CN1010189B - 钢筋捆扎机 - Google Patents
钢筋捆扎机Info
- Publication number
- CN1010189B CN1010189B CN87103540A CN87103540A CN1010189B CN 1010189 B CN1010189 B CN 1010189B CN 87103540 A CN87103540 A CN 87103540A CN 87103540 A CN87103540 A CN 87103540A CN 1010189 B CN1010189 B CN 1010189B
- Authority
- CN
- China
- Prior art keywords
- steel wire
- reinforcing
- guider
- cargo
- binding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/12—Mounting of reinforcing inserts; Prestressing
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/12—Mounting of reinforcing inserts; Prestressing
- E04G21/122—Machines for joining reinforcing bars
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/12—Mounting of reinforcing inserts; Prestressing
- E04G21/122—Machines for joining reinforcing bars
- E04G21/123—Wire twisting tools
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Wire Processing (AREA)
Abstract
一种钢筋捆扎机包括:一个把钢丝送入钢筋捆扎站的进给装置,一个带有使钢丝沿环绕钢筋的曲线送入捆扎站的导向路径并限定捆扎站的导向装置,一个扭曲被导向路径形成环的钢丝并限定一个能使被送入捆扎站的钢丝通过的槽的扭曲装置,一个绕与钢丝环的轴线交叉的轴转动扭曲装置以扭曲钢丝的转动装置,扭曲装置通过该槽装有一对方向相反,可在环的轴向上相对移动的销子,以及一个常态下推压该对销子使其端部在捆扎站中相互靠紧的装置。
Description
本发明涉及用钢丝捆扎一组相互交叉的钢筋,即钢筋笼的纵横钢筋的捆扎机。
用钢丝在一组相互交叉的钢筋的交点进行捆扎的一种机器已经在日本专利公开文件(KOKAI)55-51265号中公开。根据这一先有的钢筋捆扎机,钢丝由限定捆扎站的导向装置导向,使钢丝缠绕该钢筋若干匝,以便形成一个环绕该钢筋的环。沿该环中心线从轴向相反的两侧向该环中插入一对销子。该对销子用一个转子支承,该转子绕与该销轴线正交,并沿该环径向沿伸的一条轴线转动。因此,被绕成若干匝的钢丝被该对销子扭曲。该对销子在常态下由弹簧力相互隔开,由于该转子转动产生的离心力超过了该弹簧力,在捆扎时该对销子相互靠紧,以便接受要被扭曲的钢丝。
但是,该先有的钢筋捆扎机的结构使该对个销子因离心力反抗弹簧力而相互靠紧。因此,只要转子转速产生的该离心力未超过该弹簧力,尽管转子在转动,该对销子之间就仍留有间隔,在这种情况下,该对销子就插不进该环,从而不能使该钢丝扭曲。
而且,在该先有的钢筋捆扎机中,在该转子由于开始扭曲该钢丝而转速下降时,该离心力即变得小于该弹簧力。因此,即使该对销子插入该环,由于该销子被该弹簧力相互隔开,致使与该钢丝脱开,因而该钢筋不能被充分捆紧。当增加该转子的转速,亦即该对销子的转速以防止这种捆扎缺陷时,很难找准完成扭曲的定时,从而产生扭曲
过度或不足,这是由于该先有的捆扎机的结构使完成扭曲发生在该离心力变得小于该弹簧力的瞬间。特别是,如果该钢丝被过分扭曲,钢丝会被扭断,即使未被扭断,该对销子也会被钢丝牢牢地缠住。因此,该对销子就不能被弹簧力从被扭曲的钢丝中脱出。
而且,在该先有的钢丝捆扎机中,由于该对销子相互靠紧的定时,以及该对销子相互脱开的定时,取决于该对转子的转速和转动时间,所以,该钢丝不能扭曲至一定的强度。
同时,由于该先有的钢筋捆扎机的结构使得该钢筋和该钢筋捆扎机之间的相对位置关系的确定要依据操作者的感觉,所以难于保证该钢筋在该捆扎站中的位置,该捆扎站由该钢丝的导向装置限定,使该钢丝沿着环绕该钢筋的曲线形成环状。在这种情况下,随着该扭曲装置在捆扎时的转动,该导向装置开始与该钢筋接触。结果使捆扎操作发生故障。
而且,由于该先有的钢筋捆扎机装有一把将该钢丝切断使其脱开该钢丝扭曲装置的切刀,因此,除了该切刀以外,还需要一个切刀驱动机构,一个使该切刀与该钢丝扭曲装置保持同步的装置等等。
而且,在该先有的钢筋捆扎机中,由于该扭曲装置在停转时仍可自由转动,所以在开始捆扎时,必须用手工把该扭曲装置的钢丝输入端对准钢丝进给路径的钢丝输出端。而且,在进给该钢丝时,必须用手动使该钢丝扭曲装置的钢丝输入端与该钢丝进给路径的钢丝输出端保持对准。
而且,在该先有的钢筋捆扎机中,由于在该导向装置中的导向路径是沿该导向装置全长并向该导向装置内侧开放的一条槽,所以当钢
丝被进给时,钢丝的输入端沿导向路径移动,接触该导向路径的底面,虽然该钢丝具有一定刚性,钢丝的后续部分也会向着该导向装置的内侧从该导向路径中脱出,从而使该钢丝不能形成环绕该钢筋的一个环。
本发明的一个目的是提供一种能够精确地扭曲钢丝的钢筋捆扎机。
本发明的另一个目的是提供一种能够把钢丝扭曲至一定强度的钢筋捆扎机。
本发明的另一个目的是提供一种不必专门安装切断钢丝的切刀驱动装置也不必专门安装使切刀与扭曲装置保持同步的装置或类似装置的钢筋捆扎机。
本发明的另一个目的是提供一种不必在开始捆扎时,用手工使该扭曲装置的钢丝输入端对准钢丝进给路径的钢丝输出端的钢筋捆扎机。
本发明还有一个目的是提供一种能够使输入导向装置的钢丝精确地形成沿着导向装置的导向路径的形状的钢筋捆扎机。
按照本发明,钢筋捆扎机包括:一个把钢丝输入捆扎钢筋的捆扎站的进给装置,一个为了使被输入该捆扎站的钢丝沿着环绕钢筋的曲线导向,并限定该捆扎站的导向装置,一个为了扭曲被该导向路径形成环状的钢丝,并且限定一条能使输入该捆扎站的钢丝通过的槽的扭曲装置,以及一个使该扭曲装置绕与环状钢丝轴线交叉的轴线转动,以便扭曲该钢丝的转动装置,该扭曲装置具有通过该槽,方向相反的一对销子,这对销子可以沿该环的轴线方向相对运动,还有一个在常态下推进至少一个销子,使得两销子的相对端面在该捆扎部位相互靠紧的装置。
按照本发明,在钢筋捆扎机中,一对销子的相对端面在常态下因推进装置的作用而相互靠紧,并且,钢丝由导向装置导向,以便钢丝缠绕靠紧的销子和要捆扎的钢筋。因此,按照本发明,从扭曲装置开始转动起,钢丝即可被可靠地扭曲。
在本发明的一个推荐实施例中,相互靠紧的该对销子中至少有一个销子的该端面,因其形状而在扭曲该钢筋的过程中,产生一个使这两个销子相互分开的力。按照该实施例,当钢丝被扭曲至予定的强度时,这两个销子便自动地反抗由该推进装置产生的力,相对移动,相互分开。因此,这两个销子从该钢丝上脱开,完成该钢丝的扭曲。因此,该钢丝被可靠地扭曲至一定强度。
而且,在本发明的该实施例中,一个进给装置,一个导向装置,一个扭曲装置,以及一个转动装置都支承在一个主体上,该主体具有一个手柄部分,因而该钢筋捆扎机可以手提携带和操作,而且,该机在工厂和工地均可使用。
而且,在本发明的该实施例中,扭曲装置限定钢丝在槽中的接受点的部分,紧密接触限定钢丝进给路径的零件的钢丝输出端,以便在该扭曲装置旋转时与该钢丝输出端一道,用做切断该钢丝的切刀部分。因此,按照本发明,在扭曲装置开始旋转之时,钢丝即被扭曲装置和限定钢丝进给路径的零件的协同作用所切断。
按照本发明的推荐实施例,该扭曲装置在停转时,对准装置控制其角度转动,因此,该槽自动对准该钢丝进给路径的钢丝输出端,以便在该槽中接受该钢丝。
按照本发明的推荐实施例,在钢丝进给过程中,由一个方向保持装置使该扭曲装置自动保持在该槽对准该钢丝进给路径的钢丝输出端
的方向上。
而且,按照本发明的推荐实施例,在钢丝进给过程中,输入该导向装置的第一导向器的钢丝的一端沿着该第一导向器的导向路径移动,而且该导向装置的第二导向器防止钢丝的后继部分从该第一导向器的钢丝输入端附近的该导向路径中脱出。因此,在进给时,该第二导向器防止了被送入该第一导向器的该钢丝从该导向路径中脱出,从而在该第一导向器和第二导向器的协同作用下,使该钢丝沿该导向路径可靠地形成曲线形。
本发明的钢筋捆扎机的优点在于:从扭曲装置开始转动起钢丝即被可靠扭曲,扭曲强度能精确控制,而且使于携带和操作。
从以下本发明的推荐实施例的说明中,可以明显看出本发明的其它目的和特征,请参阅附图:
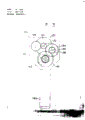
图1.是表明按照本发明的钢筋捆扎机的一个实施例的前视图;
图2.是表明图1所示钢筋捆扎机的右视图;
图3.是齿轮啮合状态的示意图;
图4.是沿图2的4-4直线的剖视图;
图5.是沿图1的5-5直线的剖视图;
图6.是沿图1的6-6直线的剖视图;
图7.是表明旋转轴的部分剖开的前视图;
图8.是表明图7头部的右视图;
图9.是表明一个销子的前视图;
图10.是表明滑动器的前视图;
图11.是表明一个定位机构和一个对准机构的透视图;
图12.是沿图6的12-12直线的剖视图;
图13.是沿图4的13-13直线的剖视图;
图14.是限定捆扎站的导向装置在打开状态下的前视图;
图15.是表明销子推进装置另一实施例的剖视图;
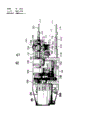
图16.是表明按照本发明的钢筋捆扎机另一实施例的纵向剖视图;
图17.是表明图16所示捆扎机的俯视图。
图1和图2所示的钢筋捆扎机100,包括:一个主体108,其上支承着用长钢丝106捆扎钢筋102,104的交点的各种机构。在所示实施例中,钢筋102是一个混凝土桩纵向钢筋之一,钢筋104是缠绕纵向钢筋的螺线形钢筋。但是,钢筋102,104也可以是其它钢筋。例如,钢筋混凝土结构中的钢筋等等。
如图1至图6所示,主体108装有从箱式框架110向前伸出的一个齿轮箱112,与齿轮箱112一体的一个支承壁114,在框架110后面的,可以拆卸的一个盖116,以及一个从框架110向下伸出的手柄部分118。由于钢筋捆扎机100上装有手柄部分118,该机100就可以手提携带和操作,而且可以在工厂、工地或任何需要的地方使用。
在框架110的后侧,安装着一个诸如电动机,气动马达等等的转动源120。如图3至图5所示动力,即转动源120的旋转力通过穿出框架110后壁的输出轴122,装在输出轴122上的一个齿轮124,一个具有与齿轮124啮合的齿轮126并安装在框架110之内的离合器128,以及一个与离合器128输出轴连接并安装在框架110之内的制动器130传递到一个轴132上。轴132在齿轮箱112内前后延伸,支承在齿轮箱112上,可以转
动。
如图3至5所示,转动源120的旋转力也可以通过与齿轮124啮合的齿轮134,装有齿轮134的轴136,以及装在轴136上并与一个齿轮140相啮合的齿轮138,从该齿轮124传递到装有该齿轮140的离合器142。
在齿轮箱112内支承着向捆扎站114进给钢丝106的钢丝进给机构146。钢丝进给机构146装有一对布置在齿轮箱112外侧的钢丝进给滚轮148,150。钢丝106被一个保护性导向管152a和一条与保护性导向管152a的一端连接并固定在齿轮箱112上的导向管152b导向至滚轮148,150。
如图5所示,一个滚轮148安装在水平轴154上并由齿轮箱112转动。传递到轴132上的旋转力通过安装在轴132上的蜗杆156,与蜗杆156啮合的蜗轮158,以及装有该蜗轮158的轴154,而传递到滚轮148上。
如图1至4所示,另一滚轮150由一个杠杆162支承,并可在其上转动,杠杆162由一个销子160枢轴式连接在齿轮箱112上,滚轮150在常态下被一个弹簧166推向滚轮148,弹簧166套在滑动轴164上,滑动轴164支承在齿轮箱112上,可以前后滑动。把滚轮150推向滚轮148的力可以通过调整旋在滑动轴164上的螺母165的位置来加以变化。
滚轮148,150具有相互啮合的同步齿轮168,170,因此,这两个滚轮148,150相互同步转动。以便通过导向管152b把钢丝106送入捆扎站144。
同时,如图4至图6所示,钢筋捆扎机100具有一个扭曲输入捆扎站144的钢丝106的扭曲机构172。扭曲机构172装有旋转轴174,该轴前后延伸穿过离合器142和框架110。旋转轴174通过一个键(未画出)与离合器142相连接,并通过离合器142,接受转动源120的旋转力,绕旋转轴174的轴线转动,如图7所示,旋转轴174上有一个槽174a以便安装连接旋转轴174和离合器142的该键。
旋转轴174在捆扎站144的一侧端部装有一个双叉头176。如图7所示,双叉头176有一个底部176a,固定在旋转轴174的一端,一对分叉176从底部176a上伸出,平行于旋转轴174的轴线,底部176a和这对分叉176b形成一个U形槽178。如图7和图8所示,底部176a和这对分叉176b的横截面是等直径的圆形。隔槽178相对的分叉部分176上开有孔180,从槽178穿过外周。双叉头176在外周表面开有槽182沿着旋转轴174的轴向延伸,穿过孔180。
在双叉头176的每个孔180中各装一个销子184,这两个销子184可以互相移近或移开。每个销子184(图9示出其中之一)都有一个圆锥形前端184a和一个半球形后端184b。在孔180中两个销子的前端184a相对放置。下面将要讲到,前端184a也可以具有其它形状,向前端逐渐减小直径尺寸,诸如U形,V形,半圆剖面形,圆锥形和半球形等等,只要当扭曲钢丝106时,使两销子184相互分离的力通过钢丝106作用在两个销子184上即可。
两个销子184靠推进装置互相靠紧,推进装置包括一个装在旋转轴174上的接受座186,支承在旋转轴174上。且可在旋转轴174上轴向滑动的滑动器188,在接受座186和滑动器188之间的一个压簧190以及一个旋在旋转轴174上的一个螺母192。如图10所示,滑动器188装有一个与旋转轴174一端滑配的一个环188a,以及一对推进块188b,其平行于环的轴线,从环中向外延伸,且滑配在双叉头176的槽182中。推进块188b的内端面是一个斜面188c,使销子184相互靠紧的力在该斜面188c上作用在销子184上。通过调整旋转轴174上的螺母192以及接受座186和滑动器188之间的间隔,即可把压簧190的推进力调整到任意值。
例如图15所示,为使销子184相互靠紧的推进装置也可以为其它装置,诸如装在双叉头176的槽182中且用螺钉240固定在双叉头上的一个片簧242。
如图1和图4所示,一对限定捆扎站144的导向装置194,196安装在支承壁114的一端。导向装置194,196各自都有精确而相反的相位。导向装置194,196各自在该精确的相位上形成钢丝导向路径198,200,以便为钢丝106导向,使其通过比扭曲机构172的槽178中的销子184更深的内部沿着缠绕钢筋102,104的曲线输入导向站144。钢丝导向路径198,200是向着该精确相位一侧,即捆扎站144一侧开放的槽。
导向装置194在后端固定于支承壁,并在后端边缘形成一条钢丝导向路径202,以便把钢丝106向着比扭曲机构172的槽
178中的销子184更深的内部导入捆扎站144。在图示实施例中的钢丝导向路径202是从滚轮148,150侧通过捆扎站144延伸的一个孔,然而,它也可以是向后开放的一条槽。从导向装置194的钢丝向路径202到捆扎站144的钢丝输出端附近的端面,相应地具有大致上与扭曲机构172的双叉头176的外周面曲率相同的曲面。
另一个导向装置196,如图14所示,由支承壁116支承,其支承方式使得导向装置196可以绕着装在导向装置196一端的销子204做角度转动,因此,导向装置196的另一端可以趋近或离开导向装置194的端部。在常态下,图1所示弹簧206还使导向装置196的端部趋向接触销子184的一端。
如图1和图2所示,导向装置194,196的相对的端面倾斜,当这两端相互接触时,相对端面形成一个开口向前的V形空间208。
而且,如图1,图6和图11所示,钢筋捆扎机100具有一个定位装置210,以便在捆扎时确定钢筋102,104和钢筋捆扎机100的相对位置关系。如图6所示,在图示实施例中,定位装置210装有两个杆212,对称于旋转轴174,两杆的端部各装有一个Y形定位零件214。每个杆212都平行于旋转轴174,并由框架110支承,可以在装在框架110上的导向管216中前后滑动,定位零件214对称式地位于捆扎站144,并安装在杆212上,定位零件214的安装方向使其钢丝接收部分214a相互之间对准,并和捆扎站144对准。
两个杆212的后端由对准机构218的一个连接件220相互连接,对准机构218用于在扭曲机构停转时,使槽178的钢丝输
入端与钢丝进给路径202的钢丝输出端对准。如图11所示,除连接件220外,对准机构218具有一个装在杆212一端的弹簧222用来向前推进杆212和爪式离合器224。
爪式离合器224具有一个凸缘224a,固定在旋转轴174的后端,还有一个凸缘224b,固定在连接件220上,与凸缘224a相对。爪式离合器224是一个所谓扭力离合器,在凸缘224a,224b上各有两个带斜面的锯齿形齿,两个凸缘上的齿向相对。
爪式离合器224在常态下处于接合状态,此时杆212被弹簧222向前推进。但是,当手持钢筋捆扎机100把定位零件214放到要捆扎的钢筋102,104上,向钢筋捆扎机100加力抵住钢筋102,104,从而使杆212抵抗弹簧222的力后退时,爪式离合器224可以处于脱开状态。
而且,如图6和图12所示,钢筋捆扎机100有一个方向保持机构226,以便把扭曲机构172保持在使槽178的钢丝输入端对准钢丝给进路径202的钢丝输出端的方向上,即使在扭曲机构172停止,爪式离合器脱开时,也是如此,方向保持机构226是一个低扭矩滑动机构,它在旋转轴174的后端装有一个盘228和能够在盘228外周的两个对称位置上形成的V形缺口中进入和退出的止动件230。在图示实施例中的止动件230是放在板232上的孔中的滚珠,板232固定在框架110的后壁上,该止动件230被装在板232的孔中的弹簧234压向盘228。
盘228由一个键固定在旋转轴174上,以便当扭曲机构172
处于钢丝容纳在槽178内的方向时,即,当槽178对准钢丝进给路径202的钢丝输出端时,在缺口中容纳止动件230。当止动件230被推入盘228的缺口内时,爪式离合器224的齿即相互啮合。
在盖116上装有转动源120,离合器128,142和控制制动器130的开关236。开关236装在相对于爪式离合器224的部位上。开关236使定位零件214作用到要捆扎的钢筋102,104上,把捆扎机100推向钢筋102,104以便把杆212退回,当钢筋102,104达到捆扎站144中的预定位置时,开关236即被爪式离合器224闭合。
如图4和图13所示,导向装置196上装有辅助导向器238,以便防止通过扭曲机构172的槽178输入导向装置196的钢丝脱出钢丝导向路径200。如图13所示,辅助导向器238的定向,使得钢丝导向路径200的开启处正好在钢丝被扭曲时,被扭曲机构172所转动的钢丝的转动方向的前方。因此,当钢丝导向路径200中的钢丝绕扭曲机构172的转动轴线转动时,钢丝从钢丝导向路径200中脱出。图示实施例中的辅助导向器238装在导向装置的钢丝输入端内,然而,它也可以装在导向装置196的整个内侧。
处于工作准备状态时,由于杆212被弹簧222向前推,爪式离合器224接合。因此,转动旋转轴174的力作用在爪式离合器224的凸缘224a上,其方向与通过凸缘224b的扭曲过程中的转动方向相反。
但是,由于方向保持机构226的止动件230接合在盘228的缺口中,扭曲机构172被保持在槽178对准钢丝进给路径202
的钢丝输出端的方向上。因此当捆扎钢筋时,不必再使槽178对准于钢丝进给路径202的钢丝输出端以及导向装置196的钢丝导向路径200的钢丝输入端。
在捆扎时,钢筋捆扎机100使调整导向装置194,196端部定位零件214的方向与钢筋102的方向一致,而且钢筋捆扎机100被推向钢筋102,104,使限定导向装置194,196之间的V形空间208的表面作用在钢筋102,104上。因此,由于使导向装置196的端部从导向装置194的端部分离的力作用在导向装置196的端部,所以,如图14所示,钢筋102,104反抗弹簧206相应地使导向装置194,196端部之间的空间扩张,从而使导向装置196产生角度转动时,即把钢筋102,104纳入捆扎站144。
进入捆扎站144的钢筋102,104被定位零件214容纳。因此,由于确定了钢筋102,104在捆扎站144中的位置,不必再分别进行钢筋102,104相对于钢筋捆扎机100的定位操作了。当钢筋102,104被纳入捆扎站144时,导向装置196即在弹簧206的作用下回到原位置。
当进一步推进钢筋捆扎机100时,定位零件214被钢筋102,104推进,因此,杆212反抗弹簧212的力而退回。当钢筋102,104达到在捆扎站144中的预定位置,开关236则被爪式离合器224所闭合。因此,由于旋转源120和离合器128首先工作,钢丝106被钢丝进给机构146通过钢丝进给路径202送于捆扎站144。此时,爪式离合器224脱开,而扭曲
机构172被方向保持机构226保持在槽178对准钢丝进给路径202的钢丝输出端的方向上。
送入捆扎站144的钢丝端通过深于槽178中的销子184的内部到达导向装置196的钢丝导向路径200。当钢丝106进一步向外进给时,钢丝端前进时接触钢丝导向路径200的底面。但是,钢丝的其它被进给的部分,由于钢丝本身的刚性易于从钢丝导向路径200中脱出。
但是,由于在导向装置196的钢丝输入端内装有辅助导向器238,所以被输出的钢丝不是从钢丝导向路径200中脱出,而是在辅助导向器238处沿着钢丝导向路径200弯曲。因此,被进给的钢丝端在钢丝导向路径200,198中前进,通过深于槽178中的销子184的内部又到达导向装置196的钢丝导向路径200,并以环状绕钢筋102,104若干匝,例如2至5匝。因此,销子184位于被进给的钢丝所形成的环内。
当钢丝进给了预定长度时,离合器128脱开,制动器130动作,因而钢丝106的进给停止。离合器142代之动作,转动扭曲机构172。因此,被送入捆扎站144并缠绕钢筋102,104的钢丝,在旋转轴174双叉头176开始转动之时即被双叉头176的钢丝接收部位和导向装置194的钢丝进给路径202的钢丝输出端的协同动作所切断,从而,因销子184的转动而扭曲。由于双叉头176的钢丝接收部位和导向装置194的钢丝进给路径202的钢丝输出端的结构设计以这种方式可以切断钢丝,所以,可以省掉切刀和切刀的驱动机构。因此,本机的结构得以简化,造价降低。
由于钢丝被扭曲时接触销子184的端部184a,所以销子184承受因扭曲的反作用而使销子184相互分开的力。这样,钢丝即被扭曲至预定的强度。当该力超过弹簧190的力时,被扭曲的钢丝即脱离该销子184。因此,可以保证钢丝被扭曲至一定强度。调整旋转轴174上的螺母192和接受座186的位置,可调整弹簧190的力,这样就可以把钢丝的扭曲强度调整到任何希望的值。
此后,当退回钢筋捆扎机100时,由于杆212和爪式离合器224被弹簧222推进,开关236断开以停止转动源120,并使离合器142脱开。进一步退回钢筋捆扎机100,导向装置194,196的端部之间的空间即被钢筋102,104挤开,这样就可以把捆扎好的钢筋102,104从捆扎站144中移出。
当爪式离合器224又被接合时,由于作用在凸缘224a,224b接触面的弹簧222产生的力。以与扭曲时相反的转动方向作用在旋转轴174上。因此,方向保持机构226的止动件230一接合盘228上的缺口,旋转轴174即停止转动。扭曲机构172就被保持在槽178对准于钢丝进给路径202的钢丝输出端的方向上。
下面将说明图16和图17所示钢筋捆扎机250。相同于图1至图14所示钢筋捆扎机100的零件将用相同的标号,而且其工作原理的说明也将省略。
钢筋捆扎机250也包括一个带有手柄部分118的主体252,一个钢丝进给机构254,一对限定捆扎站144的导向装置256,258,一个扭曲被送入捆扎站144内的钢丝的扭曲机构260,一个包括转动钢丝进给机构254和扭曲机构260的转动源120
的转动机构,一个使钢筋102,104在捆扎站144中定位的定位机构262,一个扭曲机构260的对准机构264,以及一个装在方向保持机构266和导向装置258上的辅助导向器268。
主体252,扭曲机构260,转动机构,方向保持机构266和辅助导向器268的结构与上述钢筋捆扎机100的相应机构相同,工作方式也相同。
钢丝进给机构254由与钢筋捆扎机100的钢丝进给机构146相同的零件构成,工作方式亦同该机构146,然而它是颠倒布置的,对照而言,钢丝捆扎机100的钢丝进给机构146却是自下而上倾斜进给钢丝106的。
一对导向装置256,258由支承壁114支承并可做角度转动以便使端部趋近和分开,这对导向装置的端部靠弹簧270的弹力相互接触。
定位机构262装有一对M形弯曲的定位零件272,该定位零件由螺栓、螺母固定在支承壁144上,其方向使得V形的钢筋接受部位272a相互对准,并对准捆扎站144。
对准机构264上装有一个连接件274,一个弹簧276,一个爪式离合器278以及一个用于反抗弹簧276的弹力而脱开爪式离合器的电磁铁机构280。弹簧276套在固定于连接件274的轴284上,板282平行于该连接件。电磁铁280固定在板284上。
在钢丝106从钢丝进给机构254输送到捆扎站144的过程中,钢丝106的导向路径286是在固定于支承壁114的导向装置288上形成的。进给导向装置288在捆扎站144一侧的端面
是与扭曲机构260头部曲率半径相同的曲面,以便与该头部密切接触并切断钢丝。
在钢丝捆扎机250中,在工作准备状态时,爪式离合器278被弹簧276前推并接合。由于方向保持机构266的止动件接合在盘上的缺口中,所以扭曲机构260被保持在扭曲机构260的槽对准于钢丝进给路径286的钢丝输出端的方向上。
在捆扎时,钢筋捆扎机250使调整导向装置256,258和定位零件272的方向与钢筋102的方向一致,钢筋捆扎机250被推向钢筋102,104,因而,限定V形空间208的导向装置256,258的表面受到钢筋102,104的作用。所以,导向装置256,258以相互分开的方向作角度转动以便把钢筋102104容纳进捆扎站144。
在这种情况下,用手闭合一个开关(未画出),转动源120和离合器128即动作,钢丝106被钢丝进给机构254通过钢丝进给路径286送到捆扎站144。被送到捆扎站144的钢丝通过深于扭曲机构260的槽178中的销子184的内部到达导向装置256的钢丝导向路径200。当进一步向外输送钢丝106时,被输送的钢丝在辅助导向器268处沿钢丝导向路径200弯曲,又通过从深于扭曲机构260的槽中的销子184的内部至导向装置258的钢丝导向路径200的通道,在钢丝导向路径200,198中前进,并以环形绕钢筋102,104预定的匝数。所以,销子184位于被输送的钢丝所形成的环内。
当钢丝106被送出一定长度时,离合器128脱开,制动器130动作以停止钢丝106的进给。接着,爪式离合器278因电
磁铁280通电而首先脱开,然后,扭曲机构260因离合器142动作而转动。在这种情况下,缠绕钢筋102,104的钢丝,在扭曲机构260的该头部和旋转轴开始转动之时即被该头部的输入端和进给导向装置288的钢丝进给路径286的钢丝输出端所切断,因此被销子184的转动所扭曲。
当钢丝被扭曲时,它接触销子184的端部,因而通过扭曲的反作用,使销子184相互分开的力作用在每个销子184上。因此,当钢丝被扭曲到预定强度且该力超过弹簧190的弹力时,被扭曲的钢丝即脱开销子184。然后,用手打开开关,转动源120停转,电磁铁280断电,爪式离合器又一次接合。
当爪式离合器278又一次接合时,由于与扭曲时相反转动方向的力作用在扭曲机构260的旋转轴174上,所以当方向保持机构266的止动件一接合在盘上的缺口中,旋转轴174即停止转动,因而扭曲机构260被保持在该缺口对准于钢丝进给路径286的钢丝输出端的方向上。
其后,钢筋捆扎机250从钢筋102,104上被退回,接头钢筋102,104挤开导向装置256,258之间的空间,因此,钢筋102,104能够从捆扎站144中移出。
Claims (21)
1、一种使用钢丝的钢筋捆扎机,包括:
一个把该钢丝送入捆扎钢筋的捆扎站的进给装置;
一个带有使该钢丝沿着环绕该钢筋的曲线送入该捆扎站的导向路径,并构成该捆扎站的导向装置;
一个扭曲被该导向路径形成环状的该钢丝,并构成一个能使送入该捆扎站的该钢丝通过的槽的扭曲装置;以及
一个为了扭曲该钢丝而绕与该钢丝形成的环的轴线交叉的轴线,转动该扭曲装置的转动装置;
该扭曲装置装有相对的一对销子,通过该槽在该环的轴线方向相对移动,一个在常态下推进起码一个该销子的推进装置,用来使两个销子的端面在该捆扎站内相互靠紧。
2、如权利要求1所要求的一种钢筋捆扎机,其特征为:该扭曲装置还装有一个带有该槽的转子。
3、如权利要求1所述的一种钢筋捆扎机,其特征为:所述一对销子相互反向,在一个部位支承,通过该转子的该槽互相靠近和移开。
4、如权利要求3所要求的一种钢筋捆扎机,其特征为:该转子装有一个延伸方向与该销子的移动方向正交的旋转轴和一个固定在该旋转轴的该捆扎站一端并构成该槽的头部。
5、如权利要求4所要求的一种钢筋捆扎机,其特征为:该推进装置包括一个固定在该旋转轴上的接受环,一个套在该旋转轴上,能沿旋转轴向移动,并具有一个接触该销子以便使该对销子相互移近的端部的滑动器,以及一个装在该滑动器和该接受环之间,并沿旋转轴轴向推进该滑动器以便使该对销子相互移近的弹簧。
6、如权利要求4所要求的一种钢筋捆扎机,其特征为:该推进装置装有一对片簧,由该旋转轴支承,并接触该对销子的相对端面的相反端面,以迫使该对销子相互移近。
7、如权利要求1所要求的一种钢筋捆扎机,其特征为:该对销子之中的至少一个靠紧另一个销子的端面,具有一种形状,能够在扭曲该钢丝时产生使该对销子相互分开的力。
8、如权利要求1所要求的一种钢筋捆扎机,其特征为:它还包括一个带有一个手柄部分,并支承着该进给装置,该导向装置,该扭曲装置和该转动装置的主体,并且该对销子之中的至少一个,靠紧另一个销子的端面,具有一种形状,能够在扭曲该钢丝时产生使该对销子相互分开的力。
9、如权利要求8所要求的一种钢筋捆扎机,其特征为:它还具有一个使该钢筋在该捆扎站中定位的定位装置。
10、如权利要求9所要求的一种钢筋捆扎机,其特征为:该定位装置装有一对对称于该捆扎站的Y形或M形元件。
11、如权利要求1所要求的一种钢筋捆扎机,其特征为:
所述进给装置设有构成通向所述捆扎站的一条钢丝进给路径的一零件,
构成所述槽的所述扭曲装置的一部分-通过该部分钢丝被所述槽接受-紧密接触构成所述钢丝进给路径的上述零件的钢丝输出端以形成一切刀部分,在转动扭曲装置时,在所述钢丝输出端的共同作用下切断钢丝。
12、如权利要求1所述的一种钢筋捆扎机,其特征为:
所述进给装置设有构成通向所述捆扎站的一条钢丝进给路径的一零件,
所述捆扎机还具有将所述槽与构成钢丝进给路径的所述零件的钢丝输出端对准的装置,在所述扭曲装置停转时,使该扭曲装置作角度转动,以便在所述槽中接受钢丝。
13、如权利要求12中所要求的一种钢筋捆扎机,其特征为:该对准装置装有一个可在该扭曲装置的转动轴的方向上滑动的可移动体,一个具有第一齿和第二齿,其轴线与该扭曲装置的轴线一致的爪式离合器,该第一齿固定于该扭曲装置,该第二齿固定于该可移动体,一个在接合爪式离合器的方向上推动该爪式离合器和该可移动体的弹簧,以及一个固定于该可移动体并在捆扎时压紧在该钢筋中至少一根上,以便使该可移动体依脱开该爪式离合器的方向移动的定位零件。
14、如权利要求12所要求的一种钢筋捆扎机,其特征为:该对准装置装有一个可在该扭曲装置的旋转轴方向上滑动的可移动体,一个具有第一齿和第二齿的爪式离合器,爪式离合器的轴线与该扭曲装置的转动轴轴线一致,该第一齿固定于该扭曲装置,该第二齿固定于该可移动体,以及一个为了接合或脱开该爪式离合器的电磁铁机构。
15、如权利要求12所要求的一种钢筋捆扎机,其特征为:它还装有一个方向保持机构,使该扭曲装置在不转动时保持在该槽对准于该钢丝输出端的方向上。
16、如权利要求15所要求的一种钢筋捆扎机,其特征为:该方向保持机构装有一个固定于该扭曲装置,与该扭曲装置的旋转轴共轴线,并且在外周上带有一个缺口的盘,一个配置在该缺口中,部分在缺口内,部分在缺口外的止动件,以及一个把该止动件压向该缺口的弹簧。
17、如权利要求1所要求的一种钢筋捆扎机,其特征为:
所述进给装置设有构成通向所述捆扎站的一条进给路径的一零件,
所述导向装置设有一对具有精确相位的一对第一导向器,沿着在所述槽一侧的上述相位的所述导向路径,把钢丝沿着所述曲线送入所述捆扎站,以所述扭曲装置的转动轴线为基准,所述一对第一导向器可以相对移动,相互移向或移离相对的相位,并且在所述第一导向器附近装有一个第二导向器,以便至少从所述钢丝进给路径的端部接受钢丝从而防止送入所述导向路径的钢丝从所述导向路径中脱出。
18、如权利要求17所要求的一种钢筋捆扎机,其特征为:该导向路径向着该第一导向器的该相位侧开放。
19、如权利要求17所要求的一种钢筋捆扎机,其特征为:该第二导向器固定地装在该第一导向器的钢丝输入端附近。
20、如权利要求17所要求的一种钢筋捆扎机,其特征为:该第二导向器可以趋近或从该第一导向器的钢丝输入端附近退回。
21、如权利要求1所要求的一种钢筋捆扎机,其特征是还具有:
一个使该槽对准于构成该钢丝进给路径的零件的钢丝输出端的对准装置,在该扭曲装置停转时,使该扭曲装置作角度转动以便在该槽中接受该钢丝;
该扭曲装置的一部分构成了接受该钢丝的该槽的一部分,该部分与构成该钢丝进给路径的一个零件的钢丝输出端的紧密接触,形成了切刀部分,在该扭曲装置转动时,在该钢丝输出端的协同作用下切断该钢丝。
该导向装置装有一对具有精确相位的第一导向器,沿着在该槽一侧的该相位的该导向路径,把该钢丝沿着该曲线导入该捆扎站,以该扭曲装置的旋转轴线为基准,该对第一导向器可以相对移动,相互移向或移离相对的相位,并且在该第一导向器的一个部位附近装有一个第二导向器,以便从该第一导向器的该钢丝进给路径接受该钢丝并防止送入该导向路径的该钢丝从该导向路径中脱出。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP111792/86 | 1986-05-17 | ||
| JP61111792A JPS62270238A (ja) | 1986-05-17 | 1986-05-17 | 鉄筋結束機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN87103540A CN87103540A (zh) | 1988-01-27 |
| CN1010189B true CN1010189B (zh) | 1990-10-31 |
Family
ID=14570267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN87103540A Expired CN1010189B (zh) | 1986-05-17 | 1987-05-16 | 钢筋捆扎机 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4834148A (zh) |
| EP (1) | EP0249737B1 (zh) |
| JP (1) | JPS62270238A (zh) |
| KR (1) | KR960004050B1 (zh) |
| CN (1) | CN1010189B (zh) |
| CA (1) | CA1267587A (zh) |
| DE (1) | DE3766015D1 (zh) |
| MY (1) | MY101556A (zh) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59006171D1 (de) * | 1989-03-17 | 1994-07-28 | Adolf Runkel | Verfahren und Vorrichtung zum Verbinden zweier sich kreuzender Stäbe. |
| US5020355A (en) * | 1989-11-30 | 1991-06-04 | Payne Roy D | Method and apparatus for securing first and second members |
| JP2659149B2 (ja) * | 1991-05-11 | 1997-09-30 | 敏雄 早川 | 撚線結束機 |
| US5217049A (en) * | 1991-08-02 | 1993-06-08 | Gateway Construction Company, Inc. | Power rebar typing tool |
| US5279336A (en) * | 1992-05-21 | 1994-01-18 | Max Co., Ltd. | Wire binder |
| JP2557192Y2 (ja) * | 1993-04-19 | 1997-12-08 | マックス株式会社 | 鉄筋等の結束機用のワイヤリール |
| US5431196A (en) * | 1994-01-03 | 1995-07-11 | Belcan Specialty Equipment Engineering Division Of Belcan Engineering Groups, Inc. | Power rebar tying tool |
| BR9508125A (pt) * | 1994-06-24 | 1997-08-12 | Talon Ind Llc | Aparelho e processo para amarrar um arame em torno de pelo menos um objeto |
| US5657799A (en) * | 1994-10-17 | 1997-08-19 | Max Co., Ltd. | Safety device in reinforcing bars binding machine |
| US5694983A (en) * | 1995-03-10 | 1997-12-09 | Max Co., Ltd. | Reinforcing bar binding machine |
| EP0751269B1 (en) * | 1995-06-30 | 2000-09-20 | Max Co., Ltd. | Wire guide mechanism for a reinforcement binding machine and reinforcement binding machine |
| JP3227693B2 (ja) * | 1996-08-02 | 2001-11-12 | マックス株式会社 | 鉄筋結束機におけるワイヤのねじ切れ防止方法 |
| JP3314911B2 (ja) * | 1996-08-02 | 2002-08-19 | マックス株式会社 | 鉄筋結束機におけるワイヤ絡み防止方法 |
| US5826629A (en) * | 1997-01-17 | 1998-10-27 | John E. Burford | Pneumatic wire tying apparatus |
| US5842506A (en) * | 1997-09-12 | 1998-12-01 | Peters; Rudolph W. | Hand tool for forming and applying wire ties |
| CN2652552Y (zh) * | 2003-10-17 | 2004-11-03 | 李国昌 | 钢筋捆绑扎线器 |
| CN101875152B (zh) * | 2010-06-18 | 2012-05-23 | 无锡威华电焊机制造有限公司 | 钢筋网焊接成型机送料机构的横梁组件 |
| CN101875151B (zh) * | 2010-06-18 | 2011-12-28 | 无锡威华电焊机制造有限公司 | 钢筋网焊接成型机送料机构 |
| DE102012216831A1 (de) * | 2012-09-19 | 2014-03-20 | Wobben Properties Gmbh | Vorrichtung und Verfahren zum automatischen Verdrillen von Metalldrähten, insbesondere zum Verbinden benachbarter, vorzugsweise sich überkreuzender Strukturelemente |
| CN103243923B (zh) * | 2013-05-03 | 2015-11-25 | 王春阳 | 电动扎丝机 |
| JP6473394B2 (ja) * | 2015-07-13 | 2019-02-20 | 株式会社マキタ | 鉄筋結束装置 |
| RU2764843C1 (ru) | 2015-07-22 | 2022-01-21 | Макс Ко., Лтд. | Обвязочная машина |
| CN105966660B (zh) * | 2016-07-11 | 2018-07-10 | 台州市永派包装设备有限公司 | 手动捆扎机 |
| JP6834485B2 (ja) | 2016-12-29 | 2021-02-24 | マックス株式会社 | 結束機 |
| CN108394597A (zh) * | 2018-03-27 | 2018-08-14 | 广东顺德华焱电子科技有限公司 | 一种扎丝切断机构及钢筋捆扎机 |
| DE102018209849A1 (de) * | 2018-06-19 | 2019-12-19 | Robert Bosch Gmbh | Getriebevorrichtung für Bewehrungsbinder |
| JP7379941B2 (ja) * | 2018-09-07 | 2023-11-15 | マックス株式会社 | 結束機 |
| CN110700595A (zh) * | 2019-10-30 | 2020-01-17 | 理工华汇(潍坊)智能机器人有限公司 | 一种用于绑扎的扭转机构 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1534864A1 (de) * | 1962-10-11 | 1969-09-11 | Bosch Gmbh Robert | Drahtbindemaschine |
| US3391715A (en) * | 1964-12-17 | 1968-07-09 | Thompson Tools Inc | Method of working wire or the like and tool for practicing the method |
| JPS5114759A (en) * | 1974-07-24 | 1976-02-05 | Fukuba Future Research | Kuridashi kuriireyosuikomihoosuosonaeta suikomisojikino hoosunaitansetsuzokusochi |
| AT349861B (de) * | 1976-05-25 | 1979-04-25 | Evg Entwicklung Verwert Ges | Bindewerkzeug zum verdrillen der freien enden eines bindedrahtes und gitterbindemaschine mit solchen werkzeugen |
| DE2804300A1 (de) * | 1978-02-01 | 1979-08-02 | Adolf Runkel | Verfahren und vorrichtung zum verbinden bzw. roedeln von mindestens zwei staeben, stangen o.dgl. |
| FR2420624A1 (fr) * | 1978-03-23 | 1979-10-19 | Ducharme Raymond | Appareil pour ligaturer des objets, tels que notamment des elements metalliques pour la realisation d'armatures a beton |
| US4362192A (en) * | 1981-03-05 | 1982-12-07 | Furlong Donn B | Wire tying power tool |
| FR2502582A1 (fr) * | 1981-03-26 | 1982-10-01 | Grenon Rene | Systeme de torsadage de fils metalliques |
| JPS58177275A (ja) * | 1982-04-08 | 1983-10-17 | 鹿島建設株式会社 | ワイヤタイプ鉄筋結束工具 |
| WO1984004772A1 (en) * | 1983-05-30 | 1984-12-06 | Adolf Runkel | Method for connecting two bars which are crossing each other and device for implementing such method |
-
1986
- 1986-05-17 JP JP61111792A patent/JPS62270238A/ja active Granted
-
1987
- 1987-05-05 US US07/046,321 patent/US4834148A/en not_active Expired - Lifetime
- 1987-05-08 CA CA000536648A patent/CA1267587A/en not_active Expired - Fee Related
- 1987-05-11 DE DE8787106811T patent/DE3766015D1/de not_active Expired - Fee Related
- 1987-05-11 EP EP87106811A patent/EP0249737B1/en not_active Expired - Lifetime
- 1987-05-13 KR KR1019870004674A patent/KR960004050B1/ko not_active IP Right Cessation
- 1987-05-14 MY MYPI87000649A patent/MY101556A/en unknown
- 1987-05-16 CN CN87103540A patent/CN1010189B/zh not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| CA1267587A (en) | 1990-04-10 |
| US4834148A (en) | 1989-05-30 |
| MY101556A (en) | 1991-12-17 |
| EP0249737B1 (en) | 1990-11-07 |
| DE3766015D1 (de) | 1990-12-13 |
| EP0249737A2 (en) | 1987-12-23 |
| JPH0229409B2 (zh) | 1990-06-29 |
| KR870011340A (ko) | 1987-12-22 |
| CN87103540A (zh) | 1988-01-27 |
| EP0249737A3 (en) | 1988-08-10 |
| JPS62270238A (ja) | 1987-11-24 |
| KR960004050B1 (ko) | 1996-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1010189B (zh) | 钢筋捆扎机 | |
| CN1297442C (zh) | 钢筋捆扎器 | |
| CN1235700C (zh) | 制造内置弹簧组件的自动化机械 | |
| CN110284232B (zh) | 一种捻线机 | |
| CN108394597A (zh) | 一种扎丝切断机构及钢筋捆扎机 | |
| CN1075687A (zh) | 捆扎一件或多件物件的方法及装置 | |
| CN108856742A (zh) | 一种车床走刀机构 | |
| CN205931377U (zh) | 建筑工地钢筋捆扎装置 | |
| CN202079287U (zh) | 球阀阀芯自动加工机床 | |
| CN115676065B (zh) | 一种丝杆滚镀用自动输送上料装置 | |
| CN106926371B (zh) | 距离可调的切割机 | |
| CN110434250A (zh) | 一种快速双联动折弯机 | |
| CN109436912A (zh) | 片状承印物的快速收集整理转移机构及其打包堆叠装置 | |
| CN208235970U (zh) | 一种手动操作式钢筋绑扎器 | |
| CN109454187A (zh) | 用于制备鱼钩的连续式成型一体机 | |
| CN107716808A (zh) | 切断机 | |
| CN2522191Y (zh) | 双路定长铁丝断丝机 | |
| KR100782110B1 (ko) | 선재 자동 꼬임장치 | |
| CN2810823Y (zh) | 棒材自动送料机的拨杆结构 | |
| JP2004502053A (ja) | 熱可塑性繊維で形成されたストランドの切断方法及び装置 | |
| CN206993777U (zh) | 一种脱扣机构 | |
| CN108638173A (zh) | 用于长条形型材切割的自动喂料装置 | |
| KR20060078748A (ko) | 개비온 철망의 제조장치와 그의 제조방법 | |
| CN217019368U (zh) | 格栅拱架蝴蝶钢筋制作机 | |
| CN205111270U (zh) | 一种全自动混凝土桩裙边成型机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |