CN1907592A - 无夹钳的高速板传送 - Google Patents
无夹钳的高速板传送 Download PDFInfo
- Publication number
- CN1907592A CN1907592A CN200610079894.3A CN200610079894A CN1907592A CN 1907592 A CN1907592 A CN 1907592A CN 200610079894 A CN200610079894 A CN 200610079894A CN 1907592 A CN1907592 A CN 1907592A
- Authority
- CN
- China
- Prior art keywords
- plate
- feed arrangement
- disk
- band
- drive unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/026—Combination of two or more feeding devices provided for in B21D43/04 - B21D43/18
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/10—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers
- B21D43/11—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers for feeding sheet or strip material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/6582—Tool between tandem arranged work carrying means
Abstract
本发明涉及一种用于金属板材构成的板状平板的进给装置,用于使多个板(1,1′)运动到并通过一个加工板的工作区域(W;50),该进给装置具有第一及第二板进给装置(10,11;20),它们将板可控制地供给到工作区域(W),以便使板在工具区域中位置精确地被加工;第一板进给装置(10;11)被设置在工具区域的输入侧及第二板进给装置(20)被设置在工具区域的输出侧,以及两个板进给装置(10,20;11,20)在板(1)的进给中在其运动(x,y)上彼此同步,其中与同步运动一起运动的板由这两个板进给装置保持。本发明的优点在于,有尽可能高的加工速度和高的可靠性。所述加工速度的提高没有使得板从其平面位置变形。
Description
本案为申请日为2002年10月28日、申请号为02821927.9、发明名称为“无夹钳的高速板传送”的专利申请的分案申请。
技术领域
本发明涉及用于将板状的平板(通称为板(Tafeln))传送到一个加工该板的工作区域的进给装置及所属的方法。该加工可包括一个冲压工序,在该工序上由板冲压出圆片,这些圆片紧靠地、通过剩下的残留栅格间隔地排列在板上。本发明还涉及一种带驱动装置,其中循环的带承担板的传送功能。
背景技术
出发点是现有技术的进给装置,其中在后端即背离工具区域的板边缘上用夹钳夹持,以便使板在不运动的进给台上被传送到工具区域及在此用y及x方向的进给定位运动这样来定位,以致通过排成一行的冲头从板上彼此紧邻地冲压出圆片。冲头之间的距离大于板上圆片中心之间的距离,由此需要板相对冲头进行一个纯侧向的运动,以保证圆片的密度及使冲压后剩下的残留栅格尽可能少。除圆片密度外速度也是对形成制造成本的一个决定性因素,该成本应被减小。
当前一个现有技术的方案在于:设有两个夹钳,它们交替地将相继的板传送到工具区域中,其中前夹钳进行定向在y方向上的回程运动,这时随后的夹钳带着下个板进入工具区域。这样可达到近似连续的传送,尽管板本身是单个出现,参见DE-U 296 23 908(Naroska),第5页第二段。
现有技术的另一实现方案在于:仅使用单个抓取器,它在其进给运动后在y方向上进行一个快速的回程运动,以便随后抓在一个被定位及定向的新板的背离工具区域的边缘-以下称为后边缘-上及进给到工具区域中。由于速度高,在从一个装料区域接收板时产生通过板交接位置到进给区域的同步问题,它不允许用高速度。此外现有技术的这两个方案中设有的抓取器是在板的后端部区域中一个条带区域不能被工具加工的原因,因为这里用于运动所需的力通过点状(就相对板的面积,抓取器夹持力的作用部位很小而言)的抓取器导入。如果该条带区域(通常也称为抓取器边角料)被尽可能地减少,则在最后一行圆片冲压时,如果这时抓取器伸入工具区域及在此情况下非常靠近冲压头或冲头,出现增大的安全性问题。
发明内容
因此,本发明的任务是使现有技术的传送速度提高,增大安全性及至少保持相同的利用率(被冲压的圆片相对板的总面积的利用面积),但最好也可提高。
本发明提出了用于优选由金属板材构成的板状平板(Tafeln)的进给装置,用于使多个板运动到并通过一个工作区域,在该区域中所述板被加工,其中该进给装置具有第一及第二板进给装置,它们交替地将板可控地供给到该工具区域,其中,第一及第二板进给装置各被构造成一个循环系统。
本发明还提出了由至少两个并排的循环带组成的带驱动装置,其中,这些循环带在外侧面上具有一个基本平面的由可磁化或磁性材料制成的表面层及在背离外侧面的驱动侧上设有突起部分,这些突起部分阻止循环带在驱动方向上的滑动。
通过本发明将取消用于板进给的夹钳或抓取器。由此也取消在板后端上、即在背离工具的板的边缘区段上进给力的点状导入。取而代之的是力基本上平面地、如线性、带状或条状地施加在板上,以便使板进给定位地移入到工具区域。
为此使用的循环系统,尤其是构成带状的循环系统为环形的驱动带,它们以它们的表面并列地设置在一个平面中的一个纵向区段上及由此可得到几乎整体面的驱动装置,尽管它们本身各为条状地支承待传送的板。
有利的是,这些循环系统被构造成纵向延伸的、尤其是带状的,它们最好各由多个并排设置的单个带组成。
有利的是,这些循环系统在进给装置纵向上作用在板上及它们的表面被这样构造,即将一个在基本垂直于板面延伸的方向上的力施加在每个在进给装置纵向上被传送的板上。
有利的是,这些循环系统至少分段平面地、尤其是带状或条状地作用在板的一个上或下侧平面上。
有利的是,这些循环系统分别在板的背离工作区域的边缘前作用在一个待被进给的板的两个表面中的一个上。
基本为连续的传送,且冲压装置在一个均匀的冲压节奏中无需执行空行程,这是通过两个彼此上下重叠的板进给装置来实现的,其中每个板进给装置在板表面上施加基本平面的附着作用。一个板被悬置,另一板放置地被输送给工具区域。在相继传送的板之间形成的横向间隙在纵向上如此地小,以致产生交替的及从工具来看可谈得上各个板实际连续的供给。
为了在板上施加保持(附着)力可使用带的可磁化表面。施加力的一个替换方案是使用负压,这时在板进给装置的带表面中具有孔,通过这些孔可在板上施加吸力(作为保持力)。
