CN114311129A - 汽车保险杠环形生产线 - Google Patents
汽车保险杠环形生产线 Download PDFInfo
- Publication number
- CN114311129A CN114311129A CN202111656500.7A CN202111656500A CN114311129A CN 114311129 A CN114311129 A CN 114311129A CN 202111656500 A CN202111656500 A CN 202111656500A CN 114311129 A CN114311129 A CN 114311129A
- Authority
- CN
- China
- Prior art keywords
- feeding
- base
- movable frame
- forth
- mechanical arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 238000004080 punching Methods 0.000 claims abstract description 43
- 238000003466 welding Methods 0.000 claims abstract description 43
- 230000007246 mechanism Effects 0.000 claims abstract description 36
- 210000002219 extraembryonic membrane Anatomy 0.000 claims abstract description 16
- 210000004379 membrane Anatomy 0.000 claims abstract description 16
- 239000012528 membrane Substances 0.000 claims abstract description 16
- 238000000465 moulding Methods 0.000 claims abstract description 9
- 238000012545 processing Methods 0.000 abstract description 11
- 239000000463 material Substances 0.000 abstract description 9
- 230000000694 effects Effects 0.000 abstract description 7
- 230000006872 improvement Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
Images






Abstract
本发明公开了一种汽车保险杠环形生产线,包括有基座、控制柜、活动架、胎膜、上料架、第一驱动机构、冲孔装置、上料装置以及焊接装置。通过基座上具有一环形工作台,并配合活动架可绕环形工作台来回活动地设置在环形工作台上,活动架为间隔排布的多个;该胎膜设置在活动架上并随着活动架来回活动;该上料架设置在活动机上并随着活动架来回活动,对应的胎膜和上料架也为多个使得同一生产线上具有更多的工位,可以实现同时对多个保险杠的加工,在将保险杠安装在胎膜上或从胎膜上拆下来时,其不会影响其他工位上保险杠的加工,同时上料装置的使用可以实现保险杠配件的自动上料,代替现有的人工上料,自动化程度也更高。
Description
技术领域
本发明涉及保险杠加工领域技术,尤其是指一种汽车保险杠环形生产线。
背景技术
随着人们生活水平的不断提高,汽车已经逐渐成为每家每户最常见的交通工具,汽车保险杠是汽车外饰部件之一,是吸收和减缓外界冲击力、防护车身前后部的安全装置;随着汽车工业的发展和工程塑料在汽车工业的大量应用,汽车保险杠作为一种重要的安全装置也走向了革新的道路,保险杠的加工方式也要随着用户需求的增加来不断改进。
现有的汽车保险杠生产线加工时一般采用单一工位,人工将保险杠安装在胎膜上然后通过机械臂带动刀头分别进行冲孔和焊接加工,同时还需要人工将雷达支架等配件放置到位后进行焊接加工,不仅自动化程度不高、人工成本大,而且加工效率较低,在人工将保险杠拆装在胎膜上时,机械臂就无法对保险杠进行加工作业,较为浪费时间成本,因此,有必要对现有的保险杠生产线结构作出进一步改进。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种汽车保险杠环形生产线,其通过基座上具有一环形工作台,且活动架、胎膜和上料架均为对应设置的多个,使得同一生产线上具有更多的工位,极大提高了加工效率,同时配合上料装置实现自动安装配件的功能,提高自动化程度,进一步提升了加工效率,并降低了人工成本。
