CN203644864U - 极耳自动焊接、裁切和贴胶设备 - Google Patents
极耳自动焊接、裁切和贴胶设备 Download PDFInfo
- Publication number
- CN203644864U CN203644864U CN201320771641.8U CN201320771641U CN203644864U CN 203644864 U CN203644864 U CN 203644864U CN 201320771641 U CN201320771641 U CN 201320771641U CN 203644864 U CN203644864 U CN 203644864U
- Authority
- CN
- China
- Prior art keywords
- rubberizing
- cylinder
- lug
- battery core
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
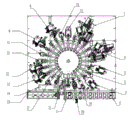
本实用新型公开了一种用于锂电池包装的极耳自动焊接、裁切和贴胶设备,包括上料装置、转盘送料装置、焊接装置、贴胶装置和下料装置,其中:上料装置、焊接装置、贴胶装置和下料装置在转盘送料装置周围依次排列;上料装置包括运送电芯的上料拉带和抓起电芯并送电芯至转盘送料装置的上料机械手;转盘送料装置包括转盘和转盘中心下端带动转盘转动的凸轮分割器;焊接装置包括调节焊头位置以及焊接参数的预焊机构和排列在预焊机构后的主焊机构;焊接装置前和贴胶装置后分别设有焊前测试装置和焊后测试装置。目的是提供一种集自动上下料、自动极耳焊接、自动极耳裁切和自动极耳贴胶的一种极耳自动焊接、裁切和贴胶设备。
Description
技术领域
本发明属于锂电池制造领域,涉及一种极耳自动焊接、裁切和贴胶设备。
背景技术
目前动力电池生产行业内,极耳预焊及主焊,极耳裁切,极耳贴第一及第二道胶,电芯测试等均为简易的设备由手工操作来完成,这样做出来的电池精度不是很高,外观很不美观。中转次数太多,造成产能低下,也会造成空间上的浪费。锂电池生产设备的研发人员对此进行了改进,中国专利201010234162.3公开了一种锂离子电池的极耳装配方法,该方法采用人工上料至夹具,电芯固定在夹具中直至完成贴胶工序,在一定程度上提高了电池生产的效率,但仍有工序如贴胶等采用人工,不能实现全面的自动化,而且整个过程没有焊前测试,如将不合格电芯进行焊接贴胶,不但合格率不高,而且造成材料和工时的浪费。
发明内容
本发明的目的是为了实现动力电池生产的自动化,并提高产能,确保精度,保证外观,减少浪费,为行业制造提供全自动的生产设备,现提供一种集自动上下料、自动极耳焊接、自动极耳裁切和自动极耳贴胶的一种极耳自动焊接、裁切和贴胶设备。
为实现上述目的,本发明提供一种极耳自动焊接、裁切和贴胶设备,包括上料装置、转盘送料装置、焊接装置、贴胶装置和下料装置,其中:上料装置、焊接装置、贴胶装置和下料装置在转盘送料装置周围依次排列;上料装置包括运送电芯的上料拉带和抓起电芯并送电芯至转盘送料装置的上料机械手;转盘送料装置包括转盘和转盘中心下端带动转盘转动的凸轮分割器;焊接装置包括调节焊头位置以及焊接参数的预焊机构和排列在预焊机构后的主焊机构;焊接装置前和贴胶装置后分别设有焊前测试装置和焊后测试装置。
预焊机构分为正极预焊装置和负极预焊装置,主焊机构分为正极主焊装置和负极主焊装置,正极预焊装置、负极预焊装置、正极主焊装置和负极主焊装置在转盘送料装置上依次排列;所述预焊机构包括固定在焊机固定板上的超声波焊机、极耳上压块气缸、极耳上压块气缸下端连接的极耳上压块、调节螺杆和顶升气缸,所述调节螺杆包括前后调节螺杆和左右调节螺杆,所述顶升气缸向上连接焊机固定板用于控制焊机升降,极耳上压块位于超声波焊机的焊头处;所述主焊机构由极耳自动送料装置、极耳自动整形及裁切装置、极耳自动折弯装置、极耳自动焊接装置依次排列设置。
所述贴胶装置设有第一道贴胶系统和第二道贴胶系统,第一道贴胶系统分为第一道正极贴胶系统和第一道负极贴胶系统,第二道贴胶系统分为第二道正极贴胶系统和第二道负极贴胶系统,其中:第一道正极贴胶系统贴正极为“U”形,第一道负极贴胶系统贴负极为“U”形,第二道正极贴胶系统贴正极为“L”形,第二道负极贴胶系统贴负极为“L”形;每个贴胶机构包括自动送胶和裁切部位、备胶部位和贴胶部位,自动送胶和裁切部位连接备胶部位用于向备胶部位供胶,备胶部位向贴胶部位供胶。
在第一道贴胶系统前和两道贴胶系统之间还设有极耳裁切装置,所述极耳裁切装置包括上切刀、下切刀、直线滑轨和前后调节螺杆,上切刀气缸、上切刀、下切刀、下切刀气缸在直线滑轨一侧从上至下依次排布,上切刀和下切刀随上切刀座下切刀座沿直线滑轨相对移动进行裁切,所述极耳裁切装置用于将焊接完成的极耳裁切至适当的长度;第一道贴胶系统前为第一极耳裁切装置,用于裁切极耳焊接端;两道贴胶系统之间的为第二极耳裁切装置,用于裁切极耳非焊接端。
第一道贴胶系统前的极耳裁切装置和第一道贴胶系统之间还设有用于压平毛刺吸走灰尘的平压毛刺吸尘装置,所述平压毛刺吸尘装置包括上压块、下压块、吸尘罩和上压块气缸、下压块气缸和直线滑轨,所述上压块和下压块上下对应,在气缸作用时上压块和下压块相对运动压平极耳的毛刺,吸尘罩位于上压板和下压板与电芯相对的一侧,所述吸尘罩在吸尘罩气缸工作时灰尘吸走。
第一道贴胶系统后的第一极耳裁切装置和第一道贴胶系统之间还设有将极耳折成一定角度用于后续的极耳裁切和第二道贴胶的极耳折弯装置,所述极耳折弯装置包括上压块,下压块、上压块气缸、下压块气缸、直线滑轨和支架,所述直线滑轨固定在支架上,上压块和下压块在上压块气缸和下压块气缸的作用下将电芯前端的极耳折弯。
所述上料拉带上设有用于确定电芯在上料拉带上位置的电芯定位机构和检测电芯是否到达指定位置的感应器;所述上料拉带上还设有吸尘罩用于保证来料的干净;所述上料机械手包括机械手支撑座上的滑台机械手和可在滑台机械手上左右滑动的第一升降气缸、第二升降气缸、手指气缸、压紧气缸和夹持板,所述夹持板上端连接压紧气缸,压紧气缸向上依次有手指气缸、第二升降气缸、第一升降气缸;所述滑台机械手一端还设有伺服马达。
所述转盘为两层,上层转盘为固定转盘,下层转盘为可旋转转盘,所述固定转盘在各工位对应的位置上设有压夹具气缸用于工作时压紧电芯,所述可旋转转盘上设有工作时可转移电芯的电芯夹具若干,所述凸轮分割器带动可旋转转盘转动,不断将电芯送入下一个工位。
所述下料装置包括下料机械手、NG下料台和下料拉带,下料机械手活动连接NG下料台和下料拉带;所述下料带及NG下料台的末端设有感应器开关用以提示电芯到达下料拉带或NG下料台的末端。
所述上料装置和焊前测试装置之间还设有整形装置,用于对上料装置送过来的电芯进行整形;所述整形装置包括活动板、顶升气缸、导柱、手指气缸、侧整形板、前定位块和整形推块,活动板下端连接顶升气缸和导柱,顶升气缸向上推动活动板,活动板下端固定的导柱和导柱贯穿的直线轴承用于控制活动板上下移动时方向的精准;活动板上端的手指气缸用于控制侧整形板的位置,前定位块阻挡住电芯前端穿过侧整形板,电芯后面的整形推块用于推动电芯在侧整形板内移动至前定位块。
设备四周设置有移动控制盒通讯接口及急停按钮。
本发明的有益效果在于:
1、将检测、焊接、裁切、贴胶工序集成在一台设备上完成,实现全自动工作,提高了产品质量并保证了产品质量稳定性。
2、采用转盘式工位传送结构,上下料在同一方位,只需一人操作,节省了人力成本。
3、本发明设备中的多个装置中设有吸尘罩,提高了加工过程中产品的合格率。
4、本发明中设置了自动平压毛刺装置,比现有生产中专用设备来平压毛刺节省了工时,大大提高工作效率,降低了生产成本。
5、焊接装置中设有调节螺杆,方便调节和控制焊头位置以及极耳的裁切长度。
6、预焊和主焊设置正负极分别2次焊接,保证了焊接效果。
7、贴胶装置中设置正负极分别2次贴胶,保证了贴胶效果。
8、本发明结构紧凑,外形美观,各工序合理布局,而且控制按钮及仪表均在适当高度,设备四周均设有控制盒通讯接口及急停按钮,可方便操作人员调试。
附图说明
图1是本发明极耳自动焊接、裁切和贴胶设备的整体示意图;
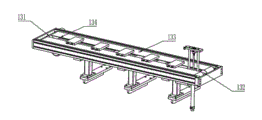
图2是图1中的上料拉带示意图;
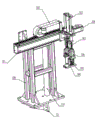
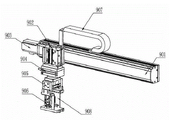
图3是本发明极耳自动焊接、裁切和贴胶设备的上料机械手示意图;
图4是本发明极耳自动焊接、裁切和贴胶设备的转盘送料装置示意图;
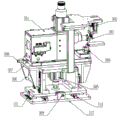
图5是本发明极耳自动焊接、裁切和贴胶设备的预焊装置示意图;
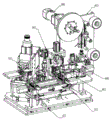
图6是本发明极耳自动焊接、裁切和贴胶设备的主焊装置示意图;
图7是本发明极耳自动焊接、裁切和贴胶设备的上贴胶装置示意图;
图8是本发明极耳自动焊接、裁切和贴胶设备的极耳裁切装置示意图;
图9是本发明极耳自动焊接、裁切和贴胶设备的平压毛刺吸尘装置示意图;
图10是本发明极耳自动焊接、裁切和贴胶设备的极耳折弯装置示意图;
图11是本发明极耳自动焊接、裁切和贴胶设备的下料机械手示意图;
图12是本发明极耳自动焊接、裁切和贴胶设备的NG下料台示意图;
图13是本发明极耳自动焊接、裁切和贴胶设备的下料拉带示意图;
图14是本发明极耳自动焊接、裁切和贴胶设备的整形装置示意图;
图15是本发明极耳自动焊接、裁切和贴胶设备的测试装置示意图;
图16是本发明极耳自动焊接、裁切和贴胶设备的下机架示意图;
1、上料机械手;2、上料拉带;3、转盘送料装置;4、正极预焊装置;5、负极预焊装置;6、正极主焊装置;7、负极主焊装置;8、第一道正极贴胶系统;9、第一道负极贴胶系统;10、第二道正极贴胶系统;11、第二道负极贴胶系统;12、第一极耳裁切装置;13、第二极耳裁切装置;14、平压毛刺吸尘装置;15、极耳折弯装置;16、焊前测试装置;17、焊后测试装置;18、NG下料台;19、下料拉带;20、整形装置、21、下料机械手;201、感应器;202、吸尘罩;203、电芯定位块;204、电芯定位条;205、拉带托板;206、同步拉带;207、主动同步轮;208、从动同步轮;301、滑台机械手;302、机械手拖链;303、第一升降气缸;304伺服马达;305、第二升降气缸;306、手指气缸;307、压紧气缸;308、夹持板;309、机械手支撑座;310、过线管;311、机械手角支座;401、固定转盘;402、可旋转转盘;403、压夹具气缸;404、电芯夹具;405、线槽;406、线槽支架;动力马达;408、调节底板;409、转盘校准棒;410、开夹气缸;501、超声波焊机;502、极耳上压块气缸;503、极耳上压块;504、感应器;505、顶升气缸;506、前后调节螺杆;507、焊机固定板;508、焊机支撑块;509、左右调节螺杆;510、直线滑轨;511、刻度尺;512、底板;601、极耳自动送料装置;602、极耳自动整形及裁切装置;603、放料支架;604、极耳自动折弯装置;605、极耳自动焊接装置;606、极耳周转装置;607、极耳焊接支架;608、放料马达;701、自动送胶和裁切部位;702、备胶部位;703、贴胶部位;704、上切刀气缸;705、上切刀;706、下切刀;707、直线滑轨;708、前后调节螺杆;709、下切刀气缸;710、废料盒;711、底板;801、上压块气缸;802、上压块;803、下压块;804、下压块气缸;805、调节螺杆;806、支架;807、直线滑轨;808、吸尘罩;809、底板;810、上压块气缸;811、上压块;812、下压块;813、下压块气缸;814、直线滑轨;815、支架;816、调节螺杆;817、底板;818、导向键;901、滑台机械手;902、机械手升降气缸;903、伺服马达;904、摆台气缸;905、手指气缸;906、压紧气缸;907、机械手拖链;908、夹持板;121、NG下料板;122、支架;123、下料电芯推板;124、挡边;125、感应器;131、主动轮;132、从动轮;133、皮带;134、感应器;140、支撑住;141、前定位块;142、整形推块;143、侧整形板;144、手指气缸;145、导柱;146、直线轴承;147、顶升气缸;148、顶升推块气缸;149、活动板;150、上气缸;151、测试支架;152、探针安装块;153、直线滑轨;154、测试下压块;155、下压块气缸;156、调节螺杆;157、电芯压紧气缸;158、电芯托板;159、导柱;1510、直线轴承;1511、支撑住;1512、底板;161、带锁板门;162、底板;163、下机架;164、吸尘管;165、过线管;166、可调高度万向脚轮。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步的说明。
如附图1所示:一种极耳自动焊接、裁切和贴胶设备,包括上料装置、转盘送料装置3、焊接装置、贴胶装置和下料装置,其中:上料装置、焊接装置、贴胶装置和下料装置在转盘送料装置3周围依次排列;上料装置包括运送电芯的上料拉带2和抓起电芯并送电芯至转盘送料装置3的上料机械手1;转盘送料装置3包括转盘和转盘中心下端带动转盘转动的凸轮分割器;焊接装置包括调节焊头位置以及焊接参数的预焊机构和排列在预焊机构后的主焊机构;焊接装置前和贴胶装置后分别设有焊前测试装置16和焊后测试装置17。预焊机构分为正极预焊装置4和负极预焊装置5,主焊机构分为正极主焊装置6和负极主焊装置7,正极预焊装置4、负极预焊装置5、正极主焊装置6和负极主焊装置7在转盘送料装置4上依次排列;
如图1、图2和图3所示:上料拉带上设有用于确定电芯在上料拉带2上位置的电芯定位机构和检测电芯是否到达指定位置的感应器201,所述电芯定位机构包括电芯定位条204和固定在电芯定位条204上的电芯定位块203;根据电芯的规格调整电芯定位条204和电芯定位块203,使电池处于正确位置;上料拉带2尾端的下端设有顶升气缸用于将上料拉带2尾端的电芯顶起;电芯定位条204均匀分布在同步拉带206上,上料拉带2末端设有伺服马达驱动的主动同步轮207,主动同步轮207带动上料拉带2的另一端的从动同步轮208将电芯送至指定位置;吸尘罩202用于保证来料的干净;所述上料机械手1包括机械手支撑座309上的滑台机械手301和可在滑台机械手301上左右滑动的第一升降气缸303、第二升降气缸305、手指气缸306、压紧气缸307和夹持板308,所述夹持板308上端连接压紧气缸307,压紧气缸307向上依次有手指气缸306、第二升降气缸305、第一升降气缸305;所述滑台机械手301一端还设有伺服马达304用于提供动力。
如图1和图4所示:所述转盘为两层,上层转盘为固定转盘401,下层转盘为可旋转转盘402,所述固定转盘401在各工位对应的位置上设有压夹具气缸403用于工作时压紧电芯,所述可旋转转盘402上设有工作时可转移电芯的电芯夹具404若干,转盘下方的凸轮分割器带动可旋转转盘402转动,不断将电芯送入下一个工位。
如图1、图5和图6所示:所述预焊机构包括固定在焊机固定板507上的超声波焊机501、极耳上压块气缸502 、极耳上压块气缸502下端连接的极耳上压块503、调节螺杆和顶升气缸505,所述调节螺杆包括前后调节螺杆506和左右调节螺杆509,所述顶升气缸505向上连接焊机固定板507用于控制焊机升降,极耳上压块503位于超声波焊机501的焊头处;所述主焊机构由极耳自动送料装置601、极耳自动整形及裁切装置602、极耳自动折弯装置604、极耳自动焊接装置605依次排列设置。
如图1和图7所示:所述贴胶装置设有第一道贴胶系统和第二道贴胶系统,第一道贴胶系统分为第一道正极贴胶系统 8和第一道负极贴胶系统 9,第二道贴胶系统分为第二道正极贴胶系统 10和第二道负极贴胶系统 11,第一道正极贴胶系统8贴正极为“U”形,第一道负极贴胶系统9贴负极为“U”形,第二道正极贴胶系统10贴正极为“L”形,第二道负极贴胶系统11贴负极为“L”形;每个贴胶机构包括自动送胶和裁切部位701、备胶部位702和贴胶部位703,自动送胶和裁切部位701连接备胶部位702用于向备胶部位702供胶,备胶部位702向贴胶部位703供胶。
图图1和图8所示:在第一道贴胶系统前和两道贴胶系统之间还设有极耳裁切装置,第一道贴胶系统前为第一极耳裁切装置12,两道贴胶系统之间的为第二极耳裁切装置13,所述极耳裁切装置包括上切刀705、下切刀706、直线滑轨707和前后调节螺杆708,上切刀气缸704、上切刀705、下切刀706、下切刀气缸709在直线滑轨一侧从上至下依次排布,上切刀705和下切刀706随上切刀座下切刀座沿直线滑轨707相对移动进行裁切,所述极耳裁切装置用于将焊接完成的极耳裁切至适当的长度。
如图1和图9所示:第一道贴胶系统前的极耳裁切装置和第一道贴胶系统之间还设有用于压平毛刺吸走灰尘的平压毛刺吸尘装置14,所述平压毛刺吸尘装置14包括上压块802、下压块803、吸尘罩808和上压块气缸801、下压块气缸804和直线滑轨807,所述上压块802和下压块803上下对应,在气缸作用时上压块802和下压块803相对运动压平极耳的毛刺,吸尘罩808位于上压板802和下压板803与电芯相对的一侧,所述吸尘罩808在吸尘罩气缸工作时灰尘吸走。
如图1和图10所示:第一道贴胶系统后的第一极耳裁切装置12和第一道贴胶系统之间还设有将极耳折成一定角度用于后续的极耳裁切和第二道贴胶的极耳折弯装置15,所述极耳折弯装置15包括上压块811,下压块812、上压块气缸810、下压块气缸813、直线滑轨814和支架815,所述直线滑轨814固定在支架815上,上压块811和下压块812在上压块气缸810和下压块气缸813的作用下将电芯前端的极耳折弯。
如图1、图11、图12、图13所示:所述下料装置包括下料机械手21、NG下料台18和下料拉带19,下料机械手21活动连接NG下料台18和下料拉带19;所述下料带19及NG下料台18的末端设有感应器开关用以提示电芯到达下料拉带19或NG下料台18的末端。下料机械手21包括一端设有伺服马达903的滑台机械手901,滑台机械手901上设有机械手拖链907,滑台机械手901的一侧设有机械手升降气缸902,机械手升降气缸902向下依次设有摆台气缸904、手指气缸905和压紧气缸906,手指气缸905的下端、压紧气缸906的一侧设有夹持板908。NG下料台18包括支架122、NG下料板121、推料气缸、挡边124和感应器125,下料机械手21将NG电芯放置NG下料板121后,推料气缸动作将电芯推向NG下料板121末端,电芯到达NG下料板121末端时感应器125感应,系统报警提示。下料拉带19上设有调速马达、主动带轮131、从动带轮132、皮带133和感应器134,下料机械手21将合格品放置下料拉带19,马达驱动主动带轮131带动皮带133将电芯想下料拉带19末端转移,当电芯到达拉带19末端时,感应器134工作系统报警提示。
如图1和图14所示:上料装置和焊前测试装置之间还设有整形装置20,用于对上料装置送过来的电芯进行整形;整形装置20包括活动板149、顶升气缸147、导柱145、手指气缸144、侧整形板143、前定位块141和整形推块142,活动板149下端连接顶升气缸147和导柱145,顶升气缸147向上推动活动板149,活动板149下端固定的导柱145和导柱145贯穿的直线轴承146用于控制活动板149上下移动时方向的精准;活动板149上端的手指气缸144用于控制侧整形板143的位置,前定位块141阻挡住电芯前端穿过侧整形板143,电芯后面的整形推块142用于推动电芯在侧整形板143内移动至前定位块141。
如图1和图15所示,测试装置包括测试下压块154、探针、电芯托板158、调节螺杆156、测试支架151、导柱159和直线轴承1510,焊前测试装置用于检测来料是否为合格品,不合格则后续工位不工作,以免浪费资源;焊后测试用于检测焊接后的极耳和电芯是否导通,若为不良品,下料时自动区分设置。
如图16所示:本发明设备的下机架163包括:底板162,穿过底板163向上突出的吸尘管164和过线管165,下机架163下端安装有可调高度万向脚轮166。
设备四周设置有移动控制盒通讯接口及急停按钮。
本发明的工作流程为:上料拉带送料→上料机械手转移电芯上转盘→转盘转动送料→电芯位置整形→焊接前测试→正极预焊→负极预焊→正极主焊→负极主焊→第一极耳裁切(焊接端)→平压毛刺吸尘→第一道正极贴胶→第一负极道贴胶→极耳折弯→第二极耳裁切(非焊接端)→第二道正极贴胶→第二道负极贴胶→焊接后测试→下料机械手转移电芯下转盘→下料拉带送料(或NG下料台送料)→完成一个循环。
当然,以上的实施例只是在于说明而不是限制本发明,以上所述仅是本发明的较佳实施例,故凡依本发明专利申请范围所述的方案所做的等效变化或修饰,均包括于本发明专利申请范围内。
Claims (10)
1.极耳自动焊接、裁切和贴胶设备,包括上料装置、转盘送料装置、焊接装置、贴胶装置和下料装置,其特征在于:所述上料装置、焊接装置、贴胶装置和下料装置在转盘送料装置周围依次排列;所述上料装置包括运送电芯的上料拉带和抓起电芯并送电芯至转盘送料装置的上料机械手;所述转盘送料装置包括转盘和转盘中心下端带动转盘转动的凸轮分割器;所述焊接装置包括调节焊头位置以及焊接参数的预焊机构和排列在预焊机构后的主焊机构;所述焊接装置前和贴胶装置后分别设有焊前测试装置和焊后测试装置。
2.根据权利要求1所述的极耳自动焊接、裁切和贴胶设备,其特征在于:预焊机构分为正极预焊装置和负极预焊装置,主焊机构分为正极主焊装置和负极主焊装置,正极预焊装置、负极预焊装置、正极主焊装置和负极主焊装置在转盘送料装置上依次排列;所述预焊机构包括固定在焊机固定板上的超声波焊机、极耳上压块气缸、极耳上压块气缸下端连接的极耳上压块、调节螺杆和顶升气缸,所述调节螺杆包括前后调节螺杆和左右调节螺杆,所述顶升气缸向上连接焊机固定板用于控制焊机升降,极耳上压块位于超声波焊机的焊头处;所述主焊机构由极耳自动送料装置、极耳自动整形及裁切装置、极耳自动折弯装置、极耳自动焊接装置依次排列设置。
3.根据权利要求1所述的极耳自动焊接、裁切和贴胶设备,其特征在于:所述贴胶装置设有第一道贴胶系统和第二道贴胶系统,第一道贴胶系统分为第一道正极贴胶系统和第一道负极贴胶系统,第二道贴胶系统分为第二道正极贴胶系统和第二道负极贴胶系统,第一道正极贴胶系统贴正极为“U”形,第一道负极贴胶系统贴负极为“U”形,第二道正极贴胶系统贴正极为“L”形,第二道负极贴胶系统贴负极为“L”形;每个贴胶机构包括自动送胶和裁切部位、备胶部位和贴胶部位,自动送胶和裁切部位连接备胶部位用于向备胶部位供胶,备胶部位向贴胶部位供胶。
4.根据权利要求3所述的极耳自动焊接、裁切和贴胶设备,其特征在于:在第一道贴胶系统前和两道贴胶系统之间还设有极耳裁切装置,所述极耳裁切装置包括上切刀、下切刀、直线滑轨和前后调节螺杆,上切刀气缸、上切刀、下切刀、下切刀气缸在直线滑轨一侧从上至下依次排布,上切刀和下切刀随上切刀座下切刀座沿直线滑轨相对移动进行裁切,所述极耳裁切装置用于将焊接完成的极耳裁切至适当的长度;第一道贴胶系统前的极耳裁切装置为第一极耳裁切装置,用于极耳焊接端裁切,两道贴胶系统之间的极耳裁切装置为第二极耳裁切装置,用于裁切极耳非焊接端。
5.根据权利要求4所述的极耳自动焊接、裁切和贴胶设备,其特征在于:第一道贴胶系统前的极耳裁切装置和第一道贴胶系统之间还设有用于压平毛刺吸走灰尘的平压毛刺吸尘装置,所述平压毛刺吸尘装置包括上压块、下压块、吸尘罩和上压块气缸、下压块气缸和直线滑轨,所述上压块和下压块上下对应,在气缸作用时上压块和下压块相对运动压平极耳的毛刺,吸尘罩位于上压板和下压板与电芯相对的一侧,所述吸尘罩在吸尘罩气缸工作时灰尘吸走。
6.根据权利要求4所述的极耳自动焊接、裁切和贴胶设备,其特征在于:第一道贴胶系统后的第一极耳裁切装置和第一道贴胶系统之间还设有将极耳折成一定角度用于后续的极耳裁切和第二道贴胶的极耳折弯装置,所述极耳折弯装置包括上压块,下压块、上压块气缸、下压块气缸、直线滑轨和支架,所述直线滑轨固定在支架上,上压块和下压块在上压块气缸和下压块气缸的作用下将电芯前端的极耳折弯。
7.根据权利要求1所述的极耳自动焊接、裁切和贴胶设备,其特征在于:所述上料拉带上设有用于确定电芯在上料拉带上位置的电芯定位机构和检测电芯是否到达指定位置的感应器;所述上料拉带上还设有吸尘罩用于保证来料的干净;所述上料机械手包括机械手支撑座上的滑台机械手和可在滑台机械手上左右滑动的第一升降气缸、第二升降气缸、手指气缸、压紧气缸和夹持板,所述夹持板上端连接压紧气缸,压紧气缸向上依次有手指气缸、第二升降气缸、第一升降气缸;所述滑台机械手一端还设有伺服马达。
8.根据权利要求1所述的极耳自动焊接、裁切和贴胶设备,其特征在于:所述转盘为两层,上层转盘为固定转盘,下层转盘为可旋转转盘,所述固定转盘在各工位对应的位置上设有压夹具气缸用于工作时压紧电芯,所述可旋转转盘上设有工作时可转移电芯的电芯夹具若干,所述凸轮分割器带动可旋转转盘转动。
9.根据权利要求1所述的极耳自动焊接、裁切和贴胶设备,其特征在于:所述下料装置包括下料机械手、NG下料台和下料拉带,下料机械手活动连接NG下料台和下料拉带;所述下料带及NG下料台的末端设有感应器开关用以提示电芯到达下料拉带或NG下料台的末端。
10.根据权利要求1所述的极耳自动焊接、裁切和贴胶设备,其特征在于:所述上料装置和焊前测试装置之间还设有整形装置,用于对上料装置送过来的电芯进行整形;所述整形装置包括活动板、顶升气缸、导柱、手指气缸、侧整形板、前定位块和整形推块,活动板下端连接顶升气缸和导柱,顶升气缸向上推动活动板,活动板下端固定的导柱和导柱贯穿的直线轴承用于控制活动板上下移动时方向的精准;活动板上端的手指气缸用于控制侧整形板的位置,前定位块阻挡住电芯前端穿过侧整形板,电芯后面的整形推块用于推动电芯在侧整形板内移动至前定位块。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320771641.8U CN203644864U (zh) | 2013-11-29 | 2013-11-29 | 极耳自动焊接、裁切和贴胶设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320771641.8U CN203644864U (zh) | 2013-11-29 | 2013-11-29 | 极耳自动焊接、裁切和贴胶设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203644864U true CN203644864U (zh) | 2014-06-11 |
Family
ID=50876088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320771641.8U Expired - Fee Related CN203644864U (zh) | 2013-11-29 | 2013-11-29 | 极耳自动焊接、裁切和贴胶设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203644864U (zh) |
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104332580A (zh) * | 2014-10-17 | 2015-02-04 | 惠州亿纬锂能股份有限公司 | 自动化电极片集流导电极耳焊接设备 |
| CN104477463A (zh) * | 2014-12-03 | 2015-04-01 | 惠州金源精密自动化设备有限公司 | 自动包装机 |
| CN104600372A (zh) * | 2015-02-10 | 2015-05-06 | 惠州市多科达科技有限公司 | 一种锂电池自动包装线 |
| CN104966808A (zh) * | 2015-06-24 | 2015-10-07 | 合肥国轩高科动力能源股份公司 | 一种同时控制电池极片极耳处贴胶和极片鼓边的方法 |
| CN105014373A (zh) * | 2015-07-28 | 2015-11-04 | 浙江大学台州研究院 | 一种电蚊香组件自动装配装置 |
| CN105047981A (zh) * | 2015-08-26 | 2015-11-11 | 深圳市誉辰自动化设备有限公司 | 动力电池自动Mylar包装焊接机 |
| CN105397326A (zh) * | 2016-01-08 | 2016-03-16 | 东莞市爱康电子科技有限公司 | 锂电池与pcb保护板焊接设备 |
| CN105479175A (zh) * | 2016-01-30 | 2016-04-13 | 杨金芝 | 导电片自动贴片焊接折弯设备及其加工工艺 |
| CN105817823A (zh) * | 2016-04-11 | 2016-08-03 | 广东鸿宝科技有限公司 | 电芯夹具推送装置及采用该推送装置的自动焊接机 |
| CN105826591A (zh) * | 2016-04-11 | 2016-08-03 | 浙江超威创元实业有限公司 | 电芯极耳加工装置及加工方法 |
| CN106384836A (zh) * | 2015-11-19 | 2017-02-08 | 广东鸿宝科技有限公司 | 动力电池自动贴胶及自动扣保持架装置 |
| CN106450485A (zh) * | 2016-12-15 | 2017-02-22 | 苏州猎奇智能设备有限公司 | 动力锂电池电芯处理装置 |
| CN106711494A (zh) * | 2016-11-12 | 2017-05-24 | 广东鸿宝科技有限公司 | 动力电池终焊装置 |
| CN106784982A (zh) * | 2017-03-20 | 2017-05-31 | 惠州市德赛自动化技术有限公司 | 一种电池生产线及应用上述电池生产线的电池生产工艺 |
| CN106816624A (zh) * | 2016-12-13 | 2017-06-09 | 广东鸿宝科技有限公司 | 动力电池自动贴胶、折弯、扣保持架装置 |
| CN106829463A (zh) * | 2016-11-10 | 2017-06-13 | 广东鸿宝科技有限公司 | 动力电池生产线的自动上下料装置 |
| CN106848371A (zh) * | 2016-11-12 | 2017-06-13 | 广东鸿宝科技有限公司 | 动力电池自动焊接生产线 |
| CN107452979A (zh) * | 2017-08-22 | 2017-12-08 | 东莞市普华精密机械有限公司 | 一种软包锂电池极耳焊接贴胶纸设备 |
| CN107464957A (zh) * | 2017-09-11 | 2017-12-12 | 珠海科斯特电源有限公司 | 聚合物锂电池全自动生产线 |
| CN107571025A (zh) * | 2017-09-28 | 2018-01-12 | 海目星(江门)激光智能装备有限公司 | 一种电芯极耳焊接加工设备 |
| CN107634269A (zh) * | 2017-09-15 | 2018-01-26 | 东莞市中造新材料科技有限公司 | 一种极耳贴胶机 |
| CN107819145A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动手机电芯生产线 |
| CN107819144A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动上料裁切机 |
| CN107819142A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动裁切机 |
| CN107813074A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动焊接机 |
| CN107994263A (zh) * | 2018-01-15 | 2018-05-04 | 惠州市恒泰科技股份有限公司 | 一种电池极耳贴胶折叠一体机 |
| CN108123092A (zh) * | 2017-12-21 | 2018-06-05 | 梁叶青 | 一种极耳包胶装置 |
| CN108258321A (zh) * | 2017-12-13 | 2018-07-06 | 深圳市联赢激光股份有限公司 | 一种动力电池电芯自动配对机 |
| CN108339888A (zh) * | 2018-02-23 | 2018-07-31 | 郑州鹏润实业有限公司 | 一种全自动电池极耳整形裁切设备 |
| CN108598548A (zh) * | 2018-06-25 | 2018-09-28 | 深圳市协联众创科技有限公司 | 一种转盘式一体机 |
| CN108890311A (zh) * | 2018-09-06 | 2018-11-27 | 南通市华冠电器有限公司 | 水位传感器电容线圈焊接装置 |
| CN108923222A (zh) * | 2018-08-16 | 2018-11-30 | 东莞市信为兴电子有限公司 | 一种自动贴唛拉装置 |
| CN109119587A (zh) * | 2018-10-28 | 2019-01-01 | 深圳市兴禾自动化有限公司 | 一种电芯极耳自动化焊接、裁切、贴胶及折弯生产线及其生产工艺 |
| CN109473712A (zh) * | 2018-11-26 | 2019-03-15 | 惠州锂威新能源科技有限公司 | 一种锂离子电芯气袋防切不断装置及预防切不断的方法 |
| CN109676254A (zh) * | 2019-02-25 | 2019-04-26 | 江苏九蓝新能源科技有限公司 | 一种圆盘式铝转镍极耳焊接设备 |
| CN109802087A (zh) * | 2019-03-08 | 2019-05-24 | 广东利元亨智能装备股份有限公司 | 一种极耳焊接成型机 |
| WO2019109303A1 (zh) * | 2017-12-07 | 2019-06-13 | 惠州市成泰自动化科技有限公司 | 一种极耳整形机 |
| CN110350138A (zh) * | 2019-07-22 | 2019-10-18 | 昆山华誉自动化科技有限公司 | 一种叠芯极耳预焊装置 |
| CN110449896A (zh) * | 2019-08-22 | 2019-11-15 | 中车青岛四方车辆研究所有限公司 | 极耳运输装置及极耳焊接生产线 |
| CN110640284A (zh) * | 2019-10-28 | 2020-01-03 | 周强 | 一种电机碳刷刷辫焊接用自动预焊机 |
| CN112652845A (zh) * | 2020-12-21 | 2021-04-13 | 深圳市泽诚自动化设备有限公司 | 一种软包电池制备方法和设备 |
-
2013
- 2013-11-29 CN CN201320771641.8U patent/CN203644864U/zh not_active Expired - Fee Related
Cited By (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104332580B (zh) * | 2014-10-17 | 2017-01-18 | 惠州亿纬锂能股份有限公司 | 自动化电极片集流导电极耳焊接设备 |
| CN104332580A (zh) * | 2014-10-17 | 2015-02-04 | 惠州亿纬锂能股份有限公司 | 自动化电极片集流导电极耳焊接设备 |
| CN104477463A (zh) * | 2014-12-03 | 2015-04-01 | 惠州金源精密自动化设备有限公司 | 自动包装机 |
| CN104477463B (zh) * | 2014-12-03 | 2017-08-25 | 惠州金源精密自动化设备有限公司 | 自动包装机 |
| CN104600372A (zh) * | 2015-02-10 | 2015-05-06 | 惠州市多科达科技有限公司 | 一种锂电池自动包装线 |
| CN104966808A (zh) * | 2015-06-24 | 2015-10-07 | 合肥国轩高科动力能源股份公司 | 一种同时控制电池极片极耳处贴胶和极片鼓边的方法 |
| CN105014373A (zh) * | 2015-07-28 | 2015-11-04 | 浙江大学台州研究院 | 一种电蚊香组件自动装配装置 |
| CN105047981A (zh) * | 2015-08-26 | 2015-11-11 | 深圳市誉辰自动化设备有限公司 | 动力电池自动Mylar包装焊接机 |
| CN106384836B (zh) * | 2015-11-19 | 2023-09-05 | 广东鸿宝科技有限公司 | 动力电池自动贴胶及自动扣保持架装置 |
| CN106384836A (zh) * | 2015-11-19 | 2017-02-08 | 广东鸿宝科技有限公司 | 动力电池自动贴胶及自动扣保持架装置 |
| CN105397326B (zh) * | 2016-01-08 | 2017-06-30 | 东莞市爱康电子科技有限公司 | 锂电池与pcb保护板焊接设备 |
| CN105397326A (zh) * | 2016-01-08 | 2016-03-16 | 东莞市爱康电子科技有限公司 | 锂电池与pcb保护板焊接设备 |
| CN105479175A (zh) * | 2016-01-30 | 2016-04-13 | 杨金芝 | 导电片自动贴片焊接折弯设备及其加工工艺 |
| CN105826591A (zh) * | 2016-04-11 | 2016-08-03 | 浙江超威创元实业有限公司 | 电芯极耳加工装置及加工方法 |
| CN105817823A (zh) * | 2016-04-11 | 2016-08-03 | 广东鸿宝科技有限公司 | 电芯夹具推送装置及采用该推送装置的自动焊接机 |
| CN105826591B (zh) * | 2016-04-11 | 2018-05-04 | 浙江超威创元实业有限公司 | 电芯极耳加工装置及加工方法 |
| CN107819145B (zh) * | 2016-09-14 | 2023-12-26 | 惠州市德赛自动化技术有限公司 | 一种自动手机电芯生产线 |
| CN107819145A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动手机电芯生产线 |
| CN107819144B (zh) * | 2016-09-14 | 2023-12-26 | 惠州市德赛自动化技术有限公司 | 一种自动上料裁切机 |
| CN107819142B (zh) * | 2016-09-14 | 2024-03-12 | 惠州市德赛自动化技术有限公司 | 一种自动裁切机 |
| CN107813074A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动焊接机 |
| CN107819142A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动裁切机 |
| CN107819144A (zh) * | 2016-09-14 | 2018-03-20 | 惠州市德赛自动化技术有限公司 | 一种自动上料裁切机 |
| CN106829463A (zh) * | 2016-11-10 | 2017-06-13 | 广东鸿宝科技有限公司 | 动力电池生产线的自动上下料装置 |
| CN106848371B (zh) * | 2016-11-12 | 2023-09-05 | 广东鸿宝科技有限公司 | 动力电池自动焊接生产线 |
| CN106711494A (zh) * | 2016-11-12 | 2017-05-24 | 广东鸿宝科技有限公司 | 动力电池终焊装置 |
| CN106848371A (zh) * | 2016-11-12 | 2017-06-13 | 广东鸿宝科技有限公司 | 动力电池自动焊接生产线 |
| CN106816624B (zh) * | 2016-12-13 | 2023-05-12 | 广东鸿宝科技有限公司 | 动力电池自动贴胶、折弯、扣保持架装置 |
| CN106816624A (zh) * | 2016-12-13 | 2017-06-09 | 广东鸿宝科技有限公司 | 动力电池自动贴胶、折弯、扣保持架装置 |
| CN106450485A (zh) * | 2016-12-15 | 2017-02-22 | 苏州猎奇智能设备有限公司 | 动力锂电池电芯处理装置 |
| CN106450485B (zh) * | 2016-12-15 | 2023-08-08 | 苏州猎奇智能设备有限公司 | 动力锂电池电芯处理装置 |
| CN106784982A (zh) * | 2017-03-20 | 2017-05-31 | 惠州市德赛自动化技术有限公司 | 一种电池生产线及应用上述电池生产线的电池生产工艺 |
| CN106784982B (zh) * | 2017-03-20 | 2023-08-25 | 惠州市德赛自动化技术有限公司 | 一种电池生产线及应用上述电池生产线的电池生产工艺 |
| CN107452979A (zh) * | 2017-08-22 | 2017-12-08 | 东莞市普华精密机械有限公司 | 一种软包锂电池极耳焊接贴胶纸设备 |
| CN107452979B (zh) * | 2017-08-22 | 2023-05-05 | 东莞市普华精密机械有限公司 | 一种软包锂电池极耳焊接贴胶纸设备 |
| CN107464957B (zh) * | 2017-09-11 | 2023-04-14 | 珠海冠宇电源有限公司 | 聚合物锂电池全自动生产线 |
| CN107464957A (zh) * | 2017-09-11 | 2017-12-12 | 珠海科斯特电源有限公司 | 聚合物锂电池全自动生产线 |
| CN107634269B (zh) * | 2017-09-15 | 2023-11-24 | 东莞市中造新材料科技有限公司 | 一种极耳贴胶机 |
| CN107634269A (zh) * | 2017-09-15 | 2018-01-26 | 东莞市中造新材料科技有限公司 | 一种极耳贴胶机 |
| CN107571025A (zh) * | 2017-09-28 | 2018-01-12 | 海目星(江门)激光智能装备有限公司 | 一种电芯极耳焊接加工设备 |
| WO2019109303A1 (zh) * | 2017-12-07 | 2019-06-13 | 惠州市成泰自动化科技有限公司 | 一种极耳整形机 |
| CN108258321A (zh) * | 2017-12-13 | 2018-07-06 | 深圳市联赢激光股份有限公司 | 一种动力电池电芯自动配对机 |
| CN108258321B (zh) * | 2017-12-13 | 2023-08-29 | 深圳市联赢激光股份有限公司 | 一种动力电池电芯自动配对机 |
| CN108123092B (zh) * | 2017-12-21 | 2020-08-28 | 宁波捷傲创益新材料有限公司 | 一种极耳包胶装置 |
| CN108123092A (zh) * | 2017-12-21 | 2018-06-05 | 梁叶青 | 一种极耳包胶装置 |
| CN107994263B (zh) * | 2018-01-15 | 2024-03-29 | 惠州市恒泰科技股份有限公司 | 一种电池极耳贴胶折叠一体机 |
| CN107994263A (zh) * | 2018-01-15 | 2018-05-04 | 惠州市恒泰科技股份有限公司 | 一种电池极耳贴胶折叠一体机 |
| CN108339888A (zh) * | 2018-02-23 | 2018-07-31 | 郑州鹏润实业有限公司 | 一种全自动电池极耳整形裁切设备 |
| CN108598548A (zh) * | 2018-06-25 | 2018-09-28 | 深圳市协联众创科技有限公司 | 一种转盘式一体机 |
| CN108923222B (zh) * | 2018-08-16 | 2024-01-09 | 东莞市信为兴电子有限公司 | 一种自动贴唛拉装置 |
| CN108923222A (zh) * | 2018-08-16 | 2018-11-30 | 东莞市信为兴电子有限公司 | 一种自动贴唛拉装置 |
| CN108890311A (zh) * | 2018-09-06 | 2018-11-27 | 南通市华冠电器有限公司 | 水位传感器电容线圈焊接装置 |
| CN109119587A (zh) * | 2018-10-28 | 2019-01-01 | 深圳市兴禾自动化有限公司 | 一种电芯极耳自动化焊接、裁切、贴胶及折弯生产线及其生产工艺 |
| CN109473712A (zh) * | 2018-11-26 | 2019-03-15 | 惠州锂威新能源科技有限公司 | 一种锂离子电芯气袋防切不断装置及预防切不断的方法 |
| CN109676254B (zh) * | 2019-02-25 | 2023-09-22 | 江苏九蓝新能源科技有限公司 | 一种圆盘式铝转镍极耳焊接设备 |
| CN109676254A (zh) * | 2019-02-25 | 2019-04-26 | 江苏九蓝新能源科技有限公司 | 一种圆盘式铝转镍极耳焊接设备 |
| CN109802087A (zh) * | 2019-03-08 | 2019-05-24 | 广东利元亨智能装备股份有限公司 | 一种极耳焊接成型机 |
| CN110350138A (zh) * | 2019-07-22 | 2019-10-18 | 昆山华誉自动化科技有限公司 | 一种叠芯极耳预焊装置 |
| CN110449896A (zh) * | 2019-08-22 | 2019-11-15 | 中车青岛四方车辆研究所有限公司 | 极耳运输装置及极耳焊接生产线 |
| CN110640284A (zh) * | 2019-10-28 | 2020-01-03 | 周强 | 一种电机碳刷刷辫焊接用自动预焊机 |
| CN112652845A (zh) * | 2020-12-21 | 2021-04-13 | 深圳市泽诚自动化设备有限公司 | 一种软包电池制备方法和设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203644864U (zh) | 极耳自动焊接、裁切和贴胶设备 | |
| CN206493026U (zh) | 动力电池极耳预焊装置 | |
| CN102709782B (zh) | 多功能全自动排线端子压着机 | |
| CN202839322U (zh) | 全自动联接片粘接机 | |
| CN204639615U (zh) | 基于物联网智能制造技术的管材一体成型加工中心 | |
| CN107598581B (zh) | 一种用于实现电芯底部极耳与钢壳焊接的设备 | |
| CN102398107A (zh) | 全自动门体碰焊机 | |
| CN102879759A (zh) | 一种电力计量装置的自动送线加封检定设备及其方法 | |
| CN203690413U (zh) | 软包电池封装生产线 | |
| CN204908238U (zh) | 一种拉链自动加工设备 | |
| CN107452979A (zh) | 一种软包锂电池极耳焊接贴胶纸设备 | |
| CN202712311U (zh) | 圆柱电池盖帽焊机 | |
| CN105729247A (zh) | 具有柔性物料传输功能的立式加工中心机床及其使用方法 | |
| CN202749469U (zh) | 叠片机取料机构 | |
| CN102689095B (zh) | 一种全自动激光焊接机装置及作业方法 | |
| CN2684382Y (zh) | 电池壳体的激光焊接辅助装置 | |
| CN104362384A (zh) | 一种双工位叠片装置及方法 | |
| CN105690091B (zh) | 动力电池全自动生产机器人系统 | |
| CN202684202U (zh) | 工件切割装置 | |
| CN203679405U (zh) | 自动裁切机 | |
| CN202639681U (zh) | 太阳能电池片的单焊及串焊一体设备 | |
| CN207068999U (zh) | 一种软包锂电池极耳焊接贴胶纸设备 | |
| CN110137862A (zh) | 一种半自动线束剥皮机 | |
| CN203679396U (zh) | 自动送料裁切机构 | |
| CN202070859U (zh) | 汇流条直角自动焊接机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140611 Termination date: 20181129 |