CN110936470A - 一种空心砖成型设备和方法 - Google Patents
一种空心砖成型设备和方法 Download PDFInfo
- Publication number
- CN110936470A CN110936470A CN201911146068.XA CN201911146068A CN110936470A CN 110936470 A CN110936470 A CN 110936470A CN 201911146068 A CN201911146068 A CN 201911146068A CN 110936470 A CN110936470 A CN 110936470A
- Authority
- CN
- China
- Prior art keywords
- plate
- hollow brick
- pressing mechanism
- frame
- concrete
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
- B28B3/08—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form with two or more rams per mould
- B28B3/086—The rams working in different directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/04—Discharging the shaped articles
- B28B13/06—Removing the shaped articles from moulds
Abstract
本发明涉及建筑材料加工设备领域。一种空心砖成型设备,包括机架、进料料斗、空心砖模具和成型装置;空心砖模具用于混凝土的成型;所述的成型装置包括上部压紧机构和下部压紧机构;上部压紧机构用于将混凝土从空心砖模具上部向下压紧;下部压紧机构和上部压紧机构之间通过滑动铰接组件衔接,滑动铰接组件带动下部压紧机构将混凝土从空心砖模具底部向上压紧,使空心砖成型。该设备的优点是驱动杆使上部压紧机构和下部压紧机构同时对空心砖模具压紧成型,保证了空心砖成型的质量。
Description
技术领域
本发明涉及建筑材料加工设备领域,尤其是一种空心砖成型设备。
背景技术
空心砖成型设备结构简单、紧凑、操作简单,易维护、用功少、产量高、投资小、回报快。在生产时上下加压,强力振捣,非常适合生产标砖,其强度比粘土砖高,更换不同模具后,还可以生产各种砌块。
现有的空心砖成型设备,例如公开号为CN209319978U(公开日为2019.08.30)的中国实用新型专利中公开了一种废渣混凝土空心砖成型机,包括成型机构和送料机构,送料机构固定连接在成型机构左侧壁;成型机构包括机架、液压缸和成型模具,机架包括顶板、底板和固定柱,固定柱垂直固定立在底板的四角处,顶板位于固定柱的顶部且通过螺栓固定连接,成型模具包括上模和下模,成型模具的边缘处固定连接有滑动套筒,下模位于底板的表面且与底板固定连接,上模位于下模的上表面且与固定柱滑动连接,液压缸位于顶板和上模之间,液压缸的两端分别与上模和顶板固定连接。
但上述空心砖成型设备存在以下问题:(一)整个设备体积较大,导致搬运不方便,对生产环境要求高 ;(二)成型机构动作一次只能生产少量产品,但消耗的能源较多,导致经济性低。
发明内容
为解决上述现有空心砖成型设备存在的不易搬运和浪费能源的问题,本发明的第一个目的是提供一种结构简单,设备体积较小,通过人工驱动成型装置来成型的空心砖成型设备。
为本发明的第一个目的,采用以下技术方案予以实施:
一种空心砖成型设备,该设备包括机架、进料料斗、空心砖模具和成型装置;所述的进料料斗设置在机架顶部,进料料斗用于混凝土进料;所述的空心砖模具设置在机架中部,且空心砖模具的上部与进料料斗的出料口衔接,空心砖模具用于混凝土的成型;所述的成型装置包括上部压紧机构和下部压紧机构;所述的上部压紧机构设置在空心砖模具顶部,上部压紧机构用于将混凝土从空心砖模具上部向下压紧;所述的下部压紧机构设置在空心砖模具底部,下部压紧机构和上部压紧机构之间通过滑动铰接组件衔接,上部压紧机构动作的同时,滑动铰接组件带动下部压紧机构将混凝土从空心砖模具底部向上压紧,使空心砖成型。
作为优选,所述的上部压紧机构包括上压紧座、转板、驱动杆和回转弹簧;所述的上压紧座固定设置在空心砖模具顶部,上压紧座顶部左右两端均有半圆形槽;所述的转板的下部通过两根转杆转动安装在两个半圆形槽上,转板的上部铰接在滑动铰接组件上部;所述的驱动杆垂直安装在转板上端面中心;所述的回转弹簧有两个,两个回转弹簧分别设置在驱动杆的左右两侧,且两个回转弹簧固定在滑动铰接组件上,回转弹簧用于驱动杆的复位。
作为优选,所述的滑动铰接组件包括滑动架、左铰接板、左滑轮、右铰接板、右滑轮和连接杆;所述的滑动架为方形,滑动架的上部与转板上部相铰接;所述的左铰接板下部有第一直线槽,左滑轮设在第一直线槽内,左铰接板通过左滑轮衔接在滑动架左侧中部;所述的右铰接板下部有第二直线槽,右滑轮设在第二直线槽内,右铰接板通过右滑轮衔接在滑动架右侧中部;所述的连接杆连接在左铰接板上部和右铰接板上部之间,连接杆的左右两端均转动设置在机架上。
作为优选,所述的下部压紧机构包括支撑板、多根导向杆和下部压紧板;所述的支撑板通过支撑块水平设置在滑动架下部上方;所述的多根导向杆的下端竖直设置在支撑板上;所述的下部压紧板水平设置在多根导向杆的上端,下部压紧板伸进空心砖模具的下方内部,下部压紧板用于对空心砖模具下部的夹紧,下部压紧板上有适用于空心砖模具的通孔。
作为优选,所述的空心砖模具包括模具架、模具安装板、圆柱体和下模移动板;所述的模具架为箱体结构,模具架通过模具安装板安装在机架的中部,模具架内部有固定的模具,模具架上部衔接上部压紧机构,通过上部压紧机构将模具架上部压紧,模具架下部有适用于多根导向杆的通孔;所述的圆柱体有两个,两个圆柱体均竖直设置在模具架内部,圆柱体用于在混凝土成型时形成通孔;所述的下模移动板套设在两个圆柱体下部,下模移动板通过下部压紧机构向上移动将混凝土成型。
作为优选,所述的进料料斗为漏斗形,进料料斗进料端开口向上设置。
本发明的第二个目的是提供一种空心砖成型方法。
一种空心砖成型方法,采用所述的一种空心砖成型设备,依次通过以下步骤:
(一) 混凝土进料:混凝土通过进料料斗进料到空心砖模具中;
(二) 混凝土成型:将驱动杆向下压,使转板沿着半圆形槽转动,同时转板向下对模具架顶部施压,滑动架在转板的转动下向上提升,滑动架提升通过左滑轮和右滑轮带动左铰接板和右铰接板向上转动,支撑板向上移,于是多根导向杆将下部压紧板向上移,下部压紧板推动下模移动板向上移动将混凝土压紧,因为圆柱体的存在使混凝土成型为空心砖;
(三) 出料:将成型的空心砖从空心砖模具取出。
综上所述,本发明的优点是设备通过人工拉动驱动杆向下转,上压紧座在驱动杆作用下向下压紧空心砖模具上部,同时驱动杆使转板沿着半圆形槽转动,进而转板将滑动架向上提升,通过左铰接板和右铰接板始终保证滑动架向上提升,不发生偏转,支撑板通过六根导向杆导向,然后使下部压紧板从下部向上压紧空心砖模具,压紧后回转弹簧将驱动杆复位,然后取出加工完成的空心砖。驱动杆使上部压紧机构和下部压紧机构同时对空心砖模具压紧成型,保证了空心砖成型的质量。转板、左铰接板和右铰接板的设计保证了滑动铰接组件在移动时始终保持向上提升,有利于对空心砖模具的压紧。可以通过换装不同的模具来生产不同的空心砖。整个设备占用空间小,能适应多种环境,能源消耗低。
附图说明
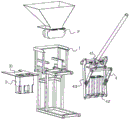
图1为本发明的结构示意图。
图2为成型装置的结构示意图。
图3为空心砖模具的右视图。
图4为空心砖模具A-A面剖视图。
具体实施方式
如图1所示,一种空心砖成型设备,该设备包括机架1、进料料斗2、空心砖模具3和成型装置4。进料料斗2设置在机架1顶部,进料料斗2为漏斗形,进料料斗2进料端开口向上设置。进料料斗2用于混凝土进料。空心砖模具3设置在机架1中部,且空心砖模具3的上部与进料料斗2的出料口衔接,空心砖模具3用于混凝土的成型。成型装置4包括上部压紧机构41和下部压紧机构42。上部压紧机构41设置在空心砖模具3顶部,上部压紧机构41用于将混凝土从空心砖模具3上部向下压紧。下部压紧机构42设置在空心砖模具3底部,下部压紧机构42和上部压紧机构41之间通过滑动铰接组件43衔接,上部压紧机构41动作的同时,滑动铰接组件43带动下部压紧机构42将混凝土从空心砖模具3底部向上压紧,使空心砖成型。
如图2所示,上部压紧机构41包括上压紧座411、转板412、驱动杆413和回转弹簧414。上压紧座411固定设置在空心砖模具3顶部,上压紧座411用于压紧空心砖模具3时固定空心砖模具3的上部,便于下部压紧机构42从下部向上夹紧。上压紧座411顶部左右两端均有半圆形槽4111。转板412的下部通过两根转杆4121转动安装在两个半圆形槽4111上,转板412的上部铰接在滑动铰接组件43上部。驱动杆413垂直安装在转板412上端面中心,驱动杆413驱动转板412的沿着半圆形槽4111转动,使转板412拉动滑动铰接组件43向上移动,便于下部压紧机构42将空心砖模具3夹紧。回转弹簧414有两个,两个回转弹簧414分别设置在驱动杆413的左右两侧,且两个回转弹簧414固定在滑动铰接组件43上,回转弹簧414用于驱动杆413的复位。
滑动铰接组件43包括滑动架431、左铰接板432、左滑轮433、右铰接板434、右滑轮435和连接杆436。滑动架431为方形,滑动架431的上部与转板412上部相铰接。左铰接板432下部有第一直线槽4321,左滑轮433设在第一直线槽4321内,滑动架431向上移动时,通过第一直线槽4321限制了滑动架431移动,保证滑动架431始终向上移动,不会发生偏移,有利于下部压紧机构42对空心砖模具3的夹紧。左铰接板432通过左滑轮433衔接在滑动架431左侧中部。右铰接板434下部有第二直线槽4341,右滑轮435设在第二直线槽4341内,第二直线槽4341与第一直线槽4321作用相同,第二直线槽4341也有利于下部压紧机构42对空心砖模具3的夹紧。右铰接板434通过右滑轮435衔接在滑动架431右侧中部。连接杆436连接在左铰接板432上部和右铰接板434上部之间,连接杆436的左右两端均转动设置在机架1上,保证了滑动铰接组件43的稳定性,不会因为驱动杆413用力过大,导致滑动铰接组件43出现故障。
下部压紧机构42包括支撑板421、六根导向杆422和下部压紧板423。支撑板421通过支撑块4211水平设置在滑动架431下部上方。六根导向杆423的下端均竖直设置在支撑板422上。下部压紧板424水平设置在六根导向杆423的上端,下部压紧板424伸进空心砖模具3的下方内部,下部压紧板424用于对空心砖模具3下部的夹紧,下部压紧板424上有适用于空心砖模具3的通孔。
成型装置4动作时,人工拉动驱动杆413向下转,上压紧座411在驱动杆413作用下向下压紧空心砖模具3上部,同时驱动杆413使转板412沿着半圆形槽4111转动,进而转板412将滑动架431向上提升,通过左铰接板432和右铰接板434始终保证滑动架431向上提升,不发生偏转,支撑板421通过六根导向杆422导向,然后使下部压紧板423从下部向上压紧空心砖模具3,压紧后回转弹簧414将驱动杆413复位。
成型装置4解决了空心砖模具3成型的问题,成型装置4的优点是通过驱动杆413使上部压紧机构41和下部压紧机构42同时对空心砖模具3压紧成型,保证了空心砖成型的质量。转板412、左铰接板432和右铰接板434的设计保证了滑动铰接组件43在移动时始终保持向上提升,有利于对空心砖模具3的压紧。
如图3和图4所示,空心砖模具3包括模具架31、模具安装板32、圆柱体33和下模移动板34。模具架31为箱体结构,模具架31通过模具安装板32安装在机架1的中部,模具架31内部有固定的模具,可以通过换装不同的模具来生产不同的空心砖。模具架31上部衔接上部压紧机构41,通过上部压紧机构41将模具架31上部压紧,模具架31下部有适用于六根导向杆422的通孔。圆柱体33有两个,两个圆柱体33均竖直设置在模具架31内部,圆柱体33用于在混凝土成型时形成通孔。下模移动板34套设在两个圆柱体33下部,下模移动板34通过下部压紧机构42向上移动将混凝土成型。
一种空心砖成型方法,采用一种空心砖成型设备,依次通过以下步骤:
(一)混凝土进料:混凝土通过进料料斗2进料到空心砖模具3中。
(二)混凝土成型:将驱动杆413向下压,使转板412沿着半圆形槽4111转动,同时转板412向下对模具架31顶部施压,滑动架431在转板412的转动下向上提升,滑动架431提升通过左滑轮433和右滑轮435带动左铰接板432和右铰接板434向上转动,支撑板421向上移,于是多根导向杆422将下部压紧板423向上移,下部压紧板423推动下模移动板34向上移动将混凝土压紧,因为圆柱体33的存在使混凝土成型为空心砖。
(三)出料:将成型的空心砖从空心砖模具3取出。
该设备通过人工拉动驱动杆413向下转,上压紧座411在驱动杆413作用下向下压紧空心砖模具3上部,同时驱动杆413使转板412沿着半圆形槽4111转动,进而转板412将滑动架431向上提升,通过左铰接板432和右铰接板434始终保证滑动架431向上提升,不发生偏转,支撑板421通过六根导向杆422导向,然后使下部压紧板423从下部向上压紧空心砖模具3,压紧后回转弹簧414将驱动杆413复位,然后取出加工完成的空心砖。驱动杆413使上部压紧机构41和下部压紧机构42同时对空心砖模具3压紧成型,保证了空心砖成型的质量。转板412、左铰接板432和右铰接板434的设计保证了滑动铰接组件43在移动时始终保持向上提升,有利于对空心砖模具3的压紧。可以通过换装不同的模具来生产不同的空心砖。
Claims (7)
1.一种空心砖成型设备,其特征在于,该设备包括机架(1)、进料料斗(2)、空心砖模具(3)和成型装置(4);所述的进料料斗(2)设置在机架(1)顶部,进料料斗(2)用于混凝土进料;所述的空心砖模具(3)设置在机架(1)中部,且空心砖模具(3)的上部与进料料斗(2)的出料口衔接,空心砖模具(3)用于混凝土的成型;所述的成型装置(4)包括上部压紧机构(41)和下部压紧机构(42);所述的上部压紧机构(41)设置在空心砖模具(3)顶部,上部压紧机构(41)用于将混凝土从空心砖模具(3)上部向下压紧;所述的下部压紧机构(42)设置在空心砖模具(3)底部,下部压紧机构(42)和上部压紧机构(41)之间通过滑动铰接组件(43)衔接,上部压紧机构(41)动作的同时,滑动铰接组件(43)带动下部压紧机构(42)将混凝土从空心砖模具(3)底部向上压紧,使空心砖成型。
2.根据权利要求1所述的一种空心砖成型设备,其特征在于,所述的上部压紧机构(41)包括上压紧座(411)、转板(412)、驱动杆(413)和回转弹簧(414);所述的上压紧座(411)固定设置在空心砖模具(3)顶部,上压紧座(411)顶部左右两端均有半圆形槽(4111);所述的转板(412)的下部通过两根转杆(4121)转动安装在两个半圆形槽(4111)上,转板(412)的上部铰接在滑动铰接组件(43)上部;所述的驱动杆(413)垂直安装在转板(412)上端面中心;所述的回转弹簧(414)有两个,两个回转弹簧(414)分别设置在驱动杆(413)的左右两侧,且两个回转弹簧(414)固定在滑动铰接组件(43)上,回转弹簧(414)用于驱动杆(413)的复位。
3.根据权利要求1所述的一种空心砖成型设备,其特征在于,所述的滑动铰接组件(43)包括滑动架(431)、左铰接板(432)、左滑轮(433)、右铰接板(434)、右滑轮(435)和连接杆(436);所述的滑动架(431)为方形,滑动架(431)的上部与转板(412)上部相铰接;所述的左铰接板(432)下部有第一直线槽(4321),左滑轮(433)设在第一直线槽(4321)内,左铰接板(432)通过左滑轮(433)衔接在滑动架(431)左侧中部;所述的右铰接板(434)下部有第二直线槽(4341),右滑轮(435)设在第二直线槽(4341)内,右铰接板(434)通过右滑轮(435)衔接在滑动架(431)右侧中部;所述的连接杆(436)连接在左铰接板(432)上部和右铰接板(434)上部之间,连接杆(436)的左右两端均转动设置在机架(1)上。
4.根据权利要求1所述的一种空心砖成型设备,其特征在于,所述的下部压紧机构(42)包括支撑板(421)、多根导向杆(422)和下部压紧板(423);所述的支撑板(421)通过支撑块(4211)水平设置在滑动架(431)下部上方;所述的多根导向杆(423)的下端竖直设置在支撑板(422)上;所述的下部压紧板(424)水平设置在多根导向杆(423)的上端,下部压紧板(424)伸进空心砖模具(3)的下方内部,下部压紧板(424)用于对空心砖模具(3)下部的夹紧,下部压紧板(424)上有适用于空心砖模具(3)的通孔。
5.根据权利要求1所述的一种空心砖成型设备,其特征在于,所述的空心砖模具(3)包括模具架(31)、模具安装板(32)、圆柱体(33)和下模移动板(34);所述的模具架(31)为箱体结构,模具架(31)通过模具安装板(32)安装在机架(1)的中部,模具架(31)内部有固定的模具,模具架(31)上部衔接上部压紧机构(41),通过上部压紧机构(41)将模具架(31)上部压紧,模具架(31)下部有适用于多根导向杆(422)的通孔;所述的圆柱体(33)有两个,两个圆柱体(33)均竖直设置在模具架(31)内部,圆柱体(33)用于在混凝土成型时形成通孔;所述的下模移动板(34)套设在两个圆柱体(33)下部,下模移动板(34)通过下部压紧机构(42)向上移动将混凝土成型。
6.根据权利要求1所述的一种空心砖成型设备,其特征在于,所述的进料料斗(2)为漏斗形,进料料斗(2)进料端开口向上设置。
7.一种空心砖成型方法,其特征在于,依次通过以下步骤:
混凝土进料:混凝土通过进料料斗(2)进料到空心砖模具(3)中;
混凝土成型:将驱动杆(413)向下压,使转板(412)沿着半圆形槽(4111)转动,同时转板(412)向下对模具架(31)顶部施压,滑动架(431)在转板(412)的转动下向上提升,滑动架(431)提升通过左滑轮(433)和右滑轮(435)带动左铰接板(432)和右铰接板(434)向上转动,支撑板(421)向上移,于是多根导向杆(422)将下部压紧板(423)向上移,下部压紧板(423)推动下模移动板(34)向上移动将混凝土压紧,因为圆柱体(33)的存在使混凝土成型为空心砖;
出料:将成型的空心砖从空心砖模具(3)取出。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911146068.XA CN110936470A (zh) | 2019-11-21 | 2019-11-21 | 一种空心砖成型设备和方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911146068.XA CN110936470A (zh) | 2019-11-21 | 2019-11-21 | 一种空心砖成型设备和方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110936470A true CN110936470A (zh) | 2020-03-31 |
Family
ID=69907243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911146068.XA Pending CN110936470A (zh) | 2019-11-21 | 2019-11-21 | 一种空心砖成型设备和方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110936470A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111519504A (zh) * | 2020-05-29 | 2020-08-11 | 吉林嘉鹏公路养护有限公司 | 一种移动式沥青混合料脱坯机 |
| CN111761702A (zh) * | 2020-07-08 | 2020-10-13 | 安庆米锐智能科技有限公司 | 一种空心砖成型处理设备及成型处理工艺 |
| CN112454621A (zh) * | 2020-10-21 | 2021-03-09 | 虞贝群 | 一种建筑用土砖坯压制装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104015393A (zh) * | 2014-06-18 | 2014-09-03 | 苏州大学 | 一种气动增力式拉杆压力机 |
| CN104057629A (zh) * | 2014-06-18 | 2014-09-24 | 苏州大学 | 滚珠丝杠驱动的杠杆-肘杆二次增力压力机 |
| CN105666643A (zh) * | 2016-03-31 | 2016-06-15 | 福建泉工股份有限公司 | 移动式免托板多层生产砌块成型机 |
| CN205415977U (zh) * | 2016-03-31 | 2016-08-03 | 福建泉工股份有限公司 | 改进型砌块成型机 |
| CN206445942U (zh) * | 2017-01-21 | 2017-08-29 | 无锡瑞科建筑材料有限公司 | 具有移动储料仓的混凝土砌块机 |
| CN208197096U (zh) * | 2018-05-03 | 2018-12-07 | 武汉轻工大学 | 自动制砖机 |
-
2019
- 2019-11-21 CN CN201911146068.XA patent/CN110936470A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104015393A (zh) * | 2014-06-18 | 2014-09-03 | 苏州大学 | 一种气动增力式拉杆压力机 |
| CN104057629A (zh) * | 2014-06-18 | 2014-09-24 | 苏州大学 | 滚珠丝杠驱动的杠杆-肘杆二次增力压力机 |
| CN105666643A (zh) * | 2016-03-31 | 2016-06-15 | 福建泉工股份有限公司 | 移动式免托板多层生产砌块成型机 |
| CN205415977U (zh) * | 2016-03-31 | 2016-08-03 | 福建泉工股份有限公司 | 改进型砌块成型机 |
| CN206445942U (zh) * | 2017-01-21 | 2017-08-29 | 无锡瑞科建筑材料有限公司 | 具有移动储料仓的混凝土砌块机 |
| CN208197096U (zh) * | 2018-05-03 | 2018-12-07 | 武汉轻工大学 | 自动制砖机 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111519504A (zh) * | 2020-05-29 | 2020-08-11 | 吉林嘉鹏公路养护有限公司 | 一种移动式沥青混合料脱坯机 |
| CN111519504B (zh) * | 2020-05-29 | 2021-12-21 | 吉林嘉鹏公路养护有限公司 | 一种移动式沥青混合料脱坯机 |
| CN111761702A (zh) * | 2020-07-08 | 2020-10-13 | 安庆米锐智能科技有限公司 | 一种空心砖成型处理设备及成型处理工艺 |
| CN112454621A (zh) * | 2020-10-21 | 2021-03-09 | 虞贝群 | 一种建筑用土砖坯压制装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110936470A (zh) | 一种空心砖成型设备和方法 | |
| CN210173841U (zh) | 一种多孔砖压制成型模具 | |
| CN214814610U (zh) | 一种上下射砂双工位造型机 | |
| CN213767331U (zh) | 一种用于氧化铝粉生产的粉末压片装置 | |
| CN114633347A (zh) | 模具可翻转的水工制品成型机及异形混凝土制品制作工艺 | |
| CN103737702B (zh) | 全自动液压制砖机 | |
| CN219153278U (zh) | 一种加气砖成型装置 | |
| CN220311717U (zh) | 一种汽车压铸模具用顶出装置 | |
| CN218611399U (zh) | 一种冠形瓶盖快速成型脱模设备 | |
| CN215848752U (zh) | 一种建筑砖体加工设备 | |
| CN215143728U (zh) | 一种具有导向结构的电子产品加工成型装置 | |
| CN115446952B (zh) | 一种制砖液压成型机 | |
| CN217671338U (zh) | 预焙阳极炭块加压成型装置 | |
| CN220807855U (zh) | 一种静压成型机的模具放置机构 | |
| CN220654655U (zh) | 食品加工成型装置 | |
| CN214561727U (zh) | 一种陶瓷结构件干压成型机 | |
| CN218195853U (zh) | 一种制砖模具及制砖机 | |
| CN220418966U (zh) | 一种自动液压压模、脱模一体机 | |
| CN220429323U (zh) | 一种易操作的复合膜生产用模压机 | |
| CN219946620U (zh) | 一种用于墙帽的液压成型机 | |
| CN214725183U (zh) | 砌块成型机的模框固定装置 | |
| CN213496437U (zh) | 一种金属制品制造用浇铸装置 | |
| CN219191424U (zh) | 压料成型结构模具 | |
| CN2448538Y (zh) | 空心砖机模具 | |
| CN211803701U (zh) | 一种新型漏模机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200331 |