为实现上述目的,本发明采用如下之技术方案:
一种汽车保险杠环形生产线,包括有基座、控制柜、活动架、胎膜、上料架、第一驱动机构、冲孔装置、上料装置以及焊接装置;该基座上具有一环形工作台;该控制柜设置在基座的侧旁;该活动架可绕环形工作台来回活动地设置在环形工作台上,活动架为间隔排布的多个,活动架上设置有第二滑轨;该胎膜设置在活动架上并随着活动架来回活动;该上料架设置在活动架上并随着活动架来回活动,对应的胎膜和上料架也为多个,每一活动架上均对应设置有一胎膜和上料架,上料架上设置有与第二滑轨配合的滑块,上料架通过滑块和第二滑轨的配合并在第二驱动机构的带动下沿着第二滑轨来回活动,第二驱动机构设置在基座上并与控制柜连接;该第一驱动机构设置在基座上并带动活动架来回活动,第一驱动机构与控制柜连接,第一驱动机构包括有支架、电机、丝杆以及连接杆,该支架设置在基座上,该电机设置在支架上并与控制柜连接,该丝杆设置在电机的输出端并在电机的带动下来回转动;该连接杆套在丝杆上并在丝杆的带动下沿着丝杆来回活动,连接杆的上端具有与活动架配合的连接头,活动架在连接杆的带动下来回活动。;该冲孔装置、上料装置以及焊接装置均设置在基座侧旁并绕着环形工作台依次排布,冲孔装置、上料装置以及焊接装置均与控制柜连接。
作为一种优选方案,所述基座外围设置有一围栏,该控制柜、活动架、胎膜、上料架、第一驱动机构、冲孔装置、上料装置以及焊接装置均设置在围栏内。
作为一种优选方案,所述环形工作台上设置有一环形的第一滑轨,该活动架滑动安装在第一滑轨上并沿第一滑轨来回活动,活动架由第一驱动机构推动而来回活动。
作为一种优选方案,所述第二驱动机构为气缸。
作为一种优选方案,所述冲孔装置包括有第一控制器、冲刀刀库、冲孔刀头以及第一机械臂;该第一控制器设置在基座上并与控制柜连接,该冲刀刀库设置在基座上并位于环形工作台侧旁,该冲孔刀头可取放地设置在冲刀刀库上,且冲孔刀头上具有与第一机械臂自由端连接的第一连接部,该第一机械臂设置在冲刀刀库和环形工作台侧旁并与第一控制器连接,第一机械臂的自由端来回活动于冲刀刀库和胎膜之间。
作为一种优选方案,所述冲孔装置为两个,其沿着环形工作台的外侧依次排布。
作为一种优选方案,所述上料装置包括有第二控制器、上料头库、上料头以及第二机械臂;该第二控制器设置在基座上并与控制柜连接,该上料头库设置在基座上并位于环形工作台侧旁;该上料头可取放地设置在上料头库上,上料头上设置有与第二机械臂自由端连接的第二连接部;该第二机械臂设置在上料头库和环形工作台侧旁并与第二控制器连接,第二机械臂的自由端来回活动于上料头库、上料架和胎膜之间。
作为一种优选方案,所述焊接装置包括有第三控制器、焊接头库、焊接头以及第三机械臂;该第三控制器设置在基座上并与控制柜连接,该焊接头库设置在基座上并位于环形工作台侧旁;该焊接头可取放地设置在焊接头库上,焊接头上设置有与第三机械臂自由端连接的第三连接部;该第三机械臂设置在焊接头库和环形工作台侧旁并与第三控制器连接,第三机械臂的自由端来回活动于焊接头库和胎膜之间。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
通过基座上具有一环形工作台,并配合活动架可绕环形工作台来回活动地设置在环形工作台上,活动架为间隔排布的多个;该胎膜设置在活动架上并随着活动架来回活动;该上料架设置在活动机上并随着活动架来回活动,对应的胎膜和上料架也为多个使得同一生产线上具有更多的工位,可以实现同时对多个保险杠的加工,在将保险杠安装在胎膜上或从胎膜上拆下来时,其不会影响其他工位上保险杠的加工,节省了大量时间成本,同时上料装置的使用可以实现保险杠配件的自动上料,代替现有的人工上料,不仅节省了人工成本,自动化程度也更高。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
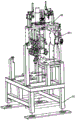
图1是本发明之较佳实施例的立体结构示意图;
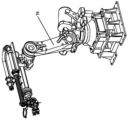
图2是本发明之较佳实施例中第一机械臂的立体结构示意图;
图3是本发明之较佳实施例中冲刀刀库的立体结构示意图;
图4是本发明之较佳实施例中上料头库的立体结构示意图;
图5是本发明之较佳实施例中焊接头库的立体结构示意图;
图6是本发明之较佳实施例的局部组装示意图;
图7是本发明之较佳实施例中第一驱动机构的立体结构示意图;
图8是本发明之较佳实施例中另一局部组装示意图。
附图标识说明:
10、基座 11、环形工作台
12、围栏 13、第一滑轨
20、控制柜 30、活动架
31、第二滑轨 40、胎膜
50、上料架 51、滑块
52、第二驱动机构 60、第一驱动机构
61、支架 62、电机
63、丝杆 64、连接杆
65、连接头 70、冲孔装置
71、第一控制器 72、冲刀刀库
73、冲孔刀头 731、第一连接部
74、第一机械臂 80、上料装置
81、控制器 82、上料头库
83、上料头 831、第二连接部
84、第二机械臂 90、焊接装置
91、第三控制器 92、焊接头库
93、焊接头 931、第三连接部
94、第三机械臂。
具体实施方式
请参照图1至图8所示,其显示出了本发明之较佳实施例的具体结构,其中包括有基座10、控制柜20、活动架30、胎膜40、上料架50、第一驱动机构60、冲孔装置70、上料装置80以及焊接装置90。
该基座10上具有一环形工作台11;在本实施例中,所述基座10外围设置有一围栏12,该控制柜20、活动架30、胎膜40、上料架50、第一驱动机构60、冲孔装置70、上料装置80以及焊接装置90均设置在围栏12内;所述环形工作台11上设置有一环形的第一滑轨13。
该控制柜20设置在基座10的侧旁。
该活动架30可绕环形工作台11来回活动地设置在环形工作台11上,活动架30为间隔排布的多个;在本实施例中,该活动架30滑动安装在第一滑轨13上并沿第一滑轨13来回活动,活动架30由第一驱动机构60推动而来回活动;所述活动架30上设置有第二滑轨31。
该胎膜40设置在活动架30上并随着活动架30来回活动,胎膜40用于夹持保险杠夹具;该上料架50设置在活动架30上并随着活动架30来回活动,上料架50用于放置雷达支架等配件,对应的胎膜40和上料架50也为多个,每一活动架30上均对应设置有一胎膜40和上料架50;在本实施例中,所述上料架50上设置有与第二滑轨31配合的滑块51,上料架50通过滑块51和第二滑轨31的配合并在第二驱动机构52的带动下沿着第二滑轨31来回活动,第二驱动机构52设置在基座10上并与控制柜20连接;所述第二驱动机构52为气缸。
该第一驱动机构60设置在基座10上并带动活动架30来回活动,第一驱动机构60与控制柜20连接;在本实施例中,所述第一驱动机构60包括有支架61、电机62、丝杆63以及连接杆64,该支架61设置在基座10上,该电机62设置在支架61上并与控制柜20连接,该丝杆63设置在电机62的输出端并在电机62的带动下来回转动;该连接杆64套在丝杆63上并在丝杆63的带动下沿着丝杆63来回活动,连接杆64的上端具有与活动架30配合的连接头65,活动架30在连接杆64的带动下来回活动。
该冲孔装置70、上料装置80以及焊接装置90均设置在基座10侧旁并绕着环形工作台11依次排布,冲孔装置70、上料装置80以及焊接装置90均与控制柜20连接。
在本实施例中,所述冲孔装置70包括有第一控制器71、冲刀刀库72、冲孔刀头73以及第一机械臂74;该第一控制器71设置在基座10上并与控制柜20连接,该冲刀刀库72设置在基座10上并位于环形工作台11侧旁,该冲孔刀头73可取放地设置在冲刀刀库72上,且冲孔刀头73上具有与第一机械臂74自由端连接的第一连接部731,该第一机械臂74设置在冲刀刀库72和环形工作台11侧旁并与第一控制器71连接,第一机械臂74的自由端来回活动于冲刀刀库72和胎膜40之间;所述冲孔装置70为两个,其沿着环形工作台11的外侧依次排布。
所述上料装置80包括有第二控制器81、上料头库82、上料头83以及第二机械臂84;该第二控制器81设置在基座10上并与控制柜20连接,该上料头库82设置在基座10上并位于环形工作台11侧旁;该上料头83可取放地设置在上料头库82上,上料头83上设置有与第二机械臂84自由端连接的第二连接部831;该第二机械臂84设置在上料头库82和环形工作台11侧旁并与第二控制器81连接,第二机械臂84的自由端来回活动于上料头库82、上料架50和胎膜40之间。
所述焊接装置90包括有第三控制器91、焊接头库92、焊接头93以及第三机械臂94;该第三控制器91设置在基座10上并与控制柜20连接,该焊接头库92设置在基座10上并位于环形工作台11侧旁;该焊接头93可取放地设置在焊接头库92上,焊接头93上设置有与第三机械臂94自由端连接的第三连接部931;该第三机械臂94设置在焊接头库92和环形工作台11侧旁并与第三控制器91连接,第三机械臂94的自由端来回活动于焊接头库92和胎膜40之间。
详述本实施例的工作原理如下:
工作时,先从环形工作台11的上料工位处将保险杠放置到胎膜40上,并将雷达支架放置在上料架50上,然后由控制柜20带动第一驱动机构60工作,使第一驱动机构60带动活动架30沿着环形工作台11活动至冲孔装置70处,此时,两冲孔装置70中的第一机械臂74在第一控制器71的控制下,通过带动冲刀刀库72上的冲孔刀头73依次对胎膜40上的保险杠进行冲孔加工,冲孔完成后,第一驱动机构60继续带动活动架30向后活动至上料装置80处,然后第二机械臂84在第二控制器81控制下,通过带动上料头库82中的上料头83,将上料架50上的雷达支架依次安装到保险杠对应位置中,接着,使第一驱动机构60带动活动架30沿着环形工作台11活动至焊接装置90处,此时,第三机械臂94在第三控制器91的控制下,通过带动焊接头库92中的焊机头93,将保险杠中的雷达支架焊接固定在保险杠上,焊接完成后,再由第一驱动机构60带动活动架30沿着环形工作台11活动至环形工作台11的下料工位处,然后人工取下加工完成的保险杠即可。
本发明的设计重点在于:通过基座上具有一环形工作台,并配合活动架可绕环形工作台来回活动地设置在环形工作台上,活动架为间隔排布的多个;该胎膜设置在活动架上并随着活动架来回活动;该上料架设置在活动机上并随着活动架来回活动,对应的胎膜和上料架也为多个使得同一生产线上具有更多的工位,可以实现同时对多个保险杠的加工,在将保险杠安装在胎膜上或从胎膜上拆下来时,其不会影响其他工位上保险杠的加工,节省了大量时间成本,同时上料装置的使用可以实现保险杠配件的自动上料,代替现有的人工上料,不仅节省了人工成本,自动化程度也更高。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
Claims (8)
1.一种汽车保险杠环形生产线,其特征在于:包括有基座、控制柜、活动架、胎膜、上料架、第一驱动机构、冲孔装置、上料装置以及焊接装置;该基座上具有一环形工作台;该控制柜设置在基座的侧旁;该活动架可绕环形工作台来回活动地设置在环形工作台上,活动架为间隔排布的多个,活动架上设置有第二滑轨;该胎膜设置在活动架上并随着活动架来回活动;该上料架设置在活动架上并随着活动架来回活动,对应的胎膜和上料架也为多个,每一活动架上均对应设置有一胎膜和上料架,上料架上设置有与第二滑轨配合的滑块,上料架通过滑块和第二滑轨的配合并在第二驱动机构的带动下沿着第二滑轨来回活动,第二驱动机构设置在基座上并与控制柜连接;该第一驱动机构设置在基座上并带动活动架来回活动,第一驱动机构与控制柜连接,第一驱动机构包括有支架、电机、丝杆以及连接杆,该支架设置在基座上,该电机设置在支架上并与控制柜连接,该丝杆设置在电机的输出端并在电机的带动下来回转动;该连接杆套在丝杆上并在丝杆的带动下沿着丝杆来回活动,连接杆的上端具有与活动架配合的连接头,活动架在连接杆的带动下来回活动;该冲孔装置、上料装置以及焊接装置均设置在基座侧旁并绕着环形工作台依次排布,冲孔装置、上料装置以及焊接装置均与控制柜连接。
2.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述基座外围设置有一围栏,该控制柜、活动架、胎膜、上料架、第一驱动机构、冲孔装置、上料装置以及焊接装置均设置在围栏内。
3.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述环形工作台上设置有一环形的第一滑轨,该活动架滑动安装在第一滑轨上并沿第一滑轨来回活动,活动架由第一驱动机构推动而来回活动。
4.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述第二驱动机构为气缸。
5.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述冲孔装置包括有第一控制器、冲刀刀库、冲孔刀头以及第一机械臂;该第一控制器设置在基座上并与控制柜连接,该冲刀刀库设置在基座上并位于环形工作台侧旁,该冲孔刀头可取放地设置在冲刀刀库上,且冲孔刀头上具有与第一机械臂自由端连接的第一连接部,该第一机械臂设置在冲刀刀库和环形工作台侧旁并与第一控制器连接,第一机械臂的自由端来回活动于冲刀刀库和胎膜之间。
6.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述冲孔装置为两个,其沿着环形工作台的外侧依次排布。
7.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述上料装置包括有第二控制器、上料头库、上料头以及第二机械臂;该第二控制器设置在基座上并与控制柜连接,该上料头库设置在基座上并位于环形工作台侧旁;该上料头可取放地设置在上料头库上,上料头上设置有与第二机械臂自由端连接的第二连接部;该第二机械臂设置在上料头库和环形工作台侧旁并与第二控制器连接,第二机械臂的自由端来回活动于上料头库、上料架和胎膜之间。
8.根据权利要求1所述的汽车保险杠环形生产线,其特征在于:所述焊接装置包括有第三控制器、焊接头库、焊接头以及第三机械臂;该第三控制器设置在基座上并与控制柜连接,该焊接头库设置在基座上并位于环形工作台侧旁;该焊接头可取放地设置在焊接头库上,焊接头上设置有与第三机械臂自由端连接的第三连接部;该第三机械臂设置在焊接头库和环形工作台侧旁并与第三控制器连接,第三机械臂的自由端来回活动于焊接头库和胎膜之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111656500.7A CN114311129A (zh) | 2021-12-31 | 2021-12-31 | 汽车保险杠环形生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111656500.7A CN114311129A (zh) | 2021-12-31 | 2021-12-31 | 汽车保险杠环形生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114311129A true CN114311129A (zh) | 2022-04-12 |
Family
ID=81018207
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111656500.7A Pending CN114311129A (zh) | 2021-12-31 | 2021-12-31 | 汽车保险杠环形生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114311129A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114799625A (zh) * | 2022-04-13 | 2022-07-29 | 长江智能科技(广东)股份有限公司 | 带有胎膜库的汽车内外饰件焊接生产线 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008061299A1 (de) * | 2007-12-13 | 2009-06-18 | Plastal Gmbh | Stanz-Prägemaschine mit flexibler Bearbeitungseinheit |
| CN202367036U (zh) * | 2011-12-27 | 2012-08-08 | 延锋彼欧汽车外饰系统有限公司 | 一种保险杠冲孔及安装雷达支架的一体化工装设备 |
| CN204077543U (zh) * | 2014-07-16 | 2015-01-07 | 必诺机械(东莞)有限公司 | 一种雷达支架安装对准装置 |
| CN104526361A (zh) * | 2014-12-29 | 2015-04-22 | 重庆威诺克智能装备股份有限公司 | 一种回转式柔性制造系统及其连续生产方法 |
| CN204913275U (zh) * | 2015-07-31 | 2015-12-30 | 湖北机电院装备制造有限责任公司 | 一种汽车保险杠打孔与雷达支架焊接自动化一体机 |
| CN109514275A (zh) * | 2018-12-29 | 2019-03-26 | 长江超声智能装备(广东)股份有限公司 | 汽车保险杠装配冲焊全自动一体机 |
| CN110817314A (zh) * | 2019-11-20 | 2020-02-21 | 余姚泰速自动化科技有限公司 | 一种快速切换胎具模组用的多工位环形工作台 |
| CN211682482U (zh) * | 2019-12-25 | 2020-10-16 | 湖北机电院装备制造有限责任公司 | 保险杠冲孔及安装雷达支架的一体化工装设备 |
| CN113602789A (zh) * | 2021-09-06 | 2021-11-05 | 长江智能科技(广东)股份有限公司 | 用于人机协作保险杠智能生产线的胎膜移动工装 |
-
2021
- 2021-12-31 CN CN202111656500.7A patent/CN114311129A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008061299A1 (de) * | 2007-12-13 | 2009-06-18 | Plastal Gmbh | Stanz-Prägemaschine mit flexibler Bearbeitungseinheit |
| CN202367036U (zh) * | 2011-12-27 | 2012-08-08 | 延锋彼欧汽车外饰系统有限公司 | 一种保险杠冲孔及安装雷达支架的一体化工装设备 |
| CN204077543U (zh) * | 2014-07-16 | 2015-01-07 | 必诺机械(东莞)有限公司 | 一种雷达支架安装对准装置 |
| CN104526361A (zh) * | 2014-12-29 | 2015-04-22 | 重庆威诺克智能装备股份有限公司 | 一种回转式柔性制造系统及其连续生产方法 |
| CN204913275U (zh) * | 2015-07-31 | 2015-12-30 | 湖北机电院装备制造有限责任公司 | 一种汽车保险杠打孔与雷达支架焊接自动化一体机 |
| CN109514275A (zh) * | 2018-12-29 | 2019-03-26 | 长江超声智能装备(广东)股份有限公司 | 汽车保险杠装配冲焊全自动一体机 |
| CN110817314A (zh) * | 2019-11-20 | 2020-02-21 | 余姚泰速自动化科技有限公司 | 一种快速切换胎具模组用的多工位环形工作台 |
| CN211682482U (zh) * | 2019-12-25 | 2020-10-16 | 湖北机电院装备制造有限责任公司 | 保险杠冲孔及安装雷达支架的一体化工装设备 |
| CN113602789A (zh) * | 2021-09-06 | 2021-11-05 | 长江智能科技(广东)股份有限公司 | 用于人机协作保险杠智能生产线的胎膜移动工装 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114799625A (zh) * | 2022-04-13 | 2022-07-29 | 长江智能科技(广东)股份有限公司 | 带有胎膜库的汽车内外饰件焊接生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107030778B (zh) | 花盆自动冲孔修边设备 | |
| US7325581B2 (en) | Apparatus for punching and welding or bonding workpieces | |
| CN218477143U (zh) | 汽车保险杠环形生产线 | |
| CN114311129A (zh) | 汽车保险杠环形生产线 | |
| CN109795127B (zh) | 一种机器人自动冲焊快换设备及加工方法 | |
| CN209773950U (zh) | 一种车门铰链车身件专机加工线 | |
| CN110587109A (zh) | 汽车内饰件的柔性焊机工装 | |
| CN211589000U (zh) | 柔性化机舱自动焊接线 | |
| CN212239324U (zh) | 一种执手齿轮全自动化切削加工装置 | |
| CN211028811U (zh) | 一种液压油缸自动组对夹具 | |
| CN210476229U (zh) | 一种立式数控铣床 | |
| CN110977262A (zh) | 柔性化机舱自动焊接线及其焊接方法 | |
| CN112122924B (zh) | 一种汽车保险杠柔性冲焊一体机 | |
| CN113547622B (zh) | 一种陶瓷加工用的坯体批量化修边装置 | |
| CN212665296U (zh) | 一种电源底板焊接定位装置及系统 | |
| CN211276955U (zh) | 汽车内饰件的柔性焊机工装 | |
| CN210587985U (zh) | 调整接头组件自动装配设备 | |
| CN208960712U (zh) | 一种钣金折边生产线 | |
| CN214162050U (zh) | 适用于汽车保险杠加工的冲孔焊接装置 | |
| CN111974892A (zh) | 一种冲压机床的自动送料装置 | |
| CN214024721U (zh) | 用于手机壳的精雕机高效上下料机构 | |
| CN213729613U (zh) | 一种平床身线轨数控机床 | |
| CN207057900U (zh) | 机舱底板三维工作站系统 | |
| CN220533486U (zh) | 一种汽车保险杠冲焊一体装置 | |
| CN111975431B (zh) | 基于双工位机器人的汽车密封条自动化后加工系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |