CN1255603C - 采用振荡回流冲击气体从纤维幅片中去除水的方法 - Google Patents
采用振荡回流冲击气体从纤维幅片中去除水的方法 Download PDFInfo
- Publication number
- CN1255603C CN1255603C CNB03142337XA CN03142337A CN1255603C CN 1255603 C CN1255603 C CN 1255603C CN B03142337X A CNB03142337X A CN B03142337XA CN 03142337 A CN03142337 A CN 03142337A CN 1255603 C CN1255603 C CN 1255603C
- Authority
- CN
- China
- Prior art keywords
- width
- cloth sheet
- gas
- air
- impact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B15/00—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form
- F26B15/10—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions
- F26B15/12—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined
- F26B15/18—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined the objects or batches of materials being carried by endless belts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/006—Drying webs by using sonic vibrations
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/10—Arrangements for feeding, heating or supporting materials; Controlling movement, tension or position of materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/24—Arrangements of devices using drying processes not involving heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B23/00—Heating arrangements
- F26B23/02—Heating arrangements using combustion heating
- F26B23/026—Heating arrangements using combustion heating with pulse combustion, e.g. pulse jet combustion drying of particulate materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B5/00—Drying solid materials or objects by processes not involving the application of heat
- F26B5/02—Drying solid materials or objects by processes not involving the application of heat by using ultrasonic vibrations
Abstract
本发明公开了从纤维幅片上去除水分的方法和装置。该方法包括提供一种含水量从约10%到约90%的纤维幅片;提供具有从15Hz到1500Hz频率的振荡回流冲击气体;提供气体分布系统,该气体分布系统包括许多排放口,用于将振荡回流气体喷射到幅片上;将振荡回流气体穿过许多排放口冲击到幅片上,由此从该幅片上去除水分。该装置包括:幅片支撑体,用于在其上接收纤维幅片并且将其沿机器方向传送;至少一个脉冲发生器,用于产生振荡回流空气或气体;以及至少一个与脉冲发生器流体连通的气体分布系统,用于将振荡回流空气或气体传送到幅片上。该气体分布系统终止于许多排放口,这些排放口与幅片支撑体并置,以致幅片支撑体和排放口之间形成冲击距离,许多排放口的预定分布模式限定了幅片冲击面积。
Description
本申请是申请人为:纸科学与技术研究院,申请日为:1999年6月29日,申请号为:99807673.2,名称为:采用振荡回流冲击气体从纤维网幅中去除水分的方法的发明的分案申请。
发明领域
本发明涉及一种高强度、柔软的有吸收性的纤维幅片的制造方法。尤其是,本发明涉及到纤维幅片的脱水。
背景技术
纤维结构,如纸幅,是通过各种各样的方法生产的。例如,可以按照下述具有共同受让人的专利来生产纸幅:1996年9月17日颁发给Trokhan等人的专利U.S.5556509,1996年12月3日颁发给Ampulski等人的美国专利5580423,1997年3月11日颁发给Phan的美国专利5609725,1997年5月13日颁发给Trokhan等人的美国专利5629052,1997年6月10日颁发给Ampulski等人的美国专利5637194,以及1997年10月7日颁发给McFarland等人的美国专利5674663,这些专利的公开内容在此作为参考。纸幅也可以采用穿透空气干燥法制造,如在下述具有共同受让人的专利中所描述的那样:1985年4月30日颁发给Johnson等人的美国专利4514345,1985年7月9日颁发给Trokhan的美国专利4528239,1985年7月16日颁发给Trokhan的美国专利4529480,1987年1月20日颁发给Trokhan的美国专利4637859,以及1994年8月2日颁发给Trokhan等人的美国专利5334289。前述专利公开的内容在此作为参考。
在造纸工艺过程中从纸中除去水分通常包括几个步骤。开始,纤维的含水悬浮液一般包含超过99%的水分和少于1%的造纸纤维。几乎水分的99%用机械方法除去,生产出大约20%的纤维稠度。然后,压榨和/或热操作,和/或穿透空气干燥,或任何它们的组合一般除去小于约1%的水分,将幅片中的纤维稠度增加到大约60%。最后,剩余水分在最后的干燥操作过程(通常利用一个干燥辊)中被除去,从而将幅片中的纤维稠度增加到大约95%。
因为如此大量的水分需要去除,所以在工业造纸工艺中,去除水分是一个最消耗能量的操作单元。根据一项研究,在用于干燥的全部能量消耗工业中造纸排在首位,1985年使用了超过3.75×1014度(BTU)热量(Salama等人,天然气的竞争态势:工业固体干燥,能量与环境研究,Inc.,1987)。所以,在造纸工艺中采用更有效的除去水分的方法可以为造纸工业带来显著的利益,如增加机器功率及降低运行成本。
已知在造纸工艺中使用稳流的冲击气体及干燥辊来干燥纸幅。(例如见Polat等人,纸浆和纸的干燥,工业干燥手册,1987,pp.643-82)。通常,对于薄纸产品来说,冲击罩与Yankee干燥辊一起使用。在具有大约每270平方米3632-4994克(3000平方英尺8-11磅)的相对低定量的幅片中,水分大约在0.5秒内除去。这相当于大约每0.09平方米每小时19068克(每平方英尺每小时42磅)的蒸发速度,由冲击罩完成全部蒸发量的大约75%。定量相对较重的纸产品的干燥速度相当慢。例如,定量为大约每270平方米13620克(每3000平方英尺30磅)的新闻纸,在干燥辊上的蒸发速度大约每0.09平方米每小时2270克(每平方英尺每小时5磅)。例如见P.Enkvist等人在1997年6月12-13日美国Oshkosh,Wisconsin,Valmet Technology Days’97提交的薄纸机上的Valmet高速和高温扬克技术罩(the Valrnet High Velocityand Temperature Yankee Technology Hood on Tissue Machines)。
还已知使用声波能量,如由蒸汽喷射汽笛产生的能量,使得从各种各样的产品中(包括纸中)去除水分变得容易。1972年6月3日颁发给Rodwin的美国专利3,668,785,讲授了对于干燥一个纸幅的声波干燥及冲击流干燥混合干燥方法。1972年10月3日颁发给Rodwin等人的美国专利3,694,926讲授了一种纸干燥机,该纸干燥机带有一个声波干燥区域,幅片通过该区域并经受从聚合在一起的噪音发生器发出的高强度噪音,使得水分从幅片上脱离开。1973年8月7日颁发给Rodwin等人的美国专利3,750,306讲授了幅片和卷状物的声波干燥,包括沿输送槽式反射镜隔开的蒸汽喷射汽笛和第二低压空气扫过已转移的水分,清洁运行通过的幅片。
上述工艺提供了一种产生声波/声学能量的装置和一种产生稳流冲击/挤干空气的分离装置。按照现有技术通过如噪音发生器、蒸汽喷射汽笛以及类似物产生声学能量,需要功率很大的声源并且导致明显的动力消耗。在本领域已经熟知一般的噪音发生器如汽笛、喇叭、蒸汽喷射汽笛和类似装置的效率一般不超过10-25%。还需要另外的装置,如压缩空气的压缩机及产生所需声压的扩音器,来达到一个希望的干燥效果。
现在,已经发现带有振荡回流运动的空气或气体对纸幅的冲击,与现有技术的稳流冲击相反,可以带来显著的好处,包括较高的干燥/脱水速度以及能源的节约。可以相信相对于现有技术来说,一种带有较低频率的振荡回流冲击空气或气体是一种在造纸工艺中提高热量和物质传递速度的有效方法。
脉冲燃烧技术是一种在热力工艺中提高热量和物质传递的已知的并且商业上可行的方法。商业用途包括工业和家庭供热系统、锅炉、煤的气化、喷雾干燥、危险废物的焚化。例如,下面的美国专利公开了几种脉冲燃烧的工业应用:1991年10月22日颁发给Mansour等人的美国专利5059404,1992年7月28日颁发给Mansour的美国专利5133297,1993年3月30日颁发给Mansour的美国专利5197399,1993年4月27日颁发给Mansour的美国专利5,205,728,1993年5月18日颁发给Mansour的美国专利5,211,704,1993年10月26日颁发给Mansour的美国专利5,255,634,1994年4月26日颁发给Mansour等人的美国专利5,306,481,1994年10月11日颁发给Mansour等人的美国专利5,353,721以及1994年11月22日颁发给Mansour等人的5,366,371,这些专利所公开的被引入到这里作为描述脉冲燃烧的参考。一篇由P.A.Eibeck等人撰写的,发表在“燃烧科学与技术”(1993,Vol.94,pp.147-165)文章题目为“脉冲燃烧:冲击喷嘴热传递的加强”描述了一种提高对流热交换的方法,包括脉冲燃烧室的使用,即产生一个冲击在一块平板上的瞬间喷射。该文章报道对流热交换与一个稳流冲击相比提高系数可达2.5。
本申请人相信,与现有的脱水和/或干燥工艺技术相比,振荡回流冲击还能够在幅片脱水和/或干燥工艺中的热量和物质的传递方面带来显著的提高。尤其是,相信振荡回流冲击能够就提高造纸设备速度,和/或降低用于干燥幅片的空气流动方面带来显著的好处,由此减小了幅片干燥/脱水操作设备的体积和资金成本,因而降低了整个造纸工艺成本。另外,可以相信,振荡回流冲击能够使人们做到使受让人生产的密度不均匀的幅片产品达到一个大体上均匀的干燥(在此作为参考)。现在还可以相信,振荡回流冲击可以成功地适用于纤维幅片的脱水和/或干燥,单独或与其它脱水工艺相结合,如穿透空气干燥,稳流冲击干燥,及干燥辊干燥。
为了能够从幅片中有效地脱水,振荡回流空气或气体在大多情况下应该以一种充分均匀的方式作用在幅片的表面上,特别是横贯幅片的宽度(即在机器的横向上)。或者,人们可能希望以一种预先特定的方式区别横贯幅片宽度的振荡回流冲击气体的应用,由此控制幅片不均匀区域的相对湿度和/或干燥速度。在上述任何一种情况下,对于遍及幅片表面的振荡回流空气或气体分布的控制,并且尤其是在机器横向上的控制,对于从幅片上除去水分的工艺有效性来说是关键的。
目前工业规模的造纸机器生产的纸幅,宽度有大约254cm到1016cm(100到400英寸),运行的线速度高达每分钟2135m(7000英尺)。如此宽度,伴随着高速运动的幅片造成对遍及幅片表面的振荡气体分布控制(大概均匀)有一定困难。振荡回流空气或气体的现有设备,例如,脉冲燃烧室,要产生所需要的基本均匀的、横穿一个相对大面积的回流空气或气体的振荡区域都不是很适应的(如果不是根本不行的话)。
因此,本发明的一个目的是提供一种使用振荡回流冲击气体从纤维幅片上除去水分的方法和装置。本发明的另一个目的是提供一种气体分布系统,使人们能够有效地控制遍布幅片表面的振荡回流空气或气体的分布。本发明还有一个目的是提供一种气体分布系统,使振荡回流空气或气体在幅片上得到充分均匀的应用。
发明概述
本发明提供一种新颖的使用振荡回流空气或气体作为冲击介质而从纤维幅片中除去水分的方法和装置。本发明的装置和方法可以在造纸所有过程中不同的阶段使用,从成型一个初期幅片阶段到干燥后的阶段。这样,纤维幅片在一个大的范围内可以有一个开始的湿度,从大约10%到大约90%,即,一个纤维幅片的纤维稠度可以从大约90%到大约10%。
在其方法方面,本发明包括以下步骤:提供纤维幅片;提供带有预定频率的振荡回流冲击气体,频率优选地在从15Hz到1500Hz的范围内;提供一种包括大量排出口并且用来将振荡回流冲击气体传送到幅片的一个预定部分表面上的气体分布系统;和通过大量的排出口将振荡回流气体冲击到幅片上,由此从幅片上去除水分。优选地,振荡回流气体以一种限定幅片冲击面积的预定方式冲击到幅片上。
提供纤维幅片的第一步前面是形成这一幅片的一些步骤,其包括提供许多造纸纤维的步骤。本发明也试图采用由干燥空气成网的方法或已经再润湿的幅片形成幅片。在通过本发明的方法和装置去除水分之前,幅片可具有一种非均匀的湿度分布,即,幅片一些部分的纤维稠度可不同于该幅片其它部分的纤维稠度。
本发明的去除水分装置具有一个机器方向和一个垂直于该机器方向的机器横向。本发明的装置包括:幅片支撑体,用于在其上接收纤维幅片并且沿机器方向传送该纤维幅片;至少一个脉冲发生器,用于产生频率从15HZ到1500HZ的振荡回流空气或气体;以及至少一个与脉冲发生器流体连通的气体分布系统,用于将振荡回流空气或气体传送到幅片的一个预定区域。该气体分布系统终止于与幅片支撑体并置的许多排放口(或当幅片设置于幅片支撑体之上时,与幅片并置),幅片支撑体和排放口之间形成冲击区域。该冲击区域由冲击距离Z限定。换句话说,冲击距离Z是排放口和幅片支撑体之间的间隙。优选地,许多排放口的预定分布模式限定了幅片冲击面积“E”。振荡回流气体可被冲击到幅片上,以在整个幅片冲击区域上提供一个大体均匀的气体分布。可替换地,振荡气体可被冲击到幅片上以在整个幅片冲击区域上提供一个不均匀的气体分布,由此允许控制幅片水分轮廓。
按照本发明,脉冲发生器是一种装置,其用于产生具有周期循环速率/动量分量和平均速率/动量分量的振荡回流空气或气体。优选地,由脉冲发生器产生的声压被转换成大振幅周期运动,包括交替的正周期和负周期,相对于负周期,正周期具有较大的动量和周期循环速率,如下面将更详细地描述的那样。
优选的脉冲发生器包括脉冲燃烧器,通常包括燃烧腔室,进气口,一个进油口以及共鸣管。该管子作为产生标准声波的共鸣器工作。共鸣管进一步与气体分布系统是流体连通的。如在这里所用的术语“气体分布系统”限定了管子、尾管、箱体等的组合,设计用于为脉冲发生器产生的振荡回流空气或气体提供一个封闭的通道,并导引振荡回流空气或气体进入一个预定的冲击区域(上面限定的),在区域,振荡回流空气或气体被冲击到幅片上,由此从中除去水分。气体分布系统被设计成减小(最好全部避免)分裂干涉,这种分裂干涉会不利地影响脉冲燃烧室的所需操作模式,或由脉冲燃烧室产生的回流气体的振荡特性。气体分布系统将回流冲击空气或气体传送到幅片上,优选地通过许多排放出口或喷嘴。振荡回流冲击空气或气体的优选频率在约15HZ到约1500HZ范围内。更优选的频率是从15HZ到500HZ,最优选的频率是从15HZ到250HZ,这取决于脉冲发生器的类型和/或所需水分去除方法的特性。如果脉冲发生器包括脉冲燃烧室,则优选频率从75HZ到250HZ。在本发明的脉冲发生器中可使用一种Helmholtz型共鸣器。Helmholtz型脉冲发生器可被调整达到一个理想的声频。在脉冲燃烧室中,在排放口出口处的振荡气体温度从约260℃到约1371℃(约500°F到约2500°F)。
脉冲发生器的另一个实施例包括一个次声装置。次声装置包括一个通过脉动器与空气入口流体连通的共鸣室。脉动器产生次声(低频)压振荡空气,其然后在共鸣室和共鸣管中被放大。该次声装置的优选振荡回流空气的频率从15Hz到约100Hz。如果需要,包括次声装置的装置可具有加热由该次声装置产生的振荡回流空气的装置。
振荡回流冲击空气或气体具有两个分量:一个是以平均速率V和相应的平均动量M为特征的平均分量;一个是以周期循环速率和相应的周期循环动量为特征的振荡或周期循环分量。在振荡循环期间,燃烧气体从燃烧室向前移动,并且进入、穿过并离开气体分布系统30的振荡循环被定义为“正循环”;冲击气体发生回流的振荡循环被定义为“负循环”。正循环的平均振幅是“正振幅”;负循环的平均振幅是“负振幅”。在正循环期间,冲击气体具有一个“正速率”,沿向着设置在幅片支撑体上的幅片的一个“正方向”;在负循环期间,冲击气体具有一个“负速率”,沿着一个“负方向”。正方向与负方向相反,正速率与负速率相反。正速率分量大于负速率分量,平均速率具有正方向。
脉冲燃烧室在燃烧室内产生一个通常从160dB到190dB的强声压。声压在燃烧室内达到其最大值。由于共鸣管的开口端,声压在共鸣管的出口处减小。这种声压的下降导致周期循环速率的不断增加,其在共鸣管的出口处达到其最大值。在优选的Helmholtz型脉冲发生器中,声压在共鸣管出口处达到最小值,以便达到振荡冲击气体排气流的一个最大周期循环速率。减小的声压有益于减小通常与现有技术的音速增加过程有关的噪音。
在气体分布系统的出口处,周期循环速率从约305m(1000ft)/min到约15250m(50000ft)/min,优选为从约762.5m(2500ft)/min到约15250m(50000ft)/min,其根据在燃烧室内测量的声压计算。更优选的周期循环速率是从约1525m(5000ft)/min到约15250m(50000ft)/min。平均速率从约305m(1000ft)/min到约7625m(25000ft)/min,优选地,平均速率从约762.5m(2500ft)/min到约7625m(25000ft)/min,更优选地从约1525m(5000ft)/min到约7625m(25000ft)/min。
相信对于水分含量从10%到60%的幅片,本发明的装置和方法允许水分去除速度达到756600g/m2.hr(150lb/ft2.hr)和更高。
为了达到所需的水分去除速度,振荡回流冲击气体应当最好在幅片的整个表面上形成大体上均匀接触该幅片的的一个振荡“流动场”。完成它的一种方法是使得来自气体分布系统的振荡气体流基本上均等地分流并且通过排放口网络冲击到幅片的干燥表面。所以,本发明的装置是用于按照预定的且最好受控制的方式将振荡回流冲击空气或气体排放到幅片上。排放口的分布模式可改变。优选的分布模式包括非任意排列的交错排列方式。
气体分布系统的排放口可具有许多种形状,包括但不仅限于:圆形、基本上成矩形、和长椭圆缝形等等。每一排放口具有开口面积“A”和相同的直径“D”。合成的开口面积“∑A”指的是由排放口的所有单个开口面积A一起形成的总开口面积。在连续生产过程中的任何时刻由振荡回流冲击场冲击的幅片部分的面积是冲击面积“E”。
优选地,幅片由幅片支撑体支撑,更优选地沿机器方向传送。在优选实施例中,可设置控制冲击距离的装置,例如传统的手工调节机构以及自动化装置,使得气体分布系统的排放口和幅片支撑体相对于彼此移动。可预言冲击距离可响应来自一个测量幅片脱水过程的至少一个参数或幅片本身的一个参数的控制装置的信号被自动调节。在优选实施例中,冲击距离可从约0.635厘米到约15.24厘米(约0.25英寸到约6.0英寸)变化。冲击距离限定了一个冲击区域,即,在排放口和幅片支撑体之间的区域。在优选实施例中,冲击距离Z与排放口等效直径D的比率(即A/D)从约1.0到约10.0。合成开口面积“∑A”与冲击面积E之间的比率(即∑A/E)从约0.002到约1.000,优选从0.005到0.200,更优选从0.010到0.100。
在一个实施例中,气体分布系统包括至少一个吹箱。该吹箱包括具有许多穿过的排放口的底板。吹箱可具有一个大体上平面状的底板。可替换地,吹箱的底板可具有非平面或弯曲形状,例如凸出形状或凹进形状。在吹箱的一个实施例中,通过许多部分形成了一个大体上凸出的底板。
振荡回流空气或气体的成角度施加可有益地用于本发明。在幅片支撑体总体表面(或幅片冲击面积E的表面)与通过排放口的空气或气体振荡流的正方向之间形成的夹角可几乎从0到90度。这些角度可沿机器方向取向,或沿机器横向取向,也可沿机器方向和机器横向之间的中间方向取向。
在幅片的宽度上可采用许多气体分布系统。这种设置允许在整个幅片宽度上控制幅片脱水过程的条件有较大的灵活性。例如,这种设置允许对幅片的不同机器横向部分单独地控制冲击距离。如果需要,单个气体分布系统可以一种非任意方式,优选为交错排列方式在整个幅片的表面分布。
回流冲击气体的振荡场可有利地与冲击到幅片上冲击气体稳定流(非振荡)冲击气体结合使用。一个优选实施例包括顺序交替应用的振荡回流气体和稳定流动气体。振荡气体和稳定流动气体中的一个或二者包括相对于幅片支撑体带有角度的喷射流。
幅片支撑体可包括许多结构,例如,造纸条或带,长网或筛网,干燥滚筒等等。在优选实施例中,幅片支撑体沿机器方向以每分钟30.5米(100英尺)到每分钟3050米(10000英尺)的速率移动。更优选地,该幅片支撑体的速率是每分钟305米(1000英尺)到每分钟3050米(10000英尺)。在整个造纸过程中的几个主要步骤都可以应用本发明的装置,例如成形步骤、湿转移步骤、预干燥步骤、干燥滚筒干燥(如Yankee)步骤、以及后干燥步骤。冲击区域的一个优选位置是干燥滚筒和与该干燥滚筒并置的干燥罩之间形成的区域,在这种情况下,幅片支撑体包括干燥滚筒的表面。在一个实施例中,冲击罩置于滚筒干燥机的“湿端”。干燥停留时间可通过围绕干燥滚筒的罩和机器速度的结合来控制。这种方法特别适用于消除不同密度结构纸幅中存在的湿度差别。
幅片支撑体的一个优选实施例包括流体可渗透的环形带或条,其具有幅片接触表面和对着幅片接触表面的背部表面。这种类型的幅片支撑体优选包括连接到加强结构的框架,和在幅片接触表面和背部表面之间延伸的至少一个流体可渗透偏转导管。框架可包括大体上连续的结构。可替换地或附加地,框架可包括许多不连续突出部。如果幅片接触表面由大体上连续的框架形成,则该幅片接触表面包括大体上连续的网络;并且至少一个偏转导管包括许多延伸穿过该大体上连续框架的不连续导管,每一不连续导管被框架包围。
采用本发明的装置和方法,能够从结构幅片的不同密度结构部分同时去除水分。这种振荡回流方法的脱水特性与现有技术采用干燥滚筒或穿透空气干燥方法的传统方法相比,上述振荡回流方法的脱水特性很低程度上(如果多少有一点的话)依赖于被脱水的幅片密度的不同。所以,本发明的方法有效地消除了上述脱水过程的水去除特性(更重要地水去除速度)与被脱水的幅片不同部分的相对密度的不同之间的相互影响。
本发明的方法,无论是单独还是与穿透空气干燥方法结合使用,都可以消除在造纸过程中使用干燥滚筒这一步骤。本发明方法的一个优选应用是结合穿透空气干燥方法,包括应用例如由真空源产生的压力。本发明的装置可有益地结合真空装置使用,例如,结合真空拾取靴或真空盒,在这种情况下,幅片支撑体优选为流体可渗透的。真空装置优选地与幅片支撑体的后部表面并置,更优选地在对应于冲击区域的区域内。真空装置通过流体可渗透幅片支撑体将压力施加到幅片上。在这种情况下,由脉冲发生器形成的振荡回流气体和由真空装置产生的压力能够有益地协作,由此相对于那些每一种单独脱水方法大大增加了组合脱水方法的效率。
任选地,本发明的装置可具有从冲击区域(包括边界层)除去水分的辅助装置。这种辅助装置可包括许多与具有大气压的外部区域流体连通的槽。可替换地或作为附加地,辅助装置可包括真空源,和至少一个从冲击区域和/或邻近该冲击区域的区域延伸到真空源的真空槽,由此在它们之间提供流体连通。
附图的简要说明
图1是本发明装置和一种优选连续生产方法的图解示意侧视图,表示出脉冲发生器在环形带支撑的移动幅片上发射振荡回流冲击空气或气体;
图2是一个曲线图,表示振荡回流空气或气体的周期速率Vc和平均速率V,周期速率Vc包括正周期速率V1和负周期速率V2;
图3是类似于图2曲线图的曲线图,表示周期速率Vc相对于声压P的异相分布;
图4是一个脉冲燃烧室的图解示意侧视图,其可用于本发明的装置和方法中;
图4A是沿图4中线4A-4A截取的局部视图,表示脉冲燃烧室的圆形排放口,排放孔具有直径D和开口面积A;
图4B是脉冲燃烧室排放口的另一个实施例,该排放口呈矩形;
图5是一个曲线图,表示在脉冲燃烧室内声压P和正速率Vc之间的相关性;
图6是本发明装置和方法的一个实施例的图解示意侧视图,表示一个脉冲发生器继续将振荡回流冲击空气或气体交替与稳流冲击空气或气体冲击到幅片上,幅片由沿机器方向运行的环形带支撑;
图7是本发明装置的图解局部视图,包括干燥滚筒的干燥机罩,幅片由干燥滚筒支撑;
图7A是本发明装置的局部图解横截面图,包括幅片支撑体,幅片支撑体包括一个其上带有幅片的干燥滚筒和一个包括许多排放口的脉冲发生器气体分布系统;
图7B是与图7A类似的视图,表示出幅片支撑体,幅片支撑体包括一个能渗透流体的带,幅片被压印在幅片支撑体和干燥滚筒表面之间,振荡回流气体被施加到通过幅片支撑体的幅片上;
图8是本发明连续造纸方法的图解视图,表示本发明装置相对于整个造纸过程的一些可能位置;
图9是沿图1中线9-9截取的图解横截面视图,表示脉冲发生器排放口相对于幅片表面的非任意模式的一个实施例;
图9A表示排放口的图解平面图,包括以一种非任意模式分布的大体上呈矩形的孔;
图10是脉冲发生器气体分布系统的一个优选实施例的图解横截面图,该系统终止于一个吹箱,吹箱带有许多穿过其底部延伸的排放孔;
图11是一个沿图10中线11-11截取的图解剖面图,表示多个沿机器方向连续间隔开的吹箱;
图12是吹箱一个实施例的图解横截面图,其具有凸形底面;
图12A是图12所示吹箱的图解的更详细的横截面图,提供了相对于流体能渗透的幅片支撑体以成角度的方式施加振荡空气或气体;
图13是吹箱一个实施例的图解横截面视图,吹箱底部包括许多相互连接组合部分,形成吹箱底部的大致凸形;
图13A是一个图解曲线图,表示在具有图12图解表示的弯曲底部的吹箱出口处,或在具有图13图解表示的分段底部的吹箱出口处的振荡回流气体或空气的温度分布;
图14是具有弯曲凹形底部的吹箱实施例的图解横截面图;
图14A是一个图解曲线图,表示在具有图14图解表示的弯曲凹形底部的吹箱出口处的回流冲击气体的温度分布;
图15是本发明一种生产方法实施例的图解侧视图,表示沿横过机器方向相互间隔开的许多脉冲发生器;
图16是流体可渗透幅片支撑体的一个实施例的局部图解侧视图,其包括连接到加强结构上的大体上连续的框架,幅片支撑体上面有纤维幅片;
图17是图16所示的幅片支撑体的局部图解平面图(为了清楚没有表示纤维幅片);
图18是流体可渗透幅片支撑体的一个实施例的局部图解侧视图,其包括许多连接到一个加强结构上的不连续突出部分,幅片支撑体上面具有纤维幅片;
图19是图18所示的幅片支撑体的局部图解平面图(为了清楚没有表示纤维幅片);
图20是用于本发明的脉冲发生器的一个实施例的图解视图,其包括一个次声装置。
本发明的详细描述
本发明生产方法的第一步包括提供纤维幅片。在这里所用的术语“纤维幅片”或简单地“幅片”60(图1和6-9)指的是宏观平面基层,其包括有纤维素纤维、合成纤维或它们的组合。幅片60可以以任何现有技术已知的造纸方法制造,包括(但不仅限于)传统方法和穿透空气干燥方法。构成幅片60的合适纤维可包括再生或二次纤维、造纸纤维以及原始造纸纤维。这种纤维可包括硬木纤维、软木纤维和无木纤维。这里使用的术语“纤维幅片”包括定量从约每270平方米3632克(每3000平方英尺8磅)(lb/3000ft2)到约每270平方米9080克(每3000平方英尺20磅)(lb/3000ft2)的薄纸幅,以及定量从25454g/90m2(lb/1000ft2)到约1000454g/90m2(lb/1000ft2)的板级幅片,包括(但不仅限于)定量从30到80454g/90m2(lb/3000ft2)级别的牛皮纸幅,定量从40到100454g/90m2(lb/1000ft2)级别的漂白纸板,以及具有典型定量约30454g/90m2(lb/3000ft2)的新闻用纸。
提供纤维幅片60的第一步前面是形成这一幅片的一些步骤。本领域技术人员将容易认识到形成幅片60可包括提供许多纤维61(图8)的步骤。在图8描述的典型的连续造纸过程中,许多纤维61最好悬浮在液体载体中。更优选地,这些纤维61包括含水悬浮液。制备纤维61的含水悬浮液的设备在本领域是已知的,因而在图8中未示出。纤维61的含水悬浮液可被提供到图8所示的网前箱65。尽管在图8中示出单独一个网前箱65,但是应当理解在本发明产生过程的其它设置中可以有多个网前箱。一个或多个网前箱及制备纤维含水悬浮液的设备一般具有1976年11月30日颁发给Morgan和Rich的美国专利3994771所披露的形式,该专利在这里作为参考。造纸纤维含水悬浮液的制备和这种含水悬浮液的典型特征在美国专利4529480中非常详细地描述,该专利在此作为参考。本发明也设计采用通过干燥空气成网工艺形成的幅片60。这种工艺例如在Technomic PublishingCo.,Lancaster,PA于1997出版的S.Adanur所著《造纸机的贵重设备》(P.138)中进行了描述。本发明也可考虑使用已被再浸湿的幅片。先前制造的干燥幅片的再浸湿可被用来制造三维幅片结构,例如通过对再浸湿幅片压花然后再干燥压花幅片而制得。本发明还可考虑使用1997年8月12日授予Farrington等人并转让给Kimberly-Clark Worldwide,inc.of Neenah,Wisconsin的美国专利U.S.5656132中披露的造纸工艺。
本发明的装置10和方法在整个造纸过程的各种阶段是有用的(从形成初期幅片的阶段到后面干燥阶段),如图8所示那样,并且下面详细解释。所以,为了实现本发明的目的,纤维幅片60的纤维浓度可从约10%到约90%,或者换句话说,纤维幅片60的水分含量可从约90%到约10%。当然,根据在下面将要讨论的脱水/干燥前的幅片水分含量、脱水/干燥后所需的水分含量、所需的脱水/干燥速率、在优选的连续加工过程中幅片60的速率、停留时间(即幅片60一定部分由回流冲击气体作用的时间)和其它相关因素,本发明的方法和装置的参数可以且最好应当被调节,以适应具体的需要。在通过本发明的方法和装置10去除水之前,幅片60可具有不均匀的水分分布。
如在这里所采用的术语“干燥”意思是从纤维幅片60中通过汽化去除水(或湿气)。汽化包括水从液相到气相或蒸汽的相变。术语“脱水”意思是在去除的水不产生水的相变而从幅片60中去除水。干燥和脱水之间的区别在本发明上下文中是重要的,这是因为根据整个造纸过程(图8)的特定阶段,一种去水方式可以比其它去水方式更相关。例如,在初期幅片形成阶段(图8,I和II),大多数水主要通过机器设备去除。之后,在压榨和/或热操作和/或穿透空气干燥(图8,III和IV)阶段,通常需要汽化来去除水分。
如这里采用的术语“去除水”或者“水分去除”(或者它们排列的改变)是传统的并包括单独或结合起来的干燥和脱水。类似地,术语“去除水分速率”或“水分去除速率”(和它们排列的改变)指的是脱水、干燥或它们的任何组合。类似地,术语“脱水装置”是应用到本发明的装置,用来通过干燥、脱水或者它们的组合从幅片60上去除水分。“脱水和/或干燥”(或简单地脱水/干燥)的连接-分离组合包括下列之一:脱水、干燥、或这里限定的脱水和干燥的组合。
脱水的成功取决于水在幅片60中存在的形式。在幅片形成阶段,水可以以几种不同的形式存在于幅片60:松散(相对于整个水含量约20%),微孔(约40%),胶体约束(约20%),以及用化学方法吸收(约10%)(1985出版的H.Muralidhara等人所著《干燥技术》3(4),529-66.)。松散水分可通过真空技术去除。然而,从幅片60中去除微孔内的水比去除松散水难得多,这是由于必须要克服在造纸纤维和水之间的毛细作用力的缘故。由于在造纸纤维和水之间形成的强氢键,采用一般的脱水工艺通常不能从幅片中去除胶体约束水和化学方法吸收的水,必须采用热处理方法来去除。本发明的装置和方法可应用于去除水分的干燥和脱水工艺。
本发明的装置10包括与幅片支撑体70结合的脉冲发生器20,幅片支撑体用来在脉冲发生器20的附近承载幅片60,以便幅片60被由脉冲发生器20产生的回流冲击气体穿透。如这里所用的术语“脉冲发生器”指的是用于产生振荡回流空气或气体的一种装置,空气或气体具有一种循环速率/动量分量和一种平均速率/动量分量。优选地,由脉冲发生器20产生的声压被转换成一种大振幅循环运动,包括与正周期循环交替反复的负周期循环,如下面将要详细描述的那样,正周期循环相对于负周期循环具有较大的动量和循环速率。
可用于本发明的一种类型的脉冲发生器20包括发声器和一根管或尾管,该管子具有基本均匀的直径,且一端向着大气打开,相对的另一端关闭,管子的长度L为该管子相对端之间测量的长度(图4)。管子作为一个共鸣器产生固定声波。如在现有技术中已知的那样,固定声波在管子的开口端具有一个波腹(最大速率和最小压力),和一个管子封闭端的节点(最小速率和最大压力)。优选地,这些固定波满足下列条件:L=ω(2N+1)/4,其中,L是管子的长度;ω是固定波的波长,N是一个整数(即,N=0,1,2,3,…,等)。
波长为共鸣管1/4长度(即L=ω/4,N=0)的声波在本领域通常被确定为一种基调。其它声波被确定为第一谐波(N=1),第二谐波(N=2),第三谐波(N=3),…,等。在本发明中,优选的共鸣管的长度等于发声器产生的频率的1/4,即,优选的脉冲发生器20产生基调声波,N=0。固定声波在共鸣器尾管中提供改变的气压,在尾管共鸣器的封闭端具有最大压力。声波和波长的关系如下列公式:F=C/ω,其中F是声频,C是声速。在脉冲发生器20产生基调的情况下,频率和波长之间的关系从前面限定的关系可由公式F=C/4L更具体地表示。
图4表示包括脉冲燃烧室21的优选脉冲发生器20。如图4所示,脉冲燃烧室21包括燃烧腔室13,进气口11,进油口12以及共鸣管15。如这里所用的术语“共鸣管”15表示脉冲发生器20的一部分,其使得燃烧气体以一定的频率沿长度方向振动,同时沿由共鸣管15的几何形状确定的预定方向运动。本领域的技术人员将会理解,当施加到共鸣管15的力的频率(即,在燃烧室13内产生的燃烧气体的频率)等于或接近于共鸣管15的自然频率时,出现共鸣。换句话说,脉冲发生器20(包括共鸣管15)是这样设计的,即共鸣管15将在燃烧室13内产生的热燃烧气体转换成振荡(即,振动)回流冲击气体。
在图4中,进气口11和进油口12与燃烧室13是流体连通的,用于分别将气体和油传送到燃烧室13,在该燃烧室中油和气体混合形成一种易燃混合物。优选地,脉冲燃烧室21也包括引燃器14,其用于引燃燃烧室13内的空气和油混合物。脉冲燃烧室21也可包括一个进气阀11a和一个进油阀12a,用于分别控制空气和油的传送,以及脉冲燃烧室21的燃烧周期参数。
共鸣管15与气体分布系统30进一步流体连通。如在这里所用的术语“气体分布系统”限定了管子、尾管、箱体等的组合,设计用于为脉冲发生器20产生的振荡回流空气或气体提供封闭的通道,并由此导引振荡回流空气或气体进入一个预定的冲击区域,在区域,振荡回流空气或气体被冲击到幅片60上,由此从中除去水分。气体分布系统30被设计成使分裂干涉最小(最好完全避免),这会相反地影响脉冲燃烧室21的所需操作模式,或由脉冲燃烧室21产生的回流气体的振荡特性。本领域的普通技术人员将理解,至少在本发明装置10的一些可能的实施例中(图1,9和4),气体分布系统30可包括一个或多个共鸣管15。换句话说,在一些情况下,共鸣管15可包括脉冲燃烧室21和气体分布系统30二者的固有部分,如在这里所限定的这样。在这种情况下,一个或多个共鸣管15和气体分布系统30的组合在这里被称之为“共鸣气体分布系统”,并由标号35表示。例如,共鸣气体分布系统35可包括许多共鸣管(或尾管)15,如图4,1和9所示。在这点上,“气体分布系统30”和“共鸣气体分布系统35”之间的区别只是形式上的,术语“气体分布系统”和“共鸣气体分布系统”在大部分情况下是可互换的。
无论其具体实施例如何,气体分布系统30或共鸣气体分布系统35将回流冲击空气或气体传送到幅片60上,优选地通过许多排放出口或喷嘴39。冲击到幅片60上的振荡回流空气或气体的优选频率F在约15HZ到约1500HZ范围内。更优选的频率F从15HZ到500HZ,最优选的频率F从15HZ到250HZ。如果脉冲发生器20包括脉冲燃烧室21,则优选频率从75HZ到250HZ。
一个典型的脉冲燃烧室21以下列方式操作。当空气或油进入燃烧室13并在其中混合后,引燃器14点燃气油混合物,由此提供脉冲燃烧室21的启动。由于燃烧气体温度的迅速增加,气油混合物的燃烧造成燃烧室13内体积的突然增加。当热的燃烧气体膨胀时,进口阀11a和12a关闭,由此使得燃烧气体膨胀进入一个共鸣管15,该共鸣管15与燃烧室13流体连通。在图4中,共鸣管15也包括气体分布系统30,这样就形成如上的共鸣管气体分布系统35。气体分布系统30至少具有一个带有开口面积的排放出口39,开口面积在图4A和4B中表示为“A”,通过该开口面积A热振荡气体从气体分布系统30(图4)出来。
本领域的普通技术人员将会理解,图4描述了一种类型的脉冲燃烧器21,其可被用于本发明。许多脉冲燃烧室在本领域是已知的。这些例子包括但不仅限于:从The Fulton Companies of Pulaski,New York,买到的气体脉冲燃烧器;由J.Jireh Corporation of San Rafael,California制造的脉冲干燥机;由Sonotech,Inc.of Atlanta,Georgia.生产的Cello炉。
图20表示脉冲发生器20的另一个实施例,其包括次声装置22。次声装置22包括共鸣室23,其与空气入口11通过脉动器24流体连通。脉动器24产生具有次声压(低频)的振荡空气,次声压然后在共鸣室23和共鸣管15内扩大。在图20中所示的次声装置22进一步包括使脉动器24和扩散器26之间的气压相等的等压软管28,用来控制震动频率的变频器箱25和声波作用控制器27。在次声装置22中也可以使用各种各样的阀,例如一种控制声波作用控制器27和空气入口11之间流体连通的阀26。如果脉冲发生器20包括次声装置22,则振荡回流空气的优选频率是15HZ到100HZ。图20中图解所示的次声装置22商业上由Infrafone AB Company of Sweden制造,商标名称为INFRAFONE。低频声波发生器在1985年5月21授予Olsson等人的美国专利U.S.4517915,1987年3月17日授予Olsson等人的美国专利U.S.4650413,1987年6月13日授予Olsson等人的美国专利U.S.4635571,1986年6月3日授予Olsson等人的美国专利U.S.4592293,1988年1月授予Olsson等人的美国专利U.S.4721395,1994年9月27日授予Sandstrom的美国专利U.S.5350887中进行了描述,这些专利的公开内容在这里作为参考,用来描述产生低频振荡装置。
包括次声装置22的装置10可具有加热振荡空气的装置(未示出),振荡空气由次声装置22排放。如果需要的话,这种装置可包括电加热器或温度控制传热元件,该元件位于邻近冲击区域的一个区域。另一种方案是,幅片60可通过幅片支撑体70被加热。然而,应当清楚,在一些实施例中(至少在造纸过程的一些步骤),次声装置22可没有加热装置。例如,在造纸过程的预干燥阶段可使用次声装置22,在这种情况下,相信次声装置22能够在环境温度下有效地操作。次声装置22也可以被用于产生振荡场,该振荡场然后被加到稳流冲击气体上。
在脉冲发生器20包括脉冲燃烧器21的情况下,振荡回流波的声频至少部分依赖于在脉冲燃烧器21中使用的油的特性(如易燃性)。对于脉冲发生器20的两个实施例、脉冲燃烧室21和次声装置22来说,几个其他因素,包括共鸣系统30的设计和几何形状,也可以影响由回流冲击空气或气体产生的声场频率。例如,如果共鸣系统30包括许多共鸣管15,如图1和图9图解表示的那样,那么这些因素包括(但不限于)一根或多根管子15的直径D(图9)和长度L(图4),管子15的数量,以及共鸣管15的体积与燃烧室13(图4)或共鸣室23(图20)的体积之比。
一种Helmholtz型共鸣器可用于本发明的脉冲发生器20。在本领域的普通技术人员将会认识到,Helmholtz型共鸣器是一种振动系统,通常包括带有开口颈部或端口的大量封闭空气。Helmholtz型共鸣器类似于带有开口和封闭端的如上的共鸣管一样作用。带有波腹的固定声波在Helmholtz型共鸣器的开口端产生。相应地,节点存在于Helmholtz型共鸣器的关闭端。Helmholtz型共鸣器沿其长度方向可具有不恒定的直径(因而具有不恒定的体积)。通常,Helmholtz型共鸣器包括具有腔室体积Wr的较大的腔室,该腔室连接到具有管体积Wt的共鸣管。不同体积的件的结合产生声波。在本发明中使用的优选的Helmholtz型共鸣器和这样的Helmholtz型脉冲发生器在一个给定声频下产生1/4波长的固定声波,如上面已经描述的那样。Helmholtz型脉冲发生器20的声波频率可通过下列公式表示:F=(C/2πL)x(Wt/Wr)0.5,其中:F为振荡回流空气或气体的频率,C为声速,L为共鸣管的长度,Wt为共鸣管的体积,Wr为燃烧室13的体积。这样,通过调节腔室体积Wr,管子体积Wt和管子15的长度L,Helmholtz型脉冲发生器20可被调整达到一个给定的声频。
由于其高燃烧效率和高共鸣操作模式,所以包括脉冲燃烧室21的Helmholtz型脉冲发生器20是优选的。Helmholtz型脉冲燃烧室21通常产生在燃烧室13的一个给定体积Wr内释放能量的每小时每BTU(即英国热量单位)最高的压力波动。所形成的较大值的流动振荡,在克服下游热交换设备的压降方面提供了一个所需的压力增高量。在本发明采用的Helmholtz型脉冲燃烧室21中的压力波动范围通常从约1si(负波峰期间Q2)到约5psi(正波峰期间Q1),如图2图解表示的那样。这些压力波动在燃烧室13内产生从约120分贝(dB)到约190dB的声压值。图3是类似于图2所示曲线图的曲线图,表示周期速率Vc相对于声压P的异相分布。
振荡回流冲击气体具有两个分量:一个是以平均速率V和相应的平均动量M为特征的平均分量,一个是以周期循环速率Vc和相应的周期循环动量Mc为特征的振荡或周期循环分量。无需理论证明,本申请人相信振荡回流冲击气体的平均和振荡分量主要以下列方式形成。从燃烧室13排入气体分布共鸣系统30的气体燃烧产物具有大的平均动量(与燃烧气体的平均速率V和其质量成比例)。当气油混合物的燃烧基本上在燃烧室13完成后,以高速排出燃烧室13的燃烧气体的惯性在燃烧室13内形成局部真空,这一真空使得排出的一部分燃烧气体回到燃烧室13。其余的排出气体通过共鸣系统30以平均速率V离开脉冲燃烧室21。在燃烧室13内形成的局部真空打开入口阀11a和12a,由此使得空气和油再一次进入燃烧室13;燃烧循环重复进行。
如这里使用的,燃烧气体从燃烧室13向前移动,并且进入、穿过并离开气体分布系统30的振荡循环被定义为“正循环”;冲击气体发生回流的振荡循环被定义为“负循环”。相应地,正循环的平均振幅是“正振幅”;负循环的平均振幅是“负振幅”。类似地,在正循环期间,冲击气体具有“正速率”V1,沿向着设置在幅片支撑体70上设置的幅片60的“正方向”D1;在负循环期间,冲击气体具有“负速率”V2,沿着“负方向”。正方向D1与负方向D2相反,正速率V1与负速率V2相反。在过程中,周期循环速率Vc定义了在任何给定时刻振荡流动气体的瞬时速率,同时,平均速率V定义了回流振荡场的最终速率,回流振荡场由以频率F振动的燃烧气体(包括一系列交替的正负循环)形成。本领域的普通技术人员将会理解正速率V1大于负速率V2,平均速率V具有正方向D1,因而最终的振荡冲击气体以正方向D1运动,即从脉冲燃烧室21进入气体分布系统30。也应当理解,由于循环速率Vc不断地从正速率V1变到与正速率V1相反的负速率V2,所以,当循环速率Vc改变其方向时必然存在一种情况,即相对于V1和V2Vc=0的情况。所以,每一个正速率V1和每一个负速率V2从0到最大值到0等等改变其绝对值。因此,应当指出,正速率V1是在正循环期间的一个平均周期循环速率Vc,负速率V2是回流冲击气体在负循环期间的一个平均周期循环速率Vc。
相信平均速率V可由至少两个因素来决定。首先,在燃烧室13内点燃的空气和油最好在一个所需点火范围内产生一种理想配比的气体流。例如,如果燃烧强度需要增加,则需增加供油速度。当供油这度增加时,在燃烧室13内的压力波动强度相应增加,这又增加了由气阀11a吸入的空气量。这样,优选的脉冲燃烧室21能够在所需达到点火速度下自动保持一个基本恒定的理想配比。当然,如果需要的话,通过改变阀11a和12a的操作特性,脉冲燃烧室21的几何形状(包括其共鸣管15),以及其它参数,可以改变燃烧理想配比。其次,由于燃烧气体相对于入口处的空气和油的粘度具有非常高的粘度,所以,入口处空气和油的速率大于燃烧气体的速率。较高的入口处空气和油的粘度引起穿过阀11a和12a的较高流动阻力(相对于穿过共鸣系统30的流动阻力来说)。
按照本发明,脉冲燃烧室21在燃烧室13内产生从160dB到190dB的强声压P。声压P在燃烧室13达到其最大值。由于共鸣管15的开口端,声压P在共鸣管15的出口处减小。这种声压P的下降导致周期循环速率Vc的不断增加,其在共鸣管15的出口处达到其最大值。在最优选的Helmholtz型脉冲发生器20中,声压在共鸣管15的出口处达到最小值,以便达到振荡冲击气体排出气流的一个最大周期循环速率Vc。减小的声压P有益于减小通常与现有技术的音速增加过程有关的噪音。例如,在本发明的脉冲燃烧室21的一些实验中,在距排放出口39约2.54厘米到约6.35厘米(约1.0到约2.5英寸)的距离处测量的声压P为约90dB到约120dB。这样,相对于现有技术的平均声压达到170dB的音速增加的稳流冲击过程(例如见美国专利U.S.3694926,2:16-25),本发明的优选方法和装置10以一个非常低的噪音水平操作。
在气体分布系统30的出口处,从约305米(1000英尺)每分(ft/min)到约15250米(50000ft)/min,优选为从约762.5米(2500ft/min)到约15250米(50000ft)/min的周期循环速率Vc能够根据在燃烧室13内测量的声压P计算。更优选的周期循环速率Vc是从约1525m(5000ft)/min到约15250m(50000ft)/min。图5中的曲线图图解表示声压P和周期循环速率Vc之间的影响。如上面已经解释的那样,按照本发明的优选方法,周期循环速率Vc在脉冲发生器20内增加,在从气体分布系统30穿过排放出口39的出口处达到其最大值,同时,由油气混合物在燃烧室13内的爆炸产生的声压P减小。(在图5所示的曲线图中,符号“a”对应于燃烧室13内的一个位置,在此开始发生燃烧,符号“b”对应于排放口39的出口处)。按照本发明,平均速率V是从约305m(1000ft)/min到约7625m(25000ft)/min,Vc/V的比率是从约1.1到约50.0。优选地,平均速率V从约762.3(2500ft)/min到约7625m(25000ft)/min,Vc/V的比率是从约1.1到约20.0。更优选地,平均速率V从约1525m(5000ft)/min到约7625m(25000ft)/min,Vc/V的比率是从约1.1到约10.0。从共鸣管入口到共鸣管出口进一步到气体分布系统30的排放出口39,周期循环速率Vc的振幅增加。这进一步改善了燃烧气体和气体分布系统30的内壁之间的对流热传递。按照本发明,在气体分布系统30的排放出口39的出口处达到最大的热传递。
脉冲燃烧室在多个原始资料中描述,例如,Hemispher/TaylorFrancis,N.Y.出版的Nomura等人所著的《脉冲燃烧干燥过程的热和质量传递特性》(89年干燥会议,Mujumdar和M.Roques编辑,p.p.543-549);1969年Trans.ASME J.of Eng.For Power第91A期发表的V.I.Hanby所著的《气体点火的脉动燃烧器的对流热传递》(p.p.48-52);1986年Pergamon JournalLTD第12期发表的A.A.Putman所著的《脉冲燃烧,连续能量燃烧科学》(p.p.4-79);1986年Chicago举行的工业燃烧技术研讨会上John M.Corliss等人的《工业过程中通过脉冲燃烧增强热传递》(p.p.39-48);1993年Combust.Sci.and Tech第94期P.A.Eibeck等人所著的《脉冲燃烧:冲击射流热传递增强》(p.p.147-65)。这些文章在这里作为参考来描述脉冲燃烧和各种类型的脉冲燃烧室。然而应当仔细注意,为了本发明的目的,仅仅是那些能够形成具有正循环和负循环的振荡顺序的冲击气体,或者如这里使用的振荡回流冲击气体的脉冲燃烧室是合适的。冲击气体的回流特性提供明显优于比现有技术的稳流冲击气体的脱水和节约能量的益处,如下面进一步描述的那样。
本发明的装置10,包括脉冲发生器20和幅片支撑体70,用于能够按照预定的优选控制的方式将振荡回流冲击气体排放到幅片60上。图1,6,7和8表示出脉冲发生器20相对于幅片支撑体70的几种主要设置。在图1中,脉冲发生器20将振荡回流冲击空气或气体排放到由幅片支撑体70支撑并沿机器方向或MD运行的幅片60上。如这里采用的“机器方向”指平行于穿过设备的幅片60流动的方向。机器横向或CD指垂直于机器方向并且平行于幅片60总体平面的方向。在图1和图9中,图解表示出共鸣气体分布系统35,其包括几排机器横向的共鸣管或通道15,每一个具有至少一个排放开口39。可是,应当清楚管15和出口39的数量以及它们相对于幅片60表面的分布模式会被各种因素影响,这些因素包括但不限于:整体脱水过程参数,冲击空气或气体特性(如温度),幅片60的类型,在排放口39和幅片支撑体70之间形成的一个冲击距离Z(图1和图7A),停留时间,当本发明的脱水过程完成后所需的幅片60的纤维密度,以及其他。出口39不必具有图9所示实施例的圆形形状。出口39可具有任何合适的形状,包括但不限于如图4B所示的大体矩形形状。
如这里使用的术语“冲击距离”标为“Z”,意思是在气体分布系统30的排放出口39和幅片支撑体70的幅片接触表面之间形成的距离。在本发明装置10的优选实施例中,可设置控制冲击距离Z的装置。这种装置可包括传统的手动机构以及自动装置,使得气体分布系统30的排放出口39和幅片支撑体70相对于彼此移动,即向着和远离彼此移动,由此调节冲击距离Z。可以预言地,冲击距离Z可响应来自控制装置90的信号被自动调节,如图1图解表示的那样。控制装置测量脱水过程的至少一个参数或幅片60的一个参数。例如,控制装置可包括一个水分测量装置,该装置用于在幅片60经受脱水之前和/或之后,或者在去除水分过程中(图1)测量幅片60的水分含量。当幅片60的水分含量高于或低于一定的预定值时,该水分测量装置发出一个误差信号来相应地调节冲击距离Z。可替换地或作为附加地,控制装置90可包括温度传感器,在幅片经受本发明的回流冲击时其用于测量幅片60的温度。本领域的普通技术人员将会理解,一般情况下,纸能承受的温度不大于149℃-204℃(300°F-400°F)。因此,控制幅片的温度是重要的,尤其是在本发明的生产方法中,当从气体分布系统30的排放口39出来时,回流冲击气体的温度可达到1371℃(2500°F)。所以,可以预言地,冲击距离Z可响应来自设计用于测量幅片60温度的控制装置90的信号被自动调节。当幅片60的温度高于某一预定极限值时,控制装置90发出一个误差信号来据此调节(可能增加)冲击距离Z,由此形成降低幅片60温度的条件。脱水过程的这些和其他参数,单独或结合起来可被用作输入参数来调节冲击距离Z。
在优选实施例中,冲击距离Z可从约0.635厘米(0.25英寸)变到约15.24厘米(6.0英寸)。该冲击距离限定了一个冲击区域,即,排放出口39和幅片支撑体70之间的区域,该区域被脉冲发生器20产生的振荡回流冲击气体穿透。在本发明装置10和方法的优选实施例中,冲击距离Z与排放口39的等效直径D之间的比率,即比率Z/D为约1.0到约10.0。这里所用的“等效直径D”限定了与具有圆几何形状的出口39的相同开口面积有关的具有非圆形状的出口39的开口面积A。任何几何形状的面积可以按照公式:S=1/4πD2进行描述,其中,S是任何几何形状的面积,π=3.14159,D是等效直径。例如,具有矩形形状的出口39的开口面积可被表示成一个相同面积S的圆,其直径是“d”。然后,直径d由公式S=1/4πD2可计算出来,其中S是矩形的已知面积。在前述的实施例中,直径d是该矩形的等效直径D。当然,圆的等效直径就是该圆的真实直径(图4和图4A)。
适合于将回流气体的振荡场传送到幅片60上的气体分布系统30的各种设计包括具有单独的直管或通道15(图4)、或许多管子15(图1)的构形。管子15的几何形状、相对尺寸和数量取决于干燥表面所需热量传送曲线,面积的相对尺寸和该过程的其他参数。无论其具体设计如何,气体分布系统30必须具有一定的特性。首先,如果该气体分布系统30包括共鸣管15,由此形成共鸣气体分布系统35,如上面解释的那样,共鸣气体分布系统35必须将在燃烧室13内产生的燃烧气体转换成如上的振荡回流冲击气体。其次,气体分布系统30必须将振荡回流冲击气体传递到幅片60上。按照要求气体分布系统30必须将冲击气体传递到幅片60上,这意味着冲击气体必须积极地接合幅片60上包含的水分,例如从幅片60上和从邻接幅片60的边界层至少局部去除其水分。应当理解传递到幅片60上的冲击气体不排除可穿透(至少局部地)幅片60的冲击气体。当然,在本发明的一些实施例中,冲击气体可穿过幅片60的整个厚度,由此从幅片60转移、加热、蒸发和去除水分。
按照本发明,气体分布系统30的设计对于获得所需的高水分去除速度(达到6810克每0.09平方米(150磅每平方英尺)每小时(1b/ft2.hr)和更高速度)是起决定性作用的。不仅与幅片60的冲击区域有关的排放出口39的最终开口面积是重要的,而且穿过幅片冲击区域的排放出口39的分布模式也是重要的。如这里采用的术语“最终开口面积”设计为“∑A”指的是由出口39的所有单个开口面积A一起形成的总开口面积。由振荡回流冲击场在连续生产过程中任何时刻冲击的幅片60部分的区域在这里被指定为一个“冲击面积E”。冲击面积E被计算为E=RH,其中R是冲击面积E的长度(图1),H是幅片60的宽度(图9和图11)。距离R由气体分布系统30的几何形状限定,具体地由许多排放口39的分布模式的机器方向尺寸限定,如图1更好地表示的那样。换句话说,冲击面积E是对应于由许多排放口39的分布模式画出的轮廓线区域。最终开口面积“∑A”和幅片冲击面积E之间的关系可由比率∑A/E来定义,其可从0.002到1.000。按照本发明的优选实施例,比率∑A/E是从0.005到0.200(即相对于E来说∑A占0.5%到10%)。更优选的比率∑A/E是从0.010到0.100。
按照本发明,对于水分含量从约10%到约60%的幅片60,水去除速度高于126100-151320g/m2.hr(25-30lb/ft2.hr)。优选的脱水速度高于252200-302640g/m2.hr(50-60lb/ft2.hr)。更优选的水去除速度从378300g/m2.hr(75lb/ft2·hr)到756600g/m2.hr(150lb/ft2.hr),甚至更高。为了达到幅片60所需的脱水速度,振荡回流冲击气体应当在冲击区域最好形成一个在幅片60表面上大体上均匀接触幅片60的振荡“流动场”。当来自气体分布系统30的振荡气体流穿过排放口39的网络大体上相同地分开并且冲击到幅片60的干燥表面上时,可形成振荡场。而且,由于在脉冲燃烧器21和气体分布系统30内的可能的密度影响,在气体分布系统30内的振荡冲击气体的温度控制是必须的。在气体分布系统30穿过排放口39出口处的气体温度控制是需要的,这是因为它帮助人们控制过程中的水去除速度。本领域的普通技术人员容易理解对气体温度的控制可通过使用脉冲燃烧室21和气体分布系统30的外表面的冷却水套或空气/气体冷却来完成。也可以使用加压冷却空气和传热片来控制排放口39处的气体温度,恢复脉冲燃烧室21中的热量,以及控制在共鸣管15中的火焰前端的位置。
已经发现,振荡场可采用具有多种几何形状的排放口39(主要优选按照集中导引线就可以)来分布。首先,共鸣气体分布系统35在每个管15中应当最好具有相同的体积和长度,以便保持这种声场性能,以保证在燃烧室13内产生的声压最大限度地且均匀地转换成排放口39出口处的振荡场。第二,共鸣气体分布系统35(或气体分布系统30)的设计在燃烧室13内应当最好减小“后”压力。后压力会不利地影响空气阀11a的操作(尤其是当其具有空气动力学性质时),并且随后减小由脉冲燃烧室产生的动态压力和冲击气体的振荡速率Vc。第三,许多排放口39的最终开口面积∑A应当和管15的最终开口(横截面)面积有关。这意味着在一些实施例中,许多排放口39的最终开口面积∑A应最好等于管子15的最终开口(横截面)面积。可是在另一些实施例中,可能希望具有不同的开口面积提供对回流气体的振荡场温度曲线的控制(大体均匀)。照排放口39的最终开口面积∑A类推,本领域普通技术人员将明白“一个或多根管子15的最终开口面积”指的是由单个管子或多个管子15形成的一个总开口面积,如从垂直于振荡气体流的假想横截面看到的那样。
在平面图中的排放口39的分布模式相对于幅片60可以改变。例如,图9表示一种非任意交错分布排列方式。包括非任意交错排列的分布模式便于冲击气体的更加平稳的施加,因而便于气体温度和速率相对于幅片60冲击区域的更均匀的分布。排放口39可具有大体上如图4B所示的矩形形状。这种矩形排放口39可用于覆盖幅片60的整个宽度,或可替换地覆盖幅片60宽度上的任何部分。
图10和11表示包括许多吹箱36的气体分布系统30,每个吹箱终止于包括许多排放口39的底板37。排放口39通过本领域已知的任何其他方法可被形成为穿过底板37的穿孔。在图10中,吹箱36具有大致梯形形状,但是应当理解吹箱36的其他形状也是可能的。类似地,当图10所示的吹箱具有基本上平面的底板37时,已经发现非平面或弯曲形状的底板37是可能的,甚至是优选的。例如,图12表示具有凸形底板37的吹箱36;图14表示具有凹形底板37的吹箱36。已经发现相对于平面形状底板37,底板37的凸出形状在冲击区域提供更高的振荡气体温度(图13A)。与此同时,相对于平面底板提供的温度分布,底板37的凹进形状提供了在幅片60冲击区域上的更加均匀的气体温度分布,装置和方法的所有其他特性是相同的,如图14A所示。
图12表示了凸形底板37,其横截面是弯曲的,图13表示一个由许多部分组成的大致凸形底板37的另一个实施例。图13大体上表示包括三部分的底板:第一部分31,第二部分32和第三部分33。在所示的横截面中,部分31、32和33相互间形成角度,由此在所示横截面中形成一个“断折线”。当然,部分的数量以及它们的形状可不同于图13所示的那些。例如,图13所示的每个部分31、32和33具有大体上平面的横截面形状。可是,每一个部分31、32和33可以是单个弯曲的(未示出),类似于图12所示的底板37。
本领域的普通技术人员应当理解在文中的具有凸出形状的底板37中(无论是否弯曲),上面定义的冲击距离Z在排放口39中会不同。所以,考虑到每单位幅片冲击区域排放口39的相对开口面积A和相对排放口数量,如这里所采用的,在文中的凸形底板37的冲击距离Z是幅片支撑体70的幅片接触表面和相应的单个排放口39之间的所有单个冲击距离Z1、Z2和Z3等的平均数(图12和图13)。例如,图13表示底板37横截面在部分32上具有三个冲击距离为Z3的排放口39(部分31和33上各一个),在部分31和33上具有两个冲击距离为Z2的排放口39(部分31和33上各一个),在部分31和33上具有两个冲击距离为Z1的排放口39。然后,假设所有排放口39具有相互相同的开口面积A,那么,整个底板的冲击距离被计算为(Z3×3+Z1×2+Z2×2)/7。如果排放口39具有不相同的开口面积A,则不同的面积A应当包括在公式中,来计算不同的单个排放口39的分布。单个冲击距离Z1、Z2和Z3等是从排放口39的几何轴线穿过由底板37的朝向幅片表面形成的冲击线的点测量的。如果合适的话,本领域的普通技术人员将理解,在本文的包括干燥滚筒80(图7,7A和8(IV))的幅片支撑体70中可以采用相同的方法计算冲击距离Z。
气体分布系统30(包括排放口39)的其它设计和变换打算包含在本发明中。例如,在板37中的许多孔可包括以预定方式分布的长椭圆形缝状孔,如图9A中图解表示的那样。类似地,如需要的话,在本发明的装置10中,可以采用圆形排放口39和缝状排放口39的组合方式(未示出)。
也相信,振荡回流空气或气体的成角度施加可有益地用于本发明。通过“成角度”的施加意思是振荡空气或气体的冲击流正方向和幅片支撑体70的幅片接触表面之间形成一个锐角。图12和图13表示振荡冲击空气或气体的这种成角度施加。然而应当仔细注意到,振荡空气或气体的成角度施加是不必因底板37的凸形、凹形或其它弯曲(或断折)形状而产生的。换句话说,如图13所示,弯曲或断折的底板37可被容易地设计成提供振荡空气或气体的无角度施加(即垂直于幅片支撑体70)。类似地,平面底板37可包括设计用于提供振荡回流空气或气体的成角度施加的排放口39(未示出)。当然,振荡回流空气或气体的成角度施加可被不是吹箱36的一种装置提供,例如,通过许多单个管子施加,每根管子终止于排放口39,而不采用吹箱36。无需理论证明,申请人相信由成角度施加的振荡空气或气体提供的脱水优点可归因于这样的事实,即,成角度振荡空气或气体流的“擦拭”效果通过气体流和幅片60的表面之间存在的锐角而得到促进。
在图12A中,符号“λ”表示在幅片支撑体70的整个或宏观单个平面表面和通过排放口39的空气或气体振荡流正方向之间形成的一般角度。如这里所用的术语“整个”表面(或平面)和“宏观单个平面”表面二者表示当作为一个整体而不考虑结构细节观察幅片支撑体70时的幅片支撑体70的平面。当然,虽然不是优选的,但是与绝对平面的较小偏离还是允许的。也应当认识到,振荡回流空气或气体的成角度施加可以是相对于机器横向(图12)、机器方向(未示出)、机器方向与机器横向二者(未示出)。按照本发明,角度λ几乎从0到90度。而且,单个角度λ(λ1,λ2,λ3)可相互间不同(在一些实施例中优选为这样),如在图12A中更好地表示的那样:λ1>λ2>λ3。本领域的普通技术人员将会理解,提供的有关角度λ的教导也可以被类似地用于图14所示的凹进底板37。
图15图解表示本发明方法的一个实施例,其中横过幅片60的宽度使用许多气体分布系统30(30a,30b和30c)。这种设置在控制横过幅片60宽度的幅片脱水过程的状态,及控制幅片60不同部分(假设沿机器横向)的相对湿度和/或脱水速度时提供更大的灵活性。例如,这种设置允许人们为幅片60的不同部分单独控制冲击距离Z。在图15中,气体分布系统30a具有冲击距离Za,气体分布系统30b具有冲击距离Zb,气体分布系统30c具有冲击距离Zc。每个冲击距离Za、Zb、Zc是单独可调的,相互独立。可提供控制冲击距离Z的装置95。图15表示出三个脉冲发生器20,每一个具有其自己的气体分布系统30,应当理解在其它实施例中,单个脉冲发生器20可具有许多气体分布系统30,每一个具有用于单独调节冲击距离Z的装置。
在本发明包括两个或多个脉冲发生器21的方法实施例中,一对脉冲燃烧室21可以以一前一后相互非常接近的方式有利地操作。这种设置(未描述)可导致脉冲燃烧室21点火间180°相位延迟,这可以通过减少噪音传播来产生额外的益处。这种设置也可以在脉冲燃烧室内产生较高的动态压力级别,这又导致振荡回流冲击气体从共鸣系统30的排放口39以一个较大的周期循环速率Vc排出。这种较大的周期循环速率Vc增加了方法的脱水效率。
按照本发明,回流冲击气体的振动场可被有利地用于与一个稳流冲击气体结合。操作的一个特别优选方式包括振荡回流气体和稳流气体的顺序交替应用。图6图解表示出这种方法的一个实施例的主要设置。在图6中,气体分布系统30穿过具有排放口39的管子15传送振荡回流冲击气体;稳流气体分布系统55穿过具有排放口59的管子55传送稳流冲击气体。在图6中,方向箭头“Vs”表示稳流气体的速度(或运动),方向箭头“Vc”图解表示振荡回流气体周期循环速度(或振荡运动)。当幅片60沿机器方向MD运行时,振荡回流气体和稳流气体(非振荡)依次冲击在幅片60上。当幅片60沿机器方向运行时,这种处理顺序可被沿机器方向重复许多次。相信振荡流动场“擦洗”幅片60干燥表面上的残余水蒸汽(包括边界层),由此便于通过稳流冲击气体从其上面去除水分。这种结合增加了稳流冲击干燥系统的干燥性能。应当理解,在包括施加组合在一起的稳流气体和振荡回流气体的方法中,在本发明中试图施加成角度的冲击气体。在这种情况下,振荡气体和稳流气体的一种或两种可包括具有相对于幅片支撑体70的“成角度”位置的喷射流,如已在上面更详细地描述的那样。
在图6中,产生振荡和稳流冲击气体的装置被图解表示为包括相同的脉冲发生器20。在这种情况下,稳流气体的控制对于防止热损害幅片60或控制水去除速度会是必要的。然而应当明白可以提供单独的稳流发生器(或多个发生器),其独立于脉冲发生器20。后者的设置在本领域普通技术人员的知识范围内,因此在这里不进行描述。
在脉冲燃烧室的燃烧循环期间,在本发明中试图注入稀释剂(或者连续地或者周期性地以配合燃烧室的操作频率)。如这里所采用的“稀释剂”包括液态或气态物质,它们可被加入到脉冲燃烧室21的燃烧室13中产生额外的气态物质,由此增加燃烧气体的平均速率V。也可以使用加入的清洁气体来增加由脉冲燃烧室21产生的振荡流动场的平均速率V。这种较高的平均速率V将反过来在一个宽范围内改变振荡流动场的回流特性。这在对振荡流动场特性(与通过气体分布系统30的几何形状对其的控制是分开的),空气动力学空气阀11a的特性,以及脉冲燃烧室21的热点火速度提供额外控制方面是有利的。进一步,如果采用稀释剂气体(如二氧化碳CO2),则这种高热函值(即热含量)可有利地增加冲击到幅片60上的振荡流动场的整体热通量。增加的平均速率V也有助于进行对流质量传送,这又增加了方法的去除水分效率。
在Helmholtz型以天然气进行工作的脉冲燃烧室中产生的燃烧副产品包含约10-15%的水蒸气。由于脉冲燃烧室的高操作温度和最终合成的燃烧气体,水分作为过热蒸汽存在。额外的水或水蒸气注射到脉冲燃烧室21中也在本发明的方法和装置的考虑中。这种注入会在原位置产生额外的过热流,而不需要辅助的蒸汽产生设备。额外增加到冲击气体振荡回流场中的过热气流在增加传递到纸幅60上的最终热通量方面会是有效的。
本发明的脉冲燃烧室21也可以包括迫使空气进入燃烧室13的装置,以增加燃烧强度。在这种情况下,首先,高的流动阻力增加了在Helmholtz型共鸣器中的动态压力振幅。第二,增压空气的使用倾向于对燃烧室12增压到比那些在大气吸气条件下可获得的点火速度更高的点火速度。这种空气充气增压器、推力增强装置或增压器的使用也在本发明的计划中。
图8图解表示出在整个造纸过程中冲击区域的几个主要位置(I,II,III,IV和V)。应当明白这些位置并不是排他的,而只是用于结合整个造纸过程的一个特定阶段描述本发明干燥装置10的一些可能设置。也应当明白,尽管图8表示出一种穿透空气的干燥过程,但是本发明的装置10同样适用于其它造纸方法,例如,传统的造纸方法(未示出)。本领域的普通技术人员将认识到,图8所示的几个造纸阶段包括:成形(位置I),湿转移(位置II),预干燥(位置III),干燥滚筒(如YanKee)干燥(位置IV),以及后干燥(V)。如上面已经指出的那样,本发明方法的特征(包括冲击气体的物理特性)由许多因素确定,包括在造纸过程中的一个特定阶段的幅片60的水分含量。
冲击区域的一个优选位置是在干燥滚筒80和与该干燥滚筒80对置的干燥罩之间形成的区域,如图7,7A和8所示(位置IV)。冲击气体的振荡回流场改善了在干燥罩81中使用的气体的对流热传递和对流物质传送。与传统的稳流冲击罩相比这能够增加水去除速度,并且允许较高的造纸机器速度。如图8所示(位置IV),冲击罩可被设置在滚筒干燥机的“湿”端。干燥停留时间可被包围着干燥滚筒的罩和机器速度的的结合来控制。这种方法在消除本发明受让人制造的不同密度结构纸幅中存在的水分梯度是特别有用的,如下面将要更详细地描述的那样。
通常,现有技术中的穿透空气干燥方法使用流体可渗透的幅片支撑体70,包括全尺寸工业应用的环形造纸带。图16-19图解表示这种流体可渗透的幅片支撑体的两个说明性实施例,该支撑体包括本发明受让人在穿透空气干燥方法中使用的环形造纸带。图16-19所示的幅片支撑体70具有幅片接触表面71和对着幅片接触表面71的背部表面72。幅片支撑体70进一步包括连接到加强结构74的框架73,和许多在幅片接触表面71和背部表面72之间延伸的流体可渗透偏转导管75。如图17所示,框架73可包括一个大体上连续的结构。在这种情况下,幅片接触表面71包括一个大体上连续的网络。可替换地或作为附加地,框架73可包括许多不连续突出部,如图18和19所示。优选地,框架73包括处理过的聚合性感光树脂。幅片接触表面71接触其上带有的幅片60。优选地,框架73在幅片接触表面71上限定了预定的图案。在造纸过程中,幅片接触表面71最好将图案压印在幅片60上。如果为框架73选定这种优选的实质上连续的网络图案(图17),则不连续的偏转导管75在整个框架上遍布并且由框架73包围。如选定这种包括不连续突出部的网络图案(图19),则许多偏转导管包括大体上连续的导管75,包含单个突出部73。这样一种实施例是可能的,即,其中单个的不连续突出部73中具有不连续的导管75a(图18和图19)。加强结构74主要设置在相互对置的表面71和72之间,并可具有与幅片支撑体70的背部表面72相一致的表面。加强结构74为框架73提供支撑。这种加强结构74通常是编织的,且加强结构74与偏转导管75对齐的部分防止造纸纤维完全穿过偏转导管75。如果人们不希望使用编织结构作为加强结构74,则可通过一种无纺件,例如带有许多通孔的筛网、网或板,来为框架73提供足够的强度和支撑。
本发明采用的流体可渗透幅片支撑体70可按照下列具有共同受让人的任一专利制造:1985年4月30日授予Johnson et al的普通转让美国专利U.S.4514345;1985年7月9日授予Trokhan的美国专利4528239;1992年3月24日公开的美国专利5098522;1993年11月9日授予Smurkoski et al的美国专利5260171;1994年1月4日授予Trokhan的美国专利5275700;1994年7月12日授予Rasch等人的美国专利5328565;1994年8月2日授予Trokhan等人的美国专利5334289;1995年7月11日授予Rasch等人的美国专利5431786;1996年3月5日授予Stelljes,Jr.等人的美国专利5496624;1996年3月19日授予Trokhan等人的美国专利5500277;1996年5月7日授予Trokhan等人的美国专利5514523;1996年9月10日授予Trokhan等人的美国专利5554467;1996年10月22日授予Trokhan等人的美国专利5566724;1997年4月29日授予Trokhan等人的美国专利5624790;1997年5月13日授予Ayers等人的美国专利5628876;1997年10月21日授予Rasch等人的美国专利5679222;以及1998年2月3日授予Ayers等人的美国专利5714041。这些公开内容在这里仅作为参考。幅片支撑体70也可包括按照1997年9月30日授予Wendt等人并转让给Kimberly-Clark Worldwide.Inc.of Neenah,Wisconsin的美国专利5672248或者1995年7月4日授予Chiu等人并转让给Lindsey Wire,Inc.ofFlorence,Mississippi的美国专利5429686的穿透干燥织物。
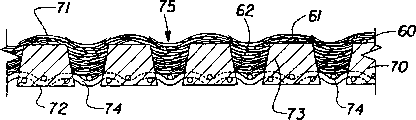
采用上述流体可渗透幅片支撑体的由本受让人生产的结构幅片包括不同密度区域。参看附图16和18,在造纸过程中,这种幅片60具有两个主要部分。与框架73对应并且接触的第一部分61包括所谓的“关节”;由偏移进上述偏转导管74的纤维形成的第二部分62包括所谓的“枕块”。在造纸过程中,几何形状与框架73的图案大体对应的上述第一部分压印在幅片支撑体70的框架73上。在最终的幅片产品中,上述第一区域的优选的大体上连续的网络(由第一部分61的“关节”形成)在幅片支撑体70的基本连续的框架73上形成。在这种情况下,上述最终产品的第二区域(由上述第二部分62的“枕块”形成)包括许多分散在上述第一区域的整个压印网络上并从其延伸出的圆顶。这种最终幅片产品的圆顶由枕块形成,并且在适当位置造纸过程中,如这样几何形状大体上对应于幅片支撑体70的偏转导管75。上述幅片60可按照下述具有共同受让人的任何美国专利制造:1985年7月16日公开的授予Trokhan的专利4529480;1987年1月20日公开的授予Trokhan的专利4637859;1994年11月15日授予Smurkoski等人的专利5364504;以及1996年6月25日公开的授予Trokhan等人的专利5529664;和1997年10月21日授予Rasch等人的专利5679222,这些公开内容在此作为参考。
申请人相信,不受理论上的束缚,第二部分62(即枕块)的密度低于第一部分61(即关节)的密度,这是由于包括枕块的纤维偏移进管道75中的缘故。此外,第一部分61可例如后来被压印到干燥滚筒上(如Yankee烘缸)。相对于幅片60的第二部分62,这种压印进一步增加了上述第一部分61的密度。
现有技术的穿透空气干燥方法不能够通过简单地穿过幅片支撑体70将空气施加到幅片60给第一部分61和第二部分62脱水。典型地,在将空气流施加到幅片的步骤,仅仅第二部分62可通过施加真空压力脱水,而第一部分61保持潮湿。通常,第一部分61通过粘附到干燥滚筒(如Yankee烘缸)上并由其产生的热干燥。
相信使用本发明的方法和装置10,无论是否结合穿透空气干燥方法(包括真空压力的施加),能够同时从幅片60的第一部分61和第二部分62上去除水分。这样,本发明的方法无论单独使用还是结合穿透空气干燥方法,都能够在造纸过程中消除施加干燥滚筒这一步骤。然而,本发明方法的一种优选应用是结合穿透空气干燥方法。已经发现,本发明的装置10可被有利地结合一个真空装置43使用(图8,位置III),在这种情况下,幅片支撑体70优选为流体可渗透的,并且最好具有如上的图16-19所示的形式。如这里采用的术语“真空装置”是通用概念,并且指在本领域公知的真空拾取靴和真空盒中的一个或两个。由脉冲发生器20产生的振荡回流气体和由真空装置43产生的真空压力能够有利地协调工作,由此相对于那些单独方法中的每一个而言大大增加综合脱水方法的效率。适合于通过回流冲击和穿透空气干燥联合脱水的一些数据在下列表2-5中描述。
此外,已经发现,与现有技术采用干燥滚筒或穿透空气干燥方法的传统方法相比,如果多少有一点的话,上述振荡回流方法的脱水特性也是在很低程度上依赖于被脱水的幅片密度的不同。所以,本发明的方法有效地消除了上述脱水过程的水去除特性(更重要地水去除速度)与被脱水的幅片不同部分的相对密度的差别之间的相互影响。这导致增加的设备生产量,增加不同密度幅片生产方法的机器生产速度。
图7A部分表示出装置10,其包括弯曲的幅片支撑体70’(例如干燥滚筒80)和具有许多出口39的气体分布系统30。幅片60设置在干燥滚筒80上,并且携带其沿机器方向MD运行。如果幅片60从图16-19所示类型的幅片支撑体70转移到干燥滚筒80(如上面描述的那样),则幅片60包括上述关节61和枕块62。由于幅片支撑体70的几何形状(图16-19图解所示),关节61直接与干燥滚筒80接触(最好被粘附在其上),同时枕块62向外延伸。结果,在枕块62和干燥滚筒80的表面之间形成空气间隙63。这些空气间隙63大大限制了从干燥滚筒80到枕块62的热传递,由此阻止枕块62的有效干燥。本发明的装置10和方法通过能够将热振荡气体直接冲击到幅片60上(包括枕块部分62)而消除了这一问题。这样,本发明的装置10和方法为从整个造纸过程中消除枕块干燥的穿透空气干燥步骤创造了条件,由此潜在地降低了设备成本,节约了能源。
图7B表示压印在干燥滚筒80’和幅片支撑体70之间的幅片60,幅片支撑体包括流体可渗透的造纸带(例如如图16-19所示的一个)。图7B中所示的干燥滚筒80’优选为多孔的。更优选地,所示的干燥滚筒80’被覆盖有微孔介质80a。这种类型的干燥滚筒80’主要披露在下列具有共同受让人的授予Ensign等人的美国专利中:1994年1月4日授权的5274930;1995年8月1日授权的5437107;1996年7月30授权的5539996;1996年12月10授权的5581906;1996年12月17日授权的5584126;1996年12月17日授权的5584128,上述这些专利在此作为参考。相信振荡回流冲击和前述专利描述的方法的结合可有利地用于增加从纤维幅片60中的水去除速度。在图7A和7B中,方向箭头“Vc”表示振荡回流气体的运动方向。
相信本发明生产方法较高的水去除速度要归功于冲击气体的振荡回流特性。通常,在现有技术的水去除过程中,从幅片上蒸发的水形成邻接幅片暴露表面区域中的边界层。这种边界层倾向于阻挡幅片被冲击气体穿透。本发明振荡冲击空气或气体的回流特性在蒸发水边界层上产生一种干扰“擦洗”作用,这导致边界层变薄(或稀释)。边界层的变薄减小了该边界层对振荡空气或气体的阻力,这样允许随后的振荡空气或气体循环深深穿入幅片。这导致幅片的更加均匀的加热,与幅片的不同密度无关。
进一步,由Helmholtz型脉冲发生器20产生的回流气体振荡场,由于振荡气体回流特性的高对流热传递系数而导致高的热通量。已经发现不仅振荡回流场形成高脱水速度,而且也令人惊讶地导致幅片表面相对低的温度(在类似条件下与现有技术的稳流冲击相比)。无需理论证明,由于周围大量空气混入幅片60的干燥表面,所以本申请人相信冲击气体的振荡回流性质产生非常高的蒸发冷却效果。这立即冷却幅片60的表面并且有助于被蒸发水分边界层的去除。相对于现有技术的稳流冲击,在可比较的条件下,这种交替的热量的周期施加和边界层的周期表面冷却和“擦洗”的结合显著地增大本发明方法的水去除速度。由于幅片60相对于作用在幅片表面的振荡回流气体的温度保持低的幅片表面温度的这一倾向,在对幅片60不形成不利作用的情况下,振荡回流气体的温度可被大大增加。与现有技术的稳流冲击相比,这种高温实质上增加了水去除速度。例如,约538-649℃(1000-1200F°)的最大稳流冲击温度通常用于商业上的高速Yankee烘缸罩。按照本发明,这种振荡回流气体允许人们使用超过1093g/m2.hr(2000°F)的冲击温度而不损坏幅片60。
下面的表1和表2表示本发明方法和装置10的一些特性。在表1中,提出装置10的参数。按照本发明,采用具有下述尺寸和操作特性的丙烷点火脉冲燃烧室21(主要如图4所示)评价纸的干燥速度。
表1
| 尾管的横截面面积 | ~0.0045m2(~0.05ft2) |
| 尾管和吹箱的总长度(L) | 1.89m(6.19ft) |
| 尾管体积(Wt) | 0.0084m3(0.30ft3) |
| 燃烧室体积(Wr) | 0.00588(0.21ft3) |
| 频率(F) | 86HZ |
| 燃烧室内部温度 | ~1538℃(~2800°F) |
| 燃烧室内部声压 | (165-179)dB |
| 排放口直径(D) | 0.635厘米(0.25英寸) |
| 冲击面积(E) | 0.09m2(1.00ft2) |
| 比率∑A/E | 0.05 |
| 比率Z/D | 4.0-6.3 |
| 排放口的气体温度 | (1011-1134)℃[(1852-2037)°F] |
| 停留时间 | (0.087-0.257)秒 |
按照1996年3月TAPPI JOURNAL第3期79卷发表的Timothy Patterson等人所著的《幅片加热技术的评价装置-发展、性能、初步结果和潜在用途》进行实验。实质上,如这里的这样,在加热回流气体振荡场中以普通的工业纸张机器速度推进单张纸。这就将该张纸暴露在幅片在工业造纸过程中经受的大约相同的热动力和空气动力条件下。对于控制的停留时间,根据纸张在暴露于热振荡流之前和之后的重量的不同测量水去除速度。通过两个在实验滑板上的光眼测量停留时间,如在PAtterson等人的文献中描述的那样。实验停留时间的变化系数为约5%。
一张湿纸样品的尺寸为20.32厘米×20.32厘米(8英寸×8英寸)。该张纸样品被支撑在置于一个云母或筛网支撑体顶部的19.05厘米×19.05厘米(7.5×7.5英寸)的支撑板上。整个组件被固定到一个装发动机的滑板上的固定器上并且用仪器进行温度测量。安装在纸张顶部和底部的热电偶由一个数字式数据采集系统在1000HZ/信道下试验性能,当样品固定器进入一个干燥区域时(即,样品经受本发明去除水分过程的区域),该系统被触发。
通过一个声压探测器(采用Kistler Instrument Company生产的型号为5004双模式放大器和Tektronix型号453A示波器)测量声压P和频率F,声压用于计算周期循环速率Vc,Vc=P·Gc/dtC,其中Gc是重力恒量,dt是气体密度,C是声速,所有实验是在排放口出口处的温度下进行的。
平均速率V是由测量到的脉冲燃烧室的油耗计算的,假设没有超额的空气并且完全燃烧。转换成标准单位立方英尺每小时的实际油读数用于计算燃烧产物的总质量流量。然后由尾管的横截面面积除燃烧产物的总质量流量计算平均速率V,并且校正射出温度。在脉冲燃烧室20内使用的燃油从约4.62立方米每小时到约5.04立方米每小时[约165到约180SCFH(标准立方英尺每小时)]。所有实验中在燃烧室13内的声压P已经被计算出达到约175RMS(均方根)dB。
表2总结了按照本发明进行的几个实验结果。装置10具有气体分布系统30,该系统包括图14示出和如上所述的梯形吹箱36。凹进的带孔底板37尺寸为30.48厘米×30.48厘米(12英寸×12英寸),厚度为0.32厘米(1/8英寸),并且包括144个以非任意的交错排列方式分布在其中的排放口,每一个排放口39的直径D为0.635厘米(1/4英寸)。由于所述底板37的形状,排放口提供了振荡回流气体流有角度的施加。角度λ从90度(邻近吹箱36的中心轴的出口)到42度(周边出口39)。冲击距离Z(第4栏)按照本发明的教导已经被设计并计算出。在表2中表示的作为“板”的幅片支撑体(第三栏)包括支撑幅片样品纸张的实心云母板。按照Tyler标准筛网规格,该“筛网”为20目的筛网(带有0.083厘米(0.0328英寸)的通孔)。开始纤维稠度(栏5)和定量(栏6)使用工业标准方法测量。“开始”纤维稠度意思是正好在本发明的水分去除实验进行之前测量的纤维稠度。按照事先描述的程序计算周期循环速率Vc(栏7)和平均速率V(栏8)。通过在排放口39出口处的快速响应(fast-response)时间热电偶测量气体温度(栏9)。停留时间(栏10)如上进行计算。
为了控制损失举行调节。在每一种实验条件下进行控制实验,没有振荡流动冲击,确定由于在带马达滑板上样品处理和推进样品造成的实验水分损失。通过从实验重量变化中减去进行控制的重量变化来计算水分去除速度(栏11),然后如本领域技术人员理解的那样用纤维面积和停留时间除该结果。实验的水分去除速度变化系数为约15%。按照本领域已知的习惯方法,对于每个实施例(栏1)进行几个实验(栏2),它们的结果被平均。
表2
| 1 | 2 | 3 | 4 | 幅片 | 7 | 8 | 9 | 10 | 11 | |
| 实施例 | 实验次数 | 幅片支撑体 | 冲击距离Z(cm) | 开始纤维稠度(%) | 定量(gsm) | 周期循环速率Vc(m/min) | 平均速率V(m/min) | 气体温度℃ | 停留时间(sec) | 水分去除速度(1g/hrm2) |
| 1 | 8 | 板 | 3.048(1.2inch) | 28 | 21 | 7137(23400ft/min) | 1494.5(4900ft/min) | 1011(1852°F) | 0.102 | 201255.6(39.9lb/hrft2) |
| 2 | 6 | 板 | 3.048(1.2inch) | 35 | 21 | 7137(23400ft/min) | 1464(4800ft/min) | 1023(1874°F) | 0.219 | 239085.6(47.4lb/hrft2) |
| 3 | 5 | 板 | 3.048(1.2inch) | 45 | 21 | 7224(23700ft/min) | 1799.5(5900ft/min) | 1086(1987°F) | 0.109 | 227988.8(45.2lb/hrft2) |
| 4 | 5 | 板 | 3.048(1.2inch) | 28 | 21 | 8540(28000ft/min) | 2165.5(7100ft/min) | 1096(2004°F) | 0.125 | 317772(63.0lb/hrft2) |
| 5 | 6 | 板 | 4.064(1.6inch) | 28 | 205 | 8540(28000ft/min) | 2196(7200ft/min) | 1094(2002°F) | 0.132 | 299109.2(59.3lb/hrft2) |
| 6 | 5 | 板 | 3.048(1.2inch) | 28 | 21 | 7864(25800ft/min) | 2043.5(6700ft/min) | 1081(1977°F) | 0.127 | 258757.2(51.3lb/hrft2) |
| 7 | 7 | 筛 | 3.048 | 28 | 21 | 7198 | 1677.5 | 1074 | 0.123 | 318276.4 |
| 网 | (1.2inch) | (23600ft/min) | (5500ft/min) | (1964°F) | (63.1lb/hrft2) | |||||
| 8 | 6 | 筛网 | 3.048(1.2inch) | 28 | 21 | 7198(23600ft/min) | 1769(5800ft/min) | 1059(1938°F) | 0.257 | 256739.6(50.9lb/hrft2) |
| 9 | 4 | 筛网 | 3.048(1.2inch) | 35 | 21 | 7198(23600ft/min) | 1769(5800ft/min) | 1063(1945°F) | 0.124 | 357115.2(70.8lb/hrft2) |
| 10 | 3 | 筛网 | 3.048(1.2inch) | 45 | 21 | 7167.5(23500ft/min) | 1677.5(5500ft/min) | 1052(1925°F) | 0.107 | 358124(71.0lb/hrft2) |
表3(与表2的排列类似)表示与气体分布系统30有关的数据,气体分布系统30包括一个带有凸形底板37的吹箱36,如图12图解表示的那样。如表2和表3所示的那样,由带有凹形底板37的吹箱36达到的脱水速度(栏11)比起带有平面底板37的吹箱36达到的脱水速度大大提高,即使与平面底板吹箱36有关的停留时间大大多于与凸形底板吹箱36有关的停留时间。例如,将表2中的实施例2与表3中的实施例8和11进行比较,显示出在表3中的干燥速度大约两倍于表2中的,即使冲击距离Z和停留时间显示出有利于表2中的脱水速度,同时气体温度和平均速率V显示出有利于表3中的脱水速度。相当奇怪地,在表2和表3所示条件下干燥/脱水后的纸幅样品显示出没有明显的烧焦和变色的情况。这意外地给出本发明所用振荡冲击气体的高温,和现有技术在通过空气干燥和稳流冲击气体温度方面的限制。
表3
| 1 | 2 | 3 | 4 | 幅片 | 7 | 8 | 9 | 10 | 11 | |
| 实施例 | 实验次数 | 幅片支撑体 | 冲击距离Z(cm) | 开始纤维稠度(%) | 定量(gsm) | 周期循环速率Vc(m/min) | 平均速率V(m/min) | 气体温度(℃) | 停留时间(sec) | 水分去除速度(1g/hrm2) |
| 1 | 7 | 板 | 2.54(1.0inch) | 28 | 21 | 7198(23600ft/min) | 2135(7000ft/min) | 1081(1977°F) | 0.090 | 488259.2(96.8lb/hrft2) |
| 2 | 6 | 板 | 2.54(1.0inch) | 28 | 21 | 7198(23600ft/min) | 2196(7200ft/min) | 1065(1949°F) | 0.087 | 446394(88.5lb/hrft2) |
| 3 | 7 | 板 | 3.302(1.3inch) | 28 | 21 | 7198(23600ft/min) | 2196(7200ft/min) | 1056(1933°F) | 0.089 | 413103.6(81.9lb/hrft2) |
| 4 | 7 | 板 | 2.54(1.0inch) | 28 | 45 | 7228.5(23700ft/min) | 2257(7400ft/min) | 1084(1984°F) | 0.097 | 573502.8(113.7lb/hrft2) |
| 5 | 5 | 板 | 3.302(1.3inch) | 35 | 45 | 7228.5(23700ft/min) | 2104.5(6900ft/min) | 1102(2016°F) | 0.098 | 527098(104.5lb/hrft2) |
| 6 | 6 | 板 | 2.54(1.0inch) | 35 | 21 | 7228.5(23700ft/min) | 2196(7200ft/min) | 1086(1987°F) | 0.087 | 520540.8(103.2lb/hrft2) |
| 7 | 6 | 板 | 2.54(1.0inch) | 35 | 21 | 7228.5(23700ft/min) | 2196(7200ft/min) | 1087(1988°F) | 0.092 | 559379.6(110.9lb/hrft2) |
| 8 | 7 | 板 | 3.302(1.3inch) | 35 | 21 | 7198(23600ft/min) | 2196(7200ft/min) | 1068(1955°F) | 0.093 | 514488(102.0lb/hrft2) |
| 9 | 5 | 筛网 | 2.54(1.0inch) | 35 | 21 | 72285(23700ft/min) | 2257(7400ft/min) | 1099(2011°F) | 0.091 | 635544(126.0lb/hrft2) |
| 10 | 5 | 板 | 2.54(1.0inch) | 35 | 21 | 7259(23800ft/min) | 2287.5(7500ft/min) | 1134(2037°F) | 0.093 | 642101.2(127.3lb/hrft2) |
| 11 | 7 | 板 | 3.302(1.3inch) | 35 | 21 | 7198(23600ft/min) | 2104.5(6900ft/min) | 1068(1954°F) | 0.099 | 498347.2(98.8lb/hrft2) |
| 12 | 5 | 筛网 | 2.54(1.0inch) | 35 | 21 | 7198(23600ft/min) | 2318(7600ft/min) | 1074(1966°F) | 0.104 | 646136.4(128.1lb/hrft2) |
为了进行比较,表5表示采用装置10进行的试验结果,装置10包括气体分布系统30,一个共鸣管15分成64个从其伸出的管子,每一管子具有排放口39。这64个管子等分成两部分同样数量的排放口39来限定两个分开的连续冲击区域,每部分的尺寸为12.7厘米×30.48厘米(5英寸×12英寸)。两部分排放口39的每一部分包括非任意排列的交错排列。三个排气区域与冲击区域交替。排气区域的整个面积为35.56厘米×30.48厘米(14英寸×12英寸)。每一出口39的直径D为0.95厘米(0.375英寸)。共鸣管15和单根管子都是空气冷却的,以降低从排放口39出来的气体的温度。本实验装置进一步的细节在表4中给出。
表4
| 尾管的横截面面积 | ~0.0045m2(~0.05ft2) |
| 尾管和管子的总长度(L) | 1.89m(6.19ft) |
| 尾管体积(Wt) | 0.00868m3(0.31ft3) |
| 燃烧室体积(Wr) | 0.00588m3(0.21ft3) |
| 频率(F) | 86HZ |
| 燃烧室内部温度 | ~1538℃(~2800°F) |
| 燃烧室内部声压 | (165-174)dB |
| 排放口直径(D) | 0.95cm(0.375英寸) |
| 冲击面积(E) | 0.07m2(0.83ft2) |
| 比率∑A/E | 0.025 |
| 比率Z/D | 2.7-4.0 |
| 排放口的气体温度 | 370-602℃[(698-1116)°F] |
| 停留时间 | (0.161-0.738)秒 |
如上面已经解释的那样,相信振荡回流气体在正周期被冲击到幅片60上,并且在负周期从该幅片60上离开,由此将幅片60包含的水分带走。从幅片60带走的水分通常聚集在邻近幅片60表面的边界层上。所以,希望减少甚至防止在边界层和其邻近区域中造成湿度。因此按照本发明,装置10可包括辅助装置40,用来从包括边界层的冲击区域和围绕该冲击区域的区域中去除水分。在图1中,这种辅助装置40表示为包括与具有大气压的外部区域流体连通的槽42。可替换地或附加地,辅助装置40可包括一个真空源41。在后一种情况,真空槽42可从冲击区域和/或邻近邻近冲击区域的区域向着真空源41延伸,由此在它们之间提供流体连通。
表5
| 1 | 2 | 3 | 4 | 幅片 | 7 | 8 | 9 | 10 | 11 | |
| 实施例 | 实验次数 | 幅片支撑体 | 冲击距离Z(cm) | 开始纤维稠度(%) | 定量(gsm) | 周期循环速率Vc(m/min) | 平均速率V(m/min) | 气体温度(℃) | 停留时间(sec) | 水分去除速度(1g/hrm2) |
| 1 | 5 | 板 | 3.81(1.5inch) | 28 | 21 | 3355(11000ft/min) | 976(3200ft/min) | 371(700°F) | 0.172 | 124586.8(24.7lb/hrft2) |
| 2 | 6 | 板 | 3.81(1.5inch) | 28 | 21 | 2104.5(6900ft/min) | 579.5(1900ft/min) | 370(698°F) | 0.179 | 133161.6(26.4lb/hrft2) |
| 3 | 5 | 板 | 3.81(1.5inch) | 28 | 21 | 2257(7400ft/min) | 610(2000ft/min) | 478(892°F) | 0.176 | 163425.6(32.4lb/hrft2) |
| 4 | 6 | 板 | 3.81(1.5inch) | 28 | 21 | 4300.5(14100ft/min) | 1067.5(3500ft/min) | 476(888°F) | 0.182 | 2204228(43.7lb/hrft2) |
| 5 | 6 | 板 | 3.81(1.5inch) | 28 | 21 | 4300.5(14100ft/min) | 1250.5(4100ft/min) | 565(1049°F) | 0.171 | 309701.6(61.4lb/hrft2) |
| 6 | 8 | 板 | 2.54(1.0inch) | 28 | 21 | 4849.5(15900ft/min) | 1250.5(4100ft/min) | 597(1106°F) | 0.272 | 235050.4(46.6lb/hft2) |
| 7 | 10 | 板 | 2.54(1.0inch) | 28 | 21 | 4849.5(15900ft/min) | 1189.5(3900ft/min) | 597(1107°F) | 0.513 | 252226.4(50.6lb/hrft2) |
| 8 | 7 | 板 | 2.54(1.0inch) | 28 | 21 | 4819(15800ft/min) | 1311.5(4300ft/min) | 578(1072°F) | 0.738 | 254217.6(50.4lb/hrft2) |
| 9 | 10 | 板 | 2.54(1.0inch) | 45 | 21 | 4605.5(15100ft/min) | 1342(4400ft/min) | 588(1091°F) | 0.416 | 296587.2(58.8lb/hrft2) |
| 10 | 6 | 板 | 2.54(1.0inch) | 28 | 42 | 4605.5(15100ft/min) | 1403(4600ft/min) | 593(1100°F) | 0.161 | 412599.2(81.8lb/hrft2) |
| 11 | 7 | 板 | 2.54(1.0inch) | 28 | 21 | 4605.5(15100ft/min) | 1342(4400ft/min) | 588(1090°F) | 0.346 | 350053.6(69.4lb/hrft2) |
| 12 | 7 | 筛网 | 2.54(1.0inch) | 28 | 21 | 4605.5(15100ft/min) | 1372.5(4500ft/min) | 588(1091°F) | 0.164 | 507426.4(100.6lb/hrft2) |
| 13 | 6 | 筛网 | 2.54(1.0inch) | 28 | 21 | 4636(15200ft/min) | 1311.5(4300ft/min) | 603(1117°F) | 0.530 | 382335.2(75.8lb/hrft2) |
| 14 | 8 | 板 | 2.54(1.0inch) | 28 | 21 | 4849.5(15900ft/min) | 1250.5(4100ft/min) | 597(1106°F) | 0.503 | 235050.4(46.6lb/hrft2) |
| 15 | 6 | 板 | 2.54(1.0inch) | 28 | 21 | 4636(15200ft/min) | 1250.5(4100ft/min) | 601(1113°F) | 0.207 | 320798.4(63.6lb/hrft2) |
| 16 | 6 | 板 | 2.54(1.0inch) | 28 | 21 | 4636(15200ft/min) | 1189.5(3900ft/min) | 602(1116°F) | 0.341 | 329373.2(65.3lb/hrft2) |
| 17 | 8 | 板 | 2.54(1.0inch) | 28 | 21 | 4849.5(15900ft/min) | 1250.5(4100ft/min) | 597(1106°F) | 0.272 | 235050.4(46.6lb/hrft2) |
本发明的方法可结合应用超声能源。这种超声能源的应用具有共同受让人的专利申请中描述(序列号为No.09/065655,1998年4月23日申请,申请人为Trokhan和Senapati),该专利申请在这里作为参考。
Claims (10)
1.一种造纸过程中采用的水去除装置,该装置具有机器方向和垂直于机器方向的机器横向,所述装置包括:
幅片支撑体,用于在其上接收纤维幅片并沿所述机器方向传送所述纤维幅片;
至少一个脉冲发生器,用于产生和释放具有预定频率的振荡回流空气或气体,所述空气或气体的频率从15HZ到1500HZ;以及
至少一个气体分布系统,该系统与至少一个脉冲发生器流体连通,用于将所述振荡回流空气或气体传送到所述幅片的预定部分,该气体分布系统终止于与所述幅片支撑体并置的许多排放口,以致在该幅片支撑体和排放口之间形成由冲击距离限定的冲击区域,所述冲击距离为0.635cm到15.24cm,该许多排放口的预定分布模式限定了与其对应的幅片冲击面积,其中每一个所述许多排放口具有等效直径和开口面积,通过该开口释放振荡冲击气体流,所述冲击距离与所述等效直径之间的比率为从1到10,其中,气体分布系统的许多排放口具有由所述排放口的单个开口面积一起形成的合成开口面积,该合成开口面积占幅片冲击面积的0.5%到20%。
2.如权利要求1所述的装置,其特征在于,进一步包括用于控制所述冲击距离的装置。
3.如权利要求1所述的装置,其特征在于,所述许多排放口的预定分布模式为非任意排列模式,用于在整个幅片的冲击区域上沿所述机器方向和机器横向中的至少一个方向提供大体均匀分布的冲击气体温度。
4.如权利要求1所述的装置,其特征在于,所述至少一个脉冲发生器包括脉冲燃烧室,该脉冲燃烧室产生频率为75Hz到250Hz的振荡回流气体,并且每一个所述许多排放口释放所述振荡回流气体流,当从所述排放口释放时,该气体具有260℃到1371℃的温度,以及从304.8m/min到15240m/min的周期循环速率。
5.如权利要求1所述的装置,其特征在于,所述至少一个脉冲发生器包括次声装置,该装置产生频率从15Hz到100Hz的振荡回流空气。
6.如权利要求1所述的装置,其特征在于,所述幅片支撑体包括干燥滚筒的表面。
7.如权利要求1所述的装置,其特征在于,进一步包括辅助装置,该装置用于从所述排放口和幅片支撑体之间形成的冲击区域去除水分,所述辅助装置包括真空源和至少一个从该真空源延伸到所述冲击区域的真空槽,由此在它们之间提供流体连通。
8.如权利要求1所述的装置,其特征在于,进一步包括产生非振荡且大体上稳定流动的气体的装置,其中所述振荡回流气体流和非振荡且大体上稳定流动的气体流以交替顺序依次地冲击到所述幅片上。
9.如权利要求1所述的装置,其特征在于,进一步包括真空装置,该真空装置与幅片支撑体的背部表面并置,用于通过所述流体可渗透的幅片支撑体从所述幅片上去除水分。
10.一种造纸过程中采用的水去除装置,该装置具有机器方向和垂直于机器方向的机器横向,所述装置包括:
流体可渗透的幅片支撑体,其用于在其上接收纤维幅片并沿所述机器方向传送所述纤维幅片;
脉冲发生器,用于在其中产生振荡空气或气体,所述空气或气体的频率从15HZ到1500HZ;以及
气体分布系统,该系统与所述脉冲发生器流体连通,所述气体分布系统终止于与所述幅片支撑体并置的许多排放口,用于将所述振荡回流空气或气体传送到设置在幅片支撑体上的幅片上,所述幅片支撑体和排放口之间形成冲击距离Z,所述许多排放口的预定分布模式限定了与其对应的幅片冲击面积,所述许多排放口在冲击面积和排放口之间提供了大体均匀的回流气体振荡场;
用于产生非振荡且大体上稳定流动气体的装置,该装置将所述非振荡气体冲击到幅片的冲击面积上。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/108,844 US6308436B1 (en) | 1998-07-01 | 1998-07-01 | Process for removing water from fibrous web using oscillatory flow-reversing air or gas |
| US09/108,844 | 1998-07-01 | ||
| US09/108,847 | 1998-07-01 | ||
| US09/108,847 US6085437A (en) | 1998-07-01 | 1998-07-01 | Water-removing apparatus for papermaking process |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998076732A Division CN1143025C (zh) | 1998-07-01 | 1999-06-29 | 采用振荡回流冲击气体从纤维幅片中去除水的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1495317A CN1495317A (zh) | 2004-05-12 |
| CN1255603C true CN1255603C (zh) | 2006-05-10 |
Family
ID=26806338
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998076732A Expired - Fee Related CN1143025C (zh) | 1998-07-01 | 1999-06-29 | 采用振荡回流冲击气体从纤维幅片中去除水的方法 |
| CNB03142337XA Expired - Fee Related CN1255603C (zh) | 1998-07-01 | 1999-06-29 | 采用振荡回流冲击气体从纤维幅片中去除水的方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998076732A Expired - Fee Related CN1143025C (zh) | 1998-07-01 | 1999-06-29 | 采用振荡回流冲击气体从纤维幅片中去除水的方法 |
Country Status (20)
| Country | Link |
|---|---|
| US (2) | US6393719B1 (zh) |
| EP (1) | EP1092060B1 (zh) |
| JP (1) | JP2002519539A (zh) |
| KR (1) | KR100431379B1 (zh) |
| CN (2) | CN1143025C (zh) |
| AT (1) | ATE247747T1 (zh) |
| AU (1) | AU4963299A (zh) |
| BR (1) | BR9911791A (zh) |
| CA (1) | CA2331708C (zh) |
| CZ (1) | CZ20004714A3 (zh) |
| DE (1) | DE69910578T2 (zh) |
| HU (1) | HUP0102804A2 (zh) |
| ID (1) | ID26795A (zh) |
| IL (1) | IL139417A0 (zh) |
| NO (1) | NO20006710D0 (zh) |
| PE (1) | PE20000488A1 (zh) |
| PL (1) | PL344996A1 (zh) |
| TR (1) | TR200003765T2 (zh) |
| TW (1) | TW451016B (zh) |
| WO (1) | WO2000001883A1 (zh) |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10002309C1 (de) * | 2000-01-20 | 2001-10-25 | Convotherm Elektrogeraete | Verfahren zur Bestimmung des Anteils einer Gaskomponente, insbesondere Wasserdampf, in einem Gasgemisch |
| KR20030059195A (ko) * | 2000-10-17 | 2003-07-07 | 스타링거 운트 콤파니 게젤샤프트 엠 베하 | 플라스틱 직물 건조 장치 및 방법 |
| EP1397185A4 (en) * | 2001-04-23 | 2004-07-14 | Aspen Aerogels Inc | IMPROVED REPLACEMENT OF FLUIDS IN POROUS MEDIA BY PRESSURE MODULATION |
| US6805899B2 (en) * | 2002-01-30 | 2004-10-19 | Honeywell International Inc. | Multi-measurement/sensor coating consolidation detection method and system |
| FI117450B (fi) * | 2003-09-11 | 2006-10-13 | Kopar Oy | Kuivauslaite |
| FR2867263B1 (fr) * | 2004-03-02 | 2006-05-26 | Solaronics Irt | Installation de sechage pour une bande defilante, notamment pour une bande de papier |
| CN101052853B (zh) * | 2004-03-02 | 2010-06-16 | 贝卡尔特股份有限公司 | 用于传送幅料的红外线干燥设备 |
| US7730633B2 (en) * | 2004-10-12 | 2010-06-08 | Pesco Inc. | Agricultural-product production with heat and moisture recovery and control |
| CN1329586C (zh) * | 2005-02-28 | 2007-08-01 | 陈建辉 | 热风穿透式卫生纸机及热风穿透干燥卫生纸的加工工艺 |
| US7470307B2 (en) * | 2005-03-29 | 2008-12-30 | Climax Engineered Materials, Llc | Metal powders and methods for producing the same |
| DE102005017152B4 (de) * | 2005-04-13 | 2007-02-08 | Lindauer Dornier Gmbh | Verfahren zum Trocknen von vorzugsweise plattenförmigen Produkten und Durchlauftrockner in Mehretagenbauweise |
| EP1888001B1 (en) * | 2005-06-10 | 2014-08-06 | Syneron Medical Ltd. | Patch for transdermal drug delivery |
| US8176650B2 (en) * | 2005-12-13 | 2012-05-15 | Kimberly-Clark Worldwide, Inc. | Method for warming up or cooling down a through-air dryer |
| JP4527670B2 (ja) * | 2006-01-25 | 2010-08-18 | 東京エレクトロン株式会社 | 加熱処理装置、加熱処理方法、制御プログラムおよびコンピュータ読取可能な記憶媒体 |
| US20090007453A1 (en) * | 2006-01-25 | 2009-01-08 | Nv Bekaert Sa | Flame Dryer |
| DE102006048372A1 (de) * | 2006-02-20 | 2007-09-20 | Huf Hülsbeck & Fürst Gmbh & Co. Kg | Schaltvorrichtung |
| US7716850B2 (en) * | 2006-05-03 | 2010-05-18 | Georgia-Pacific Consumer Products Lp | Energy-efficient yankee dryer hood system |
| WO2008027198A2 (en) * | 2006-08-25 | 2008-03-06 | Graf Edwin X | Process and machine for making air dried tissue |
| US9119511B2 (en) | 2007-03-02 | 2015-09-01 | Carl L. C. Kah, Jr. | Centrifugal dirt separation configurations for household-type and shop-type vacuum cleaners |
| WO2008109081A1 (en) | 2007-03-02 | 2008-09-12 | Kah Carl L C Jr | Centrifugal dirt separation configurations for household-type and shop-type vacuum cleaners |
| US8061055B2 (en) * | 2007-05-07 | 2011-11-22 | Megtec Systems, Inc. | Step air foil web stabilizer |
| US8734931B2 (en) * | 2007-07-23 | 2014-05-27 | 3M Innovative Properties Company | Aerogel composites |
| HUE034865T2 (hu) | 2007-08-09 | 2018-03-28 | Lta Corp | Lencse alakú léghajó és kapcsolódó vezérlések |
| US8894002B2 (en) | 2010-07-20 | 2014-11-25 | Lta Corporation | System and method for solar-powered airship |
| CA2704164A1 (en) * | 2007-10-29 | 2009-05-07 | Transpharma Medical Ltd. | Vertical patch drying |
| US20090133286A1 (en) * | 2007-11-26 | 2009-05-28 | David Vallejo | Method and machine for pre-drying stamp-prints |
| US8197885B2 (en) * | 2008-01-11 | 2012-06-12 | Climax Engineered Materials, Llc | Methods for producing sodium/molybdenum power compacts |
| CN101224912B (zh) * | 2008-01-25 | 2011-03-23 | 广州普得环保设备有限公司 | 一种污泥干燥的方法 |
| WO2010066290A1 (en) * | 2008-12-09 | 2010-06-17 | Metso Paper, Inc. | Impingement dryer |
| WO2010080238A2 (en) * | 2008-12-18 | 2010-07-15 | 3M Innovative Properties Company | Telechelic hybrid aerogels |
| US8806771B2 (en) * | 2009-02-04 | 2014-08-19 | George A. Holmes | Low impact belt dryer |
| US9068775B2 (en) | 2009-02-09 | 2015-06-30 | Heat Technologies, Inc. | Ultrasonic drying system and method |
| US8640357B2 (en) * | 2009-03-23 | 2014-02-04 | Hasan Huseyin Engin | Laboratory type quick film drying oven |
| US8631927B2 (en) * | 2009-06-19 | 2014-01-21 | Aerojet Rocketdyne Of De, Inc. | Track with overlapping links for dry coal extrusion pumps |
| US20120132398A1 (en) * | 2009-09-13 | 2012-05-31 | Jeter Sheldon M | Systems and methods of thermal energy storage and release |
| GB2481469B (en) * | 2011-01-31 | 2013-02-13 | Frito Lay Trading Co Gmbh | De-oiling apparatus and method in the manufacture of low oil potato chips |
| US8747530B2 (en) | 2011-02-15 | 2014-06-10 | Lta Corporation | Systems for water extraction from air |
| WO2012171005A1 (en) * | 2011-06-10 | 2012-12-13 | Kah Jr Carl L C | Wet/dry, non-porous bag/bagless vacuum assembly with steam and variable speed settable vacuum motor control with no loss of suction |
| US20130264309A1 (en) * | 2012-04-05 | 2013-10-10 | Ian J. Kenworthy | Acoustic energy utilization in plasma processing |
| DE102012217858A1 (de) | 2012-09-28 | 2014-06-12 | Papierfabrik August Koehler KG | Trockenpartie und Verfahren zum Trocknen einer Bahn aus Fasermaterial sowie Maschine mit einer solchen Trockenpartie |
| US9127884B2 (en) | 2012-12-04 | 2015-09-08 | Eastman Kodak Company | Acoustic drying system with interspersed exhaust channels |
| US8770738B2 (en) | 2012-12-04 | 2014-07-08 | Eastman Kodak Company | Acoustic drying system with matched exhaust flow |
| US9140494B2 (en) | 2013-01-18 | 2015-09-22 | Eastman Kodak Company | Acoustic wave drying system |
| US8943706B2 (en) | 2013-01-18 | 2015-02-03 | Eastman Kodak Company | Acoustic wave drying method |
| US9163875B2 (en) | 2013-01-18 | 2015-10-20 | Eastman Kodak Company | Acoustic drying system with sound outlet channel |
| US8801902B1 (en) * | 2013-09-18 | 2014-08-12 | Usg Interiors, Llc | Water reduction by modulating vacuum |
| EA201690928A1 (ru) | 2013-11-04 | 2016-10-31 | ЭлТиЭй КОРПОРЕЙШН | Грузовой дирижабль |
| US10488108B2 (en) | 2014-07-01 | 2019-11-26 | Heat Technologies, Inc. | Indirect acoustic drying system and method |
| EP3172515B1 (en) | 2014-07-24 | 2021-07-14 | Heat Technologies, Inc. | Acoustic-assisted heat and mass transfer device |
| US10563165B2 (en) | 2014-08-05 | 2020-02-18 | Biogreen 360, Inc. | Organic waste digester system |
| US9892913B2 (en) * | 2016-03-24 | 2018-02-13 | Asm Ip Holding B.V. | Radial and thickness control via biased multi-port injection settings |
| WO2018046509A1 (en) * | 2016-09-08 | 2018-03-15 | Solaronics S.A. | Convective hood for heat treatment of a continuous strip |
| US10099500B2 (en) | 2017-02-17 | 2018-10-16 | Ricoh Company, Ltd. | Microwave dryers for printing systems that utilize electromagnetic and radiative heating |
| US10052887B1 (en) | 2017-02-23 | 2018-08-21 | Ricoh Company, Ltd. | Serpentine microwave dryers for printing systems |
| CN109972436A (zh) * | 2017-12-28 | 2019-07-05 | 北京小池原品科技有限公司 | 一种竹料制造生活用纸的方法 |
| WO2022250749A1 (en) | 2021-05-27 | 2022-12-01 | Biogreen 360, Inc. | Organic waste management system |
| CN113755983B (zh) * | 2021-08-27 | 2022-05-24 | 安徽旭之杰纺织科技有限公司 | 一种基于纱线生产用分段式纱线加热设备 |
| EP4220055A1 (en) | 2022-01-27 | 2023-08-02 | EKONEK Innovación en Valorización de Subproductos, S.L. | Pulse combustion dryer |
| CN116411398B (zh) * | 2023-06-12 | 2023-08-01 | 汕头市通艺织造业有限公司 | 一种拉链白坯布带环保节能自动浸润上色装置及上色方法 |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2515644A (en) | 1947-03-11 | 1950-07-18 | Daniel And Florence Guggenheim | Rotating valve for multiple resonance combustion chambers |
| GB1127766A (en) | 1964-10-27 | 1968-09-18 | Pulp Paper Res Inst | Drying process |
| US3332236A (en) | 1965-09-23 | 1967-07-25 | Foster Wheeler Corp | Synchronization of pulse jets |
| US3541697A (en) | 1968-08-01 | 1970-11-24 | Aer Corp | High velocity through-drying system |
| NL6902697A (zh) | 1969-02-20 | 1970-08-24 | ||
| GB1311363A (en) * | 1969-07-07 | 1973-03-28 | Dominion Eng Works Ltd | Method of web drying and apparatus for use in the method |
| CA937045A (en) | 1969-08-18 | 1973-11-20 | Dominion Engineering Works | Integrated drying processes and apparatus |
| CA901281A (en) | 1969-11-07 | 1972-05-30 | Dominion Engineering Works | Sonic drying of webs on rolls |
| US3650295A (en) | 1970-04-20 | 1972-03-21 | Richard J Smith | Rotary valve |
| CA961325A (en) | 1972-05-05 | 1975-01-21 | Midland-Ross Corporation | Device for adding a liquid component to a web |
| AT341473B (de) | 1975-10-06 | 1978-02-10 | Meyer Arnfried | Verfahren und vorrichtung zum behandeln von textilen warenbahnen |
| JPS5474414A (en) | 1977-11-25 | 1979-06-14 | Matsushita Electric Works Ltd | Low frequency ceramic sound generator |
| ATE4662T1 (de) | 1978-07-03 | 1983-09-15 | Mats Olsson Konsult Ab | Niederfrequenz schallgeber. |
| US4514345A (en) | 1983-08-23 | 1985-04-30 | The Procter & Gamble Company | Method of making a foraminous member |
| SE8306652D0 (sv) | 1983-12-02 | 1983-12-02 | Insako Kb | Method and apparatus for activating large |
| US4649955A (en) | 1985-10-21 | 1987-03-17 | The United States Of America As Represented By The Secretary Of The Army | Pulsed gas supply |
| US4708159A (en) | 1986-04-16 | 1987-11-24 | Nea Technologies, Inc. | Pulse combustion energy system |
| US4697358A (en) | 1986-09-09 | 1987-10-06 | John A. Kitchen Ltd. | Pulse combustion apparatus |
| US4834288A (en) | 1987-01-05 | 1989-05-30 | Tufts University | Pulsed slit nozzle for generation of planar supersonic jets |
| FI79156C (fi) | 1988-03-08 | 1989-11-10 | Valmet Paper Machinery Inc | Foerfarande i en integrerad ir-tork/yankeekaopa och ir-tork/yankeekaopa. |
| US5059404A (en) | 1989-02-14 | 1991-10-22 | Manufacturing And Technology Conversion International, Inc. | Indirectly heated thermochemical reactor apparatus and processes |
| JPH02253877A (ja) * | 1989-03-27 | 1990-10-12 | Okazaki Kikai Kogyo Kk | ウエブのドライヤ |
| US5548907A (en) | 1989-08-24 | 1996-08-27 | Energy Innovations, Inc. | Method and apparatus for transferring heat, mass, and momentum between a fluid and a surface |
| SE9001768D0 (sv) | 1990-05-16 | 1990-05-16 | Infrasonik Ab | Roterande matningsenhet foer infraljudgenerator |
| JPH04193198A (ja) * | 1990-11-27 | 1992-07-13 | Nissho Iwai Corp | 衣類乾燥機 |
| US5211704A (en) | 1991-07-15 | 1993-05-18 | Manufacturing Technology And Conversion International, Inc. | Process and apparatus for heating fluids employing a pulse combustor |
| FI91301C (fi) | 1991-09-12 | 1994-06-10 | Valmet Paper Machinery Inc | Höyrylaatikko |
| US5205728A (en) | 1991-11-18 | 1993-04-27 | Manufacturing And Technology Conversion International | Process and apparatus utilizing a pulse combustor for atomizing liquids and slurries |
| US5252061A (en) | 1992-05-13 | 1993-10-12 | Bepex Corporation | Pulse combustion drying system |
| JPH06173188A (ja) * | 1992-12-02 | 1994-06-21 | Ishikawajima Harima Heavy Ind Co Ltd | 抄紙機のドライヤ |
| DE4335643C1 (de) | 1993-10-15 | 1994-10-27 | Mannesmann Ag | Verfahren und Vorrichtung zum Einleiten von Gasen in Metallschmelzen |
| KR100339664B1 (ko) | 1993-12-20 | 2002-11-27 | 더 프록터 앤드 갬블 캄파니 | 습식압착된페이퍼웹및그의제조방법 |
| US5588223A (en) | 1994-06-14 | 1996-12-31 | Asea Brown Boveri Inc. | Restrained paper dryer |
| US5814190A (en) * | 1994-06-29 | 1998-09-29 | The Procter & Gamble Company | Method for making paper web having both bulk and smoothness |
| US5556509A (en) | 1994-06-29 | 1996-09-17 | The Procter & Gamble Company | Paper structures having at least three regions including a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5549790A (en) | 1994-06-29 | 1996-08-27 | The Procter & Gamble Company | Multi-region paper structures having a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| JP3650422B2 (ja) * | 1994-08-03 | 2005-05-18 | パルテック株式会社 | アルカリ金属化合物の低嵩密度微細粒子の製造方法 |
| US5674587A (en) | 1994-09-16 | 1997-10-07 | James; William A. | Apparatus for making nonwoven fabrics having raised portions |
| US5522151A (en) * | 1995-01-27 | 1996-06-04 | Beloit Technologies, Inc. | Single tier dryer section with dual reversing rolls |
| JPH08210774A (ja) * | 1995-02-01 | 1996-08-20 | Tokyo Gas Co Ltd | 振動燃焼乾燥装置 |
| DE69610614T2 (de) | 1995-02-15 | 2001-05-10 | Procter & Gamble | Verfahren zum aufbringen eines lichtempfindlichen harzes auf ein substrat zur verwendung bei der papierherstellung |
| FR2732044B1 (fr) * | 1995-03-20 | 1997-04-30 | Kaysersberg Sa | Procede d'essorage d'une feuille de matiere cellulosique par air chaud traversant sous haut vide |
| FI102623B1 (fi) | 1995-10-04 | 1999-01-15 | Valmet Corp | Menetelmä ja laite paperikoneessa |
| US5599229A (en) * | 1995-05-08 | 1997-02-04 | Midwest Research Institute | Enhancement of wall jet transport properties |
| US5689900A (en) | 1995-08-21 | 1997-11-25 | Toshiba Battery Co., Ltd. | Drying apparatus and drying method |
| US5638609A (en) * | 1995-11-13 | 1997-06-17 | Manufacturing And Technology Conversion International, Inc. | Process and apparatus for drying and heating |
| AU1022397A (en) | 1995-12-15 | 1997-07-14 | Kimberly-Clark Corporation | High temperature, high speed rotary valve |
| DE19548303B4 (de) * | 1995-12-22 | 2006-08-31 | Voith Paper Patent Gmbh | Trockenpartie |
| US5784804A (en) * | 1996-03-25 | 1998-07-28 | Asea Brown Boveri, Inc. | Yankee hood with integral air heating system |
| US5915813A (en) | 1996-05-21 | 1999-06-29 | Fort James Corporation | Apparatus and method for drying a wet web and modifying the moisture profile thereof |
| FI107549B (fi) | 1996-06-19 | 2001-08-31 | Metso Paper Inc | Menetelmä ja laite paperirainan tai vastaavan rainamaisen materiaalin päällepuhallus- ja/tai läpipuhalluskuivatuksen yhteydessä |
| US5954092A (en) | 1997-02-06 | 1999-09-21 | Mcdonnel Douglas Corporation | Pulsed flow generator |
| US6210149B1 (en) | 1998-05-26 | 2001-04-03 | Zinovy Z. Plavnik | Pulse combustion system and method |
| US6308436B1 (en) * | 1998-07-01 | 2001-10-30 | The Procter & Gamble Company | Process for removing water from fibrous web using oscillatory flow-reversing air or gas |
| US6085437A (en) * | 1998-07-01 | 2000-07-11 | The Procter & Gamble Company | Water-removing apparatus for papermaking process |
-
1999
- 1999-06-29 DE DE69910578T patent/DE69910578T2/de not_active Expired - Fee Related
- 1999-06-29 IL IL13941799A patent/IL139417A0/xx unknown
- 1999-06-29 AT AT99933608T patent/ATE247747T1/de not_active IP Right Cessation
- 1999-06-29 AU AU49632/99A patent/AU4963299A/en not_active Abandoned
- 1999-06-29 ID IDW20002631A patent/ID26795A/id unknown
- 1999-06-29 CN CNB998076732A patent/CN1143025C/zh not_active Expired - Fee Related
- 1999-06-29 BR BR9911791-6A patent/BR9911791A/pt not_active Application Discontinuation
- 1999-06-29 HU HU0102804A patent/HUP0102804A2/hu unknown
- 1999-06-29 WO PCT/US1999/014718 patent/WO2000001883A1/en active IP Right Grant
- 1999-06-29 CA CA002331708A patent/CA2331708C/en not_active Expired - Fee Related
- 1999-06-29 EP EP99933608A patent/EP1092060B1/en not_active Expired - Lifetime
- 1999-06-29 JP JP2000558266A patent/JP2002519539A/ja active Pending
- 1999-06-29 TR TR2000/03765T patent/TR200003765T2/xx unknown
- 1999-06-29 CZ CZ20004714A patent/CZ20004714A3/cs unknown
- 1999-06-29 PL PL99344996A patent/PL344996A1/xx unknown
- 1999-06-29 CN CNB03142337XA patent/CN1255603C/zh not_active Expired - Fee Related
- 1999-06-29 KR KR10-2000-7015111A patent/KR100431379B1/ko not_active IP Right Cessation
- 1999-07-01 PE PE1999000615A patent/PE20000488A1/es not_active Application Discontinuation
- 1999-07-07 TW TW088111536A patent/TW451016B/zh active
-
2000
- 2000-05-03 US US09/563,594 patent/US6393719B1/en not_active Expired - Fee Related
- 2000-05-03 US US09/564,122 patent/US6470597B1/en not_active Expired - Fee Related
- 2000-12-29 NO NO20006710A patent/NO20006710D0/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| IL139417A0 (en) | 2001-11-25 |
| BR9911791A (pt) | 2001-03-27 |
| TW451016B (en) | 2001-08-21 |
| EP1092060B1 (en) | 2003-08-20 |
| US6470597B1 (en) | 2002-10-29 |
| DE69910578D1 (de) | 2003-09-25 |
| HUP0102804A2 (hu) | 2001-12-28 |
| ID26795A (id) | 2001-02-08 |
| AU4963299A (en) | 2000-01-24 |
| CN1143025C (zh) | 2004-03-24 |
| TR200003765T2 (tr) | 2001-05-21 |
| EP1092060A1 (en) | 2001-04-18 |
| PE20000488A1 (es) | 2000-07-14 |
| NO20006710L (no) | 2000-12-29 |
| ATE247747T1 (de) | 2003-09-15 |
| CA2331708A1 (en) | 2000-01-13 |
| CN1495317A (zh) | 2004-05-12 |
| KR20010053343A (ko) | 2001-06-25 |
| US6393719B1 (en) | 2002-05-28 |
| KR100431379B1 (ko) | 2004-05-14 |
| CZ20004714A3 (cs) | 2001-09-12 |
| CN1306591A (zh) | 2001-08-01 |
| NO20006710D0 (no) | 2000-12-29 |
| DE69910578T2 (de) | 2004-06-24 |
| JP2002519539A (ja) | 2002-07-02 |
| PL344996A1 (en) | 2001-11-19 |
| WO2000001883A1 (en) | 2000-01-13 |
| CA2331708C (en) | 2007-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1255603C (zh) | 采用振荡回流冲击气体从纤维幅片中去除水的方法 | |
| US6085437A (en) | Water-removing apparatus for papermaking process | |
| US6308436B1 (en) | Process for removing water from fibrous web using oscillatory flow-reversing air or gas | |
| US6207020B1 (en) | Method for conditioning paper and paperboard webs | |
| CN1109788C (zh) | 毛细管式脱水方法和装置 | |
| RU2639108C2 (ru) | Сушильная секция, способ сушки полотна из волокнистого материала и машина с сушильной секцией | |
| DE60214337D1 (de) | Verfahren zum gezielten trocknen eines bahnförmigen materials | |
| CN1316120C (zh) | 纸机或纸板机中用于产生驱动能的方法和设备 | |
| US6564473B2 (en) | High efficiency heat transfer using asymmetric impinging jet | |
| EP1075565B1 (en) | Pulp drying line and method for drying pulp | |
| MXPA01000539A (en) | Process for removing water from fibrous web using oscillatory flow-reversing impingement gas | |
| CN202099680U (zh) | 一种竹浆浆板成型系统 | |
| Polat et al. | Drying of pulp and paper | |
| EP1125018B1 (en) | Method and drying section for dewatering a fibrous web | |
| CN219083673U (zh) | 一种原料注塑用烘干设备 | |
| RU2122614C1 (ru) | Устройство для обезвоживания бумажной массы | |
| RU2418123C1 (ru) | Способ внешней сушки бумаги на бумагоделательном цилиндре | |
| SU1257129A1 (ru) | Напорный щик бумагоделательной машины | |
| Polat et al. | 35 Drying of Pulp and Paper | |
| JPS612813A (ja) | 連続式蒸米製造装置 | |
| FI981897A0 (fi) | Kuivatusosa veden poistamiseksi kuiturainasta | |
| CA2510896A1 (en) | Thermal-vacuum felt conditioning system | |
| UA9034U (en) | Method for drying a paper sheet | |
| CA2805095A1 (en) | The steam dewatering system for paper machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| ASS | Succession or assignment of patent right |
Owner name: GEORGIA SCIENCE AND TECHNICAL RESEARCH CO. Free format text: FORMER OWNER: PAPER SCIENCE + TECHNOLOGY INST. Effective date: 20041231 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20041231 Address after: Georgia, USA Applicant after: Georgia Tech Research Corporation Address before: Georgia, USA Applicant before: Paper Science & Technology Inst. |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060510 |