CN1045409C - 层积片的切割方法及其装置 - Google Patents
层积片的切割方法及其装置 Download PDFInfo
- Publication number
- CN1045409C CN1045409C CN95113151A CN95113151A CN1045409C CN 1045409 C CN1045409 C CN 1045409C CN 95113151 A CN95113151 A CN 95113151A CN 95113151 A CN95113151 A CN 95113151A CN 1045409 C CN1045409 C CN 1045409C
- Authority
- CN
- China
- Prior art keywords
- mentioned
- laminated sheet
- cutter
- soft material
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- 239000000463 material Substances 0.000 claims abstract description 50
- 230000033001 locomotion Effects 0.000 claims abstract description 19
- 239000007779 soft material Substances 0.000 claims description 159
- 238000003825 pressing Methods 0.000 claims description 33
- 239000004744 fabric Substances 0.000 claims description 30
- 230000009471 action Effects 0.000 claims description 24
- 239000000758 substrate Substances 0.000 claims description 24
- 230000007246 mechanism Effects 0.000 claims description 11
- 238000001514 detection method Methods 0.000 claims description 10
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 claims description 8
- 229920003225 polyurethane elastomer Polymers 0.000 claims description 8
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 230000000694 effects Effects 0.000 description 20
- 238000007639 printing Methods 0.000 description 12
- 238000005452 bending Methods 0.000 description 7
- 239000007767 bonding agent Substances 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000003780 insertion Methods 0.000 description 6
- 230000037431 insertion Effects 0.000 description 6
- 230000003321 amplification Effects 0.000 description 5
- 238000003199 nucleic acid amplification method Methods 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 230000000881 depressing effect Effects 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 244000191761 Sida cordifolia Species 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 241000894007 species Species 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 125000002603 chloroethyl group Chemical group [H]C([*])([H])C([H])([H])Cl 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000003467 diminishing effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- OJURWUUOVGOHJZ-UHFFFAOYSA-N methyl 2-[(2-acetyloxyphenyl)methyl-[2-[(2-acetyloxyphenyl)methyl-(2-methoxy-2-oxoethyl)amino]ethyl]amino]acetate Chemical compound C=1C=CC=C(OC(C)=O)C=1CN(CC(=O)OC)CCN(CC(=O)OC)CC1=CC=CC=C1OC(C)=O OJURWUUOVGOHJZ-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/02—Means for holding or positioning work with clamping means
- B26D7/025—Means for holding or positioning work with clamping means acting upon planar surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
- B26D3/085—On sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/10—Making cuts of other than simple rectilinear form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/66—Applications of cutting devices
- B41J11/70—Applications of cutting devices cutting perpendicular to the direction of paper feed
- B41J11/703—Cutting of tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D2007/0012—Details, accessories or auxiliary or special operations not otherwise provided for
- B26D2007/0062—Rounding off the end of self adhesive labels on tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D2007/0012—Details, accessories or auxiliary or special operations not otherwise provided for
- B26D2007/0087—Details, accessories or auxiliary or special operations not otherwise provided for for use on a desktop
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
- Y10T83/0341—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
- Y10T83/0348—Active means to control depth of score
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0605—Cut advances across work surface
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Cutting Processes (AREA)
- Details Of Cutting Devices (AREA)
- Adhesive Tape Dispensing Devices (AREA)
- Printers Characterized By Their Purpose (AREA)
- Handling Of Sheets (AREA)
Abstract
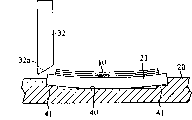
本发明的目的是提供一种层积片的切割方法与装置,它不要求刀具切入深度有高精度而能对层积片进行稳定的半切。在把由基材片11和剥离片12构成的层积片10中,只将其基材片11切成规定的平面形状而把剥离片12留下的层积片10的半切方法中,以柔软材23为托板,使层积片10的剥离片12面向柔软材23侧并密接在柔软材23上不动,使有斜刃的刃口32a的刀具32在刃口32a的尖端到达柔软材23的切入深度上相对于层积片10进行切割移动。柔软材的硬度为JIS的HS硬度计值5~40。
Description
本发明涉及一种例如在基材带上贴附有剥离带的粘接带等层积片中只对其基材带进行切割的层积片切割方法及其装置。
近年来,把所需的文字等打印在带等片状件上的带印字装置已然普及,其所用的带材是在基材上涂布粘接剂的基材带上贴附着剥离纸的所谓粘着带,并在基材带表面上印字后裁成所需的尺寸以作为标签使用,即在使用时,把剥离纸从粘着带处撕下粘到需要粘贴的对象物上,在这种情况下,由于粘着带很薄而不易制出剥离头,在过去都是把粘着带的端部进行半切(只切断基带而留下剥离纸)而形成剥离用抓头(把手)的。
这种切割方法与装置已在例如日本实开昭57-98837号公报中公开了。其半切方法与装置是使刀具垂直地切在粘着带上的加压切断方式,粘着带是保持在硬的台面上的。
在这种过去的切割方式中,要不切断剥离纸而只切断基材带(及粘接剂),必须把刀具的切入深度调整到几个微米到几十微米的程度。于是,不仅在装置的结构与控制方面要提高精度,还存在半切的稳定性不足的问题。
此外,即使装置有高的精度,由于粘着带本身,即便是同一种带,其厚度与材质也存在差异,所以不可能进行稳定的半切。
本发明的目的是解决这些问题而提出的不要求高的刀具切入深度,但能稳定地进行层积片半切的层积片切割方法及其装置。
根据本发明的一方面,提供了一种层积片的切割方法,它只把由基材片与剥离片构成的层积片中的基材片切成规定的平面形状而保留着剥离片,其中:以柔软材作为托板,使层积片的剥离片面向柔软材并密接在柔软材上不动;在有斜刃刃口的刀具的尖端到达柔软材的切入深度上相对于层积片移动刀具地进行切割;其特征在于:上述柔软材的硬度为JIS的HS硬度计值5~40;在刀具对上述层积片的开始切入位置与切入终了位置上,上述柔软材超出该层积片的配置位置而更宽的外延;在与上述刀具开始切入上述层积片位置与切入终了位置所对应的上述柔软材部位的硬度大于与切入途中位置所对应的上述柔软材部位的硬度;使上述刀具相对上述柔软材的切入深度在该刀具开始切入上述层积片位置与切入终了位置上较深,而在切入途中位置较浅。
借助于这种结构,以柔软材为托板,若使有斜刃的刃口刀具在刃口尖端到达柔软材的切入深度上沿层积片移动地进行切割的话,则当刀具的刃口切入层积片时,在刃口所受分力作用下就把层积片压向柔软材一侧。柔软材因受压而弯曲,与其密接的层积片也同时弯曲,最后使位于刀具侧的基材片被切断,而位于柔软材一侧的剥离片则闪向柔软材一侧而不被切断,在这种场合下,由于刀具切入深度与柔软材的柔性(硬度)相互配合地进行半切,就能使进行半切的刀具切入深度容许范围变得足够宽。而且,刀具的切断移动也可以把刀具侧固定而使柔软材侧移动,此外,在刀具切入深度超过半切的许用范围的情况下,还能对层积片进行完全切断。
采用这种结构,在所受的刀具刃口分力作用下,柔软材可适度地弯曲,以切断基材片,而且能稳定地做到剥离片闪向柔软材一侧的状态。即,能使半切用的刀具切入深度有更为广阔的许用范围。
在这样的结构中,刀具开始切入位置和终了位置与切入途中位置之间,在刀具刃口的分力(压下力)作用下柔软材可产生一定的弯曲。即一旦柔软材的端部边缘与层积片的端部边缘聚拢,刀具切入时柔软材就相对此切入点在180°的范围内受有上述分力,而一旦柔软材超出层积片所在位置而更宽地外延时则相对切入点在360°的范围内承受分力,并在与切入途中部分相同的条件下弯曲。
这种构成由于柔软性各部分硬度不同就能使上述切入开始位置及切入终了位置与切入途中位置实现同样的被切断条件,同时使得切断阻力变大的切入开始位置与终了位置上的柔软材的反力大于切入途中柔软材的反力,借此而使在刀具切断轨迹上的柔软材弯曲量保持一定,就能更加稳定地进行半切。
利用这种结构,由于刀具切入深度的深浅变化而能做到稳定地进行半切。进而,这种切入深度的变化既可由刀具侧移动也可由柔软材侧的移动予以实现。
在上述层积片切割方法中,最好使基材片的刚性大于剥离片的刚性。
借助于这种结构,由于受刀具刃口分力作用,基材片弯曲较小,剥离片弯曲大,则基材片更容易切断,而剥离片自基材片上剥离较多地闪向柔软材一侧就较难切断。
在上述层积片切割方法中,最好使柔软材表面有粘着性或有吸附性。
采用这样的结构,由于层积片密接在柔软材上更不易移动,即使对层积片施加较小的压力也能保持其不动,层积片相对于刀具的切割移动(切割阻力)就不会产生位置偏斜。
在上述层积片切割方法中,柔软材最好由乙基系聚氯酯橡胶构成。
这种构成能使柔软材具有柔性、能形成不易切断的结构,还能形成有适当粘着性的结构。
在上述层积片的切割方法中,层积片最好是在粘接材与基材构成的基材带上粘贴着剥离带的粘着带,而所定的平面形状最好是在粘着带宽度方向两侧边部形成圆弧R,并用直线将两圆弧R形状连接的倒圆角形状。
使用这种结构,就能简单地对制出容易撕下剥离带用的抓头的粘着带同时进行半切与粘着带的整形切断(例圆角)。
根据本发明的另一方面,提供了一种层积片切割装置,用于把由基材片与剥离片构成的层积片切成规定的形状,上述基材片的刚性大于上述剥离片的刚性,所述切割装置包括:带斜刃刀口的刀具;承托上述层积片的柔软材;把上述层积片以其剥离片一侧朝向该柔软材侧的状态密接在该柔软材上的保持装置;以及把上述刀具保持在刀口的前端到达上述柔软材上的切入深度状态,同时使该刀具按照上述规定的平面形状对上述层积片与上述柔软材作相对切割移动的移动装置;其特征在于:上述柔软材的硬度为JIS的HS硬度计4~50;在上述刀具开始切入上述层积片的开始位置与切入终了位置,上述柔软材超出该层积片而更广地外延;与上述刀具切入上述层积片的开始位置及切入终了位置相对应的上述柔软材部位的硬度大于与切入途中位置所对应的上述柔软材部位的硬度;所述切割装置还设有对上述刀具切入上述柔软材的相对深度进行调节的切入深度调节装置,该切入深度调节装置用于使得随切割移动的上述切入深度在上述刀具切入上述层积片的开始位置与切入终了位置上较深,而在切入途中位置上较浅。
利用这种结构,使有斜刃刀口的刀具,在相对于由保持装置不动地密接在柔软材上的层积片以刀口尖端抵达柔软材的切入深度、并借助于移动装置而进行切断移动时,刀具的刀口切入层积片,同时在所受到的刀口分力的作用下把层积片压向柔软材一侧。由于压力的作用,柔软材弯曲,与其密接的层积片也弯曲,结果把位于刀具侧的基材片切断,而位于柔软材侧的剥离片则避过而未被切断。这种情况下,由于是刀具的切入深度与柔软材的柔性(硬度)相互配合而进行半切的,就使得半切时刀具切入深度变得有足够宽的容许范围,另一方面,若刀具切入深度超出半切用的容许范围,则也可以进行层积片的全切。在这种场合下,由于刀具由柔软材所承托,能减少切断动作的噪音,还能抑制刀具的破坏与磨损。此外,也可以将刀具侧固定,使柔软材侧移动来实现刀具的切断移动。
使用这种结构,由于受刀具刀口分力的作用,柔软材可产生适度的弯曲,以切断基片,而且能做到使剥离片避向柔软材一侧。
使用这样的结构,在刀具开始切入和终了位置与切入途中位置之间,相对于刀具刀口的分力(压力)柔软材能产生一定的挠曲。即,柔软材端部边缘与层积片端部边缘聚拢,刀具切入时柔软材相对该切入点在180°范围内受有上述分力,而当柔软材超出层积片的设置位置更宽地延伸时则相对于切入点在360°范围内受有分力,并在与切入途中部分相同条件下挠曲。
在这种结构中,由于柔软材各部分硬度不同而能使上述开始切入位置及终了位置与切入途中位置处于相同的切断条件之下,从而能使切断阻力变大的开始切入位置与终了位置的柔软材反力大于切入途中柔软材的反力。
在这样的结构中,通过用切入深度调节装置对刀具切入深度进行调整就能达到上述稳定的半切与全切割。
在上述层积片切割装置中,最好使柔软材的表面具有粘着性或有吸附性。
这种结构中,由于层积片密接在柔软材上而更不易移动,即使保持装置以较弱的力压下层积片也能保持层积片不动,层积片相对于刀具的切断移动(切断阻力)不会产生位置偏斜,这样,就能填补保持装置保持功能之不足。
在上述层积片切割装置中,柔软材最好是用乙基系聚氨酯橡胶构成。
在这种构成中,柔软材应有适度的柔性又难于切断,并且是有适宜粘着性的结构。
在上述层积片切割装置中,所形成的柔软材整体厚度是均匀的,其切入深度调节装置最好是使对应于刀具开始切入层积片位置与切入终了位置的部分形成向刀具侧抬高的柔软材支持基板。
使用这种结构,在结构上不用制出可动部分就能做到对刀具切入深度进行深浅调节。
在上述层积片切割装置中,抵达柔软材的刀具尖端部位最好是带刃的。
使用这种结构,就能切断层积片的基材片,并且更可靠地实现不切断剥离片的半切。
在上述层积片切割装置中,使保持装置有把层积片压在柔软材上的压板,并在压板上沿刀具移动轨迹设置窗口是理想的。
在这种结构中,由于由压板压住层积片切断部位的周边部分地加以保持着,故在刀具作切断移动时能有效地防止层积片的不需要的变形与位置偏差。
在上述层积片切割装置中保持装置还有使压板对层积片作施压与解除压力的压板致动机构,压板致动机构与移动装置连动,最好在刀具作切断移动时压住压板,而在进行切断动作的前后则作解除其压住压板的动作。
利用这种结构,能无损于层积片的保持性能,简单而迅速地使层积片置位。
在上述层积片切割装置中,最好其移动装置有把刀具保持在朝刀尖移动方向的刀具夹持器,驱动刀具夹持器转动的夹持器驱动装置,支持刀具夹持器与夹持器驱动装置的托架,使托架作直线运动的托架驱动装置,以及可选择地驱动夹持器驱动装置及托架驱动装置的控制装置。
利用这种结构,通过控制装置,驱动夹持器驱动装置使刀具夹持器转动时就能进行圆或圆弧形切割,若驱动托架驱动装置使托架作直线运动时就能进行直线切割。于是就能对层积片进行圆弧与直线组合而成的任意形状的半切或全切,进而还可使托架驱动装置不仅能使托架沿X轴方向也能沿Y方向移动。
在上述层积片切割装置中,最好是把刀具相对于刀具夹持器可径向调节地安装着。
这种结构能适应不同半径的圆或圆弧的切割。
在上述层积片切割装置中,最好夹持器驱动装置有夹持器驱动电机和固定在夹持器驱动电机输出轴上的蜗杆,而刀具夹持器的外周上有与蜗杆啮合的蜗轮。
在这样的结构中,由于是通过蜗轮把动力从夹持器驱动装置的夹持器驱动电机传到刀具夹持器上的,故不会受通常齿轮所有的侧隙的影响,即在刀具移动方向上不会发生松动,能使刀具夹持器上所安装的刀具准确地进行切割运动。
在上述层积片切割装置中最好还设有把刀具夹持器靠向柔软材一侧的弹簧。
由于这种结构中弹簧的作用,通过刀具夹持器把刀具压向柔软材一侧,能消除刀具夹持器在滑动方向上的间隙,进而能保持刀具切入深度一定。
在上述层积片切割装置中,最好其托架驱动装置有托架驱动电机和对托架的直线运动进行导向的导向部件,在托架驱动电机的输出轴上设置小齿轮,并在托架上设置与小齿轮啮合的齿条。
在这样的结构中,由于是通过齿条、小齿轮把动力从托架驱动电机传到托架上的,可使托架驱动装置结构简单。
在上述层积片切割装置中,其导向部件是由横跨刀具、相互平行设置的一对圆棒状导轨构成的,最好是一对导轨中的至少一个有偏心轴,此一导轨在偏心轴部支持在支持部件上,同时可相对于支持部件转动。
在这种结构中,由于一方的导轨是在偏心轴部支持在支持部件上并可相对支持部件转动地构成的,借助于导轨本身相对于支持部件的自转可把导轨位置移动调整到其偏心量2倍的数值,借此,就能通过导轨调节托架相对于柔软材的相互距离,即能对刀具的切入深度进行微调。而且,由于一对导轨是横跨刀具地设置着的,只用一方导轨进行移动调整时,其移动量的几分之一的数值就会反映在刀具的切入深度上。
在上述层积片切割装置中,最好是其层积片为把剥离带粘贴到由粘接材与基材构成的基带上的粘着带,且使粘着带的长边方向垂直于托架移动方向地配置着,其控制装置是通过夹持器驱动装置使刀具相对于粘着带的宽度方向从一方侧边开始划过1/4圆地进行移动切割后,再通过托架驱动装置使刀具沿粘着带短边方向直线进行移动切割,最后再通过夹持器驱动装置划过1/4圆而到达另一侧边地进行移动切割。
在这样的结构中,其粘着带的切割形状为相对于粘着带宽度方向两侧边部有R的形状并用直线连接两R形状的倒角形状,能同时而简单地实现需制出使剥离带容易剥离的抓手的粘着带的半切与粘着带的整边切割(倒圆角)。当然也能进行倒角形状的全切。
在上述层积片切割装置中,在1/4圆切割移动开始位置与1/4圆切割移动终了位置上最好使刀具稍微离开粘着带的侧边。
使用这样的结构,在刀具切入粘着带时,由于刀具划过圆弧的切线与粘着带侧边相交成锐角而不是完全的R形切割,但能防止刀具的刀尖在粘着带侧边上的滑动,而且,在切割移动开始位置与切割移动的终了位置上,还能有效地防止因粘着带置位的参差而产生的刀具刀尖与粘着带的干涉现象。
在上述层积片切割装置中最好还有对粘着带纵长方向的配置位置加以限定的端边限位部件。
在这种结构中,由于端边限位部件与刀具移动轨迹之间的尺寸成为了使剥离带容易撕下的粘着带抓手的尺寸,则就能使抓手的尺寸具有一定的大小。
在层积片切割装置中,最好还有检出导入的粘着带带幅的带幅检出装置,控制装置根据带幅检出装置的检出结果对托架驱动装置的驱动进行控制。
在这种结构中,对应于粘着带的带幅能同时而正确地进行需作出使剥离带容易撕下的抓手的半切与粘着带的整形切割(倒角),能确切地处理各种不同幅度的粘着带。
在上述层积片切割装置中,其带幅检出装置最好还设有与粘着带一方侧边相接的侧边限位部件,压在粘着带另一侧边上使其抵在侧边限位部件上的推压机构,以及按照推压机构的动作对推压机构的推压端与侧边限位部件间距离加以检测计量的编码器。
在这种结构中,由于把粘着带另一侧边用推压机构进行推压而抵在侧边限位部件上,其带幅检出装置能兼作粘着带的幅向定位装置,故能使装置的结构简化。
在上述层积片切割装置中最好使其推压机构由托架驱动装置来推动。
这种结构能进一步简化装置结构。
在上述层积片切割装置中,最好是在切割移动之前由托架驱动电机把刀具从原始位置移动到开始切割位置,而推压机构则与从刀具原始位置到开始切割位置的移动相连动。
利用这样的结构,由于在刀具从原始位置移到开始切割位置期
间进行了粘着带带幅的检出与粘着带幅度方向的定位,使刀具的切断移动动作不受影响,能迅速地实现一连串的动作。
在上述层积片切割装置中,最好其推压机构具有一端设有推压端的并可在上述粘着带的短边方向上自由移动的挡杆,与上述小齿轮同轴地设置在上述托架驱动电机输出轴上的、与上述挡杆相接触的摩擦轮,摩擦轮的直径大于小齿轮直径。
使用这种结构,由于即使在共同一个驱动源时借助推压机构把粘着带抵在侧边限位部件上的移动动作也比刀具移动动作快,不用特别的机构与装置就能在刀具从原始位置向开始切割位置移动期间进行粘着带的幅度检出与粘着带宽度方向的定位,又由于通过摩擦轮把动力从托架驱动电机传到推压机构的挡杆上,在推压机构把粘着带抵在侧边限位部件上之后,摩擦轮滑动地移动。由此,在不阻碍托架驱动电机驱动的状态下,维持了粘着带的定位状态。此外,与向具原始位置回归动作相连动地,也可以圆滑地进行推压机构向原来位置的回归动作。
在上述层积片切割装置中的推压机构最好还设有把挡杆压向摩擦轮侧的弹簧。
这种结构能可靠地实现挡杆与摩擦轮的接触。
在上述层积片切割装置中的编码器最好是由在挡杆上形成的凹凸部,随着挡杆的移动与凹凸部接触而输出通/断脉冲信号的检出开关,根据脉冲信号而算出推压机构与侧边限位部件之间距离的计算器构成。
这种结构能以简单的结构可靠地检出各种宽度规格的粘着带。
图1是在带打印装置上实施本发明一实施例的外观立体图。
图2是表示过去实例的粘着带结构的放大平面图。
图3是图2的放大侧面图。
图4是本发明的粘着带半切平面图。
图5是表示本发明粘着带的剥离作业的侧面图。
图6是表示本发明带打印装置的切割装置的平面图。
图7是表示本发明中托架从图6状态移动到粘着带左端附近状态的局部放大平面图。
图8是表示本发明中的托架从图7状态进一步向右移动状态的平面图。
图9是本发明图8局部放大平面图。
图10是本发明图6局部侧剖视图。
图11是本发明图7状态的局部侧剖视图。
图12是表示本发明中刀具,柔软材与粘着带高度方向关系的放大侧剖视图。
图13是表示本发明刀具动作时的柔软材状态的放大侧剖视图。
图14是本发明的局部侧剖视图。
图15是表示本发明另一实施例的侧剖视图。
图16是表示本发明粘着带与柔软材关系的立体图。
图17是表示本发明柔软材的另外结构的局剖视图。
图18是表示本发明柔软材的另一结构的局剖视图。
图19是本发明带幅检出结构实例的局部平面图。
图20是图19部分侧剖视图。
图21是表示本发明的带幅检测结构的另外结构的局部侧剖视图。
图22是表示本发明一个应用例的局部平面图。
图23是概要表示本发明别的应用例用于绘图切割机上的部分平面图。
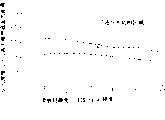
图24是表示刀具切入深度与半切关系的实验结果的曲线图。
(第1实施例)
现在,参照图1至图14详细地说明本发明的第1实施例。图1是本发明第1实施例的层积片切割方法与切割装置所适用的带打印装置的外观立体图,如图所示,带打印装置1的前部设置带有多个键2a的键盘2,其后部设置开闭盖3。而且,在打开开闭盖3的打印装置1内设有控制带盒、打印机构等(图中均未示出),带打印装置1的侧面设有排出打印后粘着带(层积片)10的排带口4,其正面设置与装在带打印装置1中的半切装置5相连的带插入口6。
操作者打开开闭盖3把卷有所需宽度的未加工粘着带10的带盒置入后,操作键盘2上的键2a输入所需的文字,在以一定速度送进的上述粘着带10上通过热转印印刷等方法进行打印(印字),一旦印字结束,停止送进粘着带10,此时,把粘着带10的印字部分从排带口4中排出,操作者用手动或自动操作使图外的刀具动作,对排出的粘着带10的部分进行切割。
被切割的粘着带10是带剥离纸的粘着带10,下面详细地说明将此粘着带10端部撒下而进行半切割的半切方法与半切装置5。为了容易理解,先说明这种带剥离纸的粘着带10的结构及其半切形状。
图2的平面图与图3的放大侧面图中所示的层积片粘着带10是由在基材11a上涂有粘接剂11b的基材带(基片)11,与借助粘接剂11b粘贴在基材带11上的剥离纸(剥离片)12构成的。基材11a是由公知的氯乙基树脂与聚酯树脂、聚丙烯树脂等做成的,剥离纸12则由普通纸构成。对基材11a的表面进行上述的印字,在把剥离纸12从粘着带10上撕下后的基材带11粘贴到所需粘贴物上。剥离纸12是为了在粘着带(基材带11)10使用之前防止粘着剂11b上附着尘埃,并使其容易从基材带11上撕下。为此,对剥离纸12进行硅酮处理,使粘接剂11b对剥离纸12的粘着力远大于对基材11a的粘着力。
众所周知,这种结构的粘着带10,制成用手指撕下剥离纸12的抓头是很麻烦的。在本实施例半切装置5中,如图4所示,把粘着带10的端部半切成为两端为R形并用直线将两R形相连的形状,使其作为从粘着带10上撕下剥离纸12的抓手(参见图5),即,在粘着带10的端部只将基材带11切断而保留粘着带10的剥离纸12,操作者以此抓手部10a作为抓手并在进行弯折的同时就能简单地把剥离纸12撕下(参见图5)。另外,其切断形状,不仅是直线形,还有两端为R形的所谓对粘着带10加以修边(整形切断)的方式。
在本实施例中,当把粘着带10以其基材11a侧在上述状态插入图1所示的带打印装置1的插带口6中时,借助于图外的传感装置或开关检出粘着带10的插入动作并驱动半切装置5,于是,就把粘着带10的端部半切成为修边的形状。用户把粘着带10长边方向的两端部分别插入插带口6中并进行半切之后,撕下剥离纸12将其贴在粘贴物上。
下面,说明有关半切装置5的动作与结构,当把粘着带10插入插带口6中时,通过与插带口6相连的导向通道21把粘着带10引导到半切装置5的内部(参见图10),此时,粘着带10的前端抵在框架20的定位壁(端边限位部件)22上,粘着带10的插入深度就被确定了(参见图6与图11)。
如图10所示,在导向通道21的前端设有把插入的粘着带10压向柔软材23的压板24,压板24通过支持轴25可自由转动地安装在框架20上。在此情况下,压板24在图外弹簧的作用下被偏置在不施压的方向(上方)上,由于平时是处于压力解除状态,粘着带10就能在阻力较小的情况下圆滑地插入。于是,当把粘着带10插入到与框架20的定位壁22接触位置时,检出粘着带10的上述插入状态,托架驱动电机26开始转动。
在图6中,一旦托架驱动电机26转动,则固定在托架驱动电机26输出轴26a上的小齿轮27就转动。小齿轮27与托架28侧面上形成的齿条29啮合,由于托架驱动电机26转动,托架28就在一对导轨30、30上被导向而向图6的右方移动。
托架28的上面可转动地设置齿轮状的刀具夹持器31,刀具夹持器31上固定着带斜刀尖32a的刀具32。于是在托架28向右方移动时,刀具32就从初始位置移向切割移动开始的位置,而处于切割移动开始位置的刀具32在如图7所示的相对粘着带10的左侧边有一定间隙P的位置上停下来。
把P所表示的量(间隙尺寸)设定成即使存在着托架28直线移动量的差异或粘着带10插入时幅宽方向位置有偏差、刀具32也不会与粘着带10的侧边接触。这样,就能防止移向切割移动开始位置的刀具32与粘着带10发生冲突,防止把粘着带10的位置弄偏并使刀具32成锐角地切入。不用说,P的数值应小于以刀具夹持器31的中心轴31a为中心的刀具32的转动半径。
在托架28作直线运动之前,即刀具32处于初始位置状态下,如图6与图14所示,设在上述压板24上的突起33与位于托架28里面上的斜面部34的斜面(由图14中假想线表示)是不接触的,压板24处于压力解除状态。而在托架28作直线运动、刀具32抵达切割移动开始位置的状态下,压板24的突起33则与托架28斜面部34接合,压板24成为受压状态以把粘着带10压在上述柔软材23上。
如图6、10、11所示,在压板24的中间部分上沿后述的刀具32移动轨迹形成窗口35,使之不会妨碍刀具32的切割运动,另外还如图14中a所示地,在刀具32作上述直线移动时通过的压板24的部位形成凹下的凹状,使得即使在这一部位上刀具32也不会与压板24发生干涉。而且,还可以采用如下结构,即在上述突起3 3与压板24之间加入弹簧,使压板24处于压下状态时以一定的弹力把粘着带10压在柔软材23上。
柔软材23由公知的乙基系聚氨酯橡胶JIS HS-A硬度计20左右的材质构成,这种材料已知的有粘性橡胶,其表面具有粘性。粘性橡胶的粘着性的特性是随粘性橡胶硬度的降低而增大,因此,受压板24压力的粘着带10的里面位置上,如图12所示地,粘贴有位于柔软材23上面的剥离纸12,从而,压下粘着带10的压板24的压力不必很大,只要压下力能克服后述的刀具32的切断阻力就足够了。考虑到粘着带10的表面是由树脂、纸构成的,最好是压板24由与粘着带10之间的摩擦系数大的材料构成。
这样,在完成了粘着带10的保持动作后,就能对粘着带10进行切割动作(半切),上述托架驱动电机26与后述的夹持器驱动电机37则是由图6所示的控制装置36作适当的控制而转动的。
在刀具32到达切割移动开始位置的图7状态下,一旦托架28停止运动,夹持器电机37就马上开始转动。蜗杆38固定在夹持器驱动电机37的输出轴37a上,它与刀具夹持器31外周部上形成的蜗轮31b相啮合。这样,当夹持器驱动电机37转动时,通过由蜗杆38与蜗轮31b组成的蜗轮付而使刀具夹持器31转动,将刀具夹持器31的转角设定为约90°,于是固定在刀具夹持器31上的刀具32就把粘着带10宽度方向上的一侧边部切成R形状。
如图7与图11所示,刀具32是使其刀尖32a朝向移动方向(切线方向)地相对刀具夹持器31固定的,并且如图12所示,是使其刀尖32a前端对柔软材23有切入深度那样地固定着的,即刀具32的切入深度被设定成在粘着带10之下(柔软材23的表面)的一个更深的尺寸S。
这样设定的刀具32的切入深度虽是推测可把粘着带10的整个厚度切断(全切)的,但由于作为本发明的重要构成要素的是在粘着带10的下面设置着柔软材23,并借助柔软材23的下述作用就能只切断基材11a与粘接剂11b而留下剥离纸12。
就是说,刀具夹持器31转动时刀具32的刀尖32a先接触到柔软材23的端部(参见图7与图12),此时,柔软材23在刀具32的接触阻力与伴随其切割移动而产生的分力作用下会产生如图13中假想线L1那样的变形,此时,柔软材23变形而不被切断,这是因为它有硬度为20左右的充分柔韧性,也因为柔软材23为有极容易变形特性的乙基系聚氨酯橡胶的缘故。根据实验结果,柔软材23的材质虽然希望是这种乙基系聚氨酯橡胶,但也不局限于此,也可以是公知的硅橡胶,合成橡胶。
刀具夹持器31进一步转动以使刀具32前进时,刀具32的刀尖32a就与粘着带10的侧边接触。此时由于刀具32高速移动,刀具32的切割力就冲击式地加于粘着带10的侧边上。在此切割力作用下柔软材23产生如图13中假想线L2那样的变形,刀具32克服了切割阻力同时开始切割粘着带10。
粘着带10中,有树脂构成的基材11a的基材带11一方比由纸构成的剥离纸12的刚度大。于是在刀具32切入粘着带10中时,基材带11只是稍有弯曲,而剥离纸12则随柔软材23有较大的弯曲。因此,虽然切断了基材带11,但剥离纸12则脱离基材带11向柔软材23一侧退让,从而不会被切断。这样,就实现了对粘着带10的所谓半切。
为了使刀具32与柔软材23相协同动作地进行半切,最好把刀具32的刀尖32a的切入深度设定在达到柔软材23上的位置上,也可以设定离开此点的上述S的数值,使得在把粘着带10置于柔软材23上的状态下,在所受刀具32的力的作用下柔软材23产生弹性变形而剥离纸12则让开刀尖32a,从而,柔软材23硬度越低,即柔软材23为软质材料的话,则S的容许范围越宽。进而,为了更可靠地进行半切,也可以把刀具32的刀尖32a的与剥离纸相接触的前端部分作成不带刃的结构。
下面,根据图24所示的实验结果具体地说明上述切断作用。在此实验中,基材11a由二甲酯(PETP)构成,剥离纸12为普通纸的粘着带10,其厚度为0.15mm(基材11a:0.05mm,粘接剂11b:0.025mm,剥离纸12:0.075mm),刀具32的刀尖32a采用与水平成35°倾斜的斜刃,柔软材23采用乙基系聚氨酯橡胶,其硬度在10~60之间变化,进而算出此时的可进行半切的刀具32对柔软材23切入深度S的容许范围。
观察图24的实验结果可知:柔软材23的硬度低则切入深度S的容许范围变大(到0.5mm),硬度高则切入深度S的容许范围变窄(到0.3mm),而且,比柔软材23硬度高场合要低的场合下其切入深度S必须取较大的数值。考虑柔软材23的时效变化时切入深度S的容许范围大些为好,当考虑其粘着力时以柔软材23硬度低些为佳,于是,柔软材23的硬度最好在5~40的范围。
尤其是硬度超过40的柔软材23也完全可能实现良好的半切,其原因是它的切入深度S的容许范围在0.1mm(100微米)数量级,它与现有技术的从数微米到数十微米的容许范围相比较具有极大的容许范围,另一方面从该实验可以了解到,若切入深度S达到2mm则可对粘着带10进行全切(后面详述)。
如上所述,一旦夹持器驱动电机37转动,使刀具32大约转90°而把粘着带10的侧边部分切断成R形状时,夹持器驱动电机37就停下,并且刀具32立即停在图7假想线的位置b上。在进行这种R形切割时,刀具32的刀尖32a由于指向自己圆形移动轨迹的切线方向,即使对其方向不进行控制通常也能指向移动方向,从而,在R形状切断结束的状态下,刀具23的刀尖32a就指向其后的直线切割方向,进而,在从R形切割转向直线切割时,若对夹持器驱动电机37施加保持电流以使刀具32的刀尖32a不产生位置偏斜则更加理想。
接着,驱动托架驱动电机26使托架28向右移动,即,使刀具32向右(短边方向)直线移动,对粘着带10进行与上述R形相连的直线形切割。此直线切割的终点位置是考虑到另一方的R形切割而设定的,即使在此终点位置上,刀具32的刀尖也指向后续的R形切割方向。
然后,夹持器驱动电机再转动,使之朝向图9中所示的粘着带10右侧边进行R形切割。此时,在R形切断的终端C处也要考虑刀具32离粘着带10右侧边与P相当的超量,这也是和前面所述同样地,是为了在有粘着带10插入时的定位误差、带幅差异和刀具32的初始位置偏差时也能可靠地切断粘着带10,进而,若使粘着带10左侧的P与右侧的P为同一数值,则可使所切断的粘着带10的外观更好。
刀具32进行这样的切割动作(切割移动)时,在切割动作过程中压板24的突起33与托架28的斜面部分34处于如图9、图11所示的接合状态,从而,粘着带10就被压在压板24上不动,并在刀具32的切割阻力作用下也不移动地实现稳定的切割。
然后,使托架驱动电机26再次转动,刀具32从粘着带10的侧边再次离开图中的右侧,借此,如图14所示地,使托架28斜面部34的左侧斜面移至d位置(图8中的E位置)上,这样就解除了托架28的斜面部34与压板24突起33之间的接合,压板24就成为压力解除状态,于是,操作者就可把端部已半切的粘着带10从插带口6中取出。
(第2实施例)
下面参照图15来说明第2实施例,在此实施例中,是把第1实施例的一对导轨30a、30b中位于插带口侧的导轨30b以偏心状态安装在支持部件上(图中省略)。即此导轨30b的两个外端部分分别成为偏心轴部39,导轨30b通过两偏心轴部39安装在支持部件上。
这样,当使偏心轴部39转动时,就能使图15中托架28的右侧以偏心量为偏心轴部39两倍的量上下移动,这样通过托架28就能使固定在刀具夹持器31上的刀具32的前端上下运动,从而能对刀具32的切入深度进行微调。最好是使支持部件侧的轴孔成为水平延伸(相当于偏心量2倍的长度)的长孔,以便使偏心轴部39转动时托架28不左右移动。
如图15所示,当把从一方导轨30a的中心到刀具32的刀尖(前端)32a的距离定为R1,从此导轨30a的中心到另一导轨30b的中心距离定为R2时,刀具32的上下微小移动约为偏心量的(R1/R2)倍。在此场合下,由于两导轨30a,30b是横跨刀具32地设置着的,所以在(R1/R2)的值小于1,并将装置组装后,即使在批量生产时柔软材23的厚度有差异、导轨30a、30b的直度、刀具32的组装高度参差不齐或柔软材23的硬度有差异时,也能简单地调整刀具32的切入深度。
另外,用户还能进行更换刀具32时的微调节、相对温度与湿度等外部环境变化的微调节,还能相对于所处理粘着带10规格的变更进行微调。于是就能符合半切的切入深度的宽广的容许范围地极容易地进行装置的处理,面且能极大地提高装置的可靠性。
如前所述,由于齿条29设在托架28的内侧部位上,所以在把身前侧的导轨30b作微调用时,这种微调不会给齿条29与小齿轮27之间的啮合带来不良影响。此外也可以用两导轨30a、30b同时地进行微调。
(第3实施例)
下面,参照图7、9与图16来说明第3实施例,在图7、图9与图16中,粘着带10置于柔软材23之上,但是在这种场合下柔软材在粘着带10切断部分的周围,如图16所示,留有相当的余量L3、L4、L5,即柔软材23有比粘着带更宽的幅度。
如上所述,在本实施例的半切装置5中,由于刀具32与柔软材23相配合地进行半切,所以柔软材23具有使剥离纸12避让而不被切断、以及使基材带11不产生大的挠曲而被切断的作用。由于粘着带10在切入开始与终了部分的刚性比切入途中部分的刚性要低,所以这些部分在受到刀具力(刀割力的分力)作用下更容易挠曲。因此在此实施例中,设置柔软材余量L3、L4,L5,并经常使一定广度的面积(同一体积)来承受刀具32的分力,以防止粘着带10的切入开始部分(侧端部)与切入终了部分(侧端部)产生大的挠曲。
另外,特别是由于在粘着带10的切入开始部分因刀具32有一定厚度而没有撕裂力,使切断阻力增大难于切断。因此,为了实现稳定的半切而附加上述柔软材23余量,若采用一种在粘着带10的切入开始与终了部分有更深切入量的结构则更为理想。
为了实现于此而设想出图17所示的结构。在此变形例中,柔软材23由硬质部23a与软质部23b构成,至少在粘着带10的切入开始位置与终了位置的对应部分上由硬质部23a构成,而与切入途中部分相应的部分则由软质材23b构成。这样,就能对粘着带10进行稳定的半切,进而,若采用一种使切入开始位置侧的硬质部23a比切入终了位置侧的硬质部23b硬度更高的结构则更好。
实现上述结构的其它变形例示于图18中,在此变形例中,把承纳柔软材23的框架20中柔软材支持基板40制成使粘着带10的两侧边部向上抬起的阶梯状。柔软材支持基板40为使框架20凹入而形成与柔软材23的平面形状相符的凹状,在两端部形成的台阶41把所设置的柔软材23的两端部抬向刀具32侧,这样粘着带10就被置于与其相仿的状态,由此使粘着带10的切入开始部分与终了部分比其它部分切的更深,从而做到稳定的半切。
这样,在切断粘着带10侧边部时的分力作用下,柔软材23即使有较大的变形也能对粘着带10的变形量进行预先补正,在侧边部不能完全地实现半切等切割失误能可靠地防止,而且,也可以用使刀具32一侧或柔软材23一侧适宜地上下的结构来作为实现上述结构的其它方法。
在所处理粘着带10的带幅有许多种类的情况下,最好是能相应于带幅设置多处台阶(凸部)41。当然,在除了两端台阶41以外的凸部位置上切断剥离纸12的可能性会增大,但不会在撕下剥离纸12方面产生障碍,反之,在使用它时还可能做到缝针孔状的半切与缝针孔状的全切断(全切)。
(第4实施例)
下面,根据图19、20与21来说明增加了粘着带10幅度检测结构的第4实施例。与前述实施例起相同作用的部件附以相同的序号。
如上所述,在检出粘着带10已从插带口6插入时,转动托架驱动电机26,托架28向图中的右方移动,刀具32从初始位置移向切断移动开始位置。在此实施例中,托架驱动电机26的输出轴26a上固定有与上述小齿轮27同轴的摩擦轮42,检出粘着带10带幅的挡臂43与摩擦轮42摩擦接触(参见图19与图20),于是,当托架驱动电机26转动时,此挡杆43向图的左方移动。
挡杆43成“U”字形,可自由进退地安装在框架20上。挡杆43一方的杆部44的内侧面与摩擦轮42接触,此状态下是通过其外侧面上接合的片簧45而被压向摩擦轮42一侧的,借此维持摩擦轮42与挡杆43的经常接触。此外挡杆43另一方的杆部46的前端则成为推压端46a,当挡杆43前进时,此推压端46a抵在粘着带10一方(右侧)的侧边上。
这样的结构使得托架驱动电机26转动而使托架28向右移动时,挡杆43朝与托架28相反方向移动,如图19、20所示,由于把摩擦轮42的外径设定成比小齿轮27的外径大,就使挡杆43以比托架28更高的速度移动,即,在刀具32从初始位置移到切断移动开始位置之间,挡杆43的推压端46a抵在粘着带10的侧边上,而与粘着带10幅度的宽窄无关。
这样,由于把粘着带10从插带口6插入而使挡杆43前进,从而即使是插入最大宽度的粘着带10,粘着带10与挡杆43的推压端46a之间也不会发生干涉,并使粘着带10顺利地插到定位壁22上。
即使是挡杆43的推压端46a抵在粘着带10的侧边上,由于托架驱动电机26继续转动,挡杆43就压在粘着带10上,因此,粘着带10的左侧侧边就抵在定位壁47、47上,在此,挡杆43的前进虽被阻止,由于托架驱动电机26仍在转动,所以摩擦轮42滑动以维持挡杆43的推压状态,稍后,刀具32抵达切断移动开始位置,则托架驱动电机停止,并在如下面所述地检出粘着带10的带幅的同时把粘着带10恰当地定位在其配置位置上。
在挡杆43推压端46a的初期位置有偏差、粘着带10幅度有差异,摩擦轮42的外径不一致等情况下摩擦轮42的这种滑动,对于恰当地把粘着带10定位在配置位置上起着重要的作用。在本实施例中,还设计成使之能处理几种不同带幅的粘着带10打印用户在对粘着带10打印文字后可将其贴附在各式各样的场所,想表示得较大时可以在宽幅粘着带10上打印较大的字,而在贴附场所狭小时则使用印有小字的窄幅粘着带10。
这样就可以自由选用几种粘着带10,如前所述,当所插入的粘着带10为最大幅宽的粘着带10时,挡杆43的移动距离最小,在这种场合下,挡杆43与摩擦轮42之间也产生滑动,故不会发生有损于构件的过度的力。
于是,已然定好位的粘着带10,其厚度方向用压板24压住,幅度方向由挡杆43压住,从而完成了对它的夹持。
此外,为了加大挡杆43与摩擦轮42的接触面积,还可以使此部分成为如图21所示的接触结构,在此变形例中是借助于挡杆43一方的杆部44与片弹簧45而上下夹持住摩擦轮42的接触结构。于是,挡杆43与摩擦轮42间的接触面积可以增大,从而能使挡杆43动作稳定,而且,在这种接触结构中,由于片簧45产生的推力不作用在托架驱动电机26的输出轴26a上,托架驱动电机26就能圆滑地转动。
(第5实施例)
上述挡杆43还有另一重要功能,即所谓检出插入的粘着带10带幅的功能,如图19所示,粘着带10插入时,挡杆43位于图示的位置(图中最右方的初始位置),由此状态挡杆43移到使粘着带10抵在定位壁47、47上的位置。在挡杆43另一方杆部46上形成如图所示的平面的多个凹凸部48,幅度检出开关49的开关端49a与此凹凸部48接触,幅度检出开关49的开关端49a被压向凹凸部48一侧,与凹部相接的状态及与凸部相接的状态使幅度检出开关49成为ON-OFF。
在挡杆43从初始位置前进时,幅度检出开关49反复出现几次ON-OFF后停止,把这种ON-OFF的脉冲次数用公知的计数器(组装在上述控制装置中)计数,并与予先在存储器中所存储的信息进行比较,从而就能检出所插入粘着带10的幅度。
这样,用定位用挡杆43与幅度检出开关49这样极为简单的机械结构、简单的电子元件与公知的电子电路就能检出几种粘着带10的带幅。
由上述挡杆43与幅度检出开关49构成的带幅检出机构是所谓的编码器(线性编码器)。然而,也可以用公知的编码器(由LED与CCD等构成的光学结构)来代替这样的带幅检出机构。在这种场合下,对于规格外的粘着带10,它能正确地测定出其带幅,对于规格内的粘着带10则能把带幅的参差不齐反映在切断动作(刀具32的切割移动)中。
这样,在检出插入的粘着带10的幅度后,就能从预先设定的R形状的切割半径与上述(图7、9所示)的P的数值自动地算出直线部分的切割长度,并把与此切割长度相应的驱动脉冲加到托架驱动电机26上,就能对应于各种不同幅度的粘着带10正确地进行圆弧切割及与之相连的直线切割。从而像过去那样要准备几种刀具并要按照粘着带10的幅度更换刀具等方面的时间能被省去,这样,不仅能够极有效地进行一连串的切割动作,以及能够构成小型、薄型的半切装置,还有利于降低成本。
(第6实施例)
下面,参照图22说明第6实施例。在此实施例中,托架28上装载着刀具夹持器31,安装在其上的刀具32可在刀具夹持器31的径向(箭头所示方向)上作相对移动,在这种场合,刀具32既可以是手动移动的结构,也可以是借助某种机构而自动移动的结构,而且其移动可以是分级的,也可以是连续的。
使用这种结构,用户可以其所喜欢的半径进行上述的圆弧切割,并能自由地设定其修边形状,进而,通常能使带幅越窄其圆弧切割量(R)减小,而随着幅度变宽而增大其圆弧切割量的方式而使粘着带10有适宜的精美外形。采用本发明能够做到在插入了粘着带10的时刻自动地设定与粘着带10的幅宽相应的圆弧切割量,并且能自动地设定出与之连动的上述直线切割量。
(第7实施例)
如图14所示,刀具夹持器31是通过一端固定在托架28上的压簧50并把其中心部压向柔软材23一侧的。
如上所述,刀具32具有斜形刀刃32a,即刀具32的刀刃32a对水平面成θ角,它使得刀具32的切割阻力减小,而且在刀具32作水平方向切割运动时,其铅直方向的分力能造成柔软材23的挠曲变形,于是,作切割移动的刀具32就承受有柔软材23的与铅直方向分力相对应的反力的作用。因而,作切割移动的刀具32上就作用着使其上浮的力。
此力是随角度θ的变小而增大的,但不论怎样都会使刀具夹持器31相对于托架28产生径向间隙,使刀具上浮,这就产生了不能维持所希望的切入深度的问题。在此实施例中,是通过刀具夹持器31把刀具32经常地压向下方,使相对于托架28的刀具夹持器31的径向间隙为零地维持切入深度一定的。
这种情形下,压簧50的压力会对刀具夹持器31的转动起制动作用,但由于压簧50是压在刀具夹持器31的中心部位的,所以制动力较小,不会给夹持器驱动电机37带来大的负荷,此外,用压簧50向下直接压在刀具32上也是可以的。刀具32的刀刃32a的角度θ的最佳范围是从大约15°到大约75°。
在考虑随着切缝的变差要进行刀具更换时,可采用刀具32为两具32的方式之外,还可以采用将刀具32与刀具夹持器31整体更换的方式。
(第8实施例)
在以上实施例中叙述了有关对粘着带10的剥离纸12撕下与修边的半切方法与结构,也如实验结果中所说明的,本发明的切割装置也可以作为以粘着带为主的层积片的全切装置。在此,用此实施例来说明把本发明的切割装置用于层积片全切,即所谓用于切割绘图机中的情况,这种切割绘图机不仅能切割出所需的平面形状,还可以作为在层积片上切出剪纸式文字的机器使用。
如图23所示,这种切割绘图机60是一种借助图外的片带送进机构使面对刀具32的层积片70在垂直于托架28移动方向的前后方面上移动的结构(参见图中的箭头)。即刀具32与层积片70是能在X轴与Y轴方向作相对运动的结构,而托架28则与上述的实施例同样地,是通过齿条29与小齿轮27、由托架驱动电机26驱动的。
刀具32固定在刀具夹持器31上,刀具夹持器31可转动地安装在托架28上。这种情况下,由于刀具32的刀刃32a相对于刀具夹持器31的转动中心是偏心地配置着的,而且刀具31是可以自由转动地,刀具32的刀刃32a在进行切割移动时所受阻力作用下就会自动地朝向切割方向。
在这种结构中,若用图外的控制装置对片带送进机构和托架驱动电机26进行适当的控制,就能用刀具32作任意形状的切割运动,即,可对层积片70作任意形状的全切以从层积片70上剪下所要的文字、符号与图形等。当然,若把刀具32的切入深度调节得比较浅,就能进行半切。
虽然这种制成剪纸式文字的切割绘图机60在过去也有,但过去的结构中由于层积片70不是用柔软材23而是由硬质树脂承托的,虽然也可作半切之用,但其可靠性极差,此外还有切割时噪音大、易损伤刀具32的刀刃32a以及刀具32会急剧磨损等缺点。
在本实施例中,由于层积片70是用柔软材23承托的,故有切割时噪音小,刀具32的刀刃32a不易损伤以及刀具32的磨损小(刀具32寿命长)的优点。而且,如以上所述的,刀具32在进行半切时其切入深度的容许范围大,且有极高的半切可靠性。
若不采用上述结构,可以采用,把安装刀具32的托架28一侧固定而把层积片70置于X、Y台板上移动的结构,或者反过来,将层积片70侧固定而把刀具32安装在X、Y台板上使之移动的结构。此外,本实施例还可以通过把上述各实施例的结构正确地加以组合而做成,而这样的结构也并不脱离本发明的精神。
在上述的实施例中虽然描述的是在刀具32从初始位置右移到达粘着带10的附近位置后驱动夹持器驱动电机37,先用刀具32在粘着带10上切圆弧,然后驱动托架驱动电机26进行与该圆弧切割相连的直线切割,再进行与直线切割相连的圆弧切割的具体实施方法,但本发明也可对例如不进行圆弧切割或一方不切割圆弧的粘着带10进行半切或全切。
即,用户在要完成对粘着带10进行直线切割时就选择只进行直线切割并将其输入到上述控制装置(CPU)36中。在完成切割后并检出粘着带10已剪下时,相继驱动夹持器驱动电机37与托架驱动电机26使刀具32移回初始位置。
如以上所说明的本发明,能以高可靠性、廉价的结构实现半切,而且根据需要也可以进行全切。
由于这样的方法与结构不会象现有例中常见的带粘接剂的粘着带那样产生大的永久变形,无损于外观,进而在贴到所需的部分上以后也不会因剥离作业时的变形而逐渐脱落,从而提供一种易于与各种粘着带及片的幅度对应的形状相适应的便利的、容易使用的情报处理装置。
特别是通过回转动作能使刀具一次也不会离开层积片的情况下连续,高效地在短时间内可靠地进行圆弧切割与直线切割,从而也不会使切割形状产生不整齐现象。
此外,它可以用手指捏住粘着带的切前端部的大面积而将剥离纸撕下,与现有例中所见的只用角部进行剥离的方法相比就可以极容易地进行把该片或粘着带的剥离纸全部撕下的操作。
本方明方法、结构简单,由于使用了柔软材,即使是刀具尖端与柔软材表面之间的高度关系上存在某些差异,因柔软材的挠曲量要比这种差异大得多从而可以减少其影响程度,能做到可靠性高、成本低。
这种不仅可以自动,也可以用手动简单地实施的方法、结构是划时代的。
在本发明中,由于刀具为刀片状,刀具不是像过去的那样地只是压切粘着带,而是采用所谓的割切方式,从而在较小的切割力下就能高效地切断粘着带。
这样,保持装置的保持力小些就可以了,作为驱动装置的电机也可以变小、变薄。因此消耗电力也小,对机器的小型化,薄型化大为有利。
此外,它并不限于用在窄幅的带状物上,就连用于宽幅的片状物上也一点没有脱落本发明的要点。
本发明的方法与结构并不限于半切,也可以进行全切,而且也并不限于片材等的端部处理,也可以作为上述的切割绘图机的切割方法与结构使用,并能取得上述的许多效果。
Claims (30)
1.一种层积片的切割方法,它只把由基材片与剥离片构成的层积片中的基材片切成规定的平面形状而保留着剥离片,其中:
以柔软材作为托板,使层积片的剥离片面向柔软材并密接在柔软材上不动;
在有斜刃刃口的刀具的尖端到达柔软材的切入深度上相对于层积片移动刀具地进行切割;
其特征在于:
上述柔软材的硬度为JIS的HS硬度计值5~40;
在刀具对上述层积片的开始切入位置与切入终了位置上,上述柔软材超出该层积片的配置位置而更宽的外延;
在与上述刀具开始切入上述层积片位置与切入终了位置所对应的上述柔软材部位的硬度大于与切入途中位置所对应的上述柔软材部位的硬度;
使上述刀具相对上述柔软材的切入深度在该刀具开始切入上述层积片位置与切入终了位置上较深,而在切入途中位置较浅。
2.如权利要求1所述的层积片切割方法,其特征在于:上述基材片的刚性大于上述剥离片的刚性。
3.如权利要求2所述的层积片切割方法,其特征在于:上述柔软材的表面具有粘着性。
4.如权利要求2所述的层积片切割方法,其特征在于:上述柔软材的表面有吸附性。
5.如权利要求1所述的层积片切割方法,其特征在于:上述柔软材是由乙基系聚氨酯橡胶制成。
6.如权利要求1至5中任一项所述的层积片切割方法,其特征在于:上述层积片是把剥离带粘贴到由粘接材与基材构成的基带上的粘着带;
上述规定的平面形状是相对于上述粘着带的宽度方向使两侧边部为R形状,同时以直线连接此两R形状的倒圆角形。
7.一种层积片切割装置,用于把由基材片与剥离片构成的层积片切成规定的形状,上述基材片的刚性大于上述剥离片的刚性,所述切割装置包括:
带斜刃刀口的刀具;
承托上述层积片的柔软材;
把上述层积片以其剥离片一侧朝向该柔软材侧的状态密接在该柔软材上的保持装置;以及
把上述刀具保持在刀口的前端到达上述柔软材上的切入深度状态,同时使该刀具按照上述规定的平面形状对上述层积片与上述柔软材作相对切割移动的移动装置;
其特征在于:
上述柔软材的硬度为JIS的HS硬度计4~50;
在上述刀具开始切入上述层积片的开始位置与切入终了位置,上述柔软材超出该层积片而更广地外延;
与上述刀具切入上述层积片的开始位置及切入终了位置相对应的上述柔软材部位的硬度大于与切入途中位置所对应的上述柔软材部位的硬度;
所述切割装置还设有对上述刀具切入上述柔软材的相对深度进行调节的切入深度调节装置,该切入深度调节装置用于使得随切割移动的上述切入深度在上述刀具切入上述层积片的开始位置与切入终了位置上较深,而在切入途中位置上较浅。
8.如权利要求7所述的层积片切割装置,其特征在于:上述柔软材的表面有粘着性。
9.如权利要求7所述的层积片切割装置,其特征在于上述柔软材的表面有吸着性。
10.如权利要求7所述的层积片切割装置,其特征在于,上述柔软材由乙基系聚氨酯橡胶构成。
11.如权利要求7所述的层积片切割装置,其特征在于,上述柔软材全体形成均匀的厚度,
上述切入深度调节装置是柔软材支持基板,该基板的对应于上述刀具切入上述层积片的开始位置与切入终了位置的部分向刀具侧隆起。
12.如权利要求7所述的层积片切割装置,其特征在于,达到柔软材上的上述刀具的尖端不带刃。
13.如权利要求7所述的层积片切割装置,其特征在于:上述保持装置有把上述层积片压向上述柔软材的压板,该压板上沿上述刀具的移动轨迹设置着窗口。
14.如权利要求13所述的层积片切割装置,其特征在于,上述保持装置还设有把上述压板压向上述层积片与解除压力的压板动作机构,
上述压板动作机构是,与上述移动装置的动作连动,在上述刀具作切割移动时对上述压板施压,而在其切割移动的前后解除对压板的压力。
15.如权利要求7所述的层积片切割装置,其特征在于,上述移动装置设有:
使刀刃朝向移动方向地保持着上述刀具的刀具夹持器,
使该刀具夹持器转动的夹持器驱动装置,
支持该刀具夹持器及该夹持器驱动装置的托架,
使该托架作直线运动的托架驱动装置,以及有选择地驱动上述夹持器驱动装置及上述托架驱动装置的控制装置。
16.如权利要求15所述的层积片切割装置,其特征在于,上述刀具被安装成相对于上述刀具夹持器的径向移动是可调的。
17.如权利要求15或16所述的层积片切割装置,其特征在于,上述夹持器驱动装置有夹持器驱动电机与固定在该夹持器驱动电机输出轴上的蜗杆,
上述刀具夹持器有在外周部上与上述蜗杆啮合的蜗轮。
18.如权利要求15或16所述的层积片切割装置,其特征在于,它还有把上述刀具夹持器压靠在柔软材侧的弹簧。
19.如权利要求15或16中所述的层积片切割装置,其特征在于,上述托架驱动装置有托架驱动电机以及对上述托架的直线运动进行导向的导向部件,
设在上述托架驱动电机输出轴上的小齿轮,
设在上述托架上与该小齿轮啮合的齿条。
20.如权利要求19所述的层积片切割装置,其特征在于:
上述导向部件由横跨上述刀具的相互平行地配置着的一对圆棒形导轨构成,
一对导轨中至少一个有偏心轴部,此导轨由该偏心轴部支持在支持部件上,并相对于该支持部件可转动地构成。
21.如权利要求15或16所述的层积片切割装置,其特征在于:
上述层积片是把剥离带粘贴在由粘接材和基材构成的基带上的粘着带,且该粘着带是以其长边方向垂直于上述托架的移动方向地方式配置着,
上述控制装置通过夹持器驱动装置使刀具相对于粘着带的宽度方向从一方侧边开始划过1/4圆地移动进行切割后,再通过托架驱动装置使刀具沿粘着带短边方向直线移动地进行切割,最后再通过夹持器驱动装置划过1/4圆地到达另一侧边地进行切割。
22.如权利要求21所述的层积片切割装置,其特征在于,在1/4圆开始切割移动位置与1/4圆切割移动终了位置上要使刀具稍微离开粘着带的侧边。
23.如权利要求21所述的层积片切割装置,其特征在于,它还设有限定该粘着带长边方向设置位置的端边限位部件。
24.如权利要求21所述的层积片切割装置,其特征在于,它还设有检出导入的粘着带带幅的带幅检出装置,
上述控制装置根据该带幅检出装置的检出结果对托架驱动装置的驱动进行控制。
25.如权利要求24所述的层积片切割装置,其特征在于,上述带幅检出装置还设有与粘着带一方侧边相接的侧边限位部件,
压住粘着带另一侧边并使其抵在侧边限位部件上的推压机构,以及
按照推压机构的动作检测计量推压机构的推压端与侧边限位部件间距离的编码器。
26.如权利要求25所述的层积片切割装置,其特征在于,上述推压机构是由上述托架驱动电机来推动的。
27.如权利要求25所述的层积片切割装置,其特征在于,在切割移动之前由托架驱动电机以把刀具从初始位置移到上述切割移动开始位置,
上述推压机构与从刀具初始位置到切断移动开始位置的移动连动。
28.如权利要求27所述的层积片切割装置,其特征在于:上述推压机构具有一端设有推压端的、并可在上述粘着带的短边方向上自由移动的这样结构的挡杆,以及
与上述小齿轮同轴地设置在上述托架驱动电机的输出轴上,并与上述挡杆相接触的摩擦轮,
上述摩擦轮的直径大于上述小齿轮的直径。
29.如权利要求28所述的层积片切割装置,其特征在于,上述推压机构还设有把上述挡杆压向上述摩擦轮一侧的弹簧。
30.如权利要求28所述的层积片切割装置,其特征在于,上述编码器由下述构件构成,即在上述挡杆上形成的凹凸部,
随挡杆的移动而与上述凹凸部接触,并输出通/断脉冲信号的检出开关,
根据该脉冲信号而算出上述推压机构的推压端与上述侧边限位部件之间距离的计算器。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32648294 | 1994-12-27 | ||
| JP326482/94 | 1994-12-27 | ||
| JP292816/95 | 1995-11-10 | ||
| JP29281695A JPH08229887A (ja) | 1994-12-27 | 1995-11-10 | 積層シートのカット方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1133768A CN1133768A (zh) | 1996-10-23 |
| CN1045409C true CN1045409C (zh) | 1999-10-06 |
Family
ID=26559138
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95113151A Expired - Fee Related CN1045409C (zh) | 1994-12-27 | 1995-12-22 | 层积片的切割方法及其装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5937725A (zh) |
| EP (1) | EP0719620A3 (zh) |
| JP (1) | JPH08229887A (zh) |
| KR (1) | KR100188240B1 (zh) |
| CN (1) | CN1045409C (zh) |
| CA (1) | CA2165994A1 (zh) |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3247597B2 (ja) * | 1994-12-02 | 2002-01-15 | セイコーエプソン株式会社 | テープ端部の整形切断装置およびこれを備えたテープ印字装置 |
| US6014921A (en) * | 1996-05-14 | 2000-01-18 | Esselte N.V. | Printing device with an automatic cutting mechanism |
| US6703565B1 (en) * | 1996-09-06 | 2004-03-09 | Matsushita Electric Industrial Co., Ltd. | Printed wiring board |
| TW359660B (en) * | 1996-11-07 | 1999-06-01 | Seiko Epson Corp | Peeling device, tape processing device incorporating the peeling device, and tape printing apparatus incorporating the tape processing device |
| JP3628848B2 (ja) * | 1996-11-07 | 2005-03-16 | セイコーエプソン株式会社 | テープ処理装置およびこれを備えたテープ印刷装置 |
| JPH10326323A (ja) * | 1997-03-24 | 1998-12-08 | Olympus Optical Co Ltd | コードパターンイメージ記録装置 |
| JP3843567B2 (ja) * | 1997-12-15 | 2006-11-08 | ブラザー工業株式会社 | テーププリンタ |
| US6565954B2 (en) | 1998-05-14 | 2003-05-20 | Matsushita Electric Industrial Co., Ltd. | Circuit board and method of manufacturing the same |
| SG86345A1 (en) | 1998-05-14 | 2002-02-19 | Matsushita Electric Ind Co Ltd | Circuit board and method of manufacturing the same |
| JP3643730B2 (ja) * | 1999-06-28 | 2005-04-27 | 三洋電機株式会社 | カッティングプリンタ |
| JP3649960B2 (ja) * | 1999-08-26 | 2005-05-18 | 三洋電機株式会社 | カッティングプロッタ |
| JP4048658B2 (ja) * | 1999-09-16 | 2008-02-20 | ブラザー工業株式会社 | ラベル製造装置およびラベル製造方法 |
| US6772661B1 (en) * | 1999-10-04 | 2004-08-10 | Mikkelsen Graphic Engineering | Method and apparatus for precision cutting and the like of graphics areas from sheets |
| US6518514B2 (en) * | 2000-08-21 | 2003-02-11 | Matsushita Electric Industrial Co., Ltd. | Circuit board and production of the same |
| JP4545922B2 (ja) * | 2000-12-25 | 2010-09-15 | セイコーエプソン株式会社 | 切断装置およびこれを備えたテープ印刷装置並びに切断方法 |
| US6585438B2 (en) * | 2000-12-25 | 2003-07-01 | Seiko Epson Corporation | Tape printing apparatus and method, cutting device and method, and tape printing apparatus incorporating the cutting device |
| US6672187B2 (en) * | 2001-04-05 | 2004-01-06 | Mikkelsen Graphic Engineering, Inc. | Method and apparatus for rapid precision cutting of graphics areas from sheets |
| US6619167B2 (en) * | 2001-04-05 | 2003-09-16 | Steen Mikkelsen | Method and apparatus for precision cutting of graphics areas from sheets |
| US7140283B2 (en) * | 2004-05-05 | 2006-11-28 | Mikkelsen Graphic Engineering | Automated method and apparatus for vision registration of graphics areas operating from the unprinted side |
| JP4391326B2 (ja) * | 2004-06-18 | 2009-12-24 | パナソニック株式会社 | 熱硬化性樹脂シートの切断加工方法 |
| EP1947045A3 (de) * | 2007-01-17 | 2012-01-04 | KIEFEL GmbH | Verfahren und Vorrichtung zum Trennen von Folienlagen sowie Anlage zum Verschweissen eines Einlegstücks |
| JP5027602B2 (ja) * | 2007-06-26 | 2012-09-19 | 株式会社リコー | シート材切断装置及び画像形成装置 |
| KR100914415B1 (ko) * | 2007-11-07 | 2009-08-31 | 이종화 | 입체문자채널용 브이컷팅장치 |
| KR20110119663A (ko) * | 2008-12-23 | 2011-11-02 | 트렐레보르그 루보레 에이비 | 다층 플레이트 구조를 통해 부분적으로 절삭 라인을 형성하는 방법 |
| DE102009047340B4 (de) * | 2009-12-01 | 2011-07-14 | Airbus Operations GmbH, 21129 | Verfahren zum Bilden eines Strukturbauteils eines Luft- oder Raumfahrzeuges und Umformvorrichtung |
| CN102172918A (zh) * | 2011-01-06 | 2011-09-07 | 硕方科技(北京)有限公司 | 半切控制设备及方法 |
| US8857301B2 (en) | 2012-04-11 | 2014-10-14 | Xerox Corporation | Blade clearance groove for cutting plotter |
| FR2998823B1 (fr) * | 2012-11-30 | 2015-06-05 | Oberthur Technologies | Dispositif de decoupe pour test de delaminage |
| US10245803B2 (en) | 2013-03-13 | 2019-04-02 | Xerox Corporation | Apparatus, system and method for cutting and creasing media |
| CN105171819B (zh) * | 2015-10-28 | 2017-03-29 | 武汉光迅科技股份有限公司 | 一种自动切口开盖设备及开盖方法 |
| JP6816393B2 (ja) * | 2016-06-30 | 2021-01-20 | カシオ計算機株式会社 | 印刷装置、及び、印刷方法 |
| MX2019013029A (es) | 2017-05-01 | 2020-02-05 | Avery Dennison Retail Information Services Llc | Aparato de corte independiente. |
| CN208410902U (zh) * | 2018-05-31 | 2019-01-22 | 浙江晨宇科技股份有限公司 | 一种砧板机构 |
| KR20220099999A (ko) * | 2019-11-08 | 2022-07-14 | 이노베이티브 오토메이션 인코포레이티드 | 원격 공급 시스템 |
| CN111791135B (zh) * | 2020-06-16 | 2024-08-20 | 泉州市柏锐机电设备有限公司 | 一种切割机 |
| CN114642128A (zh) * | 2022-03-24 | 2022-06-21 | 蓝山县永芹牧业有限公司 | 一种压紧输送式牛养殖用牧草切割装置及方法 |
| CN117799336B (zh) * | 2024-02-29 | 2024-05-28 | 福建金成信息科技有限公司 | 一种数码标签打印装置及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4519285A (en) * | 1983-06-30 | 1985-05-28 | The Boeing Company | Cutting method and apparatus for tape laying machines |
| WO1988001556A1 (en) * | 1986-08-27 | 1988-03-10 | Fortron Automotive Treatments Pty. Ltd. | Cutting means |
| US5189934A (en) * | 1988-06-02 | 1993-03-02 | Eton Construction Ab | Apparatus for cutting and removing portions from a material web |
| US5275077A (en) * | 1991-02-27 | 1994-01-04 | Mimaki Engineering Co., Ltd. | Method of forming perforated cut line by cutting plotter |
| EP0607026A2 (en) * | 1993-01-13 | 1994-07-20 | Esselte Dymo N.V. | Tape cutting apparatus |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3292513A (en) * | 1963-09-30 | 1966-12-20 | Monsanto Chemicals | Apparatus and method for scoring synthetic plastic sheet material |
| US3314339A (en) * | 1964-05-04 | 1967-04-18 | Inland Container Corp | Scoring device |
| US3573857A (en) * | 1969-04-04 | 1971-04-06 | Cincinnati Milacron Inc | Reciprocating cutting blade |
| US3772949A (en) * | 1972-01-17 | 1973-11-20 | Gerber Scientific Instr Co | Method and apparatus for cutting sheet material |
| US3777604A (en) * | 1972-04-25 | 1973-12-11 | Gerber Garment Technology Inc | Apparatus for supporting a stack of sheet material being cut or otherwise worked on |
| US3768347A (en) * | 1972-06-23 | 1973-10-30 | M Wade | Automatic carpet cutting machine |
| US4457199A (en) * | 1974-06-13 | 1984-07-03 | Sean Corcoran | Method for cutting slits in flexible plastics sheeting |
| FR2369993A1 (fr) * | 1976-11-08 | 1978-06-02 | Laing & Son Ltd John | Dispositif telescopique |
| DE2810713A1 (de) * | 1978-03-11 | 1979-09-13 | Kammann Maschf Werner | Verfahren zum ausstanzen von zuschnitten aus einer bahn und vorrichtung zu dessen durchfuehrung |
| DE3109226A1 (de) * | 1980-08-08 | 1982-03-25 | Gerber Garment Technology, Inc., 06074 South Windsor, Conn. | Verfahren zum schneiden mit einem handgefuehrten schneidwerkzeug |
| FR2498514B1 (fr) * | 1980-11-14 | 1986-12-26 | Gerber Garment Technology Inc | Appareil et procede utilisant des ultrasons pour decouper une matiere en feuille |
| JPS5798837A (en) * | 1980-12-12 | 1982-06-19 | Hitachi Ltd | Sample pick up system |
| SE425065B (sv) * | 1981-05-04 | 1982-08-30 | Ingvar Kristensson | Skeranordning, speciellt for tillskerning av handtag i berkassar och liknanande av plast |
| US4503744A (en) * | 1982-03-22 | 1985-03-12 | Thomas & Betts Corporation | Cleaving device for optical fibers |
| DE3218585A1 (de) * | 1982-05-17 | 1983-11-17 | Atlas Handelskontor GmbH, 7421 Mehrstetten | Vorrichtung zum handgesteuerten zuschneiden |
| US4512839A (en) * | 1982-10-29 | 1985-04-23 | Gerber Scientific, Inc. | Multi-color sign making method and layup |
| US4494435A (en) * | 1983-09-23 | 1985-01-22 | Ned Lindsay | Cutting device |
| SU1293024A1 (ru) * | 1984-12-29 | 1987-02-28 | Предприятие П/Я А-1120 | Способ резани многослойного неметаллического материала и устройство дл его осуществлени |
| JPS61226297A (ja) * | 1985-03-28 | 1986-10-08 | 安田 寛明 | だ円の切断方法及びその装置 |
| GB2178686A (en) * | 1985-08-07 | 1987-02-18 | Roger William Saunders | Card cutting apparatus |
| US4850579A (en) * | 1986-02-04 | 1989-07-25 | Crest-Foam Corporation | Supporting bed for sheet material cutting machine and method of manufacture |
| US4732069A (en) * | 1987-05-08 | 1988-03-22 | Gerber Scientific Products, Inc. | Knife and knife holder assembly |
| DE3729208C1 (de) * | 1987-08-29 | 1988-12-22 | Rotring Werke Riepe Kg | Schneidvorrichtung |
| JPH0634126Y2 (ja) * | 1987-11-28 | 1994-09-07 | ブラザー工業株式会社 | 剥離紙付き印字テープ切断機構を備えた印字装置 |
| US4920495A (en) * | 1988-07-15 | 1990-04-24 | Gfm Holdings Ag | Sheet cutting machine |
| US4934236A (en) * | 1988-11-07 | 1990-06-19 | Am International Corporation | Sheet slicing mechanism |
| FR2647386A1 (fr) * | 1989-03-22 | 1990-11-30 | Isermatic France Sa | Dispositif de tracage et de coupe partielle en epaisseur d'un complexe multicouche adhesif protege et machine en faisant application |
| US5082310A (en) * | 1989-11-06 | 1992-01-21 | Tip Engineering Group, Inc. | Arrangement for providing an air bag deployment opening |
| JPH0739578Y2 (ja) * | 1990-03-22 | 1995-09-13 | ブラザー工業株式会社 | テープ切断器 |
| US5042339A (en) * | 1990-08-21 | 1991-08-27 | Gerber Garment Technology, Inc. | Method and apparatus for cutting successive segments of sheet material with cut continuation |
| DE4315539C2 (de) * | 1993-05-10 | 1995-03-23 | Peter Bechmann | Verfahren und Vorrichtung zum Schneiden der Deckfolie eines laminierten Folienmaterials |
| WO1996016773A1 (en) * | 1994-11-28 | 1996-06-06 | Three Dimensional Trim Corporation | Trimming apparatus and method |
-
1995
- 1995-11-10 JP JP29281695A patent/JPH08229887A/ja active Pending
- 1995-12-22 CN CN95113151A patent/CN1045409C/zh not_active Expired - Fee Related
- 1995-12-22 CA CA 2165994 patent/CA2165994A1/en not_active Abandoned
- 1995-12-27 EP EP19950120565 patent/EP0719620A3/en not_active Withdrawn
- 1995-12-27 KR KR1019950072165A patent/KR100188240B1/ko not_active IP Right Cessation
- 1995-12-27 US US08/579,322 patent/US5937725A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4519285A (en) * | 1983-06-30 | 1985-05-28 | The Boeing Company | Cutting method and apparatus for tape laying machines |
| WO1988001556A1 (en) * | 1986-08-27 | 1988-03-10 | Fortron Automotive Treatments Pty. Ltd. | Cutting means |
| US5189934A (en) * | 1988-06-02 | 1993-03-02 | Eton Construction Ab | Apparatus for cutting and removing portions from a material web |
| US5275077A (en) * | 1991-02-27 | 1994-01-04 | Mimaki Engineering Co., Ltd. | Method of forming perforated cut line by cutting plotter |
| EP0607026A2 (en) * | 1993-01-13 | 1994-07-20 | Esselte Dymo N.V. | Tape cutting apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US5937725A (en) | 1999-08-17 |
| EP0719620A2 (en) | 1996-07-03 |
| JPH08229887A (ja) | 1996-09-10 |
| EP0719620A3 (en) | 1997-03-26 |
| CA2165994A1 (en) | 1996-06-28 |
| KR960021420A (ko) | 1996-07-18 |
| CN1133768A (zh) | 1996-10-23 |
| KR100188240B1 (ko) | 1999-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1045409C (zh) | 层积片的切割方法及其装置 | |
| CN200951651Y (zh) | 图像记录装置 | |
| CN1059389C (zh) | 粘接片的剥离方法及其装置 | |
| CN2819373Y (zh) | 盘片搬送装置 | |
| CN1190325C (zh) | 纸带打印装置 | |
| CN1304204C (zh) | 图像形成装置 | |
| CN1280073C (zh) | 切割器盒和切割装置 | |
| CN1128934A (zh) | 用于表面安装装置头的工具及工具自动更换装置 | |
| EP0994060B1 (en) | Coating film tranfer tool with a transfer head | |
| JP2012115920A (ja) | 切り抜き加工装置 | |
| CN1742526A (zh) | 电路基板用部件、电路基板的制造方法及电路基板的制造装置 | |
| JP2010212374A (ja) | 溝加工ツールおよびこれを用いた薄膜太陽電池の溝加工方法 | |
| CN1096924C (zh) | 蔬菜倒棱装置 | |
| CN212734161U (zh) | 一种立铣刀全自动倒角设备 | |
| CN217344644U (zh) | 一种带有精准送料机构的cnc加工中心 | |
| CN215512801U (zh) | 一种耳机壳移印机 | |
| CN1124908C (zh) | 印刷品用切割刀片的成型装置 | |
| CN1261278C (zh) | 切割刀片的切割装置 | |
| CN221872141U (zh) | 一种复合板材生产用切割装置 | |
| CN220972919U (zh) | 一种晶片切割装置 | |
| CN220162524U (zh) | 一种口罩机鼻梁条裁断装置 | |
| CN216427105U (zh) | 一种激光精确切割蓝玻璃滤光片装置 | |
| CN216828848U (zh) | 一种薄不锈钢小圆片的裁切与进料机构 | |
| CN215242960U (zh) | 皮带拼接机 | |
| CN221337906U (zh) | 一种镀膜玻璃防刮磨边机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Effective date: 20040117 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20040117 Patentee after: Seiko Epson Corp. Patentee before: Seiko Epson Corp. Patentee before: Jim Monarch Co., Ltd. |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 19991006 Termination date: 20100122 |