes Produkt" bedeutet ein Bindemittel
enthaltendes Produkt.
-
Im
Zusammenhang mit der vorliegenden Erfindung bedeutet der Ausdruck „zur Verwendung
beim Herstellen von Schleifgegenständen geeignet", dass im Falle beschichteter,
gebundener und nichtgewebter Schleifstoffe die erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen rheologische Eigenschaften aufweisen, die es ihnen
erlauben, auf einen Träger
oder in eine Form schichtförmig
auf- bzw. eingetragen, gesprüht,
ausgebreitet oder gegossen zu werden, ohne die Zusammensetzung kontinuierlich
rühren zu
müssen.
-
Eine
bevorzugte, durch freie Radikale polymerisierbare Zusammensetzung
zur Verwendung bei der Erfindung besteht darin, dass sie ein acryliertes
Isocyanuratmonomer und/oder -oligomer enthält. Der Begriff „Harz", wie er hier verwendet
wird, schließt
Monomere und Oligomere ein.
-
Ein
Schleifgegenstand kann unter Zuhilfenahme der erfindungsgemäßen schichtförmig auftragbaren Zusammensetzung
hergestellt werden, wobei der Gegenstand eine Mehrzahl von Schleifteilchen
umfasst, die durch ein Bindemittel aneinander (und wahlweise an
einen Träger)
anhängen,
welches Bindemittel aus einer durch freie Radikale polymerisierbaren
Zusammensetzung deriviert ist, die ein Photoinitiatorsystem enthält, wobei
das Photoinitiatorsystem eine Verbindung mit dem oben schon angegebenen
molaren Extinktionskoeffizienten umfasst.
-
Eine
andere Ausgestaltung der Erfindung besteht darin, dass die Schleifteilchen,
die in der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzung enthalten sind, bezüglich ihres Pigments dunkel
sein können,
d.h. sie können
farbmäßig nichtweiß und nichttransparent
sein.
-
Ein
beschichtetes Schleifmittel des Typs umfasst einen Träger mit
einer Schleifbeschichtung darauf und die Schleifbeschichtung kann
aus der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzung deriviert sein. Der Begriff „beschichtetes" Schleifmittel, wie
er hier verwendet wird, bedeutet einen Gegenstand, der eine Schleifbeschichtung
umfasst, die an einem Träger
anhängt.
Bevorzugte Schleifbeschichtungen enthalten Aluminiumoxid-Schleifteilchen,
wobei das Photoinitiatorsystem etwa 0,1 bis etwa 10 Gewichtsprozent der
Schleifzusammensetzung umfasst, die Schleifteilchen etwa 50 bis
etwa 85 Gewichtsprozent umfassen und das additionspolymerisierbare
Harz etwa 10 bis etwa 45 Gewichtsprozent umfasst, wobei alle Gewichtsprozentsätze auf
das gesamte Trockengewicht der schichtförmig auftragbaren Zusammensetzung
bezogen sind.
-
Eine
andere Ausgestaltung der Erfindung besteht aus einem Verfahren zur
Herstellung eines beschichteten Schleifmittels, umfassend die Schritte
des:
- (a) Beschichtens eines Trägermaterials
mit der schichtförmig
auftragbaren Zusammensetzung; und
- (b) Unterwerfen des beschichteten Trägers aus Schritt (a) Strahlungsbedingungen,
die ausreichen, um das durch freie Radikale polymerisierbare Harz
auszuhärten,
wobei die Strahlung mindestens einen Teil des UV-Spektrums/Spektrums
des sichtbaren Lichts im Bereich von 395 bis 500 Nanometern umfasst.
-
Noch
eine andere Ausgestaltung der Erfindung besteht aus einem Verfahren
zur Herstellung eines Schleifgegenstands, umfassend die Schritte
des:
- 1) Schichtförmiges Auftragen der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzung auf ein Herstellungswerkzeug, das ein dreidimensionales
Muster aufweist;
- 2) Inkontaktbringen einer Hauptoberfläche eines Substrats mit der
schichtförmig
auftragbaren Zusammensetzung derart, dass die schichtförmig auftragbare
Zusammensetzung mindestens eine Hauptoberfläche des Substrats benetzt unter
Bildung eines ersten Zwischenprodukts;
- 3) Aussetzen der schichtförmig
auftragbaren Zusammensetzung einer Strahlungsquelle gegenüber, die Strahlung
in mindestens einem Teil des UV-Spektrums/Spektrums des sichtbaren
Lichts im Bereich von etwa 395 bis etwa 500 Nanometern ausstrahlt,
die ausreicht zum mindestens teilweisen Aushärten des durch freie Radikale
polymerisierbaren Harzes in der schichtförmig auftragbaren Zusammensetzung
unter Bildung eines zweiten Zwischenprodukts; und
- 4) Entfernen des zweiten Zwischenprodukts von dem Herstellungswerkzeug
unter Erzeugung eines Schleifgegenstands.
-
Eine
weitere Ausgestaltung der Erfindung besteht aus einem beschichteten
Schleifmittel umfassend:
- (a) einen Träger mit
einer vorderen Oberfläche
und einer hinteren Oberfläche;
- (b) eine sich auf der vorderen Oberfläche des Trägers befindende Grundschicht;
- (c) eine Mehrzahl von Schleifteilchen, die durch die Grundschicht
an dem Träger
befestigt sind; und
- (d) eine sich über
den Schleifteilchen befindende Schlichtebeschichtung,
wobei
mindestens eine der Grundschicht und der Schlichtebeschichtung das
ausgehärtete
Produkt einer schichtförmig
auftragbaren Zusammensetzung ist, die ein additionspolymerisierbares
Harz und ein Photoinitiatorsystem, wie oben beschrieben, umfasst.
-
Nichtgewebte
Schleifgegenstände
umfassen eine offene, voluminöse,
dreidimensionale Endlosbahn von Fasern, die an Punkten, an denen
sie mit einem Bindemittel in Kontakt stehen, miteinander verbunden sind,
wobei das Bindemittel von der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzung deriviert ist.
-
Andere
Vorteile und Ausgestaltungen der Erfindung werden in der Beschreibung
der bevorzugten Ausführungsformen,
die nun folgt, beschrieben.
-
1 ist
eine vergrößerte Schnittansicht
einer erfindungsgemäßen Schleifgegenstands-Ausführungsform;
-
2 ist
eine vergrößerte Schnittansicht,
die eine andere erfindungsgemäße Schleifgegenstands-Ausführungsform
darstellt;
-
3 ist
eine schematische Darstellung eines Verfahrens zur Herstellung des
Schleifgegenstands aus 2; und
-
4 ist
eine schematische Darstellung eines anderen Verfahrens zur Herstellung
des Schleifgegenstands aus 2.
-
Die
Erfindung betrifft schichtförmig
auftragbare Zusammensetzungen und Verfahren zur Herstellung und
Verwendung von Schleifgegenständen,
wobei die Gegenstände
Leistungseigenschaften aufweisen, die früher bekannten Schleifgegenständen entsprechen
oder diese übertreffen.
-
Bei
beschichteten Schleifmitteln kann der Ausdruck „Bindemittel" sich auf irgendeine
der Beschichtungen beziehen. In nichtgewebten Schleifmitteln bindet
ein Bindemittel Schleifteilchen an die Fasern einer porösen, voluminösen, faserigen
Endlosbahn und das gleiche oder ein anderes Bindemittel führt zum
Aneinanderhängen
der Fasern an Stellen, an denen sie sich kontaktieren.
-
Photoinitiatorsysteme
-
Bei
der Erfindung nützliche
Photoinitiatorsysteme werden mit herkömmlichen (d.h. früher bekannten) Bindemittelvorläufern kombiniert,
die ein durch freie Radikale polymerisierbares Harz und Schleifteilchen
sowie wahlweise früher
schon bekannte Photoinitiatorsysteme enthalten.
-
Photoinitiatorsysteme,
die in den erfindungsgemäßen Zusammensetzungen
nützlich
sind, müssen eine
Verbindung umfassen, die 1) über
eine α-Spaltung
spaltet und 2) einen molaren Extinktionskoeffizienten in verdünnter Methanollösung im
Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem
Teil des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich
von etwa 395 Nanometern bis etwa 500 Nanometern aufweist.
-
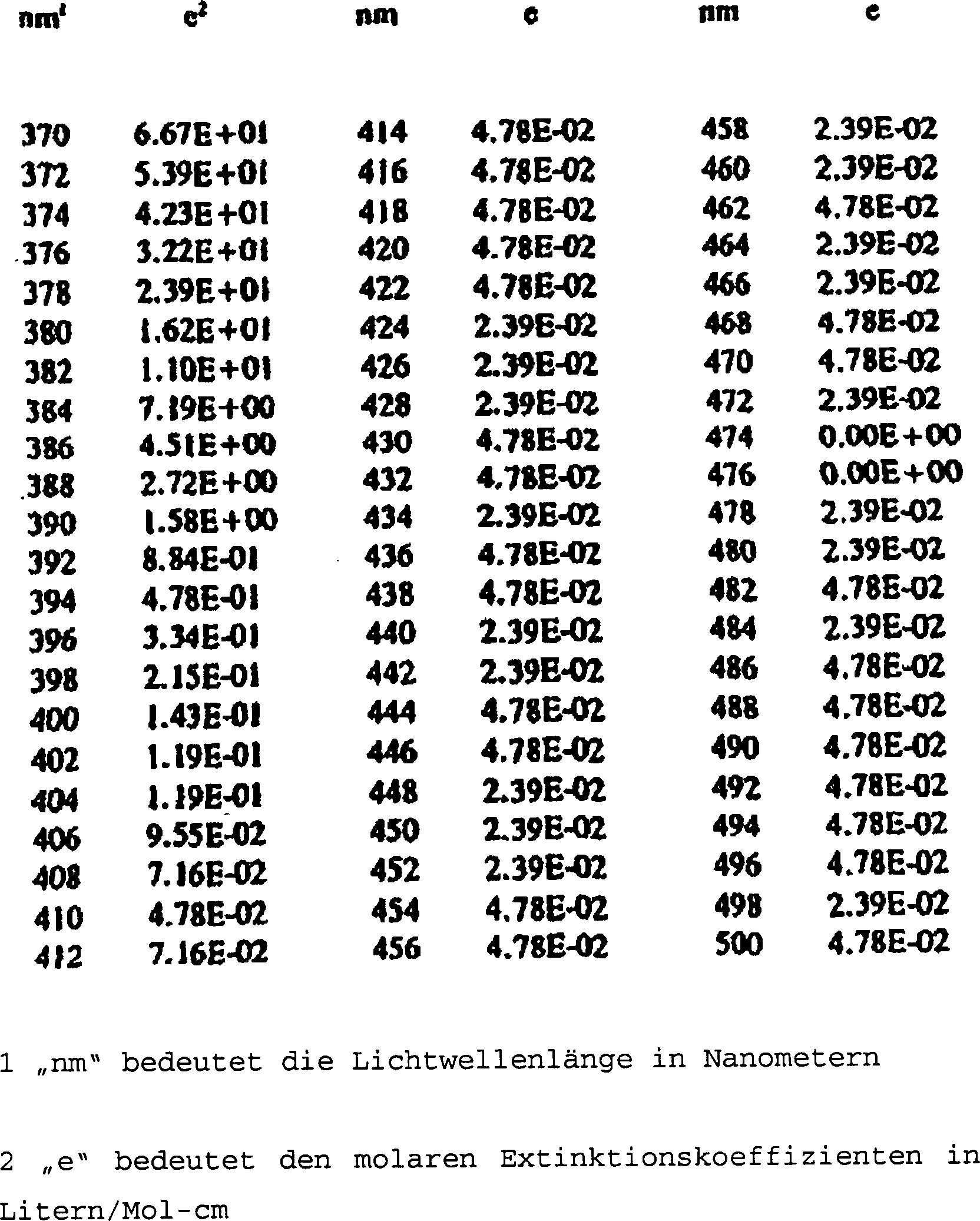
Der
molare Extinktionskoeffizient eines Photoinitiators kann je nach
Konzentration und Typ des Lösungsmittelmediums
verschieden sein. Zum Zweck der vorliegenden Erfindung sind die
UV-Spektraldaten/Spektraldaten des sichtbaren Lichts von Photoinitiatoren,
die den erforderlichen molaren Extinktionskoeffizienten aufweisen,
sowie beispielsweise von Photoinitiatoren, die einen molaren Extinktionskoeffizienten
außerhalb
dieses Bereichs aufweisen, die jedoch einen geringen Anteil eines
Photoinitiatorsystems umfassen können,
das bei der Erfindung nützlich
ist, in Tabelle I bis VIII des Beispielteils aufgeführt. Diese
Tabellen zeigen den molaren Extinktionskoeffizienten von verschiedenen
Photoinitiatoren bei Wellenlängen
im Bereich von 370 bis 500 Nanometern. Da Unterschiede in den molaren
Extinktionskoeffizienten von Photoinitiatoren bei irgendeiner vorgegebenen
Wellenlänge
einfach durch Messen der Spektren in verschiedenen Lösungsmitteln beobachtet
werden können,
wurde ein einziges Lösungsmittel,
nämlich
Methanol, zum Messen der Spektren aller Photoinitiatoren verwendet.
Da ein Ziel darin bestand, molare Extinktionskoeffizienten im Bereich
von 0 bis 400 Litern/Mol-cm genau zu messen, lagen die Konzentrationen
der Lösungen
auch bei etwa 1,0–10
Millimol, um Messfehler zu minimieren. Zum Zweck der vorliegenden
Erfindung bedeutet der Ausdruck „verdünnte Methanollösung" eine Methanollösung eines
Photoinitiatorsystems in dem oben angegebenen Konzentrationsbereich.
(Um Informationen bezüglich
der Extinktionsmaxima der Photoinitiatoren zusammenzutragen, bei
denen der molare Extinktionskoeffizient ohne Weiteres 10.000 bis
50.000 betragen könnte,
wären noch
weniger konzentrierte Lösungen
von Methanol geeignet.)
-
Die
Begriffe „ Photoinitiator", „α-Spaltungsphotoinitiator", „Sensibilisator", „bimolekulares
Photoinitiatorsystem", „aromatisches
Keton/Coinitiatorsystem" sowie
die Namen der verschiedenen Initiatorverbindungen und -systeme,
die hier erwähnt
werden, sind in „Chemistry
and Technology of UV and EB Formulation for Coatings, Inks, and
Paints" (Chemie
und Technologie der UV- und EB-Formulierungen für Beschichtungen, Tinten und
Anstrichmittel), Band III, Seiten 115–324, K. Dietliker, von SITA
Technology Ltd. veröffentlicht
(1991) definiert. Ein Photoinitiator ist einfach eine Chemikalie,
die dazu fähig
ist, auf das Aussetzen Strahlung gegenüber freie Radikale zu bilden.
Der Begriff „α-Spaltungsphotoinitiation" betrifft eigentlich
die Reaktion, die das freie Radikal erzeugt. Gewöhnlich machen α-Spaltungsphotoinitiatoren
(auf das Bestrahlen hin) an einer Stelle zwischen einer Carbonylgruppe
und einem Kohlenstoff-, Phosphor- oder Schwefelatom, das sich an
der „α"-Position zur Carbonylgruppe
befindet, eine homolytische Spaltung durch. Ein „bimolekulares Photoinitiatorsystem" ist ein Photoinitiatorsystem
das eine Verbindung umfasst, die eine Carbonylgruppe enthält, die
mit einem Wasserstoffdonator (hier „Coinitiator" genannt) unter Bildung
eines Produkts reagiert, bei dem die Carbonylgruppe zu einem Alkohol
reduziert ist. Ein „aromatisches
Keton-/Coinitiatorsystem" ist
ein Typ eines bimolekularen Photoinitiatorsystems, bei dem die eine
Carbonylgruppe enthaltende Verbindung ein aromatisches Keton ist.
Ein Beispiel dieses Systems sind Benzophenonderivat-/Aminsysteme,
die beim Aushärten erfindungsgemäßer schichtförmig auftragbarer
Zusammensetzungen an der Luft besonders nützlich sind. Andere nützliche
bimolekulare Photoinitiatorsysteme enthalten 1,2-Diketon-/Coinitiatorsysteme
(wie Campherchinon/4-N,N-dimethylaminoethylbenzoat)
und Ketocumarin-/Coinitiatorsysteme.
-
Die
Spezies, die im Falle bimolekularer Photoinitiatorsysteme Strahlung
absorbiert, wird in diesem Zusammenhang manchmal als Sensibilisator
bezeichnet. Jedoch bezieht sich das Wort „Sensibilisator", wie es hier verwendet
wird, nur auf Verbindungen, die Energie von ihren Erregungszuständen auf
andere Moleküle übertragen,
ohne eine chemische Reaktion durchzumachen. Im Allgemeinen absorbieren
Sensibilisatoren Licht bei einer längeren Wellenlänge als
die Photoinitiatorverbindung und übertragen ihre Energie auf
den Photoinitiator. Sensibilisatoren sollten zur Lichtabsorption
irgendwo innerhalb des Wellenlängenbereichs
zwischen etwa 300 und etwa 1.000 Nanometern, noch bevorzugter zwischen
etwa 400 und 700 Nanometer, und am bevorzugtesten zwischen etwa
395 und 500 Nanometern fähig
sein. Beispiele bevorzugter Sensibilisatoren sind Thioxanthonderivate.
Typischerweise und bevorzugt umfasst der Sensibilisator nicht mehr
als etwa 50 Gewichtsprozent des Photoinitiatorsystems.
-
Bevorzugt
sind erfindungsgemäße schichtförmig auftragbare
Zusammensetzungen diejenigen, bei denen das Photoinitiatorsystem
im Wesentlichen aus einem α-Aminoacetophenon
besteht, mit der Maßgabe, dass
es sich bei der Verbindung nicht um 2-Benzyl-2-N,N-dimethylamino-1-(4-morpholinophenyl)-1-butanon handelt.
Beispiele bevorzugter α-Aminoacetophenone
umfassen 1-[4-(2-Hydroxye thylthio)phenyl]-2-methyl-2-morpholinopropan-1-on,
1-(4-Mercaptophenyl)-2-methyl-2-morpholinopropan-1-on,
1-(4-Allylthiophenyl)-2-methyl-2-morpholinopropan-1-on,
1-[4-(2-methoxycarbonylethylthio)-phenyl]-2-methyl-2-morpholinopropan-1-on,
1-[4-(Dimethylaminomethylthio)-phenyl]-2-morpholinopropan-1-on,
2-Methyl-1-[4-(methylsulfynyl)-phenyl]-2-morpholinopropan-1-on und
2-Methyl-1-[4-(methylthio)-phenyl]-2-piperidinopropan-1-on
und andere aus Spalte 7–11
der US-Patentschrift Nr. 5,145,885.
-
Andere
bevorzugte erfindungsgemäße schichtförmig auftragbare
Zusammensetzungen sind diejenigen, bei denen das α-Aminoacetophenon
2-Methyl-1-(4-[methylthio]phenyl)-2-(4-morpholinyl)-propan-1-on
ist und das Photoinitiatorsystem des Weiteren aus einem Thioxanthon
besteht. Bevorzugte Thioxanthone umfassen:
2-Isopropylthioxanthon,
2-Chlorthioxanthon,
2-Dodecylthioxanthon,
1-Methoxycarbonylthioxanthon,
2-Ethoxycarbonylthioxanthon,
3-(2-Methoxyethoxycarbonyl)-thioxanthon,
4-Butoxycarbonylthioxanthon,
3-Butoxycarbonyl-7-methylthioxanthon,
1-Cyano-3-Chlorthioxanthon,
2-Morpholinomethylthioxanthon
und
diejenigen anderen Xanthone, die in Spalte 17 der US-Patentschrift Nr.
5,145,885 offenbart sind. Besonders bevorzugt ist 2-Isopropylthioxanthon.
-
Noch
andere bevorzugte schichtförmig
auftragbare Zusammensetzungen, die unter diese Erfindung fallen,
sind diejenigen, bei denen die Verbindung des Photoinitia torsystems
ein Acylphosphinoxid ist, das bevorzugt aus der Gruppe ausgewählt wird
bestehend aus Monoacylphosphinoxiden und Diacylphosphinoxiden. Acylphosphinoxide,
die bei der Erfindung nützlich
sind, umfassen Dibenzyl-(2,4,6-trimethylbenzoyl)-phosphinoxid, Bis(2-phenylethyl)-(2,6-dichlorbenzoyl)-phosphinoxid,
Bis(2-phenylpropyl)-(2,6-dimethoxybenzoyl)-phosphinoxid,
Bis(2-phenylpropyl)-(2,4,6-trimethylbenzoyl)-phosphinoxid,
Dibutyl-(2-methyl-2-phenylbutyryl)-phosphinoxid,
6-(2,6-dichlorbenzoyl)-6-phosphabicyclo[2.1.1]hexan-6-oxid,
Bis(2,4,6-trimethylbenzoyl)-2-phenylpropylphosphinoxid,
Bis(methylthio-2-phenylbutyryl)-cyclohexylphosphinoxid,
Diphenyl-2,4,6-trimethylbenzoylphosphinoxid,
und
andere aus der am 20. Februar 1991 veröffentlichten und summarisch
hier eingefügten
Europäischen
Patentanmeldung Nr. 0 413 657 A2.
-
Eine
besonders bevorzugte erfindungsgemäße schichtförmig auf tragbare Zusammensetzung
ist diejenige, bei der die erste Verbindung Diphenyl-2,4,6-trimethylbenzoylphosphinoxid
ist.
-
Geeignete
Sensibilisatoren umfassen Verbindungen wie Ketone, Cumarinfarbstoffe
(z.B. Ketocumarin), Xanthenfarbstoffe, Acridinfarbstoffe, Thiazolfarbstoffe
und andere, die in Spalte 4, Zeile 30 bis Spalte 5, Zeile 11 der
US-Patentschrift Nr. 4,735,632 aufgelistet sind.
-
Das
bevorzugte 1,2-Diketon ist Campherchinon.
-
Die
erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen können
einen Sensibilisator in Kombination mit bimolekularen Photoinitiatoren
umfassen. Beispielsweise kann ein α-Benzyl-2-N,N-dimethylamino-1-(4-morpholinophenyl)-butan-1-on
mit Isopropylthioxanthon sensibilisiert werden und die Zusammensetzung
kann ein Benzophenon-/Aminsystem enthalten.
-
Es
wird auch als innerhalb der Erfindung liegend betrachtet, Cyclopentadienyl-Eisen(II)aren
+ XF6-Salze in die Sulfoniumsalze oder Iodoniumsalze, wenn ein Teil
des Harzsystems kationisch ausgehärtet werden kann, oder Halomethyl-s-triazine
einzuarbeiten, die Chloridradikale bilden. Derartige Initiatoren
und dergleichen werden bei Dietliker, Seiten 329–478, erwähnt, die ebenfalls in Verbindung
mit Sensibilisatoren verwendet werden können.
-
Die
bei der Erfindung nützlichen
Photoinitiatorsysteme können
auch (zusätzlich
zu α-Spaltungsverbindungen
mit einem molaren Extinktionskoeffizienten in verdünnter Methanollösung im
Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem
Teil des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich
von etwa 395 Nanometern bis etwa 500 Nanometern) ternäre Photoinitiatoren
umfassen, wie sie bei Oxman et al., US-Patentschrift Nr. 4,735,632
offenbart sind, bei denen das Photoinitiatorsystem photochemisch wirksame
Mengen von (i) Diaryliodoniumsalz, (ii) Sensibilisator, der in der
Lage ist, Licht irgendwo innerhalb des Bereichs von 300 bis 1000
Nanometern zu absorbieren, und 2-Methyl-4,6-bis(trichlormethyl)-s-triazin
zu sensibilisieren, sowie (iii) eine Elektronendonatorver bindung
umfasst, die von dem Sensibilisator verschieden ist, und wobei
null < Eox(Donator) ≤ Eox(p-Dimethoxybenzol) ist.
-
Erfindungsgemäße schichtförmig auftragbare
Zusammensetzungen bestehen im Wesentlichen bevorzugt aus etwa 0,1
bis etwa 10 Gewichtsprozent Photoinitiatorsystem (noch bevorzugter
etwa 0,1 bis etwa 2 Gewichtsprozent), etwa 50 bis 85 Gewichtsprozent
Schleifteilchen und etwa 10 bis etwa 45 Gewichtsprozent durch freie
Radikale polymerisierbarem Harz, wobei sich alle Gewichtsprozentsätze auf
das Gesamtgewicht der schichtförmig
auftragbaren Zusammensetzung beziehen.
-
Andere
Photoinitiatoren, die nicht innerhalb den molaren Extinktionskoeffizienten
in verdünnter
Methanollösung
im Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem
Teil des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich
von etwa 395 Nanometern bis etwa 500 Nanometern fallen, können je
nach der Chemie der schichtförmig
auftragbaren Zusammensetzung mit den erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen kombiniert werden.
-
Beispiele
nützlicher
herkömmlicher
Initiatoren, die auf das Aussetzen Strahlung oder Wärme gegenüber freie
Radikale bilden, umfassen organische Peroxide, Azofarbstoffe, Chinone,
Benzophenone, Nitrosoverbindungen, Acrylhalogenide, Hydrozone, Mercaptoverbindungen,
Pyryliumverbindungen, Triacrylimidazole, Bisimidazole, Chloralkyltriazine,
Benzoinether, Benzylketale, Acetophenonderivate, die keinen molaren
Extinktionskoeffizienten in verdünnter
Methanollösung
im Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem Teil
des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich von
etwa 395 Nanometern bis etwa 500 Nanometern aufweisen und Mischungen
davon. Beispiele herkömmlicher
Photoinitiatoren, die beim Aussetzen sichtbarer Strahlung gegenüber ein
freies Radikal bilden, sind in der US-Patentschrift Nr. 4,735,632 beschrieben.
-
Kationische
Photoinitiatoren, die eine Säurequelle
zum Auslösen
der Polymerisation von additionspolymerisierbaren Harzen bilden,
können
auch in Kombination mit den erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen verwendet werden. Kationische Photoinitiatoren
können
ein Salz, das ein Oniumkation aufweist, und ein Halogen, das ein
Komplexanion eines Metalls oder Metalloids enthält, umfassen. Andere nützliche
kationische Photoinitiatoren umfassen Salze von metallorganischen
Komplexkationen und halogenhaltigen Komplexanionen eines Metalls
oder Metalloids, die in der US-Patentschrift
Nr. 4,751,138 noch näher
beschrieben sind. Noch andere nützliche
kationische Photoinitiatoren sind metallorganische Salze und Oniumsalze,
die in der US-Patentschrift Nr. 4,985,340 und den Europäischen Patentanmeldungen
306,161 und 306,162 beschrieben sind, die beide am 8. März 1989
veröffentlicht
worden sind. Noch andere nützliche kationische
Photoinitiatoren umfassen ionische Salze eines metallorganischen
Komplexes, bei dem das Metall aus den Elementen der periodischen
Gruppe IVB, VB, VIB, VIIB und VIIIB ausgewählt wird, wobei derartige Salze
in der Europäischen
Patentanmeldung 109,581 (die am 30. Mai 1984 veröffentlicht worden ist) beschrieben
sind.
-
Polymerisierbare Harze
-
Bei
der Erfindung nützliche
polymerisierbare Harze können
unter denjenigen ausgewählt
werden, die gewöhnlich
im Stand der Schleiftechnik verwendet werden. Das Harz sollte so
gewählt
werden, dass es die Herstellung eines Schleifgegenstands mit den
erwünschten
Eigenschaften für
die beabsichtige Verwendung des Schleifgegenstands erlaubt. Erwünschte Eigenschaften
können
beispielsweise Zähigkeit,
Hitzefestigkeit, gute Haftung des Bindemittels auf dem Träger, einen
guten Schliff und dergleichen umfassen. In einigen Fällen ist
es auch wünschenswert,
dass das Arbeitsstück
eine glatte Oberflächenbeschaffenheit
aufweist.
-
Additionspolymerisierbare
Harze, die in der Praxis der Erfindung nützlich sind, sind diejenigen
Harze, die in der Lage sind, durch Aussetzen Strahlung, einem Photoinitiator,
einem Wärmeinitiator
oder einer Kombination derselben gegenüber angeregt zu werden. Geeignete
Strahlungsquellen schließen
diejenigen ein, die Ultraviolettstrahlung, Infrarotstrahlung und
sichtbares Licht erzeugen.
-
Additionspolymerisierbare
Harze polymerisieren sich durch einen Mechanismus freier Radikale
oder einen ionischen Mechanismus. Freie Radikale oder Ionen können durch
Zusatz von Photoinitiatoren oder Wärmeinitiatoren zu den Harzen
hergestellt werden. Wenn ein Photoinitiator als solcher verwendet
wird, oder wenn er einer Nichtteilchenstrahlung, wie beispielsweise
Ultraviolettstrahlung oder sichtbarem Licht, ausgesetzt wird, so
bildet der Photoinitiator freie Radikale. Die freien Radikale lösen die
Polymerisation des Harzes aus.
-
Beispiele
typischer und bevorzugter additionspolymerisierbarer Harze zur Verwendung
in den erfindungsgemäßen Bindemittelvorläufern umfassen:
Polymere, Oligomere und Monomere, die ethylenisch ungesättigt sind,
beispielsweise acrylierte Harze wie Isocyanuratharze mit mindestens
einer Acrylatseitengruppe (das Triacrylat von Tris(hydroxyethyl)isocyanurat
wäre ein
Beispiel), acrylierte Urethanharze, acrylierte Epoxidharze und Isocyanatderivate
mit mindestens einer Acrylatseitengruppe. Man sollte sich im Klaren
darüber sein,
dass Mischungen der obigen Harze ebenfalls verwendet werden könnten. Der
Begriff „acryliert" soll bedeuten, dass
er monoacrylierte, monomethacrylierte, multiacrylierte und multimetacrylierte
Monomere, Oligomere und Polymere einschließt. Niedermolekulare Acrylate
sind ein bevorzugter Typ von reaktivem Verdünnungsmittel. Reaktive Acrylatverdünnungsmittel,
die für
die erfindungsgemäße Verwendung
bevorzugt werden, weisen typischerweise eine Molmasse im Bereich
von etwa 100 bis etwa 500 auf und enthalten Ethylenglykoldiacrylat,
Ethylenglykoldimethacrylat, Tetrahydrofurfurylacrylat, Pentaerythrittriacrylat,
Hexandioldiacrylat, Triethylglykoldiacrylat, Trimethylolpropantriacrylat,
Glyceroltriacrylat, Pentaerythrittriacrylat, Pentaerythrittrimethacrylat,
Pentaerythrittetraacrylat und Pentaerythrittetramethacrylat. Methylmethacrylat
und Ethylmethacrylat können
ebenfalls verwendet werden. Die erfindungsgemäßen Zusammensetzungen können auch additionspolymerisierbare
Monomere wie Styrol, Divinylbenzol, Vinyltoluol, Acrylamide und
dergleichen enthalten.
-
Es
ist auch erwähnenswert,
zu bemerken, dass Monomere, die bei Raumtemperatur Feststoffe sind, verwendet
werden können,
wenn sie mit einer geeigneten niedermo lekularen Verdünnungsmittelverbindung kombiniert
werden. Das ist bei dem Triacrylat von Tris(hydroxyethyl)isocyanurat
(„TATHEIC"), einem besonders
bevorzugten Harz, das bei Raumtemperatur ein Feststoff ist, der
Fall. Wenn dieses Monomer verwendet wird, so umfasst das „polymerisierbare
Harz", für das die
Viskositätsreduktion
erreicht wird, eine Verbindung, die mit dem Monomer reaktiv oder
nicht reaktiv sein kann, jedoch bevorzugt mit dem Monomer reaktiv
ist (und deshalb als ein anderes Monomer betrachtet wird). Ein bevorzugtes
niedermolekulares Verdünnungsmittel
für bei
Raumtemperatur feste acrylierte Monomere ist Trimethylolpropantriacrylat
(„TMPTA"); jedoch werden
Verdünnungsmittel
wie diese richtiger als reaktive Verdünnungsmittel bezeichnet, wenn
das polymerisierbare Harz bei Raumtemperatur (d.h. etwa 25°C) schon
flüssig
ist. Wenn TATHEIC verwendet wird, so wird die Kombination von TATHEIC/TMPTA
als das in den erfindungsgemäßen Aufschlämmungen
und Dispersionen polymerisierbare Harz betrachtet. Das Gewichtsverhältnis von
TATHEIC/TMPTA kann im Bereich von etwa 1:3 bis etwa 3:1, noch bevorzugter
von etwa 1:2,5 bis etwa 2,5:1, am bevorzugtesten etwa 1:2,33 liegen.
-
Verdünnungsmittel
können
in den erfindungsgemäßen Aufschlämmungen
und Dispersionen ebenfalls verwendet werden. Der Begriff „Verdünnungsmittel", wie er hier verwendet
wird, bedeutet ein niedermolekulares (weniger als 500) organisches
Material, das die Viskosität
des Bindemittelvorläufers,
dem es zugegeben wird, reduzieren kann oder auch nicht. Verdünnungsmittel
können
mit dem Harz reaktiv oder inert sein.
-
Acrylierte
Isocyanuratoligomerharze sind die gegenwärtig bevorzugten additionspolymerisierbaren Harze.
Isocyanuratharze, die bei der Erfindung nützlich sind, umfassen diejenigen,
die mindestens eine Acrylatseitengruppe aufweisen, die in der US-Patentschrift
Nr. 4,652,274 beschrieben ist. Wie oben schon erwähnt, ist
ein besonders bevorzugtes Isocyanuratmaterial TATHEIC, das mit TMPTA
kombiniert ist.
-
Acrylierte
Urethanoligomerharze sind bevorzugt Acrylatester hydroxyterminierter,
Isocyanat-verlängerter
Polyester- oder Polyetherpolyole, die mit niedermolekularen (weniger
als etwa 500) Acrylaten (wie beispielsweise 2-Hydroxyethylacrylat)
verestert sind. Die zahlendurchschnittliche Molmasse bevorzugter
acrylierter Urethanoligomerharze liegt im Bereich von etwa 300 bis
etwa 10.000, noch bevorzugter etwa 400 bis etwa 7.000. Beispiele
im Handel erhältlicher
acrylierter Urethanoligomerharze sind diejenigen, die unter den
Handelsnamen „UVITHANE
782" (von Morton
Thiokol Chemical) und „CMD
6600", „CMD 8400" und „CMD 8805" (von Radcure Specialties
erhältlich)
vermarktet werden.
-
Acrylierte
Oligomerepoxidharze sind Acrylatester von Epoxidharzen wie beispielsweise
Diacrylatester von Bisphenol-A-Epoxidharz. Beispiele im Handel erhältlicher
acrylierter Oligomerepoxidharze umfassen diejenigen, die unter den
Handelsnamen „CMD
3500", „CMD 3600" und „CMD 3700", die ebenfalls von
Radcure Specialties erhältlich
sind, bekannt sind.
-
Wahlweise
können
nicht strahlungsaushärtbare
Harze wie beispielsweise hitzeaushärtbare Harze, die aus der Gruppe
ausgewählt
werden bestehend aus Phenolharzen, Harnstoffaldehydharzen, Epoxidharzen, Urethanharzen,
Melaminharzen und Kombinationen derselben in den erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen verwendet werden, solange sie nicht in Konzentration
vorliegen, die für
das Photoinitiatorsystem schädlich
sein können.
-
Beispiele
nützlicher
wahlweiser, im Handel erhältlicher
Phenolharze umfassen diejenigen, die unter den Handelsnamen „Durez" und „Varcum" von Occidental Chemicals
Corp.; „Resinox" von Monsanto; und „Arofene" und „Arotap" von Ashland Chemical
Co. bekannt sind.
-
Urethane,
die bei der Erfindung nützlich
sind, umfassen diejenigen, die in der US-Patentschrift Nr. 4,933,373
offenbart sind, bei denen es sich um das Reaktionsprodukt eines
kurzkettigen, aktiven, Wasserstoff-funktionellen Monomers wie Trimethylolpropanmonoallyether,
Ethanolamin und dergleichen handelt; langkettiges, aktives Wasserstoff-funktionelles
Dienvorpolymer, wie beispielsweise das Hydroxy-terminierende Polybutadien,
das im Handel von Atochem Inc. unter dem Handelsnamen „Polybd
R-45HT" erhältlich ist;
ein Polyisocyanat und einen vernetzenden Initiator. Geeignete vernetzende
Initiatoren sind organische Peroxide, wie Benzoylperoxid und dergleichen.
Urethankatalysatoren wie diejenigen, die in der US-Patentschrift
Nr. 4,202,957 erwähnt
werden, können
verwendet werden, obwohl sie nicht unbedingt notwendig sind.
-
Epoxidharze
weisen einen Oxiran-(Epoxid-) Ring auf und werden durch Ringöffnung polymerisiert.
Epoxidharze, denen ethylenisch ungesättigte Bindungen fehlen, erfordern
die Verwendung von Photoinitiatoren. Diese Harze können bezüglich der
Natur ihrer Rückgratkette
und Substituentengruppen sehr unterschiedlich sein. Beispielsweise
kann die Rückgratkette
von irgendeinem Typ sein, der normalerweise mit Epoxidharzen assoziiert
ist und die Substituentengruppen daran können irgendeine Gruppe sein,
die von einem aktiven Wasserstoffatom frei sind, das mit einem Oxyranring
bei Raumtemperatur reaktiv ist (oder dazu fähig ist, reaktiv gemacht zu
werden). Repräsentative
Beispiele akzeptabler Substituentengruppen umfassen Halogene, Estergruppen,
Ethergruppen, Sulfonatgruppen, Siloxangruppen, Nitrogruppen und
Phosphatgruppen. Beispiele bevorzugter Epoxidharze, denen ethylenisch
ungesättigte
Gruppen fehlen, umfassen 2,2-Bis[4-(2,3-epoxypropoxy)phenyl]propan
(Diglycidylether von Bisphenol A) und im Handel unter den Handelsnamen „Epon 828", „Epon 1004" und Epon 1001F", von Shell Chemical
Co. erhältlich, „DER-331", DER-332" und „DER-334", von Dow Chemical
Co. erhältlich,
erhältliche
Materialien. Andere geeignete Epoxidharze, denen ethylenisch ungesättigte Gruppen
fehlen, umfassen Glycidylether von Phenolformaldehyd-Novolakharze
(z.B. „DEN-431" und „DEN-438", die von Dow Chemical
Co. erhältlich
sind).
-
Andere
nützliche
reaktive Verdünnungsmittel
umfassen Monoallyl-, Polyallyl- und Polymethallylester und Amide
von Carbonsäuren
(wie Diallylphthalat, Diallyladipat und N,N-Diallyladipamid); Tris(2-acryloyloxyethyl)isocyanurat,
1,3,5-Tri(2-methacryloxyethyl)-s-triazin,
Acrylamid, Methylacrylamid, N-Methylacrylamid, N,N-Dimethylacrylamid,
N-Vinylpyrrolidon und N-Vinylpiperidon.
-
Man
sollte sich im Klaren darüber
sein, dass polymerisierbare Harze, die nicht von den hier beschriebenen
Photoinitiatorsystemen photoinitiiert werden, in den erfindungsgemäßen Gegenständen, beispielsweise als
Schlichte- oder Grundschichten bei beschichteten und nichtgewebten
Schleifartikeln verwendet werden können.
-
Aushärtungsbedingungen
-
Genaue
Beispiele von Aushärtungsbedingungen
für die
erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen sind im Beispielabschnitt angegeben. Zum Zwecke
dieser Erfindung umfasst die verwendete Strahlung mindestens einen
Teil des „UV-Spektrums/Spektrums
des sichtbaren Lichts" im
Bereich von etwa 395 Nanometern bis etwa 500 Nanometern. UV (ultraviolette)
Strahlung bezieht sich auf elektromagnetische Strahlung, die eine
Wellenlänge
innerhalb des Bereichs von etwa 200 bis etwa 400 Nanometern, bevorzugt
innerhalb des Bereichs von etwa 250 bis etwa 400 Nanometern aufweist.
Sichtbare Strahlung bezieht sich auf elektromagnetische Strahlung,
die eine Wellenlänge
innerhalb des Bereichs von etwa 400 bis etwa 800 Nanometern und
bevorzugt im Bereich von etwa 400 bis etwa 550 Nanometern aufweist.
-
Durch
freie Radikale und andere additionspolymerisierbare Harze erfordern
einen Initiator wie beispielsweise einen Photoinitiator und/oder
Strahlungsenergie. Bevorzugt werden Photoinitiatoren und Strahlungsenergie
gleichzeitig verwendet.
-
Da
hitzeaushärtbare
Harze wie Phenolharze und Harnstoff-Formaldehydharze sowie nicht
durch freie Radikale polymerisierbare Additionsharze in den erfindungsgemä ßen schichtförmig auftragbaren
Zusammensetzungen vorliegen können,
und da die Additionspolymerisationsraten im Allgemeinen mit der
Temperatur steigen, können
die schichtförmig
auftragbaren Zusammensetzungen gleichzeitig und/oder sequentiell
Strahlungsenergie und Hitzeenergie gegenüber ausgesetzt werden. Bezüglich der
Hitzeenergie liegt die Temperatur typischerweise und bevorzugt im
Bereich von etwa 50°C
bis etwa 250°C
bei Verweilzeiten im Bereich von etwa 15 Minuten bis etwa 16 Stunden
(längere
Verweilzeiten machen niedrigere Temperaturen erforderlich). Bei
der Additionspolymerisation durch freie Radikale in Abwesenheit
des Erhitzens während
dem Aussetzen ausschließlich
UV- oder sichtbarer Strahlung gegenüber, sollte das Niveau an UV-
oder sichtbarer Energie, um alles ethylenisch ungesättigte Monomer
noch vollständiger
zu polymerisieren, mindestens etwa 100 MilliJoule/cm2,
noch bevorzugter etwa 100 bis etwa 700 MilliJoule/cm2,
besonders bevorzugt etwa 400 bis etwa 600 MilliJoule/cm2 betragen.
Die Gesamtmenge an Energie, die erforderlich ist, hängt vor
allem von der Chemie des harzförmigen
Klebstoffs und zweitens von der Dicke und optischen Dichte des Bindemittelvorläufers ab.
-
Das Läppen von
Schleifgegenständen
und Herstellungsverfahren
-
Ein
wesentlicher Schritt zur Herstellung erfindungsgemäßer Schleifgegenstände unter
Verwendung der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen besteht darin, die schichtförmig auf tragbare Zusammensetzung,
die hier auch als „Aufschlämmung" bezeichnet wird,
zuzubereiten. Die Aufschlämmung
wird durch Kombinieren, durch irgendeine geeignete Mischtechnik, des
durch freie Radikale polymerisierbaren Harzes, der Schleifteilchen,
des Photoinitiatorsystems und der wahlweisen Zusatzmittel, einschließlich irgendwelcher
Verdünnungsmittel,
hergestellt. Beispiele von Mischtechniken umfassen das Mischen bei
geringer und hoher Schergeschwindigkeit, wobei das Mischen bei hoher
Schergeschwindigkeit bevorzugt wird. Ultraschallenergie kann ebenfalls
in Kombination mit dem Mischschritt zum Reduzieren der Viskosität der Schleifaufschlämmung angewendet
werden. Typischerweise werden die Schleifteilchen und irgendwelche
verwendeten Schleifhilfsmittel dem Bindemittelvorläufer langsam
hinzugegeben. Die Menge an Luftblasen in der Aufschlämmung kann
durch Anlegen eines Vakuums während
der Misch- und/oder Beschichtungsschritte (oder zwischen den Misch-
und Beschichtungsschritten) minimiert werden. In einigen Fällen wird es
vorgezogen, die Aufschlämmung
zum Reduzieren der Viskosität
im Allgemeinen im Bereich von 30 bis 70°C zu erhitzen. Es ist wichtig,
dass die Aufschlämmung
rheologische Eigenschaften aufweist, die es der Aufschlämmung erlauben,
gut zu beschichten, und bei der die Schleifteilchen und andere wahlweise
teilchenförmige
Stoffe, wie Schleifhilfsmittelteilchen, sich nicht aus der Aufschlämmung absetzen.
-
Die
Aufschlämmung
wird auf mindestens die vordere Fläche eines Trägers schichtförmig aufgetragen. Diese
Beschichtung kann durch irgendeine herkömmliche Technik wie Walzbeschichten,
Tiefdruckwalzbeschichten, Rakelbeschichten, Spritzbeschichten, Übertragungsbeschichten,
Vakuumdüsenbeschichten,
Düsenbeschichten
und dergleichen erreicht werden.
-
Nachdem
die Aufschlämmung
auf den Träger
schichtförmig
aufgebracht worden ist, wird die Aufschlämmung einer Strahlungsquelle,
die Strahlung in mindestens einem Teil des „UV-Spektrums/Spektrums des
sichtbaren Lichts" im
Bereich von etwa 395 Nanometern bis etwa 500 Nanometern erzeugt,
und, je nach den verwendeten Harzen, anderen wahlweisen Energiequellen
gegenüber
ausgesetzt, um die Polymerisation auszulösen, die Bindemittelvorläufer auszuhärten und
einen Schleifverbundstoff zu bilden. Der dabei gebildete Schleifgegenstand
ist im Allgemeinen gebrauchsfertig. Jedoch können in einigen Fällen andere
Verfahren, wie beispielsweise Anfeuchten oder Biegen, noch erforderlich
sein. Der Schleifgegenstand kann in irgendeine erwünschte Form
wie beispielsweise einen Kegel, ein Endlosband, eine Platte, Scheibe
und dergleichen umgewandelt werden, bevor der Schleifgegenstand
verwendet wird.
-
Läppschleifmittel,
Beispiele von welchen in 1 und 2 veranschaulicht
sind, sind ein Typ von beschichtetem Schleifmittel.
-
Mit
Bezug auf die veranschaulichenden Figuren ist 1 eine
(vergrößerte) Veranschaulichung
eines Läppschleifgegenstands 10,
der unter die Erfindung fällt,
einen Träger 11 aufweist,
der eine Schleifbeschichtung 16 aufweist, die auf mindestens
der vorderen Fläche 17 des
Trägers
aufgeklebt ist. Die Schleifbeschichtung 16 umfasst eine
homogene Mischung einer Mehrzahl von Schleifteilchen 13,
eines Bindemittels 14 und wahlweise eines Schleifhilfsmittel 15.
Das Bindemittel 14 dient auch zum Binden der Schleifbeschichtung 16 an
die vordere Fläche 17 des
Trägers 11.
Die Schleifteilchen sind im Wesentlichen gleichförmig durch die Bindemittel-
und Schleifhilfsmittelmischung hindurch dispergiert.
-
Die
in 1 veranschaulichte Ausführungsform des Läppschleifgegenstands
kann durch schichtförmiges
Auftragen einer schichtförmig
auftragbaren Zusammensetzung, die unter die Erfindung fällt, auf
den Träger
durch irgendeine geeignete, vorher schon erwähnte Technik hergestellt werden,
wobei man sich im Klaren darüber
sein sollte, dass eine rauere oder unterschiedlichere Oberfläche hergestellt
werden kann. Die Zusammensetzung wird dann einer Strahlungsquelle,
die Strahlung in mindestens einem Teil des „UV-Spektrums/Spektrums des
sichtbaren Lichts" im
Bereich von etwa 395 Nanometern bis etwa 500 Nanometern erzeugt,
und, je nach den verwendeten Harzen, anderen wahlweisen Energiequellen
gegenüber
ausgesetzt, um die Bindemittelvorläufer auszuhärten und einen Schleifverbundstoff
zu bilden. Als Alternative kann die schichtförmig auftragbare Zusammensetzung
durch ein Sieb unter Bildung einer gemusterten Schleifoberfläche auf den
Träger
aufgebracht werden.
-
In
einigen Fällen
wird es bevorzugt, dass die Schleifbeschichtung als genau gestaltete
Schleifverbundstoffe, wie in 2 veranschaulicht,
vorliegt. Um diesen Typ von Schleifgegenstand herzustellen, ist
im Allgemeinen ein Herstellungswerkzeug erforderlich.
-
Das
Herstellungswerkzeug enthält
eine Mehrzahl von Hohlräumen.
Diese Hohlräume
besitzen im Wesentlichen die umgekehrte Gestalt des Schleifverbundstoffs
und sind dafür
verantwortlich, die Gestalt der Schleifverbundstoffe zu bilden.
Die Ausmaße
der Hohlräume
werden so gewählt,
um die erwünschte
Gestalt und die erwünschten
Ausmaße
der Schleifverbundstoffe zu bieten. Falls die Gestalt oder die Ausmaße der Hohlräume nicht
richtig hergestellt ist bzw. sind, so bietet das dabei gebildete
Herstellungswerkzeug nicht die erwünschten Ausmaße der Schleifverbundstoffe.
-
Die
Hohlräume
können
in einem punktförmigen
Muster mit Abständen
zwischen nebeneinanderliegenden Hohlräumen vorliegen oder die Hohlräume können aneinander
anstoßen.
Es wird bevorzugt, dass die Hohlräume gegeneinander anstoßen. Außerdem wird
die Gestalt der Hohlräume
so ausgewählt,
dass der Querschnittsbereich des Schleifverbundstoffs vom Träger weg
abnimmt.
-
Das
Herstellungswerkzeug kann ein Band, eine Platte, eine kontinuierliche
Platte oder eine Endlosbahn, eine Beschichtungswalze wie beispielsweise
eine Tiefdruckwalze, ein auf eine Beschichtungswalze montierte Muffe
oder eine Düse
sein. Das Herstellungswerkzeug kann aus Metall (z.B. Nickel), Metalllegierungen
oder Kunststoff bestehen. Das Metallherstellungswerkzeug kann durch
irgendeine herkömmliche
Technik wie Gravieren, Prägen,
galvanoplastisch Herstellen, Diamantdrehen und dergleichen hergestellt
werden. Eine bevorzugte Technik für ein Metallherstellungswerkzeug
ist das Diamantdrehen.
-
Ein
thermoplastisches Herstellungswerkzeug in Plattenform kann von einem
Metalloriginalwerkzeug repliziert werden. Das Originalwerkzeug wird
das umgekehrte Muster von demjenigen aufweisen, das für das Herstellungswerkzeug
erwünscht
ist. Das Originalwerkzeug kann auf die gleiche Weise wie das Metallherstellungswerkzeug
hergestellt werden. Das Originalwerkzeug besteht bevorzugt aus Metall,
z.B. Kupfer, das auf ein Kunststofforiginal auf galvanisiert ist,
wobei Letzteres durch Diamantdrehen hergestellt wird. Das thermoplastische
Plattenmaterial kann erhitzt und wahlweise zusammen mit dem Originalwerkzeug
so bearbeitet werden, dass das thermoplastische Material mit dem
Muster des Originalwerkzeugs durch Zusammendrücken der beiden geprägt wird.
Das thermoplastische Material kann auch auf das Originalwerkzeug
extrudiert oder gegossen werden. In beiden Fällen wird das thermoplastische
Material bis auf unter seine Schmelztemperatur gekühlt, um
das Herstellungswerkzeug herzustellen. Beispiele bevorzugter thermoplastischer
Materialien für das
Herstellungswerkzeug umfassen Polyester, Polycarbonat, Polyvinylchlorid,
Polypropylen, Polyethylen und Kombinationen derselben. Wird ein
thermoplastisches Herstellungswerkzeug verwendet, so muss man vorsichtig
sein, keine übermäßige Hitze,
die das Werkzeug verzerren kann, zu erzeugen.
-
Das
Herstellungswerkzeug kann auch eine Trennbeschichtung enthalten,
um das leichtere Abtrennen des Schleifgegenstands vom Herstellungswerkzeug
zu erlauben. Beispiele derartiger Trennbeschichtungen für Metallherstellungswerkzeuge
umfassen Hartcarbid-, Nitrid- oder Boridbeschichtungen. Beispiele
von Trennbeschichtungen für
thermoplastische Materialien umfassen Silicone und Fluorchemikalien,
die entweder auf das thermoplastische Material aufgepfropft oder
darin einimprägniert
oder auf das thermoplastische Material aufgelegt wird.
-
Spezifisch
mit Bezug auf 2 wird im Querschnitt vergrößert eine
Schleifgegenstandsausführungsform 20 veranschaulicht,
die einen Träger 21 umfasst,
auf dem eine Mehrzahl von genau gestalteten Schleifverbund stoffen 22 durch
eine Grenze 25 getrennt aufgebracht sind. Die Grenze oder
Grenzen, die mit der Verbundstoffgestalt assoziiert sind, führt dazu,
dass ein Schleifverbundstoff bis zu einem gewissen Grad von einem
daneben liegenden Schleifverbundstoff getrennt ist. Zum Bilden eines
einzelnen Schleifverbundstoffs muss ein Teil der die Gestalt des
Schleifverbundstoffs bildenden Grenzen voneinander getrennt sein.
Man beachte, dass bei dem in 2 veranschaulichten
Gegenstand der Unterteil oder ein Teil des Schleifverbundstoffs,
der den Träger
am nächsten
liegt, an dessen benachbarten Schleifverbundstoff anstoßen kann.
(Man beachte, dass „benachbart" nicht unbedingt „danebenliegend" bedeutet.) Die Schleifverbundstoffe 22 umfassen
eine Mehrzahl an Schleifteilchen 24, die in einem Bindemittel 23 dispergiert
sind, das wahlweise Schleifhilfsmittelteilchen 26 enthält. Es liegt
auch innerhalb des Umfangs dieser Erfindung, eine Kombination von Schleifverbundstoffen
verfügbar
zu haben, die an einen Träger
gebunden sind, bei dem einige der Schleifverbundstoffe aneinander
anstoßen,
während
andere Schleifverbundstoffe Abstände
zwischen ihnen aufweisen.
-
Ein
bevorzugtes Verfahren der Herstellung eines beschichteten Läppschleifmittels,
wie es in 2 veranschaulicht ist, besteht
darin, zuerst eine schichtförmig
auftragbare Zusammensetzung (die hier manchmal als Aufschlämmung bezeichnet
wird) erfindungsgemäß auf mindestens
eine Seite eines Trägers
schichtförmig
aufzubringen, und zwar mit Hilfe einer der oben erwähnten geeigneten
Techniken. Ein bevorzugter Träger 21 besteht
aus einer Polymerfolie, wie beispielsweise einer Polyesterfolie,
die ein Ethylen-Acrylsäure-Copolymergrundiermittel
enthält.
Als zweites wird der mit der Aufschlämmung beschichtete Träger mit
der Außenfläche eines
bemusterten Herstellungswerkzeugs in Kontakt gebracht. Die Aufschlämmung benetzt
die bemusterte Oberfläche
unter Bildung eines Zwischengegenstands. Als drittes wird die Aufschlämmung Strahlung
in mindestens einem Teil des „UV-Spektrums/Spektrums
des sichtbaren Lichts" im
Bereich von etwa 395 Nanometern bis etwa 500 Nanometern und anderen
wahlweisen Energiequellen gegenüber,
wie oben schon beschrieben, ausgesetzt, die das Harz in der Aufschlämmung zumindest
teilweise aushärtet
oder zur Gelbildung bringt, bevor der Zwischengegenstand von der
Außenfläche des
Herstellungswerkzeugs entfernt wird. Als viertes wird der Zwischengegenstand
von dem Herstellungswerkzeug entfernt. Die vier Schritte werden
bevorzugt kontinuierlich durchgeführt.
-
Als
Alternative kann die Aufschlämmung
den in 3 und 4 veranschaulichten
Verfahren zuerst bei auf das Herstellungswerkzeug aufgebracht werden.
In 3 verlässt
der Träger 41 eine
Abwickelstation 42 und gleichzeitig verlässt das
Herstellungswerkzeug 46 eine Abwickelstation 45.
Das Herstellungswerkzeug 46 wird durch eine Beschichtungsstation 44 mit
Aufschlämmung
beschichtet. Es ist möglich,
die Aufschlämmung
vor dem schichtförmigen
Auftragen zum Reduzieren der Viskosität zu erhitzen und/oder die
Aufschlämmung
Ultraschall zu unterwerfen. Bei der Beschichtungsstation kann es
sich um irgendeine herkömmliche
Beschichtungseinrichtung wie einen Rakelbeschichter, Vorhangbeschichter,
Düsenbeschichter,
Tropfdüsenbeschichter
oder Vakuumdüsenbeschichter
handeln. Während
des Beschichtens sollte die Bildung von Luftblasen auf ein Minimum
reduziert werden. Die bevorzugte Beschichtungstechnik ist eine Vakuumfluidtragdüse, wie
sie in den US-Patentschriften Nr. 3,594,865, 4,959,265 und 5,077,870
offenbart ist. Nach dem Beschichten des Herstellungswerkzeugs werden
der Träger
und die Aufschlämmung
durch irgendeine Vorrichtung so miteinander in Kontakt gebracht,
dass die die Aufschlämmung
die vordere Fläche
des Trägers
benetzt. In 3 wird die Aufschlämmung mit
einer „vorderen" Fläche des
Trägers
durch eine Kontakthaltewalze 47 in Kontakt gebracht. Die
Kontakthaltewalze 47 drückt
die dabei gebildete Konstruktion gegen die Stützwalze 43. Eine Energiequelle 48,
die Strahlung in mindestens einem Teil des „UV-Spektrums/Spektrums des
sichtbaren Lichts" im
Bereich von etwa 395 Nanometern bis etwa 500 Nanometern bietet und
andere wahlweise Energiequellen übertragen
eine ausreichende Menge Energie in die Aufschlämmung, um den Bindemittelvorläufer zumindest teilweise
auszuhärten.
Der Begriff „teilweises
Aushärten" bedeutet, dass der
Bindemittelvorläufer
bis zu einem derartigen Zustand polymerisiert wird, dass die ausgehärtete Aufschlämmung von
dem Herstellungswerkzeug losgelöst
wird.
-
Sobald
er einmal von dem Herstellungswerkzeug entfernt worden ist, kann
der Bindemittelvorläufer durch
eine geeignete Energiequelle noch vollständiger ausgehärtet werden.
Daraufhin wird das Herstellungswerkzeug auf einen Dorn 49 aufgewickelt,
so dass das Herstellungswerkzeug wiederverwendet werden kann. Außerdem wird
der Schleifgegenstand 120 auf einen Dorn 121 gewickelt.
Wenn der Bindemittelvorläufer
teilweise ausgehärtet
ist, so kann der Bindemittelvorläufer
dann durch Aussetzen einer Energiequelle gegenüber, bevorzugt einer Kombination
von UV-/sichtbarer Strahlung und Wärmeenergie gegenüber noch
vollständiger ausgehärtet werden.
-
Als
Alternative können
die schichtförmig
auftragbaren Zusammensetzungen auf den Träger schichtförmig auf-
und nicht in die Hohlräume
des Herstellungswerkzeugs eingebracht werden. Der mit der Aufschlämmung beschichtete
Träger
wird dann mit dem Herstellungswerkzeug so in Kontakt gebracht, dass
die Aufschlämmung
in die Hohlräume
des Herstellungswerkzeugs fließt.
Die übrigen
Schritte zum Herstellen des Schleifgegenstands sind die gleichen
wie oben schon angegeben.
-
Ein
anderes Verfahren ist in 4 veranschaulicht.
Der Träger 51 verlässt eine
Abwickelstation 52 und die Aufschlämmung 54 wird durch
die Beschichtungsstation 53 in die Hohlräume des
Herstellungswerkzeugs 55 schichtförmig eingetragen. Die Aufschlämmung kann
durch irgendeine der vielen vorher schon erwähnten Techniken schichtförmig auf
das Werkzeug aufgetragen werden. Wiederum ist es möglich, die
Aufschlämmung vor
dem schichtförmigen
Auftragen zum Reduzieren der Viskosität zu erhitzen und/oder die
Aufschlämmung Ultraschall
zu unterwerfen. Während
des schichtförmigen
Auftragens sollte die Bildung von Luftblasen so gering wie möglich gehalten
werden. Daraufhin werden der Träger
und das die Schleifaufschlämmung
enthaltende Herstellungswerkzeug mit einer Haltewalze 56 derart
in Kontakt gebracht, dass die Aufschlämmung die vordere Fläche des
Trägers
benetzt. Als Nächstes
wird der Bindemittelvorläufer
in der Aufschlämmung
zumindest teilweise durch Aussetzen einer Energiequelle 57,
die Strahlung in mindestens einem Teil des UV-Spektrums/sichtbaren
Spektrums im Bereich von 395 Nanometern bis etwa 500 Nanometern
bietet, und anderen wahlweisen Energiequellen gegenüber, ausgehärtet. Auf
diese mindestens teilweise Aushärtung
hin wird die Aufschlämmung
in einen Schleifverbundstoff 59 umgewandelt, der an den
Träger
gebunden oder daran angeheftet wird. Der dabei entstehende Schleifgegenstand
wird von dem Herstellungswerkzeug durch Halterollen 58 entfernt
und auf eine Umspulstation 60 gewunden. Bei dieser Methode
ist der bevorzugte Träger
eine Polyesterfolie.
-
Bezüglich letzteren
Verfahrens kann die Aufschlämmung
als Alternative direkt auf die vordere Fläche des Trägers schichtförmig aufgetragen
werden. Der mit der Aufschlämmung
beschichtete Träger
wird dann mit dem Herstellungswerkzeug so in Kontakt gebracht, dass
die Aufschlämmung
die Hohlräume
des, Herstellungswerkzeugs innen benetzt. Die übrigen Schritte zur Herstellung
des Schleifgegenstands sind die gleichen wie oben schon angegeben.
-
Das
durch freie Radikale polymerisierbare Harz wird durch Strahlungsenergie
in mindestens einem Teil des UV-Spektrums/Spektrums des sichtbaren
Lichts im Bereich von etwa 395 Nanometern bis etwa 500 Nanometern
ausgehärtet.
Die Strahlungsenergie kann durch das Herstellungswerkzeug übertragen
werden, so lange das Herstellungswerkzeug die Strahlungsenergie
nicht wesentlich absorbiert. Außerdem
sollte die Strahlungsenergie das Herstellungswerkzeug nicht wesentlich
beschädigen.
-
Bei
jedem der Verfahren, bei dem ein gemustertes Werkzeug mit einer
Aufschlämmung
beschichtet wird, ist es äußerst vorteilhaft,
wenn die Aufschlämmung
eine Viskosität
besitzt, die es der Aufschlämmung erlaubt,
die Vertiefungen oder Hohlräume
in der bemusterten Oberfläche
zu füllen.
-
Da
das Muster des Herstellungswerkzeugs den erfindungsgemäßen Schleifgegenständen ein
Muster verleiht, sind diese Verfahren bei der Herstellung „strukturierter" Schleifgegenstände besonders
nützlich.
Ein strukturierter Schleifgegenstand ist ein Schleifgegenstand,
bei dem Verbundstoffe, die in einem Bindemittel verteilte Schleifteilchen
umfassen, eine genaue Gestalt besitzen.
-
In
einigen Fällen
sind die die Gestalt bildenden Grenzen planar. Bei Gestalten, die
Ebenen aufweisen, liegen mindestens drei Ebenen vor. Die Anzahl
von Ebenen bei einer vorgegebenen Gestalt kann je nach der erwünschten
Geometrie verschieden sein, beispielsweise kann die Anzahl von Ebenen
zwischen drei und mehr als 20 liegen. Im Allgemeinen liegen zwischen
drei und zehn Ebenen, bevorzugt zwischen drei und sechs Ebenen vor.
Diese Ebenen überschneiden
sich unter Bildung der erwünschten
Gestalt und die Winkel, in denen sich diese Ebenen überschneiden,
bestimmen die Gestaltsdimensionen.
-
Die
Gestalt des Schleifverbundstoffs kann irgendeine Gestalt sein, sie
ist jedoch bevorzugt eine geometrische Gestalt wie beispielsweise
eine rechteckige, kegelförmige,
halbkreisförmige,
kreisförmige,
dreieckige, viereckige, sechseckige, pyramidenförmige, achteckige und dergleichen.
Die bevorzugten Gestalten sind Pyramiden und abgestumpfte Pyramiden,
wobei die Grundflächen
entweder drei- oder vierseitig sind. Es wird auch vorgezogen, dass
der Querschnittsoberflächenbereich
des Schleifverbundstoffs vom Träger
weg abnimmt. Dieser unterschiedliche Oberflächenbereich führt zu einem
nicht gleichförmigen
Druck bei der Abnutzung des Schleifverbundstoffs während der
Verwendung. Zu sätzlich
führt dieser
unterschiedliche Oberflächenbereich
während
der Herstellung des Schleifgegenstands zu einem leichteren Ablösen des
Schleifverbundstoffs von dem Herstellungswerkzeug. Im Allgemeinen
liegen mindestens 5 einzelne Schleifverbundstoffe pro Quadrat-cm
vor. In einigen Fällen
können
mindestens 500 einzelne Schleifverbundstoffe/Quadrat-cm vorliegen.
-
Zusätzliche
Schritte zum Herstellen von Schleifgegenständen diesen Verfahren entsprechend
sind noch weiter in der US-Patentschrift Nr. 5,152,917 und in dem
am 14. Januar 1993 zum Patent angemeldeten USSN 08/004,929 (Spurgeon
et al.) beschrieben. Willkürlich
gestaltete Schleifverbundstoffe können durch die in der gleichzeitig
anhängigen,
am 13. September 1993 eingereichten Anmeldung, Serien-Nr. 08/120.300
beschriebenen Verarbeitung und verfahren hergestellt werden. Bei
dieser Ausgestaltung der Erfindung weisen mindestens 10%, bevorzugt
mindestens 30%, noch bevorzugter mindestens 50% und am bevorzugtesten
mindestens 60% der Schleifverbundstoffe einen daneben liegenden
Schleifverbundstoff auf, der eine andere Dimension besitzt. Diese
verschiedenen Dimensionen können
die Gestalt des Verbundstoffs, den Winkel zwischen Ebenengrenzen
oder Dimensionen des Schleifverbundstoffs betreffen. Das Ergebnis
dieser verschiedenen Dimensionen bei benachbarten Schleifverbundstoffen
führt zu
einem Schleifgegenstand, der eine relativ feinere Oberflächenbeschaffenheit
auf dem Arbeitsstück,
das geschliffen oder verfeinert wird, bildet.
-
Herstellungsverfahren
für Schleifgegenstände
-
Beschichtete
Schleifgegenstände
können
unter Verwendung der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen hergestellt werden.
-
Trägermaterialien für beschichtete
Schleifmittel
-
Der
Träger
kann aus irgendeiner Anzahl verschiedener Materialien bestehen,
die bei der Herstellung beschichteter Schleifmittel herkömmlicherweise
als Träger
verwendet werden, wie beispielsweise Papier, Gewebe, Folie, vulkanisierte
Faser, gewebte und nicht gewebte Materialien und dergleichen oder
eine Kombination von zwei oder mehreren dieser Materialien oder
behandelter Versionen derselben. Die Wahl von Trägermaterialien hängt von
der beabsichtigten Anwendung des Schleifgegenstands ab. Die Stärke des
Trägers
sollte ausreichen, um dem Zerreißen oder anderer Beschädigung während der
Verwendung zu widerstehen und die Dicke und Glätte des Trägers sollten es erlauben, die
für die
beabsichtigte Anwendung erwünschte
Produktdicke und -glätte
zu erzielen. Die Haftung der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzung oder eines anderen Bindemittels am Träger sollte
ebenfalls ausreichen, um ein signifikantes Ablösen einzelner Schleifteilchen
oder der Schleifbeschichtung während
der normalen Verwendung zu verhindern. Bei einigen Anwendungen ist
es auch vorzuziehen, dass der Träger
wasserfest ist. Die Dicke des Trägers
sollte ausreichen, um die für
die beabsichtigte Anwendung erwünschte
Stärke
zu bieten; er sollte jedoch nicht so dick sein, dass die erwünschte Biegsamkeit
des beschichteten Schleifprodukts beeinträchtigt wird. Für das Läppen beschichteter
Schleifmittel besteht ein bevorzugter Träger aus Polymerfolie wie beispielsweise
Polyesterfolie und die Folie sollte mit einem Material wie beispielsweise
Ethylenacrylsäurecopolymer
zum Unterstützen
der Haftung der erfindungsgemäßen Aufschlämmung oder
Dispersion und des gebildeten Schleifverbundstoffs an der Folie
grundiert werden. Es wird eventuell vorgezogen, einen für UV-Strahlung/Strahlung
im sichtbaren Bereich durchsichtigen Träger zu verwenden.
-
Im
Falle eines gewebten Trägers
wird es manchmal vorgezogen, vor dem Aufbringen einer erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzung, die Zwischenräume
des Trägers
mit mindestens einer Beschichtung zu füllen. Zu diesem Zweck verwendete
Beschichtungen werden Sättigungsmittel,
Rück- oder
Vorschlichte-Beschichtungen,
wie vorher schon beschrieben, genannt, je nachdem, wie und auf welche Oberfläche des
Trägers
die Beschichtung aufgebracht wird.
-
Der
Träger
kann ein Laminat von Trägern
umfassen, das durch Laminieren von zwei oder mehr Schichten entweder ähnlicher
oder unähnlicher
Trägermaterialien
hergestellt wird. Beispielsweise kann der Träger auf ein steiferes, starreres
Substrat wie eine Metallplatte unter Bildung eines beschichteten
Schleifgegenstands laminiert werden, der eine auf einem steifen
Substrat getragene Schleifbeschichtung aufweist.
-
Die
Oberfläche
des Trägers,
die die Schleifbeschichtung nicht enthält, kann auch einen druckempfindlichen
Klebstoff oder einen Teil eines Befestigungssystems vom Haken- und
Schleifentyp enthalten, so dass der Schleifgegenstand an einem Stützkissen
befestigt werden kann. Beispiele druckempfindlicher Klebstoffe, die
für diesen
Zweck geeignet sind, umfassen Klebstoffe auf Kautschuk basis, Klebstoffe
auf Acrylatbasis und Klebstoffe auf Siliconbasis.
-
Schleifteilchen
-
Einzelne
Schleifteilchen können
unter denjenigen ausgewählt
werden, die im Allgemeinen in der Schleiftechnik verwendet werden;
jedoch werden die Schleifteilchen (Größe und Zusammensetzung) mit Rücksicht
auf die Anwendung des Schleifgegenstands gewählt. Beim Wählen eines geeigneten Schleifteilchens
können
Eigenschaften wie Lichtabsorption, Härte, Verträglichkeit mit dem beabsichtigten
Arbeitsstück, die
Teilchengröße, Reaktivität mit dem
Arbeitsstück
sowie die Wärmeleitfähigkeit
in Betracht gezogen werden. Ein Schlüsselaspekt der vorliegenden
Erfindung besteht darin, dass Schleifteilchen, die vorher als farblich
zu dunkel betrachtet worden waren, um in additionspolymerisierbaren
Bindemittelsystemen nützlich
zu sein, nun verwendet werden können,
und zwar in ziemlich bedeutenden Gewichtsprozentsätzen. Das
ist ziemlich wichtig, da die dunkleren Mineralien wie beispielsweise
braunes hitzebehandeltes Aluminiumoxid typischerweise einen höheren Schliff
erreichen als weißes
Aluminiumoxid der gleichen Qualität. (Schwarzes Siliciumcarbid kann
in den erfindungsgemäßen Zusammensetzungen
verwendet werden, jedoch nur in geringeren Mengen oder in Kombination
mit heller farbigen Schleifteilchen wie grünem Siliciumcarbid.)
-
Die
Zusammensetzung von Schleifteilchen, die bei der Erfindung nützlich sind,
kann in zwei Klassen unterteilt werden: natürliche Schleifmittel und hergestellte
Schleifmittel. Beispiele nützlicher
natürlicher
Schleifmittel umfassen: Diamant, Korund, Schmirgel, Granat (rötliche Farbe),
Kalkstein, Hornstein, Quarz, Sandstein, Chalcedon, Flintstein, Quarzit,
Siliciumdioxid, Flurspar, Bimsstein und Kalk. Beispiele hergestellter
Schleifmittel umfassen: Borcarbid, kubisches Bornitrit, Elektrokorund,
Keramikaluminiumoxid, hitzebehandeltes Aluminiumoxid (sowohl braunes
als auch dunkelgraues), Aluminiumoxid-Zirkoniumdioxid, Glas, Siliciumcarbid
(bevorzugt grünes,
obwohl geringe Mengen von schwarzem toleriert werden können), Eisenoxide,
Tantalcarbid, Ceroxid, Zinnoxid, Titancarbid, synthetischer Diamant,
Mangandioxid, Zirkonoxid und Siliciumnitrit.
-
Schleifteilchen,
die bei der Erfindung nützlich
sind, weisen typischerweise und bevorzugt eine Teilchengröße im Bereich
von etwa 0,1 Mikrometern bis etwa 1500 Mikrometern, noch bevorzugter
im Bereich von 0,1 Mikrometern bis etwa 1300 Mikrometern auf. Es
wird vorgezogen, dass bei der Erfindung verwendete Schleifteilchen
eine Mohssche Härte
von mindestens 8, noch bevorzugter über 9 aufweisen; jedoch können für spezifische
Anwendungen Teilchen mit einer Mohsschen Härte von weniger als 8 verwendet
werden.
-
Der
Begriff „Schleifteilchen" umfasst Agglomerate
einzelner Schleifteilchen. Ein Schleifagglomerat wird gebildet,
wenn eine Mehrzahl von Schleifteilchen mit einem Bindemittel zusammengebunden
werden unter Bildung eines größeren Schleifteilchens,
das eine spezifische Teilchenstruktur aufweisen kann. Die Mehrzahl
von Teilchen, die das Schleifagglomerat bildet, kann mehr als einen
Typ Schleifteilchen umfassen und das verwendete Bindemittel kann
gleich wie die zum Binden des Agglomerats an einen Träger verwendeten
Bindemittel oder verschieden sein.
-
Präzise gestalte
Schleifteilchen können
ebenfalls verwendet werden. Diese präzise gestalteten Schleifteilchen
werden im Wesentlichen durch Beschichten eines strukturierten Werkzeugs,
das demjenigen gleicht, das hier für die Herstellung strukturierter
Schleifteilchen beschrieben worden ist, mit einer Aufschlämmung von
Schleifteilchen und Bindemittelvorläufern, Aushärten des Bindemittelvorläufers und
Ablösen
der entstehenden Verbundstoffe von dem Werkzeug durch Aussetzen
des Werkzeugs einem Ultraschallhorn gegenüber bei etwa 20.000 Hz hergestellt.
-
Wahlweise
Bindemittelvorläufer-Zusatzmittel
-
Die
erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen mit oder ohne Schleifteilchen, und deshalb die
ausgehärteten
Bindemittel, können
auch wahlweise Zusatzmittel umfassen, die dem mit der Schleiftechnik
bekannten Fachmann allgemein bekannt sind, wie beispielsweise Fasern,
Schmiermittel, Netzmittel, Tenside, Pigmente, Farbstoffe, Weichmacher,
Suspendiermittel, Füllstoffe
(einschließlich
Schleifhilfsmittel), Rheologiemodifikatoren, Haftvermittler und
dergleichen. Die Menge dieser Materialien hängt von den erwünschten
Eigenschaften des Bindemittels und der endgültigen Verwendung des Schleifgegenstands, der
hergestellt wird, ab.
-
A. Füllstoffe und Schleifhilfsmittel
-
Bindemittel,
die zum Herstellen von Schleifgegenständen verwendet werden, können Füllstoffe
enthalten und tun es bevorzugt auch. Füllstoffe sind typischerweise
organische oder anorganische teilchenförmige Stoffe, die innerhalb
des Harzes dispergiert sind und entweder den Bindemittelvorläufer oder
die Eigenschaften des ausgehärteten
Bindemittels oder beides modifizieren oder einfach verwendet werden
können,
um die Kosten zu reduzieren.
-
Der
Zusatz eines Füllstoffs
erhöht
typischerweise zumindest bis zu einem gewissen Grad die Härte und
Zähigkeit
des ausgehärteten
Bindemittels. Typischerweise und bevorzugt ist der Füllstoff
ein anorganischer teilchenförmiger
Stoff mit einer durchschnittlichen Teilchengröße im Bereich von etwa 1 Mikrometer
bis etwa 100 Mikrometern, bevorzugt von etwa 5 Mikrometern bis etwa
50 Mikrometern und am bevorzugtesten von etwa 10 bis etwa 25 Mikrometern.
Außerdem
besitzt der Füllstoff
bevorzugt ein spezifisches Gewicht im Bereich von 1,5 bis 4,50 und
die durchschnittliche Teilchengröße des Füllstoffs
beträgt
bevorzugt weniger als die durchschnittliche Teilchengröße der Schleifteilchen,
je nach der endgültigen
Verwendung des Gegenstands.
-
Beispiele
nützlicher
nicht reaktiver Füllstoffe
für diese
Erfindung umfassen: Metallcarbonate wie Calciumcarbonat (in Form
von Kreide, Calcit, Glaukonit, Kalktuff, Marmor oder Kalkstein),
Calciummagnesiumcarbonat, Natriumcarbonat und Magnesiumcarbonat;
Siliciumdioxide wie Quarz, Glasperlen, Glaskugeln und Glasfasern;
Silicate wie Talk, Tone, Feldspat, Glimmer, Calciumsilicat, Calciummetasilicat,
Natriumaluminosilicat und Natriumsilicat; Metallsulfate wie Calciumsulfat,
Bari umsulfat, Natriumsulfat, Aluminiumnatriumsulfat und Aluminiumsulfat;
Gips; Vermiculit; Holzmehl; Aluminiumtrihydrat; Ruß; Metalloxide
wie Calciumoxid (Kalk), Aluminiumoxid, Titandioxid, Aluminiumhydroxid,
Aluminiumoxidmonohydrat; und Metallsulfite wie Calciumsulfit.
-
Im
Allgemeinen sind Füllstoffe
anorganische teilchenförmige
Stoffe, die Materialien umfassen, die mit Bezug auf die Schleiffläche, auf
die die Schleifmittel einwirken, im Wesentlichen inert oder nicht
reaktiv sind. Gelegentlich werden jedoch aktive (d.h. reaktive)
Füllstoffe
verwendet, die in der Schleiftechnik manchmal als Schleifhilfsmittel
bezeichnet werden. Diese Füllstoffe
treten während
der Verwendung vorteilhaft mit der Schleifoberfläche in Wechselwirkung. Insbesondere
glaubt man im Stand der Technik, dass das Schleifhilfsmittel entweder
1) die Reibung zwischen den Schleifteilchen und dem zu schleifenden
Arbeitsstück
reduzieren, 2) die Schleifteilchen am „Verkappen" hindern kann, d.h. die Metallteilchen
daran hindern kann, oben auf die Schleifteilchen aufgeschweißt zu werden,
3) die Grenzflächentemperatur
zwischen den Schleifteilchen und dem Arbeitsstück reduzieren oder 4) die erforderliche
Schleifkraft reduzieren kann.
-
Schleifhilfsmittel
umfassen eine umfangreiche Reihe verschiedener Materialien und können auf
anorganischer oder organischer Basis beruhen. Beispiele chemischer
Gruppen von Schleifhilfsmitteln, die bei dieser Erfindung nützlich sind,
umfassen Wachse, organische Halogenidverbindungen, Halogenidsalze
und Metalle und ihre Legierungen. Die organischen Halogenidverbindungen
zersetzen sich typischerweise während des
Schleifens und geben eine Halogensäure oder eine gasförmige Halo genverbindung
frei. Beispiele derartiger Materialien umfassen chlorierte Wachse,
wie Tetrachlornaphthalin, Pentachlornaphthalin; und Polyvinylchlorid.
Beispiele von Halogenidsalzen umfassen Natriumchlorid, Kaliumkryolith,
Natriumkryolith, Ammoniumkryolith, Kaliumtetrafluorborat, Natriumtetrafluorborat,
Siliciumfluoride, Kaliumchlorid, Magnesiumchlorid. Beispiele von
Metallen umfassen Zinn, Blei, Wismuth, Cobalt, Antimon, Cadmium,
Eisen und Titan. Andere verschiedene Schleifhilfsmittel umfassen
Schwefel, organische Schwefelverbindungen, Graphit und Metallsulfide. Die
oben erwähnten
Beispiele von Schleifhilfsmitteln sollen eine repräsentative
Angabe von Schleifhilfsmitteln sein und nicht alle Schleifhilfsmittel
umfassen.
-
Schleifhilfsmittel
werden bevorzugt in erfindungsgemäßen Aufschlämmungen und Bindemittelvorläuferdispersionen
in Mengen im Bereich von etwa 0,1 bis etwa 10 Trockengewichtsprozent,
noch bevorzugter 0,5 bis etwa 5,0 Gewichtsprozent, auf das Gesamtgewicht
der Bindemittelvorläuferlösung bezogen,
verwendet. Falls nichtreaktive Füllstoffe
verwendet werden, so können
sie in einer Menge bis zu 50 Trockengewichtsprozent verwendet werden.
-
Unter
den obigen neigen gewisse Tonarten dazu, eine kontrollierte Erosion
des Bindemittels zu erzeugen, das aus den erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen hergestellt wird, was beim Lappen von beschichteten
Schleifmitteln besonders wichtig ist.
-
B. Rheologiemodifikatoren
-
Rheologiemodifizierende
Teilchen können
den erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen zugesetzt werden, die die Wirkung besitzen, die
Viskosität
der Zusammensetzung zu verringern und die Absetzungsrate von Schleif-
und/oder Füllstoffteilchen
in den Bindemittelvorläufern
zu reduzieren. Der Zusatz von modifizierenden Teilchen, deren durchschnittliche
Teilchengröße bevorzugt
weniger als die durchschnittliche Teilchengröße der Schleif- oder Füllstoffteilchen
beträgt,
hat die Wirkung, die Viskosität schichtförmig auftragbarer
Zusammensetzungen zu reduzieren und die Schleif- und Füllstoffteilchen
ohne Rühren
länger
in Suspension zu halten.
-
Bevorzugt
beträgt
die durchschnittliche Teilchengröße der modifizierenden
Teilchen weniger als etwa 100 Millimikrometern, noch bevorzugter
weniger als etwa 50 Millimikrometern. Einzelne modifizierende Teilchen
können
bezüglich
ihrer Teilchengröße im Bereich
von etwa 1 Millimikrometer bis etwa 100 Millimikrometer, noch bevorzugter
im Bereich von etwa 10 Millimikrometern bis etwa 25 Millimikrometern
liegen, je nach der durchschnittlichen Teilchengröße der Schleif-
und/oder Füllstoffteilchen
in der schichtförmig
auftragbaren Zusammensetzung.
-
Bevorzugte
Füllstoffe
umfassen Siliciumdioxidteilchen, wie diejenigen, die von Degussa
Corp., Ridgefield Park, NJ unter den Handelsnamen „OX-50", „R-812" und „P-820" erhältlich sind,
wobei das erste ein amorphes Siliciumdioxid mit einer durchschnittlichen
Teilchengröße von 40
Millimikrometern, einem Oberflächenbereich
von 50 m2/g ist, das zweite ein hydrophobes
pyrogenes Kieselgel mit einer durchschnittlichen Teilchengröße von 7
Milli mikrometern und einem Oberflächenbereich von 260 m2/g und das dritte ein ausgefälltes Siliciumdioxid
mit einer durchschnittlichen Teilchengröße von 15 Millimikrometern
und einem Oberflächenbereich von
100 m2/g ist.
-
Amorphe
Siliciumdioxidteilchen, werden sie verwendet, sind bevorzugt mindestens
90% rein, noch bevorzugter mindestens 95% rein und am bevorzugtesten
mindestens 99% rein. Die Hauptverunreinigungen sind vor allem andere
Metalloxide wie Aluminiumoxid, Eisenoxid und Titandioxid. Amorphe
Siliciumdioxidteilchen neigen dazu, von kugelförmiger Gestalt zu sein und
eine Dichte zwischen 2,1 und 2,5 g/cm3 aufzuweisen.
-
Modifizierende
Teilchen, werden sie verwendet, liegen in den schichtförmig auftragbaren
Zusammensetzungen bevorzugt in etwa 0,01 Trockengewichtsprozent
bis etwa 30 Trockengewichtsprozent, noch bevorzugter etwa 0,05 bis
etwa 10 Gewichtsprozent und am bevorzugtesten etwa 0,5 bis etwa
5 Gewichtsprozent vor.
-
C. Haftvermittler
-
Die
erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen können
auch Haftvermittler enthalten, falls eine weitere Viskositätsverringerung
erforderlich ist, wie von DeWald, US-Patentschrift Nr. 4,871,376,
die hier summarisch eingefügt
wird, offenbart wird. Haftvermittler können auch so wirken, dass sie eine
stärkere
Bindung zwischen anorganischen Teilchen und organischen Bindemitteln
oder dem Träger
bilden.
-
Ein
Beispiel eines Haftvermittlers, das sich zur Verwendung bei dieser
Erfindung als geeignet erwiesen hat, ist die Verbindung γ-Methacryloxypropyltrimethoxysilan,
die unter dem Handelsnamen „A-174" von Union Carbide
Corporation erhältlich
ist. Andere geeignete Haftvermittler sind Zircoaluminate und Titanate.
Weitere Beispiele, die die Verwendung von Silan-, Titanat- und Zircoaluminat-Haftvermittlern
veranschaulichen, sind in der US-Patentschrift Nr. 4,871,376 offenbart.
-
Haftvermittler,
falls sie vorliegen, liegen typischerweise und bevorzugt im Bereich
von etwa 0,1 bis etwa 3,0 Trockengewichtsprozent, auf das Gesamttrockengewicht
der schichtförmig
auftragbaren Zusammensetzungen bezogen.
-
D. Farbstoffe, Pigmente
und Färbemittel
-
Die
erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen sind zum Herstellen farbiger Schleifgegenstände wie
farbiger Läppschleifgegenstände besonders
gut geeignet. Obwohl einige Farbstoffe als Sensibilisatoren (wie
oben erwähnt)
nützlich
sind, werden andere vor allem für ästhetische
Zwecke verwendet.
-
Geeignete
und bevorzugte Verbindungen für
das Einarbeiten in die erfindungsgemäßen Schleifgegenstände sind
organische Farbstoffverbindungen, anorganische Pigmente und polymere
Färbemittel.
Geeignete anorganische Pigmente, die bei der Erfindung nützlich sind,
umfassen Ruß,
Titandioxid, Chromoxid, gelbes Eisenoxid, rotes Eisenoxid, Metallferrite
und Mischungen derselben. Geeignete organische Farbstoffe umfassen Verbindungen
wie Phthalocyanin grün
und Phthalocyanin blau.
-
Geeignete
polymere Färbemittel
umfassen diejenigen, die unter den Handelsnamen „Reactint Blue X17AB", „Reactint
Yellow X15", „Reactint
Red X52" und „Reactint
Orange X38" bekannt
sind, die alle von Milliken Research Corporation, Spartanburg, SC,
erhältlich
sind. Diese polymeren Färbemittel
sind zum Einarbeiten in ein Harz unter Bildung von kovalenten Bindungen
zwischen reaktiven Anteilen des Harzes und des Färbemittels geeignet. Sie besitzen
die folgende allgemeine Formel: R-(polymerer
Bestandteil-X)n wobei R ein
organisches Farbstoffradikal ist; der polymere Bestandteil aus Polyalkylenoxiden
und Copolymeren von Polyalkylenoxiden ausgewählt wird, in denen der Alkylenanteil
des polymeren Bestandteils 2 oder mehr Kohlenstoffatome enthält und ein
derartiger polymerer Bestandteil eine durchschnittliche Molmasse
von etwa 44 bis etwa 1500, noch bevorzugter im Bereich von etwa
80 bis etwa 800 aufweist, n eine ganze Zahl von 1 bis etwa 6 ist;
und X unter -OH, -NH2 und -SH ausgewählt wird.
Verbindungen innerhalb dieser allgemeinen Formel werden insbesondere
in der US-Patentschrift Nr. 4,284,729 beschrieben. Obwohl die .729
Patentschrift ihre Verwendung in Duroplastharzen beschreibt, beschreibt
die US-Patentschrift Nr. 4,812,141 ihre Verwendung in thermoplastischen
Harzsystemen.
-
Das
organische Farbstoffradikal R kann sehr unterschiedlich sein, und
zwar in hohem Maße
je nach der erwünschten
Farbe und den erwünschten
Eigenschaften des endgültigen
Schleifprodukts. Bevorzugt kann das organische Farbstoffradikal
R zur erfindungsgemäßen Verwendung
unter Nitroso-, Nitro-, Azo-, einschließlich Monoazo-, Diazo- und
Triazo-, Diarylmethan-, Triaryl methan-, Xanthen-, Acriden-, Methin-,
Thiazol-, Indamin-, Azin-, Oxazin- oder Anthrachinon-Farbstoffradikalen
ausgewählt
werden. Besonders nützlich
sind die Azo-, Anthrachinon- und Triarylmethan-Farbstoffradikale.
-
Der
polymere Bestandteil der Färbemittel
in der obigen allgemeinen Formel kann irgendein geeigneter polymerer
Bestandteil sein, der das dabei gebildete Färbemittel flüssig macht.
Typisch für
derartige polymere Bestandteile, die an das Farbstoffradikal angelagert
werden können,
sind die polymeren Epoxide, wie beispielsweise die Polyalkylenoxide
und Copolymere derselben. Typische Polyalkylenoxide und Copolymere
derselben, die zum Bereitstellen flüssiger Färbemittel verwendet werden
können,
sind Polyethylenoxide, Polypropylenoxide, Polybutenoxide, Copolymere
von Polyethylenoxiden, Polypropylenoxiden und Polybutenoxiden und
andere Copolymere, einschließlich
Blockcopolymere, bei denen der Hauptteil des polymeren Bestandteils aus
Polyethylenoxid, Polypropylenoxid und/oder Polybutenoxid besteht.
Derartige polymere Bestandteile können eine durchschnittliche
Molmasse im Bereich von etwa 44 bis etwa 1500, bevorzugt von etwa
80 bis etwa 800 besitzen.
-
Die
oben erwähnten
polymeren Färbemittel,
die unter dem Handelsnamen „Reactint" bekannt sind, weisen
-OH als X-Gruppe
auf. Bei derartigen Färbemitteln
kann eine „Hydroxylzahl" angegeben werden,
um das Färbemittel
noch näher
zu kennzeichnen, wobei:
die Hydroxylzahl = 56.100/(Hydroxyl-Äquivalenzgewicht),
wobei „Hydroxyl-Äquivalenzgewicht" das Hydroxyl-Äquivalenzgewicht
des polymeren Färbemittels
ist. Die in den erfindungsgemäßen Beispielen
verwendeten Färbemittel
weisen folgende Hydroxylzahlen auf:
| Polymeres
Färbemittel | Hydroxylzahl |
| „Reactint
Blue X17AB" | 210 |
| „Reactint
Yellow X15" | 84 |
| „Reactint
Red X52" | 150 |
| „Reactint
Orange X38" | 105 |
-
Die
Menge und der Typ des Farbstoffs, Pigments und/oder Färbemittels,
die verwendet werden kann, kann je nach dem einzelnen Harz, Photoinitiatorsystem
und anderen vorliegenden Zusatzmitteln unterschiedlich sein. Die
erwünschte
Menge und der erwünschte
Typ können
auch je nach der Verwendung des Gegenstands verschieden sein. Wenn
polymere Färbemittel,
die unter dem Handelsnamen „Reactint" bekannt sind, in
einer Aufschlämmung
von weißem
Aluminiumoxid von 40 Mikrometern (69 Teile), amorphem Siliciumdioxid, das
unter dem Handelsnamen „OX-50" bekannt ist (1 Teil),
Haftvermittler, der unter dem Handelsnamen „A-174" bekannt ist (1 Teil), Harz (29 Teile
einer Mischung, die aus 50 Teilen TATHEIC, 50 Teilen TMPTA und 1
Teil Photoinitiator besteht), wäre
eine typische Menge von blauem Färbemittel,
das von Milliken Corp., Spartanburg, SC erhältlich und unter dem Handelsnamen „Reactint
Blue X17AB" bekannt
ist, etwa 0,3 Teile. Es wird angenommen, dass diese Menge im Bereich
von 0,1 Teil bis zu etwa 2 Teilen liegen könnte.
-
Gebundene
Schleifmittel
-
Zum
Herstellen eines gebundenen Schleifmittels wird eine erfindungsgemäße Aufschlämmung hergestellt,
die im Wesentlichen aus einem polymerisierbaren Harz, Schleifteilchen
und Photoinitiatorsystem besteht. wahlweise können auch Haftvermittler in
die Aufschlämmung
eingearbeitet werden, bevor die Aufschlämmung in eine Form gegossen
wird. Wird ein Silanhaftvermittler verwendet, so ist es eventuell
nicht notwendig, die Innenfläche
der Form mit einem Entformungsmittel zu beschichten. Falls jedoch
erwünscht,
so kann ein Entformungsmittel auf die Oberfläche der Form, die der Aufschlämmung ausgesetzt
werden soll, schichtförmig
aufgebracht werden, wie beispielsweise das unter dem Handelsnamen „IMS Silicon
Spray Parting Agent",
Nr. S-512 bekannte Entformungsmittel. Als Alternative könnte die
Form eine nichtklebende Oberfläche
besitzen, die aus einem Material wie Polytetrafluorethylen oder
dergleichen hergestellt ist.
-
Die
Aufschlämmung
wird dann in die ausgewählte
Form gegossen und darauf hin Aushärtungsbedingungen, wie vorher
schon beschrieben, ausgesetzt. Wahlweise kann während des Aushärtens Druck
auf das System aufgebracht werden. Sobald das Harz ausgehärtet ist,
wird das dabei entstehende gebundene Schleifmittel aus der Form
entfernt.
-
Nichtgewebte
Schleifgegenstände
-
Nichtgewebte
Schleifgegenstände
umfassen eine offene, voluminöse,
dreidimensionale Endlosbahn von Fasern, die an Punkten, an denen
sie mit einem Bindemittel in Kontakt stehen, miteinander verbunden sind.
Das Bindemittel einer derartigen Konstruktion kann unter Verwendung
der erfindungsgemäßen schichtförmig auftragbaren
Zusammensetzungen hergestellt werden, wobei das Binde mittel durch
irgendeine einer Anzahl geeigneter Techniken wie beispielsweise
Walzenbeschichten, Sprühbeschichten
und dergleichen aufgebracht werden kann. Schleifteilchen können an
den Fasern befestigt sein oder auch nicht. Verfahren zum Herstellen
nichtgewebter Endlosbahnsubstrate für nichtgewebte Schleifgegenstände sind
in der US-Patentschrift Nr. 3,688,453 (Legacy et al.) beschrieben.
-
Verfahren
zum Schleifen einer Arbeitsstückoberfläche
-
Eine
andere Ausgestaltung dieser Erfindung betrifft ein Verfahren zum
Schleifen einer Oberfläche,
insbesondere von Metalloberflächen.
Dieses Verfahren beinhaltet, dass ein erfindungsgemäßer Schleifgegenstand
in Reibungskontakt mit einem Arbeitsstück gebracht wird, das eine
Metalloberfläche
aufweist. Der Begriff „Schleifen" bedeutet, dass ein
Teil des Metallarbeitsstücks
durch den Schleifgegenstand abgeschliffen oder entfernt wird. Außerdem wird
die mit der Arbeitsstückoberfläche assoziierte
Oberflächenbeschaffenheit
während
dieses Vorgangs typischerweise und bevorzugt verfeinert. Ein typisches
Oberflächenbeschaffenheitsmaß ist Ra; Ra ist die arithmetische
Oberflächenbeschaffenheit,
die im Allgemeinen in Mikrozoll oder Mikrometern gemessen wird.
Die Oberflächenbeschaffenheit
kann durch ein Profilmesser wie beispielsweise diejenigen, die unter
den Handelsnamen „Perthometer
M4P" (von Mahrseinpruef
Cor; Cincinnati, OH erhältlich)
und „Surtronic 3" (von Taylor Hobson
Inc. hergestellt und von Mausmer Equipment Company, East Meadow,
NY, erhältlich) bekannt
sind, gemessen werden.
-
Das
Metallarbeitsstück
kann aus irgendeinem Typ Metall wie beispielsweise Weichstahl, Edelstahl,
Titan, Metalllegierungen, exotischen Metalllegierungen und dergleichen
bestehen. Das Arbeitsstück
kann flach sein oder es kann eine Gestalt oder eine Kontur damit
assoziiert sein.
-
Je
nach der Anwendung kann die Kraft an der Schleifgrenzfläche im Bereich
von etwa 0,1 kg bis über 1.000
kg liegen. Im Allgemeinen liegt die Kraft an der Schleifgrenzfläche im Bereich
zwischen 1 kg und 500 kg. Je nach der Anwendung, kann während des
Schleifens auch eine Flüssigkeit
vorliegen. Diese Flüssigkeit
kann Wasser und/oder eine organische Verbindung sein. Beispiele
typischer organischer Verbindungen umfassen Schmiermittel, Öle, emulgierte
organische Verbindungen, Schneidflüssigkeiten, Seifen und dergleichen.
Diese Flüssigkeiten
können
auch andere Zusatzmittel wie Entschäumungsmittel, Entfettungsmittel,
Korrosionshemmer oder dergleichen enthalten. Der Schleifgegenstand
kann während
der Anwendung sich an der Schleifgrenzfläche hin- und herbewegen. In
einigen Fällen
führt dieses
Hin- und Herbewegen zu einer feineren Oberfläche auf dem Arbeitsstück, das
geschliffen wird.
-
Die
erfindungsgemäßen Schleifgegenstände können von
Hand oder in Verbindung mit einer Maschine verwendet werden. Mindestens
einer oder beide von dem Schleifgegenstand und dem Arbeitsstück wird/werden
während
des Schleifens mit Bezug den anderen bzw. das andere bewegt. Der
Schleifgegenstand kann in ein Band, eine Bandrolle, Scheibe, Platte
und dergleichen umgewandelt werden. Für Bandanwendungen werden die
beiden freien Enden einer Schleifplatte zusammengefügt und es
wird eine Spleißstelle
gebildet. Es liegt auch innerhalb des Umfangs dieser Erfindung,
ein spleißloses
Band zu verwenden, wie dasjenige, das in der schwebenden, am 8.
Juli 1993 veröffentlichten
Anmeldung unter dem Vertrag über
die Internationale Zusammenarbeit auf dem Gebiet des Patentwesens
Nr. 9312911 des Rechtsnachfolgers beschrieben ist. Im Allgemeinen
geht das Endlosschleifband über
mindestens eine Leitrolle und eine Walze oder ein Kontaktrad. Die Härte der
Walze oder des Kontaktrads wird so eingestellt, dass die erwünschte Schliffrate
und Arbeitsstück-Oberflächenbeschaffenheit
erzielt werden. Die Geschwindigkeit des Schleifbands hängt von
der erwünschten
Schliffrate und Oberflächenbeschaffenheit
ab. Die Banddimensionen können
im Bereich von etwa 5 mm bis 1.000 mm Breite und von etwa 5 mm bis
10.000 mm Länge
liegen. Schleifstreifenbänder
sind kontinuierliche Längen
der Schleifgegenstände.
Sie können
bezüglich
der Breite im Bereich von etwa 1 mm bis 1.000 mm, im Allgemeinen
zwischen 5 mm und 250 mm liegen. Die Schleifstreifenbänder werden
gewöhnlich abgewickelt,
gehen über
ein Stützkissen,
das das Streifenband gegen das Arbeitsstück drückt und werden dann wieder
aufgewickelt. Die Schleifstreifenbänder können kontinuierlich durch die
Schleifgrenzfläche
geführt und
mit einem Index versehen werden. Die Schleifscheibe kann bezüglich des
Durchmessers im Bereich von etwa 50 mm bis 1.000 mm liegen. Typischerweise
werden Schleifscheiben durch Befestigungsvorrichtungen an einem
Trägerkissen
befestigt. Diese Schleifscheiben können sich mit einer Geschwindigkeit
zwischen 100 und 20.000 Umdrehungen pro Minute, typischerweise zwischen
1.000 und 15.000 Umdrehungen pro Minute, drehen.
-
Bei
einer bevorzugten Ausführungsform
betrifft die vorliegende Anmeldung eine schichtförmig auftragbare Zusammensetzung
nach einem der Ansprüche
1 bis 7 und Verfahren für
ihre Herstellung nach einem der Ansprüche 8 bis 11.
-
Prüfmethoden
-
Prüfverfahren I: Prüfung der
Qualität
der Oberflächenbeschaffenheit
(Ra)
-
Die
Qualität
der Oberflächenbeschaffenheit
wurde dem häufig
verwendeten statistischem Parameter „Ra" entsprechend gemessen,
bei dem es sich um ein Maß der
durchschnittlichen Oberflächenrauheit
handelt. Ra wird in der Veröffentlichung „An Introduction
to Surface Texture and Part Geometry" (Eine Einführung in die Oberflächentextur
und Teilegeometrie) von Industrial Metal Products Incorporated,
als arithmetischer Durchschnitt der Kratztiefe in Mikrozoll definiert.
Der ideale Fall ist, wenn eine große Menge Material von einem
Arbeitsstück
entfernt („abgeschliffen") wird, während der
Ra niedrig ist.
-
Prüfverfahren II: Roboterbandschleiftest
-
Der
ausgehärtete
Schleifgegenstand wurde in ein Endlosband (7,6 cm Breite × 335 cm
Länge)
verwandelt und die Schliffleistung auf einer Oberflächenschleifvorrichtung
konstanter Belastung gemessen. Ein vorher gewogenes Arbeitsstück aus Flusseisen
1018 von etwa 2,5 cm × 5
cm × 18
cm wurde in der Prüfstückhalterung
montiert und das Arbeitsstück
senkrecht in dem Apparat positioniert, wobei die 2,5 cm × 18 cm
große Fläche einem
gezahnten Kautschukkontaktrad (mit einem Durchmesser von etwa 36
cm und einer Shore-A-Durometerhärte
von 85) gegenüber
lag, wobei eine Abquetschfläche
auf der anderen lag. Das Endlosband wurde so über das Kautschuk-Kontaktrad
gelegt, dass die Schleifoberfläche
des Bands das Arbeitsstück
kontaktierte. Das Arbeitsstück
wurde dann mit einer Geschwindigkeit von 20 Zyklen pro Minute durch eine
18 cm-Bahn hin und her bewegt, während
das Band, das mit einer Geschwindigkeit von ca. 2050 Metern pro
Minute gedreht wurde, durch einen Tauchkolben unter Federspannung
gegen das Arbeitsstück
gedrückt wurde,
welcher Tauchkolben eine Belastung von 4,5 Kilogramm aufrechterhielt.
Der anfängliche
Schliff wurde nach einer verflossenen Schleifzeit von einer Minute
bestimmt, woraufhin das Arbeitsstück entfernt und nochmals gewogen
wurde, um die Menge an Material, das entfernt worden war, zu bestimmen.
Der Vorgang wurde in Abständen
von einer Minute wiederholt, wobei ein neues Arbeitsstück in der
Prüfstückhalterung
vor Beginn eines neuen Schleifzyklus positioniert wurde. Der Endpunkt
der Prüfung
erfolgte nach 20 vollständigen
Schleifzyklen und die Angabe bezüglich
des endgültigen
Schliffs war der Schliff, der beim 20. Schmirgelzyklus gemessen
wurde.
-
Prüfverfahren III: Leitwirkung
beim Scheibentest
-
Eine
Scheibe des Schleifgegenstands mit einem Durchmesser von 17,8 cm
(7 Zoll) wurde auf ein abgeflachtes Aluminiumstützkissen montiert und zum Schleifen
der Oberfläche
eines Arbeitsstück
aus Flusseisen 1018 einer Größe von 1,25
cm × 18
cm verwendet. Die Scheibe wurde mit 5.500 UpM angetrieben, während der
Teil der Scheibe, der über
der abgeflachten Kante des Stütz kissens
lag, das Arbeitsstück
kontaktierte, das in einem Winkel von 7° mit Bezug auf die Scheibe unter
einer Belastung von etwa 6 kg gehalten wurde. Das Arbeitsstück wurde
während
des Schleiftests unter der Scheibe so vorwärts und rückwärts bewegt, dass sie im Laufe
der Zeit die gesamte Oberfläche
des Arbeitsstück
kontaktierte. Das Arbeitsstück
wurde in Abständen
von einer Minute ausgewechselt und der Test fortgeführt, bis
der Schliff auf dem letzten Arbeitsstück weniger als ein Gramm betrug.
Der anfängliche
Schliff war die Menge Metall, die während der ersten Minute des Schleifens
entfernt worden war. Gleicherweise war der letzte Schliff die Menge
an Metall, die während
der letzten Minute des Schleifens entfernt wurde und der Gesamtschliff
war die Summe der Menge an Metall, die während des Tests entfernt wurde.
Die Schliffangabe ist der Durchschnitt von vier Scheiben, es sei
denn, es wird etwas anderes angegeben.
-
Prüfverfahren IV: Schieferschlifftest
-
Der
Schleifgegenstand wurde in eine Scheibe (Durchmesser 12,7 cm) umgewandelt
und mit Hilfe eines druckempfindlichen Klebstoffs an einem Schaumstoffträgerkissen
befestigt. Der Aufbau von Schleifscheibe und Trägerkissen wurde auf einer Schieferprüfmaschine
installiert und die Schleifscheibe zum Abschleifen eines aus Poly(methylmethacrylat)
hergestellten Arbeitsstücks
verwendet. Es wurde eine Belastung von 4,5 kg auf die Schleifscheibe
aufgebracht und alle Prüfarbeiten
wurden unter Wasserbeflutung durchgeführt. Der Endpunkt des Tests
erfolgte nach 500 Umdrehungen oder Zyklen der Schleifscheibe. Das
Poly(methylmethacrylat)Arbeitsstück
wurde vor und nach dem Test gewogen, um die Menge Material zu bestimmen,
die von der Scheibe abgerieben wurde.
-
Prüfverfahren V: Scheibenschlifftest
-
Der
Scheibenschlifftest misst die Menge an abgeschliffener oder abgeriebener
Stahlstanzform sowie die Menge des Verlusts an Schleifkörnern/Endlosbahn.
Eine Scheibe des nichtgewebten Schleifmittels eines Durchmessers
von 17,8 wurde auf eine #917-Scheibenkissenhalterung (von 3M erhältlich)
positioniert und die Halterung wurde auf der rechtwinkligen Antriebseinheit
des Prüfgeräts montiert.
Das Arbeitsstück,
das in einem Winkel von 7° aus
einer normalen Position zur Prüfscheibe
orientiert war, bestand aus drei im gleichen Abstand gehaltenen
Stanzformmessern (im Abstand von 6,5 cm), die so montiert waren,
dass die stumpfe Kante der Stanzform auf die Prüfscheibe auftraf. Die Schleifscheibe
wurde mit einer Geschwindigkeit von 4.580 UpM gedreht und überquerte
das Arbeitsstück
in 21 Sekunden, während
sie mit einer konstanten Belastung von 5,6 kg gegen das Arbeitsstück gedrückt wurde.
Sowohl das Arbeitsstück
als auch die Prüfscheibe wurden
vor und nach dem Test gewogen, um die Menge an von dem Arbeitsstück abgeschliffenem
oder abgeriebenem Metall und die Menge des Verlusts von Schleifmittel/Endlosbahn
zu bestimmen.
-
BEISPIELE
-
Die
folgenden, nicht einschränkenden
Beispiele veranschaulichen die Erfindung noch weiter. Alle Teile,
Prozentsätze,
Verhältnisse
und dergleichen in den Beispielen beziehen sich auf das Gewicht,
es sei denn, es wird etwas anderes angegeben.
-
Die
in den unten angegebenen Beispielen hergestellten und verwendeten
Schleifgegenstände
wurden dem allgemeinen Verfahren für die Zubereitung von Schleifgegenständen entsprechend
hergestellt und die Schleifgegenstände wurden den oben beschriebenen
Prüfverfahren
entsprechend geprüft.
-
Allgemeines
Verfahren für
das Zubereiten strukturierter Schleifgegenstände
-
Die
Schleifgegenstände
der Beispiele, bei denen erfindungsgemäße schichtförmig auftragbare Zusammensetzungen
verwendet wurden, wurden im Allgemeinen der US-Patentschrift Nr.
5,152,917 des Rechtsnachfolgers (Pieper et al.) entsprechend hergestellt.
Die in jedem Fall verwendete Aufschlämmung wurde auf ein Herstellungswerkzeug
mit einem Muster vom Pyramidentyp so schichtförmig aufgetragen, dass die Aufschlämmung das
Werkzeug füllte.
Die Pyramiden wurden so positioniert, dass ihre Unterseiten aneinander anstießen. Eine
genauere Erklärung
bezüglich
der Größe und Gestalt
der Vorsprünge
der in den Beispielen verwendeten Herstellungswerkzeuge ist weiter
unten zu finden. Dieses Muster ist allgemein in 2 weiter unten
(1 von Pieper et al.) veranschaulicht.
-
Als
Nächstes
wurde eine Polyesterfolie mit einem Ethylen-Acrylsäure-Copolymer-Grundiermittel
durch eine Rolle so gegen das Herstellungswerkzeug gedrückt, dass
die Aufschlämmung
die vordere Fläche
der Polyesterfolie benetzte.
-
Ultraviolettes
Licht und/oder Licht im sichtbaren Bereich wurde dann durch die
Polyesterfolie und in die Aufschlämmung geschickt. Das Licht
löste die
Polymerisation des durch Strahlung aushärtbaren Harzes, das in der
Aufschlämmung
enthalten war, aus, was dazu führte,
dass die Aufschlämmung
in einen Schleifverbundstoff umgewandelt wurde, wobei der Schleifverbundstoff
an dem Polyesterfolienträger
befestigt wurde. Die verwendeten Quellen des ultravioletten Lichts
werden in den Beispielen besprochen. Schließlich wurde die Polyesterfolie/der
Schleifstoffverbundstoff von dem Herstellungswerkzeug unter Bildung
eines strukturierten Schleifmittels entfernt.
-
UV-Spektralbezugsdaten
-
Ein
Teil der UV-Spektraldaten von 370 bis 500 Nanometern von verschiedenen
erfindungsgemäßen α-Spaltungsphotoinitiatoren
sowie zwei Vergleichs-α-Spaltungsphotoinitiatoren
und ein Bezugsinitiator, die nicht erfindungsgemäß sind, sind unten in den Tabellen
I–VIII
aufgeführt.
Die Spektren 1 und 2 (Tabellen I und II) und die Vergleichsspektren
1 und 2 (Tabellen III und IV) veranschaulichen, dass der molare
Extinktionskoeffizient für
jeden geprüften
Photoinitiator bei den beiden gemessenen Konzentrationen sich nicht
signifikant änderte,
was ein Anhängen
an das Beersche Gesetz anzeigt. Die Definition der Photoinitiatorsysteme
innerhalb der Erfindung umfasst deutlich alle die in den Spektren
gezeigten Photoinitiatoren und schließt Photoinitiatoren von Vergleichsphotoinitiatorspektren
1–3 (Tabellen
II, IV und VII) 2,2-Dimethyl-1,2-diphenylethanon (unter dem Handelsnamen
Irgacure 651 bekannt) und 2,2-Dimethyl-2-hydroxy-1-phenylethanon
(unter dem Handelsnamen Darocur 1173 bekannt) aus.
-
TABELLE
I SPEKTREN 1 Molarer
Extinktionskoeffizient für
Irgacure 907 in Methanol 41,480 mg/100 MI (0,00137 molar)
-
TABELLE
II SPEKTREN 2 Molarer
Extinktionskoeffizient für
Irgacure 907 in Methanol 88,688 mg/100 MI (0,00293 molar)
-
TABELLE
III VERGLEICHSSPEKTREN 1 Molarer
Extinktionskoeffizient für
Irgacure 651 in Methanol 65,126 mg/100 MI (0,00254 molar)
-
TABELLE
IV VERGLEICHSSPEKTREN 2 Molarer
Extinktionskoeffizient für
Irgacure 651 in Methanol 107,191 mg/100 MI (0,00419 molar)
-
TABELLE
V BEZUGSSPEKTREN 1 Molarer
Extinktionskoeffizient für
Irgacure 369 in Methanol 140,6 mg/100 MI (0,00399 molar)
-
TABELLE
VI SPEKTREN 3 Molarer
Extinktionskoeffizient für
TPO in Methanol 120,8 mg/100 MI (0,00348 molar)
-
TABELLE
VII VERGLEICHSSPEKTREN 3 Molarer
Extinktionskoeffizient für
Darocur 1173 in Methanol 82,2 mg/50 ml (0,01002 molar)
-
TABELLE
VIII SPEKTREN 4 Molarer
Extinktionskoeffizient für
Darocur 4265 in Methanol 96,1 mg/50 MI (0,00752 molar)
-
Beispiele 1–11 und
Bezugsbeispiele R1–R8
-
Die
Aushärtungsgeschwindigkeit
verschiedener Photoinitiatorsysteme wurde durch Einarbeiten des Photoinitiatorsystems
in eine Aufschlämmung
bestimmt, die aus einer 70:30-Mischung von weißem Aluminiumoxid von 40 Mikrometern
(von Mikro Abrasive Corp., Westfield, MA erhältlich) und einem photoaushärtbaren Harzsystem
bestand. Das Harzsystem bestand aus APC (0,5 Teile einer hydrolysierten
Form von 3-(Trimethyloxysilyl)propylmethacrylat (das von Union Carbide
Corp, Danbury, CT, erhältlich
ist) und 29,5 Teilen einer Mischung, die aus 50 Teilen Trimethylolpropantriacrylat
(TMPTA, von Sartomer Co., Exton, PA, erhältlich), 50 Teilen Tris-(2-acrylolethyl)isocyanurat
(TATHEIC, ebenfalls von Sartomer Co. erhältlich) und 1–2,5 Teilen
des in Tabelle 1 angegebenen Photoinitiatorsystems. Die Aufschlämmungen
wurden in Quarzröhren
eines Durchmessers von 4 mm eingeklopft, die Röhren wurden mit einem Band
an Walzen befestigt und die Walzen mit einer Geschwindigkeit von
etwa 3 m/Minute (10 Fuß/Minute)
bis etwa 54 m/Minute (175 Fuß/Minute)
unter einer Lichtquelle im Abstand von 5,1 cm (2 Zoll) von der Lichtquelle
gefahren. Die bei dieser Studie verwendeten Lichtquellen waren Lichtbirnen
von 25,4 cm (10 Zoll), 600 Watt/2,54 cm mit den Bezeichnungen „H", „V", „D" und „Q", die von Fusion
Systems, Corp., Rockville, MD, erhältlich sind. Die Quarzröhren wurden
nach jeder Exposition aufgebrochen und die Aufschlämmung mit
einer Heftklammer betupft, um zu bestimmen, ob sie ausgehärtet worden
war. In Tabelle 2 werden die Lichtquellen und die maximale Geschwindigkeit,
mit der die Schleifaufschlämmung
mit Hilfe der verschiedenen Birnen gerade ausgehärtet worden war, aufgeführt. (Man sollte
beach ten, dass die verwendete Röhre
mit einem Durchmesser von 4 mm eine Dicke darstellt, die viel stärker ist
als diejenige, die typischerweise verwendet wird oder zum Herstellen
eines verwendbaren Schleifmittels notwendig ist.)
-
Vergleichsbeispiele C1–C31
-
Das
Verfahren der Beispiele 1–11
und Bezugsbeispiele R1–R8
wurde wiederholt, mit der Ausnahme, dass die erfindungsgemäßen Photoinitiatorsysteme
durch eine Anzahl herkömmlicher
Photoinitiatorsysteme ersetzt wurden. In Tabelle 3 sind die verschiedenen
Zusammensetzungen, die geprüft
wurden, aufgeführt
und in Tabelle 4 sind die maximalen Aushärtungsgeschwindigkeiten bei
diesen Zusammensetzungen aufgeführt.
-
-
-
-
-
-
-
-
(Anmerkungen zur Tabelle
3)
-
- 1. Irgacure 651, 2,2-Dimethyl-1,2-diphenylethanon, von CIBA
GEIGY, Inc., Hawthrone, NY, erhältlich
- 2. Irgacure 261, (η6-Methylethylbenzol) (η5-Cyclopentadienyl)
Eisen(II)hexafluorphosphat, von CIBA GEIGY erhältlich.
- 3. Irgacure 500, eine 50:50-Mischung von 1-Hydroxycyclohexylphenylketon
und Benzophenon, von CIBA GEIGY erhältlich.
- 4. Irgacure 784, Bis(pentafluorphenyl)titanocen, von CIBA GEIGY
erhältlich.
- 5. Isopropylthioxanthon, von Biddle-Sawyer Corp., New York,
NY erhältlich.
- 6. Ethyl-p-(dimethylamino)benzoat, von Aldrich Chemical Co.,
Milwaukee, WI, erhältlich.
- 7. Campherchinon, von Hampford Research, Incl, Stratford, CT,
erhältlich.
- 8. Diphenyliodonium-PF6-Salz, wie bei
Crivello, J. V., Ann. Rev. Mater. Sci., 1983, 13, 1973 beschrieben,
zubereitet.
- 9. Tris(trichlormethyl)triazin, wie bei K. Wakabayashi, M. Tsunoda
und Y. Suzki, Bulletin of the Chemical Society of Japan, Band 42,
2924–2931,
1969 zubereitet.
- 10. Methylethylketonperoxid, von Aldrich Chemical Co. erhältlich.
- 11. Tert. Amylperbenzoat, von Akzo Chemical, Inc., Chicago,
IL, erhältlich.
- 12. (η6-Xylol) (η5-Cyclopentadienyl)
Eisen(II)hexafluorphosphat, wie bei Keipert, K., US-Patentschrift Nr. 5,059,701
beschrieben zubereitet.
-
(Anmerkungen zur Tabelle
3, Fortsetzung)
-
- 13. (wie bei Bonham et al., US-Patentschrift
Nr. 3,987,037 beschrieben zubereitete Verbindung)
- 14. ibidem
-
Tabelle
4 Maximale
Aushärtungsgeschwindigkeit
(Meter/Minute)
-
Tabelle
4 (Fortsetzung) Maximale
Aushärtungsgeschwindigkeit
(Meter/Minute)
-
-
Unter
den Beispielen 1–11
und den Bezugsbeispielen R1–R8
waren diejenigen, bei denen der Photoinitiator verwendet wird, der
unter dem Handelsnamen „Irgacure
369" bekannt ist
(Beispiele R1, R3, R4, R6 und R8) besonders wirksam, bei höheren Endlosbahngeschwindigkeiten
(38 m/Minute oder mehr) mit der „V"-Birne eine Durchhärtung zu erzielen. Die Photoinitiatorsysteme,
die Isopropylxanthon (ITX) und Irgacure 369 umfassten (Beispiele
R2, R5 und R7), wiesen nur bei reduzierten Endlosbahngeschwindigkeiten
mit den „V"-Birnen im Vergleich
mit Initiatorsystemen, bei denen kein ITX vorlag, eine Durchhärtung auf,
obwohl beim Aushärten
mit „Q"-Birnen vernünftige Endlosbahngeschwindigkeiten
erzielt wurden.
-
Bezugsbeispiele R9–R15
-
Schleifgegenstände wurden
unter Zuhilfenahme der Zusammensetzung von Beispiel R1 zubereitet. Die
Aufschlämmung
wurde auf ein Nickelherstellungswerkzeug, das ein asymmetrisches,
viereckiges, pyramidales Muster aufwies, unter Zuhilfenahme einer
Vakuumbeschichterdüse
und dem in den Beispielen 15–16
der US-Patentschrift Nr. 5,152,917 (Pieper et al.) beschriebenen
Verfahren extrudiert. Bei dem Muster des Herstellungswerkzeugs stießen die
Kanten der Grundflächen
der Pyramiden, die jeweils 0,89 mm lang waren, gegeneinander an.
Die Spitze der Pyramide lag 0,53 mm über der Ebene der Grundfläche und
wurde von einer normalen Position senkrecht zur Schnittstelle von
zwei Geraden, die gegenüberliegende
Ecken der Pyramidengrundfläche
durchschnitten, bis zu einer Position derart versetzt, dass jede
Fläche
der Pyramide verschiedene Dimensionen aufwies und mit der Grundflache
der Pyramide verschiedene Winkel bildete. Die vorderen Winkel mit
der Grundfläche
betrugen 7,9°,
56,8°, 30,9° und 46,9°.
-
Sofort
nach dem Extrudieren der Aufschlämmung
auf das Herstellungswerkzeug mit oder ohne auf den Vakuumdüsenbeschichter
aufgebrachtem Vakuum wurde eine klare Poly(ethylenterephthalat-)
(PET)-Folie einer Dicke von 127 Mikrometern (5 mil), die auf einer
Seite mit einem Ethylen-Acrylsäure-Copolymer-Grundiermittel
beschichtet worden war, das unter dem Handelsnamen „Primacor
3330" bekannt und
von Dow Chemical Co., Midland, MI, erhältlich ist, gegen das Herstellungswerkzeug
(mit der grundierten Seite der Aufschlämmung zu) gedrückt und
die dabei gebildete Konstruktion durch Aussetzen zwei „H"-Birnen von 300 Watt/2,54
in einem mit Stickstoff inertisierten Endlosbahnverarbeiter für die angegebenen
Zeiten ausgehärtet. Die
Schliffleistung der Schleifgegenstände, wie bei dem oben beschriebenen
Roboterschleiftest gemessen, ist in Tabelle 5 angegeben.
-
Vergleichsbeispiele C32–C33
-
Es
wurde ein Schleifgegenstand dem Verfahren von Beispielen R9–R15 gemäß unter
Verwendung der Zusammensetzung von Beispiel R1 zubereitet, mit der
Ausnahme, dass 2 Teile des Photoinitiators, der unter dem Handelsnamen „Irgacure
651" bekannt ist,
pro 100 Teile TATHEIC/TMPTA anstatt 1 Teil Photoinitiator, der unter dem
Handelsnamen „Irgacure
369" bekannt ist,
pro 100 Teilen TATHEIC/TMPTA verwendet wurden. Die Schliffleistung
der Schleifgegenstände,
wie sie wie oben beschrieben beim Roboterschmirgeltest gemessen wurde,
ist in Tabelle 5 angegeben. Der auffallendste Aspekt dieser Leistungsbewertung
war die anfängliche Schliffleistung,
wo der Schliff gleichförmig
von 8,0 auf 6,3 g abfiel, während
die Endlosbahn-Aushärtungsgeschwindigkeit
von etwa 3,1 Metern/Minute auf 9,1 Meter/Minute bei den erfindungsgemäßen Schleifgegenständen erhöht wurde,
im Vergleich mit dem Schliff von Vergleichsschleifgegenständen, wo
sie von 6,5 g beim Aushärten
bei 4,6 Metern/Minute auf nur 1,4 g beim Aushärten bei 7,3 Metern pro Minute
abfiel.
-
-
Bezugsbeispiele R16–R18
-
Es
wurden Schleifartikel aus der Grundaufschlämmungszusammensetzung von Beispielen
R9–R15 zubereitet,
mit der Ausnahme, dass ein Teil des weißen Aluminiumoxids von 40 Mikrometern
durch einen amorphen Siliciumdioxidfüllstoff (der unter dem Handelsnamen „OX-50" bekannt und von
Degussa Corp., Ridgefield Park, NJ, erhältlich ist) und/oder Kryolith
(einem Schmirgelhilfsmittel, das von Washington Mills, North Grafton,
MA, erhältlich
ist), wie in Tabelle 6 angegeben, ersetzt wurde. Die Schleifgegenstände wurden durch
Gießen
einer Perle der Aufschlämmung
auf ein flaches Herstellungswerkzeug, das das gleiche Muster wie
das in Beispielen R9–R15
verwendete Herstellungswerkzeug aufwies, Auflegen der grundierten
Seite eines Stücks
PET-Folie einer Dicke von 127 Mikrometern (5 mil) (der gleichen
Folie, die in den Beispielen R9–R15
verwendet worden war) gegen das Herstellungswerkzeug und Drücken gegen
die Rückseite
der PET-Folie mit einem Kunststoffmesser zum Ausbreiten der Aufschlämmung über das
Werkzeug, während
eingeschlossene Luftblasen aus der Laminatkonstruktion herausgedrückt wurden,
zubereitet. Die so gebildeten Sandwichkonstruktionen wurden mit
Band an Metallwalzen befestigt, wobei die PET-Folie nach oben zeigte, das
Muster durch einen mit Stickstoff inertisierten Endlosbahnverarbeiter,
der mit einer „V"-Birne von 600 Watt/2,54
cm ausgestattet war, im Abstand von 5,1 cm (2 Zoll) von der Lichtquelle
und mit den in der Tabelle 6 angegebenen Endlosbahngeschwindigkeiten
geführt.
Die Schleifleistung der Gegenstände
wurde mit Hilfe des vorher schon beschriebenen Gleitwirkungsscheibentests
(Testverfahren III) gekennzeichnet und die Leistungsdaten des Gegenstands
sind in Tabelle 6 angegeben.
-
Vergleichsbeispiele C34–C36
-
Es
wurden Schleifgegenstände
dem Verfahren von Beispielen R16–R18 entsprechend zubereitet,
mit der Ausnahme, dass bei den Aufschlämmungen der Vergleichsbeispiele
C32–C33
ein Teil des weißen
Aluminiumoxids von 40 Mikrometern durch einen amorphen Siliciumdioxidfüllstoff,
der unter dem Handelsnamen „OX-50" bekannt ist (Degussa
Corp., Ridgefield Park, NJ, mit einer durchschnittlichen Teilchengröße von 40 Millimikrometern,
einem Oberflächenbereich
von 50 m2/g) und/oder Kryolith, einem Schleifhilfsmittel,
wie in Tabelle 6 angegeben, ersetzt wurde. Die Schleifleistung der
Gegenstände
wurde mit Hilfe des vorher schon beschriebenen Gleitwirkungsscheibentests
gekennzeichnet. Die Leistungsdaten der Artikel sind in Tabelle 6
angegeben.
-
Tabelle
6 Aufschlämmungszusammensetzung
und Leistungsdaten des Schleifgegenstands
-
Schleifgegenstände, die
aus den erfindungsgemäßen Zusammensetzungen
zubereitet sind, weisen einen höheren anfänglichen
und gesamten Schliff als Schleifgegenstände auf, die die gleiche Grundzusammensetzung
aufweisen, bei denen jedoch ein anderer Photoinitiator verwendet
worden ist.
-
Bezugsbeispiele R19 und
R20
-
Es
wurde eine Aufschlämmung
zubereitet durch Kombinieren einer Mischung bestehend aus 32 Gramm
einer Mischung bestehend aus einer Mischung von TATHEIC/TMPTA/Irgacure
369 (50/50/2), 40,98 Gramm einer Mischung bestehend aus 100 Teilen
Tetrahydrofurfurylacrylat (von Sartomer, Co., erhältlich)
und 2 Teilen 2-Benzyl-2-N,N-dimethylamino-1-(4-morpholinophenyl)-butan-1-on („Irgacure
369") und 170 Gramm einer
Mischung bestehend aus 144,5 Gramm weißem Aluminiumoxid („WA 2000", von Fujimi Corp.,
Elmhurst, IL, erhältlich)/23,5
Gramm Ton („Peerless
#4", von R. T. Vanderbilt
Co., Inc., Norwalk, CT, erhältlich)/2,0 Gramm
3-Methylacryloylpropyltrimethoxysilan
(unter dem Handelsnamen „A-174" bekannt, von Union
Carbide Corp., Danbury, CT, erhältlich)
und Mischen, bis eine gleichförmige
Mischung erhalten wurde. Aus dieser Aufschlämmung wurde ein Schleifgegenstand
dem Verfahren der US-Patentschrift Nr. 5,152,917 (Pieper et al.) entsprechend
zubereitet. Das Herstellungswerkzeug aus Nickel hatte ein asymmetrisches,
dreieckiges, pyramidales Muster, wobei zwei der Grundkanten etwa
128,5 Mikrometer lang waren und die andere Kante etwa 143 Mikrometer
lang war, wobei die Grundkanten aneinander anstießen. Die
Höhe der
Pyramide betrug etwa 63,5 Mikrometer. Die bei der Konstruktion verwendete
PET-Folie war ca. 130 Mikrometer dick und es war eine ihrer Flächen mit
einem ca. 20 Mikrometer dicken Ethylen-Acrylsäure-Copolymer- Grundiermittel grundiert. Eine
Sandwichkonstruktion wurde durch Aufgeben einer Perle der klebrigen
Aufschlämmung
auf das Herstellungswerkzeug, Legen der PET-Folie über die Schleifaufschlämmung mit
der grundierten Seite dem Werkzeug zu und Verwenden eines Kunststoffmessers
zum Drücken
der Schleifaufschlämmung über das
Werkzeug, derart, dass das strukturierte Muster des Werkzeugs von
der Aufschlämmung
vollständig
benetzt und ausgefüllt wurde,
zubereitet. Die so gebildete Sandwichkonstruktion wurde mit Band
an einem Metallmuster befestigt, wobei die PET-Folie nach oben zeigte,
das Muster wurde zweimal unter Bildung des Schleifgegenstands durch einen
Endlosbahnverarbeiter geführt.
Der Endlosbahnverarbeiter war mit einer „V"-Birne von 600 Watt/2,54 cm (Beispiel
30) oder einer „D"-Birne von 600 Watt/2,54
cm (Beispiel 31) ausgestattet, die Endlosbahn war 5,1 cm (2 Zoll)
von der Lichtquelle entfernt und die Endlosbahngeschwindigkeit betrug
etwa 60 Meter pro Minute. Die Schleifleistung der Gegenstände wurde
mit Hilfe des vorher schon beschriebenen Schieferschlifftests gekennzeichnet
und die Leistungsdaten für
die Gegenstände
sind in Tabelle 7 aufgeführt.
Die Schliffangabe ist der Durchschnitt von zwei Scheiben.
-
Beispiele 12 und 13
-
Das
Verfahren der Beispiele R19 und R20 wurde wiederholt mit der Ausnahme,
dass die Aufschlämmung
durch Kombinieren einer Mischung bestehend aus 32 Gramm einer Mischung
bestehend aus einer Mischung von 50 Teilen TATHEIC, 50 Teilen TMPTA
und 2 Teilen des Photoinitiators 2-Methyl-1-[4-(methylthio)phenyl]-2-morpholinopopan-1-on
(unter dem Handelsnamen „Irgacure
907" bekannt), 40,98
Gramm einer Mischung bestehend aus 100 Teilen Tetrahydrofurfuryl-(THF-)Acrylat
und 2 Teilen des Photoinitiators „Irgacure 907" und 170 Gramm einer
Mischung bestehend aus 144,5 Gramm weißem Aluminiumoxid „WA 2000", 23,5 Gramm Ton
(„Peerless
#4")) und 2,0 Teilen γ-Methylacryloylpropyltrimethoxysilan-Haftvermittler,
der unter dem Handelsnamen „A-174" (Union Carbide)
bekannt ist und Mischen, bis eine gleichförmige Mischung erhalten wurde,
zubereitet wurde. Beispiel 12 wurde mit Hilfe einer „V"-Birne ausgehärtet, während Beispiel
13 mit Hilfe einer „D"-Birne ausgehärtet wurde.
Die Schliffleistungsangabe für
die Schleifgegenstände,
bei der es sich um den Durchschnitt von 2 Scheiben handelt, ist
in Tabelle 7 angegeben.
-
Beispiele 14 und 15
-
Das
Verfahren der Beispiele R19 und R20 wurde wiederholt, mit der Ausnahme,
dass die Aufschlämmung
durch Mischen einer Mischung bestehend aus 32 Gramm einer Mischung
bestehend aus 50 Teilen TATHEIC, 50 Teilen TMPTA und 3 Teilen Photoinitiatorsystem
bestehend aus 2 Teilen Photoinitiator, der als „Irgacure 907" bekannt ist und
1 Teil ITX, 40,98 Gramm einer Mischung bestehend aus 100 Teilen
Tetrahydrofurfuryl-(THF-)Acrylat und 3 Teilen Photoinitiatorsystem
bestehend aus 2 Teilen Photoinitiator, der unter dem Handelsnamen „Irgacure
907" bekannt ist,
und 1 Teil ITX und 170 Gramm einer Mischung bestehend aus 144,5 Gramm
weißem
Aluminiumoxid „WA
2000", 23,5 Gramm
Ton („Peerless
#4")) und 2,0 Teilen γ-Methylacryloylpropyltrimethoxysilan-Haftvermittler,
der unter dem Handelsnamen „A-174" (Union Carbide)
bekannt ist und Mischen, bis eine gleichförmige Mischung erhalten wurde,
zubereitet wurde. Beispiel 14 wurde mit Hilfe einer „V"-Birne ausgehärtet, während Beispiel
15 mit Hilfe einer „D"-Birne ausgehärtet wurde. Die Schliffleistungsangabe
für die
Schleifartikel, bei der es sich um den Durchschnitt von zwei Scheiben
handelte, ist in Tabelle 7 angegeben.
-
Vergleichsbeispiele C37–C38
-
Das
Verfahren der Beispiele R19 und R20 wurde wiederholt mit der Ausnahme,
dass die Aufschlämmung
durch Kombinieren einer Mischung bestehend aus 32 Gramm einer Mischung
bestehend aus einer Mischung von 50 Teilen TATHEIC, 50 Teilen TMPTA
und 2 Teilen des Photoinitiators 2-2-Dimethyl-1,2-diphenylethanon
(der unter dem Handelsnamen „Irgacure
651" bekannt ist),
40,98 Gramm einer Mischung bestehend aus 100 Teilen Tetrahydrofurfuryl-(THF-)Acrylat
und 2 Teilen des Photoinitiators, der unter dem Handelsnamen „Irgacure
651 bekannt ist) und 170 Gramm einer Mischung bestehend aus 144,5
Gramm weißem
Aluminiumoxid „WA
2000", 23,5 Gramm
Ton („Peerless
#4")) und 2,0 Teilen γ-Methylacryloylpropyltrimethoxysilan-Haftvermittler,
der unter dem Handelsnamen „A-174" (Union Carbide)
bekannt ist unter Mischen, bis eine gleichförmige Mischung erhalten wurde,
zubereitet wurde. Das Vergleichsbeispiel C37 wurde mit Hilfe einer „V"-Birne ausgehärtet, während das
Vergleichsbeispiel C38 mit Hilfe einer „D"-Birne ausgehärtet wurde. Die Schliffleistungsangabe
unter Verwendung des Schieferschlifftests für die Schleifgegenstände, bei
der es sich um den Durchschnitt von 2 Scheiben handelte, ist in
Tabelle 7 angegeben.
-
Tabelle
7 Schiefer-Schlifftestdaten
-
Die
Daten in Tabelle 7 veranschaulichen, dass die erfindungsgemäßen Photoinitiatorsysteme
(Beispiele R19, R20 und Beispiele 12–15) eine zumindest ausreichende
Aushärtung
erlauben, so dass der Verbundstoff aus Folienträger/Schleifmittel von dem Herstellungswerkzeug
entfernt werden kann, während
der Photoinitiator, der unter dem Handelsnamen „Irgacure 651" (Vergleichsbeispiele
37 und 38) bekannt ist, es nicht erlaubt, dass das Aushärten gut
genug vonstatten geht, um diese Abtrennung zu erlauben. Die optimale Kombination
von Photoinitiatorsystem und Birnentyp ist das System, das den Photoinitiator
umfasst, der unter dem Handelsnamen „Irgacure 907" bekannt ist, in
Kombination mit ITX unter Anwendung der „D"-Birnen.
-
Die
folgenden Beispiele zeigen die Wirkung verschiedener Lampen, Aushärtungsgeschwindigkeiten, polymerer
Färbemittel
und Photoinitiatorsysteme auf das Aushärtungsniveau des Bindemittels
und die Haftung des Bindemittels an den Träger.
-
Vergleichsbeispiele C39a–C39e
-
Das
Vergleichsbeispiel C39a bestand aus einer Aufschlämmung von
weißem
Aluminiumoxid von 40 Mikrometern (69 Teile), amorphem Siliciumdioxid,
das unter dem Handelsnamen „OX-50" bekannt ist (1 Teil), Haftvermittler,
der unter dem Handelsnamen „A-174" bekannt ist (1 Teil),
Harz (29 Teile einer Mischung bestehend aus 50 Teilen TATHEIC, 50
Teilen TMPTA und 1 Teil Photoinitiator, der unter dem Handelsnamen „Darocur
1173" bekannt ist.
Diese schichtförmig
auftragbare Zusammensetzung wurde dem Verfahren der Beispiele R19–R20 entsprechend
aufgetragen, mit der Ausnahme, dass ein Polypropylen-Herstellungswerkzeug
mit einem asymmetrischen, dreieckigen, pyramidalen Muster, 0,53
mm hoch, verwendet wurde, bei dem zwei der Grundkanten etwa 1,06
mm lang waren und die andere Kante 1,18 mm lang war, wobei die Grundkanten
aneinander anstießen.
Die Beschichtungs- und
Aushärtungsbedingungen
waren im Allgemeinen die gleichen wie diejenigen, die bei den Beispielen
12 und R19 und R20 angewendet wurden, mit der Ausnahme, dass die
Lichtquellen und Aushärtungsgeschwindigkeiten
wie unten beschrieben variiert wurden.
-
Das
Vergleichsbeispiel C39b wurde dem Verfahren des Vergleichsbeispiels
C39a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile eines
blauen polymeren Färbemittels,
das von Milliken Corp., Spartanburg, SC, erhältlich und unter dem Handelsnamen „Reactint
Blue X 17AB" bekannt
ist, der Aufschlämmung zugegeben
wurden.
-
Das
Vergleichsbeispiel C39c wurde dem Verfahren des Vergleichsbeispiels
C39a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile eines
gelben polymeren Färbemittels,
das unter dem Handelsnamen „Reactint Yellow
X15" bekannt und
von Milliken Corp erhältlich
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Vergleichsbeispiel C39d wurde dem Verfahren des Vergleichsbeispiels
C39a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile eines
roten polymeren Färbemittels,
das unter dem Handelsnamen „Reactint
Red X52" von Milliken
Corp erhältlich
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Vergleichsbeispiel C39e wurde dem Verfahren des Vergleichsbeispiels
C39a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile eines
orange polymeren Färbemittels,
das bekannt unter dem Handelsnamen „Reactint Orange X38" von Milliken Corp
erhältlich
ist, der Aufschlämmung
zugegeben wurden.
-
Vergleichsbeispiele C40a–C40e
-
Das
Vergleichsbeispiel C40a wurde dem Verfahren des Vergleichsbeispiels
C39a entsprechend zubereitet, mit der Ausnahme, dass das Harz eine
Mischung war bestehend aus 50 Teilen TATHEIC, 50 Teilen TMPTA und
1 Teil Photoinitiator, der unter dem Handelsnamen „Irgacure
651" bekannt ist.
-
Das
Vergleichsbeispiel C40b wurde dem verfahren des Vergleichsbeispiels
C40a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile des
blauen polymeren Färbemittels,
das unter dem Handelsnamen „Reactint
Blue X17AB" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Vergleichsbeispiel C40c wurde dem Verfahren des Vergleichsbeispiels
C40a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile des
gelben polymeren Färbemittels,
das unter dem Handelsnamen „Reactint
Yellow X15" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Vergleichsbeispiel C40d wurde dem Verfahren des Vergleichsbeispiels
C40a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile des
roten polymeren Färbemittels,
das unter dem Handelsnamen „Reactint
Red X52" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Vergleichsbeispiel C40e wurde dem verfahren des Vergleichsbeispiels
C40a entsprechend zubereitet, mit der Ausnahme, dass 0,3 Teile des
orangen polymeren Färbemittels,
das unter dem Handelsnamen „Reactint
Orange X38" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Beispiele 16a–16e
-
Das
Beispiel 16a wurde dem Verfahren des Vergleichsbeispiels C39a entsprechend
zubereitet, mit der Ausnahme, dass das Harz eine Mischung war bestehend
aus 50 Teilen TATHEIC, 50 Teilen TMPTA, 1,0 Teil des Photoinitiators,
der unter dem Handelsnamen „Irgacure
907" bekannt ist,
und 0,5 Teile ITX.
-
Das
Beispiel 16b wurde dem Verfahren des Beispiels 16a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile eines blauen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Blue X17AB" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 16c wurde dem Verfahren des Beispiels 16a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des gelben polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Yellow X15" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 16d wurde dem Verfahren des Beispiels 16a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des roten polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Red X52" bekannt ist,
der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 16e wurde dem Verfahren des Beispiels 16a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des orangen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Orange X38" bekannt
ist, der Aufschlämmung
zugegeben wurden
-
Beispiele 17a–17e
-
Das
Beispiel 17a wurde dem Verfahren des Vergleichsbeispiels C39a entsprechend
zubereitet, mit der Ausnahme, dass das Harz eine Mischung war bestehend
aus 50 Teilen TATHEIC, 50 Teilen TMPTA und 1 Teil des Photoinitiators,
der unter dem Handelsnamen „Irgacure
4265" bekannt ist.
-
Das
Beispiel 17b wurde dem Verfahren des Beispiels 17a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile eines blauen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Blue X17AB" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 17c wurde dem Verfahren des Beispiels 17a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des gelben polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Yellow X15" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 17d wurde dem Verfahren des Beispiels 17a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des roten polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Red X52" bekannt ist,
der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 17e wurde dem Verfahren des Beispiels 17a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des orangen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Orange X38" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Bezugsbeispiele R21a–R21e
-
Das
Beispiel R21a wurde dem Verfahren des Vergleichsbeispiels C39a entsprechend
zubereitet, mit der Ausnahme, dass das Harz eine Mischung war bestehend
aus 50 Teilen TATHEIC, 50 Teilen TMPTA und 1 Teil des Photoinitiators,
der unter dem Handelsnamen „Irgacure
369" bekannt ist.
-
Das
Beispiel R21b wurde dem Verfahren des Beispiels R21a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile eines blauen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Blue X17AB" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel R21c wurde dem Verfahren des Beispiels R21a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des gelben polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Yellow X15" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel R21d wurde dem Verfahren des Beispiels R21a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des roten polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Red X52" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel R21e wurde dem Verfahren des Beispiels R21a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des orangen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Orange X38" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Beispiele 18a–18e
-
Das
Beispiel 18a wurde dem verfahren des Vergleichsbeispiels C39a entsprechend
zubereitet, mit der Ausnahme, dass das Harz eine Mischung war bestehend
aus 50 Teilen TATHEIC, 50 Teilen TMPTA und 1 Teil Diphenyl-2,4,6-trimethylbenzoylphosphinoxid
(TPO).
-
Das
Beispiel 18b wurde dem Verfahren des Beispiels 18a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile eines blauen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Blue X17AB" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 18c wurde dem Verfahren des Beispiels 18a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des gelben polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Yellow X15" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 18d wurde dem Verfahren des Beispiels 18a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des roten polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Red X52" bekannt ist,
der Aufschlämmung
zugegeben wurden.
-
Das
Beispiel 18e wurde dem Verfahren des Beispiels 18a entsprechend
zubereitet, mit der Ausnahme, dass 0,3 Teile des orangen polymeren
Färbemittels,
das unter dem Handelsnamen „Reactint
Orange X38" bekannt
ist, der Aufschlämmung
zugegeben wurden.
-
Die
Bindemittelvorläufer
wurden durch Durchführen
des Werkzeug-/Aufschlämmungs-/Träger-Laminats
unter neun Aushartungsbedingungen unter Anwendung einer „V"-Birne von 600 Watt/2,54
cm, einer „H"-Birne von 600 Watt/2,54
cm oder einer „D"-Birne von 600 Watt/2,54
cm und einer Endlosbahngeschwindigkeit von 15,2 m/min (50 Fuß/min),
30,5 m/min (100 Fuß/min)
oder 61 m/min (200 Fuß/min)
ausgehärtet.
Alle Aufschlämmungen
wurden anfänglich
bei einer Endlosbahngeschwindigkeit von 15,2 m/min ausgehärtet und wenn
die Aushärtung
oder der Haftwert bei dieser Aushärtungsgeschwindigkeit so eingeschätzt wurde,
dass er den niedrigsten Wert der unten beschriebenen Einstufungsskalen
erreicht hatte, wurden darauffolgende Aushärtungen bei höheren Endlosbahngeschwindigkeiten
nicht durchgeführt.
-
Auf
das Hindurchführen
unter der Lichtquelle wurde die Aushärtung jeder Probe qualitativ
durch Reiben der ausgehärteten
Aufschlämmung
mit einem behandschuhten Finger oder einem Zungenspatel und Aufzeichnen,
ob irgendein Verschmieren stattfand, bestimmt. Der Aushärtung wurde
ein Wert von 1 bis 3 zugeordnet, wobei ein Wert von 1 ein signifikantes
Schmieren oder eine schlechte Aushärtung, ein Wert von 2 etwas Schmieren
oder eine mittelmäßige Aushärtung und
ein Wert von 3 kein Schmieren und eine gute Aushärtung anzeigte. Desgleichen
wurde die Haftung des Bindemittels am Träger durch anfängliches
Beobachten des Loslösens
des Verbundstoffs von dem Herstellungswerkzeug und daraufhin der
darauffolgenden Haftung der ausgehärteten Aufschlämmung am
Träger,
während
die Verbundsstoffstruktur gebogen wurde, qualitativ bestimmt. Der
Haftung wurde ein Wert von 1 bis 5 zugeordnet, wobei ein Wert von
1 anzeigte, dass ein Hauptteil der „ausgehärteten Aufschlämmung" am Herstellungswerkzeug
anhing, ein Wert von 2 anzeigte, dass es einige Bereiche gab, wo
die „ausgehärtete Aufschlämmung" am Herstellungswerkzeug
anhing, ein Wert von 3 keine Haftung an das Herstellungswerkzeug,
jedoch eine schlechte Haftung am Träger anzeigte, wie dadurch zum
Ausdruck gebracht wird, dass große Bereiche der „ausgehärteten Aufschlämmung" von dem Träger während des
Biegens abblätterten,
ein Wert von 4 keine Haftung am Herstellungswerkzeug und die Tatsache,
dass geringe Bereiche der „ausgehärteten Aufschlämmung" beim Biegen vom
Träger
abblätterten,
anzeigte und ein Wert von 5 keine Haftung am Herstellungswerkzeug
und kein Verlust an „ausgehärteter Aufschlämmung" beim Biegen anzeigte.
-
Eine
unvollständige
Analyse der Soll-Ist-Wert-Differenz wurde an den gesammelten Daten
durchgeführt
unter Einbeziehung der Tatsache, dass nicht alle Proben bei allen
Endlosbahngeschwindigkeiten ausgehärtet wurden, unter Anwendung
eines allgemein linearen Modells und unter Betrachtung ausschließlich der Hauptauswirkungen
und Zweiwegwechselwirkungen unter der Annahme, dass Wechselwirkungen
höherer Ordnung
(> 3) gleich Null
waren, deren Ergebnisse in den Tabellen 11–14 unten aufgeführt sind
(Durchschnitt von 6 Proben).
-
Tabelle
11 Unvollständige Analyse
der Soll-Ist-Wert-Differenz Haftung
im Vergleich mit dem Initiator (Alle Lampen)
-
Tabelle
12 Unvollständige Analyse
der Soll-Ist-Wert-Differenz Haftung
im Vergleich mit dem Initiator (ausschließlich „V"-Birne)
-
Tabelle
13 Unvollständige Analyse
der Soll-Ist-Wert-Differenz Aushärtung in
Abhängigkeit
vom Initiator (alle Lampen)
-
Tabelle
14 Unvollständige Analyse
der Soll-Ist-Wert-Differenz Aushärtung in
Abhängigkeit
vom Initiator (ausschließlich „V"-Birne)
-
Die
Daten in den Tabellen 11–14
zeigen die folgenden Tendenzen an:
- 1) Die ausgehärteten Aufschlämmungen
aus den Beispielen 16, 17, 18 und R21 wiesen eine bessere Haftung
an den Träger
auf als die ausgehärteten
Aufschlämmungen
der Vergleichsbeispiele C39–C40
unter allen Aushärtungsbedingungen;
- 2) Wenn man die Haftung von Aufschlämmungen betrachtet, die mit
der „V"-Birne ausgehärtet worden
sind, so war die Haftung der ausgehärteten Aufschlämmungen
aus den Beispielen 16–18
und R21 viel höher
als die Haftung der ausgehärteten
Aufschlämmungen
aus Vergleichsbeispielen C39–C40.
- 3) Die ausgehärteten
Aufschlämmungen
aus Beispielen 16–18
und R21 wiesen eine bessere „Aushärtung" als die ausgehärteten Aufschlämmungen
aus den Vergleichsbeispielen C39–C40 unter allen Aushärtungsbedingungen
auf; und
- 4) Wenn man die Haftung von Aufschlämmungen betrachtet, die mit
der „V"-Birne ausgehärtet worden
sind, so war die „Aushärtung" der Beispiele 16–18 und
R21 viel höher
als die „Aushärtung" der Vergleichsbeispiele
C39–C40.
-
Bezugsbeispiele 22–25 und
Vergleichsbeispiel C41
-
Diese
Beispiele zeigen die Fähigkeit,
unter die Erfindung fallende Zusammensetzungen, die verschiedene
Mineraltypen (Farben) darin aufweisen, schichtförmig aufzutragen und auszuhärten und
zeigten die Schliffleistung der Gegenstände auf.
-
In
den Beispielen R22–R25
werden jeweils schichtförmig
auf tragbare Zusammensetzungen verwendet, die aus 20,7 Kilogramm
(kg) Schleifmineral (Typ, wie in Tabelle 15 angegeben), 0,3 kg amorphem
Siliciumdioxid, das unter dem Handelsnamen „OX-50" bekannt ist, 0,3 kg Haftvermittler,
der unter dem Handelsnamen „A-174" bekannt ist, und
8,7 kg Harz (70 Teile TMPTA, 30 Teile TATHEIC, 1 Teil Photoinitiator,
der unter dem Handelsnamen „Irgacure
369" bekannt ist)
bestanden. Diese schichtförmig
auftragbaren Zusammensetzungen wurden auf ein Polypropylen-Herstellungswerkzeug
einer Diamantqualität
von 7 mil (0,179 mm) mit einem asymmetrischen, dreieckigen, pyramidalen
Muster einer Höhe
von 0,53 mm, bei dem zwei der Grundkanten etwa 1,06 mm lang waren
und die andere 1,18 mm lang war, schichtförmig aufgetragen, wobei die
Grundkanten aneinander anstießen.
Die schichtförmig
auftragbaren Zusammensetzungen wurden mit einem Mischer bei hoher
Schergeschwindigkeit gemischt und auf das Polypropylen-Werkzeug
mit einer Rakel schichtförmig
aufgetragen. Der bei jedem der Beispiele R22–R25 und dem Vergleichsbeispiel
C41 verwendete Träger
war ein aus Viskosefilamentstoffträger, der mit einem Phenol-/Latex-Vorschlichteharz
behandelt worden war. Der Werkzeugdorn (Position dort, wo das Produkt
ausgehärtet
und auf den Stoffträger übertragen worden
war) wurde auf 45°C
erhitzt. Eine „V"-Fusionssystemlampe
von 600 Watt/2,54 cm wurde in jedem Fall zum Aushärten der
Zusammensetzungen bei einer Arbeitsgeschwindigkeit von 50–75 Fuß pro Minute
verwendet. Die Produkte wurden bei 112°C 14 Stunden zum vollständigeren
Aushärten
der Phenol-Vorschlichte nachgehärtet.
-
Der
Typ Schleifmittel, der bei jedem Beispiel verwendet wurde, und die
Schliffdaten sind in Tabelle 15 tabellarisch angegeben. Das Prüfverfahren
II wurde zum Schleifen verwendet, mit der Ausnahme, dass bei Edelstahl
1018 und Werkzeugstahl 4150 das Band mit 1750 UpM und bei Edelstahl
304 das Band mit 1500 UpM betrieben wurde, und zwar alle mit einem
Durometer-Kautschuk-Kontaktrad
einer Shore-A Härte
von 65. Zum Schleifen von Messing wurden die Bänder mit 1500 UpM gegen ein
Durometer-Kautschuk-Kontaktrad einer Shore A-Härte von 45 geführt und
der Messing wurde nur für
10 Minuten und nicht zum Endpunkt behandelt. Der anfängliche
Ablesewert wurde bei allen Beispielen R22–R25 und dem Vergleichsbeispiel
C41 nach 30 Sekunden (anstatt nach 1 Minute) bestimmt und der Endpunkt
erfolgte, wenn der Schliff beim Prüfband nur 1/3 vom anfänglichen
Schliff des Bands des Vergleichsbeispiels C41 betrug, oder auf das
Brennen der Bahn hin, bei allen Arbeitsstücken außer Messing.
-
Aus
den Daten in Tabelle 15 ist ersichtlich, dass die Verbesserung der
Schliffleistung bei verschiedenen Metallsubstraten bei Verwendung
farbiger Mineralien im Vergleich mit weißem Aluminiumoxid erreicht
wurde, welches ein leichtes Aushärten
von additionspolymerisierbaren Harzen mit UV-Strahlung im Vergleich
mit der Verwendung farbiger Mineralien erlaubt.
- 1.
weißes
Aluminiumoxid einer durchschnittlichen Teilchengröße von 40
Mikrometern.
- 2. Hitzebehandeltes Aluminiumoxid (grau) einer durchschnittlichen
Teilchengröße von 34,3
Mikrometern, das von Starck GmbH & Co.,
Berlin, Deutschland, unter dem Handelsnamen „F7TX" erhältlich
ist.
- 3. Hitzebehandeltes Aluminiumoxid (braun) einer durchschnittlichen
Teilchengröße von 34,3
Mikrometern, das von Starck GmbH & Co.,
Berlin, Deutschland, unter dem Handelsnamen „FSX" erhältlich
ist.
- 4. Beimpftes Aluminiumoxid (blau) einer durchschnittlichen Teilchengröße von 34,3
Mikrometern, das von Minnesota Mining and Manufacturing Co., St.
Paul, MN (3M) unter dem Handelsnamen „Cubitron 321" erhältlich ist.
- 5. Normales unter Verwendung einer Phenolgrundschicht/Schlichte-Konstruktion
beschichtetes Schleifmittel erhältlich
von 3M unter dem Handelsnamen „Tri-M-ite", Qualität 201E unter
Verwendung von hitzebehandeltem Aluminiumoxid (grau) der Qualität P-320
(durchschnittliche Teilchengröße 34,3
Mikrometer) (Starck „F7TX"), das auf einen
Viskosefilamentträger
schichtförmig
aufgetragen ist.
-
Bezugsbeispiel R26 und
Vergleichsbeispiel C42
-
Dieser
Satz Beispiele veranschaulicht den Vorteil der Verwendung von grünem Siliciumcarbid
als Schleifteilchen in erfindungsgemäßen Zusammensetzungen und Gegenständen.
-
Bei
Beispiel R26 und Vergleichsbeispiel C42 wurden schichtförmig auftragbare
Zusammensetzungen verwendet, bestehend aus 3900 Gramm Schleifmineral
(Typ wie in Tabelle 16 angegeben), 60 Gramm amorphem Siliciumdio xid,
das unter dem Handelsnamen „OX-50" bekannt ist, 60
Gramm Haftvermittler, der unter dem Handelsnamen „A-174" bekannt ist, und
1980 Gramm Harz (70 Teile TMPTA, 30 Teile TATHEIC, 1 Teil Photoinitiator,
der unter dem Handelsnamen „Irgacure
369" bekannt ist).
Diese schichtförmig
auftragbaren Zusammensetzungen wurden auf ein Polypropylenherstellungswerkzeug
von veränderlicher
Neigung einer Dicke von 14 mil (0,358 mm) schichtförmig aufgebracht,
das ein asymmetrisches, dreieckiges, pyramidales Muster einer Höhe von 0,53
mm aufwies, bei dem zwei der Grundkanten etwa 1,06 mm lang waren
und die andere Kante 1,18 mm lang war, wobei die Grundkanten aneinander
anstießen.
Die schichtförmig
auftragbaren Zusammensetzungen wurden in einem Mischer unter hoher
Schergeschwindigkeit gemischt und mit einer Rakel auf das Polypropylenwerkzeug
aufgetragen. Der bei jedem der Beispiele R26 und dem Vergleichsbeispiel
C42 verwendete Träger
war ein Viscosefilamentstoffträger,
der mit einem Phenol-Latex-Vorschlichteharz behandelt worden war.
Der Werkzeugdorn (Position dort, wo das Produkt ausgehärtet und
auf den Stoffträger übertragen wurde)
wurde auf 45°C
erhitzt. Es wurde in jedem Fall zwei „V"-Fusionssystemlampe von 600 Watt/2,54
cm zum Aushärten
der Zusammensetzungen bei einer Arbeitsgeschwindigkeit von 50 Fuß pro Minute
verwendet. Die Produkte wurden bei 112°C für 14 Stunden zum vollständigeren
Aushärten
der Phenolvorschlichte nachgehärtet.
-
Der
in jedem Beispiel verwendete Typ Schleifmittel und die Schliffdaten
sind in Tabelle 16 tabellarisch aufgeführt. Das Prüfverfahren II wurde zum Schleifen
verwendet, mit der Ausnahme, dass Titanarbeitsstücke verwendet wurden, das gezahnte
Kautschuk-Kontaktrad eine Durometer-Shore-A-Härte von 65 aufwies und die
Bänder mit
einer Geschwindigkeit von 825 UpM 65 betrieben wurden. Der anfängliche
Ablesewert wurde sowohl bei Beispiel R26 als auch Vergleichsbeispiel
C42 nach 30 Sekunden (anstatt nach 1 Minute) bestimmt und der Endpunkt
für das
Ablesen des gesamten Schliffs bei Beispiel R26 erfolgte dann, wenn
der Schliff des Prüfbands
nur 1/3 desjenigen des anfänglichen
Schliffs des Bands beim Vergleichsbeispiel C42 betrug.
-
Der
bei jedem Beispiel verwendete Typ Schleifmittel und die Schliffdaten
sind in Tabelle 16 tabellarisch aufgeführt. Aus den Daten in Tabelle
16 ist ersichtlich, dass eine Verbesserung der Schliffleistung auf
einem sehr harten Metall (Titan) bei Verwendung von grünem Siliciumcarbid
als Schleifmineral erreicht wurde im Vergleich mit einem Standardschleifmittel
aus Grundschicht/Schlichtebeschichtung, das unter dem Handelsnamen „3M-ite", bekannt ist, einer
Qualität
von 311E, bei dem (braunes) hitzebehandeltes Aluminiumoxid verwendet
wird.
-
-
Bezugsbeispiel R27
-
Dieses
Beispiel wurde durchgeführt,
um die „Aushärtungstiefe" zu veranschaulichen,
die unter Zuhilfenahme von Photoinitiatorsystemen erzielt werden
kann, die im Wesentlichen aus einer Verbindung bestehen, die über eine α-Spaltung
spaltet und einen molaren Extinktionskoeffizienten, wie hier beschrieben,
aufweist.
-
Bei
Beispiel R27 wurde eine schichtförmig
auftragbare Zusammensetzung verwendet, die aus 4080 Gramm Schleifmineral
(hitzebehandeltem (braunem) Aluminiumoxid von der P-120 Qualität mit einer
durchschnittlichen Teilchengröße von 116
Mikrometern), 120 Gramm amorphem Siliciumdioxid, das unter dem Handelsnamen „OX-50" bekannt ist, 60
Gramm Haftvermittler, der unter dem Handelsnamen „A-174" bekannt ist, 300
Gramm KBF4-Schleifhilfsmittel und 1440 Gramm Harz
(70 Teile TMPTA, 30 Teile TATHEIC, 1 Teil Photoinitiator, der unter
dem Handelsnamen „Irgacure
369" bekannt ist)
bestand. Diese schichtförmig
auftragbare Zusammensetzung wurde auf ein Polypropylen-Herstellungswerkzeug
von 28 mil (0,711 mm) schichtförmig
aufgetragen, das ein viereckiges pyramidales Grundmuster aufwies,
0,711 mm hoch war, wobei zwei der Grundkanten etwa 1,41 mm lang
waren und die andere Kante 1,57 mm lang war, wobei die Grundkanten
aneinander anstießen.
Die schichtförmig
auftragbare Zusammensetzung wurde mit einem Mischer unter hoher
Schergeschwindigkeit gemischt und mit einer Rakel in das Polypropylenwerkzeug
schichtförmig
eingebracht. Der verwendete Träger
bestand aus einer 5 mil (0,127 mm) dicken Polyethylenterephthalat-(PET-)
Folie, die auf der Seite, die die schichtförmig auf tragbare Zusammensetzung
aufnahm, mit einer 0,8 mil (0,02 mm) dicken Beschichtung von Ethylen-Acrylsäure-Copolymer
grundiert war, um die Haftung der Zusammensetzung und des dabei
entstehenden Schleifverbundstoffs an der Folie zu verbessern. Eine „V"-Fusionssystemlampe
von 600 Watt/2,54 cm wurde zum Aushärten der Zusammensetzung bei
einer Endlosbahngeschwindigkeit von 100 Fuß/min (30,5 Metern/min) verwendet.
Es wurden genau gestaltete Teilchen mit einer Längendimension von 28 mil (0,716
mm) erzeugt durch Aussetzen des ausgehärteten Verbundstoffs einem
Ultraschallhorn von 20.000 Hz gegenüber, wodurch die einzelnen,
genau gestalteten Schleifteilchen von der PET-Folie getrennt wurden.
Dieses Beispiel zeigt, dass Dicken von bis zu 28 mil (0,711 mm)
unter Zuhilfenahme von Photoinitiatorsystemen ausgehärtet werden
können,
die Initiatoren wie beispielsweise „Irgacure 369" enthalten, wenn dunkelfarbene
Schleifteilchen verwendet werden.
-
Vergleichsbeispiele C43–C48
-
Diese
Beispiele veranschaulichen, dass die Verwendung von Photoinitiatorsystemen,
die keine Verbindung enthalten, die über eine α-Spaltung spaltet und einen
molaren Extinktionskoeffizienten in verdünnter Methanollösung im
Bereich von etwa 4 bis etwa 400 Litern/Mol-cm in mindestens einem
Teil des UV-Spektrums/Spektrums des sichtbaren Lichts im Bereich
von etwa 395 Nanometern bis etwa 500 Nanometern aufweist, nicht
zum Herstellen bevorzugter (d.h. dicker) Schleifprodukte möglich ist.
-
Bei
den Vergleichsbeispielen C43–C48
wurde eine schichtförmig
auftragbare Zusammensetzung verwendet, die aus 70 Gramm Schleifmineral
(hitzebehandeltem (grauem) Aluminiumoxid der P-300 Qualität mit einer
durchschnittlichen Teilchengröße von 40
Mikrometern), 0,5 Gramm Haftvermittler, der unter dem Handelsnamen „A-174" bekannt ist und
29,5 Gramm Harz (50 TMPTA, 50 Teile TATHEIC, 2 Teile Photoinitiator,
der unter dem Handelsnamen „Irgacure
651" bekannt ist)
bestand. Die Beispiele C43–C48
wurden durch Positionieren der schichtförmig auftragbaren Zusammensetzung
zwischen zwei Schichten PET-Folie und Einstellen eines Abstands
mit einer Beschichtungsrakel zur Bildung einer Dicke der Zusammensetzung
von entweder 7, 14 oder 21 mil (jeweils 0,178, 0,355 und 0,533 mm)
gebildet. Es wurde eine „D"-Fusionssystemlampe
von 600 Watt/2,54 cm in jedem Fall zum Aushärten der Zusammensetzung verwendet.
Zwei verschiedene Endlosbahngeschwindigkeiten wurden angewendet:
100 Fuß/min
und 25 Fuß/min
(jeweils 30,5 und 7,63 Meter·min),
wie in Tabelle 17 angegeben.
-
Die
Daten in Tabelle 17 veranschaulichen, dass der unter dem Handelsnamen „Irgacure
651" bekannte Photoinitiator
es schichtförmig
auftragbaren Zusammensetzungen nicht erlaubte, bei hohen Endlosbahngeschwindigkeiten
oder in Dicken ausgehärtet
zu werden, die die bevorzugtesten Schleifgegenstände ergeben würden. Die
einzige Kombination von Zusammensetzung/Dicke/Endlosbahngeschwindigkeit,
die ausgehärtet wurde,
war diejenige des Vergleichsbeispiels C48. Es wird vorgezogen, dass
Endlosbahngeschwindigkeiten im Größenmaßstab von etwa 45–60 Metern/min
liegen sollten.
-
-
Bezugsbeispiele R28–R29 und
Vergleichsbeispiel C49
-
Diese
Beispiele veranschaulichten die erhöhte Schliffleistung strukturierter
Schleifgegenstände
bei Edelstahl 304, beim Übergehen
von einer Dicke von 7 mil (0,179 mm) auf 14 mil (0,358 mm) unter
Verwendung dunkler Schleifmineralien.
-
Bei
den Beispielen R28–R29
und dem Vergleichsbeispiel C49 wurden schichtförmig auftragbare Zusammensetzungen
verwendet, die aus 2940 Gramm Schleifmineral (Typ wie in Tabelle
18 angegeben), 60 Gramm amorphem Siliciumdioxid, das unter dem Handelsnamen „OX-50" bekannt ist, 60
Gramm Haftvermittler, der unter dem Handelsnamen „A-174" bekannt ist, 1200
Gramm KBF4-Schleifmittel und 1740 Gramm
Harz (70 Teile TMPTA, 30 Teile TATHEIC, 1 Teil Photoinitiator, der
unter dem Handelsnamen „Irgacure
369" bekannt ist)
bestand. Diese schichtförmig
auftrag baren Zusammensetzungen wurden auf Polypropylen-Herstellungswerkzeuge
von 7 mil (0,179 mm) oder 14 mil (0,358 mm) schichtförmig aufgetragen,
wobei ersteres ein asymmetrisches, dreieckiges, pyramidales Muster
einer Höhe
von 0,53 mm aufwies, wobei zwei der Grundkanten etwa 1,06 mm lang
waren und die andere Kante 1,18 mm lang war, wobei die Grundkanten
aneinander anstießen,
und letzteres eine Konstruktion von veränderlicher Neigung war. Die
schichtförmig
auftragbaren Zusammensetzungen wurden in einem Mischer unter hoher
Schergeschwindigkeit gemischt und in jedem Fall mit einer Rakel
auf das Polypropylenwerkzeug aufgetragen. Der bei jedem der Beispiele
R59–60
und dem Vergleichsbeispiel C59 verwendete Träger bestand aus einem Viskosefilamentstoffträger, der
mit einem Phenol-Latex-Vorschlichteharz
behandelt worden war. Der Werkzeugdorn (Position dort, wo das Produkt
ausgehärtet
und auf den Stoffträger übertragen
wurde) wurde auf 45°C
erhitzt. Es wurde in jedem Fall eine „V"-Fusionssystemlampe
von 600 Watt/2,54 cm zum Aushärten
der Zusammensetzungen bei einer Arbeitsgeschwindigkeit von 50 Fuß pro Minute
verwendet. Die Produkte wurden bei 112°C für 14 Stunden zum vollständigeren Aushärten der
Phenolvorschlichte nachgehärtet.
-
Der
in jedem Beispiel verwendete Typ Schleifmittel und die Schliffdaten
sind in Tabelle 18 für
das Schleifen von Edelstahl 304 tabellarisch aufgeführt. Das
Prüfverfahren
II wurde zum Schleifen verwendet, mit der Ausnahme, dass das Band
bei 1500 UpM und mit einem Durometer-Kautschuk-Kontaktrad einer Shore-A-Härte von
65 betrieben wurde. Der anfängliche
Ablesewert wurde bei allen Beispielen R28–R29 und dem Vergleichsbeispiel
C49 nach 30 Sekunden (anstatt nach 1 Minute) bestimmt und der Endpunkt
für den gesamten
Schliff erfolgte dann, wenn der Schliff des Prüfbands nur 1/3 desjenigen des
anfänglichen
Schliffs des Bands beim Vergleichsbeispiel C49 betrug, oder auf
das Brennen des Bands hin.
-
-
Die
Daten in Tabelle 18 für
die Beispiele R28 und R29 können
mit den Daten für
die Vergleichsbeispiele C43–C48
bezüglich
der Aushärtungstiefe
verglichen werden, während
die Daten in Tabelle 18 für
die Beispiele R28 und R29 mit den Daten für das Beispiel C49 bezüglich der
Schliffleistung verglichen werden können. Es ist zu sehen, dass
bei Verwendung eines Photoinitiatorsystems, das mindestens eine
Verbindung mit einem molaren Extinktionskoeffizienten im Bereich
von etwa 4 bis etwa 400 in verdünnter
Methanollösung
enthielt, eine starke Verbesserung der Aushärtungstiefe erreicht werden
konnte. Das lässt
sich wiederum als bessere Schliff leistung bei Edelstahl 304 auslegen,
wenn das Schleifmittel höherer
Topografie verwendet (bei Beispiel R28 wurde eine Topografie von
14 mil verwendet, während
bei Beispiel R29 eine Topografie von 7 mil verwendet wurde) und
beide Beispiele R28 und R29 ergaben eine bessere Leistung als das
Schleifmittel von Vergleichsbeispiel C49.
-
Bezugsbeispiel R30
-
Die
schichtförmig
auftragbare Zusammensetzung, die bei diesem Beispiel verwendet wurde,
war derjenigen ähnlich,
die in Beispiel R27 verwendet wurde, mit den folgenden Änderungen:
4320 Gramm (rötlich-brauner)
Granat wurde als Schleifteilchen verwendet anstatt 4080 Gramm hitzebehandeltem
(braunem) Aluminiumoxid; 1680 Gramm Harz wurden verwendet anstatt
1440 Gramm; und es wurde kein KBF4-Schleifhilfsmittel
verwendet. Die schichtförmig
auftragbare Zusammensetzung wurde ausgehärtet und von dem Werkzeug unter Übertragung
auf die PET-Folie abgelöst,
woraufhin die Teilchen von der Folie mit einem Ultraschallhorn,
wie in Beispiel R27 erklärt,
abgetrennt wurden.
-
Die
erfindungsgemäßen Daten
veranschaulichen, dass die erfindungsgemäßen Schleifgegenstände und
Verfahren zum Herstellen derselben nützlich, neuartig und nicht
augenscheinlich sind, da erhöhte
Endlosbahngeschwindigkeiten und dunkle Mineralien in relativ dicken
Konstruktionen (von bis zu 28 mil oder etwa 0,711 mm) verwendet
werden können.
So können
die wirksameren dunklen Mineralien verwendet werden, während vorher
nur weißes
Aluminiumoxid verwendet werden konnte.