本发明的优点在于可能提高速度及赢得安全性。安全性将得以提高,因为去除了后侧夹持的夹钳。速度可被提高,而不会使板从其平面位置上变形,这在后侧夹持的夹钳进给装置上及在增高速度的情况下是难以满足的。此外可减少时间及可避免为了使板在进给行程开始时与钳夹同步而丢失同步的危险。
板的“利用率”可额外地提高,因为在先前抓取器抓取的位置上不必再留有未被加工的条带区域。产量(利用率)可被提高及在加工板的工具的构型上可获得更大的自由度。
对于板基本上平面地支承,由试验得到:对于在工作区域中使用冲压装置作为工具可实现每分钟超过300个冲程。
安全性及更小的易受干扰性也可这样来改善:不再需要在现有技术中夹钳进给时支承板的固定支承台,及由此可消除不平整度、板的剩余颗粒或该输送台表面上的不规则性。相反地,根据本发明该输送台一起运动,它由多个单独的循环系统构成,每个循环系统单独地通过其表面在其纵向长度的一个纵向区段上将保持及支承力施加在板上。
因为带状循环系统具有一个上行段及下回行段,表面的清洁可在不与板接触的下回行段上实现。
根据本发明可在工具区域的输出部分中设置另一板进给装置。当仅使用一个供给板进给装置时它为第二板进给装置;如果相反地在输入部分使用了彼此上下重叠安置的两个板进给装置时,则它为第三板进给装置。该在运行方向y上设置在工具后面的进给装置与设置在工具前面的进给装置同步地配合工作。该同步运动涉及在y及x方向上进行的“进给定位运动”(“Indexierbewegungen”),由此板在其行进运动过程中通过工具前面及后面的装置导行。在工具前通过板的保持,在工具的后面通过对譬如由冲压装置冲压圆片后剩余的栅格的接收。由此进给力由一个运行平面中的推力及拉力组成,该运行平面则由输入平面,输出平面及工具装置的工作台面组成。
板可通过在输出侧上设置传送装置被一直加工到后边缘端部为止,而不需要迄今现有技术中由夹钳施加保持力的条状剩余接片。
有利的是,在最后一行圆片被工具加工、尤其是冲压前,一个或所述设置在工作区域的输出侧的板进给装置接收、尤其是支承被加工的板、尤其是在冲裁圆片后残留的剩余栅格,并且与输入侧的板进给装置的运动同步。
有利的是,设有另一板进给装置,它形成第一及第二板进给装置的继续,用于在相应板的终端段进入工作区域前,将在工作区域中被加工的板、尤其是在从相应板中冲压出圆片后的剩余栅格支承在工作区域的输出侧上。
有利的是,板具有被预印出的圆片,它们位置精确地被冲裁出,尤其在冲裁后边缘侧被成形加工以构成一个挡边。
有利的是,每个板进给装置具有多个彼此并排设置的循环系统,及两组循环系统被这样地设置及定位,即它们具有彼此面对着的表面,这些表面限定了一个间隙,该间隙大于一个板的厚度。
有利的是,每个循环系统具有一个楔形的、向着工具区域定向的带延伸部分。
有利的是,该楔形构型为纵向延伸的。
有利的是,每个循环带具有比其宽度大的长度,及尤其至少在其长度的一个区段上在侧面被支承或导向。
有利的是,循环带在其外侧面上具有一个磁性层,其厚度小于1mm及包含永久磁性材料。
有利的是,该层是一个薄膜,它借助粘接层被粘接在循环带的设有突起部分的带基部的带背上。
有利的是,在纵向上构造了以基本上均匀的间隔设置的齿。
在传送方法中,可无论在输入侧还是在输出侧设置非直线的边缘,该非直线边缘是为了实现板的最大利用通过圆片中心错开的相互定位得到的。同时在该板进给方法中,在板前及后端具有例如梯形构型边缘的板在进给期间,相对传送方向y,板的步进进给定位运动中侧向运动变短。该侧向运动的缩短将导致:加工更快地进行及可在给定的宽度上设置更多的加工装置,尤其是更多的冲压头或冲头。如果迄今在现有技术中待冲压圆片的每第二行设置了横向方向的偏移,则根据本发明不再需要圆片的直线前端。在纵向上每个紧相邻的圆片列具有一个偏移,这些圆片列在纵向上(在传送方向y上)用其中心点直线地排列(无偏移)。
由此被进给装置执行的工作行程将是锯齿形的,不是单一侧面的横向运动,而是在推进方向及侧向上的x及y运动的组合,以便可控地进入下个加工位置。
附图说明
以下通过实施例来描述及充实本发明。
图1是用于要加工的平板状板1的进给装置的第一例的俯视图,该装置具有一个输入进给装置10,11及一个输出进给装置20。它们与一个工作区域W相邻,该工作区域在以下假定为冲压装置50;
图2是工作装置W的俯视图,它用于说明其功能及在输入部分取走了上部进给装置10,以致仅可看到输入部分的下部进给装置11及放置其上的金属板1以及输出部分上的输送装置20;
图3是输入进给装置的具有上部进给装置10及下部进给装置11的向着工作区域W的端部;
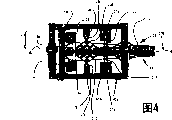
图4是输入进给装置的侧视图,其中可看到输送面或输入平面100;
图5是输出部分上的进给装置、即输出输送装置20的前视图,如从工作区域W所看到的;
图6是输出输送装置20的侧视图,其中它的前端确定了输出平面100,该平面是图4的输入平面的继续及相应于如图2中所示的工作装置的一个加工板52的表面,
图7是一个传送带、例如10a的一个区段及其内部结构;
图7a是与图7的截面垂直的一个截面图,其中表示出图7中传送带的侧向导向装置;
图8是一个板1的概要视图,如由根据以上附图的进给装置输送到冲压装置上的板,板中具有画出或印出的、待由冲压装置50冲压出的圆片R。
具体实施方式
根据图1的第一实施例表示所使用部件的组装状态。一个上部进给装置10及一个不能看到的相似的下部进给装置11各由多个平行的循环带构成,在该例中为10个彼此并列布置的带10a至10k。中间的带10e被象征性地标出。该输送装置被定向在一个工作区域W上,在该例中该工作区域由一个横向延伸的冲压装置50构成。在该工具后面设有一个进给装置20,它与进给装置10相似地构成。它的内部传送带被一个卸料系统29部分地覆盖。在该例中也是紧密并列地设有10个作为循环系统的传送带,用20a至20k表示。并且这里象征性地表示出传送带20e,它作为输入传送带10e的继续。
输入输送装置10,11作为第一板进给装置及输出输送装置20作为第二板进给装置分别相对工具50布置在其输入区域或输出区域中。
传送方向y为纵向方向。在横向方向x上,在工具50中延伸着一系列的工作冲头,如从图2中可看到的。这里具有单冲头50a,50d及50e的一排冲头50以具有每分钟高至300工作行程的高频率等节拍地工作,该频率相应于5Hz的工作频率。主传送方向为y,它作为进给方向或纵向方向。在横向方向x上,图1中的循环传送带系统10a至10k至20a至20k相邻地布置及执行用于定位的执行行程。
图1还表示出带有两个板堆L1及L2的输入板传送装置10,11的输入区域,它们被设在具有H形的定位及支承装置的定位站A的两侧。这里板首先从一侧的堆中取出,放置到定位站A上(从侧面)。接着进行定位工序,该工序使刚输入的板这样地定位,即当向进给装置10,11输送后能使板相对工作位置W上的工具50正确定位。如果一个板堆L1用完,可直接地再动用位于定位站A另一侧上的第二板堆,现在从该板堆中取出板及从右侧输送给定位站A。在定位站A上连接有一个转辙板9,该转辙板可绕一个轴偏转,以便对来自定位站的被定位板在其垂直方向及垂直位置上施加影响。为此该转辙板9将偏转一个小角度,该偏转运动与当前板从定位站到板传送系统10或11的进给同步。在此,该轴位于定位站的附近及当转辙板向上偏转时,转辙板的自由端部将使输入板少量向上偏移;如果转辙板在其静止位置或稍微向下倾斜时,则板不改变高度地从定向站输送到下板传送系统11。
图1的总体图表明了:相对于工作区域W中的工具装置50来说哪个部件位于哪个位置上。在图2上将描述其功能,其中为清楚起见省略了具有其循环带10a至10k的板传送系统,及在具有其并列带11a至11k的下循环传送系统11上放置着一个板1。这里也省略了板堆L1及L2以及其定位站A,及以概要视图这样地表示工具50,以致可看到它的内工作冲头50a至50e。
在冲压装置50的冲头50a至50e的后面设有一个卸料系统29,它使从板中冲下的圆片在横向q上沿一个轨道30输出。为此同时被冲下的多个圆片在使用压缩空气脉冲的短排气通道中从冲压头位置沿主传送方向y上移动,及在短y通道段31a至31e的端部由一个横向延伸的支承装置32上的磁性的横向传送带33在所述横向q上一起被传送出来,该横向平行于x方向。在图5中一眼可看到通道段31a至31e内部。它们为冲头50a的y方向对齐的延伸部分。只要在工作位置W上使用另外的工作装置,该装置不用冲头工作的话,可不用卸料系统,例如当工作位置仅用于在板表面上印刷时,即圆片实际上还与板保持在一起时。
循环带11a至11k被同步地驱动。为此使用一个驱动装置18,可看到它在侧面用法兰连接及将转矩输送到轴18w上,它由导向辊产生反向的导向及驱动循环带。当在图1的定位区域A上板被定位后,板在转辙板下降的情况下被接收在下板进给装置11上及在y方向上通过传送带11a至11k的纵向运动移动到工具位置W前面的一个确定位置上。这时板1”停止在“等待”位置上,并可通过至少一个传感器28检测。在该停止位置上板一直等待,直到在它前面还被传送及被工具加工的板完全通过位于上面的进给装置被输送到工具上为止,以便接着无缝地、即无空行程地使向上及向下运动的冲头50a至50e进入在图示板1的第一冲压位置中,该位置由1’表示。从该时刻开始该板向前进给及在y与x方向上改变地址,以使得所有的预定圆片-作为例子它们被画在图8中的板上-被图示的5个冲头冲下为止。
在此,板通过一个工作台52移动,该工作台的平面基本上相应于由传送带的表面构成的一个平面100,在该平面上板1位于进入的位置及位于第一冲压位置中。
变址的运动将由设在侧面的驱动装置17引起及由一个未示出控制装置位置精确地控制。在图2中y从左向右地构成主进给方向,该进给由带11的运动承担及这些带由一个控制装置这样来控制,以使得各圆片的相应位置精确地到达冲头的下面。如果达到该用于加工的位置,则无论在x方向还是在y方向上进给运动将中止及发生冲头的加工。当冲头从板中移出时将开始一个新的进给定位运动,该进给定位运动由x步进及y步进的组合构成,用于下个位置的操作。
如从后面侧视图中可看到的,在x方向的进给定位运动这样地引起,即整个进给装置在x方向上位移,这就是所有的带11a至11k同时及同步地移动。基于公共的驱动轴18w并通过电动的驱动装置18的控制,在y方向上也同时及同步地进行运动,该驱动装置通过无打滑的驱动带18a将一个驱动辊置入可控的转动,该驱动辊在轴向上具有用于轴18w的滑动轴承。在此,该轴18w可在驱动辊中轴向地移动,但不是在圆周方向上。该轴例如可作为带槽轴或多边形在一个小齿轮中可轴向移动地构成,以便减少必需与进给装置在x方向一起运动的重量。在此,仅是轴18w运动,而电动机18及所属的驱动带18a不运动。
图2中的输出部分表示为板进给装置20的多个并列的循环带系统20a至20k,其中它在y方向上的纵向运动也是由在侧面用法兰连接的具有一个带传动部分26a的驱动装置26及一个小齿轮26b在一个轴26w上进行,该轴设置在第二板进给装置20的背离冲压装置的端部上。并且在这里也可实现进给定位运动,它以与输入侧上板进给装置11的进给定位运动相同的方式在该输出侧上由驱动装置27驱动进行。
在进给定位运动时,输入侧的所有循环带在x方向上与输出侧的所有带同步地运动。在y方向上的运动也是同步的,以使得板1不仅可保持在输入部分中而且可保持在输出部分中,及一方面板可被移入到工具中,另一方面在输出侧也可从工具中拉出板。因此,该输出侧也应被理解成一种进给装置,它作用在一个仍位于输入侧上的板的区段上。在输入侧上为整面的板而在输出侧上仅是在冲压后的残留栅格,但仍为整体的连接及由此能够传递力。如果在工作区域W上选择其它的加工装置而非冲压装置,则板将继续保持完整,例如当仅进行印刷或表面涂层时,这使整个板的机械密度不会产生任何改变。
其侧视图概要地表示在工作位置W上的冲压装置的工作台52的相关性,其中输入传送带11具有并联的循环带系统及输出传送带系统20也具有多个并联的循环带系统。在工作台的这一侧及那一侧,这些循环带系统与工作台面52紧邻接,该工作台面可作得稍微倾斜,以便在供给运动时接收概要表示的板1,这时输入部分的循环传送系统11相应地在y方向输送板。通过所有三个部件11,52,20也表示出一个传送平面100,它基本上相应于传送带的表面,但也可位于一个传送的直板1的平面中,或由台52的表面构成。
为了能用垂直于进给方向y及垂直于变址方向x定向的力引导板,这里假定,在z方向上,它的表面特殊地构成。图7中表示出一个例子。
这里循环的传送带10a以片段及截面表示。带基部62与通常的传送带基部相比在其厚度上减小及在向内侧上设有齿61,这些齿以基本上相同的距离设置在纵向y上。一个驱动轴上的相应齿辊或齿滚筒啮合在这些齿之间,以致多个相邻的传送带彼此间无相对滑动。
在外侧面上,即传送带10a向着板1的表面上设有磁性层63,在所示例中该磁性层是通过粘接层64固定在带基部62的表面上的薄层,其中充满磁性颗粒或整个由永久磁铁薄层构成。它具有<1mm的高度,尤其在0.5及1mm的范围中,以便获得带的弹性及柔性,并同时在表面上基本为平面地提供这样的可能性,即金属板通过磁性的粘附力被保持在z方向上及在y方向上可控地被引导。
用于在z方向上施加粘附力的其它实施例为设有气流孔及喷孔的装置,以便通过负压施加力。
根据图7的循环带以x方向的截面再次表示在图7a中。这里也设有磁性层63,该磁性层在y方向(垂直于绘图平面)上移动,用于进给在图7中概示的板1。为了在带的长度上基本上得到平的表面及带在纵向上没有或仅有很小的挠曲,设有用于带基部62的侧面导向部分65a,65b,带基部在区域62a及62b中由侧面导向部分保持在z方向上。这些导向部分被构成U形导轨或型材,它们在带的下面在x方向上比上面更多地向内伸。在上面的导轨的厚度基本上适配于磁性层63的厚度,以致在带的整个横向b10上与侧面导向部分形成一个基本一致的表面。如果磁性层63在高度上稍微超过导轨,即磁性层高于导轨,则可减小板在侧面纵向导轨65a,65b上的摩擦力。
为了简化带的构型,齿区段61被侧面U形导轨65a,65b握住。在驱动区域中,这些齿用于轴16w,18w或26w的无滑动的运动传递及用于相应的驱动小齿轮,带将无侧面导轨地露在外面。
带基部62相对通常的齿形带的基部明显地变薄,齿61的高度大于带基部的厚度。除带齿的结构外,带向内的结构也可选择其它方式,只要可实现驱动轴18w或26w基本无滑动的运动传递。在此应注意到:驱动轴18w在带11a至11k上施加推动运动,即该驱动轴比一个转向轴18v离开工作区域W远得多,该转向轴被布置在工作台52的附近。对于输出传送带20,侧面导轨是不重要的及有时可以省略,因为这里进给运动是通过这里的在并列传送带20a至20k上的牵拉运动来实现的,其中转向轴26v靠近工作台52及相对运动方向仅指定为转向功能而无驱动功能。但如果工作区域W中的工作装置的结构是这样的,即它占用较小的位置或是一个在空间布置上可得到另外利用的冲压装置,则可在轴18v上选择用于输入循环带系统11的一个驱动装置,以便在这里也可去掉侧面导轨,只要带的长度能够避免挠曲。
用根据图1的装置及图2的原理加工的板在使用冲压装置50的情况下可用于制造圆片,该圆片可用于制造宽口玻璃瓶的金属密封盖。在冲压工序期间也可通过一个深拉伸过程进行圆片造型,以致得到一个环绕的挡边,它以后被设置上密封件及锁止凸块,以用作瓶盖。当封闭是通过旋转运动来得到的话,则这里是基于圆形,但也可以使用不是构成矩形或方形的其它倒有圆角的形状。基于其形状,在相对板面积的圆片面积最大可能利用的意义上板的覆盖或填充率是“利用程度”的一个决定性因素。
在图8所示的板中表示出多个彼此紧密相邻的圆片,其中视观察方向而定可得到圆片彼此的确定排列。在该例中,对于现有技术板的运动方向y’假定是从右向左,而对于图1的板进给应用规定其方向y是自上而下。在该板的上及下侧具有波形构型,可为梯形或整成圆的构型(所谓“涡形边(Scrollkante)”)。前边缘1v及后边缘1r对于图1的装置构成输入边缘及最后通过加工装置W的后端边缘。侧边缘1d及1e构成直及平滑的。它们与通过在y方向上排成列的圆片中心的一个相应点阵线相平行。在垂直于侧边缘1d,1e的方向上构成行,它们用R1,R2,R3,R4至Rn指示。第一行R1首先进入工作位置W上的工具装置50,如图2中所示。
为了节省板面积,定向在y方向上的圆片列错开相邻行中心线之间的一半距离,以使得圆片的圆周彼此紧密排列。由此在前边缘1v上形成圆片的第一行R1,这些圆片不是彼此紧密相邻,而是在x方向上具有明显的距离,该距离在第一及第二行R1,R2中用c表示。该距离大于两个在x方向上延伸的点阵线在y方向上彼此的距离。该对比的点阵线通过在x方向上第一及第三圆片行的中点M的连线来得到。
如果现在板用其涡形(锯齿形或波形或非直边)前端1v向加工装置50运动,则位于前面的行R1中的圆片在冲压机50的一个冲头运动的工作冲程中被加工。由于距离c大,冲头可这样地布置,即对于第一行的加工完成不再需要在x方向上的纯横向行程及可短而快地进行向下行R2的进给定位运动;而不是首先需在第一行R1中再进行一个侧向运动,以便使那里可能还留下的紧密相邻的圆片在第二工作冲程中被加工。
当将图8转过90°及将边缘1d作为在y’方向(相应于本发明该例中的x方向)上向工具装置50移动的边缘时,可清楚地看出对现有技术加工步骤的节约。这里第一行的圆片(与边缘1d平行)彼此靠得如此紧密,以致必须有大距离的工具冲头仅可加工每第二个圆片。为了使在第一冲压冲程中未被加工的每第二圆片能被冲压,则需要一个纯侧向运动。
为了这种运动将使用虚线所示的钳夹部位2a,2b,在现有技术中这些部位花费了一个具有宽度b的条带GTR。用y’表示的进给方向是现有技术的进给方向,其中可看到:在边缘1e上的钳夹面积与板1的总面积相比是很小的,但该条带的宽度b导致板总体利用的损失。
如果根据这里所述的输送装置取消了为钳夹目的占用条带区域的必要性,则在y方向(图8的原始定向)上的进给运动情况下,右侧具有宽度b的条带可减小到这样的程度,即如在左边缘1d上所看到的。因此可节省板材料的不能被转换利用(构成圆片)的条带区域。
此外还可以看出,圆片的密度相对现有技术未改变,因此“利用率”仅仅通过条带区域b的减小就被增大了,由于去掉在第一行R1中的x进给定位运动使速度提高,及通过每行Rn中圆片的中心距离的增大在一个工作冲程中可比圆片紧密相邻的情况加工、尤其是冲压更多的作为小面积块的圆片。
由于圆片是作为例子说明用的,及不一定要作成圆形的,也可作成所谓小面积块,它们被这样地布置在板上,以便能得到板有效面积的最大利用;在最小可能的残留接片部分的情况下,该残留接片的宽度由最紧密相邻的小面积块的边缘区域及由要求预定最小残留接片的加工工具、例如冲压装置的特性确定,以便能进行工整的切割。
如前所述,使用(设想)的第三行R3的中点的连线及第一行R1的中心的连线来确定其距离“d”。它的必要前提是,在其之间存在圆片的第二行,它们的中心假定由连线连接,以便构成位于第一及第三连线之间的第二连线。在第一及第二连线之间具有d/2的距离。
当将在x方向上测量的第一圆片行的中心距离c与延伸在x方向的第三点阵线的距离相对比时,则它是指再下个点阵线。在一个图示均匀及正交的网中,其中所有彼此垂直延伸的所有中心的连线被画出,在y方向上得到比在x方向更密的网线几何分布。新的进给装置将利用它及使用在x方向的中心大距离,以便使这些圆片在前面同时地被工具装置50加工出来。
为了补充板的连续输送功能应参照图3至6所示的图1中结构的侧视图及前视图来更详细地描述其结构。这里在图3的输入区域中可看到,在上板进给装置10与下板进给装置11之间构成一个间隙12,它被表示在图4中。该间隙高于或厚于一个板1的厚度,该板如结合图8所述及在图2中被放置在下板进给装置11上的输入区域中。在图4的侧视图中可看到上传送带及下传送带11的一个楔形的带导向部分。它纵向地延伸及向着工具区域W地定向,该工具区域用输入平面100表示,该工作平面位于间隙12中。两个在间隙12中面对着的、并列布置的循环传送带的传送带区段设有磁性表面,如结合图7所述的。上输入装置10可借助一个由两个隔开的提升缸19a,19b组成的提升装置19相对下板进给装置11提升。
两个板进给装置10及11各在其整体上可在x方向上可控地运动,这是通过用于上进给装置的驱动装置15及用于下进给装置11的驱动装置17来实现的,它们通过丝杠传动装置15a或17a驱动一个框架几何结构,该结构承载着相应的循环传送带板输送器及相对一个主框架可运动地传动。
正如上板输送器10通过一个电控制的驱动装置16、一个上带驱动装置16a及一个上轴16w(见图1及2)驱动那样,下板输送器111通过一个驱动装置18及一个带驱动装置18a驱动向后布置的轴18w。电动机16及18的旋转运动被这样控制,以便产生加工期间所需的y-进给运动。丝杠驱动装置15a,17a的驱动电动机15,17也被这样地控制,以便步进地产生加工期间在工具区域W中所需的x-运动。对于上及下板进给装置这两个运动重叠,其中这些板进给装置不是同时地而是相继地被启动。
首先被供给在例如下板进给装置11上的板导致了上板进给装置10的传送带处于备用,以接受下个板及保持在等待位置中。由于传送带设置成施加z方向的力(例如磁力),第二板也可在等待位置中悬在上传送带10的下侧面上,直至下板进给装置11上的下面板被工具加工为止。接着上板进给装置传送及定位上面板以在工具中加工及下板进给装置11接收下个板及将其保持在等待位置中。相应的板在上或下进给装置上的接收是由转辙板9通过改变其位置来控制的。
设有一个导轨系统,借助它可使两个板进给装置驶入及驶出。驶入及驶出涉及一个支承主框架在轨道或导轨上向着工具区域W或从该区域离开的运动。对于输入侧的板进给装置的这部分由图3表示及对于输出侧的板进给装置的这部分由图5表示。通过输入部分从工作区域的可能离开及输出部分从该工作区域的可能离开,便可从两侧直接接近设在工作区域中的工具。为了允许运动,轨道或导轨41a被设置在一个基部41上及滑块41a’可在导轨上滑动,以实现支承整个结构的支承框架41b相对导轨41a及相对工作区域W的运动。对于输出侧的进给装置具有相同设置。这里基部41是固定导轨44a的同一底座,滑块44a’在一个支承主框架44b,45的下侧面上导行。为了精确定位,在导轨44a的内端设有一个止挡,用于将支承框架44b止挡在最靠近其工作区域W的终端位置上。
x方向的运动在结构上可通过在该方向上可导向移动的框架结构相对下框架41b上部的不可移动的框架结构41c来实现。中间框架41c的上部分42通过一个铰链42a及提升缸19可相对下部分向上翻开,用于维护。用于上驱动装置15的可移动框架结构是由位于横向的支撑件及导向部分组成的系统,与用于位于下面的驱动系统17一样。由于是统一的,将描述用于带传动装置10的位于上面的导向系统,它对下驱动系统17具有直接的对应性,其中标号可以转换,例如上部件15a对应于下部件17a等。上丝杠驱动装置15a将其运动传递到位于x方向的支撑件15f上,后者设有两个,它们在横向上具有一定宽度,该宽度至少跨过了一些传送带。与此垂直地以均匀间隔设置了另外的支撑件15d,每个设置在两个传送带之间及在最外面带的边缘的外面。这些纵向支撑件15d用滑块15c支承在支承框架15b上,滑块可在所述框架上滑动,该滑动由被驱动装置15通过丝杠驱动装置15a及横向支撑件15f传递到带系统10上的运动引起。在这些运动中纵向驱动装置16不一起运动,而是轴16w在轴向上在小齿轮或驱动辊中被引导地运动,后者在轴向上不可运动。它们通过一个带驱动装置16a由驱动装置16控制。
这同样地适用于具有下带驱动装置18a及下槽轴18w的下纵向驱动装置18。驱动部件15的相应传动部分也同样适用于下驱动部件17,17a,17b,17c及17d或17f。
在工具的输出区域中的传送装置将参照图5及6来描述其结构。图5中表示从工具侧看到的视图。框架44b,45支承着可在x方向上运动的、由多个相邻的带输送器20a至20k组成的工作台。设有一个轴26w,它可共同地由一个可控的驱动装置26通过一个带26a转换成可控的旋转运动,以便步进地执行y-运动。该旋转运动与使板传送到工具的、在工具输入区域中的板进给装置10或11的旋转运动同步,在那里由驱动装置16或18驱动。
板进给装置20也具有施加z方向力的部分,例如在各个循环带20a至20k上的磁性表面及由此可将z方向力尤其施加至金属板上。
在x方向上的进给定位运动可借助一个可控的电动机27及一个丝杠驱动装置27a相对框架45来实现。并且在x方向上的该运动与工具前面的通过丝杠驱动装置15,15a或17,17a产生的运动同步。在x方向上的用于进给的驱动系统也与参照驱动部件15所述的系统一样地构成。这里这些驱动部件在使用与此相应的相同下标的情况下用27表示,相对可控的电动机27,27f为横向支撑件,借助它们由丝杠驱动装置27a将进给定位运动传递到循环带20上。在纵向上设置了纵向支撑件27b,它被布置在循环带之间或外面及可在设于支承导轨27b上的滑块27c上滑动。支承导轨27b相对框架45不能移动,后者则可在纵向导轨44a上移动,以便更好地接近工具区域,但不是在进给装置工作期间。
图6表示输出部分的侧视图,其中平面100是图4中平面100的继续,该输出部分构成楔形及向着工具区域W。在楔形输入支承区域的上面设有一个平面的卸料系统29,该卸料系统与传送带20a至20k的表面构成一个间隙及支承排气通道31a至31e。带33与此垂直地延伸,并由支承装置32保持及它也可为磁性的,以便向上吸取被冲压下的圆片及在横向q上如图2和1中所示从侧面输送出来。
一个输入到工具区域的板在靠近图8中后边缘1r的最后一行的最后加工过程前被输出部分的板输送器20抓获、保持并与输入输送带10或11的运动同步地运动-这将视板刚才由哪个传送带供给而定。由于在机器的输入区域中板的进给装置结束在工作台52前,以相对工作台保持一个小的安全距离,输出输送器可在最后冲压工序的最后冲程前接管输入输送器的任务。在冲压后所剩余的残留栅格的机械强度足够大,以致可承受用于输出的拉力。
由图1至3可看到传感器28的位置及部位(28a在上面,28b在下面),它们被这样地布置在输入板进给装置10或11上,即能可靠地识别出图2中相对板1的部位1”。一种感应式接近传感器证实对此是有利的,它被布置在由传送带表面构成的平面的下面。它在y方向上离工具的距离将由板的初始位置来确定。如果传感器28检测到一个板的存在,则驱动装置16或18关断,它在y方向上产生用于各相关进给装置10或11的进给运动。如果在先的板被加工好,可由等待位置接着立即起动驱动装置,其中在先板的后边缘1r与新板的前边缘1v之间仅留有很小的间隙,以便在实际连续的加工方法中,在下个冲程启动下个工序前,下个板就已放置到工具区域中。因此无需以恒定频率继续工作的工具装置50所需的空行程,该进给方法也足以维持。
由于力不是从一个边缘导入板的,而是通过条形传送带装置基本上平面地导入的,因此由板的平面侧施加支承力。并且也由平面侧施加进给力,由此能可靠地避免在较高的进给速度时的波动或变形。
在输入时由输入板进给装置支承的板区段的长度改变有利于在输入部分中变大的长度。因此输入部分中的支承功能相对板的整个面改变了板的平面侧上的支承面。这里不是在一或二个小部位上传递力的点状力导入,而是实质上涉及平面地传递力,它是大面积的,但并不需要整个面积。
根据输入区域中进给装置10,11和输出区域中进给装置的形成楔形的端部的距离,它们分别相对工具区域,可确定被加工出的小面积块R的数目,而输出进给装置20仅是相配合。剩余板长度可根据作为圆片的小面积块的尺寸位于11/2行与3至4行之间。
在输出区域中板进给装置20的长度可短于输入区域中进给装置的长度,因为在输出区域中不必要支承整个板,而是支承其长度的一小部分。在任何情况下,在小面积块的最后一行Rn的最后冲头行程加工前,输出进给装置就已被启动。因此在输出部分中的传送装置不只是在最后工作行程后立即从工作区域中抓出残留栅格的部件,而且也是与输入板输送器一起可控地工作的进给装置,只不过是在工具的输出区域中。
Claims (17)
1.用于优选由金属板材构成的板状平板(Tafeln)的进给装置,用于使多个板(1,1’)运动到并通过一个工作区域(W;50),在该区域中所述板被加工,其中该进给装置具有第一及第二板进给装置(10,11),它们交替地将板可控地供给到该工具区域(W),其特征在于:第一及第二板进给装置(10;10a,...,10k;11;11a,...,11k)各被构造成一个循环系统。
2.根据权利要求1的进给装置,其特征在于,这些循环系统被构造成纵向延伸的、尤其是带状的,它们最好各由多个并排设置的单个带组成。
3.根据权利要求1的进给装置,其特征在于,这些循环系统(10,11)在进给装置纵向(y)上作用在板(1)上及它们的表面被这样构造(63),即将一个在基本垂直于板面(1)延伸的方向上的力施加在每个在进给装置纵向上被传送的板上。
4.根据权利要求1的进给装置,其特征在于,这些循环系统至少分段平面地、尤其是带状或条状地作用在板(1)的一个上或下侧平面上。
5.根据权利要求2至4中一项的进给装置,其特征在于,这些循环系统分别在板(1)的背离工作区域(50)的边缘前作用在一个待被进给的板的两个表面中的一个上。
6.根据权利要求1的进给装置,其特征在于,在最后一行圆片(Rn)被工具(50)加工、尤其是冲压前,一个或所述设置在工作区域(W)的输出侧的板进给装置(20)接收、尤其是支承被加工的板、尤其是在冲裁圆片后残留的剩余栅格,并且与输入侧的板进给装置(10;11)的运动(x,y)同步。
7.根据权利要求1的进给装置,其特征在于,设有另一板进给装置(20),它形成第一及第二板进给装置(10,11)的继续,用于在相应板的终端段进入工作区域前,将在工作区域(50)中被加工的板、尤其是在从相应板中冲压出圆片(R)后的剩余栅格支承在工作区域(W)的输出侧上。
8.根据以上权利要求中一项的进给装置,其特征在于,板(1)具有被预印出的圆片(R,5,6),它们位置精确地被冲裁出,尤其在冲裁后边缘侧被成形加工以构成一个挡边。
9.根据权利要求1的进给装置,其特征在于,每个板进给装置(10,11)具有多个彼此并排设置的循环系统(10a,10b;11a,11b),及两组循环系统被这样地设置及定位,即它们具有彼此面对着的表面,这些表面限定了一个间隙(12),该间隙大于一个板的厚度。
10.根据权利要求9的进给装置,其特征在于,每个循环系统具有一个楔形的、向着工具区域(50)定向的带延伸部分。
11.根据权利要求10的进给装置,其特征在于,该楔形构型为纵向延伸的。
12.由至少两个并排的循环带(10a,10b;11a,11b;20a,20b)组成的带驱动装置,其中,这些循环带在外侧面上具有一个基本平面的由可磁化或磁性材料制成的表面层(63)及在背离外侧面的驱动侧上设有突起部分(61),这些突起部分阻止循环带在驱动方向上的滑动。
13.根据权利要求12的带驱动装置,其特征在于,每个循环带具有比其宽度大的长度,及尤其至少在其长度的一个区段上在侧面被支承或导向(65a,65b)。
14.根据权利要求12的带驱动装置,其特征在于,循环带在其外侧面上具有一个磁性层(63),其厚度小于1mm及包含永久磁性材料。
15.根据权利要求14的带驱动装置,其特征在于,该层是一个薄膜,它借助粘接层(64)被粘接在循环带的设有突起部分(61)的带基部(62)的带背(62a)上。
16.根据权利要求12的带驱动装置,其特征在于,在纵向上构造了以基本上均匀的间隔设置的齿。
17.根据以上权利要求中一项的带驱动装置,其特征在于,板(1)具有被预印出的圆片(R,5,6),它们位置精确地被冲裁出,尤其在冲裁后边缘侧被成形加工以构成一个挡边。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10153481.7 | 2001-10-30 | ||
| DE10153481 | 2001-10-30 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02821927.9A Division CN1582207A (zh) | 2001-10-30 | 2002-10-28 | 无夹钳的高速板传送 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1907592A true CN1907592A (zh) | 2007-02-07 |
Family
ID=7704180
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02821927.9A Pending CN1582207A (zh) | 2001-10-30 | 2002-10-28 | 无夹钳的高速板传送 |
| CN200610079894.3A Pending CN1907592A (zh) | 2001-10-30 | 2002-10-28 | 无夹钳的高速板传送 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02821927.9A Pending CN1582207A (zh) | 2001-10-30 | 2002-10-28 | 无夹钳的高速板传送 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US7237421B2 (zh) |
| EP (1) | EP1439922B1 (zh) |
| CN (2) | CN1582207A (zh) |
| AT (1) | ATE373531T1 (zh) |
| AU (1) | AU2002363160A1 (zh) |
| DE (2) | DE50210937D1 (zh) |
| EA (1) | EA005483B1 (zh) |
| ES (1) | ES2294201T3 (zh) |
| HU (1) | HUP0401961A2 (zh) |
| PL (1) | PL204386B1 (zh) |
| WO (1) | WO2003037543A2 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006014454B3 (de) | 2006-03-29 | 2007-11-08 | Hoffmann, Frank | Stanzvorrichtung mit Zuführeinrichtung |
| DE102007012814B3 (de) * | 2007-03-16 | 2008-08-28 | Grenzebach Maschinenbau Gmbh | Vorrichtung zum automatischen Sortieren von Glasplatten |
| DE502007001929D1 (de) * | 2007-10-20 | 2009-12-17 | Trumpf Sachsen Gmbh | Maschinelle Anordnung für die Blechbearbeitung mit einer Blechbearbeitungseinrichtung sowie mit einer Transportvorrichtung |
| US9358603B2 (en) * | 2009-11-06 | 2016-06-07 | Hidaka Seiki Kabushiki Kaisha | Feeding apparatus for metal strips and manufacturing apparatus for heat exchanger fins |
| US10507510B2 (en) * | 2016-09-30 | 2019-12-17 | GM Global Technology Operations LLC | Strip holding device for the die of a stamping system |
| CN108746388A (zh) * | 2018-06-05 | 2018-11-06 | 深圳市舵轮自动化有限公司 | 用于数控冲床自动上下料设备 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1833470A (en) * | 1929-08-08 | 1931-11-24 | Tacoma Veneer Company | Panel rip saw mechanism |
| US2616501A (en) * | 1947-11-12 | 1952-11-04 | Willis E Smith | Combined veneer clipper and trimmer |
| US3053291A (en) * | 1960-12-09 | 1962-09-11 | Glidden Co | Spice saw |
| US4232858A (en) * | 1968-10-09 | 1980-11-11 | Womako Maschinenkonstruktionen Gmbh | Method and means for manipulating marginally perforated note books prior to introduction of spirals |
| FR2342918A1 (fr) | 1976-03-04 | 1977-09-30 | Patin Pierre | Dispositif magnetique d'entrainement |
| CH622724A5 (zh) | 1977-07-22 | 1981-04-30 | Fischer Ag Georg | |
| DE3004894C2 (de) * | 1980-02-09 | 1985-10-10 | Continental Gummi-Werke Ag, 3000 Hannover | Vorrichtung zum Schneiden von plastisch verformbaren Warenbahnen in Einzelabschnitte |
| JPS58216804A (ja) * | 1982-06-11 | 1983-12-16 | Furukawa Electric Co Ltd:The | 磁性ベルトコンベア装置 |
| DE3437642C2 (de) * | 1984-10-13 | 1994-03-31 | Haar Maschbau Alfons | Vorschubvorrichtung zum Eingeben und Vorschieben von Tafeln in eine Stanze |
| DE3841683A1 (de) * | 1988-04-20 | 1989-11-02 | Haar Maschbau Alfons | Vorrichtung zum ausschneiden und ggf. gleichzeitigen formen von teilen aus blechtafeln |
| US5165314A (en) * | 1990-07-24 | 1992-11-24 | Marquip, Inc. | Slitting shingled sheets |
| DE4124444A1 (de) * | 1991-07-20 | 1993-01-21 | Blechbearbeitungsmaschinenwerk | Vorschubeinrichtung in zufuehrapparaten von werkzeugmaschinen zur verarbeitung von blechen |
| TW239090B (zh) * | 1992-01-17 | 1995-01-21 | Amada Co Ltd | |
| EP0616860B1 (de) * | 1993-03-26 | 1997-10-22 | ALFONS HAAR Maschinenbau GmbH & Co. | Presse mit einem Tafelanlage- und Vorschubsystem |
| EP1151838A3 (de) | 1995-05-24 | 2002-07-17 | Merz & Krell GmbH & Co. | Entformung von HÜlsen fÜr Schreibgeräte |
| JP3442590B2 (ja) * | 1995-11-20 | 2003-09-02 | 株式会社アマダ | パンチング加工機およびその加工方法 |
| DE29623908U1 (de) * | 1996-10-19 | 2000-09-07 | Rainer Naroska Engineering Gmb | Stanzvorrichtung mit Zufuhreinrichtung für Blechplatten |
| EP0911094B1 (de) * | 1997-10-22 | 2005-04-06 | Siegfried Frei | Vorrichtung zum Positionieren von Blechzuschnitten |
| US6179549B1 (en) * | 1997-11-21 | 2001-01-30 | Amada Metrecs Company, Ltd. | Loading and unloading device for sheet metals |
| US6216756B1 (en) * | 1999-03-22 | 2001-04-17 | Howard Carl Mason | Log processing apparatus |
| JP3896790B2 (ja) * | 2001-01-11 | 2007-03-22 | セイコーエプソン株式会社 | カード用の画像形成方法および画像形成装置 |
| JP2004025448A (ja) * | 2002-06-21 | 2004-01-29 | Heian Corp | 治具レス加工装置 |
-
2002
- 2002-10-28 DE DE50210937T patent/DE50210937D1/de not_active Expired - Lifetime
- 2002-10-28 CN CN02821927.9A patent/CN1582207A/zh active Pending
- 2002-10-28 ES ES02802271T patent/ES2294201T3/es not_active Expired - Lifetime
- 2002-10-28 US US10/494,201 patent/US7237421B2/en not_active Expired - Fee Related
- 2002-10-28 HU HU0401961A patent/HUP0401961A2/hu unknown
- 2002-10-28 EP EP02802271A patent/EP1439922B1/de not_active Expired - Lifetime
- 2002-10-28 PL PL368406A patent/PL204386B1/pl unknown
- 2002-10-28 DE DE10294963T patent/DE10294963D2/de not_active Expired - Lifetime
- 2002-10-28 EA EA200400609A patent/EA005483B1/ru not_active IP Right Cessation
- 2002-10-28 CN CN200610079894.3A patent/CN1907592A/zh active Pending
- 2002-10-28 AT AT02802271T patent/ATE373531T1/de not_active IP Right Cessation
- 2002-10-28 AU AU2002363160A patent/AU2002363160A1/en not_active Abandoned
- 2002-10-28 WO PCT/DE2002/004031 patent/WO2003037543A2/de active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| ES2294201T3 (es) | 2008-04-01 |
| CN1582207A (zh) | 2005-02-16 |
| ATE373531T1 (de) | 2007-10-15 |
| DE10294963D2 (de) | 2004-09-09 |
| US20050020423A1 (en) | 2005-01-27 |
| PL368406A1 (en) | 2005-03-21 |
| AU2002363160A1 (en) | 2003-05-12 |
| PL204386B1 (pl) | 2010-01-29 |
| EA005483B1 (ru) | 2005-02-24 |
| EA200400609A1 (ru) | 2004-08-26 |
| WO2003037543A3 (de) | 2003-09-18 |
| HUP0401961A2 (hu) | 2005-01-28 |
| WO2003037543A2 (de) | 2003-05-08 |
| US7237421B2 (en) | 2007-07-03 |
| DE50210937D1 (de) | 2007-10-31 |
| EP1439922B1 (de) | 2007-09-19 |
| EP1439922A2 (de) | 2004-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104828282B (zh) | 一种多工位贴膜机 | |
| CN106395338B (zh) | 一种带有变向转移机构的治具循环输送系统 | |
| CN103786024B (zh) | 全自动广告标识折弯机 | |
| CN1823192A (zh) | 切割织物的设备、切割织物的方法、以及切割和堆叠织物的方法 | |
| CN206265798U (zh) | 一种棒材的上料装置 | |
| JP4825553B2 (ja) | パネル振分方法およびパネル振分装置 | |
| CN108145987A (zh) | 一种自动盖帽热合机 | |
| CN109434274A (zh) | 管板一体激光切割装置及方法 | |
| CN107310253A (zh) | 自动连体移印机 | |
| CN205928131U (zh) | 一种自动光圆孔机 | |
| CN1907592A (zh) | 无夹钳的高速板传送 | |
| CN107600943A (zh) | 一种面向多材质平面拼图的板料散件调度输送设备 | |
| CN109013962A (zh) | 定转子冲片分料、理料方法 | |
| CN205555495U (zh) | 一种全自动油边机 | |
| CN206154887U (zh) | 高速印刷机的双输送台板装置 | |
| CN203832012U (zh) | 喷码机 | |
| CN210413712U (zh) | 一种钢带自动切割装置 | |
| CN209035714U (zh) | 一种镭射打标机 | |
| CN207930435U (zh) | 一种磁瓦自动去毛刺装置 | |
| CN111715842B (zh) | 带塑料护指的倍速链装配机和装配方法 | |
| CN105172313B (zh) | 一种证卡自动层压机 | |
| US5435681A (en) | Pusher device for plate-form articles | |
| CN104118200B (zh) | 用于曲面印刷的装置及其工作方法 | |
| CN110126463A (zh) | 单套dod式喷码机的双面喷码方法及装置 | |
| CN102125962A (zh) | 铝条送料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |