CN112091158B - 汽车上支架铆接工装 - Google Patents
汽车上支架铆接工装 Download PDFInfo
- Publication number
- CN112091158B CN112091158B CN202010817188.4A CN202010817188A CN112091158B CN 112091158 B CN112091158 B CN 112091158B CN 202010817188 A CN202010817188 A CN 202010817188A CN 112091158 B CN112091158 B CN 112091158B
- Authority
- CN
- China
- Prior art keywords
- positioning
- upper bracket
- base plate
- plate
- riveting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims description 34
- 238000007599 discharging Methods 0.000 claims description 9
- 239000000758 substrate Substances 0.000 claims description 6
- 238000004080 punching Methods 0.000 claims description 5
- 230000000694 effects Effects 0.000 abstract description 3
- 230000001105 regulatory effect Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 230000008093 supporting effect Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/30—Particular elements, e.g. supports; Suspension equipment specially adapted for portable riveters
- B21J15/32—Devices for inserting or holding rivets in position with or without feeding arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/30—Particular elements, e.g. supports; Suspension equipment specially adapted for portable riveters
- B21J15/32—Devices for inserting or holding rivets in position with or without feeding arrangements
- B21J15/323—Devices for inserting or holding rivets in position with or without feeding arrangements using a carrier strip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/38—Accessories for use in connection with riveting, e.g. pliers for upsetting; Hand tools for riveting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明涉及一种汽车上支架铆接工装,应用在汽车上支架加工设备的技术领域,其包括铆接机,还包括机架和设置在铆接机工作台上的定位工装,定位工装包括基板、第一定位块和第二定位块,第一定位块设置在基板上,第二定位块设置在基板上并关于第一定位块对称分布有两个,两个第二定位块上均连接有冲压凹模,冲压凹模与铆接机的铆杆正对,基板上设有两个关于第一定位块对称分布的第一顶推气缸,两个第一顶推气缸的活塞杆上均连接有夹块;机架上设有皮带输送机,皮带输送机的皮带上设有若干与上支架插接配合的限位座,机架上设有用于将上支架取放至定位工装上的夹送件,基板上设有用于将上支架卸下的卸料件。本发明具有提高上支架铆接加工效率的效果。
Description
技术领域
本发明涉及汽车上支架加工设备的技术领域,尤其是涉及一种汽车上支架铆接工装。
背景技术
管柱上支架为车辆转向管柱上的零部件,其一般包括主体和顶板,主体用于容置转向套筒,在顶板上通常设置有滑槽,在滑槽内配合一个滑块,滑块与车辆支架(CCB)连接。
公告号为CN208165088U的中国专利公开了一种管柱上支架,包括支架主体和相对地设置在所述支架主体两侧的两块顶板,每块顶板上都设置有至少一条U型的顶板凹槽,顶板凹槽的开口位于顶板的前端,顶板凹槽贯通顶板的上下表面。
在实际加工过程中,如图7所示,上支架包括主体8和内框82,主体8两侧均连接有顶板81,两个顶板81均折弯形成有第一耳板811,内框82端部与主体8焊接固定,内框82两侧均连接有第二耳板83,第二耳板83搭在第一耳板811上,第一耳板811和第二耳板83采用铆接固定,而传统铆接一般是先划线定点,然后人工手持上支架在铆接机上进行,步骤繁琐,导致铆接加工效率较低。
发明内容
针对现有技术存在的不足,本发明的目的是提供一种汽车上支架铆接工装,其具有提高上支架铆接加工效率的效果。
本发明的上述发明目的是通过以下技术方案得以实现的:一种汽车上支架铆接工装,包括铆接机,还包括机架和设置在铆接机工作台上的定位工装,所述定位工装包括基板、第一定位块和第二定位块,所述第一定位块设置在基板上,所述第二定位块设置在基板上并关于第一定位块对称分布有两个,两个所述第二定位块上均连接有冲压凹模,所述冲压凹模与铆接机的铆杆正对,所述基板上设有两个关于第一定位块对称分布的第一顶推气缸,两个所述第一顶推气缸的活塞杆上均连接有夹块;
所述机架上设有皮带输送机,所述皮带输送机的皮带上设有若干与上支架插接配合的限位座,所述机架上设有用于将上支架取放至定位工装上的夹送件,所述基板上设有用于将上支架卸下的卸料件。
通过采用上述技术方案,皮带输送机启动,当上支架移动至与定位工装正对位置时,夹送件将上支架取下并输送至工装上,使得内框与第一定位框插接,两个顶板分别与两个第二定位块抵触,第一耳板搭在冲压块上,两个第一顶推气缸启动,驱动两个夹块将内框抵紧在第一定位块上,实现了上支架的定位和固定,铆接机启动,铆杆下压第二耳板和第一耳板,使得第二耳板和第一耳板相铆接,铆接结束后卸料件将上支架移出定位工装,方便快捷,减少了划线和人工铆接所需的时间,提高了上支架铆接加工的效率和铆接精度,同时也将操作者与铆接机分隔开,利于增强加工的安全系数。
本发明在一较佳示例中可以进一步配置为:所述夹送件包括升降气缸、伺服气缸和电磁铁,所述升降气缸的活塞杆上设有升降座,所述伺服气缸设置在升降座上,所述电磁铁安装在伺服气缸的活塞杆上。
通过采用上述技术方案,伺服气缸驱动电磁铁前进与主体抵触,电磁铁通电吸住主体,升降气缸推动升降座上移,使得上支架整体与限位座分离,伺服气缸的活塞杆继续前进,带动内框插入两个第二定位块之间,待夹块夹住内框后电磁铁断电回移,简单快捷。
本发明在一较佳示例中可以进一步配置为:所述卸料件包括回转气缸和摆杆,所述回转气缸设置在基板上,所述摆杆的一端与回转气缸的驱动盘连接,另一端设有限位板,所述第一定位块上开设有供摆杆转动放入的通槽,所述基板在靠近回转气缸的一侧设有倾斜向下延伸的导料板,当上支架放在定位工装上,所述主体支撑在限位板上。
通过采用上述技术方案,回转气缸驱动摆杆转动,摆杆带动上支架向上翻转,使得上支架与定位工装分离并落在导料板上,沿导料板滑落,完成卸料;由于主体支撑在限位板上,进一步稳定了上支架的固定。
本发明在一较佳示例中可以进一步配置为:所述导料板包括连接在基板上的导料框和滑动连接在导料框内的滑板,所述滑板底面设有用于驱动滑板移动的驱动单元。
通过采用上述技术方案,驱动单元控制滑板移动,调整导料板的整体长度,以缩短上支架从导料板滑落后与着落点间的距离,从而减小了上支架下落时受到的冲击力,保护了上支架的表面质量。
本发明在一较佳示例中可以进一步配置为:所述驱动单元包括伺服电机和齿轮,所述伺服电机设置在滑板底面,所述齿轮固定在伺服电机的电机轴上,所述导料框内底面设有齿条,所述滑板上开设有供齿条插入的第一滑槽,所述第一滑槽槽底开设有供齿轮伸入的第二滑槽,所述齿轮与齿条啮合。
通过采用上述技术方案,伺服电机启动,驱动齿轮转动,通过齿轮与齿条啮合使得滑板沿导料框移动,方便快速,定位精度高。
本发明在一较佳示例中可以进一步配置为:所述铆接机的工作台侧壁上铰接有第二顶推气缸,所述第二顶推气缸的活塞杆与导料框侧壁铰接。
通过采用上述技术方案,第二顶推气缸的活塞杆伸缩移动,带动导料框转动,调整导料板的倾斜角度,减小了上支架下落后聚集堆积的情况发生,给操作者的收集工作提供了便利。
本发明在一较佳示例中可以进一步配置为:所述伺服气缸的活塞杆设有中间块,所述中间块侧壁滑动连接有调节块,所述调节块的两端均连接有弹簧,所述中间块相背的两侧均设有挡板,所述挡板与弹簧远离调节块的一端连接,所述电磁铁安装在调节块上,当上支架移动至所述基板上方时,所述基板上设有用于对内框进行限位的限位件。
通过采用上述技术方案,电磁铁可跟随调节块左右移动,当伺服气缸驱动上支架前进时,限位件对内框的位置进行限定,使得内框可顺利插入两个第二定位块之间,提高了上支架的定位精度。
本发明在一较佳示例中可以进一步配置为:所述限位件包括两个对称分布并设置在基板上的伺服缸和连接在伺服缸驱动杆上的定位座,所述伺服缸位于第一定位块朝向机架的一侧,所述定位座上转动连接有定位辊,所述伺服缸的驱动杆上设有第一定位板,所述基板上设有第二定位板,当所述第一定位板和第二定位板抵触时,所述定位辊与第二定位块朝向第一定位块的侧面相切。
通过采用上述技术方案,两个伺服缸启动,驱动两个定位座带动定位辊相互靠近,直至第一定位板被第二定位板抵住,此时定位辊与内框两个侧边抵触,若内框位置存在误差,其便在定位辊的推动下移动,实现了对上支架的纠偏。
本发明在一较佳示例中可以进一步配置为:所述机架上设有限位框,当上支架上升至第二耳板与限位框内顶面抵触时,第一耳板底面与冲压块上端面齐平。
通过采用上述技术方案,限位框对上支架的纵向位置进行限定,提高了上支架的位置精度,利于增加上支架的铆接质量。
本发明在一较佳示例中可以进一步配置为:所述机架底端设有万向轮。
通过采用上述技术方案,万向轮增加了机架的机动性,使得操作者可自由调整机架的位置。
综上所述,本发明包括以下至少一种有益技术效果:
1.实现了对上支架的自动定位、夹紧、铆接和卸料,提高了上支架铆接的加工效率和铆接质量;
2.限位板既作为卸料件组成部分,又起到了对上支架的支撑效果,灵活性高;导料板的长度和角度均可调节,保证了上支架收集后的空间以及表面质量;上支架在夹送过程中经过横向和纵向的位置限定,提高了上支架的位置精度。
附图说明
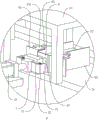
图1是本实施例的结构示意图。
图2是图1中A处放大图。
图3是图1中B处放大图。
图4是本实施例用于体现摆杆和限位板的结构示意图。
图5是本实施例用于体现导料框的结构示意图。
图6是本实施例用于体现驱动单元的结构示意图。
图7是用于体现上支架的结构示意图。
图中,1、铆接机;2、机架;21、皮带输送机;22、限位座;23、限位框;24、万向轮;3、定位工装;30、基板;31、第一定位块;32、第二定位块;33、冲压凹模;34、第一顶推气缸;341、夹块;4、夹送件;41、升降气缸;411、升降座;42、伺服气缸;43、电磁铁;5、卸料件;51、回转气缸;52、摆杆;521、限位板;53、通槽;54、导料板;541、导料框;542、滑板;6、驱动单元;61、伺服电机;62、齿轮;63、齿条;64、第一滑槽;65、第二滑槽;66、第二顶推气缸;7、中间块;71、调节块;72、弹簧;73、挡板;74、限位件;741、伺服缸;742、定位座;743、定位辊;745、第一定位板;746、第二定位板;8、主体;81、顶板;811、第一耳板;82、内框;83、第二耳板。
具体实施方式
以下结合附图对本发明作进一步详细说明。
如图1,为本发明公开的一种汽车上支架铆接工装,包括机架2、铆接机1和设置在铆接机1工作台上的定位工装3。
如图1和图2,定位工装3包括基板30以及固定在基板30上的第一定位块31、第二定位块32和第一顶推气缸34,基板30基板30通过螺钉固定在铆接机1的工作台上,第二定位块32关于第一定位块31对称分布有两个且第二定位块32与第一定位块31相平行,两个第二定位块32上均通过螺钉连接有冲压凹模33,冲压凹模33与铆接机1的锚杆正对,第一定位块31长度大于第二定位块32,第一定位块31的两端均越过第二定位块32;第一顶推气缸34设有两个且关于第一定位块31对称分布,同时两个第一顶推气缸34分别与两个第二定位块32相对应,两个第一顶推气缸34的活塞杆上均设有夹块341,夹块341与第一定位块31相对分布。
如图1,机架2位于铆接机1的一侧,机架2底端设有若干万向轮24,机架2上设有皮带输送机21,皮带输送机21低于基板30且皮带输送机21传输方向与第一定位块31的长度方向相垂直,皮带输送机21的皮带上设有若干沿其外轮廓等距分布的限位座22,上支架摆放在皮带输送机21上且内框82与限位座22相插接,从而对上支架的位置进行限定,机架2上设有用于将上支架取放至定位工装3上的夹送件4,基板30上设有用于将铆接后的上支架卸下的卸料件5,卸料件5位于第一定位块31背离机架2的一侧。
如图1,机架2上设有限位框23,限位框23与第一定位块31正对。
如图2,上支架采用钢材料,当上支架放置在定位工装3上时,内框82插接在两个第二定位块32内且内框82侧边与第二定位块32侧壁抵触,第一定位块31位于内框82内并与内框82端部抵触,两个顶板81分别抵在两个第二定位块32端面上,两个第一耳板811分别搭在两个冲压凹模33上,实现了对上支架的定位。
如图1和图3,夹送件4包括安装在机架2上的升降气缸41,升降气缸41位于皮带输送机21背离铆接机1的一侧,升降气缸41的活塞杆上设有升降座411,升降座411上安装有伺服电机61,伺服电机61的活塞杆移动方向与皮带输送机21的传输方向垂直,且伺服电机61的活塞杆上设有电磁铁43。
如图4和图5,卸料件5包括安装在基板30上的回转气缸51,回转气缸51的驱动盘上设有摆杆52,摆杆52远离回转气缸51的一端设有限位板521,第一定位块31上开设有沿其长度方向延伸的通槽53,当回转气缸51驱动摆杆52转动放入通槽53内时,限位板521位于第一定位块31外,当上支架放在定位工装3上时,主体8支撑在限位板521上,限制了上支架的下移;基板30在靠近回转气缸51的一侧设有倾斜向下延伸的导料板54,导料板54位于通槽53的延伸方向上。
如图5,导料板54包括铰接在基板30上的导料框541,导料框541内滑动连接有滑板542,滑板542底面设有用于驱动滑板542移动的驱动单元6,从而调节导料板54的整体长度,铆接机1的工作台侧壁铰接有第二顶推气缸66,第二顶推气缸66的活塞杆与导料框541侧壁铰接,以驱动导料框541向上或向下转动,调整导料板54的倾斜角度。
如图6,驱动单元6包括安装在滑板542底面的伺服电机61,伺服电机61位于滑板542倾斜向上的一端,伺服电机61的电机轴上设有齿轮62,导料框541内底面设有与其长度方向相平行的齿条63,滑板542上开设有沿其长度方向延伸的第一滑槽64,第一滑槽64槽底开设有第二滑槽65,齿条63插入第一滑槽64内,齿轮62穿过第二滑槽65后与齿条63相啮合。
皮带输送机21启动,当上支架移动至与伺服气缸42正对位置时,伺服气缸42启动,驱动电磁铁43前进与主体8抵触,电磁铁43通电吸住主体8,升降气缸41启动,推动升降座411上移直至第二耳板83与限位框23内顶面抵触,此时第一耳板811底面与冲压凹模33上表面在同一位置,随后伺服气缸42继续推动上支架前进,使得内框82插入两个第一定位块31内,当顶板81与第二定位块32抵触时,两个第一顶推气缸34启动,驱动夹块341将内框82侧边抵紧在第一定位块31上,完成上支架的定位和固定,电磁铁43断电并复位,铆接机1启动,驱动两个铆杆下降,同时对两处的第二耳板83和第一耳板811进行冲压铆接。
铆接结束后锚杆上移,第一顶推气缸34驱动夹块341回移,回转气缸51启动,驱动摆杆52向上转动,支撑板推动主体8与定位工装3分离并翻转落至导料框541上,上支架沿导料框541和滑板542下落至预先放置好的物料框内;当物料框内的上支架开始堆积时,伺服电机61驱动齿轮62转动,使得滑板542向上滑动,同时第二顶推气缸66驱动导料框541转动,使得滑板542下端移动让位,从而使得上支架在物料框内均布,减小上支架在同一个位置堆积而占用物料框内空间资源的情况发生。
当第二个上支架移动至与电磁铁43相对位置时,重复上述铆接步骤,实现了上支架的自动定位、夹紧、铆接和卸料,提高了上支架铆接的加工效率和铆接质量。
如图2和图4,伺服气缸42的活塞杆上设有中间块7,中间块7相背的两侧均设有挡板73,中间块7背离伺服气缸42的一侧滑动连接有调节块71,调节块71移动方向与皮带输送机21的传输方向相平行,调节块71的两端均连接有弹簧72,两个挡板73分别与两个弹簧72对应,弹簧72远离调节块71的一端与其对应的挡板73连接,电磁铁43安装在调节块71背离中间块7的一侧,当上支架移动至基板30上方时,基板30上设有用于对内框82进行限位的限位件74。
如图2,限位件74包括两个安装在基板30上的伺服缸741,两个伺服缸741位于定位工装3朝向机架2的一侧,两个伺服缸741对称分布在第一定位块31沿长度方向的两侧,两个伺服缸741的驱动杆端部均设有定位座742,定位座742上转动连接有定位辊743,定位辊743轴线垂直于基板30;伺服缸741的驱动杆上设有第一定位板745,基板30上设有与第一定位板745对应的第二定位板746,当伺服缸741的驱动杆前进带动第一定位板745和第二定位板746抵触时,定位辊743与第二定位块32朝向第一定位块31的侧面所在平面相切。
本实施例的实施原理为:操作者预先在导料板54处放置物料框,调整导料板54的长度和角度,使得滑板542下端尽量靠近物料框底;皮带输送机21启动,使得上支架传输至预订位置,伺服气缸42动作,驱动电磁铁43前进吸住上支架,升降气缸41启动,待上支架与限位框23抵触后,伺服气缸42将其向定位工装3处推送,当内框82接近第一定位块31时,两个伺服缸741同时启动,驱动两个定位辊743前进,直至第一定位板745与第二定位板746抵触,此时定位辊743与内框82侧边抵触,若干内框82在横向上存在错位,则内框82在两个定位辊743的推动下使得调节块71移动,从而使得上支架整体移动纠偏,待内框82部分插入两个第二定位框内后,定位辊743后移复位,上支架前进并装夹在定位工装3上进行铆接作业;铆接好后,回转气缸51驱动摆杆52转动,将上支架向后翻转至到导料板54上,使得上支架沿导料板54下滑到物料框内收集。
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
Claims (7)
1.一种汽车上支架铆接工装,包括铆接机(1),其特征在于:还包括机架(2)和设置在铆接机(1)工作台上的定位工装(3),所述定位工装(3)包括基板(30)、第一定位块(31)和第二定位块(32),所述第一定位块(31)设置在基板(30)上,所述第二定位块(32)设置在基板(30)上并关于第一定位块(31)对称分布有两个,两个所述第二定位块(32)上均连接有冲压凹模(33),所述冲压凹模(33)与铆接机(1)的铆杆正对,所述基板(30)上设有两个关于第一定位块(31)对称分布的第一顶推气缸(34),两个所述第一顶推气缸(34)的活塞杆上均连接有夹块(341);
所述机架(2)上设有皮带输送机(21),所述皮带输送机(21)的皮带上设有若干与上支架插接配合的限位座(22),所述机架(2)上设有用于将上支架取放至定位工装(3)上的夹送件(4),所述基板(30)上设有用于将上支架卸下的卸料件(5);
所述夹送件(4)包括升降气缸(41)、伺服气缸(42)和电磁铁(43),所述升降气缸(41)的活塞杆上设有升降座(411),所述伺服气缸(42)设置在升降座(411)上,所述电磁铁(43)安装在伺服气缸(42)的活塞杆上;
所述伺服气缸(42)的活塞杆设有中间块(7),所述中间块(7)侧壁滑动连接有调节块(71),所述调节块(71)的两端均连接有弹簧(72),所述中间块(7)相背的两侧均设有挡板(73),所述挡板(73)与弹簧(72)远离调节块(71)的一端连接,所述电磁铁(43)安装在调节块(71)上,当上支架移动至所述基板(30)上方时,所述基板(30)上设有用于对内框(82)进行限位的限位件(74);
所述限位件(74)包括两个对称分布并设置在基板(30)上的伺服缸(741)和连接在伺服缸(741)驱动杆上的定位座(742),所述伺服缸(741)位于第一定位块(31)朝向机架(2)的一侧,所述定位座(742)上转动连接有定位辊(743),所述伺服缸(741)的驱动杆上设有第一定位板(745),所述基板(30)上设有第二定位板(746),当所述第一定位板(745)和第二定位板(746)抵触时,所述定位辊(743)与第二定位块(32)朝向第一定位块(31)的侧面相切。
2.根据权利要求1所述的汽车上支架铆接工装,其特征在于:所述卸料件(5)包括回转气缸(51)和摆杆(52),所述回转气缸(51)设置在基板(30)上,所述摆杆(52)的一端与回转气缸(51)的驱动盘连接,另一端设有限位板(521),所述第一定位块(31)上开设有供摆杆(52)转动放入的通槽(53),所述基板(30)在靠近回转气缸(51)的一侧设有倾斜向下延伸的导料板(54),当上支架放在定位工装(3)上,主体(8)支撑在限位板(521)上。
3.根据权利要求2所述的汽车上支架铆接工装,其特征在于:所述导料板(54)包括连接在基板(30)上的导料框(541)和滑动连接在导料框(541)内的滑板(542),所述滑板(542)底面设有用于驱动滑板(542)移动的驱动单元(6)。
4.根据权利要求3所述的汽车上支架铆接工装,其特征在于:所述驱动单元(6)包括伺服电机(61)和齿轮(62),所述伺服电机(61)设置在滑板(542)底面,所述齿轮(62)固定在伺服电机(61)的电机轴上,所述导料框(541)内底面设有齿条(63),所述滑板(542)上开设有供齿条(63)插入的第一滑槽(64),所述第一滑槽(64)槽底开设有供齿轮(62)伸入的第二滑槽(65),所述齿轮(62)与齿条(63)啮合。
5.根据权利要求4所述的汽车上支架铆接工装,其特征在于:所述铆接机(1)的工作台侧壁上铰接有第二顶推气缸(66),所述第二顶推气缸(66)的活塞杆与导料框(541)侧壁铰接。
6.根据权利要求1所述的汽车上支架铆接工装,其特征在于:所述皮带输送机(21)的边框上设有限位框(23),当上支架上升至第二耳板(83)与限位框(23)内顶面抵触时,第一耳板(811)底面与冲压块上端面齐平。
7.根据权利要求1所述的汽车上支架铆接工装,其特征在于:所述机架(2)底端设有万向轮(24)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010817188.4A CN112091158B (zh) | 2020-08-14 | 2020-08-14 | 汽车上支架铆接工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010817188.4A CN112091158B (zh) | 2020-08-14 | 2020-08-14 | 汽车上支架铆接工装 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112091158A CN112091158A (zh) | 2020-12-18 |
| CN112091158B true CN112091158B (zh) | 2022-04-22 |
Family
ID=73753734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010817188.4A Expired - Fee Related CN112091158B (zh) | 2020-08-14 | 2020-08-14 | 汽车上支架铆接工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112091158B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114346146B (zh) * | 2021-12-20 | 2023-12-15 | 江苏海容科技有限公司 | 一种推土机支重轮轮体锻件及其锻造方法和设备 |
| CN114346540B (zh) * | 2022-01-26 | 2023-12-26 | 江苏红人实业股份有限公司 | 一种服装架面板的自动焊接机构 |
| CN116833360B (zh) * | 2023-07-20 | 2024-05-24 | 无锡超捷汽车连接技术有限公司 | 一种车用固定支承套连续式旋铆装置 |
| CN117102421B (zh) * | 2023-10-18 | 2024-01-23 | 靖江市文远空调设备有限公司 | 一种防排烟风阀控制器自动冲铆装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6357101B1 (en) * | 2000-03-09 | 2002-03-19 | The Boeing Company | Method for installing fasteners in a workpiece |
| CN205310115U (zh) * | 2016-01-13 | 2016-06-15 | 重庆理工大学 | 一种用于汽车转向管柱总成动态冲击试验的定位工装 |
| CN205732592U (zh) * | 2016-06-21 | 2016-11-30 | 施密特汽车管件(安徽)有限公司 | 一种汽车外管柱用整形模具 |
| CN206689375U (zh) * | 2017-04-18 | 2017-12-01 | 常州信息职业技术学院 | 电机散热片全自动专用铆接机 |
| CN209255532U (zh) * | 2018-11-23 | 2019-08-16 | 新乡市高华机械设备有限公司 | 一种汽车转向器外管柱筒压溃支架矫正装置 |
| CN209156848U (zh) * | 2018-11-26 | 2019-07-26 | 山东森德数控机械有限公司 | 自动冲孔上下料定位装置 |
| CN210188388U (zh) * | 2019-05-23 | 2020-03-27 | 南京中宁锻造有限公司 | 锻压机的上料装置 |
| CN210208503U (zh) * | 2019-07-26 | 2020-03-31 | 曲靖凯茂工贸有限公司 | 一种大型工件的液压铆接装置 |
| CN111283096A (zh) * | 2020-03-02 | 2020-06-16 | 崔小菲 | 一种钣金件铆接线智能监控一体化设备 |
-
2020
- 2020-08-14 CN CN202010817188.4A patent/CN112091158B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN112091158A (zh) | 2020-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112091158B (zh) | 汽车上支架铆接工装 | |
| CN100446886C (zh) | 全自动弯管冲孔机 | |
| CN107321869B (zh) | 刨刀刀片自动下料排列装置 | |
| CN111515573A (zh) | 一种用于汽车平衡杆的端部连接件焊接工装 | |
| CN110285151B (zh) | 一种自动铆钉球安装设备 | |
| CN210160507U (zh) | 一种切管机的管材夹持送进装置 | |
| CN113478223B (zh) | 一种刀座自动组装机 | |
| CN110814772A (zh) | 建筑铝模板工字筋数控下料和自动倒角一体设备 | |
| CN210188299U (zh) | 板料冲压冷锻复合成型装置 | |
| CN114799584A (zh) | 超快激光精密加工自动上下料装置 | |
| CN216913263U (zh) | 磨削加工设备 | |
| CN215587668U (zh) | 一种高效无孔铆接装置 | |
| CN216068124U (zh) | 板件剪切机 | |
| CN212192260U (zh) | 一种自动化送料系统 | |
| CN215357163U (zh) | 一种自动钢轨装配机 | |
| CN111958042B (zh) | 一种方管的束缚式自动割裂设备 | |
| CN217571749U (zh) | 一种自动换刀型长条形原料加工装置 | |
| CN218192798U (zh) | 一种多功能剪切机 | |
| CN215967580U (zh) | 一种钢型材切割设备 | |
| CN219542467U (zh) | 一种车架纵梁夹钳输送机构 | |
| CN210817729U (zh) | 一种用于模具坯料加工的锯床 | |
| CN219425952U (zh) | 钢板分割装置 | |
| CN218144280U (zh) | 一种用于轴类产品的输送拨料装置 | |
| CN110605560B (zh) | 一种ptc加热组件的镶块压装工作台 | |
| US20170217240A1 (en) | Method for the preforming and rounding of a book block |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20220422 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |