CN103117493A - 连接器外壳与胶芯自动化组装设备 - Google Patents
连接器外壳与胶芯自动化组装设备 Download PDFInfo
- Publication number
- CN103117493A CN103117493A CN2013100140036A CN201310014003A CN103117493A CN 103117493 A CN103117493 A CN 103117493A CN 2013100140036 A CN2013100140036 A CN 2013100140036A CN 201310014003 A CN201310014003 A CN 201310014003A CN 103117493 A CN103117493 A CN 103117493A
- Authority
- CN
- China
- Prior art keywords
- shell
- glue core
- mentioned
- side pressure
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Abstract
本发明公开一种连接器外壳与胶芯自动化组装设备,其包括有机架以及于机架上依次设置的供料装置、插接组配装置、电性测试装置和出料装置。藉此,通过将供料装置、插接组配装置、电性测试装置和出料装置有序结合,形成连接器供料、组配、检测及出料一体化,实现连接器外壳及胶芯快速和精确地自动装配,从而代替人工手动组装,提高连接器的生产效率,降低生产成本。
Description
技术领域
本发明涉及电连接器领域技术,尤其是指一种用于组装连接器外壳和胶芯的装置。
背景技术
电连接器一般由胶芯及外壳组装而成,所以电连接器的组装即将胶芯和外壳根据两者之间的确定关系进行组装,主要的组装工序步骤包括:先将胶芯安装于外壳中,再将外壳两侧固定脚及外壳顶板向后弯折以防止胶芯由外壳中脱出,目前,电连接器胶芯及外壳组装工序一般采用人工或半自动机台完成,其工序相对繁多复杂,存在着生产效率低、人力资源消耗量大、作业人员劳动强度大、相对安全隐患机率高以及电连接器不良率高等缺陷。因此,针对以上缺陷,应对电连接器的胶芯及外壳组装设备进行改良,以进一步提高电连接器的组装自动化,提高生产效率和产品质量,减少生产过程中的安全隐患,降低电连接器的不合格率。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种连接器外壳与胶芯自动化组装设备,实现连接器外壳及胶芯快速和精确地自动装配,从而代替人工手动组装,提高连接器的生产效率,降低生产成本。
为实现上述目的,本发明采用如下之技术方案:
一种连接器外壳与胶芯自动化组装设备,包括有机架以及于机架上依次设置的供料装置、插接组配装置、电性测试装置和出料装置,其中:
该供料装置包括外壳输送机构和胶芯输送机构,该外壳输送机构包括振动盘、外壳传输带以及外壳推移组件,该外壳传输带一端与振动盘的出料口相连,该外壳推移组件包括有推外壳气缸、外壳抵推件和外壳滑动座,该外壳滑动座上设置有供外壳移动的外壳滑道,于该外壳滑道一侧壁上设置有供外壳进入的外壳入口,该外壳入口与外壳传输带相连,该外壳抵推件前端置于外壳滑道中,外壳抵推件后端与推外壳气缸轴端连接,并于外壳抵推件上对应外壳入口设置有用于容纳外壳的凹位,于外壳滑道另一侧壁上设置有供外壳移出外壳滑道的缺口,该缺口与上述插接组配装置相连;该胶芯输送机构具有一胶芯传输带,该胶芯传输带另一端也与插接组配装置相连;
推外壳机构胶芯传输带该插接组配装置包括外壳移动机构、导流机构和推胶芯机构,其中该外壳移动机构包括横向移动部和竖向移动部,该横向移动部包括滑动基座和安装于滑动基座上的横向推力气缸及滑动块,该滑动基座上设置有横向导轨,滑动块可滑动式安装于该横向导轨上,该横向推力气缸固装于滑动基座上,横向推力气缸轴端与滑动块连接;该竖向移动部包括滑动板、竖向推力气缸和竖向移动板,该滑动板内壁固定于上述滑动块上,于滑动板外壁上设置有竖向导轨,竖向移动板内壁可上下滑动式安装于该竖向导轨上,竖向推力气缸固装于滑动板顶部,竖向推力气缸轴端与竖向移动板连接,并于竖向移动板外壁上朝下并排设置有用于转移外壳的复数个叉接臂;该导流机构具有一供连接器通过的导流槽,于该导流槽上设置有复数个穿行缺口和一穿行通道,其中,该穿行缺口与上述叉接臂相对应;该推胶芯机构包括预推组件和挤压组件,该预推组件包括预推气缸、胶芯滑动座和胶芯抵推件,该胶芯滑动座上设置有供胶芯移动的胶芯滑道,于该胶芯滑道外侧壁上对应上述胶芯传输带设置有一供胶芯移入的胶芯入口;该胶芯抵推件置于胶芯滑道中,该胶芯抵推件前端设置有一用于卡住胶芯的凹槽,胶芯抵推件后端与上述预推气缸轴端连接;该挤压组件与上述预推组件并排设置,并正对上述叉接臂,其包括用于弯折外壳两侧固定脚的侧压模块、用于弯折外壳顶板的顶压模块和用于对已经检测合格的连接器做进一步压紧的压紧模块,该侧压模块、顶压模块和压紧模块位于上述导流机构同侧;
该电性测试装置与上述外壳移动机构同侧,其包括测试气缸、测试滑动座、测试导块和测试连接器,该测试气缸安装于测试滑动座上,于测试滑动座上设置有测试导轨,上述测试导块安装于该测试导轨上,并测试导块后端与测试气缸轴端相连接,上述测试连接器固装于测试导块前端;
该出料装置包括出料传输带和驱动出料传输带运转的传动机构,该出料传输带与上述导流机构中的导流槽相连。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过将供料装置、插接组配装置、电性测试装置和出料装置有序结合,形成连接器供料、组配、检测及出料一体化,实现连接器外壳及胶芯快速和精确地自动装配,从而代替人工手动组装,提高连接器的生产效率,降低生产成本。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
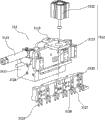
图1为本发明之组装立体示意图;
图2为本发明之分解立体示意图;
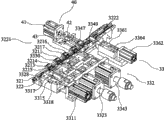
图3为本发明之插接组配装置立体示意图;
图4为本发明之插接组配装置另一视角立体示意图;
图5为本发明之外壳移动机构立体示意图;
图6为本发明之外壳移动机构另一视角立体示意图;
图7为本发明之外壳移动机构分解立体示意图;
图8为本发明之推胶芯机构及电性测试装置立体示意图;
图9为本发明之推胶芯机构及电性测试装置另一视角立体示意图;
图10为本发明之出料装置立体示意图;
图11为本发明之预推组件立体示意图;
图12为本发明之预推组件分解立体示意图;
图13为本发明之外壳推移组件立体示意图;
图14为本发明之外壳推移组件分解立体示意图。
附图标识说明:
10、机架 20、供料装置
21、外壳输送机构 211、振动盘
212、外壳传输带 213、外壳推移组件
2131、推外壳气缸 2132、外壳抵推件
2133、外壳滑动座 2134、外壳滑道
2135、外壳入口 2136、凹位
2137、缺口 30、插接组配装置
31、外壳移动机构 311、横向移动部
3111、滑动基座 3112、横向推力气缸
3113、滑动块 3114、横向导轨
312、竖向移动部 3121、滑动板
3122、竖向推力气缸 3123、竖向移动板
3124、竖向导轨 3125、叉接臂
3126、主体部 3127、叉臂
32、导流机构 321、第一导流板
3211、台阶 3212、固定模块
3213、第一固定块 3214、第二固定块
3215、遮蔽空间 3216、通孔
3217、卡块 322、第二导流板
3221、穿行缺口 3222、穿行通道
323、导流槽 33、推胶芯机构
331、预推组件 3311、预推气缸
3312、胶芯滑动座 3313、胶芯抵推件
3314、胶芯滑道 3315、胶芯入口
3316、凹槽 3317、限位块
3318、限位板 3319、限位槽
332、挤压组件 3321、侧压模块
3322、侧压轨道板 3323、侧压气缸
3324、侧压部 3325、侧压导块
3326、侧压头 3327、侧压导槽
3328、第一侧压头 3329、弧形压合脚
3330、第二侧压头 3331、方形压合脚
3340、顶压模块 3341、顶压轨道板
3342、顶压导槽 3343、顶压气缸
3344、顶压部 3345、顶压导块
3346、顶压头 3347、第一顶压头
3348、楔形压块 3349、第二顶压头
3350、弧形压块 3360、压紧模块
3361、压紧滑动座 3362、压紧气缸
3363、压紧部 3364、压紧导块
3365、压紧头 40、电性测试装置
41、测试气缸 42、测试滑动座
421、测试导轨 43、测试导块
44、测试连接器 50、出料装置
51、出料传输带 52、传动机构。
具体实施方式
本发明如图1至图14所示,一种连接器外壳与胶芯自动化组装设备,包括有机架10以及于机架10上依次设置的供料装置20、插接组配装置30、电性测试装置40和出料装置50,其中:
该供料装置20包括外壳输送机构21和胶芯输送机构22,该外壳输送机构21包括振动盘211、外壳传输带212以及外壳推移组件213,该外壳传输带212一端与振动盘211的出料口相连,该外壳推移组件213包括有推外壳气缸2131、外壳抵推件2132和外壳滑动座2133,该外壳滑动座2133上设置有供外壳移动的外壳滑道2134,于该外壳滑道2134一侧壁上设置有供外壳进入的外壳入口2135,该外壳入口2135与外壳传输带212相连,该外壳抵推件2132前端置于外壳滑道2134中,外壳抵推件2132后端与推外壳气缸2131轴端连接,并于外壳抵推件2132上对应外壳入口2135设置有用于容纳外壳的凹位2136,于外壳滑道2134另一侧壁上设置有供外壳移出外壳滑道2134的缺口2137,该缺口2137与上述插接组配装置30相连;该胶芯输送机构22具有一胶芯传输带221,该胶芯传输带221另一端也与插接组配装置30相连。
推外壳机构胶芯传输带该插接组配装置30包括外壳移动机构31、导流机构32和推胶芯机构33,其中该外壳移动机构31包括横向移动部311和竖向移动部312,该横向移动部311包括滑动基座3111和安装于滑动基座3111上的横向推力气缸3112及滑动块3113,该滑动基座3111上设置有横向导轨3114,滑动块3113可滑动式安装于该横向导轨3114上,该横向推力气缸3112固装于滑动基座3111上,横向推力气缸3112轴端与滑动块3113连接;该竖向移动部312包括滑动板3121、竖向推力气缸3122和竖向移动板3123,该滑动板3121内壁固定于上述滑动块3113上,于滑动板3113外壁上设置有竖向导轨3124,竖向移动板3123内壁可上下滑动式安装于该竖向导轨3124上,竖向推力气缸3122固装于滑动板3121顶部,竖向推力气缸3122轴端与竖向移动板3123连接,并于竖向移动板3123外壁上朝下并排设置有用于转移外壳的复数个叉接臂3125,该复数个叉接臂3125下端侧壁与前述外壳滑道2134上缺口相对应,该叉接臂3125包括一主体部3126和由该主体部3126下端呈叉状向下一体延伸的两叉臂3127,该叉臂3127侧壁与上述外壳滑道2134上缺口2137相对应;
该导流机构32包括第一导流板321和第二导流板322,其中,该第二导流板322固定于第一导流板321侧壁上,并于第一导流板321上设置有台阶3211,该台阶3211与第二导流板322组合形成供连接器通过的导流槽323,于该第二导流板322上设置有复数个穿行缺口3221和一穿行通道3222,并于上述第一导流板321上对应上述复数个叉接臂3125分别设置有用于固定连接器的固定模块3212,该固定模块3212包括呈L状的第一固定块3213和第二固定块3214,该第一固定块3213一端紧贴于第一导流板321外侧壁上,其另一端伸进上述导流槽323中与导流槽323形成遮蔽空间3215,并于第一固定块3213上端设置有一通孔3216;该第二固定块3214安装于第一固定块3213上方,于该第一固定块3213上向下设置有一卡块3217,该卡块3217由第一固定块3213上通孔3216伸进上述遮蔽空间3215中以卡紧连接器,并该穿行缺口3221与上述叉接臂3125相对应;
该推胶芯机构33包括预推组件331和挤压组件332,该预推组件331包括预推气缸3311、胶芯滑动座3312和胶芯抵推件3313,该胶芯滑动座3312上设置有供胶芯移动的胶芯滑道3314,于该胶芯滑道3314外侧壁上对应上述胶芯传输带221设置有一供胶芯移入的胶芯入口3315;该胶芯抵推件3313置于胶芯滑道3314中,该胶芯抵推件3313前端设置有一用于卡住胶芯的凹槽3316,胶芯抵推件3313后端与上述预推气缸3311轴端连接,于该胶芯抵推件3313顶部设置有一防止抵推件3313滑出预定距离的限位块3317,于胶芯滑道3314上方盖有一限位板3318,并于限位板3318上开设有与限位块3317相匹配的限位槽3319,限位板3318随胶芯抵推件3313向前移动,并最终抵止于限位槽3319中;该挤压组件332与上述预推组件331并排设置,并正对上述叉接臂3125,其包括用于弯折外壳两侧固定脚的侧压模块3321、用于弯折外壳顶板的顶压模块3340和用于对已经检测合格的连接器做进一步压紧的压紧模块3360,该侧压模块3321、顶压模块3340和压紧模块3360位于上述导流机构32同侧,其中,该侧压模块3321包括侧压轨道板3322、侧压气缸3323和侧压部3324,该侧压部3324包括侧压导块3325和侧压头3326,该侧压轨道板3322上设置有侧压导槽3327,该侧压导块3325安装于侧压导槽3327中,侧压气缸3323轴端连接于侧压导块3325后端,侧压导块3325随气缸轴于侧压导槽3327中前后移动,该侧压头3326包括第一侧压头3328和第二侧压头3329,该第一侧压头3328和第二侧压头3329分别固装于侧压导块3325前端,并分别对应上述第二导流板322上的两相邻穿行缺口3221,该第一侧压头3328前端向后内凹有一弧形缺口,该弧形缺口两端分别形成一具有过渡圆弧的弧形压合脚3329,该两压合脚之间距离略大于外壳的宽度,该两弧形压合脚3329在侧压气缸3323的推动下逐渐将外壳两侧的固定脚相外壳内侧弯折,该第二侧压头3330前端对应外壳两侧已经弯折的固定脚设置有两方形压合脚3331,该两方形压合脚3331在侧压气缸3323的推动下进一步将外壳两侧固定脚向外壳内侧抵压,使其弯折到位;该顶压模块3340包括顶压轨道板3341、顶压气缸3343和顶压部3344,该顶压部3344包括顶压导块3345和顶压头3346,该顶压轨道板3341上设置有顶压导槽3342,该顶压导块3345安装于顶压导槽3342中,顶压气缸3343轴端连接于顶压导块3345后端,顶压导块3345随气缸轴于顶压导槽3342中前后移动,该顶压头3346包括第一顶压头3347和第二顶压头3349,该第一顶压头3346和第二顶压头3349分别固装于顶压导块3345前端,并分别对应上述第二导流板322上其中两相邻穿行缺口3221,该第一顶压头3346前端设置有一楔形压块3348,该楔形压块3348能够随顶压气缸3343的推动向下压弯外壳的顶板,使顶板向下弯折一定角度,该第二顶压头3349前端设置有一具有下凹弧形的弧形压块3350,该第二顶压头3349在顶压气缸3343的推动下,其上弧形压块3350逐渐将已经弯折一定角度的外壳顶板进一步向下弯折;该压紧模块3360包括有一具有压紧导槽的压紧滑动座3361、压紧气缸3362和压紧部3363,该压紧部3363包括压紧导块3364和压紧头3365,该压紧导块3364可滑动式安装于压紧导槽上,压紧导块3365前端伸进上述穿行通道3222中,压紧导块3364后端与压紧气缸3362轴端连接,该压紧头3365安装于压紧导块3364前端,该压紧头3365前端向下凹设有一台阶,压紧头3365在压紧气缸3362推动下,其上台阶可进一步压紧上述已经弯折的顶板,使顶板被彻底压紧。
该电性测试装置40与上述外壳移动机构31同侧,其包括测试气缸41、测试滑动座42、测试导块43和测试连接器44,该测试气缸41安装于测试滑动座42上,于测试滑动座42上设置有测试导轨421,上述测试导块43安装于该测试导轨421上,并测试导块43后端与测试气缸41轴端相连接,上述测试连接器44固装于测试导块43前端。
该出料装置50包括出料传输带51和驱动出料传输带51运转的传动机构52,该出料传输带51与上述导流机构32中的导流槽323相连。
本发明工作原理如下:振动盘211中的外壳在振动盘211的振动下由外壳传输带212进入外壳入口2135,嵌于外壳抵推件2132上凹位2136中,推外壳气缸2131推动外壳抵推件2132于外壳滑道2134中向前移动,使外壳位于外壳滑道2134上缺口2137处,同时,胶芯由连接器端子自动化组装设备出料口经胶芯传输带221移至推胶芯机构33上的胶芯入口3315处,此时,外壳移动机构31动作,竖向移动部312中的竖向推力气缸3122向上移动带动叉接臂3125向上移动,横向移动部311上的横向推力气缸3112带动竖向移动部312向左移动,叉接臂3125随之向左移动,最左边的第一个叉接臂3125位于外壳上方,再次启动竖向推力气缸3122使叉接臂3125向下移动,夹住外壳,再次启动横向推力气缸3112使叉接臂3125将外壳移至导流机构32上第一个穿行缺口3221处,推胶芯机构33将胶芯向前推动直至胶芯位于外壳内部,然后,重复上述移动外壳的步骤,已经安装胶芯的外壳被移至导流机构32上第二、三个穿行缺口3221处,由上述侧压模块3321将外壳两侧的固定脚向外壳内弯折,接着,已经安装胶芯的外壳被移至导流机构32上第四、五个穿行缺口3221处,由上述顶压模块3340将外壳顶板向外壳内弯折,此时,胶芯已经被固定于外壳中,电性测试装置40启动,对连接器进行电性检测,合格品将被移至压紧模块3360处,压紧气缸3362对外壳顶板实行再次抵压,以彻底压紧,最后,经彻底压紧的外壳及胶芯由出料装置50运送至下一环节。
本发明的设计重点在于,通过将供料装置、插接组配装置、电性测试装置和出料装置有序结合,形成连接器供料、组配、检测及出料一体化,实现连接器外壳及胶芯快速和精确地自动装配,从而代替人工手动组装,提高连接器的生产效率,降低生产成本。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
Claims (10)
1.一种连接器外壳与胶芯自动化组装设备,其特征在于:包括有机架以及于机架上依次设置的供料装置、插接组配装置、电性测试装置和出料装置,其中:
该供料装置包括外壳输送机构和胶芯输送机构,该外壳输送机构包括振动盘、外壳传输带以及外壳推移组件,该外壳传输带一端与振动盘的出料口相连,该外壳推移组件包括有推外壳气缸、外壳抵推件和外壳滑动座,该外壳滑动座上设置有供外壳移动的外壳滑道,于该外壳滑道一侧壁上设置有供外壳进入的外壳入口,该外壳入口与外壳传输带相连,该外壳抵推件前端置于外壳滑道中,外壳抵推件后端与推外壳气缸轴端连接,并于外壳抵推件上对应外壳入口设置有用于容纳外壳的凹位,于外壳滑道另一侧壁上设置有供外壳移出外壳滑道的缺口,该缺口与上述插接组配装置相连;该胶芯输送机构具有一胶芯传输带,该胶芯传输带另一端也与插接组配装置相连;
该插接组配装置包括外壳移动机构、导流机构和推胶芯机构,其中该外壳移动机构包括横向移动部和竖向移动部,该横向移动部包括滑动基座和安装于滑动基座上的横向推力气缸及滑动块,该滑动基座上设置有横向导轨,滑动块可滑动式安装于该横向导轨上,该横向推力气缸固装于滑动基座上,横向推力气缸轴端与滑动块连接;该竖向移动部包括滑动板、竖向推力气缸和竖向移动板,该滑动板内壁固定于上述滑动块上,于滑动板外壁上设置有竖向导轨,竖向移动板内壁可上下滑动式安装于该竖向导轨上,竖向推力气缸固装于滑动板顶部,竖向推力气缸轴端与竖向移动板连接,并于竖向移动板外壁上朝下并排设置有用于转移外壳的复数个叉接臂;该导流机构具有一供连接器通过的导流槽,于该导流槽上设置有复数个穿行缺口和一穿行通道,其中,该穿行缺口与上述叉接臂相对应;该推胶芯机构包括预推组件和挤压组件,该预推组件包括预推气缸、胶芯滑动座和胶芯抵推件,该胶芯滑动座上设置有供胶芯移动的胶芯滑道,于该胶芯滑道外侧壁上对应上述胶芯传输带设置有一供胶芯移入的胶芯入口;该胶芯抵推件置于胶芯滑道中,该胶芯抵推件前端设置有一用于卡住胶芯的凹槽,胶芯抵推件后端与上述预推气缸轴端连接;该挤压组件与上述预推组件并排设置,并正对上述叉接臂,其包括用于弯折外壳两侧固定脚的侧压模块、用于弯折外壳顶板的顶压模块和用于对已经检测合格的连接器做进一步压紧的压紧模块,该侧压模块、顶压模块和压紧模块位于上述导流机构同侧;
该电性测试装置与上述外壳移动机构同侧,其包括测试气缸、测试滑动座、测试导块和测试连接器,该测试气缸安装于测试滑动座上,于测试滑动座上设置有测试导轨,上述测试导块安装于该测试导轨上,并测试导块后端与测试气缸轴端相连接,上述测试连接器固装于测试导块前端;
该出料装置包括出料传输带和驱动出料传输带运转的传动机构,该出料传输带与上述导流机构中的导流槽相连。
2.根据权利要求1所述连接器外壳与胶芯自动化组装设备,其特征在于:所述导流机构包括第一导流板和第二导流板,其中,该第二导流板固定于第一导流板侧壁上,于第一导流板上设置有台阶,该台阶与第二导流板组合形成上述导流槽。
3.根据权利要求2所述连接器外壳与胶芯自动化组装设备,其特征在于:所述穿行缺口和穿行通道并排设置于上述第二导流板上。
4.根据权利要求1所述连接器外壳与胶芯自动化组装设备,其特征在于:所述叉接臂包括一主体部和由该主体部下端呈叉状向下一体延伸的两叉臂,该叉臂侧壁与上述外壳滑道上缺口相对应。
5.根据权利要求2所述连接器外壳与胶芯自动化组装设备,其特征在于:所述第一导流板上对应上述复数个叉接臂分别设置有用于固定连接器的固定模块,该固定模块包括呈L状的第一固定块和第二固定块,该第一固定块一端紧贴于第一导流板外侧壁上,其另一端伸进上述导流槽中与导流槽形成遮蔽空间,并于第一固定块上端设置有一通孔;该第二固定块安装于第一固定块上方,于该第一固定块上向下设置有一卡块,该卡块由第一固定块上通孔伸进上述遮蔽空间中以卡紧连接器。
6.根据权利要求1所述连接器外壳与胶芯自动化组装设备,其特征在于:所述胶芯抵推件顶部设置有一对胶芯抵推件滑动限位的限位块,于上述胶芯滑道上方盖设有一限位板,于该限位板上对应上述限位块设置有限位槽,限位块上端位于该限位槽中。
7.根据权利要求1所述连接器外壳与胶芯自动化组装设备,其特征在于:所述侧压模块包括侧压轨道板、侧压气缸和侧压部,该侧压气缸安装于侧压轨道板上,于侧压轨道板上设置有侧压导槽,上述侧压部可滑动式安装于该侧压导槽中,侧压气缸轴端与侧压部后端连接;
所述顶压模块包括顶压轨道板、顶压气缸和顶压部,该顶压气缸安装于顶压轨道板上,于顶压轨道板上设置有顶压导槽,上述顶压部可滑动式安装于该顶压导槽中,顶压气缸轴端与顶压部后端连接;
所述压紧模块包括压紧滑动座、压紧气缸和压紧部,该压紧气缸安装于压紧滑动座上,于压紧滑动座上设置有压紧导槽,上述压紧部可滑动式安装于该压紧导槽中,压紧气缸轴端与压紧部后端连接。
8.根据权利要求7所述连接器外壳与胶芯自动化组装设备,其特征在于:所述侧压部包括侧压导块和侧压头,其中,该侧压导块安装于上述侧压导槽中,侧压导块后端与上述侧压气缸轴端连接;该侧压头包括第一侧压头和第二侧压头,该第一侧压头和第二侧压头分别固装于侧压导块前端,并分别对应上述第二导流板上的两相邻穿行缺口,该第一侧压头前端向后内凹形成有一弧形缺口,该弧形缺口两端分别形成一具有过渡圆弧的弧形压合脚,该两压合脚之间距离大于外壳宽度,侧压气缸推动时,该两弧形压合脚逐渐推动外壳两侧固定脚向外壳内弯曲,该第二侧压头前端设置有两方形压合脚,侧压气缸推动时,该两方形压合脚进一步推动外壳两侧固定脚向外壳内侧弯曲。
9.根据权利要求7所述连接器外壳与胶芯自动化组装设备,其特征在于:所述顶压部包括顶压导块和顶压头,该顶压导块安装于上述顶压导槽中,顶压导块后端与上述顶压气缸轴端连接,该顶压头包括第一顶压头和第二顶压头,该第一顶压头和第二顶压头分别固装于顶压导块前端,并分别对应上述第二导流板上其中两相邻的穿行缺口,该第一顶压头前端设置有一楔形压块,顶压气缸推动时,楔形压块向前推压,外壳顶板随之向下弯折,该第二顶压头前端设置有一具有下凹弧形槽的弧形压块,顶压气缸推动时,该弧形压块向下推挤,已经弯折一定角度的外壳顶板将进一步向下弯折。
10.根据权利要求7所述连接器外壳与胶芯自动化组装设备,其特征在于:所述压紧部包括有压紧导块和压紧头,该压紧导块安装于上述压紧导槽中,压紧导块前端伸进上述导流机构上的穿行通道中,压紧导块后端与压紧气缸轴端连接,该压紧头安装于压紧导块前端,该压紧头前端向下凹设有一台阶,压紧气缸推动时,该台阶向前抵压,外壳顶板随之与外壳侧壁靠拢。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310014003.6A CN103117493B (zh) | 2013-01-15 | 2013-01-15 | 连接器外壳与胶芯自动化组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310014003.6A CN103117493B (zh) | 2013-01-15 | 2013-01-15 | 连接器外壳与胶芯自动化组装设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103117493A true CN103117493A (zh) | 2013-05-22 |
| CN103117493B CN103117493B (zh) | 2015-01-28 |
Family
ID=48415800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310014003.6A Expired - Fee Related CN103117493B (zh) | 2013-01-15 | 2013-01-15 | 连接器外壳与胶芯自动化组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103117493B (zh) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103317342A (zh) * | 2013-05-29 | 2013-09-25 | 东莞市津达电子有限公司 | 贴片式连接器自动组装机 |
| CN103794967A (zh) * | 2014-03-20 | 2014-05-14 | 苏州源硕精密模具有限公司 | 自动排插机 |
| CN103855592A (zh) * | 2014-02-19 | 2014-06-11 | 东莞市凯昶德电子科技股份有限公司 | 一种hdmi-cf电连接器自动组装机 |
| CN104158047A (zh) * | 2014-08-22 | 2014-11-19 | 苏州昌飞自动化设备厂 | 双耳扁缆铜接头组装机的双耳连接片自动供料装配机构 |
| CN104733975A (zh) * | 2015-01-30 | 2015-06-24 | 上海昭程整流子科技有限公司 | 开盖脱壳机 |
| CN106329269A (zh) * | 2016-09-02 | 2017-01-11 | 苏州新亚电通有限公司 | 一种柔性电路用连接器自动生产及检测设备 |
| CN106785799A (zh) * | 2017-01-25 | 2017-05-31 | 东莞磁威电子科技有限公司 | 一种连接器的led组装检测设备 |
| CN107171161A (zh) * | 2017-06-30 | 2017-09-15 | 天津市华之阳特种线缆有限公司 | 一种手动式线束端子、塑件组装机 |
| CN108173104A (zh) * | 2017-12-26 | 2018-06-15 | 嵊州领航信息科技有限公司 | 一种接口自动化组装设备 |
| CN108963717A (zh) * | 2018-08-20 | 2018-12-07 | 温州正泰电源电器有限公司 | 一种变压器接线端子的自动装配机 |
| CN109204940A (zh) * | 2018-08-06 | 2019-01-15 | 胡彬 | 锂电池加工包装装置 |
| CN109830867A (zh) * | 2019-01-31 | 2019-05-31 | 李琼 | 一种充电连接头生产用的基体分散机构及分散方法 |
| CN110197968A (zh) * | 2019-06-12 | 2019-09-03 | 安费诺奥罗拉科技(惠州)有限公司 | 一种连接器及其组装设备 |
| CN110838663A (zh) * | 2019-11-25 | 2020-02-25 | 东莞市邦泰自动化科技有限公司 | 一种高速背板连接器组装机 |
| CN110994330A (zh) * | 2019-12-06 | 2020-04-10 | 苏州新亚电通有限公司 | 一种连接器的胶芯与端子组装装置 |
| CN111438501A (zh) * | 2020-04-07 | 2020-07-24 | 宇山自动化技术(深圳)有限公司 | 一种线束连接器的自动组装及检测设备 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4055889A (en) * | 1976-02-18 | 1977-11-01 | Molex Incorporated | Connector harness assembly machine |
| US5598628A (en) * | 1994-10-07 | 1997-02-04 | Yazaki Corporation | Terminal insertion device and an inserting method thereof |
| JPH09145768A (ja) * | 1995-11-24 | 1997-06-06 | Sumitomo Wiring Syst Ltd | 検査器 |
| CN1790840A (zh) * | 2005-12-14 | 2006-06-21 | 赵阿义 | 连接器插针机塑胶件输送机构 |
| CN201025662Y (zh) * | 2007-02-13 | 2008-02-20 | 唐仕文 | 连接器自动组装机的方向检测控制装置 |
| CN101257175A (zh) * | 2008-04-23 | 2008-09-03 | 金洋电子(深圳)有限公司 | 精密连接器自动组装机 |
| CN201565778U (zh) * | 2009-11-24 | 2010-09-01 | 富港电子(东莞)有限公司 | 金属壳体裁切插装机 |
| CN201594686U (zh) * | 2009-11-28 | 2010-09-29 | 富港电子(东莞)有限公司 | 连接器盖组装机构 |
| CN101888051A (zh) * | 2010-06-09 | 2010-11-17 | 实盈电子(东莞)有限公司 | 内存连接器自动生产组装方法 |
| CN201699304U (zh) * | 2010-06-12 | 2011-01-05 | 惠州市利元亨精密自动化有限公司 | 一种连接器自动组装机 |
| CN201741975U (zh) * | 2010-03-31 | 2011-02-09 | 中航光电科技股份有限公司 | 一种电连接器自动装配机 |
| CN203103729U (zh) * | 2013-01-15 | 2013-07-31 | 东莞市凯昶德电子科技股份有限公司 | 连接器外壳与胶芯自动化组装设备 |
-
2013
- 2013-01-15 CN CN201310014003.6A patent/CN103117493B/zh not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4055889A (en) * | 1976-02-18 | 1977-11-01 | Molex Incorporated | Connector harness assembly machine |
| US5598628A (en) * | 1994-10-07 | 1997-02-04 | Yazaki Corporation | Terminal insertion device and an inserting method thereof |
| JPH09145768A (ja) * | 1995-11-24 | 1997-06-06 | Sumitomo Wiring Syst Ltd | 検査器 |
| CN1790840A (zh) * | 2005-12-14 | 2006-06-21 | 赵阿义 | 连接器插针机塑胶件输送机构 |
| CN201025662Y (zh) * | 2007-02-13 | 2008-02-20 | 唐仕文 | 连接器自动组装机的方向检测控制装置 |
| CN101257175A (zh) * | 2008-04-23 | 2008-09-03 | 金洋电子(深圳)有限公司 | 精密连接器自动组装机 |
| CN201565778U (zh) * | 2009-11-24 | 2010-09-01 | 富港电子(东莞)有限公司 | 金属壳体裁切插装机 |
| CN201594686U (zh) * | 2009-11-28 | 2010-09-29 | 富港电子(东莞)有限公司 | 连接器盖组装机构 |
| CN201741975U (zh) * | 2010-03-31 | 2011-02-09 | 中航光电科技股份有限公司 | 一种电连接器自动装配机 |
| CN101888051A (zh) * | 2010-06-09 | 2010-11-17 | 实盈电子(东莞)有限公司 | 内存连接器自动生产组装方法 |
| CN201699304U (zh) * | 2010-06-12 | 2011-01-05 | 惠州市利元亨精密自动化有限公司 | 一种连接器自动组装机 |
| CN203103729U (zh) * | 2013-01-15 | 2013-07-31 | 东莞市凯昶德电子科技股份有限公司 | 连接器外壳与胶芯自动化组装设备 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103317342B (zh) * | 2013-05-29 | 2016-01-20 | 东莞市津达电子有限公司 | 贴片式连接器自动组装机 |
| CN103317342A (zh) * | 2013-05-29 | 2013-09-25 | 东莞市津达电子有限公司 | 贴片式连接器自动组装机 |
| CN103855592A (zh) * | 2014-02-19 | 2014-06-11 | 东莞市凯昶德电子科技股份有限公司 | 一种hdmi-cf电连接器自动组装机 |
| CN103855592B (zh) * | 2014-02-19 | 2016-06-08 | 东莞市凯昶德电子科技股份有限公司 | 一种hdmi-cf电连接器自动组装机 |
| CN103794967A (zh) * | 2014-03-20 | 2014-05-14 | 苏州源硕精密模具有限公司 | 自动排插机 |
| CN104158047A (zh) * | 2014-08-22 | 2014-11-19 | 苏州昌飞自动化设备厂 | 双耳扁缆铜接头组装机的双耳连接片自动供料装配机构 |
| CN104733975A (zh) * | 2015-01-30 | 2015-06-24 | 上海昭程整流子科技有限公司 | 开盖脱壳机 |
| CN106329269A (zh) * | 2016-09-02 | 2017-01-11 | 苏州新亚电通有限公司 | 一种柔性电路用连接器自动生产及检测设备 |
| CN106785799A (zh) * | 2017-01-25 | 2017-05-31 | 东莞磁威电子科技有限公司 | 一种连接器的led组装检测设备 |
| CN106785799B (zh) * | 2017-01-25 | 2023-03-31 | 东莞磁威电子科技有限公司 | 一种连接器的led组装检测设备 |
| CN107171161A (zh) * | 2017-06-30 | 2017-09-15 | 天津市华之阳特种线缆有限公司 | 一种手动式线束端子、塑件组装机 |
| CN108173104A (zh) * | 2017-12-26 | 2018-06-15 | 嵊州领航信息科技有限公司 | 一种接口自动化组装设备 |
| CN108173104B (zh) * | 2017-12-26 | 2019-08-16 | 嵊州领航信息科技有限公司 | 一种接口自动化组装设备 |
| CN109204940A (zh) * | 2018-08-06 | 2019-01-15 | 胡彬 | 锂电池加工包装装置 |
| CN108963717A (zh) * | 2018-08-20 | 2018-12-07 | 温州正泰电源电器有限公司 | 一种变压器接线端子的自动装配机 |
| CN108963717B (zh) * | 2018-08-20 | 2023-09-19 | 温州正泰电源电器有限公司 | 一种变压器接线端子的自动装配机 |
| CN109830867A (zh) * | 2019-01-31 | 2019-05-31 | 李琼 | 一种充电连接头生产用的基体分散机构及分散方法 |
| CN109830867B (zh) * | 2019-01-31 | 2020-07-31 | 刘新华 | 一种充电连接头生产用的基体分散机构及分散方法 |
| CN110197968A (zh) * | 2019-06-12 | 2019-09-03 | 安费诺奥罗拉科技(惠州)有限公司 | 一种连接器及其组装设备 |
| CN110197968B (zh) * | 2019-06-12 | 2024-03-12 | 安费诺奥罗拉科技(惠州)有限公司 | 一种连接器及其组装设备 |
| CN110838663A (zh) * | 2019-11-25 | 2020-02-25 | 东莞市邦泰自动化科技有限公司 | 一种高速背板连接器组装机 |
| CN110838663B (zh) * | 2019-11-25 | 2021-04-20 | 东莞市邦泰自动化科技有限公司 | 一种高速背板连接器组装机 |
| CN110994330A (zh) * | 2019-12-06 | 2020-04-10 | 苏州新亚电通有限公司 | 一种连接器的胶芯与端子组装装置 |
| CN110994330B (zh) * | 2019-12-06 | 2021-07-06 | 苏州新亚电通有限公司 | 一种连接器的胶芯与端子组装装置 |
| CN111438501A (zh) * | 2020-04-07 | 2020-07-24 | 宇山自动化技术(深圳)有限公司 | 一种线束连接器的自动组装及检测设备 |
| CN111438501B (zh) * | 2020-04-07 | 2021-10-08 | 宇山自动化技术(深圳)有限公司 | 一种线束连接器的自动组装及检测设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103117493B (zh) | 2015-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103117493B (zh) | 连接器外壳与胶芯自动化组装设备 | |
| CN203103729U (zh) | 连接器外壳与胶芯自动化组装设备 | |
| CN103117492A (zh) | 连接器组装及检测生产线 | |
| CN104730383A (zh) | 一种低压电流互感器综合测试装置及测试方法 | |
| CN110350377A (zh) | 一种线束端子全自动压接装置 | |
| CN109428253A (zh) | Usb母头装配机 | |
| CN113555753B (zh) | 一种射频连接器装配工装 | |
| CN117254328B (zh) | 连接器自动组装设备 | |
| CN109130218A (zh) | 一种折弯端子的分步式压入治具 | |
| CN103406753B (zh) | 散热模组自动扣合设备 | |
| CN116365381A (zh) | 一种户外防水通讯设备电力柜 | |
| CN208978302U (zh) | 一种折弯端子的分步式压入治具 | |
| CN213043145U (zh) | 电连接器插拔机构 | |
| CN212526425U (zh) | 一种回流焊设备连接板 | |
| CN210350355U (zh) | 一种usb单体式铁壳自动组装机 | |
| CN103691942B (zh) | 全自动银合金触头复压机 | |
| CN219892582U (zh) | 一种连接器出料装置 | |
| CN203649395U (zh) | 全自动银合金触头复压机 | |
| CN219488749U (zh) | 一种自动闭环定位组件 | |
| CN115331890B (zh) | 一种对电子雷管进行分线和压波浪的加工装置 | |
| CN109530599A (zh) | 一种自动铆灯钉方法 | |
| CN114583524B (zh) | 一种上模硬脱料端子铆压装置 | |
| CN205751951U (zh) | 行程开关触头部分组装机的升料组件 | |
| CN220673058U (zh) | 一种带缩口机构的冠簧组装设备 | |
| CN116887550B (zh) | 一种电力负荷管理终端壳体组装结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20150128 Termination date: 20190115 |