CN1109788C - 毛细管式脱水方法和装置 - Google Patents
毛细管式脱水方法和装置 Download PDFInfo
- Publication number
- CN1109788C CN1109788C CN95192075A CN95192075A CN1109788C CN 1109788 C CN1109788 C CN 1109788C CN 95192075 A CN95192075 A CN 95192075A CN 95192075 A CN95192075 A CN 95192075A CN 1109788 C CN1109788 C CN 1109788C
- Authority
- CN
- China
- Prior art keywords
- capillary
- coil paper
- paper
- micropore
- pipe film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/14—Drying webs by applying vacuum
- D21F5/143—Drying webs by applying vacuum through perforated cylinders
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/24—Arrangements of devices using drying processes not involving heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/24—Arrangements of devices using drying processes not involving heating
- F26B13/26—Arrangements of devices using drying processes not involving heating using sorbent surfaces, e.g. bands or coverings on rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/24—Arrangements of devices using drying processes not involving heating
- F26B13/30—Arrangements of devices using drying processes not involving heating for applying suction
Abstract
本发明公开了一种在造纸过程中用于降低卷(筒)纸中的水分含量的方法,使从10%到32%范围的干燥度变到从33%到50%范围的干燥度,其中原始的卷纸(14)支承在弯曲的通行式干燥器织品上并在弯曲的通行式干燥器织品和毛细管式脱水滚筒的毛细管膜(12)之间受到轻微压迫。毛细管膜(12)具有贯通的毛细管微孔,该微孔具有基本上笔直通过的非弯曲的通道,微孔的长度对直径比约从2到20将毛细管式脱水滚筒内部抽真空,使真空压力不大于毛细管微孔的负的毛细管空吸压力。
Description
发明领域
本发明一般地涉及在造纸的过程中对卷(筒)纸进行脱水,更具体地说,涉及在造纸的过程中,利用毛细管表面张力在不对卷纸进行显著整体的压迫的情况下,从未经压迫的潮湿卷纸中除去水分。
先有技术的简述
授予Hervey的3262840号美国专利提出一种用带微孔的聚酰胺物体由纤维制品例如纸和纺织品除去液体的方法和系统。该带微孔的聚酰胺物体,例如为一种弹性的多微孔的热压结的尼龙滚筒。按照这种方法,潮湿的纸纤维制的卷纸通过一系列的加压辊隙,每一辊隙包括至少一个多微孔的尼龙滚筒。很显然,液体由潮湿的纸纤维制的卷纸传输到多微孔的尼龙滚筒上是由于由挤压滚筒施加的压力、在多微孔的滚筒上的某种程度的毛细管作用、以及真空辅助设备的综合作用实现的。然而,在这个过程中液体传输受到显著的限制,这是因为它必须在卷纸在辊隙和对置的滚筒之间通过的相当短暂时间内才会发生。Hervey还公开一种方法,除了利用多微孔的尼龙吸收水分之外,或者对在滚筒内部的室加压由各微孔向外吹风,或者通过使滚筒外部形成真空,由各微孔抽风,以除去水分。将水分从微孔吹出还使微孔清洁。
授予Chuang等人的4556450号美国专利公开了一种利用毛细表面张力在不压迫卷纸的情况下从卷纸中除去液体的方法和装置。卷纸从具有一含毛细管大小的微孔的覆盖层的旋转圆筒的周边部分通过。旋转圆筒的内部容积被分成至少2个,最多达6个室,各个室利用固定的部件和密封件彼此隔离。至少其中一个室内部抽真空,以便增加来自纸的水分的毛细管流量。另一个室形成正压,以便在纸已经移走之后,由覆盖层的向外开通的微孔排出水分。通过这样排除水分,可能使微孔保持清洁。由纸中吸取的所有水分保持在微孔内部或就在微孔之下,并在圆筒的每周旋转过程中由具有毛细管结构的覆盖层排出。正如在授予pall的3327866号美国专利中所提出的,一些覆盖材料包括热压粘接的DoubleDutch Twill Weave。
授予Lampinen的4357758号美国专利提出一种用于干燥物体例如卷纸类的方法和装置,它利用液体浸透的有细微多孔吸收表面,并与参照需要干燥的卷纸已经处于经降低的压力下的液体形成液体接触。该细微多孔的液体吸收表面位于在一转鼓的外侧,通过利用与该鼓一起旋转的泵,使水明显地由鼓中吸出。Laminen没有明确提出清洁微孔的措施。
现有技术没有提出将卷纸轻微弯曲压迫靠紧具有毛细管结构的膜,以保证包含在卷纸中的水分和在具有毛细管结构的膜的微孔中的水分之间的液体接触(在没有整体压迫卷纸的情况下)。通过利用具有毛细管结构的膜,这会使脱水更多更快。此外,没有提出将利用一弯曲的表面将卷纸轻微压迫靠紧具有毛细管结构的膜的技术与非扇形毛细管式脱水滚筒相结合的建议,该滚筒始终维持在单一的压力下,该压力接近但没有超过具有毛细管结构的膜的平均流道微孔直径的有效毛细管的贯穿压力。此外,现有技术没有公开从毛细管式脱水滚筒外侧向内侧冲洗和清洁具有毛细管结构的膜,借此,将截留在微孔中的颗粒冲到鼓的内侧。这是可能的,因为鼓是非扇形的并且维持在单一的真空压力下,另外还因为该毛细管微孔基本上是笔直贯通的,不是具有弯曲通道的孔。
发明综述
因此,本发明的一个目的是提供一种在造纸过程中用于除去包含在连续的潮湿的多微孔的卷纸中的部分液体的方法和装置,它利用毛细管表面张力而没有显著地整体压迫该卷纸。
本发明的另一个目的是提供一种在毛细管式旋转脱水鼓上的毛细管式脱水表面,通过利用外部高压水喷射可以清洗该鼓,该高压水清洗了鼓的表面并将截留在毛细管微孔中颗粒沾染物冲入鼓内。
本发明的再一个目的是提供一种在造纸过程中用于除去包含在连续的潮湿的多微孔的卷纸中的部分液体的方法和装置,其中通过利用一个多孔的弯曲的织品将连续的潮湿的多微孔的卷纸轻微压靠毛细管式脱水膜,未增强在连续的潮湿的多微孔的卷纸中包含的水分和在毛细管式脱水膜的毛细管微孔内的水分之间的液体的接合面。
本发明的再一个目的是提供一种在制纸过程中用于从连续的潮湿的多微孔的卷纸吸出从而除去水分的方法和装置,为此,利用了维持在单一真空压力的非扇形毛细管式脱水滚筒,由具有毛细管结构的膜的毛细管微孔中吸出水分,该压力接近但没有超过该膜的毛细管微孔的平均流动微孔直径的有效的毛细管贯通压力。
简而言之,通过阅读本文陈达的详细说明,权利要求和附图,使本发明的上述和很多其它目的、特征和优点将变得更加易于了解。通过利用一个包括具有复合结构的毛细管式脱水膜的毛细管式脱水滚筒来实现这些目的、特征和优点。毛细管式脱水膜由至少两层构成,可多达4层。顶层是毛细管表面层本身,潮湿的卷纸紧靠其上。具有毛细管结构的膜的微孔的平均流量微孔直径应约为10微米或更小。支承这一毛细管层的是一个或多个支承层。除了支承和稳定该具有毛细管结构的膜以外,这些相对多孔的层能够使水从其间易于流过并进入该穿孔的滚筒。这使得在顶部具有毛细管结构的膜下方的毛细管真空均匀分布。接连的各层具有越来越大的孔的这一实际情况使通过或进入顶部毛细管层的污染物能够被冲入脱水滚筒的中心。
毛细管式脱水滚筒是一个非扇形的滚筒,维持在接近负的毛细管空吸压力Cp的恒定真空之下,其中: 其中σ是水—空气—固体的接合面的(表面)张力,θ是水—空气—固体的接触角,r是毛细管微孔的半径。例如在该毛细管微孔中和需脱水的纸的毛细管这两者中的接触角是零(最好是可浸润的),则在空气—水接合面处的水的弯月面的曲率半径约等于r。这在具有毛细管结构的膜(下文简称毛细管膜)内部和需脱水的纸内部都是同样成立的。一旦达到这种平衡状态,被脱水的纸要由毛细管媒体移开。连通到毛细管式脱水滚筒内侧的真空表面模拟毛细管空吸为Cp,因此,促使水分流过毛细管微孔,在毛细管膜下侧的水分被连续地除去。
进行清洁喷射,以便冲洗在这样两点间的毛细管式脱水滚筒的表面,一点在卷纸离开毛细管膜的表面处,另一点在卷纸轻微压靠毛细管膜的表面处。该清洁喷射适用于将聚集在毛细管微孔中的颗粒驱动进入滚筒的中心,在该处颗粒被水带走。基本上笔直通过的非弯曲通道孔便利于这种由外侧至内侧的进行的清洁作业。
本发明的毛细管式脱水滚筒可以用在造纸过程的各种不同场合,以提高过程的能量效率。一种这样的过程是从料箱(head box)到成形织品传输配料以便形成初期的卷(筒)纸。在支承在成形织品上同时,对初期的卷纸要进行真空脱水,使卷纸的干燥度,由约6%到约32%。需要多个同样的真空箱,以便达到32%的干燥度。然后该卷纸由成形织品真空传输到多孔的弯曲的传输织品,同时支承在这种传输织品上,将卷纸轻微压靠本发明的毛细管脱水滚筒的毛细管膜表面。另一方面,当将卷纸置于传输织品上,可以部分地或全部地实现真空脱水。利用毛细管式脱水滚筒对卷纸脱水使干燥度可由约33%达到约43%。通过串级装设多个毛细管式脱水滚筒可以实现另外的干燥作业。通过利用各种装置,包括采用通行式干燥器、Yankee干燥器、高温气体烘烤表面干燥器,蒸汽加热桶式干燥器等可以完成卷纸的干燥。
图1是表示根据本发明的一个优选实施例构成的一个毛细管式脱水系统的一部分的示意图;
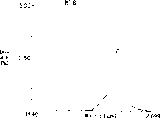
图2是薄纸商标为Cottonlle的手抄纸的Coulter Parometer微孔尺寸分布曲线,是由Scott Paper Company按照每令基准重量为4.536千克(10磅)制造的纸;
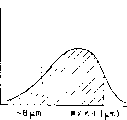
图3A、3B和3C是表示根据本发明的一个优选实施例的可控毛细管式脱水过程的曲线示意图;
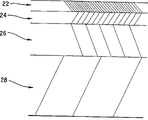
图4是表示根据本发明的一个优选实施例的毛细管式脱水复合结构的部分分解断面图;
图5A和5B表示理想的和实际的微孔结构;
图6是表示对于根据本发明的Nuclepare 5微米毛细管膜的ColterPorometer不同流量分布的分布曲线图;
图7表示根据本发明的一个优选实施例的优选的毛细管式真空滚筒微孔分布图形;
图8是表示在毛细管式脱水滚筒上起始干燥程度的影响的曲线图;
图9是表示根据本发明的卷纸式造纸机的示意图,具有毛细管式脱水滚筒、通行式空气干燥器和起绉干燥器的示意图;
图10是表示根据本发明的卷纸式造纸机的示意图,具有毛细管式脱水滚筒、起绉干燥器,但是没有通行式空气干燥器;
图11是表示根据本发明的卷纸式造纸机的示意图,具有毛细管式脱水滚筒、高温表面式干燥器和起绉干燥器;以及
图12是表示常规的卷纸式造纸机的示意图,具有通行式空气干燥器和起绉干燥器。
优选实施例的详细描述
首先参阅图1,它表示本发明的毛细管式脱水鼓(或称毛细管式脱水滚筒)10,围绕该鼓具有一毛细管膜12。支承在多孔的弯曲的传输织品14上的潮湿的卷纸W与旋转的毛细管式脱水鼓10的毛细管膜12压靠接触。加压滚筒16将卷纸W轻微压靠在毛细管膜12上,这样该卷纸W在多孔的弯曲传输织品14的弯曲区域受到轻微压迫。“轻微压迫”按照本文的定义是在从小于17.8582千克/直线米(1磅/直线英寸)(由于加压滚筒近于均衡的重量作用)到大约2678.74千克/直线米(150磅/直线英寸)(每英寸直线长度上的力的磅数)的范围内的直线作用力.更优选地是,加压滚筒16按照基本上在357.164-892.913千克/直线米(20-50磅/直线英寸)范围内的直线作用力将卷纸W压靠在毛细管膜12上。将卷纸轻微弯曲压迫使之压靠毛细管膜的目的是在没有整体压迫卷纸的情况下,保证在包含在卷纸中的水分和在毛细管膜的水分之间的液体接触。通过利用毛细管膜,这样可促进更大和更快的脱水作用。
本发明能够按照较高的直线压力作业,或许可高达7143.304千克/直线米(400磅/直线英寸),虽然在这种压力下可能发生对卷纸不希望有的压迫作用。
卷纸没有受到整体的压迫,不过是在卷纸与传输织品14的弯曲面相接触的卷纸个别位置受到轻微压迫。支承在传输织品14上的卷纸W围绕旋转的毛细管式脱水鼓10的周边部分传送。在围绕毛细管式脱水鼓10的周边部分行进之后,当卷纸W仍然支承在传输织品14上时,卷纸W与毛细管膜12脱离接触。有一个清洁用喷水器18,它向毛细管膜12的表面喷水。清洁用喷水器18冲洗毛细管膜12的外侧,并且还通过毛细管膜12的毛细管微孔驱动其中积聚的颗粒,这样,将颗粒通过该毛细管膜12带入毛细管式脱水鼓10的中心。利用虹吸管20由毛细管式脱水鼓10的中心吸出水。在运行过程中,毛细管式脱水鼓受到内部负压的作用。换句话说,利用一真空源对鼓10的内侧抽真空,使之接近毛细管膜12的微孔的平均流动微孔直径的有效毛细管贯通压力。有效的毛细管贯通压力是这样的压力(真空)度,其中通过潮湿的毛细管膜的空气流量不超过在相同压力(真空)下通过干燥的膜的空气流量的10%。毛细管式脱水滚筒10通常运行在这样一个压力(真空)下,在该压力下,空气流量不超过在相同压力(真空)度下通过干燥的膜的空气流量的3%到5%,并且可以运行在更小的真空度下。图2是薄纸商标为Cottone1le@的手抄纸的CoulterPorometer微孔尺寸分布曲线,该纸是由Seott Paper Company按照每令基准重量4.536千克(10磅)标准制造的。该曲线表明最大频率分布发生在约30微米的孔径处。平均流动微孔直径大小约为36微米。这表明包含在这种潮湿的手抄纸中的自然的水分在30微米或更大的微孔尺寸范围内。在图3A的曲线中概念性地表示出这种情况,图3A是示意的微孔尺寸分布曲线。在这一微孔尺寸分布曲线下方的阴影区表示积聚在这些孔内部的自然水分的量。按照本发明的可控毛细管脱水的概念基本上是通过将潮湿的纸与一种干燥的毛细管媒体相接触以除去这样的自然水分,这种媒体具有较小的毛细管孔尺寸,例如一种毛细管媒体在8微米处形成毛细管微孔尺寸分布峰值。对于该毛细管媒体的示意的微孔尺寸分布曲线在图3A中以虚线表示。假如这种8微米毛细管媒体具有足够大的微孔容积,在达到均衡状态之前,该媒体将由在纸内的较大的微孔进行吸收。在这种均衡状态下,不再使自然水分维持在8微米或更大直径微孔的纸中。在这种状态下,在8微米微孔尺寸的毛细管媒体内部的水分和在纸内部的部分剩余水分呈连续相态。在这种连续相态内部,存在一负的毛细管空吸压力Cp,其中: 如上所述,假如在毛细管和纸两者之中的接触角为0,则在空气—水接合面上的水弯月面的曲率半径约等于r。因此,半径r愈小,将由纸吸收进入毛细管媒体的水量愈大,其条件是:毛细管媒体具有足够大的容积容纳被吸收的水分,或提供一个装置,以便在从纸中吸收水分的同时从毛细管媒体中除去水分。
参阅图4,该图表示图1中的毛细管膜12的断面示意图。由这个断面图可以看出,毛细管膜12实际上是一个由至少两层以及最好多达4层组成的复合结构。顶层是毛细管膜表面层22,潮湿的卷纸W压靠该表面。平均流动微孔直径(是利用由Coulter Electronics,Inc.of Hialeah,IL制造的Coulter Potometer测量的)应小于约10微米,以形成足够高的毛细管真空度,有利良好地脱水。毛细管微孔直径愈小,脱水的程度愈高,当纸与毛细管膜表面层22分离时,纸就愈干燥。承载毛细管膜表面层22的是承载层24、26和28。这些承载层24、26、28和毛细管膜表面层22围绕覆盖穿孔的真空滚筒30的外侧。除了支承和稳定毛细管膜表面层22以外,这些相对开通的层24、26、28使得水易流通进入穿孔的真空滚筒30的内侧,因此使得整个毛细管膜表面层22均匀分布毛细管真空(度)。相继的各层24、26、28扩大开通,每个向内相继接连的层比前一层具有较大的微孔尺寸的开通度,这一事实使得通过顶部毛细管层的沾染物能够连续冲入滚筒中心并排出。
利用粘接剂(塑料)组合物或热压粘接剂(金属)将各层22、24、26、28形成一个复合件。结合本发明使用的满意的复合膜结构的实例(见下面的实例A)是热压粘接到3个相继接连的更粗孔的支承层上的Double DutchTwill Woven多孔膜(由Tetko Inc.of Bnareliff Manor,NY可以得到)。第二个实例(参阅如下例B)是一种Nuclepore成核径迹型膜(如由Nuclepore Corporation of Pleasanton,CA制造),它粘接到一种聚酯非纺的织品上,该织品再粘接到一种聚酯纺织多孔织品上。
毛细管膜12是柔性的,足以围绕覆盖一直径范围为0.6096-3.6576米(2-12英尺)(或更大)的穿孔的真空滚筒30上。各接合处可以粘合、对接、夹紧、重叠和/或焊接。试验已经证明,只要或者在机器的方向或者在与机器正交的方向上的接合处宽度小于大约3.175毫米(1/8英寸),以及只要脱水时间为0.15秒或者更长,当纸离开毛细管式脱水滚筒10时在纸上就不会看到湿的条纹。很明显,通过使纸有足够的扩散能力便于脱水。接合处宽于约3.175毫米(1/8英寸)可导致看出湿印。与之相似,直径大约6.35毫米(1/4英寸)或更小的沾污或聚集的颗粒将不会在卷纸上留下湿印。
实例A-纸脱水承载织品#1(24) 150×150目,标准尺寸方形织物承载织品#2(26) 60×60目,标准尺寸方形织物承载织品#3(28) 30×30目,标准尺寸方形织物毛细管膜表面层(22) Double Dutch Twill多孔纺织品型式 标准尺寸目的织品,简单通道目数 325×2300等效微孔长度 ~110微米Coulter MFP尺寸 9.19微米1/d 12.0透气率(Δp-12.7毫米(0.5英寸)H2O) 1.524-3.048立方米/分/平方米
(5-10立方英尺/分/平方英尺)配料 65%松木/35%桉木基准重量 1千克/42.13平方米(14磅/2880平方英尺)线速度 152.4米/分(500英尺/分)滞留时间 0.46秒加压滚筒载荷 482.173千克/直线米(27磅/直线英寸)毛细管式滚筒真空(毫米H2O) 2819.4(111英寸H2O)毛细管鼓预干燥度 24.9%后期毛细管鼓干燥度 38.2%
实例B-纸脱水承载织品#1(24) 聚酯非纺织品承载织品#2(26) 聚酯Mesh-Albany #5135
(30×36方形纺织品-)毛细管膜表面层(22) Nuclepore 5.0微米型式 Nucleation Track等效微孔长度 10微米Coulter MFP尺寸 5.35微米l/d 1.9透气率(Δp-12.7毫米H2O) 1.066立方米/分/平方米(3.5立方英尺/分/平方英尺)配料 70%NSWK/30%桉木基准重量 1千克/42.13平方米线速度 152.4米/分(500英尺/分)滞留时间 0.46秒
B1
B2加压滚筒载荷(千克/直线米) 803.622(45磅/直线英寸) 0毛细管式滚筒真空(毫米H2O) 3403.6(134英寸H2O) 3403.6毛细管鼓预干燥度 23.1% 23.3%后期毛细管鼓干燥度 39.7% 32.7%
借助于本发明的毛细管式脱水滚筒10可采用包含毛细管微孔但体积或厚度不大的薄的毛细管膜。微孔愈长,用于从纸中吸收水分的时间就愈长,这是由于粘滞阻力的原因造成的。此外,毛细管微孔愈长,就有更多的机会被细微沾染物堵塞微孔或覆盖堆积物。因此微孔更难于清洗。由于毛细管膜表面层22相对薄,因此,没有很大的容量来容纳从纸中吸收的水的体积,将一真空源连接到毛细管膜的下侧,以模拟毛细管空吸作用力Cp,促使水流经毛细管微孔。这样就使得从纸中除去的水完全通过毛细管膜表面层22和支承层22、24、26,这样水就能连续地从真空滚筒30的内侧排走。由于水分由毛细管膜表面层22连续地排走,由毛细管膜表面层22更多的吸收形成的附加容积持续地增加。在真空滚筒30内的真空度应尽可能接近Cp,以促成最大的纸脱水率。然而,假如真空度大于Cp,毛细管的水密封将被破坏,空气开始漏入。假如这种情况发生达到很大程度,抽真空用的能量就要被浪费了,并损害了毛细管式脱水作用效果。
毛细管微孔的直径越小,脱水程度越高。当纸离开毛细管膜表面时就越干燥。然而孔径越小,就更难于使微孔不被沾染或堵塞。在测试中发现具有平均流动孔径约为5微米的薄毛细管膜性能良好。(平均流动孔径是指非圆形截面的微孔的等效孔径)。这种毛细管微孔尺寸的膜已达到很高的干燥度并会保持清洁。尺寸从0.8到10微米的微孔已经达到从76.2毫米(3英寸)Hg柱到大约381毫米(15英寸)Hg柱的真空度。优选的微孔直径范围为约2-10微米。
最好,毛细管微孔应尽可能地短,并且在超过最小微孔直径时,向下游侧迅速开大(见图5A)。按照这种方式,由于流动阻力下降,可以产生毛细管表面张力。此外,使微孔的沾染降至最低程度。通过最小微孔直径的颗粒将不会聚集,因此这种类型的微孔设计便于从外侧清洗毛细管式脱水滚筒10。实际上,优选的设计使微孔长度相对其直径尽可能地短。实际的或等效的毛细管微孔通道长度1对等效的孔径d的比应很小(见图5B)。孔的形状比(1/d)应当处在约2到20的范围内.最好,孔的形状比应小于15。笔直贯通的孔是优选的。通道越弯曲,就难于保持孔的畅通和清洁。迷宫式(例如泡沫式、烧结金属、陶瓷)最难于保持清洁,因而不是优选的。
毛细管膜表面层22的渗透性也是很重要的,因为它影响在指定的时间内可以除去的水的量。该渗透率与孔的尺寸、孔的形状比和孔的密度有关,并且可以利用弗雷泽数(在12.7毫米H2OΔPF的单位表面积空气体积流量)来表示其特征。相对高的渗透性是所希望的。因此,弗雷泽数超过3是优选的。不过较低渗透性膜(弗雷泽数接近于0.8)也已经以满意的方式运用。
如前所述,笔直贯通的非弯曲通道的毛细管微孔是优选的。按照核径迹技术得到直通毛细管微孔(例如Nuclepore或Poretics)可很好地用作本发明的用于潮湿卷纸脱水的毛细管膜表面层22。这种毛细管微孔具有优异的孔形状比(l/d),使它们良好地保持清洁和用于脱水。它们还具有由Coulter Porometer测量的很小的微孔尺寸范围。换句话说,利用核径迹技术形成的毛细管微孔的微孔尺寸(分布)相对较小。这一点表示在图6的曲线图中,该图画出对于不同百分流量的5微米核孔的微孔尺寸分布。如上所述,可以由Nuclepore Corporation得到一核径迹(形成)膜。利用核径迹技术制造的毛细管膜表面层22的缺点是该膜多少易坏。然而,这种类型的膜作为毛细管膜12的外侧或毛细管膜表面层22对非压迫的潮湿卷纸脱水是有效的。
利用聚酯纺织多孔织品例如可由Tetko Inc.of Bnarcliff Manor,NY购得到的Pa Cap 7-5/2(见实例C)的毛细管膜表面层22也已经成功地推广。此外,如在授予Pall等人的第3327866号美国专利中介绍的钢DoubleDutch Twill线纺多孔织品已经是用作本发明的用于对潮湿卷纸脱水处理中的满意的毛细管层。正如在Pall等人的专利中指出的,这些线纺多孔织品,可以进行砑光和热压粘接,以便封住适当位置的开孔和使该表面光滑。其它膜也可能是满意的,只要它们处在优选的直径、孔形状比和渗透率的范围内即可。
实例C-纸脱水承载织品#1(24) 酯Mesh-Albany #5135
(30×36方形织物)毛细管膜表面层(22) PeCap 7-5/2型式 聚酯单丝织品等效微孔长度 65微米Coltuer MFP尺寸 6.26微米l/d 10.4透气率(Δp-12.7毫米H2O) 0.274立方米/分/平方米
(0.9立方英尺/分/平方英尺)配料 60%松木/40%桉木基准重量 6.350千克/267.552平方米
(14磅/2880平方英尺)线速度 152.4米/分(500英尺/分)滞留时间 0.46秒加压滚筒载荷(千克/直线米) 607.181
(34磅/直线英寸)毛细管滚筒真空(毫米H2O 4724.4
(186英寸H2O)毛细管鼓预干燥度 32.5%后期毛细管鼓干燥度 42.8%
在达到毛细管式脱水滚筒之前,利用各种方法(例如蒸汽喷淋)来预热潮湿的纸和降低水的粘着力,对于离开毛细管式脱水滚筒的卷纸可达到更高的干燥度。这种方法并结合使用较小的微孔、较高的真空度和/或在毛细管式脱水滚筒上的较长的滞留时间。能使离开毛细管式脱水滚筒时的干燥程度接近50%。在实验室中利用毛细管式脱水已经实现高达52%的干燥度。利用两个或更多个串级的毛细管式脱水滚筒10可以构成一个实用装置,在商用造纸机的高的运转速度下可达到明显加长的滞留时间。为了便于清洗,每个滚筒可具有顺序变小的平均流动孔径膜22和变高的毛细管真空度。
该复合膜,特别是顶部毛细管膜表面层22的设计能够促使毛细管膜表面层22和总的毛细管膜12保持清洁。膜沾染的问题是毛细管式脱水系统遇到的主要问题。微米尺寸的微孔易于堵塞。如上所述,本发明优先采用孔径范围在2-10微米的且具有小的孔形状比(l/d)即20或其以下的毛细管微孔。此外,微孔基本上是笔直的,非弯曲的,以及在出现在毛细管膜表面层22处的最小约束区之后,膜由于增加流通面积而具有高的渗透率。一旦卷纸已经离开毛细管式脱水滚筒10,毛细管表面断续地暴露于外部的高压喷水器18,该喷水器在毛细管式脱水滚筒10的运转过程中清洗该复合膜。高压喷水器18由该毛细管膜12的外侧朝毛细管式脱水滚筒10的中心喷水作业。喷射的能量和冲量迫使积聚在微孔中的颗粒通过最小约束区(通常位于该毛细管膜12的外侧),由毛细管膜表面层22的下侧流出,再顺序通过复合层24、26、28的顺序加大的孔。由于来自喷水器的水和由卷纸吸收的水的作用,沾染物因此被冲入滚筒的中心。利用由毛细管膜表面层22的实体部分沿切线偏转的部分喷水器的水的作用使在毛细管膜表面上残留的渣屑被冲掉。
在设计用于清洗的适当的压力喷水器18时,使喷水器18基本上沿径向朝着毛细管式脱水滚筒10,这样,喷水基本上按直角冲击毛细管膜表面层22,可以确信,如果水在穿过毛细管膜12之后仍然具有12.7毫米(半英寸)的水压头,那么喷水会具有足以清洗毛细管膜12的能量。水压头是指喷水器的水垂直地向上朝着膜(毛细管式脱水滚筒10的外表面)的毛细管微孔侧冲击并贯穿时,在毛细管膜12的粗孔侧(毛细管式脱水滚筒10的内侧)上的水柱的高度。
喷嘴尺寸、结构、间距和压力的不同组合可以产生所希望的12.7毫米的最小水压头。由位置距毛细管膜表面层22表面63.5毫米(2.5英寸)按照45.712千克/平方厘米(650磅/平方英寸)工作的Spraying SystemsCompany model no 1506喷嘴构成喷水集合管已经在具有毛细管式脱水滚筒10的实验造纸机上良好地使用。这种具325×3200目的通孔结构,DoubleDutch Twill复合膜具有16.51毫米(0.65英寸)的水压头。毛细管膜12的对应的贯穿宽度是38.1毫米(1.5英寸)。由于相邻喷嘴间的间隔是76.2毫米(3英寸)(中心线到中心线),而每个喷嘴的有效清洗宽度仅是38.1毫米,喷水器沿与机器正交的方向振动,以保证100%覆盖毛细管膜12。振动频率随线速度变化,以保证最大断续时间达14秒,在该时间毛细管膜12的一个特定区域不受水的冲击。这样,使得毛细管膜12的任一部分仅在总时间中的0.2%被冲洗。低达0.04%的数值已经实现。通过举例的方式,在一包括毛细管式脱水滚筒10的实验造纸机中,喷水器喷嘴沿与机器正交的方向按照5.4356毫米/秒(0.214英寸/秒)的速率振动。这种实验造纸机运转在152.4米/分(500英尺/分)的线速度下,在这种实验造纸机上的毛细管式脱水滚筒10直径为0.6096米(2英尺)。
应当指出,不同的膜设计需要不同的喷水组合结构。例如,很明显,假如将Nuclepore 5微米毛细管表面用作在前面段落讨论的实验造纸机的毛细管式脱水滚筒10的毛细管表面层,仅需要大约7.032到14.064千克/平方厘米(100到200磅/平方英寸)的压力来维持适当的清洁度。
穿孔的真空滚筒30要求由耐腐蚀性材料制成。虽然青铜也可以采用,但不锈钢是优选的。孔的尺寸和分布应当是这样的:对毛细管膜12下侧的所有区域都应保证均匀的真空度。例如,真空滚筒30可以具有3.175毫米(1/8英寸)直径的各个孔,各孔的中心错开12.7毫米(1/2英寸),如图7所示。假如需要,可以在表面开槽,以便于水的排出和真空的均匀度。
经过静止的中心枢轴将真空引入毛细管式脱水滚筒10。在运行在不同压力或真空度的毛细管式脱水滚筒10中设有多个内室。运行在不同压力或真空度的这样的多个内室可能产生明显的运行问题。例如室对室间的泄漏,圆柱形枢轴的磨损、和在旋转圆筒中的不均衡载荷。只有在有效的毛细管贯通压力过高的情况下。空气才会通过在中心枢轴处的机械密封件和那些较大的微孔漏入本发明的滚筒内。这一空气流量相当小并且明显小于在对应的真空脱水箱中的空气流量。
由于毛细管式脱水滚筒10的整个内部相对于大气压力维持在均匀的真空度,壳体承受均匀的压力差。壳体厚度因此按通常的应由分析技术来确定。利用非扇形的真空滚筒30,就不会有较大的不均衡的力,使支承的载荷最小,应当按照大约635毫米(25英寸)Hg的压力差(最大)来设计壳体。
如上所述,利用端接在真空滚筒30的内壁处或其附近的虹吸管20可以由毛细管式脱水滚筒10的内侧排走水。由毛细管膜12的下方通过真空滚筒30的壳体连续地排走水是优选的。在毛细管膜表面层22下方或在毛细管膜12下方不需要连续的水膜。任何水膜在毛细管式脱水滚筒10运转的高的造纸机速度下将产生增大的离心力;必须相应增加毛细度真空来补偿这种离心力。有很多替换的方式可排走在一水收集器中包含的这些水。
加压滚筒16意在使卷纸W中的水分和毛细管膜表面层22的毛细管微孔中的水分之间形成液体接触。由在传输织品14的弯曲区域的卷纸挤出某些水分。这些水分落入在毛细管膜表面层22中的空的容积内,并且降低了对从卷纸W进入到毛细管膜表面层22的微孔中的水的运动的界面阻力。此外,卷纸W的纤维网与毛细管膜表面层22形成更密切的接触,并且可从卷纸W去除某些陷入的空气。这些因素都会有助于卷纸W脱水。
加压滚筒16应当对保持在多孔的弯曲传输织品14和毛细管膜表面层22之间的纸施加轻微的载荷。加压滚筒16最好具有相对软的覆盖层。一种P&J硬度约150的软橡胶覆盖层已经成功使用。由加压滚筒16施加大约178.582到803.619千克/直线米(10到45磅/直线英寸)的作用力。以便在加压滚筒16和毛细管式脱水滚筒10之间的加压辊隙内产生平均值约为0.774到2.672千克/平方厘米(11到38磅/平方英寸)的压力。为了增进所述有利因素,大约357.164千克/直线米(20磅/直线英寸)(在辊隙中大约1.406千克/平方厘米(20磅/平方英寸))或更小的数值看来就足够了。在辊隙中的压力愈低,整个卷纸产生压迫的机会就愈小。一种很宽的软式加压辊隙是优选的,它能使得纸仅在传输织品14的弯曲区轻微受压,保证没有对卷纸W的显著的整体压迫作用。加压滚筒16的应用增加了本发明的毛细管式脱水鼓10的外侧的干燥度约2-7个百分点(例如实例B)。这是一个很大的水量,是本发明的系统的一个主要优点。
通常,该多孔的弯曲传输织品14是一种在通行式干燥器处理过程中一般可找到的聚酯的纺织品(例如由Albany International oftllbany,NY制造的Albany 5602)。包括金属或塑料丝、成形的织品、非纺的织品、或甚至某些不同温度的纸压制的毡类的其它类型的传输织品也可能是满意的。该多孔的弯曲的传输织品14必须是透气的,并且当压靠毛细管膜表面层22时,一定不能显著压迫纸。通常,传输织品14的弯曲或加压面积应小于织品14表面面积的大约35%,更为优选的是,在织品14表面面积的15%到25%的范围内。
代表在潮湿卷纸W和毛细管膜表面层22彼此接触过程的滞留时间是围绕毛细管式脱水鼓10卷绕覆盖量、毛细管式脱水鼓10的直径、以及运转速度的函数.滞留时间可按照如下方程确定:
t=0.5236DA/V,其中
t=滞留时间 (秒)
D=滚筒直径 (英尺)
A=卷绕角度
V=切线速度 (英尺/分)希望卷绕角度为约200°-315°,卷绕角度愈大,实现的脱水作用愈大.至少0.15秒的滞留时间是希望的,高达0.35秒则是优选的。虽然,随着滞留时间加长,纸会变得更干燥,但超过0.15秒后的变化速率相当慢。一种利用Dutch Twill复合膜进行的测试表明,当滞留时间从0.46秒降低到0.24秒时,干燥度仅降低大约1%(39%降到38%)。
本发明的毛细管式脱水系统已经证明,能够对非压迫的潮温卷纸进行脱水,使其干燥度接近43%。对于优质薄纸配料,本发明的毛细管式脱水方法和装置,已经实现的干燥度由约36%到约42%。在毛细管脱水鼓10外侧的干燥度是配料、基准重量、精制程度、膜孔尺寸和渗透率、毛细管真空度、加压滚筒、以及滞留时间的函数。
在实施本发明的毛细管式脱水步骤的过程中,薄纸的密度和厚度维持等于或优于对应的经过干燥和趋绉的薄纸卷纸(见产品实例1A、1B、2A和2B)的密度和厚度。没有对卷纸进行整体压迫,其中考虑到大体积的低密度的卷纸的生产。产品实例1A和2A是通过空气干燥的,趋绉的Scatt薄纸制品的标准。产品实例1B和2B是利用本发明的方法制成的经毛细管式脱水并经过空气干燥的薄纸制品。对于产品实例1A和1B的配料是含65%松木和35%桉木的均匀的掺和物。对于产品实例2A和2B是含70%的NSWK和30%的松木的均匀的掺和物。
产品实例1A和1B
一层薄纸制品
1A 1B速度(米/分) 152.4 152.4(500英尺/分)加压滚筒载荷(千克/直线米) 482.2(27磅/直线英寸)毛细管式滚筒真空(毫米H2O) 2819.4(111英寸H2O)毛细管式滚筒预干燥度(%) 24.9后期毛细管式滚筒干燥度(%) 38.2通行式干燥器预干燥度(%) 30.5 38.2基准重量(千克/589.842平方米) 16.8 16.5
(磅/2880平方英尺 16.8 16.5)厚度(密尔/24层,在1.0千帕斯卡下)
297 303MDT(千克/米) 20.8 21.4(盎司/英寸 18.7 19.2)CDT(千克/米) 10.4 10.2(盎司/英寸 9.3 9.1)表观密度(克/立方厘米) 0.0906 0.0871
产品实例2A和2B
一层薄纸制品
2A 2B速度(米/分) 152.4 152.4(500英尺/分)加压滚筒载荷(千克/直线米) 607.2(34磅/直线英寸)毛细管式滚筒真空(毫米H2O) 3302(130英寸H2O)毛细管式滚筒预干燥度(%) 30.2后期毛细管式滚筒干燥度(%) 39通行式干燥器预干燥度(%) 30.9 39基准重量(千克/589.842平方米) 16.3 15.7
(磅/2880平方英尺 16.3 15.7)厚度(密尔/24层,在1.0千帕斯卡下)
274 290MDT(千克/米) 20.6 24.6(盎司/英寸 18.5 22.0)CDT(千克/米) 9.37 12.2(盎司/英寸 8.4 11.0)表观密度(克/立方厘米) 0.0945 0.0867
本发明的毛细管式脱水系统的另一个优点是卷纸从毛细管式脱水鼓10输出时的干燥度相对独立于卷纸W的输入时的干燥度。对于任何指定的一组条件,当卷纸输入时的干燥度由大约14%变化到大约30%(例如见图8)时,从毛细管式脱水鼓10输出的卷纸的干燥度的变化不大于约1%。当卷纸输入时的干燥度增加至约30%以上时,卷纸W输出时的干燥度趋于稍微增加。这有几个好处。首先,由于能够除去极为大量的水(例如输入干燥度为14%到输出外干燥度38%,等效于对于每个gf除去4.51克的水),使在整个造纸过程中所使用的强动力的真空脱水站的数量可以降低或许甚至取消。其次,毛细管式脱水系统起一个用于平滑湿印条纹的装置的作用。深入毛细管式脱水滚筒10的湿气的不均匀性很大程度上被降低或平整了。假如在下一级干燥中使用通行式干燥器,这会导致在通行式干燥器中更好地干燥和在通行式干燥器的织品上出现较少条纹。
本发明的毛细管式脱水系统的再一个优点是它对基准重量的相对不灵敏性。基准重量从每令约5.4千克(12磅)到每令约11.3千克(25磅)的变化似乎不会引起在后期毛细管式脱水滚筒的干燥度很大的变化。已经进行的一项测试表明差别小于一个百分点。这一特征又趋于使与基准重量不均匀性相关的不良影响降低,并使在同一造纸机上的产品的范围(从重量轻的面部薄纸到重量重的擦手纸)扩大。
毛细管式脱水滚筒10可以与通行式干燥器、Yankee干燥器、气体烘烤的表面温度干燥器、蒸汽加热的桶式干燥器、或它们组合相结合使用。例如,接着参阅图9,该图表示一个料箱(head box)50,用于将木质原料传输到生产线52,以便在其上形成潮湿的初期的卷纸W。利用真空箱54对卷纸进行真空脱水。当卷纸W借助真空吸收器58使干燥度从约10%到32%的范围内时,卷纸然后被传输到弯曲的通行式干燥器的织品56上。假如需要,纸可以进一步利用真空箱59脱水和整形,虽然这个箱不是必需的,弯曲的通行式干燥器织品56携带卷纸W达到毛细管式脱水滚筒10,当卷纸进入毛细管式脱水滚筒10时,卷纸W的干燥度范围为约12%到大约32%。加压滚筒16使卷纸W和弯曲的通行式干燥器织品56压靠毛细管式脱水滚筒10的毛细管膜12。毛细管式脱水滚筒外侧的干燥度将处在约33%到约43%的范围内。通行式干燥器织品56然后携带卷纸W通过通行式干燥器60。干燥度范围处在约65%到95%的卷纸W然后被传输到Yankee式干燥器62,由于压力滚筒64的作用使卷纸W压到干燥器62上。当卷纸干燥度处在从约95%到约99%时,然后由Yankee式干燥器62使卷纸起绉,并运行通过砑光滚筒66。
在图10中表示利用毛细管式脱水鼓10的另一种造纸处理过程。在这个过程中使用的部件实际上与图9所示和上述介绍的相同。因此,在图10中与之相同的部分用图9中的相同标号表示。图10所示过程的差别仅在于通行式干燥器已被除去了。因此,毛细管式脱水滚筒10接收干燥度为12%到约32%的卷纸W,而离开毛细管式脱水滚筒10的卷纸W的干燥度由约33%到约43%,所以传输到Yankee干燥器表面的干燥度范围为约33%到约43%。在95%到99%干燥度的情况下进行起绉。按这种方式(图10)通过利用毛细管式脱水滚筒制成的薄纸具有的密度、厚度和手感值等于或优于利用通行式干燥和起绉处理的但没有毛细管式脱水处理(见产品实例3A、3B、4A和4B)制成的可比基准重量的薄纸制品。产品实例3A是按照全部通行式干燥处理接着利用Yankee起绉干燥器制得的。产品实例3B是利用本发明的毛细管式脱水处理,接着利用通行式空气干燥器然后用Yankee绉纹纸干燥器进行干燥制成的。产品实例4A是一种起绉产品并且是利用本发明的毛细管式脱水处理并结合仅用Yankee干燥器而没用通行式干燥器实现干燥而制成的。产品实例4B是常规的毛毡压制和于燥起绉的薄纸制品。用于制成产品实例3A、3B、4A和4B的配料是含70%NSWK和30%桉木的均匀掺合物。
产品实例3A和3B
两层薄纸制品
3A 3B速度(米/分) 152.4 152.4(500英尺/分)毛细管式滚筒真空(毫米H2O) 2921(115英寸H2O)毛细管式滚筒预干燥度(%) 32后期毛细管式滚筒干燥度(%) 39.7通行式干燥器预干燥度(%) 35.7 39.7
两层特性基准重量(千克/589.842平方米) 20.9 22.2
(磅/2880平方英尺 20.9 22.2)厚度(密尔/24层,在1.0千帕斯卡下) 463 516MDT(千克/米) 13.7 13.6(盎司/英寸 12.3 12.2)CDT(千克/米) 6.4 6.2(盎司/英寸 5.7 5.6)表观密度(克/立方厘米) 0.0725 0.0691精制产品手感* 1.00 1.04
*对于全部为通行式干燥的情况归一化为1.00。
产品实例4A如4B
两层薄纸制品
4A 4B速度(米/分) 152.4 152.4(500英尺/分)毛细管式滚筒真空(毫米H2O) 2921 (115英寸H2O)毛细管式滚筒预干燥度(%) 27.3后期毛细管式滚筒干燥度(%) 39.8前置通行式干燥器干燥度(%) 39.8 26.2
两层特性基准重量(千克/589.842平方米) 21.8 20.6
(磅/2880平方英尺 21.8 20.6)厚度(密尔/24层,在1.0千帕斯卡下) 489 343MDT(千克/米) 10.9 11.9
(盎司/英寸 9.8 10.7)CDT(千克/米) 4.9 4.6
(盎司/英寸 4.4 4.1)表观密度(克/立方厘米) 0.0716 0.0966精制产品手感* 1.01 0.91
*对于全部为通行式干燥的情况归一化为1.00。
毛细管式脱水系统在不显著压迫卷纸的情况下具有除去水分的能力,使得它在经济方面是有利的,适于将一常规的湿式压迫的造纸机改型为能够生产低密度、吸收性软性薄纸和擦手纸制品。例如,湿式压迫的起毛纸运行操作可以由弯曲的通行式干燥器织品和本发明的毛细管脱水系统替代,将其置入在形成的织品和Yankee绉纹纸干燥器之间余下的空间内,如图10所示。然后可将纸传输到在约33%到43%干燥度的Yankee干燥器并在造纸机的正常绉纹纸的干燥度下进行起绉。如实例3A、3B、4A和4B中所示,所形成的低密度的柔软制品非常类似于利用图12中所示的通行式干燥器-Yankee干燥器的组合装置制成的产品。然而,利用毛细管式脱水系统进行改型的费用较低并且可以在较少地影响造纸机运行的情况下实现。所形成的造纸机处理过程还比通行式改型的干燥器耗费较少的能量。
与之相似,假如希望在Yankee干燥之前更充分地干燥,可以将毛细管式脱水系统结合通行式干燥器使用,以改进湿式压迫型造纸机。还可以用来替代在已有双干燥器系统中的一个通行式干燥器,以便节能和降低运行费用。造纸技术领域的熟练技术人员会承认,虽然本发明是结合如图9、10和11中所示的起绉处理讨论的,但本发明也可以用在不包括起绉步骤的造纸过程中。本发明可以在与通行式干燥器、桶式干燥器、高表面温度干燥器、或它们的组合一道使用进行毛细管式脱水之后在没有起绉步骤的情况下,用以最终干燥。
在已有的造纸机上,本发明的毛细管式脱水鼓10可用于减少操作和能量消耗,这是由于取消了真空泵、降低了通行式干燥器的风扇功率和减少机罩的气体使用的结果。有可能由已有的双通行式干燥器处理的流程中取消一个通行式干燥器。如果适当地保留两个通行式干燥器。本发明的毛细管式脱水鼓10还可以用于增加造纸机的速度和生产率。通过将本发明的毛细管式脱水鼓10附加到如在图12中所示的常规的通行式干燥器的处理流程中,该流程的总的能量消耗将减少17%到25%。根据上述,应承认,本发明很好地适合于达到所有上述目的,还具有本发明的装置和方法固有的明显的其它优点。
应理解,某些特征和局部组合是实用的,可以参照其它特征和局部组合加以利用。这些情况都是权利要求的范围企图包括的将其纳入到权利要求的范围内。
在不脱离本发明的范围的情况下,本发明可以构成很多可能的实施例,应当理解,在说明书中所述的和在附图中表示的内容都是说明性的解释,而不是限定性的。
Claims (17)
1.一种在制纸过程中由潮湿的多微孔的卷纸中除去水分的方法,其中没有显著地整体压迫卷纸,包含的步骤有:
(a)将卷纸定位在旋转的毛细管式脱水滚筒的毛细管膜上,该毛细管膜具有贯穿其间的毛细管微孔,该微孔具有基本上笔直贯通的非弯曲的通道,它的微孔长度与直径比为2到20;
(b)将卷纸与毛细管膜分开;以及
(c)利用清洁液体喷射毛细管膜,以冲洗毛细管膜表面和将聚集在毛细管微孔中的颗粒通过笔直贯通的非弯曲的毛细管微孔冲入非扇形的旋转的毛细管式脱水滚筒内侧。
2.根据权利要求1所述的方法,其中的步骤(c)包含在7.032到63.288千克/平方厘米的压力下用水喷射毛细管膜。
3.根据权利要求1所述的方法,还包含如下的步骤:
从料箱到成形织品喷射传送浆料,以便形成原始的卷纸;
对该原始的卷纸进行真空脱水,使原始的卷纸的干燥度范围在6%至32%;
将该卷纸从成形织品传输到一种多孔的弯曲的传输织品上;
轻微压迫在该多孔的弯曲的传输织品和所述旋转的毛细管式脱水滚筒的所述毛细管膜之间的卷纸;
对毛细管式脱水滚筒内部抽真空,使内部压力不大于毛细管微孔的负的毛细管空吸压力。
4.根据权利要求3所述的方法,还包含的步骤有:
维持卷纸与毛细管膜相接触至少0.15秒。
5.根据权利要求3所述的方法,其中该多孔的弯曲的传输织品具有从肘弯点伸出的弯曲图形,使得在所述轻微压迫步骤的过程中压迫卷纸的面积不大于卷纸总表面面积的35%。
6.根据权利要求5所述的方法,该多孔的弯曲的传输织品具有从肘弯点伸出的弯曲图形,使得在所述轻微压迫步骤的过程中压迫卷纸的面积不大于卷纸总表面面积的25%。
7.根据权利要求3所述的方法,其中的毛细管式脱水滚筒是一非扇形的滚筒,使在毛细管脱水滚筒内部的真空压力到处基本上是相同的。
8.根据权利要求3所述的方法,其中:
步骤(b)包含在卷纸继续支承在多孔的弯曲的传输织品的情况下,移动卷纸使之与毛细管膜脱离接触;
在7.032到63.288千克/平方厘米的压力下毛细管膜被水喷射。
9.根据权利要求3所述的方法,还包含的步骤有:
按通行方式干燥卷纸,使干燥度由65%到95%;
将卷纸传输到Yankee干燥器表面;
当卷纸干燥度由95%到99%时,使来自Yankee干燥器表面的卷纸起绉。
10.根据权利要求3所述的方法,还包含步骤:
当卷纸的干燥度为33%到43%时将卷纸传输到Yankee干燥器表面,当卷纸干燥度由95%到99%时,使来自Yankee干燥器表面的卷纸起绉。
11.根据权利要求3所述的方法,还包含利用一通行式空气干燥器完成干燥卷纸的步骤。
12.根据权利要求3所述的方法,还包含利用一高表面温度干燥器完成干燥卷纸的步骤。
13.根据权利要求3所述的方法,还包含利用桶式干燥器完成干燥卷纸的步骤。
14.根据权利要求1所述的方法,还包含如下的步骤:
通过一个起绉干燥器对分离的卷纸进行加压,以便在该卷纸没有首先通过常规的通行式干燥器的情况下使卷纸起绉,因此以明显节能的方式制成绉纹纸制品。
15.根据权利要求14所述的方法,还包含的步骤有:
维持卷纸与毛细管膜相接触至少0.15秒。
16.一种用于在造纸过程中降低卷纸中的水分含量的系统,包含:
一旋转的毛细管式脱水滚筒,具有一形成有贯通的毛细管微孔的毛细管膜,该微孔具有基本上笔直贯通的非弯曲的通道,微孔的长度对直径比从2至20;
压迫装置,用于将卷纸压到毛细管膜上,以便在包含在卷纸中的水分和在毛细管膜微孔中的水分之间形成液体接触;以及
喷射装置,用于利用清洁液体喷射毛细管膜,以便冲洗毛细管膜表面和将积聚在毛细管微孔中的颗粒通过基本上笔直通过的非弯曲的毛细管微孔冲入旋转的毛细管式脱水滚筒内侧。
17.根据权利要求16所述的系统,其中所述的喷射装置适于在7.032到63.288千克/平方厘米的压力下喷射所述清洁液体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/344,219 US5598643A (en) | 1994-11-23 | 1994-11-23 | Capillary dewatering method and apparatus |
| US08/344,219 | 1994-11-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1148886A CN1148886A (zh) | 1997-04-30 |
| CN1109788C true CN1109788C (zh) | 2003-05-28 |
Family
ID=23349558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95192075A Expired - Fee Related CN1109788C (zh) | 1994-11-23 | 1995-10-31 | 毛细管式脱水方法和装置 |
Country Status (13)
| Country | Link |
|---|---|
| US (3) | US5598643A (zh) |
| EP (3) | EP1300641B1 (zh) |
| JP (1) | JPH09511568A (zh) |
| KR (1) | KR100384670B1 (zh) |
| CN (1) | CN1109788C (zh) |
| AR (1) | AR000162A1 (zh) |
| AU (1) | AU698155B2 (zh) |
| BR (1) | BR9506569A (zh) |
| CA (1) | CA2181484C (zh) |
| DE (3) | DE69530754T8 (zh) |
| ID (2) | ID27381A (zh) |
| MY (1) | MY114404A (zh) |
| WO (1) | WO1996016305A1 (zh) |
Families Citing this family (94)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5543047A (en) | 1992-11-06 | 1996-08-06 | Pall Corporation | Filter with over-laid pleats in intimate contact |
| US6143135A (en) * | 1996-05-14 | 2000-11-07 | Kimberly-Clark Worldwide, Inc. | Air press for dewatering a wet web |
| US6096169A (en) * | 1996-05-14 | 2000-08-01 | Kimberly-Clark Worldwide, Inc. | Method for making cellulosic web with reduced energy input |
| US6083346A (en) * | 1996-05-14 | 2000-07-04 | Kimberly-Clark Worldwide, Inc. | Method of dewatering wet web using an integrally sealed air press |
| US6149767A (en) | 1997-10-31 | 2000-11-21 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue |
| AU6464698A (en) | 1997-03-21 | 1998-10-20 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US5990377A (en) * | 1997-03-21 | 1999-11-23 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US6105276A (en) * | 1997-06-19 | 2000-08-22 | The Procter & Gamble Company | Limiting orifice drying medium, apparatus therefor, and cellulosic fibrous structures produced thereby |
| US5942322A (en) * | 1997-09-11 | 1999-08-24 | The Procter & Gamble Company | Reduced surface energy limiting orifice drying medium process of making and process of making paper therewith |
| US6021583A (en) * | 1997-09-18 | 2000-02-08 | The Procter & Gamble Company | Low wet pressure drop limiting orifice drying medium and process of making paper therewith |
| US6187137B1 (en) | 1997-10-31 | 2001-02-13 | Kimberly-Clark Worldwide, Inc. | Method of producing low density resilient webs |
| US6197154B1 (en) | 1997-10-31 | 2001-03-06 | Kimberly-Clark Worldwide, Inc. | Low density resilient webs and methods of making such webs |
| GB9807703D0 (en) * | 1998-04-09 | 1998-06-10 | Scapa Group Plc | Dewaterig membrane structure |
| US6306257B1 (en) | 1998-06-17 | 2001-10-23 | Kimberly-Clark Worldwide, Inc. | Air press for dewatering a wet web |
| US6280573B1 (en) | 1998-08-12 | 2001-08-28 | Kimberly-Clark Worldwide, Inc. | Leakage control system for treatment of moving webs |
| US6209224B1 (en) * | 1998-12-08 | 2001-04-03 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for making a throughdried tissue product without a throughdrying fabric |
| AR023070A1 (es) | 1998-12-21 | 2002-09-04 | Kimberly Clark Co | Tejido de papel impreso crespado humedo y proceso para obtener dicho tejido. |
| US6398909B1 (en) | 1999-06-17 | 2002-06-04 | Valmet-Karlstad Aktiebolag | Method and apparatus for imprinting, drying, and reeling a fibrous web |
| US6395136B1 (en) | 1999-06-17 | 2002-05-28 | Valmet-Karlstad Aktiebolag | Press for imprinting and drying a fibrous web |
| US6790315B2 (en) * | 1999-06-17 | 2004-09-14 | Metso Paper Karlstad Ab | Drying section and method for drying a paper web |
| SE516663C2 (sv) | 1999-06-17 | 2002-02-12 | Metso Paper Karlstad Ab | Torkparti i en maskin för tillverkning av en kontinuerlig tissuepappersbana samt metod för torkning av en kontinuerlig |
| US6158144A (en) * | 1999-07-14 | 2000-12-12 | The Procter & Gamble Company | Process for capillary dewatering of foam materials and foam materials produced thereby |
| EP1072722B1 (de) * | 1999-07-27 | 2004-12-01 | Voith Paper Patent GmbH | Trockenpartie |
| US6318727B1 (en) | 1999-11-05 | 2001-11-20 | Kimberly-Clark Worldwide, Inc. | Apparatus for maintaining a fluid seal with a moving substrate |
| US6425981B1 (en) | 1999-12-16 | 2002-07-30 | Metso Paper Karlstad Aktiebolg (Ab) | Apparatus and associated method for drying a wet web of paper |
| US6860968B1 (en) | 2000-05-24 | 2005-03-01 | Kimberly-Clark Worldwide, Inc. | Tissue impulse drying |
| US6610173B1 (en) * | 2000-11-03 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Three-dimensional tissue and methods for making the same |
| US6701637B2 (en) | 2001-04-20 | 2004-03-09 | Kimberly-Clark Worldwide, Inc. | Systems for tissue dried with metal bands |
| DE10129613A1 (de) * | 2001-06-20 | 2003-01-02 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer mit einer dreidimensionalen Oberflächenstruktur versehenen Faserstoffbahn |
| MXPA04001149A (es) * | 2001-08-14 | 2004-05-20 | Procter & Gamble | Aparato de secado con aire pasante con resistencia decreciente al flujo humedo en direccion de maquina y proceso para el secado de una trama con el mismo. |
| US6434856B1 (en) | 2001-08-14 | 2002-08-20 | The Procter & Gamble Company | Variable wet flow resistance drying apparatus, and process of drying a web therewith |
| US6746573B2 (en) * | 2001-08-14 | 2004-06-08 | The Procter & Gamble Company | Method of drying fibrous structures |
| US20060213079A1 (en) * | 2001-09-17 | 2006-09-28 | Helio Ribeiro | Flow-through dryer |
| US6746570B2 (en) * | 2001-11-02 | 2004-06-08 | Kimberly-Clark Worldwide, Inc. | Absorbent tissue products having visually discernable background texture |
| US6749719B2 (en) * | 2001-11-02 | 2004-06-15 | Kimberly-Clark Worldwide, Inc. | Method of manufacture tissue products having visually discernable background texture regions bordered by curvilinear decorative elements |
| WO2003040450A2 (en) | 2001-11-02 | 2003-05-15 | Kimberly-Clark Worldwide, Inc. | Fabric for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements |
| US6821385B2 (en) | 2001-11-02 | 2004-11-23 | Kimberly-Clark Worldwide, Inc. | Method of manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements using fabrics comprising nonwoven elements |
| US6787000B2 (en) | 2001-11-02 | 2004-09-07 | Kimberly-Clark Worldwide, Inc. | Fabric comprising nonwoven elements for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method thereof |
| US6790314B2 (en) | 2001-11-02 | 2004-09-14 | Kimberly-Clark Worldwide, Inc. | Fabric for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method thereof |
| US6837956B2 (en) * | 2001-11-30 | 2005-01-04 | Kimberly-Clark Worldwide, Inc. | System for aperturing and coaperturing webs and web assemblies |
| US6824650B2 (en) * | 2001-12-18 | 2004-11-30 | Kimberly-Clark Worldwide, Inc. | Fibrous materials treated with a polyvinylamine polymer |
| US7214633B2 (en) * | 2001-12-18 | 2007-05-08 | Kimberly-Clark Worldwide, Inc. | Polyvinylamine treatments to improve dyeing of cellulosic materials |
| US7150110B2 (en) | 2002-01-24 | 2006-12-19 | Voith Paper Patent Gmbh | Method and an apparatus for manufacturing a fiber web provided with a three-dimensional surface structure |
| US6911114B2 (en) * | 2002-10-01 | 2005-06-28 | Kimberly-Clark Worldwide, Inc. | Tissue with semi-synthetic cationic polymer |
| US20040084162A1 (en) | 2002-11-06 | 2004-05-06 | Shannon Thomas Gerard | Low slough tissue products and method for making same |
| US20040084164A1 (en) * | 2002-11-06 | 2004-05-06 | Shannon Thomas Gerard | Soft tissue products containing polysiloxane having a high z-directional gradient |
| US6951598B2 (en) * | 2002-11-06 | 2005-10-04 | Kimberly-Clark Worldwide, Inc. | Hydrophobically modified cationic acrylate copolymer/polysiloxane blends and use in tissue |
| US7029756B2 (en) * | 2002-11-06 | 2006-04-18 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US20040115451A1 (en) * | 2002-12-09 | 2004-06-17 | Kimberly-Clark Worldwide, Inc. | Yellowing prevention of cellulose-based consumer products |
| US20040110017A1 (en) * | 2002-12-09 | 2004-06-10 | Lonsky Werner Franz Wilhelm | Yellowing prevention of cellulose-based consumer products |
| US6878238B2 (en) | 2002-12-19 | 2005-04-12 | Kimberly-Clark Worldwide, Inc. | Non-woven through air dryer and transfer fabrics for tissue making |
| US6875315B2 (en) * | 2002-12-19 | 2005-04-05 | Kimberly-Clark Worldwide, Inc. | Non-woven through air dryer and transfer fabrics for tissue making |
| US20040163785A1 (en) * | 2003-02-20 | 2004-08-26 | Shannon Thomas Gerard | Paper wiping products treated with a polysiloxane composition |
| US7125473B2 (en) * | 2003-09-12 | 2006-10-24 | International Paper Company | Apparatus and method for conditioning a web on a papermaking machine |
| US7141142B2 (en) * | 2003-09-26 | 2006-11-28 | Kimberly-Clark Worldwide, Inc. | Method of making paper using reformable fabrics |
| US7186318B2 (en) * | 2003-12-19 | 2007-03-06 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US7147752B2 (en) | 2003-12-19 | 2006-12-12 | Kimberly-Clark Worldwide, Inc. | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
| US7479578B2 (en) * | 2003-12-19 | 2009-01-20 | Kimberly-Clark Worldwide, Inc. | Highly wettable—highly flexible fluff fibers and disposable absorbent products made of those |
| US7811948B2 (en) * | 2003-12-19 | 2010-10-12 | Kimberly-Clark Worldwide, Inc. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| CN102021856B (zh) * | 2004-01-30 | 2013-06-12 | 沃依特专利有限责任公司 | 高级脱水体系 |
| US7351307B2 (en) * | 2004-01-30 | 2008-04-01 | Voith Paper Patent Gmbh | Method of dewatering a fibrous web with a press belt |
| US7476294B2 (en) * | 2004-10-26 | 2009-01-13 | Voith Patent Gmbh | Press section and permeable belt in a paper machine |
| US7476293B2 (en) * | 2004-10-26 | 2009-01-13 | Voith Patent Gmbh | Advanced dewatering system |
| US20050167067A1 (en) * | 2004-01-30 | 2005-08-04 | Bob Crook | Dewatering fabric in a paper machine |
| US20060070712A1 (en) * | 2004-10-01 | 2006-04-06 | Runge Troy M | Absorbent articles comprising thermoplastic resin pretreated fibers |
| US7510631B2 (en) | 2004-10-26 | 2009-03-31 | Voith Patent Gmbh | Advanced dewatering system |
| US20060086472A1 (en) * | 2004-10-27 | 2006-04-27 | Kimberly-Clark Worldwide, Inc. | Soft durable paper product |
| US7462257B2 (en) * | 2004-12-21 | 2008-12-09 | Kimberly-Clark Worldwide, Inc. | Method for producing wet-pressed, molded tissue products |
| JP4478584B2 (ja) * | 2005-01-17 | 2010-06-09 | 株式会社ミツトヨ | 位置制御装置、測定装置および加工装置 |
| US7601659B2 (en) | 2005-04-01 | 2009-10-13 | E.I. Du Pont De Nemours And Company | Dewatering fabrics |
| PL1726700T3 (pl) * | 2005-05-25 | 2013-08-30 | Reifenhaeuser Masch | Sposób i urządzenie do wytwarzania włókniny "spod filiery" |
| US7452446B2 (en) * | 2005-10-18 | 2008-11-18 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for dewatering a fabric |
| CA2634040A1 (en) | 2005-12-15 | 2007-07-12 | Dow Global Technologies Inc. | Improved cellulose articles containing an additive composition |
| US20070141936A1 (en) * | 2005-12-15 | 2007-06-21 | Bunyard William C | Dispersible wet wipes with improved dispensing |
| US7527709B2 (en) * | 2006-03-14 | 2009-05-05 | Voith Paper Patent Gmbh | High tension permeable belt for an ATMOS system and press section of paper machine using the permeable belt |
| US7181864B1 (en) | 2006-03-31 | 2007-02-27 | Honda Motor Co., Ltd. | Dehydration of body hem flanges |
| EP1845187A3 (en) * | 2006-04-14 | 2013-03-06 | Voith Patent GmbH | Twin wire former for an atmos system |
| US7524403B2 (en) * | 2006-04-28 | 2009-04-28 | Voith Paper Patent Gmbh | Forming fabric and/or tissue molding belt and/or molding belt for use on an ATMOS system |
| US7550061B2 (en) * | 2006-04-28 | 2009-06-23 | Voith Paper Patent Gmbh | Dewatering tissue press fabric for an ATMOS system and press section of a paper machine using the dewatering fabric |
| US7556714B2 (en) * | 2006-09-18 | 2009-07-07 | Nalco Company | Method of operating a papermaking process |
| JP4901395B2 (ja) * | 2006-09-26 | 2012-03-21 | 富士フイルム株式会社 | 塗布膜の乾燥方法 |
| US20090038174A1 (en) * | 2007-08-07 | 2009-02-12 | Dar-Style Consultants & More Ltd. | Kitchen utensil dryer |
| BRPI1009526A2 (pt) * | 2009-03-09 | 2016-03-15 | Univenture Inc | dispositivos e método de separação de partículas a partir de mistura contendo líquido e partículas. |
| SE535153C2 (sv) * | 2010-09-08 | 2012-05-02 | Metso Paper Karlstad Ab | Positioneringsanordning för evakueringsrör i en torkcylinder |
| DE102010053402A1 (de) * | 2010-12-02 | 2012-06-06 | Willy Heckers | Vorrichtung und Verfahren zur Herstellung von flächigen Materialbahnen aus Faserstoffen organischer und/oder anorganischer Herkunft |
| WO2013137237A1 (ja) * | 2012-03-12 | 2013-09-19 | 三菱レイヨン株式会社 | 多孔質膜の製造方法、および多孔質膜の乾燥装置 |
| DE102012109878B4 (de) * | 2012-10-17 | 2015-04-02 | Trützschler GmbH & Co Kommanditgesellschaft | Trockner für eine textile Warenbahn |
| CN106802076A (zh) * | 2016-12-30 | 2017-06-06 | 义乌市三溪堂国药馆连锁有限公司 | 一种基于毛细管膜的干燥箱保温排湿系统 |
| US10895040B2 (en) | 2017-12-06 | 2021-01-19 | The Procter & Gamble Company | Method and apparatus for removing water from a capillary cylinder in a papermaking process |
| CN108106375A (zh) * | 2017-12-15 | 2018-06-01 | 杨裕鑫 | 一种干燥布料用烘干装置 |
| CA3081992A1 (en) | 2019-06-06 | 2020-12-06 | Structured I, Llc | Papermaking machine that utilizes only a structured fabric in the forming of paper |
| CN111300905B (zh) * | 2020-03-06 | 2021-07-09 | 秦皇岛金茂源纸业有限公司 | 一种造纸机械的压平式除尘系统 |
| IT202000029900A1 (it) | 2020-12-04 | 2022-06-04 | Toscotec S P A | Macchina e processo per la produzione di carta. |
| IT202100020858A1 (it) | 2021-08-03 | 2023-02-03 | Toscotec S P A | Macchina e processo per la produzione di carta strutturata. |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4357758A (en) * | 1980-07-01 | 1982-11-09 | Valmet Oy | Method and apparatus for drying objects |
| US4556450A (en) * | 1982-12-30 | 1985-12-03 | The Procter & Gamble Company | Method of and apparatus for removing liquid for webs of porous material |
| CN1094107A (zh) * | 1992-06-30 | 1994-10-26 | 普罗格特-甘布尔公司 | 纤维素纤维结构限制孔干燥方法、装置和制得的纤维结构 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1549338A (en) * | 1922-04-11 | 1925-08-11 | John D Tompkins | Paper-making machine |
| US1834852A (en) * | 1929-08-17 | 1931-12-01 | Black Clawson Co | Paper making machinery |
| US1833910A (en) * | 1930-03-29 | 1931-12-01 | Brown Co | Method of and apparatus for paper making |
| US2083817A (en) * | 1935-05-03 | 1937-06-15 | Beloit Iron Works | Water extracting device for paper machines and method of making paper |
| US2209759A (en) * | 1937-06-28 | 1940-07-30 | Beloit Iron Works | Absorbent press roll assembly |
| US3262840A (en) * | 1963-09-20 | 1966-07-26 | Little Inc A | Method and apparatus for removing liquids from fibrous articles using a porous polyamide body |
| US3327866A (en) * | 1964-06-15 | 1967-06-27 | Pall Corp | Woven wire mesh |
| US3468242A (en) * | 1966-03-30 | 1969-09-23 | Black Clawson Co | Paper machinery |
| US3771236A (en) * | 1971-01-12 | 1973-11-13 | R Candor | Method and apparatus for treating sheet-like material with fluid |
| US4076582A (en) * | 1977-04-04 | 1978-02-28 | Diamond International Corporation | Suction roll sealing strip cleaning structure |
| US4309246A (en) * | 1977-06-20 | 1982-01-05 | Crown Zellerbach Corporation | Papermaking apparatus and method |
| FI54629C (fi) * | 1977-07-08 | 1979-01-10 | Nokia Oy Ab | Foerfarande i en med en genomstroemningstork foersedd tissuepappersmaskin |
| FI77483C (fi) * | 1983-05-20 | 1989-03-10 | Valmet Oy | Foerfarande och anordning i pappers- eller kartongmaskiner foer formning av banan och/eller avvattning av banan samt prosessband foer tillaempning vid ifraogavarande foerfarande. |
| US4551894A (en) * | 1983-10-17 | 1985-11-12 | Beloit Corporation | Urethane covered paper machine roll with vented interface between roll and cover |
| US5242644A (en) * | 1990-02-20 | 1993-09-07 | The Procter & Gamble Company | Process for making capillary channel structures and extrusion die for use therein |
| US5336373A (en) * | 1992-12-29 | 1994-08-09 | Scott Paper Company | Method for making a strong, bulky, absorbent paper sheet using restrained can drying |
| EP0741820B1 (en) * | 1993-12-20 | 1999-03-10 | The Procter & Gamble Company | Wet pressed paper web and method of making the same |
-
1994
- 1994-11-23 US US08/344,219 patent/US5598643A/en not_active Expired - Lifetime
-
1995
- 1995-10-31 DE DE69530754T patent/DE69530754T8/de active Active
- 1995-10-31 JP JP8516894A patent/JPH09511568A/ja not_active Ceased
- 1995-10-31 CA CA002181484A patent/CA2181484C/en not_active Expired - Fee Related
- 1995-10-31 DE DE69534726T patent/DE69534726T2/de not_active Expired - Lifetime
- 1995-10-31 WO PCT/US1995/014211 patent/WO1996016305A1/en active IP Right Grant
- 1995-10-31 DE DE69534256T patent/DE69534256T2/de not_active Expired - Lifetime
- 1995-10-31 EP EP03000740A patent/EP1300641B1/en not_active Expired - Lifetime
- 1995-10-31 CN CN95192075A patent/CN1109788C/zh not_active Expired - Fee Related
- 1995-10-31 EP EP95939031A patent/EP0740765B1/en not_active Expired - Lifetime
- 1995-10-31 KR KR1019960703937A patent/KR100384670B1/ko not_active IP Right Cessation
- 1995-10-31 EP EP03000741A patent/EP1300642B1/en not_active Expired - Lifetime
- 1995-10-31 BR BR9506569A patent/BR9506569A/pt not_active IP Right Cessation
- 1995-10-31 AU AU41000/96A patent/AU698155B2/en not_active Ceased
- 1995-11-20 AR AR33429095A patent/AR000162A1/es unknown
- 1995-11-21 MY MYPI95003553A patent/MY114404A/en unknown
- 1995-11-21 ID IDP20000906D patent/ID27381A/id unknown
- 1995-11-21 ID IDP20000444A patent/ID24738A/id unknown
-
1996
- 1996-09-25 US US08/719,380 patent/US5699626A/en not_active Expired - Lifetime
- 1996-09-25 US US08/719,749 patent/US5701682A/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4357758A (en) * | 1980-07-01 | 1982-11-09 | Valmet Oy | Method and apparatus for drying objects |
| US4556450A (en) * | 1982-12-30 | 1985-12-03 | The Procter & Gamble Company | Method of and apparatus for removing liquid for webs of porous material |
| CN1094107A (zh) * | 1992-06-30 | 1994-10-26 | 普罗格特-甘布尔公司 | 纤维素纤维结构限制孔干燥方法、装置和制得的纤维结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2181484A1 (en) | 1996-05-30 |
| EP1300642A2 (en) | 2003-04-09 |
| DE69534256D1 (de) | 2005-08-18 |
| ID24738A (id) | 1996-12-05 |
| AR000162A1 (es) | 1997-05-21 |
| ID27381A (id) | 1996-12-05 |
| MY114404A (en) | 2002-10-31 |
| EP1300641B1 (en) | 2005-06-01 |
| AU4100096A (en) | 1996-06-17 |
| EP0740765A1 (en) | 1996-11-06 |
| DE69530754T8 (de) | 2004-08-05 |
| EP0740765B1 (en) | 2003-05-14 |
| CA2181484C (en) | 2007-04-17 |
| JPH09511568A (ja) | 1997-11-18 |
| WO1996016305A1 (en) | 1996-05-30 |
| CN1148886A (zh) | 1997-04-30 |
| DE69530754T2 (de) | 2004-03-25 |
| EP1300641A3 (en) | 2003-11-19 |
| EP1300642B1 (en) | 2005-12-28 |
| US5699626A (en) | 1997-12-23 |
| AU698155B2 (en) | 1998-10-22 |
| DE69534726D1 (de) | 2006-02-16 |
| EP1300641A2 (en) | 2003-04-09 |
| US5598643A (en) | 1997-02-04 |
| DE69534726T2 (de) | 2006-09-14 |
| BR9506569A (pt) | 1997-09-02 |
| MX9602732A (es) | 1998-07-31 |
| DE69530754D1 (de) | 2003-06-18 |
| EP0740765A4 (en) | 1999-05-26 |
| DE69534256T2 (de) | 2005-10-27 |
| KR100384670B1 (ko) | 2003-08-21 |
| US5701682A (en) | 1997-12-30 |
| EP1300642A3 (en) | 2003-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1109788C (zh) | 毛细管式脱水方法和装置 | |
| JP4183087B2 (ja) | 立体構造ウェブの製造 | |
| CA1158038A (en) | Drying procedure and means | |
| KR100394406B1 (ko) | 종이 제조 방법, 불투과성 제지 벨트 및 그 제조방법 | |
| EP0115172B1 (en) | Method of and apparatus for removing liquid from webs of porous material | |
| US20080149292A1 (en) | Machine for producing a fibrous web | |
| US4675079A (en) | Multi-nip suction press with a four roller closed train | |
| US6746573B2 (en) | Method of drying fibrous structures | |
| CN1086008C (zh) | 纤维素纤维结构限制孔干燥方法、装置和制得的纤维结构 | |
| RU2007101721A (ru) | Процесс крепирования с использованием крепировального материала до высокого содержания твердой фазы для изготовления поглощающего листа при сушке в крепировальном материале | |
| US9856603B2 (en) | Process for production of a fibrous pulp web | |
| CN100591849C (zh) | 一种包装纸板的生产方法及其制造设备 | |
| US4584058A (en) | Method and apparatus for dewatering a fibrous web | |
| AU705638B2 (en) | Capillary dewatering method and apparatus | |
| EP0069667B1 (en) | Multi-nip suction press | |
| CN117146555A (zh) | 一种软质材料干燥装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C53 | Correction of patent of invention or patent application | ||
| COR | Change of bibliographic data |
Free format text: CORRECT: APPLICANT; FROM: KIMBERLI-CORACK PAPER CO. TO: KIMBERLY-CLARK WORLDWIDE INC. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: Wisconsin Applicant after: Kimberly-Clark Worldwide, Inc. Address before: Wisconsin Applicant before: Scott Paper Co. |
|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |