CN107470457B - 易回弹s形截面钣金件的制作方法及多工位级进模 - Google Patents
易回弹s形截面钣金件的制作方法及多工位级进模 Download PDFInfo
- Publication number
- CN107470457B CN107470457B CN201710778358.0A CN201710778358A CN107470457B CN 107470457 B CN107470457 B CN 107470457B CN 201710778358 A CN201710778358 A CN 201710778358A CN 107470457 B CN107470457 B CN 107470457B
- Authority
- CN
- China
- Prior art keywords
- sheet metal
- upper die
- die holder
- metal part
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
Abstract
本发明公开了一种易回弹S形截面钣金件的制作方法,包括冲孔工序、修边工序、修边工序、向上成形工序、空步工序、翻边工序、空步工序、精修边和整形工序、空步工序以及切断和冲孔工序。本发明的易回弹S形截面钣金件的制作方法,通过修边工序、成形工序、翻边工序、空步工序位置的合理布置,对应的模具冲压工作过程中不仅保证了冲孔的位置精度、前后缺口的位置精度、制件成形的质量以及外缘的修边质量,还极大的减小了制件成形后的回弹量,减小了模具调试成本,提高了生产效率和产品合格率,缩短了易回弹S形截面钣金件的多工位级进模的开发周期。本发明还提供了一种适于易回弹S形截面钣金件的多工位级进模。
Description
技术领域
本发明属于金属冲压技术领域,具体地说,本发明涉及一种易回弹S形截面钣金件的制作方法及多工位级进模。
背景技术
排样设计是多工位级进模设计的关键。排样图的优化与否,不仅关系到材料的利用率、制件的精度、模具制造的难易程度和使用寿命等,而且直接关系到模具各工位加工的协调与稳定。目前,对易回弹S形截面钣金件的排样设计通常是使用有限元仿真软件对初始排样进行分析与优化,直到仿真结果达到产品零件图的公差要求后再确定最终的排样图。若初始排样不合理则加大了后期仿真分析与优化难度,即使克服困难获得了合格的模拟结果,而由于有限元仿真技术无法真实地替代模具试模过程而导致模具调试工作量巨大。这很大程度地制约了易回弹S形截面钣金件多工位级进模制造水平的提高,加大了模具调试的成本投入,也影响了产品生产的效率,为了解决所面临的技术问题,从初始排样设计出发提供一种易回弹S形截面钣金件的多工位级进模排样能够有效的解决所面临的技术问题。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提供一种易回弹S形截面钣金件的制作方法及多工位级进模,目的是提高生产效率。
为了实现上述目的,本发明采取的技术方案为:易回弹S形截面钣金件的制作方法,包括工序:
S1、冲孔工序;
S2、修边工序;
S3、修边工序;
S4、向上成形工序;
S5、空步工序;
S6、翻边工序;
S7、空步工序;
S8、精修边和整形工序;
S9、空步工序;
S10、切断和冲孔工序。
所述工序S1中,在坯料两侧的边料载体上分别冲出一个导引孔。
所述工序S4中,在坯料上成形出工艺补充加强筋和冲出工艺定位孔。
所述工序S4中,在坯料上成形出两个工艺补充加强筋和冲出两个工艺定位孔,其中一个工艺补充加强筋位于两个工艺定位孔之间。
所述工序S8中,经冲裁去除所述工艺补充加强筋和工艺定位孔。
所述工序S1至工序S9中,坯料的两端通过系带搭口与两侧的边料载体连接。
本发明还提供了一种适于易回弹S形截面钣金件的多工位级进模,包括上模组件和下模组件,所述上模组件和所述下模组件对应设有十个工位,按加工先后顺序分别为第一冲孔工位、第二修边工位、第三修边工位、第四向上成形工位、第五空工位、第六翻边工位、第七空工位、第八精修边和整形工位、第九空工位以及第十切断和冲孔工位。
对应所述第一冲孔工位处,所述上模组件包括上模座、设置于上模座上的定位块和卸料板、设置于卸料板上的五个窗口板以及设置于定位块上的五个冲头,所述下模组件包括下模座以及设置于下模座上且与五个冲头相配合的五个凹模,五个凹模与五个窗口板相配合夹紧坯料。
对应所述第二修边工位处,所述上模组件包括上模座、设置于上模座上的定位块和卸料板、设置于卸料板上的三个窗口板以及设置于定位块上的三个冲头,所述下模组件包括下模座以及设置于下模座上且与三个冲头相配合的三个凹模,三个凹模与三个窗口板相配合夹紧坯料。
对应所述第三修边工位处,所述上模组件包括上模座、设置于上模座上的定位块和卸料板、设置于卸料板上的两个窗口板以及设置于定位块上的两个冲头,所述下模组件包括下模座以及设置于下模座上且与三个冲头相配合的两个凹模,两个凹模与两个窗口板相配合夹紧坯料。
对应所述第四向上成形工位处,所述上模组件包括上模座、设置于上模座上的卸料板、设置于卸料板上的成形块和冲头以及设置于上模座上的三个成形块,所述下模组件包括下模座以及设置于下模座上且与上模组件的三个成形块和冲头相配合的成形块。
对应所述第六翻边工位处,所述上模组件包括上模座、设置于上模座上的卸料板、设置于卸料板上的成形块以及设置于上模座上的成形块,所述下模组件包括下模座以及设置于下模座上且与上模组件的两个成形块相配合的成形块。
对应所述第八精修边和整形工位处,所述上模组件包括上模座、设置于上模座上的卸料板、设置于卸料板上的成形块以及设置于上模座上的两个冲头和成形块,所述下模组件包括下模座以及设置于下模座上且与上模组件的两个成形块相配合的成形块。
对应所述第十切断和冲孔工位处,所述上模组件包括上模座、设置于上模座上的卸料板以及设置于上模座上且用于将坯料两侧的边料载体切断的两个废料切刀,所述下模组件包括下模座以及设置于下模座上的两个定位块。
所述的多工位级进模还包括对应所述第十切断和冲孔工位处设置且分别用于对坯料进行冲裁和冲孔的冲裁装置和冲孔装置。
本发明的易回弹S形截面钣金件的制作方法,通过修边工序、成形工序、翻边工序、空步工序位置的合理布置,对应的模具冲压工作过程中不仅保证了冲孔的位置精度、前后缺口的位置精度、制件成形的质量以及外缘的修边质量,还极大的减小了制件成形后的回弹量,减小了模具调试成本,提高了生产效率和产品合格率,缩短了易回弹S形截面钣金件的多工位级进模的开发周期。
附图说明
本说明书包括以下附图,所示内容分别是:
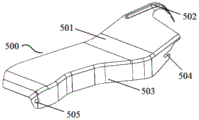
图1是易回弹S形截面钣金件的结构示意图;
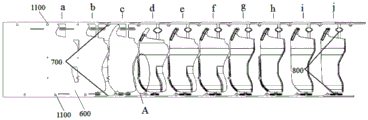
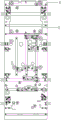
图2是排样工艺设计图;
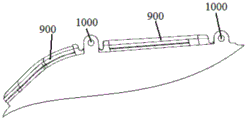
图3是图2中A处放大图;
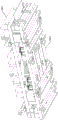
图4是本发明多工位级进模的结构示意图
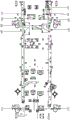
图5是上模组件的上模座的结构示意图;
图6是卸料机构的结构示意图;
图7是上模组件的冲头和成形块等的布置示意图;
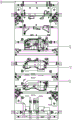
图8是下模组件的结构示意图;
图9是下模组件的凹模和成形块等的布置示意图;
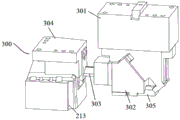
图10是冲裁装置的结构示意图;
图11是冲孔装置的结构示意图;
图中标记为:
100、上模组件;
101、上模座;102、定位块;103、第一卸料板;104、窗口板;105、窗口板;106、窗口板;107、窗口板;108、窗口板;109、窗口板;110、窗口板;111、窗口板;112、成形块;113、成形块;114、成形块;115、成形块;116、成形块;117、成形块;118、第三卸料板;119、成形块;120、冲头;121、冲头;122、成形块;123、废料切刀;124、废料切刀;125、第二卸料板;
200、下模组件;
201、下模座;202、凹模;203、凹模;204、凹模;205、凹模;206、凹模;207、凹模;208、凹模;209、凹模;210、成形块;211、成形块;212、成形块;213、定位块;214、定位块;
300、冲裁装置;301、第一上模驱动块;302、第一斜楔滑块;303、冲头;304、凹模;305、第一斜楔座;
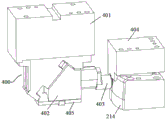
400、冲孔装置;401、第二上模驱动块;402、第二斜楔滑块;403、冲头;404、凹模;405、第二斜楔座;
500、易回弹S形截面钣金件;501、钣金件本体;502、第一折弯部;503、第二折弯部;504、缺口;505、通孔;
600、坯料;700、边料载体;800、系带搭口;900、工艺补充加强筋;1000、工艺定位孔;1100、导引孔。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
本发明提供了一种易回弹S形截面钣金件的制作方法,该易回弹S形截面钣金件500的结构如图1所示,该易回弹S形截面钣金件500包括钣金件本体501、与钣金件本体501的一端连接的第一折弯部502和与钣金件本体501的一侧边缘连接的第二折弯部503,第一折弯部502和第二折弯部503为通过折弯形成且第一折弯部502和第二折弯部503朝向钣金件本体501的同一侧伸出,第二折弯部503并为沿钣金件本体501的长度方向从钣金件本体501的一端延伸至钣金件本体501的另一端,第二折弯部503与钣金件本体501之间的夹角大致为90度,第二折弯部503的一端具有一个圆形的通孔505,第二折弯部503的一端具有一个U型的缺口504,且该缺口504所在的端部为第二折弯部503上靠近第一折弯部502的一端,通孔505所在的端部为第二折弯部503上远离第一折弯部502的一端。
如图2所示,本发明易回弹S形截面钣金件的制作方法包括如下的工序:
S1、冲孔工序;
S2、修边工序;
S3、修边工序;
S4、向上成形工序;
S5、空步工序;
S6、翻边工序;
S7、空步工序;
S8、精修边和整形工序;
S9、空步工序;
S10、切断和冲孔工序。
区别于传统排样,本发明的制作方法是通过冲孔工序、修边工序、成形工序、翻边工序、空步工序位置的合理布置。对应的模具冲压工作过程中不仅保证了冲孔的位置精度、前后缺口的位置精度、制件成形的质量以及外缘的修边质量,还极大的减小了制件成形后的回弹量。
具体地说,工序S1—冲孔工序,是在位于坯料两侧的边料载体上应用圆柱冲头分别冲一个导引孔,两个导引孔是用于配合模具的侧向导尺和条料底部垫板达到精确定位和定距的作用。
工序S2—修边工序和工序S3—修边工序,修边工序处对坯料进行冲裁,剪切掉多余部分,分步冲裁有利于提高板料对修边精度的要求。
工序S4—向上成形工序,在坯料上成形出工艺补充加强筋和冲出工艺定位孔,并对坯料进行折弯,成型出易回弹S形截面钣金件的第一折弯部502。安排向上成形能提高制件成形时的强度和精度要求。如图3所示,在坯料的侧边缘处成形出两个工艺补充加强筋和冲出两个工艺定位孔,其中一个工艺补充加强筋位于两个工艺定位孔之间,其中一个工艺定位孔位于两个工艺补充加强筋之间。
工序S5—空步工序的设置,是考虑模具步距尺寸较小,为提高凹模镶块、卸料板和固定板的强度,保证各成形零件安装位置不发生干涉,确保其结构空间。
工序S6—翻边工序,是完成制件外形要求的成形,是对坯料进行折弯,成型出易回弹S形截面钣金件的第二折弯部503和钣金件本体501,工艺补充加强筋和工艺定位孔与第二折弯部503为相对设置。
工序S7—空步工序的设置,是考虑模具步距尺寸较小,为提高凹模镶块、卸料板和固定板的强度,保证各成形零件安装位置不发生干涉,确保其结构空间。
工序S8—精修边和整形工序,经冲裁去除工艺补充加强筋和工艺定位孔,对坯料进行精修边和整形,保证制件折弯后边缘的质量。
工序S9—空步工序的设置,是考虑模具步距尺寸较小,为提高凹模镶块、卸料板和固定板的强度,保证各成形零件安装位置不发生干涉,确保其结构空间。
如图2所示,在工序S1至工序S9中,坯料的两端通过系带搭口与两侧的边料载体连接。工序S10—切断和冲孔工序,是切除坯料两端的系带搭口,并对第二折弯部503的两端进行冲裁和冲孔,形成缺口504和通孔505,完成制件最终的冲压加工,最终获得如图1所示结构的易回弹S形截面钣金件500。
本发明还提供了一种适于易回弹S形截面钣金件的多工位级进模,应用于易回弹S形截面钣金件的制作方法中,如图4至图11所示,该多工位级进模主要包括上模组件100和下模组件200,上模组件100和下模组件200对应设有十个工位,按加工先后顺序分别为第一冲孔工位、第二修边工位、第三修边工位、第四向上成形工位、第五空工位、第六翻边工位、第七空工位、第八精修边和整形工位、第九空工位以及第十切断和冲孔工位。
如图5至图9所示,对应第一冲孔工位处,上模组件100包括上模座101、设置于上模座101上的定位块102和第一卸料板103、固定设置于第一卸料板103上的五个窗口板104、105、106、107、108以及设置于定位块102上的五个冲头,定位块102固定设置于上模座101上,定位块102并位于第一卸料板103与上模座101之间。第一卸料板103通过氮气弹簧与上模座101连接,第一卸料板103具有让五个冲头分别穿过的五个通孔。五个冲头中,其中两个冲头为圆柱冲头且两个圆柱冲头是用于在坯料上冲出导引孔,另外三个冲头为异形冲头且三个异形冲头是用于对坯料进行冲裁。下模组件200包括下模座201以及固定设置于下模座201上且与上模组件100的五个冲头相配合的五个凹模202、203、204、205、206,五个凹模202、203、204、205、206并与五个窗口板104、105、106、107、108分别相配合夹紧坯料,窗口板104与凹模202相配合且位于凹模202的正上方,窗口板105与凹模203相配合且位于凹模203的正上方,窗口板106与凹模202相配合且位于凹模202的正上方,窗口板107与凹模205相配合且位于凹模205的正上方,窗口板108与凹模206相配合且位于凹模206的正上方,窗口板105和窗口板106处于与上模座101的宽度方向相平行的同一直线上,窗口板107和窗口板108处于与上模座101的宽度方向相平行的同一直线上。
如图5至图9所示,对应第二修边工位处,上模组件100包括上模座101、设置于上模座101上的定位块102和第一卸料板103、固定设置于第一卸料板103上的三个窗口板109、110、111以及设置于定位块102上的三个冲头,定位块102固定设置于上模座101上,定位块102并位于第一卸料板103与上模座101之间。第一卸料板103通过氮气弹簧与上模座101连接,第一卸料板103具有让三个冲头分别穿过的三个通孔,三个冲头为异形冲头且三个冲头处于与上模座101的宽度方向相平行的同一直线上,三个冲头是用于对坯料进行冲裁。下模组件200包括下模座201以及固定设置于下模座201上且与三个冲头相配合的三个凹模207、208、209,三个凹模207、208、209与三个窗口板109、110、111分别相配合夹紧坯料。窗口板109与凹模207相配合且位于凹模207的正上方,窗口板110与凹模208相配合且位于凹模208的正上方,窗口板111与凹模209相配合且位于凹模209的正上方,窗口板109、窗口板110和窗口板111处于与上模座101的宽度方向相平行的同一直线上。
如图5至图9所示,对应第三修边工位处,上模组件100包括上模座101、设置于上模座101上的定位块102和第一卸料板103、固定设置于第一卸料板103上的两个窗口板109、111以及设置于定位块102上的两个冲头,定位块102固定设置于上模座101上,定位块102并位于第一卸料板103与上模座101之间。第一卸料板103通过氮气弹簧与上模座101连接,第一卸料板103具有让两个冲头分别穿过的两个通孔,两个冲头为异形冲头且两个冲头处于与上模座101的宽度方向相平行的同一直线上,两个冲头是用于对坯料进行冲裁。下模组件200包括下模座201以及设置于下模座201上且与两个冲头相配合的两个凹模207、209,两个凹模207、209与两个窗口板109、111分别相配合夹紧坯料。窗口板109与凹模207相配合且位于凹模207的正上方,窗口板111与凹模209相配合且位于凹模209的正上方。工序S2和工序S3中,采用同样的两个冲头与窗口板109、111和凹模207、209相配合,对坯料的两侧边缘进行冲裁,初步成型出钣金件。经过工序S3的修边工序后,相邻两个坯料之间不连接。
如图5至图9所示,对应第四向上成形工位处,上模组件100包括上模座101、设置于上模座101上的第二卸料板125、固定设置于第二卸料板125上的成形块112和两个冲头以及固定设置于上模座101上的三个成形块113、114、115,成形块113、成形块114、成形块115分布在成形块112的两侧且成形块113和成形块114处于成形块112的同一侧。设置于第二卸料板125上的两个冲头是为圆柱冲头,两个圆柱冲头是用于在坯料上冲出两个工艺定位孔。下模组件200包括下模座201以及固定设置于下模座201上且与上模组件100的四个成形块112、113、114、115和两个冲头相配合的成形块210。成形块113和成形块114与成形块210相配合,在坯料上成形出两个工艺补充加强筋。成形块112与成形块210相配合,对坯料进行折弯,成型出易回弹S形截面钣金件的第一折弯部502。
如图5至图9所示,对应第六翻边工位处,上模组件100包括上模座101、设置于上模座101上的第二卸料板125、固定设置于第二卸料板125上的成形块116以及固定设置于上模座101上的成形块117,成形块117位于成形块116的一侧,且在坯料的行径方向上,成形块117位于成形块116的前方。下模组件200包括下模座201以及固定设置于下模座201上且与上模组件100的两个成形块116、117相配合的成形块211。成形块116和成形块117处于成形块211的上方,成形块116和成形块117的型面与成形块211的型面相配合,并与易回弹S形截面钣金件的形状相匹配,对料产生折弯作用,成型出易回弹S形截面钣金件的第二折弯部503和钣金件本体501,完成翻边工序。
如图5至图9所示,对应第八精修边和整形工位处,上模组件100包括上模座101、设置于上模座101上的第三卸料板118、固定设置于第三卸料板118上的成形块119以及固定设置于上模座101上的两个冲头120、121和成形块122。第三卸料板118通过氮气弹簧与上模座101连接,第三卸料板118、第二卸料板125和第一卸料板103处于与上模座101的长度方向相平行的同一直线上且第二卸料板125处于第三卸料板118与第一卸料板103之间。两个冲头120、121为异形冲头,两个冲头120、121和成形块122分别位于成形块119的一侧,且在坯料的行径方向上,成形块119位于成形块122的前方。下模组件200包括下模座201以及固定设置于下模座201上且与上模组件100的两个成形块119、122和两个冲头120、121相配合的成形块212。成形块119和成形块122处于成形块212的上方,两个冲头120、121与成形块212相配合,冲裁去除坯料上的两个工艺补充加强筋。
如图5至图9所示,对应第十切断和冲孔工位处,上模组件100包括上模座101、设置于上模座101上的第三卸料板118以及固定设置于上模座101上且用于将坯料两侧的边料载体切断的两个废料切刀123、124,第三卸料板118通过氮气弹簧与上模座101连接,第三卸料板118、第二卸料板125和第一卸料板103处于与上模座101的长度方向相平行的同一直线上且第二卸料板125处于第三卸料板118与第一卸料板103之间。下模组件200包括下模座201以及固定设置于下模座201上的两个定位块213、214。
如图5至图9所示,本发明的多工位级进模还包括对应第十切断和冲孔工位处设置且分别用于对坯料进行冲裁和冲孔的冲裁装置300和冲孔装置400。冲裁装置300是用于在第二折弯部的端部冲出一个缺口,冲孔装置400是用于在第二折弯部的另一端部冲出一个圆形的通孔505。
如图10所示,冲裁装置300包括固定设置于下模座201上的第一斜楔座305、可移动的设置于第一斜楔座305上的第一斜楔滑块302、固定设置于上模座101上且用于驱动第一斜楔滑块302的第一上模驱动块301、固定设置于第一斜楔滑块302上的冲头303和固定设置于定位块213上的凹模304,冲头303与凹模304相配合。第一斜楔滑块302与第一斜楔座305为滑动连接,在上模座101带动第一上模驱动块301在竖直方向上作直线运动,在第一上模驱动块301的作用下,第一斜楔滑块302带动冲头303沿水平方向朝向位于后方的凹模304作直线运动,最终使冲头304在坯料上进行冲裁,冲出一个U型的缺口。
如图11所示,冲孔装置400包括固定设置于下模座201上的第二斜楔座405、可移动的设置于第二斜楔座405上的第二斜楔滑块402、固定设置于上模座101上且用于驱动第二斜楔滑块402的第二上模驱动块401、固定设置于第二斜楔滑块402上的冲头403和固定设置于定位块214上的凹模404,冲头403与凹模404相配合。第二斜楔滑块402与第二斜楔座405为滑动连接,在上模座101带动第二上模驱动块401在竖直方向上作直线运动,在第一上模驱动块301的作用下,第二斜楔滑块402带动冲头403沿水平方向朝向位于后方的凹模404作直线运动,最终使冲头404在坯料上进行冲孔,冲出一个圆形的通孔。
以上结合附图对本发明进行了示例性描述。显然,本发明具体实现并不受上述方式的限制。只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
Claims (8)
1.易回弹S形截面钣金件的制作方法,其特征在于,包括工序:
S1、冲孔工序;
S2、修边工序;
S3、修边工序;
S4、向上成形工序;
S5、空步工序;
S6、翻边工序;
S7、空步工序;
S8、精修边和整形工序;
S9、空步工序;
S10、切断和冲孔工序;
其中,易回弹S形截面钣金件包括钣金件本体、与钣金件本体的一端连接的第一折弯部和与钣金件本体的一侧边缘连接的第二折弯部,第一折弯部和第二折弯部为通过折弯形成且第一折弯部和第二折弯部朝向钣金件本体的同一侧伸出,第二折弯部为沿钣金件本体的长度方向从钣金件本体的一端延伸至钣金件本体的另一端,第二折弯部与钣金件本体之间的夹角大致为90度,第二折弯部的一端具有一个圆形的通孔,第二折弯部的一端具有一个U型的缺口,且该缺口所在的端部为第二折弯部上靠近第一折弯部的一端,通孔所在的端部为第二折弯部上远离第一折弯部的一端;
所述工序S1中,在坯料两侧的边料载体上分别冲出一个导引孔;
所述工序S2和S3中,对坯料进行冲裁,剪切掉多余部分;
所述工序S4中,在坯料上成形出工艺补充加强筋和冲出工艺定位孔;
所述工序S6中,对坯料进行折弯,成型出易回弹S形截面钣金件的第二折弯部和钣金件本体;
所述工序S8中,经冲裁去除所述工艺补充加强筋和工艺定位孔;
所述工序S10中,切除坯料两端的系带搭口,并对第二折弯部的两端进行冲裁和冲孔,形成缺口和通孔。
2.根据权利要求1所述的易回弹S形截面钣金件的制作方法,其特征在于,所述工序S4中,在坯料上成形出两个工艺补充加强筋和冲出两个工艺定位孔,其中一个工艺补充加强筋位于两个工艺定位孔之间。
3.根据权利要求2所述的易回弹S形截面钣金件的制作方法,其特征在于,所述工序S4中,对坯料进行折弯,成型出易回弹S形截面钣金件的第一折弯部。
4.根据权利要求1所述的易回弹S形截面钣金件的制作方法,其特征在于,所述工序S1至工序S9中,坯料的两端通过系带搭口与两侧的边料载体连接。
5.适于易回弹S形截面钣金件的多工位级进模,包括上模组件和下模组件,其特征在于,所述上模组件和所述下模组件对应设有十个工位,按加工先后顺序分别为第一冲孔工位、第二修边工位、第三修边工位、第四向上成形工位、第五空工位、第六翻边工位、第七空工位、第八精修边和整形工位、第九空工位以及第十切断和冲孔工位;
其中,易回弹S形截面钣金件包括钣金件本体、与钣金件本体的一端连接的第一折弯部和与钣金件本体的一侧边缘连接的第二折弯部,第一折弯部和第二折弯部为通过折弯形成且第一折弯部和第二折弯部朝向钣金件本体的同一侧伸出,第二折弯部为沿钣金件本体的长度方向从钣金件本体的一端延伸至钣金件本体的另一端,第二折弯部与钣金件本体之间的夹角大致为90度,第二折弯部的一端具有一个圆形的通孔,第二折弯部的一端具有一个U型的缺口,且该缺口所在的端部为第二折弯部上靠近第一折弯部的一端,通孔所在的端部为第二折弯部上远离第一折弯部的一端;
对应所述第一冲孔工位处,所述上模组件包括上模座、设置于上模座上的定位块(102)和卸料板(103)、设置于卸料板(103)上的五个窗口板(104、105、106、107、108)以及设置于定位块(102)上的五个冲头,五个冲头中,其中两个冲头为圆柱冲头且两个圆柱冲头是用于在坯料上冲出导引孔,另外三个冲头为异形冲头且三个异形冲头是用于对坯料进行冲裁;所述下模组件包括下模座以及设置于下模座上且与五个冲头相配合的五个凹模(202、203、204、205、206),五个凹模(202、203、204、205、206)与五个窗口板(104、105、106、107、108)相配合夹紧坯料;
对应所述第二修边工位处,所述上模组件包括上模座、设置于上模座上的定位块(102)和卸料板(103)、设置于卸料板(103)上的三个窗口板(109、110、111)以及设置于定位块(102)上的三个冲头,三个冲头是用于对坯料进行冲裁,所述下模组件包括下模座以及设置于下模座上且与三个冲头相配合的三个凹模(207、208、209),三个凹模(207、208、209)与三个窗口板(109、110、111)相配合夹紧坯料;
对应所述第三修边工位处,所述上模组件包括上模座、设置于上模座上的定位块(102)和卸料板(103)、设置于卸料板(103)上的两个窗口板(109、111)以及设置于定位块(102)上的两个冲头,两个冲头是用于对坯料进行冲裁,所述下模组件包括下模座以及设置于下模座上且与三个冲头相配合的两个凹模(207、209),两个凹模(207、209)与两个窗口板(109、111)相配合夹紧坯料;
对应所述第四向上成形工位处,所述上模组件包括上模座、设置于上模座上的卸料板(125)、设置于卸料板(125)上的第一成形块(112)和冲头以及设置于上模座上的三个第二成形块(113、114、115),设置于第二卸料板(125)上的两个冲头是为圆柱冲头,两个圆柱冲头是用于在坯料上冲出两个工艺定位孔,所述下模组件包括下模座以及设置于下模座上且与上模组件的三个第二成形块(113、114、115)和冲头相配合的第三成形块(210);两个第二成形块(113、114)与第三成形块(210)相配合,在坯料上成形出两个工艺补充加强筋;第一成形块(112)与第三成形块(210)相配合,对坯料进行折弯,成型出易回弹S形截面钣金件的第一折弯部;
对应所述第六翻边工位处,所述上模组件包括上模座、设置于上模座上的卸料板(125)、设置于卸料板(125)上的第四成形块(116)以及设置于上模座上的第五成形块(117),所述下模组件包括下模座以及设置于下模座上且与上模组件的第四成形块(116)第五成形块(117)和相配合的第六成形块(211);第四成形块(116)和第五成形块(117)处于第六成形块(211)的上方,第四成形块(116)和第五成形块(117)的型面与第六成形块(211)的型面相配合,成型出易回弹S形截面钣金件的第二折弯部和钣金件本体,完成翻边工序;
对应所述第八精修边和整形工位处,所述上模组件包括上模座、设置于上模座上的卸料板(118)、设置于卸料板(118)上的第七成形块(119)以及设置于上模座上的两个冲头(120、121)和第八成形块(122),所述下模组件包括下模座以及设置于下模座上且与上模组件的第七成形块(119)和第八成形块(122)相配合的第九成形块(212);两个冲头(120、121)与第九成形块(212)相配合,冲裁去除坯料上的两个工艺补充加强筋;
对应所述第十切断和冲孔工位处,所述上模组件包括上模座、设置于上模座上的卸料板(118)以及设置于上模座上且用于将坯料两侧的边料载体切断的两个废料切刀(123、124),所述下模组件包括下模座以及设置于下模座上的两个定位块(213、214)。
6.根据权利要求5所述的多工位级进模,其特征在于,还包括对应所述第十切断和冲孔工位处设置且分别用于对坯料进行冲裁和冲孔的冲裁装置和冲孔装置。
7.根据权利要求6所述的多工位级进模,其特征在于,所述冲裁装置包括固定设置于下模座上的第一斜楔座、可移动的设置于第一斜楔座上的第一斜楔滑块、固定设置于上模座上且用于驱动第一斜楔滑块的第一上模驱动块、固定设置于第一斜楔滑块上的冲头和固定设置于定位块上的凹模,冲头与凹模相配合。
8.根据权利要求6所述的多工位级进模,其特征在于,所述冲孔装置包括固定设置于下模座上的第二斜楔座、可移动的设置于第二斜楔座上的第二斜楔滑块、固定设置于上模座上且用于驱动第二斜楔滑块的第二上模驱动块、固定设置于第二斜楔滑块上的冲头和固定设置于定位块上的凹模,冲头与凹模相配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710778358.0A CN107470457B (zh) | 2017-09-01 | 2017-09-01 | 易回弹s形截面钣金件的制作方法及多工位级进模 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710778358.0A CN107470457B (zh) | 2017-09-01 | 2017-09-01 | 易回弹s形截面钣金件的制作方法及多工位级进模 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107470457A CN107470457A (zh) | 2017-12-15 |
| CN107470457B true CN107470457B (zh) | 2023-05-05 |
Family
ID=60604260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710778358.0A Active CN107470457B (zh) | 2017-09-01 | 2017-09-01 | 易回弹s形截面钣金件的制作方法及多工位级进模 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN107470457B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108296357B (zh) * | 2018-01-25 | 2020-03-06 | 海信(山东)空调有限公司 | 连续模具 |
| CN109483250B (zh) * | 2018-12-21 | 2023-06-02 | 江苏扬力数控机床有限公司 | 一种长条形工件的生产线及生产工艺 |
| CN111360151A (zh) * | 2020-05-18 | 2020-07-03 | 上海众达汽车冲压件有限公司 | 一种支架钣金级进冲压成形工艺 |
| CN112580244A (zh) * | 2020-12-28 | 2021-03-30 | 天津市津兆机电开发有限公司 | 一种基于cae技术的拉伸件级进模少废料排样方法 |
| CN113798375B (zh) * | 2021-08-02 | 2023-09-26 | 广州敏实汽车零部件有限公司 | 一种嵌件连续成型工艺 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105436311A (zh) * | 2015-11-27 | 2016-03-30 | 柳州职业技术学院 | 前保安装支架多工位级进模 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4746914B2 (ja) * | 2005-05-19 | 2011-08-10 | トヨタ車体株式会社 | プレス方法およびプレス型 |
| CN103920819B (zh) * | 2014-05-07 | 2016-08-24 | 安徽江淮汽车股份有限公司 | 用于汽车冲压件的级进模 |
| CN204975026U (zh) * | 2015-09-30 | 2016-01-20 | 河海大学天文学院 | 一种多向弯曲成形的轿车钣金件级进模 |
| CN105537393B (zh) * | 2016-02-22 | 2017-08-25 | 河海大学文天学院 | 发动机油底壳多工位传递模 |
| CN205613918U (zh) * | 2016-05-16 | 2016-10-05 | 东莞市致一五金制品有限公司 | 一种汽车后门铰链组件连续冲压模具 |
| CN106216509B (zh) * | 2016-09-23 | 2018-06-22 | 辉泰(太仓)汽配有限公司 | 一种汽车后门窗框加强板的级进模具 |
| CN206263071U (zh) * | 2016-09-27 | 2017-06-20 | 东莞市华世邦精密模具有限公司 | 一种制备汽车用左机罩撑杆支架的连续模具 |
| CN207372130U (zh) * | 2017-09-01 | 2018-05-18 | 河海大学文天学院 | 适于易回弹s形截面钣金件的多工位级进模 |
-
2017
- 2017-09-01 CN CN201710778358.0A patent/CN107470457B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105436311A (zh) * | 2015-11-27 | 2016-03-30 | 柳州职业技术学院 | 前保安装支架多工位级进模 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107470457A (zh) | 2017-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107470457B (zh) | 易回弹s形截面钣金件的制作方法及多工位级进模 | |
| CN213002148U (zh) | 折弯件的连续冲压模具 | |
| CN203830547U (zh) | 一种修边冲槽复合模具 | |
| CN104972017A (zh) | 用于汽车水箱护板修边和成型的冲床 | |
| CN206882509U (zh) | 一种片端子的冲压模具 | |
| CN109226471B (zh) | 轿车车身横梁的制作方法 | |
| CN208853539U (zh) | 一种一出二汽车前座安装板的冲压模具 | |
| CN105522048A (zh) | 铝制散热板成型模具及其成型方法 | |
| CN204182800U (zh) | 一种用于冲压级进模的复合冲压结构 | |
| CN212469438U (zh) | 一种隔板钣金级进冲压成形工艺排样结构 | |
| CN206373230U (zh) | 一种手机指纹装饰件冲压模具 | |
| CN209773246U (zh) | 一种切边翻边模具 | |
| CN205200330U (zh) | 安全带固定螺母加强板级进模 | |
| CN208853567U (zh) | 一种一出二汽车轮罩的冲压模具 | |
| CN202411233U (zh) | 一种钣金成型折弯机模具 | |
| CN204747228U (zh) | 燃油箱支架级进模 | |
| CN109158484B (zh) | 轿车车身横梁加工设备 | |
| CN210999091U (zh) | 一种切边修整治具 | |
| CN109909372B (zh) | 一种汽车用高性能微电机外壳无废料侧面冲切模具 | |
| CN220781984U (zh) | 一种汽车框架转接板的连续成型模 | |
| CN215431112U (zh) | 一种冲压一体式成型模具 | |
| CN220560222U (zh) | 一种汽车左侧后背门铰链安装板的连续冲型模 | |
| CN217964366U (zh) | 一种收割机生产用成形修边一体式冲压模具 | |
| CN220461927U (zh) | 一种汽车排气管隔热罩多工位冲压模具 | |
| CN215143924U (zh) | 限位器盖板的连续冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20230412 Address after: 333 huolishan Avenue, Yushan District, Ma'anshan City, Anhui Province Applicant after: Wanjiang Institute of Technology Address before: 243031 No. 333 huolishan Avenue, Yushan District, Ma'anshan City, Anhui Province Applicant before: HOHAI UNIVERSITY WENTIAN College |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |