CN201340884Y - 一种动力电池电芯的全自动制极片袋设备 - Google Patents
一种动力电池电芯的全自动制极片袋设备 Download PDFInfo
- Publication number
- CN201340884Y CN201340884Y CNU2008202141131U CN200820214113U CN201340884Y CN 201340884 Y CN201340884 Y CN 201340884Y CN U2008202141131 U CNU2008202141131 U CN U2008202141131U CN 200820214113 U CN200820214113 U CN 200820214113U CN 201340884 Y CN201340884 Y CN 201340884Y
- Authority
- CN
- China
- Prior art keywords
- pole piece
- barrier film
- assembly
- thermal weld
- power battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/30—Electrical means
- B29C65/305—Electrical means involving the use of cartridge heaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/743—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/137—Beaded-edge joints or bead seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3468—Batteries, accumulators or fuel cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M2010/0495—Nanobatteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1313—Cutting element simultaneously bonds [e.g., cut seaming]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1343—Cutting indefinite length web after assembly with discrete article
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1378—Cutter actuated by or secured to bonding element
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1734—Means bringing articles into association with web
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Fluid Mechanics (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Thermal Sciences (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Making Paper Articles (AREA)
Abstract
一种动力电池电芯的全自动制极片袋设备,包括机架、安装在机架上的基板,以及程序控制时间的PLC,按照极片袋的制作顺序依次设置在基板上的极片上料组件、极片送料整形组件、竖向热焊接组件、横向热焊接组件、隔膜夹持牵拉组件、隔膜切断组件、下料输送组件和隔膜放料张力组件。先采用双刀刃压焊切刀,对隔膜进行一次性竖向热焊接,再采用安装在压头下板两端的长短两个热焊刀完成横向热焊接,最后采用热切刀易于切断下料,完成极片袋成品制作。整个制作过程由PLC程序控制时间,热切刀温度控制的高低对焊接口影响小,能保证两个相邻竖焊缝之间的距离,保证了焊接效果,明显提高了动力电池极片的焊接精度和制袋效率,也降低了故障产生的风险。
Description
技术领域
本实用新型涉及电池叠片设备,具体是涉及一种动力电池电芯的全自动制极片袋设备。
背景技术
现有采用先制极片袋后叠制极片方式制作大型锂离子动力电池电芯时,有一种制袋方法是:在将预先裁好的极片用两层隔膜包裹后,采用热焊方式焊接先进行单缝竖向热焊一次,再进行第二次横向热焊接封合成袋,且将极片极耳露在袋外。这种制袋方法的缺陷是不能保证两个相邻竖焊缝之间的距离,难以采用切刀切断下料,且热焊刀温度控制的高低对焊接口有很大的影响,尤其是焊接时间过短,隔膜难以焊上,焊接时间过长,又会损坏隔膜。
发明内容:
本实用新型要解决的技术问题就是克服以上缺陷,提出一种动力电池电芯的全自动制极片袋设备。
本实用新型技术问题是通过以下技术方案予以解决的。
这种动力电池电芯的全自动制极片袋设备,包括机架、安装在机架上的基板、设置在基板上的下料输送组件和隔膜放料张力组件,以及程序控制时间的PLC。
这种动力电池电芯的全自动制极片袋设备的特点是:
按照极片袋的制作顺序依次在基板上还设有极片上料组件、极片送料整形组件、竖向热焊接组件、横向热焊接组件、隔膜夹持牵拉组件、隔膜切断组件。
所述极片上料组件包括上料组件固定板及其上的转盘和带有顶片、顶杆的顶料座、驱动顶料座的左、右上料伺服驱动电机,以及所述转盘上的装载有预先裁好的极片的三个储料盒。上料伺服驱动电机驱动顶料座,带动顶杆控制储料盒中极片的高度,实现极片的吸附动作。
所述极片送料整形组件包括固定板及其上的对极片进行定位的定位块、整形组件汽缸,送料伺服驱动电机以及左、右定位固定块和其之间的丝杆,以及左、右真空吸盘和带动左、右真空吸盘的左、右真空吸盘动作汽缸。用于将裁好的极片送到隔膜上,当上料组件的顶杆把储料盒中极片顶到传感器可感应的位置,由右真空吸盘开始从储料盒中吸取极片到送料整形组件上,送料伺服驱动电机开始带动右真空吸盘去吸取下一极片,为保证极片按设定位置稳定地进入下一工序,由定位固定块对前一极片相邻两边进行定位,整形过程中由整形组件汽缸带动定位块将极片的两边进行整形,定位整形后由左真空吸盘将极片送至隔膜上,重复上述动作完成极片取料过程。
所述竖向热焊接组件包括竖向热焊接上模、竖向热焊接下模、竖向热焊接限位传感器、压焊切刀温度控制器,设有上模固定板和带动上模固定板的上模汽缸以及设置在上模固定板上的连接光轴和第一直线轴承、双刀刃压焊切刀、用于装顶隔膜组件的下模安装板和带动下模安装板的下模汽缸,以及模板。双刀刃压焊切刀,刀刃相距2mm,对隔膜进行一次性竖向热焊接,而不是采用两次竖向热焊接,竖向热焊接上模由上模汽缸带动上下移动,竖向热焊接下模由下模汽缸405带动上下移动,竖向热焊接上模、竖向热焊接下模分别通过上、下模固定板固定于基板上,当PLC控制竖向热焊接组件动作时,竖向热焊接上模、竖向热焊接下模同时动作,双刀刃压焊切刀竖向热焊接极片袋的两侧袋边。
所述横向热焊接组件包括横向热焊接上模、横向热焊接下模、横向热焊接限位传感器、热焊刀温度控制器,设有用于压隔膜的上模板和带动上模固定板的上模汽缸以及设置在上模板上的第二直线轴承、用于压隔膜的下模及其下面的缓冲用压头下板、安装在压头下板两端的长短两个热焊刀、热焊刀下面的玻璃纤维板、安装固定板和固定座。第一道竖向热焊完成后,隔膜到达程序控制设定位置进行第二道横向热焊。横向热焊接组件的动作过程与竖向热焊接组件类似。焊接时横向热焊接上模、横向热焊接下模同时动作,长热焊刀横向热焊接极片袋的袋底,短热焊刀横向热焊接极片袋的袋口,将极片极耳露在袋外。直到按参数设定完成动作后返回原位,极片袋的焊接过程结束。
所述隔膜夹持牵拉组件包括固定安装板、固定块和传感器组件和左、右侧机械夹手和带动左、右侧机械夹手的夹持汽缸和隔膜夹持牵拉伺服驱动电机,以及定位连接同步带的滑块,左、右两侧机械夹手的固定端安装在夹持汽缸上,夹持汽缸固定在固定块上,再通过滑块定位连接在同步带上。用于驱动隔膜平行移动,右侧机械夹手夹紧隔膜时,左侧机械夹手处于张开状态,动作时,右侧机械夹手牵扯隔膜通过左侧机械夹手中间缝隙向左移动,同时相对应的左侧机械夹手向右移动,当左、右两侧机械夹手互换位置时,左侧机械夹手闭合夹紧隔膜。
所述隔膜切断组件包括安装支架、与安装支架连接的光轴、隔膜切断汽缸,以及由隔膜切断汽缸带动的热切刀及其热切刀垫板。当左、右两侧机械夹手互换位置时,左侧机械夹手闭合夹紧隔膜,热切刀向上动作,切断热焊好的极片袋。
本实用新型技术问题是通过以下进一步的技术方案予以解决的。
所述下料输送组件,包括下料输送安装支架、下料斜板、输送皮带以及带动输送皮带的下料输送伺服驱动电机。切断隔膜,下料伺服驱动电机带动输送皮带完成对成品袋装极片进行输送。动作完成后,右侧机械夹手张开,然后上述动作重复进行。
所述隔膜放料张力组件,包括隔膜放料汽缸及其安装块、配重辊、定位器、连接杆和放料辊。用于驱动隔膜移动,在隔膜移动过程中,通过PLC程序控制隔膜放料张力组件的放料电机的运转速度,保证隔膜张力基本恒定。
所述竖向热焊接组件的下模上垫设有防高温和缓冲作用的硅胶。
所述横向热焊接组件的上模上垫设有防高温和缓冲作用的硅胶。
本实用新型与现有技术对比的有益效果是:
本实用新型先采用刀刃相距2mm的双刀刃压焊切刀,对隔膜进行一次性竖向热焊接,再采用安装在压头下板两端的长短两个热焊刀完成横向热焊接,最后采用热切刀易于切断下料,完成极片袋成品制作。整个制作过程由PLC程序控制时间,热切刀温度控制的高低对焊接口影响小,能保证两个相邻竖焊缝之间的距离,保证了焊接效果,明显提高了动力电池极片的焊接精度和制袋效率,也降低了故障产生的风险。
附图说明:
图1是本实用新型具体实施方式的结构示意图;
图2是本实用新型具体实施方式的走膜示意图;
图3是图2的竖向热焊接组件4的结构示意图;
图4是图2的横向热焊接组件5的结构示意图;
图5是图1的极片上料组件6的结构示意图;
图6是图1的极片送料整形组件7的结构示意图;
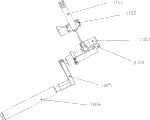
图7是图2的隔膜夹持牵拉组件8的结构示意图;
图8是图2的隔膜切断组件9的结构示意图;
图9是图2的下料输送组件10的结构示意图;
图10是图1的隔膜放料张力组件11的结构示意图。
具体实施方式:
如图1~2所示的一种动力电池电芯的的全自动制极片袋设备,包括机架1、安装在机架1上的基板2、按照极片袋的制作顺序依次在基板2上设有极片上料组件6、极片送料整形组件7、竖向热焊接组件4、横向热焊接组件5、隔膜夹持牵拉组件8、隔膜切断组件9、下料输送组件10和隔膜放料张力组件11,以及程序控制时间的PLC。
如图3所示的竖向热焊接组件4,包括连接光轴401、上模固定板402、压焊切刀403、模板404、下模汽缸405、下模安装板406、第一直线轴承407、上模汽缸408。
如图4所示的横向热焊接组件5,包括第二直线轴承501、上模板502、压头下板503、热焊刀504、玻璃纤维板505、固定座506、安装固定板507。
如图5所示的极片上料组件6,包括上料组件固定板601、储料盒602、转盘603、右上料伺服驱动电机604、顶料座605、左上料伺服驱动电机606。
如图6所示的极片送料整形组件7,包括送料伺服驱动电机701、右真空吸盘动作汽缸702、右真空吸盘703、固定板704、左真空吸盘705、左真空吸盘动作汽缸706、左定位固定块707、丝杆708、右定位固定块709、送料整形组件汽缸710、定位块711。
如图7所示的隔膜夹持牵拉组件8,包括固定安装板801、传感器组件802、固定块803、夹持汽缸804、机械夹手805、隔膜夹持牵拉伺服驱动电机806。
如图8所示的隔膜切断组件9,包括热切刀901、切刀垫板902、隔膜切断组件安装支架903、光轴904、隔膜切断汽缸905。
如图9所示的下料输送组件10,包括输送皮带1001、下料斜板1002、下料输送安装支架1003、下料输送伺服驱动电机1004。
如图10所示的隔膜放料张力组件11,包括隔膜放料汽缸1101、隔膜放料汽缸安装块1102、配重辊1103、定位器1104、连接杆1105、放料辊1106。
本实用新型具体实施方式的工作过程如下:
(一)极片取料
如图5、6所示,极片上料组件6的转盘603上设有三个装载有预先裁好的极片的储料盒602,左伺服驱动电机606驱动顶料座605,带动顶块控制储料盒602中极片的高度,实现极片的吸附动作。吸附极片由两个真空吸盘703、705动作完成,当顶杆把极片顶到传感器感应到的位置,由右真空吸盘703开始从储料盒602中吸取极片到极片送料整形组件7上。送料伺服驱动电机701开始带动右真空吸盘703去吸取下一极片,为保证极片按设定位置稳定地进入下一工序,由左定位固定块707和下定位固定块709对前一极片相邻两边定位,整形过程中由两整形组件汽缸710带动定位块711将极片的两边进行整形,定位整形后由左真空吸盘705将极片送至隔膜3上,重复上述动作完成极片取料过程。
(二)制袋焊接
如图3、4所示,先进行竖向热焊,固定在竖向热焊接组件4上模固定板402上的双刀刃压焊切刀403,刀刃相距2mm,由上模汽缸408带动上下移动。竖向热焊接下模上垫设有硅胶,由下模汽缸405带动上下移动,竖向热焊接上模、竖向热焊接下模通过固定板固定于基板上,当PLC控制竖向热焊接组件4动作时,竖向热焊接上模、竖向热焊接下模同时动作,双刀刃压焊切刀403竖向热焊接极片袋的两侧袋边。
竖向热焊接完成后,隔膜3由隔膜夹持牵拉组件7驱动到达程序控制设定位置进行第二道横向热焊。横向热焊接组件5的动作原理与竖向热焊接组件4类似,但热焊刀504是安装在横向热焊接组件下模上,分别位于两端,下模上的压头下板503起缓冲作用,横向热焊接上模上垫设有硅胶。焊接时横向热焊接上模、横向热焊接下模同时动作,长热焊刀横向热焊接极片袋的袋底,短热焊刀横向热焊接极片袋的袋口,将极片极耳露在袋外。直到按参数设定完成动作后返回原位,极片袋的焊接过程结束。
(三)隔膜驱动与成品焊片切断下料
如图7~10所示,隔膜夹持牵拉组件8的左、右两侧机械夹手805的固定端安装在夹持汽缸804上,夹持汽缸804固定在固定块803上,再通过滑块定位连接在同步带上。右侧机械夹手夹紧隔膜3时,左侧机械夹手处于张开状态,动作时,右侧机械夹手牵扯隔膜3通过左侧机械夹手中间缝隙向左移动,同时相对应的左侧机械夹手向右移动,当左、右两侧机械夹手805互换位置时,左侧机械夹手闭合夹紧隔膜3,隔膜切断组件9的热切刀901向上动作,切断隔膜3,由下料输送组件10的下料伺服驱动电机1004带动输送皮带1001完成成品下料动作,动作完成后,右侧机械夹手张开,然后上述动作重复进行。在隔膜3移动过程中,通过PLC程序控制隔膜放料张力组件11的放料电机的运转速度,保证隔膜3张力基本恒定。
本实用新型在各部分动作中,通过PLC程序控制,通过传感器进行检测定位,如各汽缸到位与否的判断,热焊切刀和热切刀的动作时间,隔膜夹持牵拉组件动作行程,极片吸盘是否吸取到极片都由PLC和传感器控制反馈执行,以及热焊切刀和热切刀的温度由温度控制装置进行精确的控制。
以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下做出若干等同替代或明显变型,而且性能或用途相同,则应当视为属于本实用新型由所提交的权利要求书确定的保护范围。
Claims (10)
1、一种动力电池电芯的全自动制极片袋设备,包括机架、安装在机架上的基板、设置在基板上的下料输送组件和隔膜放料张力组件,其特征在于:
按照极片袋的制作顺序依次在基板上还设有极片上料组件、极片送料整形组件、竖向热焊接组件、横向热焊接组件、隔膜夹持牵拉组件、隔膜切断组件。
2、按照权利要求1所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述极片上料组件包括上料组件固定板及其上的转盘和带有顶片、顶杆的顶料座、驱动顶料座的左、右上料伺服驱动电机,以及所述转盘上的装载有预先裁好的极片的三个储料盒。
3、按照权利要求1或2所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述极片送料整形组件包括固定板及其上的对极片进行定位的定位块、整形组件汽缸,送料伺服驱动电机以及左、右定位固定块和其之间的丝杆,以及左、右真空吸盘和带动左、右真空吸盘的左、右真空吸盘动作汽缸。
4、按照权利要求3所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述竖向热焊接组件包括竖向热焊接上模、竖向热焊接下模、竖向热焊接限位传感器、压焊切刀温度控制器,设有上模固定板和带动上模固定板的上模汽缸以及设置在上模固定板上的连接光轴和第一直线轴承、双刀刃压焊切刀、用于装顶隔膜组件的下模安装板和带动下模安装板的下模汽缸,以及模板。
5、按照权利要求4所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述横向热焊接组件包括横向热焊接上模、横向热焊接下模、横向热焊接限位传感器、热焊刀温度控制器,设有用于压隔膜的上模板和带动上模固定板的上模汽缸以及设置在上模板上的第二直线轴承、用于压隔膜的下模及其下面的缓冲用压头下板、安装在压头下板两端的长短两个热焊刀、热焊刀下面的玻璃纤维板、安装固定板和固定座。
6、按照权利要求5所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述隔膜夹持牵拉组件包括固定安装板、固定块和传感器组件和左、右侧机械夹手和带动左、右侧机械夹手的夹持汽缸和隔膜夹持牵拉伺服驱动电机,以及定位连接同步带的滑块,左、右两侧机械夹手的固定端安装在夹持汽缸上,夹持汽缸固定在固定块上,再通过滑块定位连接在同步带上。
7、按照权利要求6所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述隔膜切断组件包括安装支架、与安装支架连接的光轴、隔膜切断汽缸,以及由隔膜切断汽缸带动的热切刀及其热切刀垫板。
8、按照权利要求7所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述下料输送组件,包括下料输送安装支架、下料斜板、输送皮带以及带动输送皮带的下料输送伺服驱动电机。切断隔膜,下料伺服驱动电机带动输送皮带完成对成品袋装极片进行输送。
9、按照权利要求8所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述隔膜放料张力组件,包括隔膜放料汽缸及其安装块、配重辊、定位器、连接杆和放料辊。
10、按照权利要求9所述的动力电池电芯的全自动制极片袋设备,其特征在于:
所述竖向热焊接组件的下模上垫设有防高温和缓冲作用的硅胶;
所述横向热焊接组件的上模上垫设有防高温和缓冲作用的硅胶。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008202141131U CN201340884Y (zh) | 2008-11-28 | 2008-11-28 | 一种动力电池电芯的全自动制极片袋设备 |
| US12/988,258 US8555946B2 (en) | 2008-11-28 | 2009-09-21 | Apparatus for manufacturing pole-piece pockets |
| PCT/CN2009/074058 WO2010060318A1 (zh) | 2008-11-28 | 2009-09-21 | 极片袋制作设备 |
| JP2011537824A JP5707330B2 (ja) | 2008-11-28 | 2009-09-21 | 電池極板袋の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008202141131U CN201340884Y (zh) | 2008-11-28 | 2008-11-28 | 一种动力电池电芯的全自动制极片袋设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201340884Y true CN201340884Y (zh) | 2009-11-04 |
Family
ID=41236426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2008202141131U Expired - Lifetime CN201340884Y (zh) | 2008-11-28 | 2008-11-28 | 一种动力电池电芯的全自动制极片袋设备 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8555946B2 (zh) |
| JP (1) | JP5707330B2 (zh) |
| CN (1) | CN201340884Y (zh) |
| WO (1) | WO2010060318A1 (zh) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102760858A (zh) * | 2012-06-18 | 2012-10-31 | 深圳市吉阳自动化科技有限公司 | 制袋叠片机和制袋叠片方法 |
| CN103250276A (zh) * | 2010-11-25 | 2013-08-14 | 日产自动车株式会社 | 极板包装装置 |
| CN103895057A (zh) * | 2014-04-03 | 2014-07-02 | 深圳市吉阳自动化科技有限公司 | 一种用于极片切割后上料的装置 |
| CN104691850A (zh) * | 2015-02-13 | 2015-06-10 | 安硕文教用品(上海)股份有限公司 | 一种吸塑包装机械 |
| CN106935895A (zh) * | 2017-02-27 | 2017-07-07 | 杭州普联自动化设备有限公司 | 一种电池极片组装机 |
| CN106966220A (zh) * | 2016-11-25 | 2017-07-21 | 北华航天工业学院 | 一种自动裁剪工业双面胶带装置 |
| CN107138347A (zh) * | 2017-05-25 | 2017-09-08 | 南京万孚电声有限公司 | 一种磁片胶合机 |
| CN107285023A (zh) * | 2016-04-11 | 2017-10-24 | 宁德新能源科技有限公司 | 极片送料装置 |
| CN107902121A (zh) * | 2017-11-14 | 2018-04-13 | 钟爱华 | 一种基于电池包装设备的电池包装方法 |
| CN107933993A (zh) * | 2017-11-14 | 2018-04-20 | 苏州润桐专利运营有限公司 | 一种电池包装设备 |
| CN108382627A (zh) * | 2018-03-27 | 2018-08-10 | 苏州奥兰迪尔自动化设备有限公司 | 一种自动插片包膜设备 |
| CN109051798A (zh) * | 2018-09-04 | 2018-12-21 | 东莞兰宇智能装备有限公司 | 一种极片缓存储料机构 |
| CN110683094A (zh) * | 2017-08-22 | 2020-01-14 | 东莞市蓉工自动化科技有限公司 | 一种圆柱电池的全自动包装机 |
| CN114952057A (zh) * | 2022-05-23 | 2022-08-30 | 湖南省银峰新能源有限公司 | 一种氧化还原液流钒电池生产用焊接装置 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103327438B (zh) * | 2013-06-06 | 2016-03-02 | 潍坊华瑞电子科技有限公司 | 振膜极化装置及自动振膜极化装配机 |
| JP6427909B2 (ja) * | 2014-03-24 | 2018-11-28 | 日産自動車株式会社 | 電気デバイスのセパレータ接合装置 |
| CN104191607B (zh) * | 2014-07-08 | 2017-01-25 | 武汉昊诚能源科技有限公司 | 电池盖四氟片加装装置 |
| US10665848B2 (en) | 2015-01-05 | 2020-05-26 | Cps Technology Holdings Llc | Battery module bus bar carrier having guide extensions system and method |
| CN106515034B (zh) * | 2015-09-14 | 2019-03-19 | 富鼎电子科技(嘉善)有限公司 | 螺母组装装置 |
| CN105514474B (zh) * | 2015-12-30 | 2018-12-21 | 武汉昊诚能源科技有限公司 | 一种锂亚硫酰氯电池三膜入装机 |
| CN105538391B (zh) * | 2016-01-28 | 2017-04-05 | 长园电子(东莞)有限公司 | 一种偏氟双壁自动成型设备 |
| US10751982B2 (en) * | 2016-05-12 | 2020-08-25 | The Boeing Company | Methods and apparatus to remove gas and vapor from a panel for a decorative layer |
| US10647099B2 (en) | 2016-05-12 | 2020-05-12 | The Boeing Company | Methods and apparatus to form venting channels on a panel for a decorative layer |
| CN106315315B (zh) * | 2016-08-17 | 2018-02-27 | 北京航空航天大学 | 一种埋件自动缠胶装置控制系统 |
| CN106329007B (zh) * | 2016-10-20 | 2018-11-23 | 广东新宇智能装备有限公司 | 一种真空封装贴胶带机构 |
| CN106450050B (zh) * | 2016-10-26 | 2019-02-26 | 钟贵洪 | 壳体套治具系统及其圆柱式电池壳体生产设备 |
| CN106624783B (zh) * | 2016-12-30 | 2018-10-12 | 浙江大学台州研究院 | 电动燃油泵定子组件自动装配设备 |
| KR101940140B1 (ko) * | 2017-02-28 | 2019-01-18 | (주)신우에이엔티 | 배터리 팩 제조 설비용 사이드 플레이트 공급 장치 |
| CN108099213A (zh) * | 2017-12-12 | 2018-06-01 | 珠海格力智能装备有限公司 | 轴承热焊机及具有其的轴承组装设备 |
| CN108044989B (zh) * | 2017-12-29 | 2023-09-01 | 山东新华医疗器械股份有限公司 | 一种血袋制袋机 |
| CN108581406A (zh) * | 2018-04-14 | 2018-09-28 | 东莞市元鹏五金电子科技有限公司 | 一种五金壳全自动上胶套设备及方法 |
| CN108555558A (zh) * | 2018-04-14 | 2018-09-21 | 东莞市元鹏五金电子科技有限公司 | 一种五金壳自动包胶套设备及方法 |
| CN109301165B (zh) * | 2018-09-09 | 2021-09-17 | 南京博能自动化科技有限公司 | 一种模切制袋一体机以及模切制袋方法 |
| CN109648874B (zh) * | 2019-01-28 | 2024-07-09 | 浙江工业大学之江学院 | 一种冰箱门封条的上料定位装置 |
| CN110860884B (zh) * | 2019-12-20 | 2024-09-03 | 湖北腾威电子科技有限公司 | 一种电极片自动穿片机 |
| JP7504385B2 (ja) * | 2020-01-17 | 2024-06-24 | 株式会社古川製作所 | 袋供給装置 |
| CN111918542B (zh) * | 2020-08-12 | 2021-07-20 | 陈建华 | 电池自动插装设备 |
| CN218311736U (zh) * | 2022-08-31 | 2023-01-17 | 无锡先导智能装备股份有限公司 | 焊接装置 |
| CN117423960B (zh) * | 2023-12-18 | 2024-03-12 | 深圳市中天和自动化设备有限公司 | 一种转动循环式电池极耳贴胶装置 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2697055A (en) * | 1953-06-22 | 1954-12-14 | Gen Electric | Method of insulating an armature coil |
| US3388458A (en) * | 1964-06-03 | 1968-06-18 | Gen Motors Corp | Insulation means and moisture sealing of armatures |
| US3464836A (en) * | 1964-11-02 | 1969-09-02 | Anaconda Wire & Cable Co | Ceramic filament,electrical apparatus made therewith and method of making same |
| BE793219A (fr) * | 1971-12-22 | 1973-06-22 | Westinghouse Electric Corp | Rubans de frettage |
| US4170505A (en) * | 1976-09-24 | 1979-10-09 | General Electric Company | Method for making and applying irradiation curable glass banding |
| US4263712A (en) * | 1978-12-07 | 1981-04-28 | Dale Products, Inc. | Battery plate wrapping machine and method |
| JPS579058A (en) * | 1980-06-19 | 1982-01-18 | Matsushita Electric Ind Co Ltd | Sacklike separator for lead acid battery and its manufacture |
| US4661183A (en) * | 1985-10-22 | 1987-04-28 | Vernay Laboratories, Inc. | Method for making and applying rotor bands |
| JP3045253B2 (ja) * | 1991-02-12 | 2000-05-29 | 株式会社ユアサコーポレーション | 蓄電池用極板の包装法 |
| US5375390A (en) * | 1991-05-22 | 1994-12-27 | Technopac, Inc. | Machine for making and positioning bags made of hot-melt plastic material |
| EP0608152B1 (en) * | 1993-01-22 | 1997-08-13 | Magnaflex Systems Limited | Rotary press cutters |
| US5450709A (en) * | 1993-10-29 | 1995-09-19 | Sds, Inc. | Stationary pallet stretch wrapping device having improved method and apparatus for gripping and cutting or wrapping film |
| JPH09147902A (ja) * | 1995-11-28 | 1997-06-06 | Furukawa Battery Co Ltd:The | 角形密閉電池 |
| JPH10106588A (ja) * | 1996-09-27 | 1998-04-24 | Sanyo Electric Co Ltd | 角形電池の製造方法 |
| JP2000003704A (ja) * | 1998-06-12 | 2000-01-07 | Toshiba Battery Co Ltd | ポリマー電池電極群の圧着装置 |
| CN2375442Y (zh) * | 1999-03-22 | 2000-04-26 | 李纯恒 | Pet塑料片材焊接机 |
| JP2001052662A (ja) * | 1999-08-12 | 2001-02-23 | Sony Corp | バッテリー素子の真空パック装置および真空パック方法 |
| AT409200B (de) * | 2000-07-25 | 2002-06-25 | Bm Battery Machines Maschb Gmb | Vorrichtung zum einführen von batterie- oder akkumulatorplatten in hüllen aus separatormaterial |
| JP4376472B2 (ja) * | 2001-03-06 | 2009-12-02 | パナソニック株式会社 | 極板セパレータ装着方法及び装置 |
| JP2003272595A (ja) * | 2002-03-20 | 2003-09-26 | Tdk Corp | 電気化学デバイスの製造方法、製造装置、および電気化学デバイス |
| JP2005183594A (ja) * | 2003-12-18 | 2005-07-07 | Japan Vilene Co Ltd | 非水系電気化学素子 |
| JP4035102B2 (ja) * | 2003-12-25 | 2008-01-16 | 東レエンジニアリング株式会社 | 2次電池の製造方法及び製造装置 |
| GB0509645D0 (en) * | 2005-05-12 | 2005-06-15 | Tbs Eng Ltd | An enveloper |
| JP4713373B2 (ja) * | 2006-03-10 | 2011-06-29 | リッセル株式会社 | リチウムイオン電池並びにその製造方法及び製造装置 |
| JP2007329111A (ja) * | 2006-06-09 | 2007-12-20 | Litcel Kk | リチウムイオン電池並びにその製造方法及び製造装置並びに袋入り電極板の製造方法及び製造装置 |
| JP2008091100A (ja) * | 2006-09-29 | 2008-04-17 | Sanyo Electric Co Ltd | 角型リチウムイオン電池 |
-
2008
- 2008-11-28 CN CNU2008202141131U patent/CN201340884Y/zh not_active Expired - Lifetime
-
2009
- 2009-09-21 JP JP2011537824A patent/JP5707330B2/ja not_active Expired - Fee Related
- 2009-09-21 US US12/988,258 patent/US8555946B2/en active Active
- 2009-09-21 WO PCT/CN2009/074058 patent/WO2010060318A1/zh active Application Filing
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103250276A (zh) * | 2010-11-25 | 2013-08-14 | 日产自动车株式会社 | 极板包装装置 |
| CN103250276B (zh) * | 2010-11-25 | 2015-12-16 | 日产自动车株式会社 | 极板包装装置 |
| CN102760858A (zh) * | 2012-06-18 | 2012-10-31 | 深圳市吉阳自动化科技有限公司 | 制袋叠片机和制袋叠片方法 |
| CN102760858B (zh) * | 2012-06-18 | 2015-07-29 | 深圳市吉阳自动化科技有限公司 | 制袋叠片机和制袋叠片方法 |
| CN103895057A (zh) * | 2014-04-03 | 2014-07-02 | 深圳市吉阳自动化科技有限公司 | 一种用于极片切割后上料的装置 |
| CN103895057B (zh) * | 2014-04-03 | 2017-02-15 | 深圳市吉阳自动化科技有限公司 | 一种用于极片切割后上料的装置 |
| CN104691850A (zh) * | 2015-02-13 | 2015-06-10 | 安硕文教用品(上海)股份有限公司 | 一种吸塑包装机械 |
| CN107285023A (zh) * | 2016-04-11 | 2017-10-24 | 宁德新能源科技有限公司 | 极片送料装置 |
| CN106966220A (zh) * | 2016-11-25 | 2017-07-21 | 北华航天工业学院 | 一种自动裁剪工业双面胶带装置 |
| CN106935895A (zh) * | 2017-02-27 | 2017-07-07 | 杭州普联自动化设备有限公司 | 一种电池极片组装机 |
| CN106935895B (zh) * | 2017-02-27 | 2019-06-21 | 杭州普联自动化设备有限公司 | 一种电池极片组装机 |
| CN107138347A (zh) * | 2017-05-25 | 2017-09-08 | 南京万孚电声有限公司 | 一种磁片胶合机 |
| CN110683094A (zh) * | 2017-08-22 | 2020-01-14 | 东莞市蓉工自动化科技有限公司 | 一种圆柱电池的全自动包装机 |
| CN107902121A (zh) * | 2017-11-14 | 2018-04-13 | 钟爱华 | 一种基于电池包装设备的电池包装方法 |
| CN107933993A (zh) * | 2017-11-14 | 2018-04-20 | 苏州润桐专利运营有限公司 | 一种电池包装设备 |
| CN108382627A (zh) * | 2018-03-27 | 2018-08-10 | 苏州奥兰迪尔自动化设备有限公司 | 一种自动插片包膜设备 |
| CN109051798A (zh) * | 2018-09-04 | 2018-12-21 | 东莞兰宇智能装备有限公司 | 一种极片缓存储料机构 |
| CN114952057A (zh) * | 2022-05-23 | 2022-08-30 | 湖南省银峰新能源有限公司 | 一种氧化还原液流钒电池生产用焊接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010060318A1 (zh) | 2010-06-03 |
| US20110214401A1 (en) | 2011-09-08 |
| JP2012510141A (ja) | 2012-04-26 |
| US8555946B2 (en) | 2013-10-15 |
| JP5707330B2 (ja) | 2015-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201340884Y (zh) | 一种动力电池电芯的全自动制极片袋设备 | |
| CN102306744B (zh) | 一种极片成型机 | |
| CN203644864U (zh) | 极耳自动焊接、裁切和贴胶设备 | |
| CN102642150A (zh) | 一种极片送片装置 | |
| CN105563555B (zh) | 自动化贴胶纸一体机及其工作方法 | |
| CN209633823U (zh) | 一种全钢子午线轮胎成型机全自动带束层一层供料装置 | |
| CN113290121B (zh) | 一种废气净化器箱壳的制备装置及其制备方法 | |
| CN203214517U (zh) | 一种散热片组装机的贴胶机构 | |
| CN103273530B (zh) | 高速吸塑机裁切装置 | |
| CN106313148B (zh) | 提高生产效率和切割精度的连续生产线泡沫自动切割方法 | |
| CN204271195U (zh) | 电池自动整形检测设备 | |
| CN109591376A (zh) | 袋用贴膜热合装置 | |
| CN106654312B (zh) | 自动制袋机 | |
| CN201534395U (zh) | 塑料袋切口装置 | |
| CN105345858A (zh) | 一种导光板剪切设备 | |
| CN205075397U (zh) | 一种包装盒的面纸与内盒的精确定位装置 | |
| CN202062704U (zh) | 夹链袋全自动高频焊接机 | |
| CN103158175B (zh) | 全自动灯把罩制作设备 | |
| CN112296436A (zh) | 一种极片裁切工装 | |
| CN102320159A (zh) | 夹链袋全自动高频焊接机 | |
| CN202186525U (zh) | 夹膜贴体包装机 | |
| CN211002116U (zh) | 包装封切机 | |
| CN202592810U (zh) | 全自动充气包装袋生产设备 | |
| CN106043774B (zh) | 用于化纤丝饼包装的超声波封膜装置 | |
| CN203266788U (zh) | 高速吸塑机裁切装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20091104 |