CN109937387B - 金属部件的增材制造及维修 - Google Patents
金属部件的增材制造及维修 Download PDFInfo
- Publication number
- CN109937387B CN109937387B CN201380069815.9A CN201380069815A CN109937387B CN 109937387 B CN109937387 B CN 109937387B CN 201380069815 A CN201380069815 A CN 201380069815A CN 109937387 B CN109937387 B CN 109937387B
- Authority
- CN
- China
- Prior art keywords
- energy source
- concentrated energy
- temperature
- molten pool
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 67
- 229910052751 metal Inorganic materials 0.000 title abstract description 44
- 239000002184 metal Substances 0.000 title abstract description 44
- 230000008439 repair process Effects 0.000 title abstract description 26
- 239000000654 additive Substances 0.000 title abstract description 12
- 230000000996 additive effect Effects 0.000 title abstract description 11
- 238000000034 method Methods 0.000 claims abstract description 199
- 239000000463 material Substances 0.000 claims abstract description 156
- 239000000843 powder Substances 0.000 claims abstract description 134
- 230000008569 process Effects 0.000 claims abstract description 85
- 238000002844 melting Methods 0.000 claims abstract description 41
- 230000008018 melting Effects 0.000 claims abstract description 41
- 238000004422 calculation algorithm Methods 0.000 claims description 57
- 238000000151 deposition Methods 0.000 claims description 33
- 230000003044 adaptive effect Effects 0.000 claims description 30
- 239000000155 melt Substances 0.000 claims description 28
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 27
- 229910000601 superalloy Inorganic materials 0.000 claims description 26
- 238000009826 distribution Methods 0.000 claims description 24
- 238000003708 edge detection Methods 0.000 claims description 20
- 238000004088 simulation Methods 0.000 claims description 16
- 229910052759 nickel Inorganic materials 0.000 claims description 13
- 238000007689 inspection Methods 0.000 claims description 11
- 238000001931 thermography Methods 0.000 claims description 11
- 239000012254 powdered material Substances 0.000 claims description 6
- 239000012768 molten material Substances 0.000 claims description 5
- 238000010408 sweeping Methods 0.000 claims 2
- 238000003860 storage Methods 0.000 claims 1
- 239000000758 substrate Substances 0.000 abstract description 61
- 239000013078 crystal Substances 0.000 abstract description 43
- 238000007711 solidification Methods 0.000 abstract description 12
- 230000008023 solidification Effects 0.000 abstract description 12
- 238000004921 laser epitaxy Methods 0.000 abstract description 6
- 239000000523 sample Substances 0.000 description 117
- 210000001787 dendrite Anatomy 0.000 description 77
- 238000010586 diagram Methods 0.000 description 73
- 239000010410 layer Substances 0.000 description 67
- 238000012545 processing Methods 0.000 description 67
- 238000002474 experimental method Methods 0.000 description 39
- 238000000110 selective laser sintering Methods 0.000 description 31
- 230000006870 function Effects 0.000 description 30
- 229910045601 alloy Inorganic materials 0.000 description 29
- 239000000956 alloy Substances 0.000 description 29
- 230000008021 deposition Effects 0.000 description 29
- 238000004458 analytical method Methods 0.000 description 28
- 229910001011 CMSX-4 Inorganic materials 0.000 description 26
- 238000003754 machining Methods 0.000 description 26
- 239000002245 particle Substances 0.000 description 26
- 239000007789 gas Substances 0.000 description 24
- 230000004044 response Effects 0.000 description 23
- 239000011195 cermet Substances 0.000 description 21
- 238000012360 testing method Methods 0.000 description 21
- 238000012546 transfer Methods 0.000 description 20
- 238000011161 development Methods 0.000 description 19
- 230000018109 developmental process Effects 0.000 description 19
- 239000011148 porous material Substances 0.000 description 19
- 230000012010 growth Effects 0.000 description 17
- 239000000919 ceramic Substances 0.000 description 15
- 238000005516 engineering process Methods 0.000 description 14
- 239000000203 mixture Substances 0.000 description 14
- 230000007704 transition Effects 0.000 description 14
- 239000012530 fluid Substances 0.000 description 13
- 238000003466 welding Methods 0.000 description 13
- 238000013400 design of experiment Methods 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 12
- 239000013598 vector Substances 0.000 description 12
- 230000001276 controlling effect Effects 0.000 description 11
- 238000013461 design Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 230000036961 partial effect Effects 0.000 description 11
- 238000012805 post-processing Methods 0.000 description 10
- 238000000605 extraction Methods 0.000 description 9
- 239000003517 fume Substances 0.000 description 9
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 8
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 8
- 238000005266 casting Methods 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 238000002372 labelling Methods 0.000 description 8
- 239000011295 pitch Substances 0.000 description 8
- 238000000926 separation method Methods 0.000 description 8
- 239000010936 titanium Substances 0.000 description 8
- 229910052719 titanium Inorganic materials 0.000 description 8
- 238000005219 brazing Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 7
- 238000005336 cracking Methods 0.000 description 7
- 238000001514 detection method Methods 0.000 description 7
- 230000033001 locomotion Effects 0.000 description 7
- 239000011159 matrix material Substances 0.000 description 7
- 239000007787 solid Substances 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 239000010935 stainless steel Substances 0.000 description 7
- 229910001220 stainless steel Inorganic materials 0.000 description 7
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 6
- 239000002131 composite material Substances 0.000 description 6
- 238000011960 computer-aided design Methods 0.000 description 6
- 230000004927 fusion Effects 0.000 description 6
- 150000002739 metals Chemical class 0.000 description 6
- 239000005011 phenolic resin Substances 0.000 description 6
- 229920001568 phenolic resin Polymers 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 239000012535 impurity Substances 0.000 description 5
- 239000011261 inert gas Substances 0.000 description 5
- 230000000670 limiting effect Effects 0.000 description 5
- 238000012800 visualization Methods 0.000 description 5
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 4
- 239000003570 air Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229910052786 argon Inorganic materials 0.000 description 4
- 238000009529 body temperature measurement Methods 0.000 description 4
- 229910017052 cobalt Inorganic materials 0.000 description 4
- 239000010941 cobalt Substances 0.000 description 4
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 4
- 230000000875 corresponding effect Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 238000007872 degassing Methods 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 239000001307 helium Substances 0.000 description 4
- 229910052734 helium Inorganic materials 0.000 description 4
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 4
- 238000005457 optimization Methods 0.000 description 4
- 238000004886 process control Methods 0.000 description 4
- 238000011160 research Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000010845 search algorithm Methods 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 238000009825 accumulation Methods 0.000 description 3
- 239000011149 active material Substances 0.000 description 3
- 238000000149 argon plasma sintering Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 3
- 238000005253 cladding Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 229910001092 metal group alloy Inorganic materials 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 239000011733 molybdenum Substances 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- 238000004663 powder metallurgy Methods 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 238000005070 sampling Methods 0.000 description 3
- 230000034655 secondary growth Effects 0.000 description 3
- 239000000779 smoke Substances 0.000 description 3
- -1 superalloyed cermets Inorganic materials 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 238000012512 characterization method Methods 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 235000009508 confectionery Nutrition 0.000 description 2
- 238000007596 consolidation process Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000004320 controlled atmosphere Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000007405 data analysis Methods 0.000 description 2
- 238000000280 densification Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000009760 electrical discharge machining Methods 0.000 description 2
- 238000001887 electron backscatter diffraction Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 238000010100 freeform fabrication Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000001764 infiltration Methods 0.000 description 2
- 230000008595 infiltration Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 230000009191 jumping Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 230000002035 prolonged effect Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 238000007619 statistical method Methods 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000005382 thermal cycling Methods 0.000 description 2
- 238000007514 turning Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 238000013444 DoE analysis Methods 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 238000012356 Product development Methods 0.000 description 1
- 238000012300 Sequence Analysis Methods 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 238000010420 art technique Methods 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000000205 computational method Methods 0.000 description 1
- 238000005094 computer simulation Methods 0.000 description 1
- 238000009770 conventional sintering Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007123 defense Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000010339 dilation Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000000407 epitaxy Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010285 flame spraying Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000012761 high-performance material Substances 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 238000001513 hot isostatic pressing Methods 0.000 description 1
- 235000003642 hunger Nutrition 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 229910001026 inconel Inorganic materials 0.000 description 1
- 229910001119 inconels 625 Inorganic materials 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000013101 initial test Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000009862 microstructural analysis Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000002086 nanomaterial Substances 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052756 noble gas Inorganic materials 0.000 description 1
- 238000010606 normalization Methods 0.000 description 1
- 238000010943 off-gassing Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000035755 proliferation Effects 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- WUAPFZMCVAUBPE-UHFFFAOYSA-N rhenium atom Chemical compound [Re] WUAPFZMCVAUBPE-UHFFFAOYSA-N 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 230000037351 starvation Effects 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 230000000638 stimulation Effects 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 230000008685 targeting Effects 0.000 description 1
- 238000004227 thermal cracking Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 238000010865 video microscopy Methods 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images


























































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/009—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of turbine components other than turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/04—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/007—Repairing turbine components, e.g. moving or stationary blades, rotors using only additive methods, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B13/00—Single-crystal growth by zone-melting; Refining by zone-melting
- C30B13/16—Heating of the molten zone
- C30B13/22—Heating of the molten zone by irradiation or electric discharge
- C30B13/24—Heating of the molten zone by irradiation or electric discharge using electromagnetic waves
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B13/00—Single-crystal growth by zone-melting; Refining by zone-melting
- C30B13/28—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B13/00—Single-crystal growth by zone-melting; Refining by zone-melting
- C30B13/32—Mechanisms for moving either the charge or the heater
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B19/00—Liquid-phase epitaxial-layer growth
- C30B19/08—Heating of the reaction chamber or the substrate
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B19/00—Liquid-phase epitaxial-layer growth
- C30B19/10—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/10—Inorganic compounds or compositions
- C30B29/52—Alloys
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/0037—Radiation pyrometry, e.g. infrared or optical thermometry for sensing the heat emitted by liquids
- G01J5/004—Radiation pyrometry, e.g. infrared or optical thermometry for sensing the heat emitted by liquids by molten metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/366—Scanning parameters, e.g. hatch distance or scanning strategy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
- B22F2007/068—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts repairing articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J2005/0077—Imaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Electromagnetism (AREA)
- Inorganic Chemistry (AREA)
- Analytical Chemistry (AREA)
- Automation & Control Theory (AREA)
- Composite Materials (AREA)
- Spectroscopy & Molecular Physics (AREA)
- General Physics & Mathematics (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
扫描激光外延(SLE)是一种叠层增材制造工艺,其通过控制放置于基底衬底上面的金属粉末的熔化和再固化来制造具有特定微观结构的三维物体。SLE可以用来修复,例如单晶(SX)涡轮翼型件,以及制造功能梯度涡轮部件。SLE工艺能够形成等轴、定向固化和SX组织结构。基于离线模式的实时反馈控制方案既可以用来创建特定的无缺陷的微观结构又可提高工艺的可重复性。控制方案可使用基于由一个热成像仪以及熔池观测视频显微镜以高的帧速率提供的温度数据反馈。实时控制方案可以提供从原粉材料创建发动机净形涡轮部件的能力。
Description
相关申请的交叉引用
根据美国法典35第119条,该申请要求2012年11月8日提交的美国临时申请号 61/724035的优先权,该申请引入本文如下所述。
发明背景
1.技术领域
本发明的各实施例主要涉及一种使用能量的定向波束来选择性烧结金属粉末以制造或修复零件的系统方法,并具体涉及使用选择性激光烧结(SLS)和扫描激光外延(SLE)来制造或修复全密度金属零件。
2.背景技术
自1930年问世以来,燃气涡轮发动机已经发展成为现代航空器的主要动力设备。多年来,与航空器推进系统和制造这些系统部件的方法相关的技术已经取得了显著进步。与技术进步相关的是希望通过使采集、操作和维护成本最小化来降低发动机的寿命周期成本。虽然有许多方法可减少发动机的寿命周期成本,但也可以通过技术的发展,如先进的材料、新颖的结构设计、改进的气动热力学、改进的计算方法以及先进的制造技术的方法来实现。
传统的制造技术通常将零件的制造成本和零件的生产量相结合。设计用于大规模生产的制造技术,如铸造和挤塑往往有高性价比,但这些制造技术通常不适用于小批量的零件。用于制造零件的另一传统的制造技术是粉末冶金,这需要工具来使粉末成形,因此常常使粉末冶金工艺对制造限量的零件缺乏吸引力。
只有需要少量的零件时,常常用传统的削减加工方法(如,数控铣床)生产零件。常规的消减加工方法利用从初始材料块移除所述材料的一部分以生成所需的形状。常规消减加工方法的实例包括:拉削、钻孔、放电加工、火焰切割、研磨、车削等。虽然传统的消减加工方法通常在所需零件的生产上是有效的,但它们具有许多局限性。
有本质是使用添加剂的其他的制造工艺。这种工艺包括被归类为本质上是使用添加剂的电镀、包层、火焰喷涂、焊接、贴合等。但这些工艺通常用于与常规消减加工技术结合以制造不能直接加工的组件。
实体自由成形制造(SFF)是一组具有革命性的产品开发和制造的新兴技术。通过这些技术具有的共同特点是直接从计算机生成的模型生产自由成形、几何形状复杂的零件的能力。SFF处理基于在选择的区域逐层添加材料的概念。以计算机生成的模型为基础制作复型。对该模型进行数学切片,然后以选择材料重建每一个切片来建立一个完整的物体。
SFF技术的早期是应用在快速成型(RP)的领域。RP使工程师能在小部分时间内快速制造模具,且与常规的成型方法相比成本通常少于一半。RP的巨大的节省是由它在设计上采用计算机辅助设计(CAD)和制造周期上的高度自动化促成。在制造方面,计算机驱动的计算机的RP机器可以接受CAD实体模型作为输入以自动创建所需组件的物理实现。这种强强联合的整体优势是在将最终产量的设计“冻结”在降低显著的成本和更短的“上市时间”前通过几个设计和成形周期快速迭代的能力。
大多数RP技术最初开发用于聚合材料。这些技术使设计人员能够以替代材料迅速创造他们的设计的实体显示以进行设计可视化和验证。对功能模具的进一步需求导致可生产能承受形状和装配的有限次测试的模具图案和零件的材料和工艺的发展。主要的发展在接下来在称为快速制模的SFF领域中发生。这个领域的焦点是开发SFF技术,以使包括注射成型、放电加工和压铸的各种制造技术用的原型工具能快速生产。与常规技术相比通过SFF制造有限运行的原型工具的经济优势已经促进了在该领域的发展。
在过去的十年中,SFF技术在发展和成长上出现爆发。这些技术大致可分为三类,即转移、间接的和直接的SFF方法。转移方法是那些使用一图案或牺牲介质以产生所需的组件,而“间接”方法是那些直接产生的中间密度零件经过如:常规烧结和渗透的后处理以到达到全密度的SFF方法。直接方法是通过对材料实施具有最小后处理要求的几何形状和性质的转换以在所需组合物(例如,金属,陶瓷或金属陶瓷)中直接产生全密度的或接近完全密度的复杂形状的零件。在由SFF制造金属部件的情况下,许多“转移”和“间接”方法都是可用的。
但是,需要的是直接SFF技术能够经由组成粉末的直接逐层固结来创建功能性的完全致密的金属和金属陶瓷部件。该系统应消除昂贵和费时的前处理和后处理步骤。该系统和方法应该适合与镍和钴基超级合金、超合金金属陶瓷、钛基合金和单片高温金属例如钼一同使用。本发明的实施例主要涉及是这样的一种系统和方法。
发明内容
本发明的实施例涉及一种金属的直接激光烧结以对现有部件进行维修,并从粉末材料中生成零件的系统和方法。该系统可以包括一个激光器、一个粉状物料床、一个腔室、一个反射镜,并且在一些实施方案中还有真空泵。该系统可以使用激光或其它集中电源以精确地熔化金属粉末使其与底层融合。该系统可以在保持底层材料的组织结构的同时修复裂纹,并且可以从粉末材料中生成完全功能性的部件。
在一些实施例中,扫描激光外延(SLE)可以用来提供叠层增材制造,以用于通过控制置于基底基板上的金属粉末的熔化和再凝固来来制造具有特定微观结构的三维物体。SLE处理可用于,例如单晶(SX)涡轮机翼的修复以及功能性梯度涡轮发动机部件的制造。
在一些实施方案中,SLE处理包括将粉末放置在衬底上并以紧聚焦的高功率激光束对其进行扫描。该粉末和底层衬底的熔化和再固化都通过仔细调整激光功率及扫描速度来控制,从而得到所需的特定微观结构。在SLE中,相对于选择性激光熔化(SLM),底层衬底的一部分或底层可以重熔以进行例如后续层的晶粒生长。这可以使得新材料沉积在现有部件上而不产生新的晶界。这反过来又可以在增材制造中产生前所未有的单晶和定向固化微观结构。另外,可以产生部分区域具有特点微观结构的完全固化、无气孔的三维零件。
为了达到这些所需的性能,可对激光参数例如但不限于扫描速度和激光功率进行实时严格控制。这些参数的实时控制使系统能通过控制处理过程中的温度梯度和冷却速度使晶粒按特定的方向生长。该系统还可以调节现有层的回熔量。实时控制算法的使用得能够创建具有预定义的微观结构形态的宏观结构。
本发明的实施例还包括用于控制上述激光器和制造参数的方法。在一些实施例中,可用有适当的增益的PID控制器来实时控制这些参数。在其它实施例中,可以使用一个模型参考自适应控制(MRAC)方案。仍然在其他实施例中,可以使用一种特殊形式的 MRAC或“领先一步的自适应控制方案”(OSAAC)。
本发明的实施例还可以包括用于组件的自由成形制造的系统和设备。该系统可以从各种材料包括以前被认为是“不可焊接”的材料,包括:例如但不限于,航天高温合金来制造组件。在一些实施例中,可以创建功能组件,例如:与具有改良的微观结构的冶金铸造有一致的结构的气体涡轮叶片和其它部件。
本发明的实施方式可以包括一种用于制造在燃气涡轮发动机中使用的部件的系统。该系统包括一个定向的能量束,例如激光,并适应于生产几乎任何单层或多层三维金属零件。广义地说,该方法包括按在一分压的气氛的腔室中连续沉积金属粉末层。一旦沉积一粉末层,扫描激光束可选择性地将粉末层熔化成所需的形状。该过程可持续进行,直到完全制成一个无孔或完全致密的叠层零件。
通过结合附图阅读下面的说明书,本发明的这些和其它目的、特征和优点将更加清楚。
附图说明
图1a示出了根据本发明的一些实施例的SLE修复工艺的侧视图。
图1b示出了根据本发明的一些实施例的多层SLE工艺的侧视图。
图1c示出了根据本发明的一些实施例在涡轮叶片上的SLE修复工艺。
图2a示出了等轴晶体结构的涡轮叶片。
图2b示出了柱状晶体结构的涡轮叶片。
图2c示出了单晶结构的涡轮叶片。
图3是具有燃气涡轮发动机的飞行器的透视图。
图4是燃气涡轮发动机的侧视局部剖视图。
图5是燃气涡轮发动机的密封系统的局部透视图。
图6是根据本发明的一些实施例,具有研磨金属陶瓷叶尖的如图5所示的涡轮叶片的透视图。
图7是根据本发明的一些实施例,另一种具有研磨金属陶瓷叶尖的气体涡轮叶片的局部分解图。
图8是根据本发明的一些实施例的直接激光加工工作站的示意图。
图9是根据本发明的一些实施例,如图8所示直接激光加工工作站的局部剖视图。
图10按照本发明的一些实施例,如图8所示装置中控制激光束在直接激光加工工作站内方向的部分示意图。
图11是根据本发明的一些实施例,在包括图9所示的一部分的粉末零件床上形成的如图 7所示的研磨金属陶瓷叶片尖端的示意图。
图12是根据本发明的一些实施例,用于研磨金属陶瓷叶片顶端加工的激光扫描路径的示意图。
图13a根据本发明的一些实施方案,示出了在直接激光处理中所使用的未熔化的材料组分的一部分。
图13b根据本发明的一些实施例,示出了如图13a所示的部分材料已被熔化、并可通过直接激光加工固化的材料。
图14是根据本发明的一些实施例的直接激光处理的流程图。
图15是根据本发明的一些实施例的一个光栅扫描模式的示意图。
图16是根据本发明的一些实施例的一个连续的矢量扫描模式的示意图。
图17是根据本发明的一些实施例的阿基米德螺旋线的示意图。
图18是根据本发明的一些实施例的一个改良的放射螺线扫描模式的示意图。
图19是根据本发明的一些实施例的一个径向扫描模式的示意图。
图20是根据本发明的一些实施例的光栅扫描的复杂步骤的示意图。
图21是根据本发明的一些实施例,以三个步骤显示的样品制备的示意图。
图22a是根据本发明的一些实施例的光纤激光SLE设备的示意图。
图22b是根据本发明的一些实施例的一个处理腔室的示意图。
图23是按照本发明的一些实施例,在SLE过程中使用的设备的示意图。
图24是根据本发明的一些实施例,被切割用于分析的试样的位置示意图。
图25是根据本发明的一些实施例的微观结构特征的识别示意图。
图26是根据本发明的一些实施例的靠近样品边缘的主动轮廓的近视图。
图27是根据本发明的一些实施例的覆盖有图像的样品的跟踪的顶部的示意图。
图28是根据本发明的一些实施例的覆盖有图像的样品的跟踪的底部的示意图。
图29是根据本发明的一些实施方式的在单晶沉积中的一次和二次枝晶的示意图。
图30a是根据本发明的一些实施例的Canny检测输出的示意图。
图30b是根据本发明的一些实施例的从Canny输出发现的枝晶边缘的示意图。
图31是根据本发明的一些实施例,使用Canny边缘检测的CMSX-4样品的追踪线的示意图。
图32是根据本发明的一些实施例的布氏线算法的示意图。
图33是根据本发明的一些实施例,与回熔跟踪一起使用的从边缘检测创建的热图的示意图。
图34是根据本发明的一些实施例,在CMSX-4样品回熔深度结束时主动轮廓迭代的示意图。
图35是根据本发明的一些实施例,在接近缺乏熔合时的一个回熔线的示意图。
图36是根据本发明的一些实施例的一个CMSX-4回熔线的最终轮廓的示意图。
图37a是根据本发明的一些实施例的锐化和模糊完成前的一个CMSX-4样品的示意图。
图37b是根据本发明的一些实施例的锐化和模糊完成后的一个CMSX-4样品的示意图。
图38是根据本发明的一些实施例,使用覆盖有CMSX-4图像的详细分析的枝晶追踪的示意图。
图39是根据本发明的一些实施例,在整个CMSX-4样品上显示的精确的枝晶的示意图。
图40是根据本发明的一些实施例,在跟踪CMSX-4上的单晶沉积时发现的最终轮廓的示意图。
图41是根据本发明的一些实施例,发现的具有主动轮廓的SX终止点的近视图。
图42是根据本发明一些实施例,样品长度-新沉积枝晶角度的示意图。
图43是根据本发明一些实施例,覆盖在CMSX-4图像上的一个枝晶宽度示意图。
图44是根据本发明的一些实施例的René-80微观结构的初始图像。
图45是根据本发明的一些实施例的平均像素后的René-80图像。
图46是根据本发明的一些实施例,平均和二进制阈值后的René-80样品的示意图。
图47是根据本发明一些实施例,用于距离-高像素的René-80二进制图像分析示意图。
图48是根据本发明的一些实施例,在整个René-80样品上的回熔线追踪示意图。
图49是根据本发明的一些实施例的René-80回熔线的近视图。
图50是根据本发明的一些实施例,在发现René-80样品的回熔深度时所采取的主动轮廓的步骤示意图。
图51是根据本发明的一些实施例,用于定位孔隙和裂纹的二进制阈值后的René-80样品的示意图。
图52是根据本发明的一些实施例,用于隔离设置裂缝和孔隙的样品形状的示意图。
图53是根据本发明的一些实施例,在René-80样品上发现的各自标记的圆形水平的孔隙的示意图。
图54是根据本发明的一些实施例,两个CMSX-4样品的回熔深度的直接比较示意图。
图55是根据本发明的一些实施例的René-80样品的裂纹的和孔隙的增量图。
图56是根据本发明的一些实施例,一级枝晶角度-样品长度的示意图。
图57是根据本发明的一些实施例,与通过SLE产生的微观结构的预测的研究一同开发的最终目标离线模型的示意图。
图58a是根据本发明的一些实施例,参与控制SLE处理的硬件和软件的示意图。
图58b是根据本发明的一些实施例,参与控制SLE处理的硬件和软件的更详细的示意图。
图59是根据本发明的一些实施方式,用于从不正确模糊视角的角度到能适当观察熔融粉末块落入熔池熔池传播的适当角度热成像仪定位的示意图。
图60(1)-60(6)是根据本发明的一些实施例的Canny边缘检测算法的示意图。
图61a-61d是根据本发明的一些实施例的连接组件的标记算法的示意图。
图62是根据本发明一些实施例,示出了用于说明STUTSVWS的追踪轮廓的轮廓追踪例的示意图。
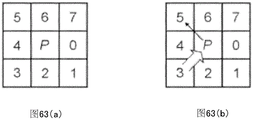
图63是根据本发明的一些实施例,在白色背景上顺时针像素搜索黑色目标的示意图。
图64是根据本发明的一些实施例,一个在白色背景上识别黑色目标的示意图。
图65是根据本发明的一些实施例,经由连接组件标记检测熔池的示意图。
图66a是根据本发明的一些实施例,顺利流进熔池的粉末的对比图像的示意图。
图66b是根据本发明的一些实施例,由于激光功率低而在熔体前部成团的粉末的对比图像的示意图。
图67是根据本发明的一些实施例,SLE处理的简化的集总电容的热模型的示意图。
图68是根据本发明的一些实施例,具有以450W的激光功率进行的450重复扫描的SLE 处理的阶跃响应的示意图。
图69是根据本发明的一些实施例的模拟传递函数输出的比较示意图。
图70是根据本发明的一些实施例的PI控制方案的示意图。
图71是根据本发明的一些实施例,将PI控制器应用到传递函数的阶跃响应的示意图。
图72是根据本发明的一些实施例的OSAAC方案的示意图。
图73是根据本发明的一些实施例,用于确定系统的带宽要求的约5Hz的伪随机二进制信号的示例的示意图。
图74a是根据本发明的一些实施例,以具有约5Hz伪随机信号的不同频率的激光图像运行的一个René-80样品的图像。
图74b是根据本发明的一些实施例,以具有约20Hz伪随机信号的不同频率的激光图像运行的一个René-80样品的图像。
图74c是根据本发明的一些实施例,以具有约30Hz伪随机信号的不同频率的激光图像运行的一个René-80样品的图像。
图75是根据本发明的一些实施例,PI试运行的示意图。
图76是根据本发明的一些实施例,另一PI试运行的示意图。
图77是根据本发明的一些实施例,排烟系统的图。
图78是根据本发明的一些实施例,带排烟系统运行的样品的显微镜照片。
图79是根据本发明的一些实施例,带排烟系统的开环试验中,所测定温度的分布示意图。
图80是根据本发明的一些实施例,示出了在显著系统激励下的曲线参数自适应的示意图。
图81是根据本发明的一些实施例,以1575℃的恒定基准温度运行的样品的显微镜照片。
图82是根据本发明的一些实施例,恒定基准温度为1575℃、平均误差是2.15℃的试验所测得的温度分布示意图。
图83是根据本发明的一些实施例,以1650℃的恒定基准温度运行的样品的显微镜照片。
图84是根据本发明一些实施例,恒定基准温度为1650℃、平均误差是5.80℃的试验所测得的温度分布示意图。
图85是根据本发明的一些实施例,基准温度从1650℃下降至1500℃、平均误差是8.73℃的试验所测得的温度分布示意图。
图86是根据本发明的一些实施例,以基准温度在后半段从1600℃上升至1700℃的步骤运行的样品的显微镜照片。
图87是根据本发明的一些实施例,基准温度从1600℃上升到1700℃、平均误差为-16.66℃的试验所测得的温度分布示意图。
图88是根据本发明的一些实施例,在新合金或几何形状上利用SLE的参数开发的工艺流程图。
图89是根据本发明的一些实施例,扫描激光外延问题的二维示意图。
图90a是根据本发明的一些实施例,分析模拟的示意图。
图90b是根据本发明的一些实施例,COMSOL模拟的示意图。
具体实施方式
本发明的具体实施例大体涉及添加剂增材制造和修复技术,更具体而言是涉及一种利用选择性激光烧结(SLS)和扫描激光外延(SLE)制造和修复零件的系统和方法。该系统可以包括一个高功率激光器、一个高精度的控制系统以及一个可在适当位置熔化和固化的粉状物料。该系统可用于修复,例如在使用过程中破裂、侵蚀或损坏的零件。该系统还可用于以粉末原料制造整个零件。该系统还可用于向固态的部分零件中添加熔化或再固化的粉末材料形式的材料来制造整个零件。
为了简单清楚地进行说明,该系统在下文在被描述为一个用于制造和修复喷气涡轮发动机用涡轮叶片的系统。但本领域的技术人员应当认识到本发明并不局限于此。该系统可用于修复由可熔化和再固化的材料制造的各种零件。该系统还可以用于以这些材料制造零件。
下文中描述作为构成本发明的各种元件的材料旨在是说明性而非限定性的。可与本文描述的材料发挥相同或类似功能的许多合适的材料,都包括在本发明的范围内。可以包括但不限于本文未描述的其他材料,例如那些在本发明开发之后开发出的材料。在各附图中所列出的任何尺寸的目的仅在于说明而非进行限制。其它尺寸和比例也包括在本发明的范围之内。
如上所述,传统的制造技术的一个问题是它们既浪费又耗时。传统削减技术,例如数控铣床,可以提供精确的加工,但是由于加工过程中要除去材料,导致材料成本高。另一方面,传统添加剂技术,往往会生产具有空隙或其他缺陷的最终产品,这些降低了最终产品的质量。此外,传统的方法无法在高级材料,如镍基超合金所需的温度和其它环境因素下进行操作。
另一方面,本发明的实施方案涉及直接选择性激光烧结(直接SLS),其为直接的SFF技术。直接SLS是一种基于快速制造技术的激光,其可通过组成粉末的直接、逐层固结来生产制造功能性的、完全致密的金属和陶瓷部件。在直接的SLS中,高能量的激光束可以将高密度(>80%)直接固化金属或陶瓷粉末直接固化到高密度(>80%),而只有很少或没有后处理的要求。与““间接的SLS””相比,直接SLS也是无粘合剂的过程。直接SLS也不像““间接SLS””涉及炉脱脂和渗透的后处理步骤。相较于传统的块金属块成形工艺(例如铸造或锻造);,直接SLS不需要使用的模式图案、工具或模具。由直接SLS处理的金属粉末直接经受形状和属性而的转变成为最终产品,成可要求最小后处理,如精加工的最终产品。
金属的直接SLS的几个处理要求不同于聚合物或聚合物涂层粉末的SLS。一个重要的区别特征是涉及金属的直接SLS的高温的方案。在关注的金属所需的处理温度(通常>1000℃)下,例如,熔体的反应性造成严重的工艺控制问题。控制处理气氛非常重要,因为它可以成功地逐层堆积,还解决了安全问题。在下面讨论的、被称之为SLS/ HIP实施方式中,SLS处理可以在真空下进行,以确保在HIP后处理过程中罐头形状的全致密化。
以往,还没有对高性能材料,例如但不限于镍和钴基高温合金、超合金金属陶瓷、钛基合金和单片高温金属,例如钼进行直接SLS的研究。这些材料经常用于高性能的部件,通常用于高工作温度、高应力以及严重的氧化或腐蚀性的环境中。具有以这种材料生产部件的能力的直接SLS尤其适用于生产功能样机、小批量或“独一无二的”生产运行中。例如为了制造一批100个超合金金属陶瓷磨料涡轮叶片叶尖的典型样机,直接SLS 可以相对于传统方法节省80%的成本来获得可接受的微观结构和性能。
本发明的实施例还可以包括被称为选择性激光烧结/热等静压(SLS/HIP)的混合网状制造工艺,其利用SLS的自由成形能力结合HIP的充分致密化能力快速生产复杂形状的金属部件。SLS/HIP显然速度更快,成本更低,自动化程度高,可灵活替代目前航海和航天国防部门所采用的小批量或“独一无二的”高性能部件的常规粉末冶金和HIP工艺。
本发明的实施方案还可以包括扫描激光外延(SLE)。SLE是一种新的直接数字化制造(DDM)技术,其使用增量分层系统制造三维镍基超合金部件。该系统可以制造具有特定微观结构和其他特性的功能梯度材料,以形成异构多功能部件(HMC)。由于涡轮发动机内的极端温度和压力,HMC常用在航空航天工业的发动机零件中。例如,涡轮叶片是发动机的关键部分,用于从燃烧器产生的高温高压环境中提取能量,是当前SLE技术的焦点。涡轮叶片通常利用先进的镍基超合金,其是能在高温高压下承受高负荷的材料。所述叶片包括复杂的几何形状以便通过掺入气流而冷却叶片,以及一种先进的微观结构,该微观结构增加超合金在运行期间可承载的负荷。SLE制造技术可与这些高级合金工作,符合该零件的形状并将现有的微观结构扩展到修复部分。
SLE也可以通过建立单层沉积来制造一个三维物体。底层衬底可以例如是一个初始晶种片或一先前创建的层,所述衬底在处理前覆盖有金属粉末。每层可用一高度聚焦的激光熔化和重新固化金属粉末和其底层衬底的一部分,以使任何底层微观结构扩展到新开发的部分,如下所示。
如图1a-1c所示,SLE工艺中的一个显著应用是在航空航天工业中制造和修复涡轮叶片。最终的叶片在其整个体积中可包括多个微观结构,其中包括单晶(SX)、柱状晶和等轴晶。通过重熔衬底的一小部分,所述涡轮叶片的之前部分中所使用的微观结构可扩展到新的区域。这对于单晶部件特别重要,因为它无需晶界就能制造新的材料。迄今为止这种要求标记SX材料不可焊接。该方法还缓解了其他问题,例如在其他修理技术中出现热裂和裂纹。
在一些实施方案中,能量源105如激光可用于熔融金属粉末115以形成材料110的一个新的层,所述层具有与底层材料125相同的属性。例如,对于涡轮叶片125,该系统能产生层110,同时保持例如单结晶结构。在其他实施方案中,该系统可利用激光105从金属粉末115制造多层部件135。在两种情况下,熔池120都可被严格控制,以使材料具有所需性质(例如单晶)。在一些实施例中,可以控制并形成特定的微观结构130,例如但不限定,一个等轴晶、柱状晶或单晶结构。
对一个新的金属合金,SLE的优化要求对其三个主要设置进行优化:激光功率,激光扫描速度和在样品初始边缘进行重复扫描的数量以建立熔池。这三个设置可建立稳定的熔池和温度梯度,以在新放置的材料中形成有效的晶种并可生长成所需的任何微观结构。参与完成微观结构控制的三个研究区域是流程建模、零件制造的正确控制以及所制造部件的表征。
通过创建一个模型系统,例如减少需要找到零件的理想设置的实验运行次数。这转而降低了材料成本,同时提高了效率。当制造一个零件时,采用先进的控制系统使热量在每一层精确分布,同时也让这个过程具有要进行实时维修的能力,以保持样品具有特定的参数。然后,可分析所制造的每个零件的微观结构以判断在特定的运行时间设置下发生了什么,并改善对最终产品的设置。
本发明的实施例涉及改善微观结构分析,其通过使用一个程序可跟踪通过SLE技术所制造的样品中发现的各种特征以及一个实验设计(DOE)程序以深入了解SLE设置如何影响微观结构。例如,该系统可以使用光学显微照片,并可使用典型实验计算机通过使用Matlab或其他适合的软件迅速完成。这可创建用于识别理想参数的自动化系统,桥接由眼睛或基本特征识别程序、和更费时且昂贵的技术例如EBSD运行的低端微观结构跟踪。使用这种中等微观结构跟踪和分析程序可用于找到每种新材料、微观结构层、沉积高度、样品尺寸的最佳设置。该程序还能使SLE技术用于铸件修复。
传统程序并非设计来区分不同的制造技术。例如,EBSD提供了在整个样品上的晶体取向的具体细节,但并未区分铸造和激光加工的区域。为SLE创建一个自定义的微观结构分析程序使得在选择工艺参数时会考虑以前从未考虑过的特征。由于该系统的快速执行,它还可包含每个有用的样本。这种能力能有助于更好地了解SLE工艺参数与微观结构的关系。
如上所述,SLE的初始应用是修复损坏和磨损的涡轮叶片。一个发动机中使用的涡轮叶片有数百片,且对它的效率是至关重要的。但是,长时间使用后,位于发动机的内壁附近的涡轮机叶片的边缘开始劣化。在涡轮尖端磨损短短1毫米后,由于过量空气此时能经磨损部分绕过涡轮叶片,导致发动机的效率会急剧下降。
通常,并不修复磨损的涡轮叶片而是替换为新的叶片。但是,这对发动机的运行成本有巨大的影响,因为一个叶片可以花费数百至数万美元。一个涡轮叶片的平均预期寿命为大约三年或五百万英里的飞行,但每个叶片必须定期检查是否更早失效。涡轮叶片叶尖修复是一种很有前途的备选方案,且正在寻求以一个低成本的备选方案来代替当前的更换方案。
已经开发的对损坏的涡轮叶片进行维修的几种工艺,但都存在显著的问题。选择性激光熔化(SLM)、直接金属激光烧结(DMLS)和形状变形制造(SDM)在其维修工作中往往有相似的缺陷。过度回熔深度和翘曲会导致样品中层的分层和开裂。例如,如果处理过程中熔体粘度太高,则在激光相互作用区就可能产生小球,被称为球化效应。在样品的固化过程中,若收缩引发的应力不能计入该材料的弹性和塑性变形,则将会发生热裂。
微观结构控制和形成的水平在竞争修复技术上也有问题。例如,镍基超级合金已经在制造过程中尤其是使用像SLM工艺时显示出强烈的对杂晶形成的敏感性。不同于SLE工艺,上述的制造技术也不能扩展单晶微观结构。
在对每种特定材料使用大幅优化的参数时,SLE过程中都没有发现或者大大减少了在 SLM、DMLS和SDM中出现的问题。减少这些问题特征的同时在零件中创建所需的微观结构可通过找到每种合金的最佳的SLE设置来实现。如上所述,在工艺中可控制的三个重要的变量是激光功率、激光扫描速度和初始重复扫描的数量。
可以进行一系列的实验以找到对于每种新材料的最佳设置。对于每个实验,金相图像可以用来评估几个广泛的微观结构特点和有问题的特征。基本趋势可以初步通过肉眼比较和直觉找到。在每个参数的可疑趋势已经发现且感兴趣的大致区域已经定位后,可进行几个DOE来找出最佳设置。使用上述的简单的参数测量,执行所述DOE可找到趋势和最优变量值以创造出质量和可重复性。
使用可以快速且定期为每个实验运行而创建的数字光学显微照片,可找到微观结构的完整理解并对其加以利用。使用定制的定量金相程序,可以识别、隔离和记录所需的每个微观结构细节。使用每个可用部分的这种跟踪数据以及相应的SLE设置,可进行统计分析和程序优化。统计方法可为样品之间准备好比照,以便能看出趋势和关系。包含序列分析DOE程序可以节省昂贵的材料和处理时间,同时提供相关的数据来创建SLE参数和每个测量的响应之间的一个最适合的分段关系方程。
当今涡轮发动机的制造商,如高性能喷气式飞机和发电系统制造商,力求提高发动机效率并降低成本。增加涡轮发动机的运行温度可以提高效率,但这受到发动机内所用材料的性质的限制。如今的涡轮发动机的高温部件的温度可达到1200℃以上,可用材料限制为那些在高温下表现出抗蠕变和疲劳的材料。镍基超合金是这些材料中的一种,且是目前用于高性能喷气式飞机的高温零件的最常见的材料。尽管这些镍超合金性能优良,它们仍然到了性能的极限。
为了进一步增加涡轮部件的强度和耐用性,现在这些镍超级合金以能更好地承受极端运行条件的特定微观结构形态来铸造。如图2a-2c所示,在涡轮铸件中通常出现三种微观结构形态:多晶或等轴晶、定向凝固、和单晶。多晶形态的涡轮铸件趋向于容易出故障,因为它们含有一些横切叶片的纵向方向或应力的主轴线的晶界。另一方面,定向凝固叶片,只在垂直于应力的主轴线的单一方向上有晶界,使得叶片更耐用。最后,单晶,或者非晶部件不包含晶界且是最理想的,因为它们不需要晶界强化合金组分如硼和碳。否则这些组分将是必要的,而这些组分又是不需要的,因为它们降低了合金的熔点,对部件的疲劳寿命产生不利影响。
尽管以先进的单晶微观结构铸造,涡轮叶片的工作寿命仍然是有限的,部分原因是由于叶片和发动机罩之间的磨损导致叶尖材料的缺损。一旦叶片经受一定量的材料损失,通常8cm高的叶片上有0.5-1mm的材料损失时,它必须报废并更换。由于SX部件铸造的困难,替换这些叶片的每一个都变得相当昂贵。因此,非常需要能修理和整修这些叶片以使其可在发动机中进行替换。
目前,没有修复已用定向凝固或单晶形态铸造的涡轮叶片的有效方法,因为这些合金被认为是“不可焊接的”或“不可连接的”。虽然已经尝试过许多工艺,如激光工程化净成形(LENS)和各种焊接作业,但每种工艺都有形成裂纹或生长杂晶的问题。
LENS和外延激光金属成形(ELMF)是已被应用于修复在涡轮叶片的平台上形成的裂缝的两种类似的包覆工艺。在这两种工艺中,高功率激光聚焦到样品上并形成熔池。然后,在激光的焦点上将金属粉末吹入熔池并随着激光的光栅扫描模式创建一个沉积。这种修理方法通常存在形成裂纹、形成等轴晶以及因重熔而发生枝晶臂从其主枝晶分离造成晶粒增殖的苦恼。基于焊接的修复过程也一直容易受到类似的问题,比如开裂和形成杂晶的苦恼。据推测,这些问题可以通过扩展进行扫描的工作范围来避免或最小化。
与此相反,SLE工艺能够以高得多的扫描速度运行,因为可以使用一组高速振镜扫描仪进行激光扫描,并且SLE工艺没有机械地连接到或受阻于任何粉末吹入机构。另外,在SLE工艺中使用的预置粉末床消除了由于在包覆过程中使用粉末吹入机构而引起的任何熔池扰动,去除了形成不佳的微观结构的另一潜在原因。SLE工艺也可避免在对一些以前认为是“不可焊接”和“不可连接”的材料使用类似工艺时发现热裂和液化裂纹的问题。
SLE工艺中使用的高分辨率扫描间距可以使每个随后的光栅扫描与之前和之后光栅扫描都部分重叠,导致在扫描操作期间的预热和后热处理。这转而可以消除在其他工艺中出现的任何热裂。高分辨率扫描间距也使更细的晶粒结构在通过SLE形成的沉积物中发展,这露出了一个很大的边界区域并限制了压力,否则将导致液化裂纹。SLE的这些特征表明其可使用材料,例如但不限于,非常容易产生液化裂纹和应变时效裂纹且以前视为不可焊接的Rene-80。存在于工艺中的对温度梯度的进一步实时控制仅可用于进一步改善 SLE工艺和限制导致许多这些热裂和其它裂化现象的表面张力驱动的不稳定性。
SLE工艺的另一个优点是具有产生功能性梯度微观结构的能力。已知许多具有功能性梯度微观结构的涡轮机零件的应用。一个例子是以晶粒尺寸径向增大的等轴晶结构的超合金组合物制成的涡轮盘。盘内部的较小晶粒提供更好的拉伸性能,而朝向外部的较大的晶粒提供更好的抵抗疲劳和蠕变。通常,这样的部件需要大量而长期的处理步骤和漫长的热处理时间以产生功能性梯度微观结构。与此相反,SLE使得这些部件能够在一个处理步骤中生产,同时由于逐层处理还可实现复杂的内部特征。
图3和4示出了飞机10,包括飞机飞行推进发动机11。应当理解的是,本文所指的飞机是通用的,包括直升机、战术战斗机、教练机、轰炸机和其它相关设备。此外,涡轮发动机的其它应用包括但不限于发电厂、船舶以及机动车辆。
如图所示,飞行推进发动机11包括压缩机12、燃烧器13和一个动力涡轮机14。本领域技术人员将认识到有很多方法可以将所述部件连接在一起。附加的压缩机和涡轮机中可增加中间冷却器,其连接在压缩机和可加在涡轮机间的再热燃烧室之间。此外,燃气涡轮发动机同样适用于工业应用。在历史上,工业燃气涡轮发动机在例如天然气抽送设备和石油传输线、发电和舰艇推进中已有广泛应用。
图5示出了燃气涡轮发动机11的局部放大图。该燃气涡轮发动机11具有一个转子盘 17,其上安装有多个涡轮叶片16,且与燃气涡轮发动机11内的一个轴(未示出)耦合。多个涡轮片16a形成燃气涡轮发动机内的喷嘴,用于引导工作流体相对叶片16流动。在一些情况下,工作流体是从压缩机12抽出的空气。
图5还示出了工作流体密封系统20的一部分。该密封系统20设计为减少工作流体的泄漏以及周围的工作流体路径。燃气涡轮发动机的效率在很大程度上取决于控制和减少这种工作流体的泄漏的能力。因此,涡轮叶片16的尖端19和燃气涡轮发动机的静止结构 22之间的间隙有助于通过工作流体来控制转子17和涡轮叶片16的旁路。在旋转和静止部件(分别是21和23)之间的间隙随着在燃气涡轮发动机中发生的热循环而引起的部件的膨胀和收缩而变化。
密封系统20可以包括在旋转和静止部件之间形成实际密封的两个相应部件。所述两种部件是耦合到涡轮机叶片16的磨料部件21,以及耦合到固定部件22的固定耐磨部件23,所述固定耐磨部件23通常涉及一个罩和一个构件,所述构件包围转子盘17和叶片 16并同时覆盖所述固定部件22的一个部分。
涡轮叶片16与磨料部件21相对耐磨部件23转动以在耐磨部件23上形成磨损形式的虚拟密封轨迹。其上耦合有涡轮叶片16的转子盘17的旋转使磨料部件21在各个部件间没有间隙时研磨耐磨部件23。该磨料部件21的一个特别方面是能够承受与耐磨部件23 反复且剧烈的遭遇而该磨料部件21仅有最小的材料损失且优先磨损耐磨部件23的能力。因此,当组件21和23间的摩擦界面的径向间隙已经消失时,该磨料部件21切割耐磨部件23以维持彼此的最小间隙。旋转磨料部件21对磨损部件23的磨损在旋转部件之间形成一个流体通道。在本发明的一种形式中,耐磨部件23是本领域的普通技术人员所熟知的半多孔耐磨陶瓷。
图6描绘了一种示例性涡轮叶片16。该涡轮机叶片16可以是一个锻造或铸造结构。燃气涡轮叶片16可以是例如通过利用各种超合金组合物进行精密铸造工艺制得的整体铸造合金结构。各种类型的镍、钛和钴超级合金组合物以及这些组合物的制造商是本领域技术人员所熟知的。大多数感兴趣的超级合金组合物是复杂的混合物,例如但不限于钛、锡、钒、铝、钼、硅、钕、镍、钴、铬、铝、钛、铁、钨、钽、铼和其他可选择元素的混合物。一些示例性的材料公知的商品名是CMSX-3、CMSX-4、和MARM-247。
当然,本发明的实施例的应用目的不是限定于上述材料,其可以与其它材料一起使用。奥康纳的美国5295530号专利披露了用于生产整体铸造的具有等轴晶、定向凝固或单晶合金结构的涡轮叶片16的技术,其通过引用并入本文。燃气涡轮叶片和燃气涡轮片通常被称为翼型件。
该磨料部件21可以被冶金结合到叶片16而不使用钎焊元件或其他熔融温度较低的接合材料。低熔点钎焊元件的消除生产出无钎焊金属陶瓷,所述无钎焊金属陶瓷具有延长氧化寿命及承受暴露在比具有钎焊元件的部件高的操作温度中的能力。该磨料部件21包含磨料金属陶瓷组合物,可包括与陶瓷磨料颗粒结合的金属粉末高温合金基体。在一些实施方式中,陶瓷磨料颗粒可涂覆活性材料。在其他实施方式中,陶瓷磨料颗粒未涂覆活性材料。
在一些实施方式中,磨料部件21可包含约0wt%至约50.0wt%的涂覆有活性金属的陶瓷磨料颗粒以及大约50.0wt%至约100.0wt%的高温合金。陶瓷磨料颗粒可包括陶瓷磨粒材料,其可包括例如但不限于下列物质中的一种或多种:立方氮化硼、人造金刚石、碳化硅和氧化铝、或它们的组合。在一些实施方案中,陶瓷磨料颗粒可具有在介于80目和 120目的尺寸范围内的粒度。当然,其他的粒径和陶瓷磨粒材料也在本文的考虑范围内。
所述活性材料可以例如是钛,其使陶瓷磨料涂层的表面润湿,以促进颗粒和金属基体之间的冶金键合。钛涂层可以使用例如流化床化学气相沉积技术来应用,以确保颗粒上的涂层的均匀度。当然,本领域已知的其他的合适的方法也是可以接受的。陶瓷磨料颗粒可以是均匀的或在其任何部分的分级。
在一些实施方式中,形成该磨料部件21的料床可承受使金属基体材料熔融、固化及与涡轮叶片16结合的直接激光加工。直接激光加工是以粉末床制作零件的制造技术,且用于制造叶片16磨料尖端所涉及的直接激光加工的细节如下。这种方法适用于材料的整个区域、材料的选择区域,以及部件的切割部分。具有磨料部件21的叶片尖端经直接激光加工后生产出许多现有技术所导致的寿命劣化的自由部件,该现有技术包含添加经常出现在钎焊合金中和/或需要使部件暴露在高温钎焊和/或可降解强化相的形态的扩散接合的热循环中的熔点抑制剂。
图7示出了通过二次连接操作耦合有磨料金属陶瓷部件210的另一燃气涡轮发动机叶片160。二次连接操作通常是利用钎焊材料211将磨料部件210耦合到叶片16上的钎焊操作。在一些实施方式中,该磨料部件210可通过用于制造磨料部件21的直接激光加工来制造。此后该磨料部件210可以通过钎焊材料211连接到叶片160。
图8示出装置25,其用于对材料的粉末床进行直接激光加工,以产生自由制造形式。除另有规定外,本文所用术语“自由制造形式”包括制造实心零件和/或中空零件的能力。装置25包括一个在其内进行直接激光加工的腔室26和一个用于熔化材料的激光 28,所述材料在之后会被固化。
在一些实施方式中,腔室26可以是连接有一个用于改变腔室中的气氛的真空抽取系统27的流体压力容器,以及一个能将材料粉末床30(图9)加热到高温的热源。在激光束熔融和固化前预热粉末材料床30有助于该材料的排气并改善表面特性、润湿和流动和其他性能。腔室26被设计和构造为保持所选择气体的高纯度气氛。热源可以位于腔室26 内部或外部,并且可精确地加热粉末床并将其温度控制在从环境温度到约2000摄氏度的范围内。真空源优选能够提供高真空度。
在一些实施方式中,该材料的激光熔融和固化可出现在料床是高温时,从而提高尺寸稳定性。在一个实施方式中,在直接激光加工熔融和固化阶段期间,约在500摄氏度至750摄氏度的范围内的温度可用于料床。在另一个实施方式中,在激光加工期间,料床可使用高于750摄氏度的温度。在一些实施方式中,真空度可以在大约5x10-3托到1x10-7托的范围内,优选为约5x10-5。1x10-7托。然而,其他的压力也在本发明的考虑范围内。
在一些实施方式中,腔室26可以被看作是类似于一个可以进行调整的真空炉,以在腔室中提供一个紧密控制的气氛。气氛的控制的特点在于调节腔室中气体的化学组成、真空度和温度的能力。在其他实施方案中,可使用惰性气氛抑制腔室26内的材料组分的挥发。
激光28可以提供一光束,其选择性地熔化以及再固化腔室26内的材料。本文的考虑范围内的其他材料熔融用装置包括但不限于超声波、X射线和微波。在一些实施方式中,腔室216可以有一个密封的激光透明窗29,以使激光束可从中穿过。在其他实施方式中,该系统可以包括一个一次性的或可转位的激光传输窗装置,以补偿窗口发混 (clouding)和沉积物。由此允许其回到一个更完全透明的激光传输窗口以促进处理控制和再现性。用于熔化材料的装置可以限制在腔室26内,该装置可以在外部的腔室且可穿过腔室中的开口和/或通过与所述腔室连接的介质,诸如光纤电缆来输送。
为清楚起见,图9示出了部分去除的腔室26。如图所示,设置在腔室26内的可以是用于以激光束熔化的材料粉末床30。该材料保持器31示出为一个托盘,但是,其他类型的材料保持器也在本文的考虑范围内。在一些实施方式中,例如该材料保持器可以保持一个涡轮叶片,以使磨料金属陶瓷复合物可直接熔融、固化并结合在叶片(即在叶片上直接制造叶尖)。在一些实施例中,材料粉末床30不与材料保持器31结合。在其他实施方式中,保持器上设有一构件,以使材料粉末床可以粘结在其上。还在其他实施方式中,粉末床可与材料保持器直接结合。
在一些实施方案中,该系统可以保持部件(诸如工具,叶片等)不同的倾斜度,以便在腔室26定位部件以进行局部修复。组件的修复可包括例如,局部加热组件,到室温或接近室温。所述局部加热可通过例如但不限于感应加热,电子束,激光,等离子和/或聚焦灯施行。本发明的材料保持器可设计成经受该粉末床30能承受的预热温度。
图10描绘一激光器28和用于控制它的装置。在一些实施例中,使用具有足够熔化材料床的一部分的功率的Nd:YAG激光。单通道熔体厚度和双通道熔体厚度料床都本文考虑范围内。但是,其它类型的激光和不同的功率电平都在本发明的预期之内。在一些实施方案中,可使用250瓦的激光。激光的控制被认为在本领域技术人员的预期之内,且在此公开的特定激光装置控制方案并不旨在限制本发明通过直接激光加工制造部件的方法和装置。
激光系统的部件,如图10所示集成在激光头28内。激光头28可包括例如在美国 4,863,538号和5,156,697号专利中描述的这些常规的控制元件。例如一个安全快门、前反射镜组件、以及聚焦元件如发散和会聚透镜。还可以包括计算机31和扫描系统32用于在激光束照射到粉末床30上时控制它的方向。在一些实施例中,计算机31可以包括一个微处理器,用于控制激光28和一个产生用于限定零件尺寸数据的CAD/CAM系统。当然,生成限定零件尺寸的数据的其他方法也在本文考虑范围内。在一些实施例中,激光扫描位置和扫描速度可以由计算机软件控制。
扫描系统32可以包括一个棱镜33,其用于重定向激光束的行进路径。用于将激光束引到期望的位置所需的棱镜的数目通常基于该装置的物理布局。可选地,根据设备的特定布局可以用一个或多个固定反射镜来代替棱镜33将激光束从激光28引到扫描系统32。扫描系统32还可以包括一对反射镜34,35,其由各自的振镜36、37带动。
振镜36、37可连接到各自的反射镜34、35,以选择性地定向反射镜34、35和控制激光束。在一些实施例中,振镜36、37可以彼此垂直地安装,使得反射镜34、35名义上是彼此呈直角设置。例如,一可以控制振镜36、37的动作以将激光束的目标控制在粉末床30上的信号发生器驱动器,与计算机31连接。例如,在一些实施例中,信号发生器驱动器可以连接到计算机31,以便使计算机内的CAD/CAM数据可通过反射镜34、35来实现激光束的方向控制。可以考虑使用诸如声光扫描器、旋转多角镜和共振反射镜扫描仪来替换扫描系统。
图11描绘了粉末床30中形成的一对磨料金属陶瓷部件21的俯视图。该磨料金属陶瓷30可由内部的材料直接激光工艺形成,该粉末床30与涡轮叶片16耦合。
图12示出激光束扫描序列的放大图。激光扫描序列可以变化,因为除其他事项外,零件的几何形状和扫描顺序影响该零件的热分布。在一些实施方案中,可以选择模式以提供一个均匀的热分布。实现均匀的热分布的一种方法是为各个扫描长度向量选择适当的激光扫描速度、扫描间距和激光束能量。扫描长度向量例如可以限定为部件的可承受激光束的特定通过的部分。在一些实施例中,扫描间距可以小于0.100英寸。在其它实施例中,扫描间距可以为约0.0001英寸到0.0003英寸的范围内。
表1包含用于以直接激光加工生产磨料陶瓷部件的扫描间距。可以理解的是,图12仅是说明性的并不意味着以任何方式对例如几何形状、扫描间距、光束直径等进行限定。在直接激光加工期间材料粉末床30成为激光束的目标表面。
在一些实施方式中,由磨料金属陶瓷材料制成的组件直径可小于约四英寸,且厚度可以小于约0.100英寸。在其他实施方案中,由磨料金属陶瓷材料制成的部件的厚度可以在约0.035至0.060英寸的范围内。在一些实施方式中,由磨料金属陶瓷材料制成的部件的厚度为约0.060英寸。具有直径尺寸小于四英寸,厚度达四英寸的单片金属部件也在本文考虑范围内。在一些实施例中,单片金属部件的厚度可大于0.100英寸,并且可以通过熔化第一粉末床层并在之后熔化放置在粉末的第一层上的附加层来制造。在一些实施例中,单片金属部件可以具有约0.100英寸的厚度。在一些实施方案中,通过直接激光加工形成的部件可具有层状结构。
图13a和13b示出了金属基质组成成分75的磨料金属陶瓷复合材料的熔融和固化。激光束能熔化金属基质混合物以从熔融材料获得适当的流量。合适的流量可以定性地限定为例如是消除气孔、保持高的尺寸精度同时制造高密度零件以及减少撕裂所需的流量。流量的控制取决于许多参数,包括但不限于发生熔化和固化的气氛、原料粉末床的预热程度、以及影响激光的能量密度的特性如激光功率、扫描间距和扫描速度。
在一些实施方式中,可以使用非常小的扫描间距与高扫描速度来保持均匀的热分布。扫描速度和扫描间距的选择对得到的部件的表面粗糙度有直接影响。细小的扫描间距,例如将提供相对均匀光滑的表面,而影响表面粗糙度的扫描速度在很大程度上取决于总能量密度和在熔融材料区域内的相关的停留时间。对于给定的材料,带有会产生长时间熔融停留的高能量密度的高扫描速度可产生差的表面光洁度。另一方面,带有较低的能量密度的相同的扫描速度可产生更好的表面光洁度。在一些实施方式中,可使用精细的扫描间距且可改变激光功率和扫描速度以提供不同的能量密度,从而产生通过全层厚度熔化和密度的短暂的熔融停留时间。表1提供了已经产生可接受的结果的各种实施例的测试数据。

表1
金属陶瓷复合材料的测试数据表明可通过具有约1900焦耳/cm2的能量密度来实现完整的全层厚度熔化。金属陶瓷复合材料的样品包括73.5wt%的金属合金和26.5wt%的磨粒涂层。更优选该金属合金是MarM247。在一些实施方式中,该磨粒涂层可以包括一种具有在颗粒的所有表面上形成均匀的涂层、约2.5wt%至12wt%钛涂层的磨料砂砾材料。然而,在这些能级(1900焦耳/cm2),样品示出包裹在砂粒76周围的孔隙(参见图13a和 13b)。然而,2000~4000焦耳/cm2的范围内的能量密度成功地消除了在高温合金金属陶瓷复合材料中留存在砂粒76周围的孔隙。
在一个样品中,当能量密度水平为约2500焦耳/cm2时孔隙开始消失。在2500焦耳的 /cm2的能量水平下,微观结构从细等轴状转变为枝状。非常细粒度的微观结构即ASTM晶粒尺寸10,在从1900焦耳/cm2到2500焦耳/cm2下进行处理的样品中产生,其可在单片金属材料中使用,因为他们在高温下表现出超塑性。这种形式的微观结构控制可以生产等轴晶的零件,提供更均匀的和完善的机械性能。
通过直接激光加工生产部件可以与材料组分混合一起启动。在一些实施方式中,可将材料混合4-6小时后再插入腔室26。随后可将材料预热一段时间来预处理材料。在一些实施方式中,预热可以在腔室25内发生。之后可调节腔室26内的环境,且可使料床30 能承受直接激光加工。在一些实施方式中,直接激光加工可在料床30处于高温时发生,以提高尺寸稳定性。形成的部件可以有一个与具有精细微观结构的冶金铸件相一致的结构。此外,该微观结构的细化可通过改变例如但不限于能量密度、气氛、以及材料床30 的预热来调节。例如,在这一过程中能量密度的控制可实现区域特定的微观结构控制,从而使一个零件具有从等轴至枝晶范围内的多种微观结构。此外,该部件可具有含等轴、枝晶、定向固化和/或单晶的区域。
直接激光加工是一个工序,其中是粉末床的材料成分直接由激光熔化并固化以制造一个固体零件而需要很少或不需要后处理。在直接激光加工工序中的未熔化的成分是可重复使用的,从而最大限度地减少加工中产生的废料和原料的浪费量。形成的组件基本上是无空隙和裂缝的,并且可以制造成接近网形。在一些实施方式中,部件的微观结构可以通过后处理即热处理加以修改。可以调节直接激光工艺的一些参数以按需要生产高致密零件或多孔质零件。另外,该工艺可用于生产复合部件,如金属陶瓷磨料部件和/或全密度单片金属部件。
如图14所示,本发明的实施例还可以包括用于使用粉末材料和定向能量源(如激光)修复和形成零件的方法。可以采用涉及到预处理和处理步骤的许多变化以优化结果。
定向能量源可以是预热或不预热粉末床而能够熔化各种金属粉末的任何商业上可接受的激光器。如上所述,这种装置也可以包括能够跟踪一个设定的扫描路径的扫描控制。在一些实施例中,激光可不预热粉末床而能够熔化各种金属粉末。用于本发明的激光器的一个具体的例子是一个250瓦的连续波(CW)的Nd:YAG激光器,其具有6毫米光束直径(1/c2)、18mard的发散角和1.06μm的波长。在一些实施例中,光束直径可以为约100- 500μm。优选在该系统和方法中使用的粉末可包括尺寸和球度基本相同且不含任何内部孔隙的颗粒。虽然这不是必须的,但材料满足这些要求是公知的和可以得到的。优选由较小的颗粒(即约10-100μm)制成的粉末,但颗粒尺寸可以根据要构建的零件的规格不同而改变。合适的颗粒尺寸对一般的本领域技术人员是显而易见的。
在预处理中,本发明的实施例可免于在SLS处理之前预热粉末床的常规技术。然而,预热也可以得到一个可接受的产物。预热温度可根据待烧结的材料而改变。例如,可以利用预热使粉末的温度达到一个点,该点略低于粉末的熔点。在一些实施方式中,该系统可以装备有加热装置,例如可以得到温度高达约1000℃的钼棒元件。
在进一步的预处理中,该粉末进行脱气以改善结果。该粉末可以通过一个静态热脱气法,例如真空下在容器中通过辐射加热去加热粉末来进行脱气。但是,为避免粉末燃烧,可使用动态脱气方法,将粉末的各个部分暴露在相同的热量下。在一些实施方式中,这种动态脱气可通过在粉末容器引入惰性搅拌装置以在脱气过程中均匀循环粉末来实现。
在一些实施例中,处理气氛可以保持在一个相对高的真空水平——比如大约10-3托。这样的气氛可比惰性气体气氛产生更好的结果,所述惰性气体气氛会包含不可接受的水平的杂质(如水和氧气)。这些杂质可在烧结层上形成氧化膜,其阻碍了熔融材料的自由流动以及与后续烧结层之间的良好结合。此外,为在SLS/HIP加工中原位集装,SLS优选在高真空下进行。这样的分压气氛可通过将腔室抽空到高真空水平(例如,5x10-7至 1×10-5托)来实现,随后回填到具有超高纯度的惰性气体如纯度为99.999%的氩或氦气 (例如,<2ppm的氧气,<3ppm的水分,<1ppm的碳氢化合物和<6ppm的氮)的分压。
10-3托的真空度也降低合金元素从熔池的蒸发以及金属蒸气在激光窗口的凝结。为进一步防止此类凝结,可在抽空腔室到高真空后在激光窗口下方使用超高纯度(UHP)惰性气体如氩气或氦气。在一些实施方式中,这可以通过使用在激光窗口和腔室侧窗的法兰之间引入双面法兰;在所述双面法兰的一侧的焊接不锈钢管接头,将一可变漏阀经不锈钢管接头连接到双面法兰上;以及在漏阀的入口侧相连的、经两端配置有接头的不锈钢管而安装在一个超高压气缸上的不锈钢膜片气体调节器来实现。漏阀上的滚花、精细控制旋钮和具有13000:1的机械优势的杠杆机构可精确控制流入的气体。当然,本文也可以使用及考虑其他装置。
在一些实施方式中,控制该处理气氛的真空水平的系统可以包括用机械真空泵支持的蒸气扩散泵。该系统还可以包括一个与高电导的90度弯头相配合的闸阀,该弯头进而可以与大直径法兰端口相配合安装到该腔室。在一些实施方式中,该闸阀还可包括一个“粗加工端口”。可以关闭系统中的任何接口以减少泄漏。此外,在一些实施例中,对腔室中除用于引导粉末进入所述腔室外的所有的墙都可以进行融合焊接以最小化对O形环或其它密封件的需求。为防止粉末在腔室抽真空期间从进料和分离侧筒喷射,粉末床上的腔室空隙空间和在进料和分离侧筒中粉末柱下方的空隙空间之间的压力可以相等。这例如可通过使用不锈钢波纹软管连接上述空隙空间来实现。抽真空的速率是可以例如通过使用安装在每个排气口的波纹管阀来控制的。
一种用于将粉末送入所述腔室的装置,其可以包括分离和进料侧粉末柱,粉末输送辊,以及相关的致动器。为了保持真空完整性,不锈钢焊接波纹管可用作分离、进料以及辊致动器的轴。为传递旋转运动到该辊,可以使用空心传动轴,其具有一个与锥齿轮系统耦合的同心转轴。例如,转轴的一端可以经由锥齿轮系统连接到该辊,且它的外端可以耦合至一个MDC直接驱动高真空额定转速馈通。
在一些实施例中,柔性轴可以通过例如安装在机架上的直流电机发出的旋转运动传送到馈通的室温气氛端。柔性轴优选地足够长足以经由旋转馈通为该辊轴提供旋转,因为整个辊组件将会沿粉末床往复运动。在一些实施例中,足够小而轻的电机能够防止柔性轴环绕在其自身周围。这种情况可能会导致粉末输送不稳定。在用于粉末输送的装置中,用于向辊组件的扭矩提供往复运动的致动器可包括一个在返回驱动负载大于45N(10磅)时适用于保持的底座。这种致动器是公知的现有技术。
用于输送粉末的装置也可以具有一个分离和进料筒间优化的中心到中心的距离,以便不牺牲粉末输送的效率的情况下,从加热器到粉末板的热通量是有效且均匀的。此外,可以在用于输送粉末的装置的粉末板上存在任意扩展槽(为防止加热粉末板时其发生弯曲),所述装置可包括挡板或其它装置,用于阻断粉末通过那些槽而传送。在一些实施例中,挡板可以足够灵活以允许粉末板在其被加热时扩大而不弯曲。
一旦粉末沉积,该激光可以沿着预定的路径扫描以选择性地将粉末熔合成所需的形状。在一些实施方式中,激光不遵循如图15所示的传统的光栅扫描路径,相反,激光可以采用连续向量(“CV”)扫描的方式(图16中的所示的一个例子),它可以使每个单独的运动片段发生在任意方向,但把连续片段作为一条连续路径的一部分。以这种方式,在激光束下保持一恒定的熔池。在一些实施例中,扫描可以按照一个参数曲线,如图17 所示的阿基米德螺旋线、或其它填充到要制造区域的横截面的任意分段参数曲线的路径。在一些实施方式中,扫描路径可以按照一个参数曲线或对应于要制造的横截面的内部和外部边界的轮廓线的另一个任意的分段参数曲线。
保持恒定熔池对形成均匀、无孔的产品是很重要的,包括保持在当前扫描的层内的恒定熔池和刚完成扫描的层的一部分的恒定重熔。如图18所示,一个典型的CV扫描路径可以包括一个放射螺线扫描模式,它开始于将完全致密化的区域的内部一个点,其中定义了该路径的一个有限起始半径。在一些实施方式中,该起始半径可近似于激光的光束直径以防止半径内的粉末未曝光。在其他实施方式中,扫描路径可以是圆形路径。
扫描可以开始于通过跟踪具有该路径的起始半径的圆,然后围绕起始半径重复扫描达 20次。在如此做的同时,将激光功率提高到终端功率以在中心处创建熔池,同时基本上避免了激光束在金属粉末床的初始入射位置发生球化。此外,在一些实施方式中,激光束能在一垂直于激光的扫描路径的路径内摆动,以阻止可能打破了固液交界面的连续性的任何熔体的前进速度。在一些实施例中,扫描速度可以是在约0.1~10.0英寸/秒的范围内。CV扫描路径的连续旋转之间的扫描间距可以设置在约0.0001-0.020英寸的范围内,优选为约0.0001~0.005英寸。
在一些实施例中,用于处理环形区域的扫描模式可以与图19中所示的径向扫描模式对应。扫描路径的本质是实际上是角度,而该扫描路径的角度在各线实际上和功能上平行的点处呈锐角,向外散射(因此术语为“径向扫描”)。旋转完成后,可以包括约25° (优选约25.7°)的额外的重叠扫描以完全熔化并再固化扫描的起始段,该起始段上发生激光功率增加。层厚度可以是约0.005英寸,而径向线之间的扫描间距可以在约0.0001- 0.010英寸的范围内,优选约0.00015英寸。
在SLS/HIP处理,可以采用与处理底部端盖相同的放射螺旋线扫描模式方式来处理顶部端盖,其后是从端帽的外径开始直径逐渐减小的同心环(各环对应图19所示的径向扫描路径)的扫描模式。连续环之间可以采用约50%的重叠。伴随径向扫描模式可有助于确保顶部端盖和下面表层之间的完全粘结和连续界面。
本发明的一个重要方面包括在之前层上的连续层的接合。在熔合连续层,本发明包括重熔之前层的一部分。重熔之前层的过程类似于常规熔焊中的稀释或“回熔”的步骤。这样做可以减少或消除杂质和可能已经在之前层上形成的氧化膜,从而提高层间的粘接,以形成一个几乎无孔的产品。此外,在凝固过程中,在基体金属和与它接触的液体之间的固液界面上将发生晶粒生长,类似于熔焊中已知的外延凝固。重熔基底层使外延晶粒不均匀生长。
一些合金(如合金625)往往在在直接SLS中沿端盖/芯界面在轴向和平面方向上和在零件内部产生裂纹。虽然一个明显增加的烧结周期将减小这种裂纹,但这也增加了延时和费用。因此,在一些实施方式中,开裂的解决方案是降低扫描间距,增加扫描速度,以及降低起始直径以确保在中心形成熔池,而不是在中心留有未烧结的区域。
在一些实施方式中,金属粉末可以放置在真空脱气状态、室温的进料侧筒中。随后该腔室可以关闭并经由一个粗加工端口由机械泵抽真空到约10-3托。在此真空水平下,粗加工端口可关闭且可以打开连接腔到蒸汽扩散泵的闸阀。此时腔室可以进一步抽真空到高真空度(优选约10-6托)。在这点上,超高纯度的惰性气体的微小泄压,如氩气或氦气,可经由一个泄漏阀引入腔室中,所述泄漏阀通过不锈钢管连接到腔室。可以调节泄压以便在腔室内部建立约10-3托的动态分压,同时惰性气体不断流入腔室,并通过扩散泵涌出该室。
送料筒中的活塞可以向上移动大约0.005英寸,将一粉末层推到粉末板的表面上。然后,辊致动器可以移动水平、圆柱形、反向旋转的辊穿过粉末板。辊的这种移动在整个粉末板上扫过并形成新的粉末层,并使其沉积在零件筒的表面上。接着,激光束可以通过一对振镜扫描器致动从而在计算机控制下在粉末的新沉积层上扫描一个图案。该扫描图案可以确保粉末熔化形成完全致密的、具有所需的形状的层,并且与下层的先前固化层完全粘合。扫描完成后,将零件侧活塞可降低大约0.005英寸,且具有新粉末的另一层可以使用前面描述的工序来沉积。具有所需形状的下一层接着通过激光扫描且重复此过程,建立对象叠层直到已经构造出完整的对象。
在一些实施方式中,本发明的变型可以解决尤其涉及金属加工的问题。在激光烧结中,没有基础固体层的新粉末层会发生大幅不需要的向下增长。然而,通过建立一个支撑层,然后“跳过”一层,其形成在支撑层上的表面氧化膜可以作为一个良好定义的中断层,从而减缓不希望的生长。
如上述开始该方法,扫描一个或多个层并以连续层向上构建。如果要制造的下一横截面的形状(“第二横截面”)是这样的,即它不完全位于当前横截面(“第一横截面”) 的内部和外部边界内,可以施行变形。在这种情况下,可以扫描位于第一横截面的外部但将位于第二横截面下的粉末,以形成一个“假层”。在扫描第二横截面过程中,正常扫描铺位于第一横截面上的第二横截面的部分,重熔第一横截面的一部分,以消除任何氧化膜,从而创建一个无孔均匀的产品。然而,对第二横截面层落在第一横截面层的边界之外的部分进行扫描,以使第一横截面没有任何一部分重融(扫描参数,例如扫描速度、扫描间距和激光功率应根据扫描的材料来调整)。在此配置中,底层氧化膜将提供一个屏障以阻止任何不需要的向下生长。
在后处理中,零件和剩余粉末可置于真空下冷却约12小时,在此期间用处理腔室可以用氩气或氦气清洁至大气压。这样的“冷却”基本上避免了金属粉末的氧化并允许任何未烧结粉末在收集之后被重新使用。
在一些实施方式中,SLE也可用于处理常用于航空航天工业的涡轮叶片和其它部件的各种超合金。每种材料可以要求,例如不同的激光功率、扫描速度和/或重复扫描,以产生所需的微观结构。这可能导致大量的实验运行以筛选出最优设置。但是,由于与材料和成分相关的成本很高,所以也可以采用一些简化的形式来进行一组实验,在降低成本的同时重建磨损涡轮机叶片的条件。
在一个新合金的初始测试阶段,例如几何形状可以从一个复杂形状简化成类似大小的矩形的试件,其为1.25英寸长、0.27英寸宽、0.1英寸厚,由与涡轮叶片相同的材料制成。这使样品制造成本更低,例如简化的条件和更快的处理。作为更好识别的最优操作参数,该几何形状可通过两个步骤修改为更像涡轮叶片的设计,如图20所示。矩形沉淀完成后,可在矩形试件上进行波形沉淀。接着,可在矩形试件上创建翼形设计,最后在翼形试件上创建翼形设计。
因为涡轮机叶片比样品试件大得多,所以可以用散热器来正确地模拟在修理一实际叶片时将发生的热传递。可以使用一铬镍铁合金625基板2105,其包括五个间隔均匀的试件2110(当然,试件的数量是任意的)。试件所在的各井区内可以有一个通孔2115,其模拟典型的内部冷却的涡轮叶片的尖端帽下方的中空空间,在处理期间产生更仿真的热量分布。
每一个实验中,样品试件可先彻底清洗以去除加工中任何可能的杂质。然后可将他们设在625铬镍铁合金基板中。然后可将一盛装容器放置在样品上并安装到基板2105以便将粉末保持在所需的高度。使用先前测量的、不同粉末的填充密度,可称出所使用的粉末的精确量,然后可按计量并将粉末均匀地加入每个空腔。此过程由图21示出,最右边的空腔留空,中间空腔容纳样品,最左边的空腔容纳样品和粉末。
在这种配置中,每个基板2105可容纳五个样品且有总共四个基板可用于目前的实验试样,提供可在一个操作中测试的二十个样本。每个基板2105可以用螺丝连接到不同的铝模拟板上,每块板测量插入10平方英寸以将他们置于一个轨道系统上。当然,在不脱离本发明的实质的情况下机械设置可以不同。
然后该样品可以被放置在受控的气氛处理腔室中,在那里它们可以被插入到一个由 80/20挤压铝制成的轨道中。随后该腔室可以用惰性气体清洗以便进行加工。一旦基板上进行了全套五个样品的处理,可将下一个模拟板沿轨道移动到确切操作位置。在处理过程中一个如图22a所示的1kW的光纤激光器能够与振镜扫描仪配合使用,以便如图22b所示建立并移动熔池穿过一个样品。
在操作过程中,至少有三种仪器可以用于收集数据:热成像相机、视频显微镜和激光加工机器视觉相机。如图23所示,所示仪器安装在大气室内。除其他项外,热成像相机可以用来测量在操作期间样品的温度场。这个信息可以被用来提供可通过实时控制来维持获得所需的显微结构的所需的温度场的数据。所述视频显微镜允许操作的实时视图并可帮助在运行结束后进行检查。激光加工机器视觉相机在它正在进行处理而没有受到激光器或环境照明的干扰时可以提供样品的清晰视图。这样的机器视觉相机的工作是通过利用高功率频闪灯以一个特定的频率将光照射到样品上。然后相机仅为那些实例收集信息,并结合一个过滤器来除去最常与激光相关的波长,可以形成清晰的图像。机器视觉相机使熔池易于观察,甚至可深入了解未处理粉末是如何馈送到它里面的。
一旦样本组被处理后,可采取若干步骤,使它们能够成像以用于以后的分析。首先,采用合适的锯(例如,比埃勒台锯)纵向通过中心宽度(图24中标记为A)来切割样品。可以保留一个样本的一半用于后期成像,而另一半在几个实例中沿样品长度方向进行横向切割。纵向切割可以深入了解操作期间加工是如何变化的,而横向切割可以提供关于熔池和样品边缘的沉积反应的相关信息。
每个样品可用合适的压力(例如一个布勒(Beuhler)压力)安装在酚醛树脂中,使得切口部可见。下一个样本可以增加砂纸用几个步骤磨平。一旦打磨光滑,样品首先可使用9微米的金刚石抛光液,然后用3微米的金刚石抛光悬浮液,最后才以二氧化硅浆料进行最终的抛光。当然,也可使用其他的磨粒和技术,这也在本发明的考虑范围内。
一旦抛光,样品可以在显微镜下以高放大倍率(例如,放大100倍)进行成像。使用移动台,显微镜可以拍摄几十图像并将它们拼接在一起以创建一个无缝图像。一个样本的纵向切口的每个图像通常可以是约500MB(即大约7000像素高15000像素长)。图像的大小可以使观看者在宏观水平上查看样本,同时保留可放大观看更精细特征的能力。可以在相对短的时间(即样品创建在一天之内)创建的这些图像,可以作为初级视觉输入用于下文的微观结构检测程序中。
微观结构检测
可以通过多种功能实现各种微观结构特征的跟踪,其中各功能分别设计为分离在显微镜中发现的一个特定的特性。图25所示的是涉及对CSMX-4和René-80合金样品跟踪显示为红色椭圆形的多个微观结构特征的步骤。
样品分离
对于要在微观结构检测程序中的进行分析的每一个图像,不管是René-80还是CMSX-4或任何其它材料,样品必须首先进行分离。用来实现这一目标的第一步骤可以是研究样品周围发现的酚醛树脂沉淀。在此配置中,可以做一个基本的假设,即图像永远不会具有50个像素内的左下角样品的左下角图像。大多数情况下,这是正确的,因为在扫描开始时,沉积延伸超出基板,如图像左侧所显示。为捕获图像这可以被用作操作的一般规则。其结果是可以分析图像的左下角(约50像素高和50像素宽),以找到酚醛树脂材料的平均强度值。该数值可以关联酚醛树脂的量以便于今后的研究。
在大多数的图像中,酚醛树脂2615值趋向迥异于实际样品强度值,这可提供一个清晰的对比度,并且可以使样品分离相对容易。需要研究每个样品的酚醛树脂2615与所涉及的已经调整的显微镜设置间的可能性,以创造一个完全不同的酚醛树脂2615的平均强度值。
然而,一旦强度已知,五个主动轮廓加工步骤就可以完成沿着底、顶、左、右侧分离样品。在一些实施方式中,首先一个主动轮廓可以沿着图像底部的整个长度形成。然后轮廓可以由一个内置的力(例如,图像的强度值减去所述酚醛树脂的平均强度)向上推动。这使得轮廓只有少量或没有干扰地从样品的底部向上移动到衬底的基底。一旦轮廓点开始与样品相交,轮廓将开始跟从衬底的基底。当迭代该轮廓时,线内大致百分之八十会与它最后一次迭代的位置相比较。一旦轮廓内部的百分之八十稳定在一个恒定的位置,主动轮廓的迭代可以停止。只考虑轮廓的百分之八十(或类似的部分),因为轮廓的边缘在图像的任一极端倾向于需要更长的时间来附着到样品上,并且与样品的底部很少或没有相关性。
然后,在一些实施例中,完成的轮廓可以搜索角落位置,这可以通过例如在不同的点之间进行的快速垂直位置变化来指示,并可以在搜索图像的左侧和右侧时使用。如图26所示,以前发现的主动轮廓2605中的第一个主要步骤,示出了一个角,可以在形成轮廓时用作最低部分以找到样品2610的左侧。在一些实施例中,可以使用类似的过程找到左右边缘。一旦两侧已被跟踪,可更准确地描述图像的左下角和右下角。
然后第二主动轮廓可以沿样品的底部在样品的的左、右下角的范围内运行以分离衬底的底部。在一些实施方式中,也可使用相同的工序通过沿着图像的顶部创建轮廓并将其向下传播以找到样品的顶部。可以保存顶部和底部样品线供以后分析-即,如图27所示的顶部线表示总沉积高度,而如图28所示的底部线给出了样品的变形。
图28所示的底部线,可用于理解样品可承受的变形量。例如,通过观察在整个样品长度上的样品的角度的改变,有可能确定是否由于过多的能量被引入到系统中而发生的任何变形。优选准确地跟踪底部线,因为它是确定原始衬底高度的位置的主要因素。由于熔池以一变化量扩展到衬底中,所以没有以容易看到的方式来确定,在实验运行前,在何处衬底达到粉末转化点。然而,使用底部线,衬底的厚度以及在图像中每米的像素数(它是已知的)能够补偿底线正确的量来定位原始衬底位置。
在单晶合金中基本[001]SX枝晶跟踪
当在一个单晶区域内形成枝晶时,通常有两种显而易见的特征——一次和二次枝晶的生长——如图29所示。一次生长就像树的树干,其为在固化过程中形成在最高温度梯度方向上的长的垂直扩展。标识[001]表示这些一次枝晶生长被垂直定向,这对于当前的单晶涡轮叶片的应用是唯一可以接受的方向。另一方面,二次枝晶生长是从主干长出的较短的分支,并且可以被看作是一个树的枝杈。两个二级枝晶臂之间的宽度与固化中的金属冷却速度和温度梯度有关。
为分离一次生长,优选地能够区分一次和二次枝晶的微观结构识别程序。在一些实施方式中,为了实现这一点,微观结构图像可以首先在x方向上有区别,以突出显示最普遍的围绕单晶一次枝晶的两侧强度的变化。然后可以通过搜索利用边缘检测算法(例如,Canny算法)来处理此图像。Canny边缘检测算法可以找到主边缘并且还可以发现与一个主边缘相连的次边缘。因为一次和二次枝晶的复杂性优选这种类型的边缘检测。沿着图像只发现主边缘的结果是沿二次生长的外部部分的片段和沿一次枝晶主干的片段。通过允许易受损的边缘,这些片段可在位置上接合以发现该图像的更大的代表性。
图30a 描绘了Canny边缘检测算法返回具有几千条线的图像。在一些实施例中,可进行搜索以发现一个特定阈值上的线,例如,其可以用来表示一个长的垂直生长,或一次枝晶。搜索方法可以使用两个图片,即Canny输出和一个磁滞图。该磁滞图可以用来标记已经搜索过的任何像素,并防止搜索算法第二次跨越该位置进行跟踪。在一些实施方式中,所述搜索算法基本上可运行通过Canny输出的每个像素,在图像的左上角开始,直到找到一个表示边缘的正的像素值。一个单独的函数可用于跟踪该线直到完成。
当搜索[001]SX线时,搜索可限制在一个非垂直的角度(例如,与垂直位置呈45度),以使得更多的水平行没有跟踪。跟踪Canny线时一个常见的现象是产生分支。这是Canny边缘检测的一个主要特征,因为其使得次要线被追踪并在所述图像上提供其与主要线的相交。为有效地跟踪给定线的每个分支,所述搜索算法可以跟踪拆分位置。然后该算法可以随着样品的最左边的分支直到其端部,然后通过每个分裂回到顶部。保存每条跟踪线的开始和结束点以供以后使用,而含有几个分支的起始点可以用最能代表所有的分裂的加权终点来表示。
在一些实施例中,可以突出显示所发现的每条显著线并在整个图像中跟踪。发现的线朝向枝晶的左侧,并且通常不贯穿整个枝晶长度延伸,而是通过利用了大量的跟踪的线,可以找到柱状生长的每个区域的普遍共识。图30b示出了图30A中给出的区域的已跟踪的单晶生长。蓝线表示使用Canny边缘检测和搜索算法发现的枝晶生长。各线起点和线终点可以保存供以后分析。
单晶合金中的回熔深度跟踪
在一些实施例中,跟踪在单晶合金,如CMSX-4的回熔深度的第一步,可以是基于枝晶的边缘数据创建一个热图,使得可以准确地找到细枝晶和粗枝晶之间的转换点。可以保存在现有的Canny边缘检测步骤中找到的每条线,例如开始和结束点,以供使用。可用布氏线算法或其它适当的算法来准确地以Canny步骤中保存的开始和结束点来重建直线。图32所示的线算法,使用了在两个点之间求出的斜率来跟踪该线在指定方向上前进时构建的误差量。当程序重建一条平缓线时,每个步骤将累积如式1中描述的误差。

从在Canny步骤中描述的初始位置开始,正在创建每个像素将在x方向前进,xi+1=xi+1。如式2所示,总误差也可以进行校正。然而,一旦误差超过0.5的阈值,产生的下一个点的Y坐标将增加1,yi+1=yi+1。然后该总误差将从其值减去1。
Ei+1=Ei+e (2)
在一些实施方式中,相同的程序可用于陡线,但误差项倒置且新创建的点的y值是递增的方向的。使用该程序可以用最少的计算时间创建近似于原始直线的线。也可以创建一个单独的函数,可用于在任何取向快速找到线,以便它可以在以后的程序中召回。
在一些实施方式中,在程序重新创建各线时,可为周围的像素添加一权重。例如,对以布氏(Bresenthal’s)算法创建的每个新产生的像素,位于陡线左侧和右侧的像素的值在热图上增加。一个像素的新强度值可以通过式3来确定,其中,σ为从所讨论的像素到刚刚创建的布氏像素的距离。

起始于一个实际线的强度值,该强度可与像素距离线的距离成正比地减小。在一些实施方式中,此权重可以在线外延长十个像素(或其它合适的距离)以使各薄枝晶间的间隙被部分填充。这可有利于线更好地表示样品的整个区域,使得主动轮廓稍后可用于跟踪回熔深度。在一些实施方式中,也可将少量的权重加入到各线的顶部和底部。额外权重使主动轮廓比强度从接近零(表示无单晶)很快地变化到一高值的情况可更好地符合所述单晶区域的边缘。一旦在热图上重建各线,就可以调用主动轮廓函数。
在一些实施方式中,如图33所示,热图可用作外力。在这种配置中,初始主动轮廓可以设置在沿着衬底的原始顶部位置,该顶部位置可以使用底部线及所述衬底的已知厚度来找到。通过将轮廓定位在原始衬底/粉末交互层,它通常将比其他任何位置更接近回熔深度。这减少运行时间,也减少了其路径中的局部最大值的量。如图34所示,主动轮廓能够在它穿过样品时绕过局部最大值。在图中所示的线的颜色表示主动轮廓的迭代步骤,以红色表示后面的步骤。
在一些实施例中,一个小的向上的力可施加在主动轮廓上,因为它是由热图的外力支配的。这可以使它能够更好地符合热地图上找到的较低点,并可以建立更接近于从未熔化到已处理的材料的实际过渡。包括一个向上的力的另一个原因是涉及样品中的融合不足的可能性,即其中所沉积的粉末未与与下面的衬底结合。在这些点上,会有在热图上发现很少或没有强度,使得该轮廓区域上升到略微高于上述衬底的顶部。这可以实现更好的对比度,其中虽然有一个很浅的深度和/或融合不足,但存在回熔深度。可在图35中看出轮廓的这一上升,并可以在以后的分析中在几个实例中使用。
在一些实施方式中,一旦轮廓达到一个位置不再移动的点,且该线的总能量保持恒定,或几乎如此,对于两个后续迭代,该主动轮廓可以被认为已经完成。当然,可以根据例如材料、条件和最终产品的规格来使用其他迭代。然后可以制得如图36所示的显示了其上绘有最终轮廓图像的最终输出。在一些实施例中,主动轮廓可以通过具有一系列如图中所示的具有特定的间隔的点来创建,而各点间的插入线是无法访问的。但是,对轮廓点使用布氏算法,可整合出表示整个图像上的回熔线的一条完整的线。
单晶合金中的详细枝晶跟踪
通常,根据样品所获得的关于新单晶沉积位置的大量信息,发现单晶合金如CMSX-4 中的回熔。对于各枝晶,此信息并不一定是精确需要的,因为使回熔可跟踪的是信息的数量。但是,当研究枝晶的取向角度和平均一次枝晶的平均主干宽度时,则需要更详细地分析应力较小但质量更好的枝晶跟踪。
在较早程序中使用枝晶的粗略分析的一个主要原因是由于二次枝晶的干扰。换句话说,来自一次枝晶的这些小垂直分支可在试图跟踪一次枝晶的位置时产生干扰。因此,在一些实施方式中,执行枝晶的具体跟踪的第一步是减少或消除二次枝晶的影响。要做到这一点,可以使用初始枝晶跟踪功能中发现的Canny边缘数据。使用与之前相同的程序以在各保存的边缘的起始点和结束点之间创建直线,该图像在靠近线的像素的方向上可以是稍微模糊的。
要做到这一点,围绕各线的区域可以以高斯函数即式4卷积,其中σ等于10。这个一维内核可以通过使用旋转矩阵即式5的线的角度来旋转。


最后围绕直线的所关注的区域可以使用式6进行旋转内核卷积。在此配置中,该卷积可在所讨论的线上的任何点的十个像素内执行。当然,这可以根据需要进行调整。这个程序对先前跟踪的各线重复进行,可以结合式中看到的求和项a和b解释为什么每个单独的线只影响它周围一个小区域。保持局部的每次模糊尝试以最大限度地减小来自较前部分的因枝晶跟踪差而造成的误差的扩展。
h(i,j)=∑∑g(a,b)f(i-a,j-b) (6)
因此,虽然初始枝晶跟踪不是高度精确的,但发现了各枝晶的大致方向,使模糊效应减弱次级臂。通过在此方向上的模糊,一次枝晶形状保持基本不受影响,且二次枝晶强度被减小,如图37B所示。
在一些实施例中,用各跟踪边缘模糊图像之后,然后该图像可以经过一个闭合操作,包括例如膨胀然后侵蚀。这可以去除低值异常值并可连接高强度区域,这可以有助于更好地突出各枝晶的主干。
在一些实施方式中,在基本枝晶分析过程中保存的canny边缘检测线可以再次被召回。在这种设置中,可用各线的起始点作为所述样品中的一次枝晶的一个可能的位置,从而使函数具有一个更精确的枝晶搜索。每个canny线的起始位置上可以种一个单点,其后可使用一个单独的程序。从该单点开始,可在热图上其周围的区域搜索保持最高强度的方向。在发现的方向上,可以在距离前面的点预定距离(例如,五个像素或大约15微米) 处创建一个新的点。这在创建线的角度现在称其为α确定之前可以迭代多次(例如,五次)。一旦确定了角度,未来的产生任何的点的方向将在角度的公差范围内,如方式7所示,其中,θ表示问题中所讨论的点和直线的起点之间的角度。
e-sin(|α-θ|) (7)
因为一次枝晶往往是直的特性,所以这是理想的。其结果是,角度的急剧变化表示出不同的枝晶或杂散颗粒的形成。因此,从canny边缘点创建线并限制它们的生长方向可以限制能够跟踪的枝晶的数目,但是这两种技术是都需要避免假阳性的可能性。图51描绘了使用覆盖有CMSX-4图像的详细分析的枝晶跟踪。
在一些实施例中,当高强度方向上的位置被发现,在创建一个新的点之前,强度水平可以与阈值比较。在这种情况下,阈值足够高,使得如果沿被检查的长度的单个像素接近零,那么它是不能接受的。这将阻止线在两个紧密排列的枝晶间跳跃,同时也最大限度地减少具有较低的平均像素密度的方向。在多个方向上,如果五个像素的强度和没有高于阈值,则线被终止。在一些实施方式中,可以检查该线的总长度来看它是否是足够长以致具有显著性。如果完成的线足够长,那么可以保存每个点供以后使用。
虽然线优选不在彼此的顶部形成且不与路径交叉,但整个图像中的每个Canny边缘的起点可以采用该程序。最终结果通常是几十到几百条与样品长度方向交叉的线,所述样品具有如下文图39所示的一次枝晶主干的精确跟踪。
在一些实施方式中,可使用每个精确枝晶跟踪的起始点和结束点来形成热图,随后是在寻找CMSX-4回熔线时使用程序。两者之间的区别在于各精确枝晶线趋向于比那些在回熔过程中发现的进一步影响像素。这是理想的,因为由于标准更严,其结果是线比以前更少。其结果是,他们必须覆盖更大的范围。此外,象素的强度和其相接近的实际线直接成正比,从而使新添加的值趋向于非常小
按照与发现CMSX-4的回熔深度时相同的准则后,可以沿着样品的顶部来建立主动轮廓。然后此线向下传播,直到达到如图40所示的在所跟踪的枝晶的顶部的SX终点。
当图像较小时,很难看到垂直单晶生长与等轴或取向错误部分之间的转变。其结果是,图41示出了在单晶向等轴转变处的SX终止线的近距离观察图,其显示非常接近于整个区域的实际终止点。在SX高度轮廓的最棘手的区域是大杂散颗粒的产生。在图41 中心附近可以看到一个小的杂散颗粒,尽管该尺寸不会引起任何不当的问题。但是,可以修改该系统以定位和跟踪图像的所有杂散颗粒。
然后,在一些实施方式中,可以确定每条沿沿x轴、样品的长度所形成的线的枝晶的角度,并且可以保存该角度以用于进一步分析。在一些实施方案中,只有跟踪的最长枝晶可以用于为此微观结构特征提供数据,以给出更准确的表征。然而,这些点通常终止于回熔线附近,因为其相对于衬底的角度是必要的。图42的简图示出了沿y轴的一次枝晶的角度和沿x轴示出的样品长度。
最后,在一些实施方式中,沿各线的整个长度可找到它们的一次枝晶主干的宽度。然后,先前创建的热图可以在x方向上进行区分,使得在先前的一个步骤中模糊的、从枝晶主干到二次生长的转变被突出显示。对线中生成的各点例如每五个像素,可以在点的左边和右边发现从主干到二次生长的转变。
为了有效地做到这一点,可以做一个假设,即图像中,中心枝晶主干区域被夹在其上或接近它。由于主干的中心区域跨许多像素,这个假设可以表示为式8和9。然后可以对所讨论的点的左侧和右侧进行搜索寻找具有一个一阶导数不等于零的像素。


在一般情况下,枝晶主干的内部、其边缘附件的值有小的变化且这已经考虑到效果之中。在一些实施方式中,当定位到一阶导数为非零值的像素后,它可以通过分析多个枝晶主干,检查一个大的阈值(例如20)。如果所讨论的像素在阈值以下,则最有可能不是主干的边缘且可以保存一个比所讨论的值还略大的值作为二次阈值。随着搜索的继续,如果所讨论的像素超过该第二阈值,则它可以被假定为主干的边缘。然后看在热图上该点的二阶导数可以判断终止点是在主干的左侧还是右侧。


在一些实施例中,搜索可从创建的轮廓向原点的左侧和右侧同时进行。如果在原点右侧进行搜索的结果是没有找到一个右侧的终端,则所找到的数据可被标记为容易出错,并且可以被排除在外。在一些实施方式中,同样的分析可在左侧进行。该检查可以帮助在操作过程中减少问题。
完成每个点的这一分析后,可以发现枝晶的平均值并相对于沿着样品长度的位置保存。图43使用精确枝晶的起始点和结束点绘制邻近一次枝晶主干的中心的直线,并以红线表示。在分枝处创建两条蓝线从而表示沿枝晶长度的平均宽度。
等轴合金中的回熔深度跟踪
不像CMSX-4和其他的单晶高温合金,等轴高温合金通常没有从衬底到重新熔化区(表示回熔线)的明确的过渡。例如,在此尺寸下参考图44时,很难看到回熔线在哪里贯穿整个长度。
因此,在一些实施方式中,可采取若干步骤,以通过观察在等轴合金,例如René-80中发现的、跨整个回熔线变化的小的特征,更好地实现图像中的转变点。在一些实施方式中,第一步骤可以是使用适当的内核(例如,11×11)来平均图像的各像素。这是可以做到的,因为所沉积的材料整体具有更精细的变化量,但它也倾向于强度比铸造部稍低。如图45所示,尽管一些地区仍然存在问题且进一步的处理必须在回熔线可以分离之前完成,但回熔线变得更为明显。
在一些实施例中,使用分离样品时发现的顶部和底部线沿着衬底的底部和样本的顶部搜索,可以确定两个区域的平均像素值。使用上、下值之间的一个强度值,减去来自于图像所给出的、通过使大多数的衬底为正,而新沉积区域为负的衬底与重熔区域间的强烈对比值。然后可在图像上使用一开始算法,以更好地连接单独的特征,并填补在高强度位置中发现的漏洞。在一些实施方案中,可使用零值阈值将图像转换为如图46所示的二进制图像。得到的图像使从衬底到已处理部的过渡以肉眼容易可见。
此数据图提供回熔深度上的一个良好对比度,但一些领域,特别是在图46所示的端部附近仍然缺乏表示过渡的值。例如,沿图像右侧的位于衬底内的蓝色区域,将导致主动轮廓将其视为仿佛其是新处理的部分的一个部分,呈假阳性。在衬底上的大的蓝色区域和新形成的部分上的蓝色区域之间的主要区别在于:衬底的区域始终靠近红色的岛状区。因此,使用这种理论,可进行一个附加步骤来评估每个像素与零像素的接近情况,图46中以红点显示。
在一些实施方式中,可用欧氏距离得到图像的距离变换。二进制图像的距离变换可以表示每个像素,或是三维像素,如果该矩阵为3-D或更大的话,按式12得到最接近非零像素的距离。其中,d(p,qk)项可以利用欧氏距离,即式13来找到原始像素p和位于图像 P内的电势像素(potential pixel)q之间的距离。可重复所列出的集合S中的所有点k并选择出最小路径。
t(p)=mink{d(p,qk):P(qk)=0∧1≤k≤S} (12)

如图47所示,提供了一个模板,表示每个像素与最近的非零像素的距离。
在一些实施方式中,相比距离映射图像更侧重二进制图像时,重叠两个图可提供样品在衬底和重熔部分之间的具体的过渡,同时最大限度地减少在二进制图像中发现的误差。如图48所示,可以在样品中找到一致性好的该回熔线,并通过包含二进制距离映射,主动轮廓可以绕过局部最小值的部分。
因为使用一个原始的、不变的图像很难看到回熔转变,更近距离观察可有助于带来更好的可视化效果。正如图49所示,图像上部的新处理的部分具有较大的强度变化量,这是用于寻找回熔的主要的点。
在一些实施例中,在寻找回熔深度时,主动轮廓最初在衬底的底部附近创建,然后向上传播。图50示出了从上方观察的可用来聚集溶液的主动轮廓步骤。特别说明的是,图像的右侧,问题区域所在的区域是之前所描述过的。可以看到,主动轮廓能够绕过局部最大面积。应当指出的是,如果使用欧氏距离从像素到高强度的像素创建的第二热图已被赋予较大的权重,则该区问题将更少。但是,这样做的一个意想不到的结果,是在回熔深度上过渡较轻。
裂缝和孔隙跟踪
当定位裂缝和孔隙时,所述图像的一个主要特征是在空腔中发现的强度值,因为它与周围酚醛树脂的强度密切相关。因此,基于该信息在图像上使用阈值,可以创建一个二进制图像,如图51所示。这可以形成一个接近理想的状态,其中从样品的主体上仅以红色显示的孔隙和裂缝是可识别的。
在一些实施方式中,使用一种算法跟踪二进制图象中的连接部件,可以分离出以上图像中显示为红色的每个部分的列表。基本上可以搜索图像的每个像素,每个或是一或是零。当发现表示一个裂缝或孔隙的一个零值象素时,可以使用泛洪算法。泛洪算法找到相同特征的所有连接点,本例是零值像素。从起始像素开始,可以研究每个相邻像素。如果被搜索的像素是所关注的值,则它可以被记录为泛洪部分的像素。对于每一个新的迭代,可以检查泛洪部分的每个相邻像素,直到不再发现更多的象素。对于每一个步骤,也可相应地重复搜索和整理新添加的像素。
然后,在一些实施方式中,可对每个列出的泛洪部分搜索多个标准来建立其相关性和类型。首先,例如可以确定部件的区域。接着,被跟踪的对象的主轴可被称为并用作在寻找理论面积时的圆的直径,以M表示半径。通过比较表示正圆的计算出的面积和所讨论的组件的实际面积,可以从孔隙中区分出裂纹。例如,裂纹往往有一个沿裂纹长度延伸的长主轴,这会产生大的理想的圆形区域。当将这个区域与实际裂缝区域相比时,该数与孔隙相比更趋向于零,所述孔隙的性质更圆、趋向与1。

为使用上述方法来更好地确定一个对象是一个孔隙还是一条裂纹,理想的是探查一些样品的形状。图52描绘了一组测试对象。从图中可以看出,有一介于圆形和条形之间的形状对比。但是,在一些实例中,两者之间的区分也可能是一个问题。其结果是,一个将使问题形状易于观察的系统被引入到程序中。用这种方式,在搜索时,所讨论的形状将已确定为裂缝或孔隙。在这一点上,对实验者来说需要改变形状所在的列表是一件简单的事情,如果需要采取纠正措施的话。
在一些实施例中,在检查出图像中找到的每个部件的圆度后,如图53所示,最后的结果可以列表供以后使用并在原始图像上示出。在最终输出图像中,所有的孔隙用红色突出显示,裂缝以蓝色突出显示,有问题的形状以绿色表示。如图所示,有问题的形状的数量是相对于样品中的孔隙和裂纹的总数量非常低,通常接近零。但彩色系统仍能够使操作快速且容易目测。
现有技术系统所公开的孔隙和裂纹跟踪程序是它不仅识别孔隙和裂纹,同时还可以跟踪他们是在何处与回熔线相关。这可以分离在该材料的铸造部和新形成的沉积物中发现的特征,其对发展SLE工艺有更大的意义。
数据保留
因为每个样品是用所有上述的微观结构识别程序来分析的,所以数据优选组织并保存以备后用。一些数据是在单一值的形式,例如所讨论的用于样品的激光功率等级,而另一些则是数千单元格长的矢量。其结果是,通过样品来编组信息的任何尝试都优选能包含这些不同的类型。
在一些实施方式中,可以在Matlab或类似的程序中使用可容纳各种字段和数据的结构数组,以保存该信息。用这种方式,合金如CMSX-4和René-80可以各自具有它们自己的结构数组,以包含所分析的每个样品的所有的信息。作为被研究的一个新样品,可将一个新结构添加到该特定样品的结构数组中。这使得在随后的实验中被添加的样品数量添不断增加。表2示出了与所讨论的样品CMSX-4和Rene-80的各自结构信息相关的典型字段。
表2:CMSX-4和Rene-80保持的微观结构信息

数据分析
可用几种方法解释在微观结构研究阶段所收集的信息,首先是为更好地使特征可视化。过去,当在视觉上比较不同的样品,试图找到微观结构特征和SLE设置之间的关系时,唯一的方法是将图像打印到计算机的纸张并将它们并排摆放。但是,使用保存在 Matlab结构中的信息,现在可绘制信息,并且如果需要的话可在相同的图上覆盖多行条线。实际上,任何连续特征如回熔深度或沉积高度,都可以绘制为线以对比这些特征。虽然可以绘制许多样品,但一些比较具有比其他有更大的意义。例如,通过绘制在它们之间只有一个SLE参数,如激光功率改变的样品,具有所示特征的一阶交互作用可以更好地在视觉上进行比较。图54示出了两个样品的对比曲线图,其中唯一变化的设置是激光功率。如图所示,突出显示的是对回熔深度上具有最大的意义的能量设置。
在一些实施例中,为了节省时间和精力,可以创建一个功能来彻底搜索具有相同材料 (例如,CMSX-4或René-80)的所有样品,从而找到单一参数被改变的所有样品组。然后可以为每个组创建如上所示的、可表现每一个特征的意义的图。这可以使相关信息被传递给实验者,例如为单个参数变化引起的低阶效果观察带来更大机会。
某些特征不能简单地被绘制为单线,且以最好地表示出它们的发生的方式来表示。例如,对于孔隙和裂纹特征检测,输出可以是沿着样品的每一个细孔和裂纹的列表。用这种方式,增量图可以是使信息可视化的有利方式。图55a-55b显示了由同一样品创建的两个图,每个峰值表明一个孔隙或一条裂纹。这些图也可以具有不同样品的彼此覆盖以使不同的样品之间进行比较。这可以很好地表示孔隙和裂纹的频率,同时也指出了他们的所在之处。也可以很容易将各总量制成表格以便给用户提供一个比较不同样本的单一值。
在其他实施方式中,可跟踪的另一种独特的特征是:与下面的衬底的枝晶角度相比,在新形成的材料中的一次枝晶的角度。所跟踪的各枝晶的位置可以沿着该位置的枝晶的角度保存在结构数组中。如图56所示,输出x轴为样品长度且y轴为枝晶角度的曲线图可以对整个个体样品提供枝晶角度的可视化。另外,也可为于各样品的角度数据绘制一个线性或二次拟合线,从而提供微观结构特征的更简单的解释。
最后,在一些实施例中,各种微观结构特征可以进行数据拟合以找到最适合所讨论特征的参数的方程式。例如,可以使用两个不同的步骤,即窗口类型和拟合类型来做到这一点。每个样品可具有跟踪特征窗口化为较小子集以进行分析的信息。它可以作为例如一个单一窗口启动,其中包括了整个样品,然后可以增加到彼此大小相等的两个、三个和四个窗口。
然后可找到每个窗口的数据拟合方程。例如,当寻找该拟合时,可以尝试一个线性方程,随后是二次,最后是结合如(功率)×(扫描速度)的效果的组合方程。然后,在一些实施方式中,可检查每个数据拟合方程的单一窗口的准确度并可以保存最佳选择。在对一个单一样品中的每个窗口作此尝试之后,可以发现并保存所有最佳数据拟合方程的精确度。然后比较每个窗口的尺寸的整体拟合以找到可提供最精确表示的方程式。
在一些实施方式中,一旦找到一个样品的理想数据拟合方程式,就可以确定方程式的个数(基于最佳窗口大小)并且可以检查每个方程式常数的数目。当执行搜索数据拟合方程的最佳类型时可使用所有的相关项,所以在尝试二次方程时每个参数可以具有一个线性的平方项以简化搜索。在这一点上,当只有少数方程式需要检查时,可搜索方程式中每项的重要性。
对于具有一组完整的数据拟合方程的每个样本,可以计算一组预测点以及它们的不确定性的程度。使用这些预测的组合,可以创建一个全局地图,其在程序地图上示出了日后试验所关注的区域。在一些实施例中,可在程序图的两个区域中进行搜索:(1)在高度确定性位置搜索每个预测以及(2)在区域搜索介质确定性。高度确定性表示很好的探索的位置,并带给预测值可以高可信度。另一方面,介质确定性预测是指那些略微延伸超出测试区域。然后可为每个确定性类型找到最佳预测的并进行比较。
例如,如果最佳点位于介质确定性区域,则可能需要对程序地图进行进一步探讨。其结果是,可以在发现最佳点的区域中创建一个部分因子DOE。但是,如果最佳点定位于高确定性区域,则很可能不再需要进一步探索。取而代之的是可以完成一响应面DOE,以提供所讨论区域的详细分析。
二次枝晶臂间距跟踪
在一些实施方案中,该系统可用于跟踪在单晶沉积中发现的二次枝晶臂。二次枝晶臂间距受材料固化时的冷却速率影响。其结果是,知道它在处理过程中或在不同样品之间如何变化可更深入地了解熔池在操作期间是如何工作的。例如,可以使用一次枝晶主干宽度信息来跟踪次级臂。换言之,知道主干在何处结束及次级臂在何处开始,意味着可以刚好进行一个超出跟踪部分的搜索。以这种方式,用以更好地例示修改一次枝晶臂的过程代之以突出显示次级臂。模糊垂直于一次枝晶角度的方向,例如可以提供更清晰的次级臂的图像,同时降低一次枝晶。
杂散晶粒跟踪
例如,在CMSX-4的样品,跟踪杂散晶粒的形成(既它们的位置和大小)是有益的。杂散晶粒的数目在制造过程中优选达最低限制,因此对于进一步深入了解它们是如何创建,证实是有益的。杂散晶粒结构已经是Ni基超合金焊接技术的共同区域,并持续得到大量的工业上的研究。
大多数主要杂散晶粒可以通过研究不包含所跟踪的一次枝晶的单晶区内的区域来发现。例如,不使用一个程序来找到接近垂直方向的角度,而是采取以几个其它的角度进行搜寻的步骤。以不规则的角度对这些区域检查初级枝晶与单晶区整体比较,可以指示杂散颗粒。另一种技术利用许多杂散晶粒在回熔线形成的事实。这提供了一个探索主要杂散颗粒更小的区域,并且可简化这个过程。
进一步测试
上面详述的数据分析和拟合操作基本上利用目前CMSX-4和Rene-80零件所有的可用的信息。因此,在一些实施方式中,改进的分析和进一步的关系可以通过增加各材料的试验次数、运行微观结构研究程序、以及执行其它组数据的拟合运行来找到。上面讨论的系统使未来的试验可以很容易地包含在当前信息中以提供一种容易扩展的数据组。
空隙缓解
例如,当研究René-80中找到的空隙时,激光功率、扫描速度或重复、以及所得的空隙之间没有找到相关性。由于空隙的主要原因通常是熔池中的杂质导致再固化不佳,所以可以进行一系列的实验,以减少空隙形成。例如,以应用数据拟合程序,通过跟踪粉末如何制备并装到基板上,以及在腔室中的操作条件。
其它DOE实验
今后改进的另一个方面是在程序的DOE部分。目前该方法提供了两种类型的实验设置:部分因子或响应面法。当涉及到探索和映射一程序时,这两种类型提供最重要的设计,但可以应用其他步骤。在某些情况下,可以使用其它类型的DOE,如田口L9,一种设计用于三级因子类型的部分因子DOE。该系统还可以使用一种改进的部分因子生成器。例如,给系统被旋转能力以提供更多的有用信息,而最大限度地正交到全局数据是一个例子。
SLE处理的反馈控制
在增材制造领域,对于增材制造过程中所高度关注的区域已经有针对性地增加实时反馈控制,因为过去在该领域所做的研究相对缺乏以及恰当的控制对通过叠层工艺制造的零件的质量的潜在的影响。因此,在一些实施方式中,该系统可以包括一个实时反馈控制系统来控制SLE处理和实现更高的重复性、更好的均匀性、以及功能梯度的微观结构。
如上所讨论的,可使用SLE的开环控制或其他相关技术来开发创建高品质沉积物用的程序图。但是,开发程序图时,顾虑之一是它可能是一个昂贵和费时的过程,尤其是在使用特殊材料,如那些用于生产高温涡轮机部件时。此外,当前的增材制造工艺都无法解释处理过程中的干扰或异常,可能导致可重复性的问题。但是,当生产包含数百层或数千的多层部件时,确保有在任何层中都没有夹杂物或有问题的团迹是非常重要的。零件中的任何缺陷将很可能使它被认为不能适用于高性能的应用,如涡轮发动机的热部。
另一方面,SLE处理的实时反馈控制可以提高该处理的可重复性,并且使微观结构的控制比开环控制更严格,同时降低了开发适当的参数之前所需的样本数。实时反馈控制可以解决在SLE处理的进一步开发中的一个主要需求,通过其在处理过程中对几何形状或扰动的强烈变化,能制造规定的功能梯度的微观结构的多层部件。
在一些实施例中,这些控制方案能追踪通过为SLE开发的一个复杂的离线模型而生成的预定义温度轮廓。图57示出了目前开发的、用于模型SLE过程的、基于物理学的离线模型5700的示意图。该系统可以包括微观结构预测5755和应力分析5770。在一些实施例中,系统5700可包括涉及零件属性(即,修理或制造的对象)的零件模块5790和系统模块5795。
零件模块5790可以包括属性5705和作为输入的扫描参数5710,并且可以跟踪许多工艺参数,包括但不限于热传导5715、边界约定5720、熔化和再固化5725、辐射5730、共轭传热5735、流体对流5740和马拉高尼效应5750。这些元素可以作为给微观结构预测 5755和应力分析5770的输入。
另一方面,该系统模块5795可包括烧结模型5775,粉末床辐射5780以及可以输入到系统中的衬底温度分布5785。该系统模块5795也可以接收桑德数据库5760和扫描参数5765作为输入。该系统模块5795可向微观结构预测5755和应力分析5770提供额外的输入。
在一些实施方式中,SLE处理的全面的基于物理学的模型可以是一个涉及到例如但不限于,热传递、流体流动和固化特性的组合计算流体力学和有限体积分析的模型。该模型可用于开发在特定操作参数下产生何种微观结构的预测,以及创建所需的特定结构特征将需要哪些操作参数的预测。这种综合模式的利用,将实时控制方案的发展与这个模型离线开发的参数和温度场相结合,可以通过SLE处理而生产具有功能梯度微观结构的异构多功能组件。
图58a示出了用于SLE处理的实时控制方案所涉及的组件的示意图。系统5800可包括,例如但不限于多物理或其它合适的模拟5805和包括计算机5810a与代码5810b、功率调制器5815、激光器5820以及一个或多个振镜5835的控制系统5810。该控制系统的关键部分是由热成像相机5825提供的温度反馈数据、由DAQ板提供的激光功率控制 5815、以及在与该系统连结的控制计算机5810a上执行的过程控制软件5810b。在一些实施例中,系统5800还可以包括一个视频显微镜。
示例性控制系统的更详细的视图如图58b所示。该系统可包括以下一个或多个组件类型:(1)硬件传感器(例如热成像相机、机器视觉检查照相机、X射线检查相机和熔池视频显微镜);(2)硬件驱动器(例如双光束激光扫描、光纤激光器、粉末打印机和纳米材料打印机);(3)硬件传感器和驱动器(如腔室内环境控制);(4)计算硬件和软件(如基于体素的3-D CAD模块和基于建模的“预测建设质量”模块);以及(5)处理控制系统。图58b中心的处理控制系统本身可包括于一个或多个以下模块:(i)“证明你所构建”模块,涉及来自各种硬件传感器的实时信号的采集和处理;(ii)实时控制模块,涉及激光加工、激光扫描和腔室气氛的控制参数;(iii)2-D切片等级几何形状和材料分配模块;以及(iv)材料打印模块。当然,本文也设想到可以使用另外的和/或不同的组件。
在一些实施方式中,来自热成像相机的温度测量可提供将如下述用于实施的、基于模型的实时自适应控制方案中的反馈。激光加工区的温度分布的闭环实时反馈控制可根据来自观察该激光加工区的热成像仪的温度测量,通过对激光功率、扫描速度以及熔化和热处理的束焦斑尺寸的实时调节来实现。除了热成像相机外,机器视觉检查和X射线检查相机可以用于提供关于构建层的质量的反馈。
此外,可通过视频显微镜进行熔融处理区域的实时可视化。这将提供感应流体在熔体中流动的和熔池固化的形状的重要反馈。下面更详细地描述使用来自这些传感器的反馈对即时缺陷检测和修复执行实时叠层检查的方案。当然,所示组件旨在说明性的,其它配置也是可能的。
传感器开发
为开发在SLE处理中使用的反馈控制算法,需要一个在处理中测量熔池的大小、形状和平均温度的方法。使用来自热成像照相机以60FPS的速率捕获的数据,可以探讨几种用于检测SLE处理期间熔池的策略。第一种策略涉及使用一个Canny边缘检测算法而第二种策略涉及基于连通区域标记方法的扫描线。但是,为了正确检测熔池,需要将热成像仪设置为未熔融的粉末不会遮挡熔池的视角,如图59所示。如果成像仪角度的视角被熔融的粉末块遮蔽,则一般会测量到不准确的熔池表面温度。
Canny边缘检测算法
Canny边缘检测算法包括几个步骤,图60(1)-(6)示出其示意图。第一组操作是在Canny边缘检测和连通区域标记算法二者之间是通用的。第一步是要导入图像,并且将其转换成灰度图像,如果其尚不是灰度图像的话。然后可以向图像施加高斯模糊以滤除任何低量级的噪声。然后可以使用二进制阈值操作将灰度图像转换为黑白图像。然后可将超过熔池温度(或其他所关注的温度)的值转换为白色,并将低于熔池温度的值转换为黑色。这是隔离图像中的熔池,并创建一个清楚的“团迹”的主要操作。
下一组步骤执行Canny算法。首先,可应用Sobel算子来近似图像梯度和分离图像中检测出的高频区域或边界。该Sobel算子如方程式15所示:


其中A是源图像,*表示二维卷积运算,而Gx和Gy是具有水平和垂直导数近似值的两个图像。然后水平和垂直导数近似值可使用方程式18组合成一个近似总梯度G。

然后在每个点的梯度方向Θ可以使用方程式17来计算。

在一些实施方式中,然后可以使用所计算出的图像梯度数据运行非最大抑制算法,搜索整个图像并确定各点的梯度是否是在梯度方向是局部最大的。该算法可分离图像中物体的边界作为一组边缘点。随后,非最大算法可以检查每一个点并通过比较梯度方向Θ的梯度值和在该点处的垂直方向上的梯度值来确定所述梯度是否为最大。在一些实施方式中,如果该点处在方向Θ的梯度值更大,那么它可以被标记为一个局部极大点。
一旦计算出一组边缘点,可以通过这些点使用,例如迟滞阈值跟踪该边缘。在高强度梯度区域内的点可以使用,例如概述了大多数具有相对低的不确定性的团迹的高梯度阈值连接到最近点。然后可使用一个高不确定性低梯度阈值填充概述中的任何空白。一旦形成一个完整的轮廓,可围绕对象形成一个矩形边框并在原始图像上用作掩模。然后可以计算该掩模内侧的平均原始图像值并将其转换为要在实时控制方案中使用的平均温度测量。
实施例
几个试验处理应用中运行的Canny边缘检测算法,并发现其在现代的英特尔酷睿2的 640×480像素的热图像具有一个在100-150ms量级的计算时间。这个计算时间使热成像仪的可用率从50-60FPS降低到大约30FPS。虽然热成像仪通常以30FPS的有限的速率用在实时控制算法中,但Canny边缘检测算法使用相对大量的CPU资源并限制了可用在实时控制器本身的可用计算能力。因此,在一些实施方式中,由于这些限制,可以使用如下所述的更有效的团迹检测算法。
连接轮廓标记算法
在线性时间中操作第二个团迹检测算法,该算法基于常、陈、陆和林安的文献1。该算法通过在图像上从左至右对每一行从上到下发送扫描线或光线来操作。当一个扫描线与对象相交,则围绕对象追踪轮廓并且标记该对象。图61示出这种算法的示意图。
此连通区域标记算法可以专门针对二进制图像上的操作,并因此可以在上述讨论的二进制阈值化图像上用来分离熔池。换句话说,一旦提供一个二进制图象,该算法以四个主要步骤进行操作以形成一准确定位熔池的类似图像。图61a示出了一点,在其上一个扫描线在点A首次遇到白色目标,并随后围绕目标跟踪直到再次到达点A。轮廓追踪操作如图62所示。
在一些实施方式中,所述轮廓追踪算法可在点S开始和可将随后的点标记为T。然后,它可以前进到点T并标记下一点U等等。该算法直到两个条件成立:(1)当前点再次是S,和(2)的下一点再次是T才完成。例如,在图62中,跟踪的轮廓是 STUTSVWS。一个团迹成分具有额外的复杂性,其中(1)不具有要历遍的一个单独的条带,(2)内部和外部的边界必须另外识别。内部和外部的点的识别可以如图63和64所示来完成。
图63a-63b示出了可如何索引围绕一个点P的点。当在点P开始标记新轮廓,该轮廓上的下一点可以首先在索引7检查到。这是因为它是从以前的扫描线已知的,该扫描线中 P以上的点在要标识的团迹的外侧。如果团迹内未发现点7,则可以围绕P以顺时针顺序检查点,直到发现下一个点。如果P周围没有发现点,则P是一个孤立团迹。图63b示出了其中已在索引3中发现一个先前轮廓点的情况,在这种情况下,寻找下一个像素的初始位置可以被设置为索引5(因为索引4一定已经探索了)。当已历遍该轮廓时,如图64 标记像素。然后可以通过标记Δ的象素来表示最终轮廓。该算法还能够找到内部成分,但在SLE过程中,熔融池通常是一个单一的固体组分或团迹。任何内部成分可以用图61 (即,61b-61d)中的最后三个步骤进行标记。该算法可以被设置为只访问每个像素一个有限的时间并以线性时间运行。
此连通区域标记系统是非常有效的且能检测熔池并计算在约为5-10ms的时间内的不平均熔池温度,其并不限制热成像仪的帧速率。此外,计算时间是稳定的,并且不需要过多的CPU资源。这留下可供实时控制方案利用的充足的处理能力。由于其在Canny算子上的改进的性能,该第二连通区域标记算法可用于如以下所讨论的实时控制试验中。所检测的熔池的示意图如图65所示,具有垂直于运动方向的主轴。可迅速计算出检测到的成分的大小、偏心率和平均温度。
设定允许检测不同的等温线的二进制阈值还能够提供可用于另外的控制方案中的信息。连通区域标记算法中的一个电流限制是当在熔池前建立起熔融的粉末颗粒的显著堆积而未落入熔池时的熔池的虚假延伸。当激光功率太低时信号中产生噪声的本源,导致如上所述的熔池不稳定,以及稍后在系统的系统识别部分。图66a和66b显示粉末落入熔池前方的对比图像。
如图所示,熔融粉末块在熔池前部积累,造成所检测的熔池大小显著扩大,从而导致在所记录的温度信号的附加噪声。由于在建立的熔块最后落入熔池在熔池前部留下少量粉末后发生的周期性粉末缺乏,这种熔池不稳定也常能导致非均匀的沉积。
模型开发&系统识别
SLE处理的简化动力学热模型可用于控制方案的计算仿真以及作为MRAC控制方案的基础。简化动力学模型的开发是基于如图67所示的该系统的一个集总电容模型。
Q输入是代表输入激光功率的电流源,T熔池,T基板和T环境分别代表熔池、衬底基板和环境气氛的温度,R熔池-环境或R1A为环境气氛和熔池间的热阻,Rmeltbase或R12表示熔池和衬底基材间的热阻,R衬底基板或R2A是衬底基板和周围气氛间的热阻,且C熔池或C1以及Cbase或C2分别表示熔池和衬底基材的热容。使用这种热模型,可开发以下的传递函数:


其中X(s)是衬底温度。结合这些方程式得到:

简化给出了涉及输入激光功率的最终传递函数U(s)到输出熔池温度Y(s):

可以看出这个传递函数是系统的二阶表示,具有一个零点和两个极点以及表示熔池的温度的输出。使用在文献中的任何标准技术可以将这种连续时间模型转化成离散时间的z 域表示,但改造后它将继续保持相同的阶数2。现有文献中关于类似焊接方法的合理控制还表明,可以用一个二阶系统来描述焊接操作期间的加热和冷却。但是,由于难以确定在加工过程中看到的电容和电阻的精确值,所以可以用一个灰色框的方法来确定用于模拟目的的传递函数的参数。在此二阶模型的基础上,可以运行一组系统识别实验以确定该简化模型的参数。
如图68所示,可以使用一系列步骤输入在时域中进行系统识别。二阶系统模型的识别可以通过下述方式完成:分析激光功率输入步骤中的温度响应,并利用Ljung所描述的具有外部(ARX)输入模拟算法的自回归模型来确定模型匹配输入到输出数据3。图68 示出了输入步骤中所使用的输入电压和输出温度的测量。
如图所示,测得的温度数据表明当激光功率下降到一个较低的值时该信号变得嘈杂。这个信号噪声是由于低激光功率造成的熔池不稳定化。换句话说,当激光功率太低时,则熔池变得不连续并且没有充分从前面收集粉末,造成在熔块堆积。然后这些颗粒可通过热成像仪看到并且可通过连通区域标记算法作为熔池检测的一部分,导致所检测熔池的尺寸和温度发生显著变化,因为熔融粉末块累积,然后落入熔池中。
为避免由于熔池不连续性而引起的噪声,对所有的对照试验设置2V(或约200W)的控制饱和极限下限。此外,通过振镜扫描器的内部的反射镜固有的限制设置6V(或约600W)的饱和极限上限——即高于该阈值时,存在损坏扫描器窗口或反射镜涂层的危险。
此外,可以在温度响应中看到几个急速下降。这九个下降各自表示没有检测到熔池时的时间步骤,引起的原因可能火焰、浓烟过多或其他异常对热成像仪的视角的阻挡。为了缓解任何丢帧的问题和去除多余的噪音,可以在控制方案中执行一个短的有限脉冲响应(FIR)移动平均滤波器。方程式22中列出从图68a-68b中的ARX模型的步骤反应得到的传递函数,其具有一个延时单元。在这个传递函数的响应和阶跃响应的一部分之间的比较彼此对应标绘在图69中。

这个传递函数模型可以用于通过仿真发展控制方案,并能提供实验过程中要使用的PID增益。此阶跃响应所产生的另一个重要结果是一个朝向各步骤结束的温度上升的指示。该上升是由于扫描过程在衬底的热累积,并且它可以导致在扫描期间的处理的热传递特性的显著变化。
实时控制方案
本发明的实施方式还可以包括两种控制方案,一个是传统的PID控制方案而另一个是模型参考自适应控制(MRAC)方案。表10示出了控制输入端、反馈信号、潜在的干扰以及噪声源的概要。
表10:控制参数和信号的概要

在一些实施方式中,该系统可被视为一个单输入单输出(SISO)系统,以激光功率作为唯一的可控输入并以平均熔池温度作为唯一的系统输出。本发明的实施例可以利用反馈信号的更多的可控输入。通常,由于性能的限制,PID控制不能单独提供足够的控制,虽然这某种程度上依赖于设置。因此,在一些实施方案中,可以实施简化的MRAC控制方案。两个控制方案都可以在离散时域中操作——即受热成像传感器的60赫兹的限制。
PID控制
PID控制方案的示意图如图70所示。考虑到系统中的信号中的噪声,可减小导数项以减小由高度波动噪音造成的刺激的极限量。然后可以如下方式开展,以离散PID控制器的一般传递函数形式开始,比例、积分和微分增益分别为Kp,Ki和Kd:


取



得
U[z]=z-1U[z]+aE[z]+bz-1E[z]+cz-2E[z] (28)
u[k]=u[k-1]+ae[k]+be[k-1]+ce[k-2] (29)
以这种形式,u取当前时间步长,u[k]仅由在先输入u[k-1]、电流误差e[k]和可以在控制软件中容易实现的两个在先误差e[k-1]和e[k-2]决定。也可以被修改控制信号以增加饱和限值2伏到7伏。2伏的下限值一般保持足够的输入功率以形成连续和稳定的熔池,而7伏的上限值防止当输入激光功率太高时导致振镜扫描器损坏。可以使用该识别系统模型上的一个合适的软件包(例如MATLAB的PID调谐器工具)得到PI控制方案的增益。图71示出了开发的控制器的阶跃响应。
在实践中,可以基于所识别的系统模型选择用于该控制器的增益。在实验中,虽然增益在要控制实际过程的控制器增益的适当的范围内,但所选择的增益导致次优的响应。这在所识别的系统并不完全与实际系统相匹配时可能出现。如下面所讨论的,本文中开发的 PI控制器正确跟踪几个不同的温度的基准熔池温度,但性能需要另行调整。但是,可以使用第二自适应控制算法,来避免需要调整PID增益以获得最佳性能的显著的时间和材料投入。
自适应控制方案
由于需要调整上述PID控制器的实验数量相对较高,且在某些情况下性能相对较差,本发明的实施例还可以包括基于模型参考自适应控制(MRAC)方案的第二控制器。所选择的MRAC的具体形式是“领先一步自适应控制方案”(OSAAC)。图72是所述 OSAAC方案的示意图。
在一些实施例,所使用的OSAAC方案基本上是通用模型参考自适应控制器的一种特殊情况,可以实现完美追踪,并且可以在提前已知系统中的延时d及已知参考输入超过d时间步骤时用在离散时间系统中。在SLE处理的实时控制的情况下,可使用鲁棒离线模型在实验前确定基准温度。
这样,可得到用于加工过程中的完整的基准温度分布。由于这些原因,可将一步自适应控制器用在SLE处理中。在一些实施例中,这可以提控制器的模型参考自适应族的改进控制。该OSAAC方案是常规的直接MRAC方案的理想形式,其中参考模型的极点取为零。在离散的时间,这代表了最快速稳定的响应。
在一些实施例中,控制器可改进系统的输出Yp放在如式30所示的参数模型的形式中,其中,所述参数模型具有未知参数向量θp,且含有一系列已知值的向量 p。
p。
yp(k)=θTφp(k-n*) (30)
在一些实施例中,更简单的领先一步的控制方案的发展可以通过采取设备开始,在这种情况下是二阶SLE处理模型,并使其变成离散的自回归移动平均形式(DARMA)4。然后,可以改变该领先一步的控制方案,以适应纳入未知设备参数。在一些实施例中,领先一步控制器的发展可以开始如下,给定设备Yp:

其中: Rp(z)=zn+an-1zn-1+...+a1z+a0
Rp(z)=zn+an-1zn-1+...+a1z+a0
以及n>m.以q-1=z-1为我们限定的位移算子


其中: 以及n*=n-m设备的相对次数
以及n*=n-m设备的相对次数
利用设置关系,所述设备可以DARMA模型表示:

然后其可以放入如下预估形式:
yp(k+n*)=α(q-1yp(k))+β(q-1)up(k) (35)
其中

α(q-1)=α0+α1q-1+...+αn-1q-n+1 (37)
并且

是满足方程的唯一多项式

其系数被计算为:
f0=1 (40)


其中对于j<0有aj=0。
采用来自上述的预估形式,可以构造参数模型:

其中
φp(k)=[yp(k),yp(k-1),...,yp(k-n+1),up(k),up(k-1),...,up(k-n+1)]T (44)
对已知设备参数,则参数向量θ(k)为:
θ*=[α0,α1,...,αn-1,bm,β1,...,βn-1]T (45)
采用该预估形式,控制律up(k)可以驱动该设备的输出Yp(k)跟踪基准信号Ym(k)的目标来进行开发:
β(q-1)up(k)=ym(k+n*)-α(q-1)yp(k) (46)
这将产生控制律:

其中

选择此控制律,结果是n个时间步骤后的完美跟踪:
yp(k+n*)=ym(k+n*) (49)
这种控制形式可以对未知设备参数的适应性进行如下修改:

其中


可以添加常数项λ>0以权衡以前的输入up(k-1)的影响,这可限制控制效果的过量,否则在试图驱动该系统以完善跟踪时可能会产生过量。参数向量是:

然后可以使用几种算法包括梯度、投影或最小二乘算法中的一种估算参数向量。在一些实施例,可以用一个梯度算法,产生以下更新方程式:




其中,γ可以是选定常数自适应增益向量。使用这些更新的方程和在公式50中的加权自适应控制法,该OSAAC方案可在C#软件中施行,其具有表示SLE处理用的模拟传递函数的单个零和两极点的未知参数向量。可用合适的数值程序(例如,Math.net数字包),以有效地实施更新算法的计算中所需的线性代数运算和控制输入信号5。
采样率
在一些实施例中,要使用的控制系统的采样率可通过使用若干如图73所示的伪随机二进制信号的输入来确定并调整。
当使用较高频率的伪随机信号,例如一个约30Hz的伪随机信号,所得到的沉积物的质量可以是某种程度上独立的信号。在高频率下,沉积的材料看起来好像它已经以所述伪随机信号中两个极端值的平均值来进行沉积。图74a-74c示出了以不同频率的伪随机信号运行的样品,表明高频率运行的结果是在所述信号的平均功率下产生一个更均匀的沉积。
出于这个原因,可用一个大约为30Hz的信号作为热成像仪和控制系统的采样周期。在此频率下,该系统创建足够高的带宽以使沉积质量极限可通过SLE实现达到饱和,但又足够低以允许控制计算机上的间接空间来检测熔池和算法产生所述输入控制信号。
实验结果
用对照试验来确定通过使用热成像相机和调制激光功率来控制SLE处理的熔池温度是否可行。这样,初始扫描速度和重复扫描数字在值上固定,产生了在René-80上运行之前的如上所述的开环DoE分析而带来的一组良好的结果。在这种情况下,扫描速度设定为450mm/sec且形成熔池的重复扫描也设定在450mm/sec。在所有试验中,允许在 450W的功率下完成重复扫描,并且在打开控制器前形成熔池。热成像仪的较低温度范围内的限制,阻止了重复扫描时的反馈控制。在一些实施例中,执行支持一个较低的温度范围的热成像仪也将使重复扫描可以精确反馈控制。
使用PI控制器尝试第一组的反馈控制试验。这些试验的两种结果如图75a-c和图76a-c所示。所图所示,所选择的PI增益能够跟踪两种情况下的设定基准温度,但是第二次试验显示出由模拟选出的PI增益的非常慢的响应和高平均误差。在第二次试验的情况下,稳定时间约为12秒。由于本文中在前面应用到识别模型的PI控制器的模拟响应,这个稳定时间在某种程度上是可以预期的。PI增益的其它更积极的调整可能会提高性能,但确定这些PID增益可能需要大量的试验。
模拟的PI控制器还表明:使用PI控制器的此系统难以确定导致快速响应、低过冲以及短稳定时间的适当的增益。选中用于执行控制器的增益,是因为它们在这些指标之间均显示良好交替互换。即使在这种理想化的模拟控制器的情况下,当考虑在30秒内完成一个完整的样品的处理时,该稳定时间是相对不可接受的。由于每个实验试验成本高,对自适应控制方案进行了探讨。
在自适应控制方案试验前,可以确定的是,过去发生的扫描窗口损坏的几个实例是由于在加工过程中烟雾积聚在窗口上。为了避免额外的停机时间,如图77所示,在自适应反馈试验的实验继续之前实施一个排烟系统。
在与这个排烟系统相关的熔池上形成的其它的对流气流,引起可以通过SLE产生的沉积的质量的显著改变。图78示出了以上面所讨论的先前确定的理想加工参数进行的开环沉积的一个例子,但使用了排烟机。该样品的处理过程中在所检测的平均熔池温度中还发现了一种类似波动,如图79所示。尽管发现在开环试验期间使用排烟存在问题,但仍然执行闭环自适应控制试验并使用排烟机,以防止更多的扫描仪损伤。
采用自适应控制方案时,控制器参数比较容易确定。为最初确定用于设备参数的初始条件,加权项设定为一个小值,以使自适应算法由于激光功率输入的显著激发快速聚集到恰当的操作点附近的值并形成的系统温度输出。这个初始识别实验后,如图80所示,自适应参数的端值被设定为用于以后的实验的初始值。使用这种策略,控制器参数可以最小数目的实验来确定。为自适应试验运行,仅使用三个试验就完成初始参数辨识。
几次试验在René-80上以OSAAC方案运行,以确定改变温度曲线是否对沉积的高度或均匀性产生任何影响。图81和82显示出恒定的基准温度下的运行结果。如图所示,即使具有排烟机,得到的沉积物也显示出显著的均匀性。这种均匀性在上面所讨论的类似开环试验中没有看到。使用SLE处理多层沉积时,这个水平的沉积层的均匀度是理想的,因为在沉积高度上的重大变化将显著影响材料的后续层的沉积。图83和84显示出以 1650℃的更高的恒定基准温度运行的结果。
1650℃的较高的恒定基准温度再次生产出厚度超过较低的基准温度试验约200微米的高均匀性沉积。图85示出了以基准温度线性倾斜下降的运行结果。温度曲线很好的遵循基准温度的倾斜下降,使平均误差降低。虽然沉积高度并不像在恒定温度的情况那样均匀,但它仍比现有开环试验更均匀。图86示出了一个步骤以基准温度在样品中间运行的结果。由此可以看出,基准温度上的大的跨度确实导致沉积高度的增加。再次清楚地表明,可通过使用温度反馈控制微观结构特征。沉积高度的变化可用来解释在实施多层功能时之前层的高度的变化。
自适应控制试验的结果表明,可以使用温度反馈控制来控制该沉积高度。事实上,尽管开环试验中的排烟系统导致沉积不均匀,但自适应控制试验能够在加工过程中适当控制温度来进行补偿并产生均匀的沉积,无需改变那些在开环试验中所使用的平均激光输入功率的明显改变。
这至少在某种程度上是由于在导致熔体前部不稳定前的对熔池温度下降的控制器补偿。通常情况下,一旦处理过程中有产生一次不稳定,则粉末开始多余粉末循环带入熔池然后对自己停供直到运行结束。避免这种不稳定的第一次出现将使沉积的均匀性大大提高。
这些在René-80上运行的处理的反馈控制的初步结果表明该系统的能力。该系统还可用于给对任何材料进行多层沉积的处理提供反馈控制。图87描绘测量得到的一实验的温度曲线,其具有从1600℃到1700℃的基准温度的跨度和-16.66℃的平均误差。需要注意的是在基准温度上升后,沉积高度增加超过300μm。
控制器参数调整程序
新合金和几何形状的SLE处理参数的发展可能是一个耗时且困难的过程。图88示出使用了大致数量的样品的过程参数发展流程图。在开环控制中,一般都需要许多试验来确定参数的可行范围。有两个步骤来确定开环参数。首先,可运行一组初始可行性试验以确定可行的操作范围。然后运行一组DoE以深度挖掘形成最高质量的开环沉积的适合的参数组。使用一个鲁棒多物理模型来预测要求在一个新合金上产生完整的沉积的参数,可减少或消除产生完整的沉积所要求的开环DoE的数目。
在开环开发后可以控制参数的开发,以及随后的对PI和OSAAC方案的两个不同的程序。由于PI控制器的性能比较差和选择增益值的困难,产生高性能控制器的PI增益的开发一般需要一个闭环DoE的几次迭代。在这些DoE中,增益Ki和Kp是主要的因素且控制器参数,例如但不限于响应时间、稳定时间和平均误差是对优化的响应。PI控制器参数的优化可以用30个以上的实验。
另一方面,OSAAC控制方案的控制器参数的开发,通常使用较少的实验,因为当该系统是由不同的激光功率充分激发时,该参数学习算法可在少量试验的过程中朝着适合的工艺参数快速汇集。这些学习试验可以通过在之前的控制输入上降低加权惩罚λ、增加自适应增益γ,或提供一个高度变化的输入基准温度诸,如正弦波到系统来实现。
此外,OSAAC的性能一般比PI控制器更好,因此相对更容易以OSAAC方案追踪一个所需的熔融温度并利用该方案生产高质量的沉积。每当合金或零件的几何形状发生重大变化时可以使用此参数调整方法。自适应控制方案的鲁棒性将允许它在使用熔融温度和流动特性方面类似的合金或几何形状上仅有小的改变时正常工作,但控制性能可能会降低,除非学习试验再次运行。
本发明的实施例涉及用于SLE处理的实时反馈控制。可以执行两个机器视觉算法,通过热成像仪检测平均熔池温度。在一些实施方式中,一个连通区域标记算法可以快速定位熔池的尺寸和形状及计算平均熔池温度而没有由处理时间导致的相机帧速率的任何损失。使用该温度反馈数据,进行系统识别实验,以确定系统的传递函数模型。
开发二阶传递函数并使用它成功地模拟和执行一个PI控制器以通过改变输入的激光功率来控制加工过程中的熔池温度。已经发现一般需要超量的实验以对每个加工中的合金适当调整PI控制器的增益,所以执行了一个自适应控制方案以快速确定控制器参数。使用自适应控制器来证明随后的基准温度曲线对通过SLE在René-80合金试样上形成的沉积高度具有一个显著影响。已经发现恒定基准温度分布产生了迄今为止生产的最均匀的样品,显著改善了在开环试验中的工艺。该工艺能够用于零件生产的多层沉积。
应当指出的是,可以用一个格林函数模型来开发一个在线观察器以估算位于熔池正下方或附近的衬底温度,以便用于更先进的控制方案,例如分布参数控制方案中。可用格林函数分析来计算用于确定响应光束位置所形成的温度分布的查找表格。使用这种分析开发出的查找表可以通过使查找表中的值卷积很快估算出在线SLE处理期间的衬底温度,从而确定由过去的激光束的位置和功率导致的该温度分布。
在焊接过程中产生的温度场的早期分析可以基于用于在半无限大盘上移动的热源的罗森塔尔解决方案。在20世纪80年代初期,伊格(Eagar)和蔡(Tsai)制定了一个格林函数方法来解决问题6。涉及到SLE的类似的分析讨论如下。
虽然可能需要一个三维分析来为复杂的几何形状构建一个完整的查找表,但为初始研究和概念验证的目的,可分析一个二维模型。由于激光束的非常高的扫描速度Ur,可假定其等于在矩形基板的上端的热量输入的线源。然后可将矩形块状衬底模拟为一个二维矩形。入射激光束可以被模拟为以线速度vl横跨衬底的顶部移动的高斯分布热源。对流边界条件可以用在所有的边界上,因为这是最有代表性的实际实验设置。图89中示出了问题的图形显示。
由于单位强度的瞬时线源位于(x',y')和时间τ,热传导问题的格林函数以一个特定的位置和时间T(x,y,t)来表示温度。这个问题的格林函数可通过在两侧对对流边界条件使用在 x和y方向上的有限范围的格林函数的乘积而找到,并以方程式58示出7。

其中:


X(βn,x)=βncos(βnx)+Hsin(βnx) (61)

Y(βm,x)=βmcos(βmy)+Hsin(βmy) (63)

特征值Bn和Bm为下述方程的正根:


然后通过整合格林函数发现温度分布如下:

由于问题的具体形式规范化,初始温度分布F(x',y')是零。在此情况下,发热性g(x',y',θ) 也是为零。同样地,除来自上表面上的高斯光束的热通量外,所有的边界热通量fi也为零。使用这些简化并在t(x,y,θ)=u(x,y,θ)+To中替回,发现温度分布是:

这个问题的解决方案是特别强大的,因为它代表了具有这种几何形状的、空间和时间变化的任意功率的热源的解决方案。因此,该解决方案可以通过使用集成或卷积得到任意形状的温度分布和移动的输入激光束。在这个特殊的情况下,从高斯分布的光束取得热输入为:

P(τ)是所选择的高斯分布的随时间变化的振幅,以使其总面积表示在每个时间瞬间的总入射激光功率。σ是选择的高斯的标准偏差以使该分布表示所选择的半径的光束。该vlt项使光束以线速度移动跨越衬底。
为了评估其有效性,对这种分析解决方案可以在一个合适的软件(例如MATLAB)中进行分析并通过使用一个合适的软件包(例如,COMSOL)与FEM分析相比较。为此 MATLAB模拟和以下的COMSOL模拟,表11中示出了在空气中进行处理的CMSX-4的参数。

表11:CMSX-4在空中的模拟参数
分析和FEM响应之间的一个比较的情况如图90a(分析模拟)和90b(COMSOL模拟)所示。这组模拟是以恒定功率强度为高斯光束以vl=1.8mm/sec的线速度在整个衬底上移动来运行的。应当指出的是,虽然在分析和实验的响应之间的比较仍有待检验,但该分析和FEM分析对准良好。
尽管在上文中公开了几个可能的实施例,但本发明的实施例并不局限于此。例如,虽然对于系统和激光公开了几个可能的配置,但可以不脱离本发明实施例的实质下选择其他合适的材料和材料的组合。例如除了上述的那些外,在不脱离本发明的实质下可以使用很多集中热源。用于本发明的实施例的各种特征的位置和结构可以根据具体零件的大小或形状、或由于例如材料或空间或功率限制而需要解析微小改变的配置而变化。这样的变化包含在本发明的范围内。
具体配置、材料的选择以及各种元件的大小和形状可以根据需要一个根据本发明的原理构造的装置、系统或方法的具体设计规格或限制而改变。这样的变化包含在本发明的范围内。因此,在所有方面目前公开的实施方式都是说明性的而不是限制性的。本发明的范围是由所附的权利要求书而不是前面的说明书来限定,其中涵盖含义和范围内的等同物的变化。
文中引用的参考文献如下:
1、常,F.,陈,C.,和陆,C.,“采用轮廓跟踪技术的线性-时间组件标记算法,"计算机视觉与图像理解,2004第93卷,第2期,第206-220页;林安,C.C.,“cvBlob",可在http://cvblob.googlecode.com找到.
2、阿加塔,K.,离散时间控制系统,第8卷,普伦蒂斯·霍尔,英格伍德克里夫,NJ(1995).
3、Ljung,L.,系统识别,威利在线图书馆(1999).
4、古德温,G.C.西恩,K.S.,自适应滤波预测与控制,多佛出版社(2009);安努,P.菲丹,B.,自适应控制教程,工业数学学会,第11卷(2007).
5、“Math.net数字,"2013,3月.
6、伊格,T.蔡,N.,由分布式热源形成的温度焊接,焊接杂志,第62卷,第346-355页(1983年11月);蔡,N.伊格,T.,电弧焊接中热源的变化对熔池形状的改变,AIME冶金协会,卷.1984(1984).
7、Ozisik,M.Oezisik,M.,热传导,第300卷,约翰威立国际出版社,纽约(1993).
Claims (35)
1.一种通过熔化和再固化材料来制造组件的系统,所述系统包括:
一集中能量源,用于选择性熔化材料;以及
一个配置成控制所述集中能量源的一个或多个参数的控制系统,所述控制系统包括:
控制计算机;
控制软件;
向控制系统提供反馈的传感器;
分布参数控制器,其中,所述分布参数控制器确定所述集中能量源的功率作为温度分布、熔池温度以及估计的温度梯度的函数;以及
一个配置成模拟材料的熔化和再固化、且配置成向控制系统提供反馈的离线仿真系统。
2.根据权利要求1所述的系统,其特征在于:所述材料是镍基超合金。
3.根据权利要求1或2所述的系统,其特征在于:所述传感器包括热成像仪、视频显微镜、机器视觉相机和X射线检查相机中的一个或多个。
4.根据权利要求1或2所述的系统,其特征在于:所述材料设置在能使真空保持在5x10-3托到1x10-7托之间的真空腔室内。
5.一种通过熔化和再固化材料粉末来修复组件的方法,该方法包括:
沿材料粉末层中的路径扫描集中能量源,其中,选择所述路径来在整个所需形状上扫描集中能量源;以及
在集中能量源下保持粉末材料的熔池;
在垂直于路径的方向上振荡集中能量源;
模拟所模拟材料的熔化和再固化;
向控制系统提供能反馈;以及
使用分布参数控制器控制集中能量源的功率,以维持恒定的熔池,其中,所述分布参数控制器确定集中能量源的功率作为温度分布、熔池温度以及估计的温度梯度的函数。
6.根据权利要求5所述的方法,其特征在于:沿所述路径扫描集中能量源包括:反复扫描一个预定半径的圆,同时增加集中能量源的功率以形成熔池。
7.根据权利要求5或6所述的方法,其特征在于:所述熔池包括来自先前层的材料,并且所述方法还包括在先前的层上沉积材料粉末层。
8.根据权利要求5或6所述的方法,其特征在于:所述集中能量源沿所述路径连续扫描所需形状。
9.根据权利要求5或6所述的方法,其特征在于:所述路径包括在所需形状内的放射螺线图形。
10.根据权利要求5或6所述的方法,其特征在于:所述路径包括在所需形状内的圆形图案。
11.根据权利要求5或6所述的方法,其特征在于:还包括控制所述集中能量源来维持熔融材料粉末的流动,以减小成品零件中的孔隙率。
12.根据权利要求11所述的方法,其特征在于,控制所述集中能量源的步骤包括控制下述项中的至少一个:
集中能量源的扫描速度;
集中能量源的扫描间距;以及
集中能量源的能量输出。
13.根据权利要求11所述的方法,其特征在于:还包括:
使粉末材料层保持在5×10-3托到1x10-7托范围内的真空中;以及
将材料粉末层加热至500℃到750℃之间。
14.一种通过熔化和再固化粉末材料制造部件的方法,该方法包括:
通过模拟在整个零件上的集中能量源的扫描处理来形成温度分布;
在该零件上沉积粉末材料的层;
采用向控制系统提供反馈的传感器;
在整个零件上扫描该集中能量源;以及
以分布参数控制器控制该集中能量源的功率,以维持恒定的熔池,其中,该分布参数控制器确定该集中能量源的功率作为温度分布、熔池温度以及估计的温度梯度的函数。
15.根据权利要求14所述的方法,其特征在于:控制所述集中能量源的功率的步骤还包括:使用Canny边缘检测算法计算熔池的温度。
16.一种通过熔化和再固化材料来制造组件的系统,所述系统包括:
集中能量源,其被配置为选择性熔化材料;
控制系统,其被配置为控制所述集中能量源的一个或多个参数,所述控制系统包括控制计算机和控制软件;
向所述控制系统提供反馈的传感器;
反馈控制器,其中,该反馈控制器确定所述集中能量源的功率作为温度分布、熔池温度以及估计的温度梯度中的一个或多个的函数;以及
配置成模拟所模拟材料的熔化和再固化、并向所述控制系统提供反馈的离线仿真系统。
17.一种通过熔化和再固化材料来制造组件的系统,所述系统包括:
集中能量源,其被配置为选择性熔化材料;
仿真和控制系统,其包括计算设备和非临时计算机可读存储介质,所述非临时计算机可读存储介质包含指令,当执行所述指令时,使得所述仿真和控制系统:
扫描材料上的集中能量源以形成熔池;
利用传感器计算熔池温度;
通过模拟在模拟材料上扫描模拟集中能量源的过程来生成温度分布;以及
使用温度分布和计算的熔池温度作为反馈控制器的输入,控制集中能量源的功率、扫描速度或扫描模式中的至少一个,以获得熔池的期望温度。
18.根据权利要求16或17所述的系统,其特征在于:所述反馈控制器为自适应反馈控制器;并且
使用Canny边缘检测算法计算熔池的温度。
19.根据权利要求16或17所述的系统,其特征在于:所述材料为粉状镍基超合金。
20.根据权利要求16或17所述的系统,其特征在于:所述反馈控制器为分布参数控制器。
21.根据权利要求16或17所述的系统,其特征在于:所述传感器包括热成像仪、视频显微镜、机器视觉相机和X射线检查相机中的一个或多个。
22.根据权利要求16或17所述的系统,其特征在于:所述材料设置在能使真空保持在5x10-3托到1x10-7托之间的真空腔室内。
23.一种通过熔化和再固化材料来修复组件的方法,所述方法包括:
沿沉积在部件上的材料中的路径扫描集中能量源以形成熔池,其中,选择所述路径以在所需形状上扫描集中能量源,并且,所述熔池包括来自所述部件的材料;
使用包括热成像装置或视频显微镜的传感器计算熔池温度;和
使用控制方案来控制集中能量源的功率输出、扫描速度或扫描模式中的至少一个,以将材料的熔池保持在集中能源下,使用计算的熔池温度作为控制方案的输入。
24.一种通过熔化和再固化材料来制造组件的方法,所述方法包括:
通过模拟在路径上扫描集中能量源的过程来生成温度分布;
扫描所述路径上的集中能量源;
使用包括热成像装置或视频显微镜的传感器来计算熔池温度;以及
使用反馈控制器来控制集中能量源的功率以维持恒定的熔池,其中,所述反馈控制器确定该集中能量源的功率作为温度分布、熔池温度和估计的温度梯度的函数。
25.根据权利要求24所述的方法,其特征在于:所述反馈控制器为自适应反馈控制器,并且,利用Canny边缘检测算法来计算熔池的温度。
26.根据权利要求25所述的方法,其特征在于:所述反馈控制器为分布参数控制器。
27.根据权利要求23-26任意一项所述的方法,其特征在于:扫描所述集中能量源包括反复扫描预定半径的圆,同时增加集中能量源的功率,以形成熔池。
28.根据权利要求23-26中任意一项所述的方法,其特征在于:所述熔池包括来自先前层的材料,并且所述方法还包括在先前的层上沉积材料粉末层。
29.根据权利要求23-26中任意一项所述的方法,其特征在于:扫描所述集中能量源包括沿所述路径连续扫描所需形状。
30.根据权利要求23-26中任意一项所述的方法,其特征在于:所述路径包括在所需形状内的放射螺线图形。
31.根据权利要求23-26中任意一项所述的方法,其特征在于:所述路径包括在所需形状内的圆形图案。
32.根据权利要求23-26中任意一项所述的方法,其特征在于:还包括控制所述集中能量源以维持熔融材料的流动,从而降低成品部件的孔隙率。
33.根据权利要求23-26中任意一项所述的方法,其特征在于:控制所述集中能量源的步骤包括控制下述项中的至少一个:
集中能量源的扫描速度;
集中能量源的扫描间距;以及
集中能量源的能量输出。
34.根据权利要求23-26中任意一项所述的方法,其特征在于:还包括:
使材料保持在5×10-3托到1x10-7托范围的真空中;以及
将材料粉末层加热至500℃到750℃之间。
35.根据权利要求23-26中任意一项所述的方法,其特征在于:还包括在垂直于路径的方向上振荡集中能量源。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261724035P | 2012-11-08 | 2012-11-08 | |
| US61/724,035 | 2012-11-08 | ||
| PCT/US2013/069340 WO2014074947A2 (en) | 2012-11-08 | 2013-11-08 | Systems and methods for additive manufacturing and repair of metal components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109937387A CN109937387A (zh) | 2019-06-25 |
| CN109937387B true CN109937387B (zh) | 2022-08-23 |
Family
ID=50685324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201380069815.9A Expired - Fee Related CN109937387B (zh) | 2012-11-08 | 2013-11-08 | 金属部件的增材制造及维修 |
Country Status (5)
| Country | Link |
|---|---|
| US (3) | US9522426B2 (zh) |
| EP (1) | EP2917797B1 (zh) |
| JP (2) | JP6342912B2 (zh) |
| CN (1) | CN109937387B (zh) |
| WO (1) | WO2014074947A2 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230145246A1 (en) * | 2021-11-08 | 2023-05-11 | Research & Business Foundation Sungkyunkwan University | Stack visualization method, apparatus, and computer-readable recording medium storing instructions to perform stack visualization method |
Families Citing this family (388)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007021980A2 (en) | 2005-08-12 | 2007-02-22 | Isotron Corporation | Compositionally modulated composite materials and methods for making the same |
| WO2010144509A2 (en) | 2009-06-08 | 2010-12-16 | Modumetal Llc | Electrodeposited, nanolaminate coatings and claddings for corrosion protection |
| WO2014004704A1 (en) | 2012-06-26 | 2014-01-03 | California Institute Of Technology | Systems and methods for implementing bulk metallic glass-based macroscale gears |
| CN109937387B (zh) * | 2012-11-08 | 2022-08-23 | Ddm系统有限责任公司 | 金属部件的增材制造及维修 |
| EP2730353B1 (en) * | 2012-11-12 | 2022-09-14 | Airbus Operations GmbH | Additive layer manufacturing method and apparatus |
| US10203684B2 (en) * | 2013-02-13 | 2019-02-12 | Timothy Owens | System and method for virtually calibrating computer numeric controlled machine axes |
| WO2014125258A2 (en) | 2013-02-14 | 2014-08-21 | Renishaw Plc | Selective laser solidification apparatus and method |
| JP6200969B2 (ja) * | 2013-02-27 | 2017-09-20 | エスエルエム ソルーションズ グループ アーゲー | 調整された微細構造を備えるワークピースの製造装置及び製造方法 |
| DE102013003760A1 (de) | 2013-03-06 | 2014-09-11 | MTU Aero Engines AG | Verfahren und Vorrichtung zur Qualitätsbeurteilung eines mittels eines generativen Lasersinter- und/oder Laserschmelzverfahrens hergestellten Bauteils |
| EP2971264A4 (en) | 2013-03-15 | 2017-05-31 | Modumetal, Inc. | Nanolaminate coatings |
| CN105189826B (zh) * | 2013-03-15 | 2019-07-16 | 莫杜美拓有限公司 | 通过添加制造工艺制备的制品的电沉积的组合物和纳米层压合金 |
| CN105143521B (zh) | 2013-03-15 | 2020-07-10 | 莫杜美拓有限公司 | 用于连续施加纳米叠层金属涂层的方法和装置 |
| US9669583B2 (en) | 2013-03-15 | 2017-06-06 | Renishaw Plc | Selective laser solidification apparatus and method |
| WO2014145588A1 (en) | 2013-03-15 | 2014-09-18 | Modumetal, Inc. | Nickel chromium nanolaminate coating having high hardness |
| DE102013205724A1 (de) | 2013-03-28 | 2014-10-02 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| EP2789413B1 (de) * | 2013-04-08 | 2019-01-16 | MTU Aero Engines AG | Temperaturregelung für eine Vorrichtung zur generativen Herstellung von Bauteilen und entsprechendes Herstellungsverfahren |
| US20140342179A1 (en) | 2013-04-12 | 2014-11-20 | California Institute Of Technology | Systems and methods for shaping sheet materials that include metallic glass-based materials |
| US20140363326A1 (en) | 2013-06-10 | 2014-12-11 | Grid Logic Incorporated | System and method for additive manufacturing |
| US20150003997A1 (en) * | 2013-07-01 | 2015-01-01 | United Technologies Corporation | Method of forming hybrid metal ceramic components |
| US9903212B2 (en) * | 2013-07-30 | 2018-02-27 | Siemens Aktiengesellschaft | Mechanical joining using additive manufacturing process |
| WO2015042009A1 (en) * | 2013-09-18 | 2015-03-26 | United Technologies Corporation | Manufacturing method for a baffle-containing blade |
| RO130409B1 (ro) * | 2013-10-11 | 2019-04-30 | Institutul Naţional De Cercetare-Dezvoltare Pentru Microtehnologie | Procedeu de manufacturare rapidă folosind fascicul focalizat de ultrasunete |
| WO2015065847A1 (en) * | 2013-10-30 | 2015-05-07 | United Technologies Corporation | Laser powder deposition weld rework for gas turbine engine non-fusion weldable nickel castings |
| US10569361B2 (en) * | 2013-10-30 | 2020-02-25 | United Technologies Corporation | Laser powder deposition weld rework for gas turbine engine non-fusion weldable nickel castings |
| WO2015094531A1 (en) * | 2013-12-20 | 2015-06-25 | United Technologies Corporation | Gas turbine engine component cooling cavity with vortex promoting features |
| US20160303798A1 (en) * | 2013-12-20 | 2016-10-20 | United Technologies Corporation | Method and device for manufacturing of three dimensional objects utilizing direct plasma arc |
| WO2015106838A1 (en) | 2014-01-16 | 2015-07-23 | Hewlett-Packard Development Company, L.P. | Generating a three-dimensional object |
| CN105939837B (zh) | 2014-01-16 | 2019-05-10 | 惠普发展公司,有限责任合伙企业 | 对用于增材制造系统的切片数据进行处理 |
| EP3094967A4 (en) * | 2014-01-17 | 2017-01-25 | United Technologies Corporation | An additive manufacturing system with ultrasonic inspection and method of operation |
| WO2015112583A1 (en) * | 2014-01-21 | 2015-07-30 | United Technologies Corporation | Method for forming single crystal components using additive manufacturing and re-melt |
| WO2015112889A1 (en) * | 2014-01-23 | 2015-07-30 | United Technologies Corporation | Additive manufacturing of metal matrix composite feedstock |
| US10913129B2 (en) * | 2014-01-24 | 2021-02-09 | Raytheon Technologies Corporation | Additive manufacturing an object from material with a selective diffusion barrier |
| CN104858430A (zh) | 2014-02-25 | 2015-08-26 | 通用电气公司 | 三维零件的制造方法 |
| WO2015129231A1 (ja) * | 2014-02-25 | 2015-09-03 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| US20160061381A1 (en) * | 2014-03-17 | 2016-03-03 | Igor K. Kotliar | Pressure Vessels, Design and Method of Manufacturing Using Additive Printing |
| JP6341730B2 (ja) * | 2014-04-07 | 2018-06-13 | 三菱日立パワーシステムズ株式会社 | パウダ供給ヘッドの管理方法、エロージョンシールドの形成方法、及び装置 |
| US9896944B2 (en) * | 2014-04-18 | 2018-02-20 | Siemens Energy, Inc. | Forming a secondary structure directly onto a turbine blade |
| EP2942130B1 (de) * | 2014-05-09 | 2019-01-30 | MTU Aero Engines GmbH | Vorrichtung und Verfahren zur generativen Herstellung zumindest eines Bauteilbereichs |
| US10336007B2 (en) * | 2014-05-09 | 2019-07-02 | United Technologies Corporation | Sensor fusion for powder bed manufacturing process control |
| US10935241B2 (en) * | 2014-05-09 | 2021-03-02 | Raytheon Technologies Corporation | Additively manufactured hotspot portion of a turbine engine component having heat resistant properties and method of manufacture |
| PT107651B (pt) * | 2014-05-22 | 2016-11-04 | Pt Inovação E Sist S A | Método para o transporte em longa distância de sinal analógico catv e extensor de alcance de sinal analógico catv via transporte digital sobre fibra ótica |
| US10069271B2 (en) | 2014-06-02 | 2018-09-04 | Nlight, Inc. | Scalable high power fiber laser |
| US9982358B2 (en) * | 2014-06-04 | 2018-05-29 | United Technologies Corporation | Abrasive tip blade manufacture methods |
| US20150367418A1 (en) | 2014-06-20 | 2015-12-24 | Velo3D, Inc. | Apparatuses, systems and methods for three-dimensional printing |
| US11596347B2 (en) | 2014-06-25 | 2023-03-07 | Canary Medical Switzerland Ag | Devices, systems and methods for using and monitoring orthopedic hardware |
| EP3160369A4 (en) | 2014-06-25 | 2018-04-18 | Canary Medical Inc. | Devices, systems and methods for using and monitoring spinal implants |
| WO2015200704A1 (en) | 2014-06-25 | 2015-12-30 | Hunter William L | Devices, systems and methods for using and monitoring implants |
| WO2015200839A1 (en) * | 2014-06-26 | 2015-12-30 | Dmg Mori Seiki Usa | Systems and methods for using smart models in manufacturing |
| DE102014213624A1 (de) * | 2014-07-14 | 2016-01-14 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur herstellung eines strömungskanals |
| EP2980263A1 (de) * | 2014-07-30 | 2016-02-03 | MTU Aero Engines GmbH | Bauteil aus einer Molybdän-Legierung und Verfahren zu seiner Herstellung |
| US10730142B2 (en) * | 2014-08-12 | 2020-08-04 | Air Products And Chemicals, Inc. | Gas atmosphere control in laser printing using metallic powders |
| US9359897B2 (en) * | 2014-08-15 | 2016-06-07 | Siemens Energy, Inc. | Method for building a gas turbine engine component |
| CN104190928A (zh) * | 2014-08-18 | 2014-12-10 | 中国科学院重庆绿色智能技术研究院 | 一种多波长激光选区快速成形系统及方法 |
| US10688561B2 (en) * | 2014-08-20 | 2020-06-23 | Etxe-Tar, S.A. | Method and system for additive manufacturing using a light beam |
| US10011892B2 (en) | 2014-08-21 | 2018-07-03 | Honeywell International Inc. | Methods for producing alloy forms from alloys containing one or more extremely reactive elements and for fabricating a component therefrom |
| US9999924B2 (en) | 2014-08-22 | 2018-06-19 | Sigma Labs, Inc. | Method and system for monitoring additive manufacturing processes |
| CA2998709A1 (en) | 2014-09-17 | 2016-03-24 | Canary Medical Inc. | Devices, systems and methods for using and monitoring medical devices |
| BR112017005534A2 (pt) | 2014-09-18 | 2017-12-05 | Modumetal Inc | métodos de preparação de artigos por processos de eletrodeposição e fabricação aditiva |
| EP3194642A4 (en) | 2014-09-18 | 2018-07-04 | Modumetal, Inc. | A method and apparatus for continuously applying nanolaminate metal coatings |
| WO2016044561A1 (en) * | 2014-09-19 | 2016-03-24 | Moog Inc | Control of laser ablation condensate products within additive manufacturing systems |
| US9873180B2 (en) | 2014-10-17 | 2018-01-23 | Applied Materials, Inc. | CMP pad construction with composite material properties using additive manufacturing processes |
| US11745302B2 (en) | 2014-10-17 | 2023-09-05 | Applied Materials, Inc. | Methods and precursor formulations for forming advanced polishing pads by use of an additive manufacturing process |
| KR102436416B1 (ko) | 2014-10-17 | 2022-08-26 | 어플라이드 머티어리얼스, 인코포레이티드 | 애디티브 제조 프로세스들을 이용한 복합 재료 특성들을 갖는 cmp 패드 구성 |
| US10875153B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Advanced polishing pad materials and formulations |
| US9776361B2 (en) | 2014-10-17 | 2017-10-03 | Applied Materials, Inc. | Polishing articles and integrated system and methods for manufacturing chemical mechanical polishing articles |
| US10399201B2 (en) | 2014-10-17 | 2019-09-03 | Applied Materials, Inc. | Advanced polishing pads having compositional gradients by use of an additive manufacturing process |
| US10821573B2 (en) | 2014-10-17 | 2020-11-03 | Applied Materials, Inc. | Polishing pads produced by an additive manufacturing process |
| US10875145B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Polishing pads produced by an additive manufacturing process |
| CN104385595B (zh) * | 2014-10-20 | 2017-05-03 | 合肥斯科尔智能科技有限公司 | 一种三维打印次品修复系统 |
| US10464171B2 (en) * | 2014-11-04 | 2019-11-05 | Dresser-Rand Company | Method for additive manufacturing of turbomachine components |
| US9987800B2 (en) | 2014-11-17 | 2018-06-05 | Formlabs, Inc. | Systems and methods of simulating intermediate forms for additive fabrication |
| WO2016081651A1 (en) | 2014-11-18 | 2016-05-26 | Sigma Labs, Inc. | Multi-sensor quality inference and control for additive manufacturing processes |
| GB201420717D0 (en) | 2014-11-21 | 2015-01-07 | Renishaw Plc | Additive manufacturing apparatus and methods |
| JP2016104550A (ja) * | 2014-12-01 | 2016-06-09 | 株式会社リコー | 情報処理装置、情報処理方法、情報処理プログラム、および三次元造形物 |
| EP3034228A3 (en) * | 2014-12-17 | 2016-07-27 | Rolls-Royce plc | A method of producing an integrally bladed rotor for a turbomachine |
| US10048661B2 (en) | 2014-12-17 | 2018-08-14 | General Electric Company | Visualization of additive manufacturing process data |
| US10406760B2 (en) | 2015-01-06 | 2019-09-10 | Rolls-Royce Corporation | Neuro-fuzzy logic for controlling material addition processes |
| WO2016115284A1 (en) | 2015-01-13 | 2016-07-21 | Sigma Labs, Inc. | Material qualification system and methodology |
| US9837783B2 (en) | 2015-01-26 | 2017-12-05 | Nlight, Inc. | High-power, single-mode fiber sources |
| JP2018507325A (ja) | 2015-01-29 | 2018-03-15 | アーコニック インコーポレイテッドArconic Inc. | 付加製造体のモデリングのためのシステム及び方法 |
| DE102015202417A1 (de) | 2015-02-11 | 2016-08-11 | Ksb Aktiengesellschaft | Stömungsführendes Bauteil |
| US20160243766A1 (en) * | 2015-02-24 | 2016-08-25 | Siemens Aktiengesellschaft | Energy Star for Manufacturing |
| US11434766B2 (en) | 2015-03-05 | 2022-09-06 | General Electric Company | Process for producing a near net shape component with consolidation of a metallic powder |
| US10151377B2 (en) | 2015-03-05 | 2018-12-11 | California Institute Of Technology | Systems and methods for implementing tailored metallic glass-based strain wave gears and strain wave gear components |
| US20160279710A1 (en) * | 2015-03-25 | 2016-09-29 | Goodrich Corporation | Aircraft brake rotor clip repair methods |
| US10050404B2 (en) | 2015-03-26 | 2018-08-14 | Nlight, Inc. | Fiber source with cascaded gain stages and/or multimode delivery fiber with low splice loss |
| US10612112B2 (en) | 2015-04-09 | 2020-04-07 | Electronics And Telecommunications Research Institute | Noble metal material for 3-dimensional printing, method for manufacturing the same, and method for 3-dimensional printing using the same |
| US10563292B2 (en) | 2015-04-09 | 2020-02-18 | Electronics And Telecommunications Research Institute | Metal material for 3-dimensional printing, method for manufacturing the same, and method for 3-dimensional printing using the same |
| EP3095591B1 (de) | 2015-05-19 | 2019-11-13 | MTU Aero Engines GmbH | Verfahren und vorrichtung zum zumindest bereichsweisen ermitteln einer kontur wenigstens einer generativ hergestellten bauteilschicht |
| WO2016201309A1 (en) | 2015-06-10 | 2016-12-15 | Ipg Photonics Corporation | Multiple beam additive manufacturing |
| DE102015110264A1 (de) * | 2015-06-25 | 2016-12-29 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur generativen Herstellung wenigstens eines dreidimensionalen Objekts |
| NL1041388B1 (nl) | 2015-07-02 | 2017-01-30 | Mat Nv | Bril, samenstel van zo een bril en zuurstoftoedieningsmiddelen, tevens werkwijze voor het opbouwen van zo een samenstel en hulpmiddel voor gebruik daarbij. |
| CN107924023B (zh) | 2015-07-08 | 2020-12-01 | 恩耐公司 | 具有用于增加的光束参数乘积的中心折射率受抑制的纤维 |
| WO2017012656A1 (en) * | 2015-07-21 | 2017-01-26 | Hewlett-Packard Development Company, L. P. | Object generation temperature measurement |
| US20180128454A1 (en) * | 2015-07-29 | 2018-05-10 | Hewlett-Packard Development Company, L.P. | Variable shutters on an energy source |
| JP2018513798A (ja) * | 2015-07-30 | 2018-05-31 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 3d印刷用の制御された加熱 |
| US10386801B2 (en) | 2015-08-03 | 2019-08-20 | Baker Hughes, A Ge Company, Llc | Methods of forming and methods of repairing earth-boring tools |
| US9890595B2 (en) | 2015-08-03 | 2018-02-13 | Baker Hughes, A Ge Company, Llc | Methods of forming and methods of repairing earth boring-tools |
| US9751792B2 (en) * | 2015-08-12 | 2017-09-05 | Johns Manville | Post-manufacturing processes for submerged combustion burner |
| US10335855B2 (en) | 2015-09-14 | 2019-07-02 | Baker Hughes, A Ge Company, Llc | Additive manufacturing of functionally gradient degradable tools |
| US10059092B2 (en) | 2015-09-14 | 2018-08-28 | Baker Hughes, A Ge Company, Llc | Additive manufacturing of functionally gradient degradable tools |
| US10207489B2 (en) | 2015-09-30 | 2019-02-19 | Sigma Labs, Inc. | Systems and methods for additive manufacturing operations |
| US10413998B2 (en) | 2015-10-02 | 2019-09-17 | Caterpillar Inc. | Laser sintering of intricate parts |
| US10780523B1 (en) | 2015-10-05 | 2020-09-22 | Lockheed Martin Corporation | Eddy current monitoring in an additive manufacturing continuous welding system |
| US10816491B2 (en) * | 2015-10-09 | 2020-10-27 | Amir Khajepour | System and method for real time closed-loop monitoring and control of material properties in thermal material processing |
| WO2017066584A1 (en) | 2015-10-15 | 2017-04-20 | Saint-Gobain Ceramics & Plastics, Inc. | Method for forming a three dimensional body from a mixture with a high content of solid particles |
| EP3159080A1 (en) * | 2015-10-19 | 2017-04-26 | Siemens Aktiengesellschaft | Method of adjusting an additive manufacturing apparatus, method of manufacturing and setup |
| KR102609439B1 (ko) | 2015-10-30 | 2023-12-05 | 어플라이드 머티어리얼스, 인코포레이티드 | 원하는 제타 전위를 가진 연마 제품을 형성하는 장치 및 방법 |
| EP4122625B1 (en) | 2015-10-30 | 2024-11-27 | Seurat Technologies, Inc. | Additive manufacturing system and method |
| US20220362853A1 (en) * | 2015-10-30 | 2022-11-17 | Seurat Technologies, Inc. | Grayscale Area Printing for Additive Manufacturing |
| US10500675B2 (en) | 2015-11-02 | 2019-12-10 | General Electric Company | Additive manufacturing systems including an imaging device and methods of operating such systems |
| CN108367498A (zh) | 2015-11-06 | 2018-08-03 | 维洛3D公司 | Adept三维打印 |
| US10593574B2 (en) | 2015-11-06 | 2020-03-17 | Applied Materials, Inc. | Techniques for combining CMP process tracking data with 3D printed CMP consumables |
| US10968527B2 (en) | 2015-11-12 | 2021-04-06 | California Institute Of Technology | Method for embedding inserts, fasteners and features into metal core truss panels |
| US9846933B2 (en) * | 2015-11-16 | 2017-12-19 | General Electric Company | Systems and methods for monitoring components |
| US11179807B2 (en) | 2015-11-23 | 2021-11-23 | Nlight, Inc. | Fine-scale temporal control for laser material processing |
| CN108367389B (zh) | 2015-11-23 | 2020-07-28 | 恩耐公司 | 激光加工方法和装置 |
| EP3383573B1 (en) | 2015-12-04 | 2023-11-08 | Raytheon Company | Electron beam additive manufacturing |
| US10378087B2 (en) | 2015-12-09 | 2019-08-13 | General Electric Company | Nickel base super alloys and methods of making the same |
| CN108698126A (zh) | 2015-12-10 | 2018-10-23 | 维洛3D公司 | 精湛的三维打印 |
| TWI616314B (zh) | 2015-12-22 | 2018-03-01 | 財團法人工業技術研究院 | 立體物件的積層製造方法 |
| WO2017115648A1 (ja) * | 2015-12-28 | 2017-07-06 | Jx金属株式会社 | スパッタリングターゲットの製造方法 |
| US10773340B2 (en) * | 2015-12-28 | 2020-09-15 | General Electric Company | Metal additive manufacturing using gas mixture including oxygen |
| US10583532B2 (en) * | 2015-12-28 | 2020-03-10 | General Electric Company | Metal additive manufacturing using gas mixture including oxygen |
| US9891083B2 (en) | 2016-01-08 | 2018-02-13 | Honeywell International Inc. | Probe tip for air data probe |
| US10399146B2 (en) | 2016-01-12 | 2019-09-03 | Hamilton Sundstrand Corporation | Contour scanning for additive manufacturing process |
| GB201600645D0 (en) * | 2016-01-13 | 2016-02-24 | Rolls Royce Plc | Improvements in additive layer manufacturing methods |
| DE102016200324A1 (de) * | 2016-01-14 | 2017-07-20 | MTU Aero Engines AG | Verfahren zum Ermitteln einer Konzentration wenigstens eines Werkstoffs in einem Pulver für ein additives Herstellverfahren |
| US10391605B2 (en) | 2016-01-19 | 2019-08-27 | Applied Materials, Inc. | Method and apparatus for forming porous advanced polishing pads using an additive manufacturing process |
| US10744562B2 (en) * | 2016-01-25 | 2020-08-18 | General Electric Company | Additive manufacturing employing a plurality of electron beam sources |
| DE102016201086A1 (de) | 2016-01-26 | 2017-07-27 | Airbus Operations Gmbh | Additives fertigungssystem und prüfverfahren für additiv gefertigte bauteile |
| WO2017132664A1 (en) | 2016-01-28 | 2017-08-03 | Seurat Technologies, Inc. | Additive manufacturing, spatial heat treating system and method |
| US11148319B2 (en) | 2016-01-29 | 2021-10-19 | Seurat Technologies, Inc. | Additive manufacturing, bond modifying system and method |
| EP3411233A4 (en) * | 2016-02-01 | 2019-11-27 | Seurat Technologies, Inc. | SYSTEM AND METHOD FOR ADDITIVE MANUFACTURING |
| JP6553102B2 (ja) * | 2016-02-03 | 2019-07-31 | ゼネラル・エレクトリック・カンパニイ | ダイオードレーザファイバーアレイを用いたレーザ粉体床溶融結合付加製造における凝固制御法 |
| US10576542B2 (en) | 2016-02-03 | 2020-03-03 | Grid Logic Incorporated | System and method for manufacturing a part |
| US11059101B2 (en) * | 2016-02-11 | 2021-07-13 | Ddm Systems, Inc. | Conformal material and support structures for additive manufacturing systems and methods of use thereof |
| US10610931B2 (en) * | 2016-02-16 | 2020-04-07 | Board Of Regents, The University Of Texas System | Method and system for producing functionally graded structures in powder bed fusion processing |
| US9989482B2 (en) | 2016-02-16 | 2018-06-05 | General Electric Company | Methods for radiographic and CT inspection of additively manufactured workpieces |
| US10252335B2 (en) | 2016-02-18 | 2019-04-09 | Vel03D, Inc. | Accurate three-dimensional printing |
| EP3957468A1 (en) * | 2016-02-18 | 2022-02-23 | VELO3D, Inc. | Accurate three-dimensional printing |
| EP3208077B1 (en) * | 2016-02-18 | 2021-07-21 | VELO3D, Inc. | Accurate three-dimensional printing |
| US10831180B2 (en) | 2016-02-25 | 2020-11-10 | General Electric Company | Multivariate statistical process control of laser powder bed additive manufacturing |
| US10384285B2 (en) | 2016-02-26 | 2019-08-20 | Siemens Energy, Inc. | Method of selective laser brazing |
| DE102016002484A1 (de) * | 2016-03-03 | 2017-09-07 | Sca Schucker Gmbh & Co. Kg | Simulationsverfahren |
| CN108698324B (zh) | 2016-03-10 | 2020-09-18 | 惠普发展公司,有限责任合伙企业 | 构造层覆盖分析 |
| WO2017163430A1 (ja) * | 2016-03-25 | 2017-09-28 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
| JP6271746B1 (ja) * | 2016-03-25 | 2018-01-31 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
| EP3225542B1 (en) * | 2016-03-30 | 2018-05-09 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | A method of manufacturing a control cuff for a rotor blade of a hinge- and bearingless rotor |
| DE102016205432A1 (de) | 2016-04-01 | 2017-10-05 | MTU Aero Engines AG | Verfahren und Vorrichtung zum additiven Herstellen zumindest eines Bauteilbereichs eines Bauteils |
| US10889098B2 (en) * | 2016-04-15 | 2021-01-12 | Machine Tool Technologies Research Foundation | Method, data processing device, and machine tool for generating dimensional tool paths and control signals for material dispositioning |
| US10267916B2 (en) | 2016-04-18 | 2019-04-23 | Caterpillar Inc. | Three-dimensional construction systems and methods for creating an object |
| WO2017189982A1 (en) * | 2016-04-29 | 2017-11-02 | Nuburu, Inc. | Visible laser additive manufacturing |
| EP3400126B1 (en) | 2016-05-12 | 2021-11-10 | Hewlett-Packard Development Company, L.P. | Distributing powder |
| WO2017201120A1 (en) * | 2016-05-17 | 2017-11-23 | Board Of Regents, The University Of Texas System | Real-time laser control for powder bed fusion |
| EP3257660A1 (en) * | 2016-06-13 | 2017-12-20 | Siemens Aktiengesellschaft | Method of providing an abrasive means and of additively manufacturing a component |
| US10372110B2 (en) | 2016-06-17 | 2019-08-06 | Hamilton Sundstrand Corporation | Controlled thin wall thickness of heat exchangers through modeling of additive manufacturing process |
| US10921784B2 (en) * | 2016-06-21 | 2021-02-16 | South Dakota Board Of Regents | Cold spray manufacturing and repair cell |
| US10815782B2 (en) | 2016-06-24 | 2020-10-27 | General Electric Company | Methods for repairing airfoil trailing edges to include ejection slots therein |
| US11691343B2 (en) | 2016-06-29 | 2023-07-04 | Velo3D, Inc. | Three-dimensional printing and three-dimensional printers |
| US10259044B2 (en) | 2016-06-29 | 2019-04-16 | Velo3D, Inc. | Three-dimensional printing and three-dimensional printers |
| US10307803B2 (en) | 2016-07-20 | 2019-06-04 | The United States Of America As Represented By Secretary Of The Navy | Transmission window cleanliness for directed energy devices |
| US10214833B1 (en) * | 2016-07-22 | 2019-02-26 | National Technology & Engineering Solutions Of Sandia, Llc | Additive manufacturing of crystalline materials |
| US20190262903A1 (en) * | 2016-08-06 | 2019-08-29 | Metallum3D Inc. | Apparatus and methods for microwave densification |
| US10279521B1 (en) | 2016-08-12 | 2019-05-07 | Smith & Nephew, Inc. | Forming of additively manufactured product |
| EA201990655A1 (ru) | 2016-09-08 | 2019-09-30 | Модьюметал, Инк. | Способы получения многослойных покрытий на заготовках и выполненные ими изделия |
| TW201821649A (zh) | 2016-09-09 | 2018-06-16 | 美商馬杜合金股份有限公司 | 層合物與奈米層合物材料於工具及模製方法之應用 |
| EA201990716A1 (ru) | 2016-09-14 | 2019-10-31 | Система для надежного, высокопроизводительного генерирования сложного электрического поля и способ получения покрытий с ней | |
| US10639719B2 (en) * | 2016-09-28 | 2020-05-05 | General Electric Company | Grain boundary engineering for additive manufacturing |
| US10673197B2 (en) | 2016-09-29 | 2020-06-02 | Nlight, Inc. | Fiber-based optical modulator |
| US10730785B2 (en) | 2016-09-29 | 2020-08-04 | Nlight, Inc. | Optical fiber bending mechanisms |
| US10673199B2 (en) | 2016-09-29 | 2020-06-02 | Nlight, Inc. | Fiber-based saturable absorber |
| US10423015B2 (en) | 2016-09-29 | 2019-09-24 | Nlight, Inc. | Adjustable beam characteristics |
| US10673198B2 (en) | 2016-09-29 | 2020-06-02 | Nlight, Inc. | Fiber-coupled laser with time varying beam characteristics |
| US20180095450A1 (en) | 2016-09-30 | 2018-04-05 | Velo3D, Inc. | Three-dimensional objects and their formation |
| WO2018085591A1 (en) | 2016-11-02 | 2018-05-11 | Modumetal, Inc. | Topology optimized high interface packing structures |
| US20180126460A1 (en) | 2016-11-07 | 2018-05-10 | Velo3D, Inc. | Gas flow in three-dimensional printing |
| WO2018093760A1 (en) * | 2016-11-16 | 2018-05-24 | Cummins Inc. | Systems and methods for adding material to castings |
| US10753211B2 (en) * | 2016-12-12 | 2020-08-25 | General Electric Company | Heterogeneous composition, article comprising heterogeneous composition, and method for forming article |
| US10365192B2 (en) | 2017-01-03 | 2019-07-30 | General Electric Company | Apparatus and method for rapid screening of material properties in a plurality of additively manufactured test specimens |
| WO2018129089A1 (en) | 2017-01-05 | 2018-07-12 | Velo3D, Inc. | Optics in three-dimensional printing |
| US10821512B2 (en) * | 2017-01-06 | 2020-11-03 | General Electric Company | Systems and methods for controlling microstructure of additively manufactured components |
| US10549345B2 (en) * | 2017-01-10 | 2020-02-04 | General Electric Company | Control system of additive manufacturing systems for controlling movement of sintering devices and related program products |
| US10773336B2 (en) | 2017-01-11 | 2020-09-15 | General Electric Company | Imaging devices for use with additive manufacturing systems and methods of monitoring and inspecting additive manufacturing components |
| US10549519B2 (en) * | 2017-01-12 | 2020-02-04 | Caterpillar Inc. | Systems and methods for calibrating additive manufacturing operations based on energy density |
| US10875250B2 (en) * | 2017-01-15 | 2020-12-29 | Hexcel Corporation | Method for analytically determining laser power for laser sintering |
| JP7257014B2 (ja) * | 2017-01-19 | 2023-04-13 | 国立大学法人大阪大学 | 3次元造形物の積層造形法 |
| WO2018143948A1 (en) | 2017-01-31 | 2018-08-09 | Hewlett-Packard Development Company, L.P. | Microwave sensing in additive manufacturing |
| US11117193B2 (en) * | 2017-02-01 | 2021-09-14 | Hrl Laboratories, Llc | Additive manufacturing with nanofunctionalized precursors |
| US11383350B2 (en) | 2017-02-28 | 2022-07-12 | 3M Innovative Properties Company | Metal bond abrasive articles and methods of making metal bond abrasive articles |
| US10357829B2 (en) | 2017-03-02 | 2019-07-23 | Velo3D, Inc. | Three-dimensional printing of three-dimensional objects |
| JP2020512482A (ja) | 2017-03-10 | 2020-04-23 | カリフォルニア インスティチュート オブ テクノロジー | 金属積層造形を用いた波動歯車フレクスプラインの製造方法 |
| CA3057836A1 (en) | 2017-03-24 | 2018-09-27 | Modumetal, Inc. | Lift plungers with electrodeposited coatings, and systems and methods for producing the same |
| WO2018183396A1 (en) | 2017-03-28 | 2018-10-04 | Velo3D, Inc. | Material manipulation in three-dimensional printing |
| WO2018194591A1 (en) * | 2017-04-19 | 2018-10-25 | Hewlett-Packard Development Company, L.P. | Selection of powder control temperature regions in 3d printing |
| US10596763B2 (en) | 2017-04-21 | 2020-03-24 | Applied Materials, Inc. | Additive manufacturing with array of energy sources |
| EP3612669A1 (en) | 2017-04-21 | 2020-02-26 | Modumetal, Inc. | Tubular articles with electrodeposited coatings, and systems and methods for producing the same |
| US20180311757A1 (en) * | 2017-04-28 | 2018-11-01 | Divergent Technologies, Inc. | Additive manufacturing control systems |
| EP3622275A1 (en) * | 2017-05-09 | 2020-03-18 | Arconic Inc. | Systems and methods for defect detection in additively manufactured bodies |
| WO2018209199A1 (en) | 2017-05-11 | 2018-11-15 | Seurat Technologies, Inc. | Switchyard beam routing of patterned light for additive manufacturing |
| EP4035803A1 (en) * | 2017-05-22 | 2022-08-03 | NLIGHT, Inc. | Fine-scale temporal control for laser material processing |
| EP3630395A4 (en) | 2017-05-24 | 2020-11-25 | California Institute of Technology | HYPOEUTECTIC AMORPHIC METAL BASED MATERIALS FOR ADDITIVE MANUFACTURING |
| KR20200011470A (ko) * | 2017-05-26 | 2020-02-03 | 캘리포니아 인스티튜트 오브 테크놀로지 | 덴드라이트-강화된 티탄-기반 금속 매트릭스 복합물 |
| JP7211976B2 (ja) | 2017-06-02 | 2023-01-24 | カリフォルニア インスティチュート オブ テクノロジー | 付加製造のための高強度金属ガラス系複合材料 |
| US10962958B2 (en) | 2017-06-05 | 2021-03-30 | Raytheon Technologies Corporation | Library of predefined shapes for additive manufacturing processes |
| US11224915B2 (en) * | 2017-06-05 | 2022-01-18 | General Electric Company | Method of repairing a component using an additive manufacture replacement coupon, and alloy for additive manufacturing |
| WO2018225446A1 (ja) * | 2017-06-09 | 2018-12-13 | 株式会社デンソー | 地図変化点検出装置 |
| US11084097B2 (en) | 2017-06-23 | 2021-08-10 | Applied Materials, Inc. | Additive manufacturing with cell processing recipes |
| US10730281B2 (en) * | 2017-06-23 | 2020-08-04 | Hamilton Sundstrand Corporation | Method for additively manufacturing components |
| US11090721B2 (en) | 2017-06-27 | 2021-08-17 | Fluid Handling Llc | Method for modifying the dimensions of a cast iron pump part |
| WO2019005602A1 (en) * | 2017-06-30 | 2019-01-03 | Jeffrey Alan Abler | ADDITIVE MANUFACTURING BY BED FUSION OF PRECISION POWDER AT HIGH SPEED AND LARGE SCALE |
| US11027535B2 (en) * | 2017-06-30 | 2021-06-08 | General Electric Company | Systems and method for advanced additive manufacturing |
| EP3431211B1 (en) | 2017-07-20 | 2022-03-16 | General Electric Company | Method for manufacturing a hybrid article |
| KR102636194B1 (ko) | 2017-07-21 | 2024-02-19 | 생-고뱅 퍼포먼스 플라스틱스 코포레이션 | 3차원 바디를 형성하는 방법 |
| CN109290569B (zh) * | 2017-07-24 | 2024-04-19 | 通用电气技术有限公司 | 用于通过增材制造修理部件的方法 |
| US11471999B2 (en) | 2017-07-26 | 2022-10-18 | Applied Materials, Inc. | Integrated abrasive polishing pads and manufacturing methods |
| US10889872B2 (en) | 2017-08-02 | 2021-01-12 | Kennametal Inc. | Tool steel articles from additive manufacturing |
| DE102017213378A1 (de) * | 2017-08-02 | 2019-02-07 | Siemens Aktiengesellschaft | Verfahren zum Ausbilden einer definierten Oberflächenrauheit |
| US11072050B2 (en) | 2017-08-04 | 2021-07-27 | Applied Materials, Inc. | Polishing pad with window and manufacturing methods thereof |
| WO2019032286A1 (en) | 2017-08-07 | 2019-02-14 | Applied Materials, Inc. | ABRASIVE DISTRIBUTION POLISHING PADS AND METHODS OF MAKING SAME |
| US10710307B2 (en) | 2017-08-11 | 2020-07-14 | Applied Materials, Inc. | Temperature control for additive manufacturing |
| US10751909B2 (en) * | 2017-08-16 | 2020-08-25 | University Of Iowa Research Foundation | Support-free additive manufacturing of ceramics |
| CN111050956B (zh) * | 2017-09-06 | 2022-04-29 | 株式会社Ihi | 三维造型装置以及三维造型方法 |
| IL273224B2 (en) | 2017-09-12 | 2024-09-01 | Magnus Metal Ltd | Device and method for additive casting of metallic parts |
| CN109501271B (zh) | 2017-09-14 | 2021-11-23 | 通用电气公司 | 增材制造工艺计划的优化方法及优化器,增材制造方法 |
| CN107498874B (zh) * | 2017-09-21 | 2023-09-12 | 杭州捷诺飞生物科技股份有限公司 | 三维打印同步微层析成像在线监控方法及系统 |
| EP3459654B1 (en) * | 2017-09-22 | 2020-02-19 | SLM Solutions Group AG | Method and apparatus for producing a single-crystalline workpiece |
| US20190091802A1 (en) * | 2017-09-25 | 2019-03-28 | General Electric Company | Method for forming article, method for forming turbine bucket, and turbine bucket |
| EP3668702B1 (en) | 2017-10-04 | 2022-12-21 | Hewlett-Packard Development Company, L.P. | Additive manufacturing temperature |
| DE212018000316U1 (de) * | 2017-10-25 | 2020-07-07 | 10X Technology Llc | Starres polymeres Blatt für eine Windkraftanlage und Vorrichtung zu seiner Herstellung |
| JP7024328B2 (ja) | 2017-10-31 | 2022-02-24 | 株式会社Ihi | 金属部材の作製方法 |
| CN107876762B (zh) * | 2017-11-05 | 2019-07-16 | 湖南大学 | 一种实现镍基功能零件局部凝固组织定制的激光金属3d打印方法 |
| US10967576B2 (en) | 2017-11-10 | 2021-04-06 | Local Motors IP, LLC | Additive manufactured structure having a plurality of layers in a stacking direction and method for making the same |
| US11571743B2 (en) | 2017-11-13 | 2023-02-07 | General Electric Company | Systems and methods for additive manufacturing |
| US10828724B2 (en) | 2017-11-13 | 2020-11-10 | General Electric Company | Foil part vectorization for mobile large scale additive manufacturing using foil-based build materials |
| US10894299B2 (en) | 2017-11-13 | 2021-01-19 | General Electric Company | Fixed bed large scale additive manufacturing using foil-based build materials |
| US10307823B1 (en) | 2017-11-13 | 2019-06-04 | General Electric Company | Methods and systems for repairing powder containment structures |
| US10828723B2 (en) | 2017-11-13 | 2020-11-10 | General Electric Company | Process monitoring for mobile large scale additive manufacturing using foil-based build materials |
| US11364564B2 (en) | 2017-11-13 | 2022-06-21 | General Electric Company | Mobile large scale additive manufacturing using foil-based build materials |
| US11188690B1 (en) * | 2017-11-15 | 2021-11-30 | Ansys, Inc. | Systems and methods for performing thermal simulation of an additive manufacturing process |
| CN107856292B (zh) * | 2017-12-20 | 2020-07-21 | 武汉星客智行科技有限公司 | 一种基于图像处理进行3d打印的方法 |
| US10272525B1 (en) | 2017-12-27 | 2019-04-30 | Velo3D, Inc. | Three-dimensional printing systems and methods of their use |
| US20190211457A1 (en) * | 2018-01-05 | 2019-07-11 | United Technologies Corporation | Method for applying an abrasive tip to a high pressure turbine blade |
| EP4344805B1 (en) * | 2018-01-12 | 2025-05-28 | Concept Laser GmbH | Method for operating an apparatus for additively manufacturing of three-dimensional objects |
| US10144176B1 (en) | 2018-01-15 | 2018-12-04 | Velo3D, Inc. | Three-dimensional printing systems and methods of their use |
| US10814429B2 (en) | 2018-01-26 | 2020-10-27 | General Electric Company | Systems and methods for dynamic shaping of laser beam profiles for control of micro-structures in additively manufactured metals |
| US10821551B2 (en) * | 2018-01-26 | 2020-11-03 | General Electronic Company | Systems and methods for dynamic shaping of laser beam profiles in additive manufacturing |
| US10518356B2 (en) * | 2018-02-05 | 2019-12-31 | General Electric Company | Methods and apparatus for generating additive manufacturing scan paths using thermal and strain modeling |
| US10073440B1 (en) * | 2018-02-13 | 2018-09-11 | University Of Central Florida Research Foundation, Inc. | Method for the design and manufacture of composites having tunable physical properties |
| DE102018204316A1 (de) * | 2018-03-21 | 2019-09-26 | Siemens Aktiengesellschaft | Anlage und Verfahren zum Laserauftragsschweißen mit Umschmelzen zur Kornvergrößerung |
| US20200130282A1 (en) * | 2018-04-03 | 2020-04-30 | Hewlett-Packard Development Company, L.P. | Thermal image and 3d print process synchronization |
| US10730185B2 (en) | 2018-04-10 | 2020-08-04 | General Electric Company | Systems and methods for inspecting, cleaning, and/or repairing one or more blades attached to a rotor of a gas turbine engine using a robotic system |
| RU2678694C1 (ru) * | 2018-04-18 | 2019-01-31 | Акционерное общество "Лазерные системы" (АО "Лазерные системы") | Установка селективного лазерного сплавления или спекания |
| US11745423B2 (en) | 2018-04-23 | 2023-09-05 | Rapidflight Holdings, Llc | Method and apparatus for additive manufacturing |
| US11731342B2 (en) | 2018-04-23 | 2023-08-22 | Rapidflight Holdings, Llc | Additively manufactured structure and method for making the same |
| EP3784823A1 (en) | 2018-04-27 | 2021-03-03 | Modumetal, Inc. | Apparatuses, systems, and methods for producing a plurality of articles with nanolaminated coatings using rotation |
| WO2019212492A1 (en) * | 2018-04-30 | 2019-11-07 | Hewlett-Packard Development Company, L.P. | Region of interest monitoring and control for additive manufacturing |
| WO2019212465A1 (en) * | 2018-04-30 | 2019-11-07 | Hewlett-Packard Development Company, L.P. | Determining cooling agent amounts |
| US11318558B2 (en) | 2018-05-15 | 2022-05-03 | The Chancellor, Masters And Scholars Of The University Of Cambridge | Fabrication of components using shaped energy beam profiles |
| WO2020005706A1 (en) * | 2018-06-27 | 2020-01-02 | Carbon, Inc. | Additive manufacturing method including thermal modeling and control |
| US11090861B2 (en) * | 2018-07-26 | 2021-08-17 | General Electric Company | Systems and methods for lateral material transfer in additive manufacturing system |
| WO2020027820A1 (en) * | 2018-07-31 | 2020-02-06 | Hewlett-Packard Development Company, L.P. | Temperature control in additive manufacturing systems |
| EP3608039A1 (de) * | 2018-08-07 | 2020-02-12 | Siemens Aktiengesellschaft | Bestrahlungsverfahren für die additive herstellung mit vorbestimmter trajektorie |
| RU2705821C1 (ru) * | 2018-08-10 | 2019-11-12 | Федеральное государственное бюджетное образовательное учреждение высшего образования Балтийский государственный технический университет "ВОЕНМЕХ" им. Д.Ф. Устинова (БГТУ "ВОЕНМЕХ") | Способ лазерного послойного синтеза объемного изделия с внутренними каналами |
| US11229952B2 (en) | 2018-08-20 | 2022-01-25 | Honeywell International Inc. | System and method for forming part from rapidly manufactured article |
| KR20210042171A (ko) | 2018-09-04 | 2021-04-16 | 어플라이드 머티어리얼스, 인코포레이티드 | 진보한 폴리싱 패드들을 위한 제형들 |
| US10857596B1 (en) * | 2018-09-11 | 2020-12-08 | Honeywell International Inc. | Method of producing an abrasive tip for a turbine blade |
| WO2020060665A1 (en) | 2018-09-21 | 2020-03-26 | University Of South Florida | Layer-wise control of post condensation for additive manufacturing |
| WO2020068130A1 (en) | 2018-09-28 | 2020-04-02 | General Electric Company | Automated identification of cooling holes and toolpath generation |
| WO2020076304A1 (en) | 2018-10-09 | 2020-04-16 | Hewlett-Packard Development Company, L.P. | Modifying object geometries based on radiant heating distribution |
| WO2020091726A1 (en) * | 2018-10-29 | 2020-05-07 | Hewlett-Packard Development Company, L.P. | Monitoring additive manufacturing |
| US11534961B2 (en) | 2018-11-09 | 2022-12-27 | General Electric Company | Melt pool monitoring system and method for detecting errors in a multi-laser additive manufacturing process |
| US10668664B1 (en) | 2018-11-09 | 2020-06-02 | Thermwood Corporation | Systems and methods for printing components using additive manufacturing |
| CN109290578A (zh) * | 2018-11-30 | 2019-02-01 | 辽宁工程技术大学 | 一种回转体类金属零件的增材制造设备及方法 |
| WO2020117490A1 (en) | 2018-12-03 | 2020-06-11 | Carbon, Inc. | Window thermal profile calibration in additive manufacturing |
| US10577679B1 (en) | 2018-12-04 | 2020-03-03 | General Electric Company | Gamma prime strengthened nickel superalloy for additive manufacturing |
| BR112021011328A2 (pt) * | 2018-12-12 | 2021-08-31 | Hewlett-Packard Development Company, L.P. | Visualização de fabricação de objeto |
| US10894364B2 (en) * | 2018-12-13 | 2021-01-19 | General Electric Company | Method for melt pool monitoring using geometric length |
| US11285671B2 (en) * | 2018-12-13 | 2022-03-29 | General Electric Company | Method for melt pool monitoring using Green's theorem |
| US11020907B2 (en) * | 2018-12-13 | 2021-06-01 | General Electric Company | Method for melt pool monitoring using fractal dimensions |
| EP3894108A4 (en) | 2018-12-14 | 2022-08-17 | Seurat Technologies, Inc. | ADDITIVE MANUFACTURING SYSTEM FOR CREATING OBJECTS FROM POWDER USING A HIGH FLUX LASER FOR TWO-DIMENSIONAL PRINTING |
| EP3670031A1 (en) * | 2018-12-19 | 2020-06-24 | Linde GmbH | Method and system for generating a three-dimensional workpiece |
| EP3898058A4 (en) | 2018-12-19 | 2022-08-17 | Seurat Technologies, Inc. | ADDITIONAL MANUFACTURING SYSTEM USING A PULSE MODULATED LASER FOR TWO-DIMENSIONAL PRINTING |
| US12241735B2 (en) * | 2018-12-20 | 2025-03-04 | Arcam Ab | Method for estimating a powder layer thickness |
| JP7160694B2 (ja) * | 2019-01-08 | 2022-10-25 | 日立Geニュークリア・エナジー株式会社 | 流体接触部材及び流体接触部材の製造方法 |
| US11407035B2 (en) | 2019-01-30 | 2022-08-09 | General Electric Company | Powder seal assembly for decreasing powder usage in a powder bed additive manufacturing process |
| US11458681B2 (en) | 2019-01-30 | 2022-10-04 | General Electric Company | Recoating assembly for an additive manufacturing machine |
| US11198182B2 (en) | 2019-01-30 | 2021-12-14 | General Electric Company | Additive manufacturing systems and methods of additively printing on workpieces |
| US11173574B2 (en) | 2019-01-30 | 2021-11-16 | General Electric Company | Workpiece-assembly and additive manufacturing systems and methods of additively printing on workpieces |
| US11144034B2 (en) | 2019-01-30 | 2021-10-12 | General Electric Company | Additive manufacturing systems and methods of generating CAD models for additively printing on workpieces |
| US11465245B2 (en) | 2019-01-30 | 2022-10-11 | General Electric Company | Tooling assembly for magnetically aligning components in an additive manufacturing machine |
| US11426799B2 (en) | 2019-01-30 | 2022-08-30 | General Electric Company | Powder seal assembly for decreasing powder usage in a powder bed additive manufacturing process |
| US11344979B2 (en) | 2019-01-30 | 2022-05-31 | General Electric Company | Build plate clamping-assembly and additive manufacturing systems and methods of additively printing on workpieces |
| US11285538B2 (en) | 2019-01-30 | 2022-03-29 | General Electric Company | Tooling assembly and method for aligning components for a powder bed additive manufacturing repair process |
| US11498132B2 (en) | 2019-01-30 | 2022-11-15 | General Electric Company | Additive manufacturing systems and methods of calibrating for additively printing on workpieces |
| US12151309B1 (en) | 2019-01-31 | 2024-11-26 | Freeform Future Corp. | Clustered laser-beam steering for metal additive manufacturing using powder-bed fusion |
| US11680629B2 (en) | 2019-02-28 | 2023-06-20 | California Institute Of Technology | Low cost wave generators for metal strain wave gears and methods of manufacture thereof |
| US11686889B2 (en) | 2019-02-28 | 2023-06-27 | General Electric Company | Systems and methods for direct laser melting of metals using non-diffracting laser beams |
| US11859705B2 (en) | 2019-02-28 | 2024-01-02 | California Institute Of Technology | Rounded strain wave gear flexspline utilizing bulk metallic glass-based materials and methods of manufacture thereof |
| US11400613B2 (en) | 2019-03-01 | 2022-08-02 | California Institute Of Technology | Self-hammering cutting tool |
| US11591906B2 (en) | 2019-03-07 | 2023-02-28 | California Institute Of Technology | Cutting tool with porous regions |
| US12330217B2 (en) | 2019-03-29 | 2025-06-17 | Siemens Energy Global GmbH & Co. KG | Method and system for optimizing process parameters in an additive manufacturing process |
| US11583928B2 (en) * | 2019-04-16 | 2023-02-21 | Raytheon Technologies Corporation | Additive manufacturing based multi-layer fabrication/repair |
| DE102019205587A1 (de) * | 2019-04-17 | 2020-10-22 | MTU Aero Engines AG | Schichtbauverfahren und Schichtbauvorrichtung zum additiven Herstellen zumindest einer Wand eines Bauteils sowie Computerprogrammprodukt und Speichermedium |
| US11021966B2 (en) * | 2019-04-24 | 2021-06-01 | Raytheon Technologies Corporation | Vane core assemblies and methods |
| WO2020226605A1 (en) * | 2019-05-03 | 2020-11-12 | Hewlett-Packard Development Company, L.P. | Temperature values in additive manufacturing |
| FR3095973B1 (fr) * | 2019-05-16 | 2021-05-07 | Safran Aircraft Engines | Procédé de de fabrication additive pour une pièce métallique |
| FR3096723B1 (fr) * | 2019-05-29 | 2022-03-25 | Safran Helicopter Engines | Anneau d’etancheite pour une roue de turbine de turbomachine |
| CN113939377B (zh) | 2019-06-06 | 2024-02-20 | 尼康Slm方案股份公司 | 设备和方法 |
| US11298884B2 (en) * | 2019-06-07 | 2022-04-12 | General Electric Company | Additive manufacturing systems and methods of pretreating and additively printing on workpieces |
| US11541458B2 (en) * | 2019-07-10 | 2023-01-03 | MolyWorks Materials Corporation | Method and system for manufacturing small adaptive engines |
| US11865771B2 (en) * | 2019-07-24 | 2024-01-09 | The Johns Hopkins University | Localized tailoring of three-dimensional articles via additive manufacturing |
| KR20220031745A (ko) | 2019-07-26 | 2022-03-11 | 벨로3디, 인크. | 3차원 물체 형상화에 대한 품질 보증 |
| US20220152936A1 (en) * | 2019-07-31 | 2022-05-19 | Hewlett-Packard Development Company, L.P. | Generating thermal images |
| EP4117919A4 (en) * | 2019-08-12 | 2024-01-10 | RapidFlight Holdings, LLC | ADDITIVELY MANUFACTURED STRUCTURE AND METHOD FOR MANUFACTURING SAME |
| US11813790B2 (en) | 2019-08-12 | 2023-11-14 | Rapidflight Holdings, Llc | Additively manufactured structure and method for making the same |
| WO2021050034A1 (en) * | 2019-09-09 | 2021-03-18 | Hewlett-Packard Development Company, L.P. | Fusing build material based on thermal transfer |
| CN114514082B (zh) * | 2019-09-25 | 2023-11-03 | Slm方案集团股份公司 | 分析传感器数据的设备及方法、装置、存储介质 |
| US11584083B2 (en) | 2019-09-26 | 2023-02-21 | General Electric Company | Method and system of additive manufacturing contour-based hatching |
| US11225027B2 (en) | 2019-10-29 | 2022-01-18 | Applied Materials, Inc. | Melt pool monitoring in multi-laser systems |
| CN111037109B (zh) * | 2019-11-27 | 2021-09-24 | 大族激光科技产业集团股份有限公司 | 一种基于模糊理论动态调整切割头割嘴的方法 |
| US20220388070A1 (en) * | 2019-12-05 | 2022-12-08 | Hewlett-Packard Development Company, L.P. | Porosity prediction |
| CN111104641B (zh) * | 2019-12-10 | 2023-07-21 | 重庆大学 | 一种三维空间内的计算机识别晶粒方法 |
| CN111036902B (zh) * | 2019-12-13 | 2021-09-03 | 同济大学 | 一种激光选区增材制造的多孔成形方法 |
| US11612986B2 (en) | 2019-12-17 | 2023-03-28 | Rolls-Royce Corporation | Abrasive coating including metal matrix and ceramic particles |
| US11813712B2 (en) | 2019-12-20 | 2023-11-14 | Applied Materials, Inc. | Polishing pads having selectively arranged porosity |
| KR102220823B1 (ko) * | 2019-12-31 | 2021-02-26 | 한국과학기술원 | 3d 프린팅 공정 중 형성되는 용융풀 깊이를 추정하는 방법 및 장치, 그리고 이를 구비한 3d 프린팅 시스템 |
| KR102194694B1 (ko) * | 2019-12-31 | 2020-12-24 | 한국과학기술원 | 3d 프린팅 공정의 열 화상 및 레이저 초음파 통합 검사 시스템 및 이를 구비한 3d 프린팅 시스템 |
| KR102236149B1 (ko) * | 2019-12-31 | 2021-04-06 | 한국과학기술원 | 3d 프린팅 시스템 및 이의 실시간 피드백 공정제어 방법 |
| KR102236148B1 (ko) * | 2019-12-31 | 2021-04-06 | 한국과학기술원 | 3d 프린팅 공정 중 형성되는 용융풀 크기를 제어할 수 있는 3d 프린팅 시스템 및 방법 |
| US11577333B2 (en) * | 2020-01-16 | 2023-02-14 | Rolls-Royce Corporation | Indirect laser brazing of SiC/SiC CMCs for manufacturing and repair |
| US11686208B2 (en) | 2020-02-06 | 2023-06-27 | Rolls-Royce Corporation | Abrasive coating for high-temperature mechanical systems |
| US11958246B2 (en) * | 2020-03-03 | 2024-04-16 | Sciperio, Inc | Laser oven with transparent chamber and external laser source |
| US11237386B2 (en) | 2020-03-11 | 2022-02-01 | Rohr, Inc. | Substrate perforation system and method using polygon mirror(s) |
| US11571740B2 (en) * | 2020-03-17 | 2023-02-07 | Palo Alto Research Center Incorporated | Fabricated shape estimation for additive manufacturing processes |
| CN111428414B (zh) * | 2020-04-01 | 2022-05-17 | 浙江大学 | 用于汽轮机服役性能监控的温度场虚拟现实实时重建方法 |
| US11580279B1 (en) * | 2020-05-05 | 2023-02-14 | Ansys, Inc. | System and method for performing a thermal simulation of a powder bed based additive process |
| US11813672B2 (en) | 2020-05-08 | 2023-11-14 | Grid Logic Incorporated | System and method for manufacturing a part |
| US11806829B2 (en) | 2020-06-19 | 2023-11-07 | Applied Materials, Inc. | Advanced polishing pads and related polishing pad manufacturing methods |
| TWI769872B (zh) * | 2020-06-24 | 2022-07-01 | 國立成功大學 | 積層製造方法 |
| CN111975006B (zh) * | 2020-07-08 | 2021-09-21 | 北京航空航天大学 | 航空发动机叶片的修复方法 |
| JP7527157B2 (ja) | 2020-08-24 | 2024-08-02 | 三菱電機株式会社 | 三次元造形装置及び三次元物体の製造方法 |
| CN112045186B (zh) * | 2020-09-02 | 2023-05-23 | 中国航发北京航空材料研究院 | 铸造等轴晶高温合金涡轮转子叶片叶尖修复方法及工装 |
| CN112254925B (zh) * | 2020-10-16 | 2021-08-17 | 中国科学院力学研究所 | 一种基于熔流示踪的流场显示方法 |
| CN112019448B (zh) * | 2020-10-29 | 2021-02-19 | 北京安盟信息技术股份有限公司 | 一种基于单向数据传输的可靠性控制方法及系统 |
| CN114425626B (zh) * | 2020-10-29 | 2022-12-02 | 华中科技大学 | 一种基于曲面悬臂结构定向能量沉积制造方法及产品 |
| US12263636B2 (en) | 2020-11-02 | 2025-04-01 | General Electric Company | In-process optical based monitoring and control of additive manufacturing processes |
| US11691336B2 (en) * | 2020-11-11 | 2023-07-04 | General Electric Company | System and method for additively printing extension segments on workpieces |
| CN112557445B (zh) * | 2020-11-17 | 2022-04-12 | 华中科技大学 | 一种基于增材制造的缺陷在线检测方法、装置和系统 |
| CN114535598B (zh) * | 2020-11-18 | 2024-06-18 | 中国航发商用航空发动机有限责任公司 | 叶片金属加强边的制造方法、制造系统和风扇叶片 |
| US11980938B2 (en) | 2020-11-24 | 2024-05-14 | Rolls-Royce Corporation | Bladed disk repair process with shield |
| US12162074B2 (en) | 2020-11-25 | 2024-12-10 | Lawrence Livermore National Security, Llc | System and method for large-area pulsed laser melting of metallic powder in a laser powder bed fusion application |
| CN112560246B (zh) * | 2020-12-07 | 2024-04-26 | 中海石油(中国)有限公司 | 一种目标井散点地层压力系数的预测方法 |
| US11629412B2 (en) | 2020-12-16 | 2023-04-18 | Rolls-Royce Corporation | Cold spray deposited masking layer |
| US11740608B2 (en) * | 2020-12-24 | 2023-08-29 | Glowforge, Inc | Computer numerically controlled fabrication using projected information |
| US12331395B2 (en) | 2021-01-15 | 2025-06-17 | Rtx Corporation | Method of repairing ceramic composite articles |
| WO2022170113A1 (en) * | 2021-02-04 | 2022-08-11 | Brown University | Deep operator network |
| US11878389B2 (en) | 2021-02-10 | 2024-01-23 | Applied Materials, Inc. | Structures formed using an additive manufacturing process for regenerating surface texture in situ |
| US12103253B2 (en) | 2021-03-31 | 2024-10-01 | Mighty Buildings, Inc. | High intensity light curing for three-dimensional printing |
| CN113059162B (zh) * | 2021-04-08 | 2023-04-11 | 重庆大学 | 复杂曲面零件缺陷修复方法 |
| DE102021204826A1 (de) | 2021-05-12 | 2022-11-17 | Volkswagen Aktiengesellschaft | Vorhersagen einer Schädigung beim Sintern |
| IL283302B2 (en) | 2021-05-19 | 2023-05-01 | Magnus Metal Ltd | A system and method for additive molding |
| DE102021113757A1 (de) | 2021-05-27 | 2022-12-01 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren und Anlage zum Laserauftragsschweißen |
| CN113560574B (zh) * | 2021-06-10 | 2023-05-26 | 广东工业大学 | 3d打印缺陷修复方法 |
| US20230016982A1 (en) * | 2021-07-13 | 2023-01-19 | General Electric Company | Method for inspecting an object |
| KR102570503B1 (ko) * | 2021-08-09 | 2023-08-24 | 한양대학교 산학협력단 | 진동부와 가열부를 구비한 금속 3d 프린터 |
| CN113894290A (zh) * | 2021-09-03 | 2022-01-07 | 南方科技大学 | 构件失效可控设计的制备方法及构件 |
| US12146538B2 (en) | 2021-09-23 | 2024-11-19 | Goodrich Corporation | Systems and methods for manufacturing wear pads |
| EP4217136A4 (en) | 2021-10-07 | 2024-10-16 | Additive Monitoring Systems, LLC | Structured light part quality monitoring for additive manufacturing and methods of use |
| CN113909689B (zh) * | 2021-11-10 | 2024-04-05 | 佛山市南海区广工大数控装备协同创新研究院 | 一种激光光条的管道焊接坡口特征提取方法 |
| CN114101705B (zh) * | 2021-11-26 | 2025-03-04 | 鑫精合激光科技发展(北京)有限公司 | 一种激光扫描路径规划方法及增材制造方法 |
| CN114309620B (zh) * | 2021-12-14 | 2023-04-14 | 国营芜湖机械厂 | 一种飞机0Cr14Ni5Mo2Cu钢锥裙锁损伤增材修复粉体设计制备方法 |
| CN114347481B (zh) * | 2021-12-17 | 2023-03-28 | 山东大学 | 一种梯度微结构的3d打印文件生成方法及系统 |
| US12064850B2 (en) | 2021-12-30 | 2024-08-20 | Saint-Gobain Abrasives, Inc. | Abrasive articles and methods for forming same |
| WO2023130082A1 (en) | 2021-12-30 | 2023-07-06 | Saint-Gobain Abrasives, Inc. | Abrasive articles and methods for forming same |
| CN114346533B (zh) * | 2022-01-05 | 2023-09-01 | 重庆工商大学 | 一种汽车零部件焊接用轨迹调控装置 |
| CN114660259B (zh) * | 2022-03-17 | 2023-04-14 | 中国民用航空飞行学院 | 一种飞机机翼疲劳裂纹检测设备 |
| CN114682800B (zh) * | 2022-05-31 | 2022-09-06 | 太原理工大学 | 超声滚压表面强化激光增材制造共晶高熵合金板材的方法 |
| US12097670B2 (en) | 2022-11-01 | 2024-09-24 | International Business Machines Corporation | Method and system for three-dimensional printing-based correction of defects in objects |
| WO2024112718A1 (en) * | 2022-11-21 | 2024-05-30 | University Of Virginia Patent Foundation | System and method for local pore detection in laser powder bed fusion additive manufacturing |
| CN116514614A (zh) * | 2023-05-16 | 2023-08-01 | 中国兵器装备集团自动化研究所有限公司 | 一种炸药压制成型工艺参数优化方法 |
| WO2025007152A2 (en) * | 2023-06-29 | 2025-01-02 | Beehive Industries, LLC | Systems and methods for using a segmented scan pattern to build large single crystal objects |
| CN116871531B (zh) * | 2023-07-18 | 2024-01-30 | 烟台龙港泵业股份有限公司 | 一种离心泵轴复合加工工艺 |
| WO2025045943A1 (en) | 2023-09-01 | 2025-03-06 | Norsk Titanium As | Titanium-base alloy compositions |
| CN116933695B (zh) * | 2023-09-19 | 2024-04-16 | 华侨大学 | 激光熔化成形多面体金刚石复材熔凝流动预测方法及装置 |
| CN118248406B (zh) * | 2024-03-12 | 2024-10-01 | 宇盛电气有限公司 | 一种铝合金光伏电缆加工方法及系统 |
| CN117926367B (zh) * | 2024-03-25 | 2024-07-12 | 宝鸡西工钛合金制品有限公司 | 一种钛合金微弧氧化涂层制备方法 |
| CN118134938B (zh) * | 2024-05-10 | 2024-07-12 | 山东银山耐火材料有限公司 | 一种耐火砖表面缺陷视觉检测方法及系统 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2504278Y (zh) * | 2001-09-29 | 2002-08-07 | 华中科技大学 | 激光熔覆送粉装置的自动控制机构 |
| EP1340583A1 (en) * | 2002-02-20 | 2003-09-03 | ALSTOM (Switzerland) Ltd | Method of controlled remelting of or laser metal forming on the surface of an article |
| CN1451510A (zh) * | 2003-01-24 | 2003-10-29 | 西安文物保护修复中心 | 一种缺损青铜器文物的修复方法 |
| CN106342014B (zh) * | 2001-06-13 | 2005-05-18 | 西北工业大学 | 一种用激光定向凝固技术对零件进行修复的方法 |
| EP1589354A2 (fr) * | 2004-04-20 | 2005-10-26 | Airbus France | Système de mesure à trois dimensions |
| US7020539B1 (en) * | 2002-10-01 | 2006-03-28 | Southern Methodist University | System and method for fabricating or repairing a part |
| CN101214582A (zh) * | 2008-01-14 | 2008-07-09 | 北京紫色光激光技术有限公司 | 移动式激光修复设备及其修复方法 |
| CN201720607U (zh) * | 2010-07-09 | 2011-01-26 | 天津工业大学 | 一种激光再制造机器人系统 |
| CN102052094A (zh) * | 2009-11-02 | 2011-05-11 | 阿尔斯托姆科技有限公司 | 磨耗性单晶涡轮叶片 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5200230A (en) * | 1987-06-29 | 1993-04-06 | Dunfries Investments Limited | Laser coating process |
| GB9321866D0 (en) * | 1993-10-22 | 1993-12-15 | Kinsman Grant | Fuzzy logic control of laser welding |
| AUPO110296A0 (en) * | 1996-07-18 | 1996-08-08 | University Of Melbourne, The | Liquidus casting of alloys |
| US5846318A (en) * | 1997-07-17 | 1998-12-08 | Memc Electric Materials, Inc. | Method and system for controlling growth of a silicon crystal |
| US6355086B2 (en) * | 1997-08-12 | 2002-03-12 | Rolls-Royce Corporation | Method and apparatus for making components by direct laser processing |
| US6153702A (en) * | 1997-09-12 | 2000-11-28 | Eastman Chemical Company | Polymers, and novel compositions and films therefrom |
| DE10007711C1 (de) * | 2000-02-19 | 2001-08-16 | Daimler Chrysler Ag | Vorrichtung und Verfahren zum Sintern eines Pulvers mit einem Laserstrahl |
| EP1296776A4 (en) * | 2000-06-01 | 2004-12-08 | Univ Texas | DIRECT SELECTIVE LASER SINTERING OF METALS |
| US6622774B2 (en) * | 2001-12-06 | 2003-09-23 | Hamilton Sundstrand Corporation | Rapid solidification investment casting |
| US20040060639A1 (en) * | 2002-08-13 | 2004-04-01 | Dawn White | Method of apparatus for ensuring uniform build quality during object consolidation |
| CN100377830C (zh) * | 2002-08-28 | 2008-04-02 | P.O.M.集团公司 | 用于在金属底板上形成金属部分的方法 |
| EP1396556A1 (en) * | 2002-09-06 | 2004-03-10 | ALSTOM (Switzerland) Ltd | Method for controlling the microstructure of a laser metal formed hard layer |
| US7045738B1 (en) * | 2002-10-01 | 2006-05-16 | Southern Methodist University | Powder delivery system and method |
| US6815636B2 (en) * | 2003-04-09 | 2004-11-09 | 3D Systems, Inc. | Sintering using thermal image feedback |
| US8629368B2 (en) * | 2006-01-30 | 2014-01-14 | Dm3D Technology, Llc | High-speed, ultra precision manufacturing station that combines direct metal deposition and EDM |
| DE602007006307D1 (de) * | 2006-06-20 | 2010-06-17 | Univ Leuven Kath | Verfahren und vorrichtung zur in-situ-überwachung und rückkopplungssteuerung selektiver laserpulverbearbeitung |
| US20080223832A1 (en) * | 2006-11-16 | 2008-09-18 | Lijun Song | Real time implementation of generalized predictive control algorithm for the control of direct metal deposition (dmd) process |
| US8315746B2 (en) * | 2008-05-30 | 2012-11-20 | Apple Inc. | Thermal management techniques in an electronic device |
| EP2361052A1 (en) * | 2008-09-18 | 2011-08-31 | 3Shape A/S | Tools for customized design of dental restorations |
| WO2011034985A1 (en) * | 2009-09-17 | 2011-03-24 | Sciaky, Inc. | Electron beam layer manufacturing |
| CN104023948B (zh) * | 2011-12-28 | 2016-07-06 | 阿卡姆股份公司 | 用于在无模成形中检测缺陷的方法和设备 |
| JP5941375B2 (ja) | 2012-08-29 | 2016-06-29 | 三菱日立パワーシステムズ株式会社 | レーザ肉盛溶接装置及び肉盛溶接部品の製造方法 |
| CN109937387B (zh) * | 2012-11-08 | 2022-08-23 | Ddm系统有限责任公司 | 金属部件的增材制造及维修 |
| JP6305115B2 (ja) * | 2013-03-21 | 2018-04-04 | オリンパス株式会社 | 走査型レーザ顕微鏡 |
-
2013
- 2013-11-08 CN CN201380069815.9A patent/CN109937387B/zh not_active Expired - Fee Related
- 2013-11-08 JP JP2015541966A patent/JP6342912B2/ja not_active Expired - Fee Related
- 2013-11-08 WO PCT/US2013/069340 patent/WO2014074947A2/en active Application Filing
- 2013-11-08 EP EP13854022.4A patent/EP2917797B1/en active Active
- 2013-11-08 US US14/076,101 patent/US9522426B2/en not_active Expired - Fee Related
-
2016
- 2016-12-16 US US15/382,411 patent/US10639721B2/en not_active Expired - Fee Related
-
2018
- 2018-05-02 JP JP2018088633A patent/JP6723285B2/ja not_active Expired - Fee Related
-
2020
- 2020-05-05 US US16/866,814 patent/US20200269322A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106342014B (zh) * | 2001-06-13 | 2005-05-18 | 西北工业大学 | 一种用激光定向凝固技术对零件进行修复的方法 |
| CN2504278Y (zh) * | 2001-09-29 | 2002-08-07 | 华中科技大学 | 激光熔覆送粉装置的自动控制机构 |
| EP1340583A1 (en) * | 2002-02-20 | 2003-09-03 | ALSTOM (Switzerland) Ltd | Method of controlled remelting of or laser metal forming on the surface of an article |
| US7020539B1 (en) * | 2002-10-01 | 2006-03-28 | Southern Methodist University | System and method for fabricating or repairing a part |
| CN1451510A (zh) * | 2003-01-24 | 2003-10-29 | 西安文物保护修复中心 | 一种缺损青铜器文物的修复方法 |
| EP1589354A2 (fr) * | 2004-04-20 | 2005-10-26 | Airbus France | Système de mesure à trois dimensions |
| CN101214582A (zh) * | 2008-01-14 | 2008-07-09 | 北京紫色光激光技术有限公司 | 移动式激光修复设备及其修复方法 |
| CN102052094A (zh) * | 2009-11-02 | 2011-05-11 | 阿尔斯托姆科技有限公司 | 磨耗性单晶涡轮叶片 |
| CN201720607U (zh) * | 2010-07-09 | 2011-01-26 | 天津工业大学 | 一种激光再制造机器人系统 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230145246A1 (en) * | 2021-11-08 | 2023-05-11 | Research & Business Foundation Sungkyunkwan University | Stack visualization method, apparatus, and computer-readable recording medium storing instructions to perform stack visualization method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2917797B1 (en) | 2021-06-30 |
| JP6342912B2 (ja) | 2018-06-13 |
| US20140163717A1 (en) | 2014-06-12 |
| EP2917797A2 (en) | 2015-09-16 |
| US20170182562A1 (en) | 2017-06-29 |
| WO2014074947A9 (en) | 2014-08-07 |
| WO2014074947A2 (en) | 2014-05-15 |
| WO2014074947A3 (en) | 2014-07-03 |
| US20200269322A1 (en) | 2020-08-27 |
| CN109937387A (zh) | 2019-06-25 |
| JP2016502603A (ja) | 2016-01-28 |
| EP2917797A4 (en) | 2016-07-13 |
| JP6723285B2 (ja) | 2020-07-15 |
| US10639721B2 (en) | 2020-05-05 |
| JP2018138699A (ja) | 2018-09-06 |
| US9522426B2 (en) | 2016-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109937387B (zh) | 金属部件的增材制造及维修 | |
| Akbari et al. | Closed loop control of melt pool width in robotized laser powder–directed energy deposition process | |
| Basak et al. | Additive manufacturing of single-crystal superalloy CMSX-4 through scanning laser epitaxy: computational modeling, experimental process development, and process parameter optimization | |
| Singh et al. | Powder bed fusion process in additive manufacturing: An overview | |
| Fujishima et al. | Study on factors for pores and cladding shape in the deposition processes of Inconel 625 by the directed energy deposition (DED) method | |
| US11260475B2 (en) | Method and system for powder bed fusion additive manufacturing of crack-free aluminum alloys | |
| Acharya et al. | A coupled thermal, fluid flow, and solidification model for the processing of single-crystal alloy CMSX-4 through scanning laser epitaxy for turbine engine hot-section component repair (Part I) | |
| US20140305368A1 (en) | Manufacturing a component of single crystal or directionally solidified material | |
| Dogu et al. | Digitisation of metal AM for part microstructure and property control | |
| Rottwinkel et al. | Laser cladding for crack repair of CMSX-4 single-crystalline turbine parts | |
| Bidare et al. | High-density direct laser deposition (DLD) of CM247LC alloy: microstructure, porosity and cracks | |
| Rezaeifar et al. | Minimizing the surface roughness in L-PBF additive manufacturing process using a combined feedforward plus feedback control system | |
| Montes-Ramirez et al. | Shrinkage and deformation compensation in metal fused filament fabrication (mf3) sintered copper components using 3d scanning and inverse deformation | |
| Rothfelder et al. | A Brief History of the Progress of Laser Powder Bed Fusion of Metals in Europe | |
| Menon et al. | Microstructure of IN738LC Fabricated Using Laser Powder Bed Fusion Additive Manufacturing | |
| Haack et al. | Investigation on the formation of grain boundary serrations in additively manufactured superalloy Haynes 230 | |
| O’Neil et al. | Improving structural integrity of direct laser-deposited Ni–Co–Cr–Al–Y Superalloys by alloy modification | |
| Huarte-Mendicoa et al. | Experimental microstructure evaluation of Rene 80 in laser cladding | |
| Basak | Advanced powder bed fusion-based additive manufacturing with turbine engine hot-section alloys through scanning laser epitaxy | |
| Schnur | Electron beam-powder bed fusion of alloy 718: Influences of contour parameters on surface and microstructural characteristics | |
| Acharya | Multiphysics modeling and statistical process optimization of the scanning laser epitaxy process applied to additive manufacturing of turbine engine hot-section Superalloy components | |
| Fayaz et al. | Laser cladding of metals by additive manufacturing: moving toward 3D printing | |
| Guo | An investigation of defects in the nickel-based superalloy IN738LC fabricated by laser powder bed fusion | |
| Hussain | Powder Bed Fusion–Laser Beam of a non-weldable Ni-base superalloy: Role of process parameters and scan strategies | |
| Revanur | Novel Scan Strategies for Selective Laser Melting |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20220823 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |