WO2022075345A1 - ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 - Google Patents
ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 Download PDFInfo
- Publication number
- WO2022075345A1 WO2022075345A1 PCT/JP2021/036910 JP2021036910W WO2022075345A1 WO 2022075345 A1 WO2022075345 A1 WO 2022075345A1 JP 2021036910 W JP2021036910 W JP 2021036910W WO 2022075345 A1 WO2022075345 A1 WO 2022075345A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- zirconia powder
- less
- mol
- zirconia
- mass
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G25/00—Compounds of zirconium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
- C04B35/488—Composites
- C04B35/4885—Composites with aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/50—Solid solutions
- C01P2002/52—Solid solutions containing elements as dopants
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/50—Solid solutions
- C01P2002/52—Solid solutions containing elements as dopants
- C01P2002/54—Solid solutions containing elements as dopants one element only
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/30—Particle morphology extending in three dimensions
- C01P2004/45—Aggregated particles or particles with an intergrown morphology
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/51—Particles with a specific particle size distribution
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/62—Submicrometer sized, i.e. from 0.1-1 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/12—Surface area
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/14—Pore volume
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/16—Pore diameter
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3229—Cerium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3239—Vanadium oxides, vanadates or oxide forming salts thereof, e.g. magnesium vanadate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3241—Chromium oxides, chromates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3262—Manganese oxides, manganates, rhenium oxides or oxide-forming salts thereof, e.g. MnO
- C04B2235/3267—MnO2
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3272—Iron oxides or oxide forming salts thereof, e.g. hematite, magnetite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3275—Cobalt oxides, cobaltates or cobaltites or oxide forming salts thereof, e.g. bismuth cobaltate, zinc cobaltite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3281—Copper oxides, cuprates or oxide-forming salts thereof, e.g. CuO or Cu2O
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3284—Zinc oxides, zincates, cadmium oxides, cadmiates, mercury oxides, mercurates or oxide forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/604—Pressing at temperatures other than sintering temperatures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/608—Green bodies or pre-forms with well-defined density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9653—Translucent or transparent ceramics other than alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
Definitions
- the present invention relates to a zirconia powder, a zirconia sintered body, and a method for producing a zirconia sintered body.
- Zirconia is used for various purposes by utilizing its mechanical strength, translucency, refractive index, etc.
- resistance to water heat deterioration has been required, and improvement of low-temperature sinterability has been studied.
- Patent Document 1 describes a zirconia fine powder containing at least one of itria, calcia, magnesia and ceria as a stabilizer, and the average particle size of the zirconia fine powder is less than 0.5 ⁇ m and the particle size is small. Disclosed is a zirconia fine powder in which the proportion of particles at 1 ⁇ m in the cumulative curve of distribution is 100% (see claim 1). Patent Document 1 describes that the zirconia fine powder has good moldability and low-temperature sinterability, and also has excellent quality reliability when made into a sintered body (paragraph [0036]). reference).
- Patent Document 1 describes, as a method for producing the zirconia fine powder, a method of drying, calcining, and pulverizing a hydrated zirconia sol obtained by hydrolysis of a zirconium salt aqueous solution to obtain the zirconia powder.
- a method of drying, calcining, and pulverizing a hydrated zirconia sol obtained by hydrolysis of a zirconium salt aqueous solution to obtain the zirconia powder.
- the reaction rate is 98% or more
- one or more compounds of ittrium, calcium, magnesium and cerium are added as raw materials for the stabilizer and dried, and the temperature is 900 to 1200 ° C.
- Patent Document 2 describes a zirconia sintered body containing 0.05 to 3% by weight of alumina and having an yttria concentration of 2 to 4 mol%, the relative density of the zirconia sintered body being 99.7% or more, and the average of crystal particles. Disclosed is a zirconia sintered body having a particle size of 0.1 to 0.3 ⁇ m, a bending strength of 1600 MPa or more, and a monoclinic phase ratio of 5% or less after being immersed in hot water at 140 ° C. for 75 hours. (See claim 1). Patent Document 2 describes that the zirconia sintered body is excellent in strength and toughness, and in addition, is excellent in water heat deterioration resistance (see paragraph [0042]).
- the average particle size of the secondary particles is 0.1 to 0.4 ⁇ m, and [the average particle size of the secondary particles] / [electron microscope].
- Disclosed is a method for producing a zirconia sintered body, which is pre-sintered at 1100 to 1200 ° C. and the obtained pre-sintered body is hot-hydrostatically pressed at a pressure of 50 to 500 MPa and a temperature of 1150 to 1250 ° C. (claimed). See item 3).
- Patent Document 3 contains 2 to 6 mol% of itria, has a pore volume of 200 nm or less and has a pore volume of 0.14 to 0.28 mL / g, and has the following formula when molded at a molding pressure of 1 t / cm 2 .
- a zirconia powder having a relative molding density of 44 to 55% represented by 1) is disclosed (see claim 1).
- Relative molding density (%) (molding density / theoretical sintering density) x 100 ... (1)
- the zirconia powder has a high molding density when molded, and a sintered body having a sintering density of 99.5% or more with respect to the theoretical sintering density can be obtained. , (See paragraph [0015]).
- Patent Document 1 and Patent Document 2 the secondary particles of zirconia powder are focused on and the particle size and the like are adjusted to obtain low-temperature sinterability.
- the present inventor did not determine the sinterability only by the secondary particles, but the cohesiveness of the primary particles constituting the secondary particles. I came to think that it should be taken into consideration. That is, even if the secondary particle diameter is the same, the sinterability differs depending on the non-uniformity of aggregation of the primary particles constituting the secondary particles and the degree of aggregation of coarsely packed or tightly packed. I found. This point will be described in detail below.
- the sintering process of sintering a molded body of zirconia powder can also be regarded as a step of removing pores in the molded body.
- the secondary particle gaps (secondary particle gaps of the zirconia powder constituting the molded body) in the molded body are made small. That is, the secondary particle diameter is made small, and the distribution of the secondary particle diameter is made as small as possible.
- the secondary particle gap in the molded body can be reduced depending on the molding conditions (molding pressure, binder, construction method, etc.) of the molded body.
- Patent Document 3 discloses that a high sintering density can be obtained by controlling the pore volume having a pore diameter of 200 nm or less within a specific range with respect to the primary particle gap of the zirconia powder (paragraph [0013]. ]reference). However, Patent Document 3 does not examine the low temperature sinterability. That is, Patent Document 3 discloses a technique in which the sintering density at 1450 ° C. is 99.5% or more by controlling the primary particle gap of the zirconia powder (paragraph [0044], paragraph [0146], paragraph [014].
- Patent Document 3 regarding the primary particle gaps of the zirconia powder, only the pore capacity having a pore diameter of 200 nm or less is examined, and the size and distribution of each gap are not examined.
- the zirconia powder of Patent Document 3 does not exist in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method, and the peak top diameter of the pore volume distribution is in the range of 20 nm or more and 85 nm or less.
- the zirconia powder of Patent Document 3 does not exist in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method, and the pore distribution width is in the range of 40 nm or more and 105 nm or less.
- the zirconia powder of Example 1 of Patent Document 3 is shown in the present specification as Comparative Example 2 in the column of Examples in the present specification.
- the present invention has been made in view of the above-mentioned problems, and an object of the present invention is to provide a zirconia powder capable of low-temperature sintering and capable of obtaining a sintered body having a high sintering density. It is in. Another object of the present invention is to provide a zirconia sintered body obtained by using the zirconia powder. Another object of the present invention is to provide a method for producing the zirconia sintered body.
- the present inventors have conducted diligent research on zirconia powder. As a result, they have found that low-temperature sintering is possible and a sintered body having a high sintering density can be obtained by adopting the following configuration, and the present invention has been completed.
- the zirconia powder according to the present invention is Contains stabilizers
- the specific surface area is 20 m 2 / g or more and 60 m 2 / g or less.
- the particle size D 50 is 0.1 ⁇ m or more and 0.7 ⁇ m or less.
- the peak top diameter of the pore volume distribution is 20 nm or more and 85 nm or less, and the pore volume is 0.2 ml / g or more and less than 0.5 ml / g. It is characterized in that the pore distribution width is 40 nm or more and 105 nm or less.
- the “range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method” is a range in which pores as primary particle gaps of the zirconia powder can exist.
- the peak top diameter of the pore volume distribution is 20 nm or more and 85 nm or less
- the pore distribution width is 40 nm or more and 105 nm or less in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method. Therefore, the size of each pore (each primary particle gap) is small and uniform (the distribution is sharp). Therefore, each of the primary particles constituting the secondary particles is uniformly and densely aggregated, and there are no large pores.
- zirconia particles (including primary particles and secondary particles) have a characteristic that they are difficult to sinter when the pore volume is large. That is, in order to sinter at a low temperature, not only the size of the pores derived from the primary particle gaps in the secondary particles is made small and the distribution is sharpened, but also the pore volume derived from the primary particle gaps is made small at the same time. Must. Therefore, in the present invention, the pore volume in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method is set to 0.2 ml / g or more and less than 0.5 ml / g.
- the pore volume derived from the primary particle gap is small, and the structure does not have large pores, so that a sintered body having a high sintering density can be obtained.
- low-temperature sintering is possible and high sintering density is possible by controlling the pore diameter, pore distribution, and pore volume of the primary particle gaps. It is possible to obtain a sintered body of.
- the secondary particle gap can be reduced. As a result, it is excellent in low-temperature sinterability. Further, since the secondary particle gap is small, a sintered body having a high sintering density can be obtained.
- the specific surface area is 20 m 2 / g or more and 60 m 2 / g or less, the low temperature sinterability is excellent. This point will be described below.
- the zirconia powder In order to sinter the zirconia powder at a temperature of about 1100 ° C to 1350 ° C, which is lower than the conventional temperature, it is effective to increase the specific surface area.
- it has been difficult to control the grain growth rate during the production of zirconia powder, and it has been preferable to set the specific surface area to less than 20 m 2 / g in order to prevent pores from remaining in the zirconia powder as much as possible. ..
- the present invention in order to control the primary particle gap, even if the specific surface area is 20 m 2 / g or more, many pores do not remain in the zirconia powder. Therefore, by setting the specific surface area to 20 m 2 / g or more, the low temperature sinterability can be improved.
- the zirconia powder can be suitably low temperature sintered. If the stabilizer is not contained, even if the primary particle gaps are uniformly and densely aggregated, sintering is less likely to occur, and low-temperature sintering cannot be performed.
- the stabilizer is one or more oxides selected from alkaline earth metals and rare earth elements.
- the stabilizer is at least one selected from the group consisting of Y2O3 , CeO2 , Sc2O3 , CaO , Er2O3 , and Yb2O3 . .. In the above configuration, it is also preferable that the stabilizer is at least one selected from the group consisting of Y 2 O 3 , Sc 2 O 3 , CaO, Er 2 O 3 and Yb 2 O 3 .
- the stabilizer is Y2O3.
- the content of Y2O3 with respect to the entire zirconia powder is preferably 1.4 mol% or more and 7.5 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the stabilizer is CeO 2 and
- the content of the CeO 2 with respect to the entire zirconia powder is preferably 10 mol% or more and 20 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the stabilizer is CeO 2 and
- the content of the CeO 2 with respect to the entire zirconia powder is preferably 10 mol% or more and 14 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the stabilizer is Sc 2 O 3 and
- the content of Sc 2 O 3 with respect to the entire zirconia powder is preferably 1.4 mol% or more and 7.5 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the stabilizer is Er 2 O 3 and
- the content of Er2O3 with respect to the entire zirconia powder is preferably 1.4 mol% or more and 7.5 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the stabilizer is CaO.
- the CaO content with respect to the entire zirconia powder is preferably 3.5 mol% or more and 17 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is superior in mechanical strength.
- the stabilizer is Yb 2 O 3 and
- the content of Yb 2 O 3 with respect to the entire zirconia powder is preferably 1.4 mol% or more and 7.5 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the specific surface area is preferably 22 m 2 / g or more and 57 m 2 / g or less.
- the particle diameter D 50 is 0.1 ⁇ m or more and less than 0.3 ⁇ m.
- one or more selected from the group consisting of alumina and a metal oxide having a tanman temperature of 1200 ° C. or less may be contained in an amount of 0.005% by mass or more and 2% by mass or less.
- alumina functions as a sintering aid and is therefore more excellent in low temperature sinterability.
- alumina functions as a sintering aid by removing pores by inhibiting the grain growth of zirconia by being present at the grain boundaries of the primary particles and the secondary particles.
- the metal oxide having a Tanman temperature of 1200 ° C. or lower (absolute temperature: 1473.15 K or lower) has a certain degree of fluidity at the temperature at the time of low temperature sintering (1200 ° C. to 1350 ° C.), and therefore has primary particles and secondary particles.
- Td Tanman temperature expressed in absolute temperature
- Tm melting point of a solid expressed in absolute temperature
- Td 0.33 Tm for metals
- Td 0.757 Tm for oxides
- covalent bond compounds 0.90Tm (these are called Tanman's law). Therefore, in the present specification, the "Tanman temperature” means a value according to this Tanman's law.
- the content of one or more selected from the group consisting of alumina and a metal oxide having a tanman temperature of 1200 ° C. or lower is less than 0.005% by mass.
- the content of one or more selected from the group consisting of alumina and metal oxides having a tanman temperature of 1200 ° C. or lower is less than 0.005% by mass, it means that the sintering aid is not contained. Since the zirconia powder has the pore diameter, pore distribution, and pore volume of the primary particle gaps within the above numerical ranges, low-temperature sintering is possible even when a sintering aid is not added. Moreover, it is possible to obtain a sintered body having a high sintering density.
- one or more selected from the group consisting of Fe, V, Er, Mn, Co, Cr, Tb, Zn, Cu, and Ti may be contained.
- coloring can be preferably performed.
- the zirconia sintered body according to the present invention is characterized in that it is obtained by normal pressure sintering using the zirconia powder.
- the zirconia sintered body is obtained by normal pressure sintering using the zirconia powder, it is low temperature sintered and has a high sintering density.
- the method for producing a zirconia sintered body according to the present invention includes a step X of molding the zirconia powder to obtain a molded body. After the step X, it is characterized by having a step Y of sintering the molded body under the conditions of 1100 ° C. or higher and 1350 ° C. or lower and 1 hour or longer and 5 hours or lower.
- the zirconia powder since the zirconia powder is used, it is possible to obtain a sintered body having a high sintering density under the sintering conditions at a low temperature of 1100 ° C. or higher and 1350 ° C. or lower.
- a zirconia powder that can be sintered at a low temperature and can obtain a sintered body having a high sintering density. Further, it is possible to provide a zirconia sintered body obtained by using the zirconia powder. Further, it is possible to provide a method for producing the zirconia sintered body.
- zirconia zirconium oxide
- hafnium an impurity metal compound including hafnium.
- the expressions "contains” and “contains” include the concepts of “contains”, “contains”, “substantially consists” and “consists only”.
- the zirconia powder according to this embodiment is Contains stabilizers
- the specific surface area is 20 m 2 / g or more and 60 m 2 / g or less.
- the particle size D 50 is 0.1 ⁇ m or more and 0.7 ⁇ m or less.
- the peak top diameter of the pore volume distribution is 20 nm or more and 85 nm or less, and the pore volume is 0.2 ml / g or more and less than 0.5 ml / g.
- the pore distribution width is 40 nm or more and 105 nm or less.
- the zirconia powder contains primary particles containing zirconia as a main component. All or part of the primary particles aggregate to form secondary particles. That is, the zirconia powder contains primary particles that are not aggregated and secondary particles in which the primary particles are aggregated. However, in the zirconia powder, the amount of primary particles that do not become secondary particles and exist in the state of non-aggregating primary particles is extremely small, for example, the entire primary particles (aggregating with non-aggregating primary particles). It is less than 1% by mass of the total of the primary particles that have become secondary particles. That is, the zirconia powder may contain a very small amount of non-aggregated primary particles, but most of them are composed of secondary particles.
- the primary particles containing zirconia as a main component mean primary particles containing 70% by mass or more of zirconia.
- the content of zirconia contained in the primary particles is preferably 74% by mass or more, more preferably 80% by mass or more, still more preferably 85% by mass or more.
- Peak top diameter of primary particle gap The zirconia powder has a peak top diameter of 20 nm or more and 85 nm or less in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method.
- the peak top diameter is preferably 25 nm or more, more preferably 30 nm, still more preferably 32 nm, and particularly preferably 35 nm or more.
- the peak top diameter is preferably 65 nm or less, more preferably 60 nm or less, still more preferably 57 nm or less, and particularly preferably 54 nm or less.
- the peak top diameter of the pore volume distribution is 20 nm or more and 85 nm or less” in the present specification refers to the pore distribution. It means that all peak top diameters in the range of 10 nm or more and 200 nm or less are within the range of 20 nm or more and 85 nm or less.
- the zirconia powder has a pore distribution width of 40 nm or more and 105 nm or less in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method.
- the pore distribution width is preferably 43 nm or more, more preferably 46 nm or more, still more preferably 50 nm or more, and particularly preferably 55 nm or more.
- the pore distribution width is preferably 100 nm or less, more preferably 95 nm or less, still more preferably 90 nm or less, particularly preferably 85 nm or less, and particularly preferably 80 nm or less.
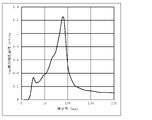
- the pore distribution width refers to the width of the peak at which the log differential pore volume (for example, see FIG. 2) is 0.1 ml / g or more.
- the pore distribution width is 40 nm or more and 105 nm or less” in the present specification means that the horizontal axis is the pore diameter and the vertical axis is the vertical axis.
- the zirconia powder has a pore volume of 0.2 ml / g or more and less than 0.5 ml / g in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method.
- the total pore capacity is preferably 0.22 cm 3 / g or more, more preferably 0.25 cm 3 / g or more, still more preferably 0.3 cm 3 / g or more, and particularly preferably 0.35 cm 3 / g or more. Particularly preferably, it is 0.4 cm 3 / g or more.
- the total pore capacity is preferably 0.48 cm 3 / g or less, more preferably 0.46 cm 3 / g or less, and particularly preferably 0.44 cm 3 / g or less.
- the "range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method” is a range in which pores as primary particle gaps of the zirconia powder can exist.
- the peak top diameter of the pore volume distribution is 20 nm or more and 85 nm or less and the pore distribution width is 40 nm in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method. Since it is 105 nm or less, the size of each pore (each primary particle gap) is small and uniform (the distribution is sharp).
- each of the primary particles constituting the secondary particles is uniformly and densely aggregated, and there are no large pores.
- zirconia particles (including primary particles and secondary particles) have a characteristic that they are difficult to sinter when the pore volume is large. That is, in order to sinter at a low temperature, not only the size of the pores derived from the primary particle gaps in the secondary particles is made small and the distribution is sharpened, but also the pore volume derived from the primary particle gaps is made small at the same time. Must.
- the pore volume in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method is set to 0.2 ml / g or more and less than 0.5 ml / g.
- the pore volume derived from the primary particle gap is small, and the structure does not have large pores, so that a sintered body having a high sintering density can be obtained.
- low-temperature sintering is possible and high-sintering is possible by controlling the pore diameter, pore distribution, and pore volume of the primary particle gaps. It is possible to obtain a sintered body having a high density.
- the peak top diameter, the pore distribution width, and the pore volume refer to values obtained by the method described in Examples.
- the particle size D 50 of the zirconia powder is 0.1 ⁇ m or more and 0.7 ⁇ m or less.
- the particle size D 50 is preferably 0.12 ⁇ m or more, more preferably 0.14 ⁇ m or more, still more preferably 0.16 ⁇ m or more, and particularly preferably 0.2 ⁇ m or more.
- the particle size D 50 is preferably 0.62 ⁇ m or less, more preferably 0.55 ⁇ m or less, still more preferably 0.48 ⁇ m or less, particularly preferably 0.4 ⁇ m or less, particularly preferably 0.3 ⁇ m or less, and particularly preferably. Is less than 0.3 ⁇ m.
- the particle diameter D 50 refers to a value obtained by the method described in Examples.
- the particle diameter D 50 may include not only secondary particles but also non-aggregated primary particles when measured, but the amount of non-aggregated primary particles that can be contained in the zirconia powder is very small. It is a very small amount. Therefore, the particle diameter D 50 may be regarded as representing the particle diameter D 50 of the secondary particles, that is, the average particle diameter of the secondary particles. Since the particle size D 50 of the zirconia powder is 0.7 ⁇ m or less and the particle size of the secondary particles is relatively small, the secondary particle gap can be reduced. As a result, it is excellent in low-temperature sinterability. Further, since the secondary particle gap is small, a sintered body having a high sintering density can be obtained.
- the specific surface area of the zirconia powder is 20 m 2 / g or more and 60 m 2 / g or less.
- the specific surface area is preferably 22 m 2 / g or more, more preferably 24 m 2 / g or more, still more preferably 30 m 2 / g or more, and particularly preferably 35 m 2 / g or more.
- the specific surface area is preferably 57 m 2 / g or less, more preferably 54 m 2 / g, still more preferably 52 m 2 / g, and particularly preferably 49 m 2 / g.
- the zirconia powder In order to sinter the zirconia powder at a temperature of about 1100 ° C to 1350 ° C, which is lower than the conventional temperature, it is effective to increase the specific surface area.
- conventionally it has been difficult to control the grain growth rate during the production of zirconia powder, and it has been preferable to set the specific surface area to less than 20 m 2 / g in order to prevent pores from remaining in the zirconia powder as much as possible. ..
- the zirconia powder according to the present embodiment since the primary particle gap is controlled, many pores do not remain in the zirconia powder even if the specific surface area is 20 m 2 / g or more. Therefore, by setting the specific surface area to 20 m 2 / g or more, the low temperature sinterability can be improved.
- the specific surface area refers to a value obtained by the method described in Examples.
- the zirconia powder according to this embodiment contains zirconia as a main component. Specifically, as described above, the zirconia powder contains secondary particles in which primary particles are aggregated and a very small amount of non-aggregated primary particles.
- the zirconia powder contains a stabilizer.
- the stabilizer is contained in the primary particles in the form of solid solution or the like. Since it contains a stabilizer, the zirconia powder can be suitably low temperature sintered.
- the stabilizer is preferably one or more oxides selected from alkaline earth metals and rare earth elements.
- the alkaline earth metal refers to Ca, Sr, Ba, Ra.
- the rare earth element means Sc, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Tm, Yb, Lu.
- the rare earth elements Y, Ce, and Yb are preferable.
- the zirconia powder preferably does not contain Ra and Pm. That is, it is more preferable that the zirconia powder contains one or more oxides selected from alkaline earth metals other than Ra and rare earth elements other than Pm.
- the stabilizer is one or more selected from the group consisting of Y 2 O 3 , CeO 2 , Sc 2 O 3 , CaO, Er 2 O 3 , and Yb 2 O 3 . It is also preferable that the stabilizer is at least one selected from the group consisting of Y 2 O 3 , Sc 2 O 3 , CaO, Er 2 O 3 , and Yb 2 O 3 .
- the stabilizer varies depending on the application, but from the viewpoint of cost, coloring and the like, Y2O3 , CeO2, CaO and Yb2O3 are more preferable , and Y2O3 , CeO2 and CaO are further preferable. Y 2 O 3 and Ca O are particularly preferable, and Y 2 O 3 is particularly preferable.
- the content of Y 2 O 3 in the entire zirconia powder is preferably 1.4 mol% or more and 7.5 mol% or less.
- the content of Y 2 O 3 is more preferably 1.5 mol% or more, further preferably 1.6 mol% or more, particularly preferably 2 mol% or more, particularly preferably 2.5 mol% or more, and particularly preferably 3 mol. % Or more.
- the content of Y 2 O 3 is more preferably 6.5 mol% or less, further preferably 6 mol%, particularly preferably 5.6 mol% or less, particularly preferably 5 mol% or less, and particularly preferably 4.5 mol% or less. Is.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the content of the CeO 2 in the entire zirconia powder is preferably 10 mol% or more and 20 mol% or less.
- the content of the CeO 2 is more preferably 11 mol% or more, still more preferably 11.5 mol% or more.
- the content of the CeO 2 is more preferably 18 mol% or less, further preferably 17 mol% or less, particularly preferably 16 mol% or less, particularly preferably 14 mol% or less, and particularly preferably 12 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the content of the CeO 2 is preferably 10 mol% or more and 14 mol% or less.
- the content of the entire zirconia powder is preferably 1.4 mol% or more and 7.5 mol% or less.
- the content is more preferably 1.5 mol% or more, further preferably 1.6 mol% or more, and particularly preferably 2 mol% or more. , Especially preferably 2.5 mol% or more, and particularly preferably 3 mol% or more.
- the content is more preferably 6.5 mol% or less, still more preferably 6 mol%, particularly preferably 5.6 mol% or less, and specially. It is preferably 5 mol% or less, and particularly preferably 4.5 mol% or less.
- the content is 1.4 mol% or more and 7.5 mol% or less, which is obtained by sintering the zirconia powder. Zirconia sintered bodies are superior in mechanical strength.
- the content of CaO with respect to the entire zirconia powder is preferably 3.5 mol% or more and 17 mol% or less.
- the CaO content is more preferably 3.8 mol% or more, still more preferably 4.0 mol% or more.
- the CaO content is more preferably 15.0 mol% or less, still more preferably 9.0 mol% or less.
- the zirconia sintered body obtained by sintering the zirconia powder is more excellent in mechanical strength.
- the zirconia powder may contain an additive.
- additive refers to an additive added to zirconia particles as a mixture.
- the additive include sintering aids, colorants and the like.
- the additive include those that function only as a sintering aid, those that function only as a colorant, and those that function as a sintering aid and also function as a colorant.
- the sintering aid and the colorant will be described.
- the zirconia powder may contain 0.005% by mass or more and 2% by mass or less of one or more selected from the group consisting of alumina and metal oxides having a tanman temperature of 1200 ° C. or less.
- the metal oxide having a Tanman temperature of 1200 ° C. or lower include oxides of iron, germanium, cobalt, chromium and zinc.
- the content of one or more selected from the group consisting of alumina and metal oxides having a tanman temperature of 1200 ° C. or lower is more preferably 0.01% by mass or more, still more preferably 0.03% by mass or more, and particularly preferably. Is 0.05% by mass or more, particularly preferably 0.07% by mass or more.
- the content of one or more selected from the group consisting of alumina and metal oxides having a tanman temperature of 1200 ° C. or lower is more preferably 1.5% by mass or less, still more preferably 1.2% by mass or less, and particularly preferably. Is 0.5% by mass or less, particularly preferably 0.25% by mass or less.
- at least one selected from the group consisting of alumina and a metal oxide having a tanman temperature of 1200 ° C. or lower is contained within the above numerical range, it functions as a sintering aid and is therefore more excellent in low temperature sinterability.
- the zirconia powder contains alumina, it is easy to suppress a decrease in the fracture toughness of the zirconia sintered body.
- the form of alumina is not particularly limited, but alumina powder is preferable from the viewpoint of handleability (when mixed and dispersed in zirconia particles) at the time of preparation of zirconia powder and reduction of residual impurities.
- the average particle size of the primary particles of alumina is not particularly limited, but is, for example, 0.02 to 0.4 ⁇ m, preferably 0.05 to 0.3 ⁇ m, and more preferably 0.07. It is ⁇ 0.2 ⁇ m.
- the zirconia powder may contain a sintering aid, but may be configured not to contain a sintering aid.
- the zirconia powder may contain less than 0.005% by mass of one or more selected from the group consisting of alumina and a metal oxide having a tanman temperature of 1200 ° C. or lower.
- the content of one or more selected from the group consisting of alumina and metal oxides having a tanman temperature of 1200 ° C. or lower is less than 0.005% by mass, it means that the sintering aid is not contained.
- the zirconia powder has a peak top diameter of 20 nm or more and 85 nm or less and a pore volume of 0.2 ml / g or more in the range of 10 nm or more and 200 nm or less in the pore distribution based on the mercury intrusion method.
- the pore distribution width is 40 nm or more and 105 nm or less. Therefore, low-temperature sintering is possible even if the configuration does not contain a sintering aid.
- the zirconia powder may contain sinterable ceramics, a thermosetting resin, or the like for the purpose of improving properties such as strength, in addition to alumina and metal oxides having a tanman temperature of 1200 ° C. or lower.
- the zirconia powder may contain one or more selected from the group consisting of Fe, V, Mn, Co, Cr, Tb, Zn, Cu and Ti.
- a zirconia sintered body obtained by sintering the zirconia powder can be obtained. It can be preferably colored.
- the form of the coloring element is not particularly limited, and can be added in the form of an oxide, chloride, or the like.
- Specific examples of the colorant containing the coloring element include Fe 2 O 3 , V 2 O 5 , MnO 2 , CoO, Cr 2 O 3 , Tb 4 O 7 , ZnO, CuO, and TIO 2 . Can be mentioned.
- the colorant is preferably added as a mixture to the zirconia powder.
- the content of the colorant is preferably 0.005% by mass or more and 1% by mass or less, preferably 0.05% by mass, when the whole zirconia powder is 100% by mass. More preferably 1.0% by mass or less.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- V 2 O 5 When V 2 O 5 is contained as the colorant, it is preferably 0.005% by mass or more and 0.1% by mass or less, preferably 0.01% by mass or more and 0.05% by mass, when the whole zirconia powder is 100% by mass. The following is more preferable.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- MnO 2 is contained as the colorant, it is preferably 0.005% by mass or more and 2% by mass or less, more preferably 0.03% by mass or more and 1.1% by mass or less, when the whole zirconia powder is 100% by mass. ..
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the colorant When Cr 2 O 3 is contained as the colorant, 0.005% by mass or more and 2% by mass or less is preferable, and 0.1% by mass or more and 1.5% by mass or less is preferable when the whole zirconia powder is 100% by mass. More preferred.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the content of the colorant is preferably 0.005% by mass or more and 2% by mass or less, preferably 0.01% by mass or more, when the whole zirconia powder is 100% by mass. More preferably, it is 5% by mass or less.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the content of the colorant is preferably 0.005% by mass or more and 5% by mass or less, preferably 0.1% by mass, when the whole zirconia powder is 100% by mass. More preferably, it is 3% by mass or less.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the content of the colorant is preferably 0.005% by mass or more and 1% by mass or less, and 0.1% by mass or more and 0. More preferably, it is 5% by mass or less.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the content of the colorant is preferably 0.005% by mass or more and 1% by mass or less, and 0.05% by mass or more and 0. 6% by mass or less is more preferable, and 0.1% by mass or more and 0.3% by mass or less is further preferable.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the content of the colorant is preferably 0.005% by mass or more and 2% by mass or less, preferably 0.01% by mass or more 1 when the whole zirconia powder is 100% by mass. More preferably, it is by mass or less.
- the content of the colorant is 0.005% by mass or more, the intended coloring can be easily obtained. That is, the color tone can be easily adjusted.
- the zirconia powder preferably has a relative molding density of 45 to 50% when molded at a molding pressure of 2 t / cm 2 .
- the relative molding density is a value calculated by the following formula (4).
- Relative molding density (%) (molding density / theoretical sintering density) x 100 ... (4)
- the theoretical sintering density (assumed to be ⁇ 0 ) is a value calculated by the formula (2-1) described in the section "Method for measuring the relative sintering density of the zirconia sintered body" below.
- the upper limit of the relative molding density is preferably 45.5% or more, more preferably 46% or more.
- the lower limit is preferably 49.5% or less, more preferably 49% or less, further preferably 48.5% or less, and particularly preferably 48% or less.
- the zirconia powder according to this embodiment has been described above.
- the method for producing zirconia powder according to this embodiment is Step 1, in which the zirconium salt solution and the sulfate chloride solution are separately heated to 95 ° C. or higher and 100 ° C. or lower.
- a reaction containing basic zirconium sulfate as a mixed solution by contacting the heated zirconium salt solution and the heated sulfate chloride solution so that the concentration of the mixed solution does not change from the start to the end of the contact.
- Step 3 the basic zirconium sulfate-containing reaction solution obtained in Step 2 is aged at 95 ° C. or higher for 3 hours or longer.
- Step 4 in which a stabilizer is added to the reaction solution containing basic zirconium sulfate after aging obtained in Step 3.
- Step 5 to obtain a zirconium-containing hydroxide by adding an alkali to the basic zirconium sulfate-containing reaction solution obtained in step 4.
- Step 6 to obtain zirconia powder by heat-treating the zirconium-containing hydroxide obtained in step 5.
- the SO 4-2- / ZrO 2 weight ratio in the mixed solution is maintained in the range of 0.3 to 0.8 and the temperature of the mixed solution is maintained at 95 ° C. or higher from the start to the end of the contact. do.
- each step will be described in detail.
- step 1 the zirconium salt solution and the sulfate chloride solution, which are the starting materials, are separately heated to 95 ° C. or higher and 100 ° C. or lower.
- the zirconium salt used to prepare the zirconium salt solution may be any one that supplies zirconium ions, and for example, zirconium oxynitrite, zirconium oxychloride, zirconium nitrate, or the like can be used. These can be used in one type or two or more types. Among these, zirconium oxychloride is preferable because it has high productivity on an industrial scale.
- the solvent used to prepare the zirconium salt solution may be selected according to the type of the zirconium salt and the like. Usually, water (pure water, ion-exchanged water, the same applies hereinafter) is preferable.
- the concentration of the zirconium salt solution is not particularly limited, but is generally preferably 5 to 250 g, more preferably 20 to 150 g, in terms of zirconium oxide (ZrO 2 ) with respect to 1000 g of the solvent. ..
- the sulfate chloride agent may be any agent that reacts with zirconium ions to generate sulfate (that is, a reagent that causes sulfate chloride), and is, for example, sodium sulfate, potassium sulfate, ammonium sulfate, potassium hydrogen sulfate, sodium hydrogen sulfate, or di. Examples thereof include potassium sulfate, sodium disulfate, and sulfur trioxide.
- the sulfate chloride agent may be in any form such as powder or solution, but a solution (particularly an aqueous solution) is preferable.
- the solvent the same solvent as that used for preparing the zirconium salt solution can be used.
- the acid concentration of the zirconium salt solution is preferably 0.1 to 2.0 N.
- the acid concentration can be adjusted by using, for example, hydrochloric acid, nitric acid, sodium hydroxide or the like.
- the concentration of the sulfate chloride agent (the sulfate chloride agent solution) is not particularly limited, but it is generally preferable that the concentration of the sulfate chloride agent is 5 to 250 g, particularly 20 to 150 g with respect to 1000 g of the solvent.
- the material of the container for preparing the zirconium salt solution and the sulfate chloride solution is not particularly limited as long as it has a capacity to sufficiently stir the zirconium salt solution and the sulfate chloride solution, respectively. However, it is preferable to have equipment capable of appropriately heating so that the temperature of each solution does not fall below 95 ° C.
- the heating temperature of the zirconium salt solution and the sulfate chloride solution may be 95 ° C. or higher and 100 ° C. or lower, preferably 97 ° C. or higher.
- step 2 is carried out while the temperatures of the zirconium salt solution and the sulfate chloride solution are lower than 95 ° C., the zirconium salt solution and the sulfate chloride solution do not sufficiently react and the yield decreases.
- Step 2 the heated zirconium salt solution and the heated sulfuric acid chloride solution are brought into contact with each other so that the concentration of the mixed solution does not change from the start to the end of the contact, so that the mixed solution is basic. Obtain a zirconium sulfate-containing reaction solution.
- the SO 4-2- / ZrO 2 weight ratio in the mixed solution is maintained in the range of 0.3 to 0.8, and the temperature of the mixed solution is maintained at 95 ° C. or higher.
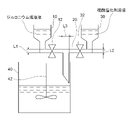
- FIG. 1 is a schematic diagram for explaining a method for producing a zirconia powder according to the present embodiment.
- the container 10 is connected to an upper end (left side in FIG. 1) of the T-shaped tube 20 via a valve 12.
- the container 30 is connected to the upper other end (right side in FIG. 1) of the T-shaped tube 20 via a valve 32.
- a zirconium solution heated to 95 ° C. or higher and 100 ° C. or lower is stored in the container 10.
- a sulfuric acid chloride solution heated to 95 ° C. or higher and 100 ° C. or lower is stored in the container 30.
- the zirconium solution and the sulfate chloride solution are brought into contact with each other by opening the valve 12 and the valve 32.
- the mixed solution (reaction solution containing basic zirconium sulfate) obtained by contacting the mixture immediately flows into the aging container 40 from below the T-shaped tube 20.
- the concentration of the reaction solution concentration of the reaction solution in the T-shaped tube 20
- the change in the concentration of SO 4-2 / ZrO 2 from the start to the end of contact is suppressed, so that a uniform reactant can be obtained.
- the SO 4-2- / ZrO 2 weight ratio in the mixed solution in step 2 is preferably in the range of 0.3 to 0.8, more preferably 0.4 to 0.7, still more preferably 0.45 to 0. It is .65.
- step 2 in order to maintain the temperature of the mixed solution at 95 ° C. or higher, it is preferable to install a heater in a pipe (for example, a T-shaped tube 20) for supplying each solution.
- a pipe for example, a T-shaped tube 20
- a T-shaped tube having an upper end (left side in FIG. 1) having a tube diameter L1 of 10 mm, an upper multi-end (right side in FIG. 1) having a tube diameter L2 of 10 mm, and a lower tube diameter L3 of 15 mm.
- the time (contact time) is preferably 30 seconds to 300 seconds, more preferably 60 seconds to 200 seconds, and further preferably 90 seconds to 150 seconds.
- step 3 the basic zirconium sulfate-containing reaction solution obtained in step 2 is aged at 95 ° C. or higher for 3 hours or longer.
- step 3 for example, the reaction solution containing basic zirconium sulfate that has flowed into the aging container 40 is aged at 95 ° C. or higher for 3 hours or longer while being stirred by the stirrer 42.
- the upper limit of the aging time is not particularly limited, but is, for example, 7 hours or less.
- the temperature (aging temperature) of the mixed solution (reaction solution containing basic zirconium sulfate) in step 3 is preferably 95 ° C. or higher, more preferably 97 ° C. or higher and 100 ° C. or lower.
- the mixed solution contains basic zirconium sulfate as a main component and is a basic zirconium sulfate slurry.
- step 4 a stabilizer is added to the reaction solution containing basic zirconium sulfate after aging obtained in step 3.
- step 5 an alkali is added to the basic zirconium sulfate-containing reaction solution obtained in step 4 to carry out a neutralization reaction.
- Neutralization produces zirconium-containing hydroxides.
- the alkali is not limited, and examples thereof include caustic soda, sodium carbonate, ammonia, hydrazine ammonium hydrogencarbonate and the like.
- the concentration of alkali is not particularly limited, but it is diluted with water and usually 5 to 30% is used.
- the slurry is filtered to obtain a zirconium-containing hydroxide. It is preferable to remove impurities from this zirconium-containing hydroxide by washing it with pure water or the like, if necessary. After washing with water, it can be dried or the like if necessary.
- step 6 the zirconium-containing hydroxide obtained in step 5 is heat-treated (baked) to oxidize the zirconium-containing hydroxide to obtain a zirconia powder.
- the heat treatment temperature (calcination temperature) and the heat treatment time (calcination time) of the zirconium-containing hydroxide are not particularly limited, but are usually carried out at about 600 to 1050 ° C. for 1 hour to 10 hours.
- the firing temperature is more preferably 650 ° C. or higher and 1000 ° C. or lower, and further preferably 700 ° C. or higher and 980 ° C. or lower.
- the firing temperature is more preferably 2 hours to 6 hours, still more preferably 2 hours to 4 hours.
- the specific surface area of the obtained zirconia powder can be set to a suitable range (20 m 2 / g or more and 60 m 2 / g or less). Further, by setting the heat treatment temperature to 600 ° C. or higher and 1050 ° C. or lower, the pore distribution of the obtained zirconia powder can be set in a suitable range.
- the heat treatment atmosphere is not particularly limited, but may be usually in the atmosphere or in an oxidizing atmosphere.
- the obtained zirconia powder may be pulverized into a slurry, if necessary.
- a binder may be added in order to improve the moldability.
- the binder and the zirconia powder may be uniformly mixed in a kneader.
- the binder an organic binder is preferable. Since the organic binder can be easily removed from the molded body in an oxidizing atmosphere heating furnace and a degreased body can be obtained, impurities are less likely to remain in the sintered body in the end.
- Examples of the organic binder include those that are soluble in alcohol, and those that are soluble in a mixed solution of two or more selected from the group consisting of alcohol, water, aliphatic ketones and aromatic hydrocarbons.
- Examples of the organic binder include at least one selected from the group consisting of polyethylene glycol, glycol fatty acid ester, glycerin fatty acid ester, polyvinyl butyral, polyvinyl methyl ether, polyvinyl ethyl ether and vinyl propionate.
- the organic binder may further contain one or more thermoplastic resins that are insoluble in alcohol or the mixture. After the addition of the organic binder, a known method is applied to perform treatments such as drying and pulverization to obtain the desired zirconia powder.
- the particle size D 50 of the zirconia powder can be controlled.
- pulverization can be performed according to the state of the zirconia powder obtained in step 5, and the particle size D 50 of the zirconia powder can be controlled within the range of 0.1 ⁇ m or more and 0.7 ⁇ m or less.
- the zirconia powder containing the sintering aid, the colorant, or the like can be obtained by adding and mixing after the step 6.
- a sintering aid, a colorant, or the like it is preferable to disperse the mixture in pure water or the like to form a slurry and perform wet mixing.
- a sintering aid, a colorant, or the like may be added when the step 7 is performed.
- the zirconia powder according to this embodiment has been described above.
- the method for producing a zirconia sintered body according to the present embodiment is as follows. Step X of molding the zirconia powder to obtain a molded body, and After the step X, there is a step Y of sintering the molded body under the conditions of 1100 ° C. or higher and 1350 ° C. or lower, and 1 hour or more and 5 hours or shorter.
- zirconia powder is prepared.
- zirconia powder those described in the section of [zirconia powder] can be used.
- the zirconia powder is molded to obtain a molded body (step X).
- a commercially available mold molding machine or a cold isotropic pressure pressurization method (CIP) can be adopted.
- the zirconia powder may be temporarily molded by a mold molding machine and then main-molded by press molding.
- Press molding may usually be in the range of 0.1 t to 3 t / cm 2 . It is preferably 0.5t to 2.5t / cm 2 , more preferably 0.8t to 2.2t / cm 2 , and even more preferably 1t to 2t / cm 2 .
- the molded body is sintered under the conditions of 1100 ° C. or higher and 1350 ° C. or lower, 1 hour or longer and 5 hours or lower (step Y).
- the sintering temperature can be set as low as 1100 to 1350 ° C.
- the sintering temperature is more preferably 1100 ° C. or higher and 1300 ° C. or lower, and 1100 ° C. or higher and 1250 ° C. or lower.
- the holding time at the time of sintering is also not particularly limited, but is preferably about 1 to 5 hours, more preferably 1 to 3 hours, for example.
- the sintering atmosphere can be in the atmosphere or in an oxidizing atmosphere. Sintering may be performed under normal pressure, and no particular pressurization is required.
- zirconia sintered body Asinafter, an example of the zirconia sintered body according to the present embodiment will be described. However, the zirconia sintered body of the present invention is not limited to the following examples.
- the zirconia sintered body according to the present embodiment is obtained by normal pressure sintering using the above-mentioned zirconia powder. Since the zirconia sintered body according to the present embodiment is obtained by normal pressure sintering using the zirconia powder, it is low temperature sintered and has a high sintering density. Specifically, it is obtained by the method for producing the zirconia sintered body.
- the relative sintering density of the zirconia sintered body is preferably 98.5% or more, more preferably 99.0% or more, further preferably 99.1% or more, and 99.2. % Or more is particularly preferable, 99.3% or more is particularly preferable, 99.4% or more is particularly preferable, and 99.5% or more is particularly preferable.
- the zirconia sintered body has higher strength.
- the relative sintering density refers to the relative sintering density represented by the following formula (1).
- Relative sintering density (%) (sintering density / theoretical sintering density) x 100 ... (1)
- the theoretical sintering density (assumed to be ⁇ 0 ) is a value calculated by the following equation (2-1).
- ⁇ 0 100 / [(Y / 3.987) + (100-Y) / ⁇ z] ... (2-1)
- ⁇ z is a value calculated by the following equation (2-2).
- ⁇ z [124.25 (100-X) + [Molecular weight of stabilizer] ⁇ X] / [150.5 (100 + X) A 2C ] ... (2-2)
- molecular weight of the stabilizer 225.81 is used when the stabilizer is Y2O3 , 382.52 when the stabilizer is Er2O3 , and 394.11 when the stabilizer is Yb2O3.
- X and Y are the stabilizer concentration (mol%) and the alumina concentration (% by weight), respectively.
- a and C are values calculated by the following equations (2-3) and (2-4), respectively.
- A 0.5080 + 0.06980X / (100 + X) ...
- the theoretical sintering density varies depending on the composition of the powder.
- the theoretical sintering density of zirconia containing itria is 6.117 g / cm 3 when the itria content is 2 mol%, 6.098 g / cm 3 when the itria content is 3 mol%, and 6.051 g when the itria content is 5.5 mol%.
- ⁇ z is a value calculated by the following formula (3).
- ⁇ z -0.0402 (molar concentration of Sc 2 O 3 ) + 6.1294 ... (3)
- ⁇ z is a value calculated by the following formula (3-1).
- ⁇ z -0.0400 (molar concentration of CaO) +6.1700 ...
- Z is the colorant concentration (% by weight)
- V is the colorant theoretical density (g / cm 3 ).
- the theoretical colorant densities are Fe 2 O 3 at 5.24 g / cm 3 , ZnO at 5.61 g / cm 3 , MnO 2 at 5.03 g / cm 3 , CoO at 6.10 g / cm 3 , and Cr 2 O 3 . 5.22 g / cm 3 , TiO 2 4.23 g / cm 3 , Tb 4 O 7 7.80 g / cm 3 , CuO 6.31 g / cm 3 , V 2 O 5 3.36 g / cm 3 And.
- the sintering density is measured by the Archimedes method.
- a sintered body having a high sintering density can be obtained even by sintering at a low temperature of 1100 ° C to 1350 ° C.
- Various known molding methods such as press molding, injection molding, casting molding, and sheet molding can be widely used.
- the zirconia powder of the present embodiment is easy to mass-produce, it has excellent cost competitiveness and can be suitably used for various purposes.
- the zirconia sintered body according to this embodiment can be used as an industrial part, an aesthetic part, and a dental material. More specifically, it can be used for jewelry, watch parts, watch faces, artificial teeth, molding processing members, wear resistant members, chemical resistant members and the like.
- the zirconia powder and the zirconia sintered body in Examples and Comparative Examples contain 1.3 to 2.5% by mass of hafnium oxide as an unavoidable impurity with respect to zirconium oxide (calculated by the following formula (X)). )are doing. ⁇ Equation (X)> ([Mass of hafnium oxide] / ([Mass of zirconium oxide] + [Mass of hafnium oxide])) ⁇ 100 (%)
- Example 1 Preparation of zirconia powder
- 213 g of a 25 mass% sodium sulfate aqueous solution and 450 g of a zirconium oxychloride aqueous solution (acid concentration: 1N) having 16 mass% in terms of ZrO 2 were separately heated to 95 ° C. (step 1).
- the heated aqueous solutions were brought into contact with each other over 2 minutes so that the SO 4-2- / ZrO 2 mass ratio of the mixed solution was 0.50 (step 2).
- the obtained basic zirconium sulfate-containing reaction solution was held at 95 ° C. for 4 hours and aged to obtain basic zirconium sulfate (step 3).
- a 10 % by mass yttrium chloride aqueous solution in terms of Y2O3 was added so that Y2O3 was 3 mol%, and the mixture was uniformly mixed (step 4 ).
- a 25% by mass sodium hydroxide aqueous solution was added to the obtained mixed solution and neutralized until the pH reached 13 or higher to generate a hydroxide precipitate (step 5).
- the obtained hydroxide precipitate was filtered, thoroughly washed with water, and the obtained hydroxide was dried at 105 ° C. for 24 hours. The dried hydroxide was heat-treated in the air at 960 ° C.
- step 6 an unground zirconia-based powder (yttria-stabilized zirconia-based powder) (step 6).
- Alumina powder having an average particle diameter of 0.1 ⁇ m of primary particles was added to the obtained unground yttria-stabilized zirconia powder in an amount of 0.25% by mass based on the yttria-stabilized zirconia powder, and a wet type using water as a dispersion medium was added. It was pulverized and mixed in a ball mill for 40 hours. Zirconia beads ⁇ 5 mm were used for pulverization. The zirconia slurry obtained after pulverization was dried at 110 ° C. to obtain the zirconia powder according to Example 1. Specifically, the above operation was performed by an apparatus as described with reference to FIG.
- Example 2 The zirconia powder according to Example 2 was obtained in the same manner as in Example 1 except that the firing temperature was set to 860 ° C.
- Example 3 The zirconia powder according to Example 3 was obtained in the same manner as in Example 2.
- the zirconia sintered body according to Example 3 is different from the zirconia sintered body according to Example 2 in the molding conditions at the time of producing the molded body and the sintering conditions at the time of producing the sintered body.
- Example 4 The zirconia powder according to Example 4 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0.1% by mass and the firing temperature was set to 860 ° C.
- Example 5 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 5.6 mol%.
- the zirconia powder according to Example 5 was obtained in the same manner as in Example 1 except that the firing temperature was set to 880 ° C.
- Example 6 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 7 mol% , and The zirconia powder according to Example 6 was obtained in the same manner as in Example 1 except that the firing temperature was set to 900 ° C.
- Example 7 The zirconia powder according to Example 7 was obtained in the same manner as in Example 1 except that the firing temperature was set to 830 ° C.
- Example 8 The zirconia powder according to Example 8 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0.24% by mass and the firing temperature was set to 760 ° C.
- Example 9 The zirconia powder according to Example 9 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0.24% by mass and the firing temperature was set to 700 ° C.
- Example 10 The zirconia powder according to Example 10 was obtained in the same manner as in Example 1 except that the alumina powder was not added.
- Example 11 The zirconia powder according to Example 11 was obtained in the same manner as in Example 1 except that the alumina powder was not added and the firing temperature was set to 860 ° C.
- Example 12 The zirconia powder according to Example 12 was obtained in the same manner as in Example 1 except that the alumina powder was not added and the firing temperature was set to 760 ° C.
- Example 13 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 1.6 mol%.
- the zirconia powder according to Example 13 was obtained in the same manner as in Example 1 except that the firing temperature was set to 860 ° C.
- Example 14 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol%, yttrium chloride aqueous solution was added so that Y2O3 becomes 2 mol% , and The zirconia powder according to Example 14 was obtained in the same manner as in Example 1 except that the firing temperature was set to 860 ° C.
- Example 15 In Example 15 in the same manner as in Example 1 except that calcium carbonate (CaCO 3 ) was added so as to be 4 mol% in terms of CaO instead of adding the aqueous solution of yttrium chloride, and the firing temperature was set to 1000 ° C. The zirconia powder was obtained.
- CaCO 3 calcium carbonate
- Example 16 In Example 16 in the same manner as in Example 1 except that calcium carbonate (CaCO 3 ) was added so as to be 17 mol% in terms of CaO instead of adding the aqueous solution of yttrium chloride, and the firing temperature was set to 1000 ° C. The zirconia powder was obtained.
- CaCO 3 calcium carbonate
- Example 17 Instead of adding the aqueous solution of yttrium chloride, 10% by mass of erbium chloride aqueous solution in terms of Er 2 O 3 was added so that Er 2 O 3 was 1.6 mol%, and the amount of alumina powder added was 0.26 mass.
- the zirconia powder according to Example 17 was obtained in the same manner as in Example 1 except that it was changed to% and the firing temperature was set to 860 ° C.
- Example 18 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution is added so that Y2O3 becomes 1 mol%, and Er. Except for the addition of 10 % by mass of erbium chloride aqueous solution in terms of 2O3 so that Er2O3 is 1 mol%, the addition of 0.25% by mass of ZnO, and the firing temperature of 860 ° C. Obtained the zirconia powder according to Example 18 in the same manner as in Example 1.
- Example 19 Instead of adding the yttrium chloride aqueous solution, 10% by mass of cerium chloride aqueous solution in terms of CeO 2 was added so that CeO 2 was 10 mol%, and the amount of alumina powder added was changed to 0.29% by mass.
- the zirconia powder according to Example 19 was obtained in the same manner as in Example 1 except that the firing temperature was set to 980 ° C.
- Example 20 Instead of adding the yttrium chloride aqueous solution, 12% by mass of the cerium chloride aqueous solution in terms of CeO 2 was added so that the CeO 2 was 12 mol%, and the addition amount of the alumina powder was changed to 0.28% by mass.
- the zirconia powder according to Example 20 was obtained in the same manner as in Example 1 except that the firing temperature was set to 980 ° C.
- Example 21 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol%, yttrium chloride aqueous solution was added so that Y2O3 becomes 2 mol% , alumina powder.
- the zirconia powder according to Example 21 was obtained in the same manner as in Example 1 except that 0.6% by mass of Fe 2 O 3 powder was added instead of the addition and the firing temperature was set to 860 ° C. ..
- Example 22 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol%, yttrium chloride aqueous solution was added so that Y2O3 becomes 2 mol% , alumina powder.
- Example 22 in the same manner as in Example 1 except that 0.6% by mass of Fe 2 O 3 powder was added in addition to 0.25% by mass and the firing temperature was set to 860 ° C. The zirconia powder was obtained.
- Example 23 Examples were the same as in Example 1 except that 0.18% by mass of Fe 2 O 3 powder was added in addition to 0.25% by mass of alumina powder and the firing temperature was set to 860 ° C. The zirconia powder according to 23 was obtained.
- Example 24 It was carried out except that the amount of alumina powder added was changed to 0.1% by mass, 0.04% by mass of MnO 2 powder was added in addition to the addition of alumina powder, and the firing temperature was set to 860 ° C.
- the zirconia powder according to Example 24 was obtained in the same manner as in Example 1.
- Example 25 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 2.6 mol%.
- the zirconia powder according to Example 25 was obtained in the same manner as in Example 1 except that 0.25% by mass of ZnO powder was added in addition to the addition of the alumina powder and the firing temperature was set to 860 ° C.
- Example 26 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 2.6 mol%.
- alumina powder Fe 2 O 3 powder is 0.7% by mass
- CoO powder is 1.2% by mass
- Cr 2 O 3 powder is 1.3% by mass
- TIO 2 powder is 0.7% by mass.
- the zirconia powder according to Example 26 was obtained in the same manner as in Example 1 except that% was added and the firing temperature was set to 860 ° C.
- Example 27 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 2.6 mol%.
- the amount of alumina powder added was changed to 0.7% by mass, and in addition to the addition of alumina powder, MnO 2 powder was 1.1% by mass, CoO powder was 1.2% by mass, and Cr 2O 3 powder was added.
- the zirconia powder according to Example 27 was obtained in the same manner as in Example 1 except that 1.3% by mass was added and the firing temperature was set to 860 ° C.
- Example 28 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 2.6 mol%. Same as Example 1 except that the amount of alumina powder added was changed to 0.6% by mass, the amount of CoO powder was 1.9% by mass in addition to the addition of alumina powder, and the firing temperature was 860 ° C. The zirconia powder according to Example 28 was obtained.
- Example 29 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 2.6 mol%.
- the zirconia powder according to Example 29 was obtained in the same manner as in Example 1 except that the amount of alumina powder added was changed to 0.25% by mass and 0.2% by mass of Tb 4 O 7 powder was added. ..
- Example 30 The zirconia powder according to Example 30 was obtained in the same manner as in Example 1 except that the SO 4-2- / ZrO 2 mass ratio of the mixed solution was set to 0.60.
- Example 31 Examples were the same as in Example 1 except that 213 g of a 25 mass% sodium sulfate aqueous solution and 450 g of a zirconium oxychloride aqueous solution (acid concentration: 1N) having 16 mass% in terms of ZrO 2 were separately heated to 99 ° C. The zirconia powder according to 31 was obtained.
- Example 32 The zirconia powder according to Example 32 was obtained in the same manner as in Example 1 except that the heated aqueous solutions were brought into contact with each other over 4 minutes.
- Example 33 Instead of adding the yttrium chloride aqueous solution, a scandium chloride aqueous solution of 10% by mass in terms of Sc 2 O 3 was added so that Sc 2 O 3 was 3 mol%, and the firing temperature was set to 860 ° C. , The zirconia powder according to Example 33 was obtained in the same manner as in Example 1.
- Example 34 The present invention relates to Example 34 in the same manner as in Example 1 except that 0.3% by mass of CuO powder was added in addition to 0.25% by mass of alumina powder and the firing temperature was set to 860 ° C. Zirconia powder was obtained.
- Example 35 Examples were the same as in Example 1 except that 0.03% by mass of V 2 O 5 powder was added in addition to 0.25% by mass of alumina powder and the firing temperature was set to 860 ° C. A zirconia powder according to 35 was obtained.
- Example 36 in the same manner as in Example 1 except that instead of adding the yttrium chloride aqueous solution, a 10% by mass ytterbium chloride aqueous solution in terms of Yb 2 O 3 was added so that Yb 2 O 3 was 3 mol%.
- the zirconia powder according to the above was obtained.
- Example 37 Instead of adding the aqueous solution of ittium chloride, calcium carbonate (CaCO 3 ) was added so as to be 6 mol% in terms of CaO, the amount of alumina powder added was changed to 0% by mass, and the firing temperature was set to 1000 ° C.
- the zirconia powder according to Example 37 was obtained in the same manner as in Example 1 except for the above.
- Example 38 Instead of adding the aqueous solution of ittium chloride, calcium carbonate (CaCO 3 ) was added so as to be 10.6 mol% in terms of CaO, the amount of alumina powder added was changed to 0% by mass, and the firing temperature was 950 ° C.
- the zirconia powder according to Example 38 was obtained in the same manner as in Example 1.
- Example 39 Instead of adding the aqueous solution of ittium chloride, calcium carbonate (CaCO 3 ) was added so as to be 8.8 mol% in terms of CaO, the amount of alumina powder added was changed to 0.1% by mass, and the firing temperature was 950.
- the zirconia powder according to Example 39 was obtained in the same manner as in Example 1 except that the temperature was set to ° C.
- Example 40 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 3.2 mol%. And, the zirconia powder according to Example 40 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0% by mass.
- Example 41 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 3.2 mol%. And, the zirconia powder according to Example 41 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0.1% by mass.
- Example 42 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 3.2 mol%.
- the zirconia powder according to Example 42 was obtained in the same manner as in Example 1 except that the amount of the alumina powder added was changed to 0.25% by mass.
- Example 43 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 3.2 mol%.
- the zirconia powder according to Example 43 was obtained in the same manner as in Example 1 except that the firing temperature was set to 860 ° C. and the addition amount of the alumina powder was changed to 0.1% by mass.
- Example 44 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 4.0 mol%. And, the zirconia powder according to Example 44 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0.1% by mass.
- Example 45 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 5.6 mol%. And, the zirconia powder according to Example 45 was obtained in the same manner as in Example 1 except that the addition amount of the alumina powder was changed to 0.1% by mass.
- Example 46 Instead of adding 10 % by mass of yttrium chloride aqueous solution in terms of Y2O3 so that Y2O3 becomes 3 mol% , yttrium chloride aqueous solution was added so that Y2O3 becomes 1.7 mol%.
- the zirconia powder according to Example 46 was prepared in the same manner as in Example 1 except that the firing temperature was set to 860 ° C. and the amount of MnO 2 powder added instead of the alumina powder was changed to 1.0% by mass. Obtained.
- Example 47 Except that the addition amount of the alumina powder was changed to 0.5% by mass, the addition amount of the Fe 2 O 3 powder was changed to 0.1% by mass, and the addition amount of the MnO 2 powder was changed to 0.3% by mass. Similarly, the zirconia powder according to Example 47 was obtained.
- Example 48 The same as in Example 1 except that the addition amount of the alumina powder was changed to 0.5% by mass, the addition amount of the MnO 2 powder was changed to 0.3% by mass, and the addition amount of the CoO powder was changed to 0.1% by mass.
- the zirconia powder according to Example 48 was obtained.
- Example 49 Instead of adding the aqueous solution of ittium chloride, 10% by mass of the aqueous solution of cerium chloride in terms of CeO 2 was added so that CeO 2 was 11 mol%, the firing temperature was 780 ° C., and the amount of alumina powder added was 0.
- the zirconia powder according to Example 49 was obtained in the same manner as in Example 1 except that the amount of MnO 2 powder added was 0.5% by mass.
- Example 50 Instead of adding the yttrium chloride aqueous solution, a terbium chloride aqueous solution of 10% by mass in terms of Tb 4 O 7 was added so that Tb 4 O 7 was 2.0 mol%, and the firing temperature was set to 780 ° C. , The zirconia powder according to Example 51 was obtained in the same manner as in Example 1.
- Example 1 the temperature was raised to 95 ° C., kept at the same temperature for 15 minutes, and then allowed to cool to room temperature to obtain a basic zirconium sulfate-containing slurry.
- Zirconia powder was obtained. That is, from step 3 onward, the zirconia powder according to Comparative Example 1 was obtained in the same manner as in Example 1.
- Comparative Example 3 is the same as in Example 1 except that the heated aqueous solutions were brought into contact with each other over 3 hours so that the SO 4-2- / ZrO 2 mass ratio of the mixed solution was 0.50. Zirconia powder was obtained.
- Comparative Example 4 In Comparative Example 4 in the same manner as in Example 1 except that the holding temperatures of the sodium sulfate solution and the zirconium salt solution were changed to 60 ° C. and the sodium sulfate solution and the zirconium salt solution were mixed at 60 ° C. The zirconia powder was obtained.
- the peak top diameter, pore volume, and pore distribution width in the range of 10 nm or more and 200 nm or less were determined.
- the results are shown in Tables 3 and 4.
- the pore distribution width refers to the width of the peak at which the log differential pore volume is 0.1 ml / g or more.
- FIG. 2 shows the pore distribution of the zirconia powder of Example 1
- FIG. 3 shows the pore distribution of the zirconia powder of Comparative Example 2
- FIG. 4 shows the pore distribution of the zirconia powder of Comparative Example 4. show.
- composition measurement The composition (oxide equivalent) of the zirconia powders of Examples and Comparative Examples was analyzed using ICP-AES ("ULTIMA-2" manufactured by HORIBA). The results are shown in Tables 1 and 2.
- the molded body was sintered at 1200 ° C. under the condition of 2 hours (Examples 1 to 9, 13 to 32, 50, Comparative Examples 1, 3 and 4) to obtain a zirconia sintered body. Further, the molded body was sintered at 1250 ° C. under the condition of 2 hours (Examples 40 to 45) to obtain a zirconia sintered body. Further, the molded body was sintered at 1300 ° C. under the condition of 2 hours (Examples 10 to 12, 39) to obtain a zirconia sintered body. Further, the molded body was sintered at 1325 ° C.
- Example 37 under the condition of 2 hours (Examples 37 and 38) to obtain a zirconia sintered body.
- the sintering density was not measured because the sintering was not performed at 1300 ° C. or lower.
- the relative sintering density of the obtained zirconia sintered body was determined by the following. The results are shown in Tables 3 and 4. In addition, "-" in Tables 3 and 4 indicates that the measurement was not performed.
- Relative sintering density (sintering density / theoretical sintering density) x 100 ...
- the theoretical sintering density (assumed to be ⁇ 0 ) is a value calculated by the following equation (2-1).
- ⁇ 0 100 / [(Y / 3.987) + (100-Y) / ⁇ z] ... (2-1)
- ⁇ z is a value calculated by the following equation (2-2).
- ⁇ z [124.25 (100-X) + [Molecular weight of stabilizer] ⁇ X] / [150.5 (100 + X) A 2C ] ...
- ⁇ z is a value calculated by the following formula (3).
- ⁇ z -0.0402 (molar concentration of Sc 2 O 3 ) + 6.1294 ...
- ⁇ z is a value calculated by the following formula (3-1).
- ⁇ z -0.0400 (molar concentration of CaO) +6.1700 ... (3-1)
- Z is the colorant concentration (% by weight)
- V is the colorant theoretical density (g / cm 3 ).
- the theoretical colorant densities are Fe 2 O 3 at 5.24 g / cm 3 , ZnO at 5.61 g / cm 3 , MnO 2 at 5.03 g / cm 3 , CoO at 6.10 g / cm 3 , and Cr 2 O 3 .
- Relative molding density (molding density / theoretical sintering density) x 100 ... (4)
- the theoretical sintering density (assumed to be ⁇ 0 ) is a value calculated by the above equation (2-1).
- Total light transmittance The total light transmittance of the zirconia sintered body of Examples 37 to 45 obtained above was measured using a spectroscopic haze meter (device name: SH-7000, manufactured by Nippon Denshoku Kogyo Co., Ltd.) and a D65 light source. , JISK7361 compliant method. The measurement sample was polished on both sides to adjust the thickness to 1 mm. The results are shown in Table 4.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
安定化剤を含み、比表面積が20m2/g以上60m2/g以下であり、粒子径D50が0.1μm以上0.7μm以下であり、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下であるジルコニア粉末。
Description
本発明は、ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法に関する。
ジルコニアは、機械的強度、透光性、屈折率などを利用し、様々な用途で使用されている。近年では、ジルコニアのさらなる高機能化のため、水熱劣化耐性が求められており、低温焼結性向上の検討がなされている。
特許文献1には、安定化剤としてイットリア、カルシア、マグネシア及びセリアの1種以上を含むジルコニア微粉末であって、該ジルコニア微粉末の平均粒径が0.5μm未満であり、かつ、粒径分布の累積カーブにおいて1μmでの粒子の占める割合が100%であるジルコニア微粉末が開示されている(請求項1参照)。特許文献1には、当該ジルコニア微粉末は、成形性及び低温焼結性がよく、さらに焼結体にしたときの品質の信頼性にも優れている、との記載がある(段落[0036]参照)。また、特許文献1には、当該ジルコニア微粉末の製造方法として、ジルコニウム塩水溶液の加水分解で得られる水和ジルコニアゾルを、乾燥、仮焼、粉砕してジルコニア粉末を得る方法において、該加水分解の反応率が98%以上の条件下で得られる水和ジルコニアゾルに、安定化剤の原料としてイットリウム、カルシウム、マグネシウム及びセリウムの化合物の1種以上を添加して乾燥し、900~1200℃の範囲で仮焼してジルコニア粉末を得、次いで該ジルコニア粉末の平均粒径が0.5μm以下になるまで、直径3mm以下のジルコニアボールを用いて湿式粉砕するジルコニア微粉末の製造方法が開示されている(請求項9参照)。
特許文献2には、アルミナを0.05~3重量%含むイットリア濃度2~4モル%のジルコニア焼結体であり、該ジルコニア焼結体の相対密度が99.7%以上、結晶粒子の平均粒径が0.1~0.3μm、曲げ強度が1600MPa以上、かつ、140℃の熱水中に75時間浸漬させた後の単斜晶相率が5%以下であるジルコニア焼結体が開示されている(請求項1参照)。特許文献2には、当該ジルコニア焼結体は、強度及び靭性に優れており、これに加えて耐水熱劣化性に優れている、との記載がある(段落[0042]参照)。また、特許文献2には、当該ジルコニア焼結体の製造方法として、2次粒子の平均粒径が0.1~0.4μmであり、[該2次粒子の平均粒径]/[電子顕微鏡で測定される1次粒子の平均粒径]の比が1~8、かつ、アルミニウム化合物をアルミナ換算として0.05~3重量%含有するイットリア濃度2~4モル%のジルコニア粉末を成形して1100~1200℃で予備焼結させ、得られた予備焼結体を圧力50~500MPa、温度1150~1250℃で熱間静水圧プレス処理するジルコニア焼結体の製造方法が開示されている(請求項3参照)。
特許文献3には、2~6mol%のイットリアを含み、細孔径200nm以下の細孔容量が0.14~0.28mL/gであり、成型圧1t/cm2で成型した場合の下記式(1)で表される相対成型密度が44~55%であるジルコニア粉末が開示されている(請求項1参照)。
相対成型密度(%)=(成型密度/理論焼結密度)×100・・・(1)
特許文献3には、当該ジルコニア粉末は、成型されると高い成型密度を有し、かつ、理論焼結密度に対して99.5%以上の焼結密度を有する焼結体を得ることができる、との記載がある(段落[0015]参照)。
相対成型密度(%)=(成型密度/理論焼結密度)×100・・・(1)
特許文献3には、当該ジルコニア粉末は、成型されると高い成型密度を有し、かつ、理論焼結密度に対して99.5%以上の焼結密度を有する焼結体を得ることができる、との記載がある(段落[0015]参照)。
特許文献1及び特許文献2では、ジルコニア粉末の二次粒子に着目して粒径等を調整し、低温焼結性を得ようとするものである。
一方、本発明者は、ジルコニア粉末の低温焼結性向上について鋭意検討を行った結果、焼結性は二次粒子のみで決定されることはなく、二次粒子を構成する一次粒子の凝集性も考慮に入れなければならないのではないかと考えるに至った。すわなち、同様の二次粒子径であっても、二次粒子を構成する一次粒子の凝集の不均一さや、粗に詰まっているか密に詰まっているかの凝集度によって焼結性が異なることを見出した。以下、この点について詳述する。
ジルコニア粉末の成形体を焼結させる焼結工程は、成型体中の気孔を除去する工程と捉えることもできる。成型体中の気孔を少なくするため、従来技術(例えば、特許文献1、特許文献2)では、成型体中の二次粒子間隙(成型体を構成するジルコニア粉末の二次粒子間隙)を小さく、つまり、二次粒子径を小さく、かつ、二次粒子径の分布がなるべく小さくなるようにしている。なお、成型体中の二次粒子間隙は、成型体の成型条件(成型圧、バインダー及び工法等)によっても、小さくすることもできる。
このように、従来、低温焼結性のために、ジルコニア粉末の二次粒子径の制御については検討されてきたものの、二次粒子を構成する一次粒子の凝集を制御し、ジルコニア粉末の焼結性向上を検討した例はない。
一方、特許文献3では、ジルコニア粉末の一次粒子間隙に関して、細孔径200nm以下の細孔容量を特定の範囲内に制御することにより、高焼結密度が得られる旨の開示がある(段落[0013]参照)。しかしながら、特許文献3では、低温焼結性について検討していない。つまり、特許文献3では、ジルコニア粉末の一次粒子間隙を制御することにより、1450℃における焼結密度が99.5%以上となる技術を開示している(段落[0044]、段落[0146]、段落[0149]の表1)のみであり、低温(例えば、1200℃~1350℃程度)での焼結性については検討していない。
また、特許文献3では、ジルコニア粉末の一次粒子間隙に関して、細孔径200nm以下の細孔容量についてしか検討しておらず、各間隙の大きさや分布については検討していない。
なお、特許文献3のジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下の範囲内に存在しない。また、特許文献3のジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔分布幅が40nm以上105nm以下の範囲内に存在しない。なお、このことを明らかとするために、本明細書における実施例の欄において、特許文献3の実施例1のジルコニア粉末を、本明細書に比較例2として示している。
また、特許文献3では、ジルコニア粉末の一次粒子間隙に関して、細孔径200nm以下の細孔容量についてしか検討しておらず、各間隙の大きさや分布については検討していない。
なお、特許文献3のジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下の範囲内に存在しない。また、特許文献3のジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔分布幅が40nm以上105nm以下の範囲内に存在しない。なお、このことを明らかとするために、本明細書における実施例の欄において、特許文献3の実施例1のジルコニア粉末を、本明細書に比較例2として示している。
本発明は、上述した課題に鑑みてなされたものであり、その目的は、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能なジルコニア粉末を提供することにある。また、当該ジルコニア粉末を用いて得られるジルコニア焼結体を提供することにある。また、当該ジルコニア焼結体の製造方法を提供することにある。
本発明者らは、ジルコニア粉末について鋭意研究を行った。その結果、下記の構成を採用することにより、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能であることを見出し、本発明を完成するに至った。
すなわち、本発明に係るジルコニア粉末は、
安定化剤を含み、
比表面積が20m2/g以上60m2/g以下であり、
粒子径D50が0.1μm以上0.7μm以下であり、
水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下であることを特徴とする。
安定化剤を含み、
比表面積が20m2/g以上60m2/g以下であり、
粒子径D50が0.1μm以上0.7μm以下であり、
水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下であることを特徴とする。
「水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲」は、ジルコニア粉末の一次粒子間隙としての細孔が存在し得る範囲である。
前記構成によれば、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔分布幅が40nm以上105nm以下であるため、各細孔(各一次粒子間隙)の大きさが小さく、且つ、揃っている(分布がシャープである)。
従って、二次粒子を構成する各一次粒子が、均一に、且つ、密に凝集しており、大きな気孔が存在しない。
ここで、ジルコニアの粒子(一次粒子、二次粒子を含む)は、細孔容積が大きいと焼結しにくくなるという特徴を持つ。つまり、低温で焼結するには、二次粒子内の一次粒子間隙由来の細孔の大きさを小さく、且つ、分布をシャープにするだけではなく、一次粒子間隙由来の細孔容積も同時に小さくしなければならない。
そこで、本発明では、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲の細孔容積を0.2ml/g以上0.5ml/g未満とした。以上により、一次粒子間隙由来の細孔容積が少なく、且つ、大きな気孔が存在しない構成となり、高焼結密度の焼結体を得ることが可能となる。
このように、本発明に係るジルコニア粉末によれば、一次粒子間隙の細孔径、細孔分布、及び、細孔容積を制御することにより、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能となる。
前記構成によれば、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔分布幅が40nm以上105nm以下であるため、各細孔(各一次粒子間隙)の大きさが小さく、且つ、揃っている(分布がシャープである)。
従って、二次粒子を構成する各一次粒子が、均一に、且つ、密に凝集しており、大きな気孔が存在しない。
ここで、ジルコニアの粒子(一次粒子、二次粒子を含む)は、細孔容積が大きいと焼結しにくくなるという特徴を持つ。つまり、低温で焼結するには、二次粒子内の一次粒子間隙由来の細孔の大きさを小さく、且つ、分布をシャープにするだけではなく、一次粒子間隙由来の細孔容積も同時に小さくしなければならない。
そこで、本発明では、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲の細孔容積を0.2ml/g以上0.5ml/g未満とした。以上により、一次粒子間隙由来の細孔容積が少なく、且つ、大きな気孔が存在しない構成となり、高焼結密度の焼結体を得ることが可能となる。
このように、本発明に係るジルコニア粉末によれば、一次粒子間隙の細孔径、細孔分布、及び、細孔容積を制御することにより、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能となる。
また、前記構成によれば、粒子径D50が0.7μm以下であり、二次粒子の粒径が比較的小さいため、二次粒子間隙を小さくすることができる。その結果、低温焼結性に優れる。また、二次粒子間隙が小さいため、高焼結密度の焼結体を得ることができる。
また、前記構成によれば、比表面積が20m2/g以上60m2/g以下であるため、低温焼結性に優れる。この点につき、以下に説明する。
従来よりも低温である1100℃~1350℃程度でジルコニア粉末を焼結させるためには、比表面積に関しては、大きくすることが有効である。しかしながら、従来は、ジルコニア粉末製造時の粒成長速度の制御が難しく、気孔がジルコニア粉末内になるべく残存しないようにするには、比表面積を20m2/g未満とすることが好ましいとされてきた。
一方、本発明によれば、一次粒子間隙を制御するため、比表面積を20m2/g以上としても気孔がジルコニア粉末内に多く残存することがない。従って、比表面積が20m2/g以上とすることにより、低温焼結性を向上させることができる。
従来よりも低温である1100℃~1350℃程度でジルコニア粉末を焼結させるためには、比表面積に関しては、大きくすることが有効である。しかしながら、従来は、ジルコニア粉末製造時の粒成長速度の制御が難しく、気孔がジルコニア粉末内になるべく残存しないようにするには、比表面積を20m2/g未満とすることが好ましいとされてきた。
一方、本発明によれば、一次粒子間隙を制御するため、比表面積を20m2/g以上としても気孔がジルコニア粉末内に多く残存することがない。従って、比表面積が20m2/g以上とすることにより、低温焼結性を向上させることができる。
また、前記構成によれば、安定化剤を含むため、ジルコニア粉末を好適に低温焼結させることができる。なお、仮に、安定化剤を含まない場合、一次粒子間隙を均一、且つ、密に凝集させたとしても、焼結は起こりにくくなり、低温焼結させることはできない。
前記構成において、前記安定化剤が、アルカリ土類金属及び希土類元素から選ばれる1種以上の酸化物であることが好ましい。
前記構成において、前記安定化剤が、Y2O3、CeO2、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることも好ましい。
前記構成において、前記安定化剤が、Y2O3、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることも好ましい。
前記構成において、前記安定化剤が、Y2O3、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることも好ましい。
前記構成において、前記安定化剤がY2O3であり、
ジルコニア粉末全体に対する前記Y2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記Y2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
Y2O3の含有量が1.4mol%以上7.5mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記安定化剤がCeO2であり、
ジルコニア粉末全体に対する前記CeO2の含有量が、10mol%以上20mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記CeO2の含有量が、10mol%以上20mol%以下であることが好ましい。
CeO2の含有量が10mol%以上20mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記安定化剤がCeO2であり、
ジルコニア粉末全体に対する前記CeO2の含有量が、10mol%以上14mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記CeO2の含有量が、10mol%以上14mol%以下であることが好ましい。
CeO2の含有量が10mol%以上14mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記安定化剤がSc2O3であり、
ジルコニア粉末全体に対する前記Sc2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記Sc2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
Sc2O3の含有量が1.4mol%以上7.5mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記安定化剤がEr2O3であり、
ジルコニア粉末全体に対する前記Er2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記Er2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
Er2O3の含有量が1.4mol%以上7.5mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記安定化剤がCaOであり、
ジルコニア粉末全体に対する前記CaOの含有量が、3.5mol%以上17mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記CaOの含有量が、3.5mol%以上17mol%以下であることが好ましい。
CaOの含有量が3.5mol%以上17mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記安定化剤がYb2O3であり、
ジルコニア粉末全体に対する前記Yb2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
ジルコニア粉末全体に対する前記Yb2O3の含有量が、1.4mol%以上7.5mol%以下であることが好ましい。
Yb2O3の含有量が1.4mol%以上7.5mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記構成において、前記比表面積が22m2/g以上57m2/g以下であることが好ましい。
前記構成において、前記粒子径D50が0.1μm以上0.3μm未満であることが好ましい。
前記構成において、アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上を、0.005質量%以上2質量%以下含んでも構わない。
アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上を上記数値範囲内で含むと、焼結助剤として機能するため、より低温焼結性に優れる。
なお、アルミナは、一次粒子及び二次粒子の粒界に存在することにより、ジルコニアの粒成長を阻害させることによって気孔を除去することにより、焼結助剤として機能する。
また、タンマン温度が1200℃以下(絶対温度:1473.15K以下)の金属酸化物は、低温焼結時の温度(1200℃~1350℃)においてある程度の流動性を有するため、一次粒子及び二次粒子の接合を促進して焼結速度を早めることにより、焼結助剤として機能する。
ここで、絶対温度で表したタンマン温度をTd、絶対温度で表した固体の融点をTmとすると、金属では、Td=0.33Tm、酸化物などでは、Td=0.757Tm、共有結合化合物では、Td=0.90Tmの関係がある(これらをタンマンの法則という)。
従って、本明細書において、「タンマン温度」とは、このタンマンの法則に従った値をいう。
なお、アルミナは、一次粒子及び二次粒子の粒界に存在することにより、ジルコニアの粒成長を阻害させることによって気孔を除去することにより、焼結助剤として機能する。
また、タンマン温度が1200℃以下(絶対温度:1473.15K以下)の金属酸化物は、低温焼結時の温度(1200℃~1350℃)においてある程度の流動性を有するため、一次粒子及び二次粒子の接合を促進して焼結速度を早めることにより、焼結助剤として機能する。
ここで、絶対温度で表したタンマン温度をTd、絶対温度で表した固体の融点をTmとすると、金属では、Td=0.33Tm、酸化物などでは、Td=0.757Tm、共有結合化合物では、Td=0.90Tmの関係がある(これらをタンマンの法則という)。
従って、本明細書において、「タンマン温度」とは、このタンマンの法則に従った値をいう。
前記構成においては、アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であることも好ましい。
アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であるとは、焼結助剤を含まないことを意味する。
前記ジルコニア粉末は、一次粒子間隙の細孔径、細孔分布、及び、細孔容積が前記数値範囲内であるため、焼結助剤を添加しない場合であっても、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能となる。
前記ジルコニア粉末は、一次粒子間隙の細孔径、細孔分布、及び、細孔容積が前記数値範囲内であるため、焼結助剤を添加しない場合であっても、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能となる。
前記構成において、Fe、V、Er、Mn、Co、Cr、Tb、Zn、Cu及び、Tiからなる群より選ばれる1種以上を含んでも構わない。
Fe、V、Mn、Co、Cr、Tb、Zn、Cu及び、Tiからなる群より選ばれる1種以上を含むと、好適に着色することができる。
また、本発明に係るジルコニア焼結体は、前記ジルコニア粉末を用いて、常圧焼結して得られることを特徴とする。
前記ジルコニア焼結体は、前記ジルコニア粉末を用いて、常圧焼結して得られるため、低温焼結されており、且つ、高焼結密度を有する。
また、本発明に係るジルコニア焼結体の製造方法は、前記ジルコニア粉末を成型し、成型体を得る工程Xと、
前記工程Xの後、前記成型体を1100℃以上1350℃以下、1時間以上5時間以下の条件で焼結する工程Yとを有することを特徴とする。
前記工程Xの後、前記成型体を1100℃以上1350℃以下、1時間以上5時間以下の条件で焼結する工程Yとを有することを特徴とする。
前記構成によれば、前記ジルコニア粉末を用いるため、1100℃以上1350℃以下という低温での焼結条件にて、高焼結密度の焼結体を得ることが可能となる。
本発明によれば、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能なジルコニア粉末を提供することができる。また、当該ジルコニア粉末を用いて得られるジルコニア焼結体を提供することができる。また、当該ジルコニア焼結体の製造方法を提供することができる。
以下、本発明の実施形態について説明する。ただし、本発明はこれらの実施形態のみに限定されるものではない。なお、本明細書において、ジルコニア(酸化ジルコニウム)とは一般的なものであり、ハフニアを含めた10質量%以下の不純物金属化合物を含むものである。また、本明細書において、「含有」及び「含む」なる表現については、「含有」、「含む」、「実質的にからなる」及び「のみからなる」という概念を含む。
[ジルコニア粉末]
本実施形態に係るジルコニア粉末は、
安定化剤を含み、
比表面積が20m2/g以上60m2/g以下であり、
粒子径D50が0.1μm以上0.7μm以下であり、
水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下である。
本実施形態に係るジルコニア粉末は、
安定化剤を含み、
比表面積が20m2/g以上60m2/g以下であり、
粒子径D50が0.1μm以上0.7μm以下であり、
水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下である。
前記ジルコニア粉末は、ジルコニアを主成分とする一次粒子を含む。前記一次粒子の全部又は一部は、凝集して二次粒子を形成している。すなわち、前記ジルコニア粉末は、凝集していない一次粒子、及び、一次粒子が凝集した二次粒子を含む。
ただし、前記ジルコニア粉末において、二次粒子とはならず、凝集しない一次粒子の状態で存在する一次粒子の量はごく微量であり、例えば、一次粒子全体(凝集していない一次粒子と、凝集して二次粒子となった一次粒子との合計)のうちの1質量%未満である。つまり、前記ジルコニア粉末は、凝集していない一次粒子をごく微量含み得るが、大部分が二次粒子で構成されている。
なお、「ジルコニアを主成分とする」とは、一次粒子を100質量%としたときに、当該一次粒子にジルコニアを70質量%以上含むことをいう。すなわち、本明細書において、ジルコニアを主成分とする一次粒子とは、ジルコニアを70質量%以上含む一次粒子をいう。一次粒子に含まれるジルコニアの含有量は、74質量%以上が好ましく、80質量%以上がより好ましく、85質量%以上がさらに好ましい。
ただし、前記ジルコニア粉末において、二次粒子とはならず、凝集しない一次粒子の状態で存在する一次粒子の量はごく微量であり、例えば、一次粒子全体(凝集していない一次粒子と、凝集して二次粒子となった一次粒子との合計)のうちの1質量%未満である。つまり、前記ジルコニア粉末は、凝集していない一次粒子をごく微量含み得るが、大部分が二次粒子で構成されている。
なお、「ジルコニアを主成分とする」とは、一次粒子を100質量%としたときに、当該一次粒子にジルコニアを70質量%以上含むことをいう。すなわち、本明細書において、ジルコニアを主成分とする一次粒子とは、ジルコニアを70質量%以上含む一次粒子をいう。一次粒子に含まれるジルコニアの含有量は、74質量%以上が好ましく、80質量%以上がより好ましく、85質量%以上がさらに好ましい。
<細孔分布>
1.一次粒子間隙のピークトップ径
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下である。前記ピークトップ径は、好ましくは25nm以上、より好ましくは30nm、さらに好ましくは32nm、特に好ましくは35nm以上である。前記ピークトップ径は、好ましくは65nm以下、より好ましくは60nm以下、さらに好ましくは57nm以下、特に好ましくは54nm以下である。
なお、細孔分布の10nm以上200nm以下の範囲に複数のピークが存在する場合、本明細書でいう「細孔容積分布のピークトップ径が20nm以上85nm以下である」とは、細孔分布の10nm以上200nm以下の範囲におけるすべてのピークトップ径が20nm以上85nm以下の範囲内にあることをいう。
1.一次粒子間隙のピークトップ径
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下である。前記ピークトップ径は、好ましくは25nm以上、より好ましくは30nm、さらに好ましくは32nm、特に好ましくは35nm以上である。前記ピークトップ径は、好ましくは65nm以下、より好ましくは60nm以下、さらに好ましくは57nm以下、特に好ましくは54nm以下である。
なお、細孔分布の10nm以上200nm以下の範囲に複数のピークが存在する場合、本明細書でいう「細孔容積分布のピークトップ径が20nm以上85nm以下である」とは、細孔分布の10nm以上200nm以下の範囲におけるすべてのピークトップ径が20nm以上85nm以下の範囲内にあることをいう。
2.一次粒子間隙の細孔分布幅
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔分布幅が40nm以上105nm以下である。前記細孔分布幅は、好ましくは43nm以上、より好ましくは46nm以上、さらに好ましくは50nm以上、特に好ましくは55nm以上である。前記細孔分布幅は、好ましくは100nm以下、より好ましくは95nm以下、さらに好ましくは90nm以下、特に好ましくは85nm以下、特別に好ましくは80nm以下である。
ここで、細孔分布幅は、log微分細孔容積(例えば、図2参照)が0.1ml/g以上となるピークの幅をいう。
なお、細孔分布の10nm以上200nm以下の範囲に複数のピークが存在する場合、本明細書でいう「細孔分布幅が40nm以上105nm以下である」とは、横軸を細孔径、縦軸をlog微分細孔容積とした細孔分布を示すグラフ(例えば、図2参照)において、細孔径が小さい方から見て初めてlog微分細孔容積0.1mL/gと交差した点(上昇しながら交差した点)を最小径とし、log微分細孔容積0.1mL/gと再び交差した点(下降しながら交差した点)を最大径とし、その最大径と最小径の差が40nm以上105nm以下であることをいう。
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔分布幅が40nm以上105nm以下である。前記細孔分布幅は、好ましくは43nm以上、より好ましくは46nm以上、さらに好ましくは50nm以上、特に好ましくは55nm以上である。前記細孔分布幅は、好ましくは100nm以下、より好ましくは95nm以下、さらに好ましくは90nm以下、特に好ましくは85nm以下、特別に好ましくは80nm以下である。
ここで、細孔分布幅は、log微分細孔容積(例えば、図2参照)が0.1ml/g以上となるピークの幅をいう。
なお、細孔分布の10nm以上200nm以下の範囲に複数のピークが存在する場合、本明細書でいう「細孔分布幅が40nm以上105nm以下である」とは、横軸を細孔径、縦軸をlog微分細孔容積とした細孔分布を示すグラフ(例えば、図2参照)において、細孔径が小さい方から見て初めてlog微分細孔容積0.1mL/gと交差した点(上昇しながら交差した点)を最小径とし、log微分細孔容積0.1mL/gと再び交差した点(下降しながら交差した点)を最大径とし、その最大径と最小径の差が40nm以上105nm以下であることをいう。
3.一次粒子間隙の細孔容積
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積が0.2ml/g以上0.5ml/g未満である。前記全細孔容量は、好ましくは0.22cm3/g以上、より好ましくは0.25cm3/g以上、さらに好ましくは0.3cm3/g以上、特に好ましくは0.35cm3/g以上、特別に好ましくは0.4cm3/g以上である。前記全細孔容量は、好ましくは0.48cm3/g以下、より好ましくは0.46cm3/g以下、特に好ましくは0.44cm3/g以下である。
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積が0.2ml/g以上0.5ml/g未満である。前記全細孔容量は、好ましくは0.22cm3/g以上、より好ましくは0.25cm3/g以上、さらに好ましくは0.3cm3/g以上、特に好ましくは0.35cm3/g以上、特別に好ましくは0.4cm3/g以上である。前記全細孔容量は、好ましくは0.48cm3/g以下、より好ましくは0.46cm3/g以下、特に好ましくは0.44cm3/g以下である。
「水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲」は、ジルコニア粉末の一次粒子間隙としての細孔が存在し得る範囲である。
本実施形態に係るジルコニア粉末によれば、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔分布幅が40nm以上105nm以下であるため、各細孔(各一次粒子間隙)の大きさが小さく、且つ、揃っている(分布がシャープである)。
従って、二次粒子を構成する各一次粒子が、均一に、且つ、密に凝集しており、大きな気孔が存在しない。
ここで、ジルコニアの粒子(一次粒子、二次粒子を含む)は、細孔容積が大きいと焼結しにくくなるという特徴を持つ。つまり、低温で焼結するには、二次粒子内の一次粒子間隙由来の細孔の大きさを小さく、且つ、分布をシャープにするだけではなく、一次粒子間隙由来の細孔容積も同時に小さくしなければならない。
そこで、本実施形態に係るジルコニア粉末では、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲の細孔容積を0.2ml/g以上0.5ml/g未満とした。以上により、一次粒子間隙由来の細孔容積が少なく、且つ、大きな気孔が存在しない構成となり、高焼結密度の焼結体を得ることが可能となる。
このように、本実施形態に係るジルコニア粉末によれば、一次粒子間隙の細孔径、細孔分布、及び、細孔容積を制御することにより、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能となる。
前記ピークトップ径、前記細孔分布幅、前記細孔容積は、実施例に記載の方法により得られた値をいう。
本実施形態に係るジルコニア粉末によれば、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔分布幅が40nm以上105nm以下であるため、各細孔(各一次粒子間隙)の大きさが小さく、且つ、揃っている(分布がシャープである)。
従って、二次粒子を構成する各一次粒子が、均一に、且つ、密に凝集しており、大きな気孔が存在しない。
ここで、ジルコニアの粒子(一次粒子、二次粒子を含む)は、細孔容積が大きいと焼結しにくくなるという特徴を持つ。つまり、低温で焼結するには、二次粒子内の一次粒子間隙由来の細孔の大きさを小さく、且つ、分布をシャープにするだけではなく、一次粒子間隙由来の細孔容積も同時に小さくしなければならない。
そこで、本実施形態に係るジルコニア粉末では、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲の細孔容積を0.2ml/g以上0.5ml/g未満とした。以上により、一次粒子間隙由来の細孔容積が少なく、且つ、大きな気孔が存在しない構成となり、高焼結密度の焼結体を得ることが可能となる。
このように、本実施形態に係るジルコニア粉末によれば、一次粒子間隙の細孔径、細孔分布、及び、細孔容積を制御することにより、低温焼結が可能であり、且つ、高焼結密度の焼結体を得ることが可能となる。
前記ピークトップ径、前記細孔分布幅、前記細孔容積は、実施例に記載の方法により得られた値をいう。
<粒子径D50>
前記ジルコニア粉末の粒子径D50は、0.1μm以上0.7μm以下である。前記粒子径D50は、好ましくは0.12μm以上、より好ましくは0.14μm以上、さらに好ましくは0.16μm以上、特に好ましくは0.2μm以上である。前記粒子径D50は、好ましくは0.62μm以下、より好ましくは0.55μm以下、さらに好ましくは0.48μm以下、特に好ましくは0.4μm以下、特別に好ましくは0.3μm以下、格別に好ましくは0.3μm未満である。前記粒子径D50は、実施例に記載の方法により得られた値をいう。
なお、前記粒子径D50は、測定する際に、二次粒子のみならず、凝集していない一次粒子も含まれ得るが、前記ジルコニア粉末に含まれ得る凝集していない一次粒子の量はごく微量である。従って、前記粒子径D50は、二次粒子の粒子径D50、すなわち、二次粒子の平均粒子径を表しているとみなしてよい。
前記ジルコニア粉末の粒子径D50が0.7μm以下であり、二次粒子の粒径が比較的小さいため、二次粒子間隙を小さくすることができる。その結果、低温焼結性に優れる。また、二次粒子間隙が小さいため、高焼結密度の焼結体を得ることができる。
前記ジルコニア粉末の粒子径D50は、0.1μm以上0.7μm以下である。前記粒子径D50は、好ましくは0.12μm以上、より好ましくは0.14μm以上、さらに好ましくは0.16μm以上、特に好ましくは0.2μm以上である。前記粒子径D50は、好ましくは0.62μm以下、より好ましくは0.55μm以下、さらに好ましくは0.48μm以下、特に好ましくは0.4μm以下、特別に好ましくは0.3μm以下、格別に好ましくは0.3μm未満である。前記粒子径D50は、実施例に記載の方法により得られた値をいう。
なお、前記粒子径D50は、測定する際に、二次粒子のみならず、凝集していない一次粒子も含まれ得るが、前記ジルコニア粉末に含まれ得る凝集していない一次粒子の量はごく微量である。従って、前記粒子径D50は、二次粒子の粒子径D50、すなわち、二次粒子の平均粒子径を表しているとみなしてよい。
前記ジルコニア粉末の粒子径D50が0.7μm以下であり、二次粒子の粒径が比較的小さいため、二次粒子間隙を小さくすることができる。その結果、低温焼結性に優れる。また、二次粒子間隙が小さいため、高焼結密度の焼結体を得ることができる。
<比表面積>
前記ジルコニア粉末の比表面積は、20m2/g以上60m2/g以下である。前記比表面積は、好ましくは22m2/g以上、より好ましくは24m2/g以上、さらに好ましくは30m2/g以上、特に好ましくは35m2/g以上である。前記比表面積は、好ましくは57m2/g以下、より好ましくは54m2/g、さらに好ましくは52m2/g、特に好ましくは49m2/gである。
従来よりも低温である1100℃~1350℃程度でジルコニア粉末を焼結させるためには、比表面積に関しては、大きくすることが有効である。しかしながら、従来は、ジルコニア粉末製造時の粒成長速度の制御が難しく、気孔がジルコニア粉末内になるべく残存しないようにするには、比表面積を20m2/g未満とすることが好ましいとされてきた。
一方、本実施形態に係るジルコニア粉末によれば、一次粒子間隙を制御するため、比表面積を20m2/g以上としても気孔がジルコニア粉末内に多く残存することがない。従って、比表面積が20m2/g以上とすることにより、低温焼結性を向上させることができる。
前記比表面積は、実施例に記載の方法により得られた値をいう。
前記ジルコニア粉末の比表面積は、20m2/g以上60m2/g以下である。前記比表面積は、好ましくは22m2/g以上、より好ましくは24m2/g以上、さらに好ましくは30m2/g以上、特に好ましくは35m2/g以上である。前記比表面積は、好ましくは57m2/g以下、より好ましくは54m2/g、さらに好ましくは52m2/g、特に好ましくは49m2/gである。
従来よりも低温である1100℃~1350℃程度でジルコニア粉末を焼結させるためには、比表面積に関しては、大きくすることが有効である。しかしながら、従来は、ジルコニア粉末製造時の粒成長速度の制御が難しく、気孔がジルコニア粉末内になるべく残存しないようにするには、比表面積を20m2/g未満とすることが好ましいとされてきた。
一方、本実施形態に係るジルコニア粉末によれば、一次粒子間隙を制御するため、比表面積を20m2/g以上としても気孔がジルコニア粉末内に多く残存することがない。従って、比表面積が20m2/g以上とすることにより、低温焼結性を向上させることができる。
前記比表面積は、実施例に記載の方法により得られた値をいう。
<組成>
本実施形態に係るジルコニア粉末は、ジルコニアを主成分として含有する。具体的に、前記ジルコニア粉末は、上述した通り、一次粒子が凝集した二次粒子と、ごく微量の凝集していない一次粒子とを含む。
本実施形態に係るジルコニア粉末は、ジルコニアを主成分として含有する。具体的に、前記ジルコニア粉末は、上述した通り、一次粒子が凝集した二次粒子と、ごく微量の凝集していない一次粒子とを含む。
前記ジルコニア粉末は、安定化剤を含む。前記安定化剤は、固溶する等の形態にて前記一次粒子に含まれる。安定化剤を含むため、ジルコニア粉末を好適に低温焼結させることができる。
前記安定化剤は、アルカリ土類金属及び希土類元素から選ばれる1種以上の酸化物であることが好ましい。前記アルカリ土類金属とは、Ca、Sr、Ba、Raをいう。前記希土類元素とは、Sc、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Tm、Yb、Luをいう。前記希土類元素のなかでも、好ましくは、Y、Ce、Ybである。ただし、前記ジルコニア粉末は、Ra及びPmを含まないことが好ましい。つまり、前記ジルコニア粉末は、Ra以外のアルカリ土類金属及びPm以外の希土類元素から選ばれる1種以上の酸化物を含むことがより好ましい。
前記安定化剤は、Y2O3、CeO2、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることも好ましい。
前記安定化剤は、Y2O3、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることも好ましい。
前記安定化剤は、Y2O3、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることも好ましい。
前記安定化剤は、用途によって異なるが、コストや着色等の観点から、Y2O3、CeO2、CaO、Yb2O3がより好ましく、Y2O3、CeO2、CaOがさらに好ましく、Y2O3、CaOが特に好ましく、Y2O3が格別に好ましい。
前記安定化剤としてY2O3を用いる場合、ジルコニア粉末全体に対する前記Y2O3の含有量は、1.4mol%以上7.5mol%以下であることが好ましい。前記Y2O3の含有量は、より好ましくは1.5mol%以上、さらに好ましくは1.6mol%以上、特に好ましくは2mol%以上、特別に好ましくは2.5mol%以上、格別に好ましくは3mol%以上である。前記Y2O3の含有量は、より好ましくは6.5mol%以下、さらに好ましくは6mol%特に好ましくは5.6mol%以下、特別に好ましくは5mol%以下、格別に好ましくは4.5mol%以下である。前記Y2O3の含有量が1.4mol%以上7.5mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記安定化剤としてCeO2を用いる場合、ジルコニア粉末全体に対する前記CeO2の含有量は、10mol%以上20mol%以下であることが好ましい。前記CeO2の含有量は、より好ましくは11mol%以上、さらに好ましくは11.5mol%以上である。前記CeO2の含有量は、より好ましくは18mol%以下、さらに好ましくは17mol%以下、特に好ましくは16mol%以下、特別に好ましくは14mol%以下、格別に好ましくは12mol%以下である。前記CeO2の含有量が10mol%以上20mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。なかでも、前記CeO2の含有量は、10mol%以上14mol%以下であることが好ましい。
前記安定化剤としてSc2O3、Er2O3、Yb2O3のいずれかを用いる場合、ジルコニア粉末全体に対する含有量は、1.4mol%以上7.5mol%以下であることが好ましい。前記Sc2O3、Er2O3、Yb2O3のいずれかを用いる場合の含有量は、より好ましくは1.5mol%以上、さらに好ましくは1.6mol%以上、特に好ましくは2mol%以上、特別に好ましくは2.5mol%以上、格別に好ましくは3mol%以上である。前記Sc2O3、Er2O3、Yb2O3のいずれかを用いる場合の含有量は、より好ましくは6.5mol%以下、さらに好ましくは6mol%特に好ましくは5.6mol%以下、特別に好ましくは5mol%以下、格別に好ましくは4.5mol%以下である。前記Sc2O3、Er2O3、Yb2O3のいずれかを用いる場合の含有量が1.4mol%以上7.5mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記安定化剤としてCaOを用いる場合、ジルコニア粉末全体に対する前記CaOの含有量は、3.5mol%以上17mol%以下であることが好ましい。前記CaOの含有量は、より好ましくは3.8mol%以上、さらに好ましくは4.0mol%以上である。前記CaOの含有量は、より好ましくは15.0mol%以下、さらに好ましくは9.0mol%以下である。前記CaOの含有量が3.5mol%以上17mol%以下であると、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体は、機械的強度により優れる。
前記ジルコニア粉末は、添加剤を含有していてもよい。本明細書において、添加剤とは、ジルコニア粒子に対して、混合物として添加されるものをいう。前記添加剤としては、焼結助剤、着色剤等が挙げられる。前記添加剤としては、焼結助剤としてのみ機能するもの、着色剤としてのみ機能するもの、焼結助剤として機能し、且つ、着色剤として機能するものがある。以下、焼結助剤、着色剤について説明する。
前記ジルコニア粉末は、アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上を、0.005質量%以上2質量%以下含んでも構わない。タンマン温度が1200℃以下の金属酸化物としては、例えば、鉄、ゲルマニウム、コバルト、クロム、亜鉛の酸化物等が挙げられる。アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量は、より好ましくは0.01質量%以上、さらに好ましくは0.03質量%以上、特に好ましくは0.05質量%以上、特別に好ましくは0.07質量%以上である。アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量は、より好ましくは1.5質量%以下、さらに好ましくは1.2質量%以下、特に好ましくは0.5質量%以下、特別に好ましくは0.25質量%以下である。アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上を上記数値範囲内で含むと、焼結助剤として機能するため、より低温焼結性に優れる。
また、前記ジルコニア粉末がアルミナを含有することで、ジルコニア焼結体の破壊靭性の低下を抑制しやすい。さらに、アルミナの含有量を調節すれば、ジルコニア焼結体の透光性を向上させることができる。
アルミナの形態は特に限定されないが、ジルコニア粉末の調製時の(ジルコニア粒子に混合、分散させる際の)ハンドリング性や不純物残存を低減するという観点から、アルミナ粉末が好ましい。
アルミナの形態が粉末である場合、アルミナの一次粒子の平均粒子径に特に制限はないが、例えば、0.02~0.4μm、好ましくは0.05~0.3μm、より好ましくは0.07~0.2μmである。
前記ジルコニア粉末は、焼結助剤を含んでも構わないが、焼結助剤を含まない構成としてもよい。具体的に、前記ジルコニア粉末は、アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であっても構わない。アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であるとは、焼結助剤を含まないことを意味する。
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下であるため、低温焼結が可能である。そのため、焼結助剤を含まない構成としたとしても低温焼結が可能である。
また、前記ジルコニア粉末がアルミナを含有することで、ジルコニア焼結体の破壊靭性の低下を抑制しやすい。さらに、アルミナの含有量を調節すれば、ジルコニア焼結体の透光性を向上させることができる。
アルミナの形態は特に限定されないが、ジルコニア粉末の調製時の(ジルコニア粒子に混合、分散させる際の)ハンドリング性や不純物残存を低減するという観点から、アルミナ粉末が好ましい。
アルミナの形態が粉末である場合、アルミナの一次粒子の平均粒子径に特に制限はないが、例えば、0.02~0.4μm、好ましくは0.05~0.3μm、より好ましくは0.07~0.2μmである。
前記ジルコニア粉末は、焼結助剤を含んでも構わないが、焼結助剤を含まない構成としてもよい。具体的に、前記ジルコニア粉末は、アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であっても構わない。アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であるとは、焼結助剤を含まないことを意味する。
前記ジルコニア粉末は、水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下であるため、低温焼結が可能である。そのため、焼結助剤を含まない構成としたとしても低温焼結が可能である。
前記ジルコニア粉末は、アルミナ、タンマン温度が1200℃以下の金属酸化物以外にも、強度等の特性の向上を目的として、焼結可能なセラミックスや熱硬化性樹脂等を含んでも構わない。
前記ジルコニア粉末は、Fe、V、Mn、Co、Cr、Tb、Zn、Cu及び、Tiからなる群より選ばれる1種以上を含んでいてもよい。Fe、V、Mn、Co、Cr、Tb、Zn、Cu及び、Tiからなる群より選ばれる1種以上を着色元素として含むと、当該ジルコニア粉末を焼結させることにより得られるジルコニア焼結体を好適に着色することができる。
前記着色元素の形態は特に限定されず、酸化物、塩化物などの形態で添加することができる。前記着色元素を含む着色剤としては、具体的には、例えば、Fe2O3、V2O5、MnO2、CoO、Cr2O3、Tb4O7、ZnO、CuO、TiO2等が挙げられる。前記着色剤は、前記ジルコニア粉末に混合物として添加されていることが好ましい。
前記着色剤としてFe2O3を含む場合、前記着色剤の含有量は、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上1質量%以下が好ましく、0.05質量%以上1.0質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてV2O5を含む場合、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上0.1質量%以下が好ましく、0.01質量%以上0.05質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてMnO2を含む場合、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上2質量%以下が好ましく、0.03質量%以上1.1質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてCr2O3を含む場合、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上2質量%以下が好ましく、0.1質量%以上1.5質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてCoOを含む場合、前記着色剤の含有量は、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上2質量%以下が好ましく、0.01質量%以上1.5質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてTb4O7を含む場合、前記着色剤の含有量は、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上5質量%以下が好ましく、0.1質量%以上3質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてZnOを含む場合、前記着色剤の含有量は、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上1質量%以下が好ましく、0.1質量%以上0.5質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてCuOを含む場合、前記着色剤の含有量は、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上1質量%以下が好ましく、0.05質量%以上0.6質量%以下がより好ましく、0.1質量%以上0.3質量%以下がさらに好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
前記着色剤としてTiO2を含む場合、前記着色剤の含有量は、ジルコニア粉末全体を100質量%としたときに、0.005質量%以上2質量%以下が好ましく、0.01質量%以上1質量%以下がより好ましい。前記着色剤の含有量が0.005質量%以上であると、意図した着色が得やすい。すなわち、色調の調整が容易となる。
<相対成型密度>
前記ジルコニア粉末は、成型圧2t/cm2で成型した場合の相対成型密度が45~50%であることが好ましい。ここで、相対成型密度は下記式(4)によって算出される値である。
相対成型密度(%)=(成型密度/理論焼結密度)×100・・・(4)
ここで、理論焼結密度(ρ0とする)は、下記「ジルコニア焼結体の相対焼結密度の測定方法」の項で説明する式(2-1)によって算出される値である。前記相対成型密度の上限値は45.5%以上が好ましく、46%以上がより好ましい。その下限値は49.5%以下が好ましく、49%以下がより好ましく、48.5%以下がさらに好ましく、48%以下が特に好ましい。
前記ジルコニア粉末は、成型圧2t/cm2で成型した場合の相対成型密度が45~50%であることが好ましい。ここで、相対成型密度は下記式(4)によって算出される値である。
相対成型密度(%)=(成型密度/理論焼結密度)×100・・・(4)
ここで、理論焼結密度(ρ0とする)は、下記「ジルコニア焼結体の相対焼結密度の測定方法」の項で説明する式(2-1)によって算出される値である。前記相対成型密度の上限値は45.5%以上が好ましく、46%以上がより好ましい。その下限値は49.5%以下が好ましく、49%以下がより好ましく、48.5%以下がさらに好ましく、48%以下が特に好ましい。
以上、本実施形態に係るジルコニア粉末について説明した。
[ジルコニア粉末の製造方法]
以下、ジルコニア粉末の製造方法の一例について説明する。ただし、ジルコニア粉末の製造方法は、以下の例示に限定されない。
以下、ジルコニア粉末の製造方法の一例について説明する。ただし、ジルコニア粉末の製造方法は、以下の例示に限定されない。
本実施形態に係るジルコニア粉末の製造方法は、
ジルコニウム塩溶液及び硫酸塩化剤溶液をそれぞれ別々に95℃以上100℃以下に加熱する工程1、
前記加熱後のジルコニウム塩溶液と前記加熱後の硫酸塩化剤溶液とを、接触開始から終了までの間に混合液の濃度が変化しないように接触させることにより、混合液として塩基性硫酸ジルコニウム含有反応液を得る工程2、
工程2で得られた塩基性硫酸ジルコニウム含有反応液を、95℃以上で3時間以上熟成する工程3、
工程3で得られた熟成後の塩基性硫酸ジルコニウム含有反応液に安定化剤を添加する工程4、
工程4で得られた塩基性硫酸ジルコニウム含有反応液にアルカリを添加することにより、ジルコニウム含有水酸化物を得る工程5、
工程5で得られたジルコニウム含有水酸化物を熱処理することにより,ジルコニア粉末を得る工程6
を含み、
前記工程2では、当該接触開始から終了まで、混合液中のSO4 2-/ZrO2重量比率を0.3~0.8の範囲に維持するとともに、混合液の温度を95℃以上に維持する。
以下、工程ごとに詳細に説明する。
ジルコニウム塩溶液及び硫酸塩化剤溶液をそれぞれ別々に95℃以上100℃以下に加熱する工程1、
前記加熱後のジルコニウム塩溶液と前記加熱後の硫酸塩化剤溶液とを、接触開始から終了までの間に混合液の濃度が変化しないように接触させることにより、混合液として塩基性硫酸ジルコニウム含有反応液を得る工程2、
工程2で得られた塩基性硫酸ジルコニウム含有反応液を、95℃以上で3時間以上熟成する工程3、
工程3で得られた熟成後の塩基性硫酸ジルコニウム含有反応液に安定化剤を添加する工程4、
工程4で得られた塩基性硫酸ジルコニウム含有反応液にアルカリを添加することにより、ジルコニウム含有水酸化物を得る工程5、
工程5で得られたジルコニウム含有水酸化物を熱処理することにより,ジルコニア粉末を得る工程6
を含み、
前記工程2では、当該接触開始から終了まで、混合液中のSO4 2-/ZrO2重量比率を0.3~0.8の範囲に維持するとともに、混合液の温度を95℃以上に維持する。
以下、工程ごとに詳細に説明する。
<工程1>
工程1では、出発原料であるジルコニウム塩溶液及び硫酸塩化剤溶液をそれぞれ別々に95℃以上100℃以下に加熱する。
前記ジルコニウム塩溶液を作製するために用いるジルコニウム塩としては、ジルコニウムイオンを供給するものであればよく、例えば、オキシ硝酸ジルコニウム、オキシ塩化ジルコニウム、硝酸ジルコニウム等を使用できる。これらは1種又は2種以上で使用できる。この中でも、工業的規模での生産性が高い点でオキシ塩化ジルコニウムが好ましい。
工程1では、出発原料であるジルコニウム塩溶液及び硫酸塩化剤溶液をそれぞれ別々に95℃以上100℃以下に加熱する。
前記ジルコニウム塩溶液を作製するために用いるジルコニウム塩としては、ジルコニウムイオンを供給するものであればよく、例えば、オキシ硝酸ジルコニウム、オキシ塩化ジルコニウム、硝酸ジルコニウム等を使用できる。これらは1種又は2種以上で使用できる。この中でも、工業的規模での生産性が高い点でオキシ塩化ジルコニウムが好ましい。
前記ジルコニウム塩溶液を作製するために用いる溶媒としては、ジルコニウム塩の種類等に応じて選択すればよい。通常は水(純水、イオン交換水、以下同様)が好ましい。
前記ジルコニウム塩溶液の濃度は、特に制限されないが、一般的には溶媒1000gに対して酸化ジルコニウム(ZrO2)換算で5~250g含有されることが好ましく、20~150g含有されることがより好ましい。
硫酸塩化剤としては、ジルコニウムイオンと反応して硫酸塩を生成させるもの(すなわち、硫酸塩化させる試薬)であればよく、例えば、硫酸ナトリウム、硫酸カリウム、硫酸アンモニウム、硫酸水素カリウム、硫酸水素ナトリウム、二硫酸カリウム、二硫酸ナトリウム、三酸化硫黄等が例示される。硫酸塩化剤は、粉末状、溶液状等のいずれの形態でもよいが、溶液(特に水溶液)が好ましい。溶媒については、前記ジルコニウム塩溶液を作製するために用いる溶媒と同様のものを使用することができる。
前記ジルコニウム塩溶液の酸濃度は0.1~2.0Nとすることが好ましい。酸濃度を上記範囲に設定することによって、ジルコニア粉末を構成する粒子の凝集状態を好適な状態に制御することができる。酸濃度の調整は、例えば、塩酸、硝酸、水酸化ナトリウム等を用いることにより実施することができる。
前記硫酸塩化剤(前記硫酸塩化剤溶液)の濃度は、特に制限されないが、一般的には溶媒1000gに対して硫酸塩化剤を5~250g、特に20~150gとすることが好ましい。
前記ジルコニウム塩溶液及び前記硫酸塩化剤溶液を調製する容器は、前記ジルコニウム塩溶液及び前記硫酸塩化剤溶液をそれぞれ十分攪拌できる容量を備えていれば、材質は特に限定されない。ただし、各溶液の温度が95℃を下回らないように適宜加熱できる設備を有していることが好ましい。
前記ジルコニウム塩溶液及び前記硫酸塩化剤溶液の加熱温度は、95℃以上100℃以下であればよく、好ましくは97℃以上である。前記ジルコニウム塩溶液及び前記硫酸塩化剤溶液の温度が95℃未満のまま工程2を実施すると、ジルコニウム塩溶液と硫酸塩化剤とが充分に反応せず、収率が低下する。
前記ジルコニウム塩溶液及び前記硫酸塩化剤溶液の加熱温度は、95℃以上100℃以下であればよく、好ましくは97℃以上である。前記ジルコニウム塩溶液及び前記硫酸塩化剤溶液の温度が95℃未満のまま工程2を実施すると、ジルコニウム塩溶液と硫酸塩化剤とが充分に反応せず、収率が低下する。
<工程2>
工程2では、前記加熱後のジルコニウム塩溶液と前記加熱後の硫酸塩化剤溶液とを、接触開始から終了までの間に混合液の濃度が変化しないように接触させることにより、混合液として塩基性硫酸ジルコニウム含有反応液を得る。ここで、当該接触開始から終了まで、混合液中のSO4 2-/ZrO2重量比率を0.3~0.8の範囲に維持するとともに、混合液の温度を95℃以上に維持する。
以下、工程2について、図面を参照しつつ、説明する。
工程2では、前記加熱後のジルコニウム塩溶液と前記加熱後の硫酸塩化剤溶液とを、接触開始から終了までの間に混合液の濃度が変化しないように接触させることにより、混合液として塩基性硫酸ジルコニウム含有反応液を得る。ここで、当該接触開始から終了まで、混合液中のSO4 2-/ZrO2重量比率を0.3~0.8の範囲に維持するとともに、混合液の温度を95℃以上に維持する。
以下、工程2について、図面を参照しつつ、説明する。
図1は、本実施形態に係るジルコニア粉末の製造方法を説明するための模式図である。図1に示すように、容器10は、バルブ12を介してT字管20の上方の一端(図1では左側)に接続されている。容器30は、バルブ32を介してT字管20の上方の他端(図1では右側)に接続されている。容器10には、95℃以上100℃以下に加熱されたジルコニウム溶液が貯蓄されている。容器30には、95℃以上100℃以下に加熱された硫酸塩化剤溶液が貯蓄されている。
工程2では、バルブ12を開くとともにバルブ32を開くことにより、ジルコニウム溶液と硫酸塩化剤溶液とを接触させる。接触することにより得られた混合液(塩基性硫酸ジルコニウム含有反応液)は、T字管20の下方から直ちに熟成用容器40に流入する。工程2では、このような手法により、ジルコニウム溶液と硫酸塩化剤溶液との接触を開始してから終了するまでの間に反応液の濃度(T字管20内における反応液の濃度)が変化しないようにしている。工程2では、接触開始時から終了時までのSO4 2-/ZrO2の濃度変化を抑制しているため、均一な反応物が得られる。このような工程(工程2)を採用することにより、一次粒子のピークトップ径、細孔容積、細孔分布幅を制御することができる。すなわち、二次粒子内の一次粒子間隙由来の細孔の大きさを小さく、且つ、分布をシャープにでき、さらに、一次粒子間隙由来の細孔容積も小さくすることができる。
工程2における混合液中のSO4 2-/ZrO2重量比率は、0.3~0.8の範囲内が好ましく、より好ましくは0.4~0.7、さらに好ましくは0.45~0.65である。混合液中のSO4 2-/ZrO2重量比率を0.3以上とすることにより、反応生成物である塩基性硫酸ジルコニウムの収率を高めることができる。また、混合液中のSO4 2-/ZrO2重量比率を0.8以下とすることにより、硫酸ジルコニウムの可溶性塩が生成することを抑制し、塩基性硫酸ジルコニウムの収率が低下することを抑制することができる。
工程2では、混合液の温度を95℃以上に維持するために、各溶液を供給する配管(例えば、T字管20)等にヒーターを設置することが好ましい。
工程2では、バルブ12を開くとともにバルブ32を開くことにより、ジルコニウム溶液と硫酸塩化剤溶液とを接触させる。接触することにより得られた混合液(塩基性硫酸ジルコニウム含有反応液)は、T字管20の下方から直ちに熟成用容器40に流入する。工程2では、このような手法により、ジルコニウム溶液と硫酸塩化剤溶液との接触を開始してから終了するまでの間に反応液の濃度(T字管20内における反応液の濃度)が変化しないようにしている。工程2では、接触開始時から終了時までのSO4 2-/ZrO2の濃度変化を抑制しているため、均一な反応物が得られる。このような工程(工程2)を採用することにより、一次粒子のピークトップ径、細孔容積、細孔分布幅を制御することができる。すなわち、二次粒子内の一次粒子間隙由来の細孔の大きさを小さく、且つ、分布をシャープにでき、さらに、一次粒子間隙由来の細孔容積も小さくすることができる。
工程2における混合液中のSO4 2-/ZrO2重量比率は、0.3~0.8の範囲内が好ましく、より好ましくは0.4~0.7、さらに好ましくは0.45~0.65である。混合液中のSO4 2-/ZrO2重量比率を0.3以上とすることにより、反応生成物である塩基性硫酸ジルコニウムの収率を高めることができる。また、混合液中のSO4 2-/ZrO2重量比率を0.8以下とすることにより、硫酸ジルコニウムの可溶性塩が生成することを抑制し、塩基性硫酸ジルコニウムの収率が低下することを抑制することができる。
工程2では、混合液の温度を95℃以上に維持するために、各溶液を供給する配管(例えば、T字管20)等にヒーターを設置することが好ましい。
以下、工程2の一例につき具体的に説明する。
T字管20として、上方の一端(図1では左側)の管径L1が10mm、上方の多端(図1では右側)の管径L2が10mm、下方の管径L3が15mmのT字管を用い、25質量%硫酸ナトリウム水溶液213gと、ZrO2換算で16質量%オキシ塩化ジルコニウム水溶液450gとを接触させる場合、接触開始から接触終了まで(容器10内の塩化ジルコニウム水溶液及び容器30内の硫酸塩化剤溶液がなくなるまで)の時間(接触時間)としては、好ましくは30秒~300秒、より好ましくは60秒~200秒、さらに好ましくは90秒~150秒である。
T字管20として、上方の一端(図1では左側)の管径L1が10mm、上方の多端(図1では右側)の管径L2が10mm、下方の管径L3が15mmのT字管を用い、25質量%硫酸ナトリウム水溶液213gと、ZrO2換算で16質量%オキシ塩化ジルコニウム水溶液450gとを接触させる場合、接触開始から接触終了まで(容器10内の塩化ジルコニウム水溶液及び容器30内の硫酸塩化剤溶液がなくなるまで)の時間(接触時間)としては、好ましくは30秒~300秒、より好ましくは60秒~200秒、さらに好ましくは90秒~150秒である。
<工程3>
工程3では、工程2で得られた塩基性硫酸ジルコニウム含有反応液を、95℃以上で3時間以上熟成する。工程3では、例えば、熟成用容器40に流入した塩基性硫酸ジルコニウム含有反応液を攪拌機42で攪拌しつつ、95℃以上で3時間以上熟成する。熟成時間の上限は特に制限されないが、例えば、7時間以下である。工程3における混合液(塩基性硫酸ジルコニウム含有反応液)の温度(熟成温度)は、好ましくは95℃以上、より好ましくは97℃以上100℃以下である。熟成温度を95℃以上且つ熟成時間を3時間以上とすることにより、塩基性硫酸ジルコニウムが充分に生成し、収率を高めることができる。
なお、上記混合液は、塩基性硫酸ジルコニウムを主成分として含んでおり、塩基性硫酸ジルコニウムスラリーである。
工程3では、工程2で得られた塩基性硫酸ジルコニウム含有反応液を、95℃以上で3時間以上熟成する。工程3では、例えば、熟成用容器40に流入した塩基性硫酸ジルコニウム含有反応液を攪拌機42で攪拌しつつ、95℃以上で3時間以上熟成する。熟成時間の上限は特に制限されないが、例えば、7時間以下である。工程3における混合液(塩基性硫酸ジルコニウム含有反応液)の温度(熟成温度)は、好ましくは95℃以上、より好ましくは97℃以上100℃以下である。熟成温度を95℃以上且つ熟成時間を3時間以上とすることにより、塩基性硫酸ジルコニウムが充分に生成し、収率を高めることができる。
なお、上記混合液は、塩基性硫酸ジルコニウムを主成分として含んでおり、塩基性硫酸ジルコニウムスラリーである。
<工程4>
工程4では、工程3で得られた熟成後の塩基性硫酸ジルコニウム含有反応液に安定化剤を添加する。
工程4では、工程3で得られた熟成後の塩基性硫酸ジルコニウム含有反応液に安定化剤を添加する。
<工程5>
工程5では、工程4で得られた塩基性硫酸ジルコニウム含有反応液にアルカリを添加し、中和反応を行う。中和により、ジルコニウム含有水酸化物が生成する。
アルカリとしては限定されず、例えば、苛性ソーダ、炭酸ソーダ、アンモニア、ヒドラジン炭酸水素アンモニウム等が挙げられる。アルカリの濃度は特に限定されないが、水で希釈し、通常5~30%のものが用いられる。
アルカリの添加方法としては、(1)塩基性硫酸ジルコニウム含有反応液にアルカリ溶液を添加する、(2)アルカリ溶液に塩基性硫酸ジルコニウム含有反応液を添加する、の2つの方法があるが、特に限定されず、どちらの方法を用いてもよい。
中和後、スラリーを濾過することにより、ジルコニウム含有水酸化物が得られる。このジルコニウム含有水酸化物は、必要に応じて、純水等で水洗することにより、不純物を除去することが好ましい。水洗後は、必要に応じて乾燥等を行うことができる。
工程5では、工程4で得られた塩基性硫酸ジルコニウム含有反応液にアルカリを添加し、中和反応を行う。中和により、ジルコニウム含有水酸化物が生成する。
アルカリとしては限定されず、例えば、苛性ソーダ、炭酸ソーダ、アンモニア、ヒドラジン炭酸水素アンモニウム等が挙げられる。アルカリの濃度は特に限定されないが、水で希釈し、通常5~30%のものが用いられる。
アルカリの添加方法としては、(1)塩基性硫酸ジルコニウム含有反応液にアルカリ溶液を添加する、(2)アルカリ溶液に塩基性硫酸ジルコニウム含有反応液を添加する、の2つの方法があるが、特に限定されず、どちらの方法を用いてもよい。
中和後、スラリーを濾過することにより、ジルコニウム含有水酸化物が得られる。このジルコニウム含有水酸化物は、必要に応じて、純水等で水洗することにより、不純物を除去することが好ましい。水洗後は、必要に応じて乾燥等を行うことができる。
<工程6>
工程6では、工程5で得られたジルコニウム含有水酸化物を熱処理(焼成)することにより、ジルコニウム含有水酸化物を酸化し、ジルコニア粉末を得る。
ジルコニウム含有水酸化物の熱処理温度(焼成温度)、及び、熱処理時間(焼成時間)は、特に限定されないが、通常は600~1050℃程度で1時間~10時間行う。前記焼成温度は、650℃以上1000℃以下であることがより好ましく、700℃以上980℃以下であることがさらに好ましい。前記焼成温度は、2時間~6時間がより好ましく、2時間~4時間がさらに好ましい。熱処理温度を600℃以上1000℃以下とすることにより、得られるジルコニア粉末の比表面積を好適な範囲(20m2/g以上60m2/g以下)とすることができる。また、熱処理温度を600℃以上1050℃以下とすることにより、得られるジルコニア粉末の細孔分布を好適な範囲とすることができる。熱処理雰囲気は、特に限定されないが、通常は大気中又は酸化性雰囲気中とすればよい。
工程6では、工程5で得られたジルコニウム含有水酸化物を熱処理(焼成)することにより、ジルコニウム含有水酸化物を酸化し、ジルコニア粉末を得る。
ジルコニウム含有水酸化物の熱処理温度(焼成温度)、及び、熱処理時間(焼成時間)は、特に限定されないが、通常は600~1050℃程度で1時間~10時間行う。前記焼成温度は、650℃以上1000℃以下であることがより好ましく、700℃以上980℃以下であることがさらに好ましい。前記焼成温度は、2時間~6時間がより好ましく、2時間~4時間がさらに好ましい。熱処理温度を600℃以上1000℃以下とすることにより、得られるジルコニア粉末の比表面積を好適な範囲(20m2/g以上60m2/g以下)とすることができる。また、熱処理温度を600℃以上1050℃以下とすることにより、得られるジルコニア粉末の細孔分布を好適な範囲とすることができる。熱処理雰囲気は、特に限定されないが、通常は大気中又は酸化性雰囲気中とすればよい。
<工程7>
工程6の後、必要に応じて、得られたジルコニア粉末を粉砕してスラリー化してもよい。その際、成型性を向上させるためにバインダーを添加してもよい。スラリー化しない場合(粉砕しない場合)は、バインダーとジルコニア粉末とを混練機で均一に混合してもよい。
前記バインダーとしては、有機系バインダーが好ましい。有機系バインダーは、酸化雰囲気の加熱炉にて成型体から除去しやすく、脱脂体を得ることができるので、最終的に焼結体中に不純物が残存しにくくなる。
前記有機バインダーとしては、アルコールに対して溶解するもの、又は、アルコール、水、脂肪族ケトン及び芳香族炭化水素からなる群より選ばれる2種以上の混合液に対して溶解するものが挙げられる。前記有機バインダーとしては、例えば、ポリエチレングリコール、グリコール脂肪酸エステル、グリセリン脂肪酸エステル、ポリビニルブチラール、ポリビニルメチルエーテル、ポリビニルエチルエーテル及びプロピオン酸ビニルからなる群より選ばれる少なくとも1種以上が挙げられる。前記有機バインダーは、さらに、アルコールもしくは上記混合液に対して不溶である1種以上の熱可塑性樹脂を含んでもよい。
前記有機バインダー添加した後は、公知の方法を適用して乾燥、粉砕等の処理をすることにより、目的とするジルコニア粉末を得ることができる。
工程7の粉砕により、ジルコニア粉末の粒子径D50をコントロールすることができる。例えば、工程5で得られたジルコニア粉末の状態に応じて粉砕を行い、ジルコニア粉末の粒子径D50を0.1μm以上0.7μm以下の範囲内にコントロールすることができる。
工程6の後、必要に応じて、得られたジルコニア粉末を粉砕してスラリー化してもよい。その際、成型性を向上させるためにバインダーを添加してもよい。スラリー化しない場合(粉砕しない場合)は、バインダーとジルコニア粉末とを混練機で均一に混合してもよい。
前記バインダーとしては、有機系バインダーが好ましい。有機系バインダーは、酸化雰囲気の加熱炉にて成型体から除去しやすく、脱脂体を得ることができるので、最終的に焼結体中に不純物が残存しにくくなる。
前記有機バインダーとしては、アルコールに対して溶解するもの、又は、アルコール、水、脂肪族ケトン及び芳香族炭化水素からなる群より選ばれる2種以上の混合液に対して溶解するものが挙げられる。前記有機バインダーとしては、例えば、ポリエチレングリコール、グリコール脂肪酸エステル、グリセリン脂肪酸エステル、ポリビニルブチラール、ポリビニルメチルエーテル、ポリビニルエチルエーテル及びプロピオン酸ビニルからなる群より選ばれる少なくとも1種以上が挙げられる。前記有機バインダーは、さらに、アルコールもしくは上記混合液に対して不溶である1種以上の熱可塑性樹脂を含んでもよい。
前記有機バインダー添加した後は、公知の方法を適用して乾燥、粉砕等の処理をすることにより、目的とするジルコニア粉末を得ることができる。
工程7の粉砕により、ジルコニア粉末の粒子径D50をコントロールすることができる。例えば、工程5で得られたジルコニア粉末の状態に応じて粉砕を行い、ジルコニア粉末の粒子径D50を0.1μm以上0.7μm以下の範囲内にコントロールすることができる。
焼結助剤や、着色剤等を添加する場合、前記工程6の後に添加、混合することにより、焼結助剤、着色剤等を含むジルコニア粉末を得ることができる。混合のより詳細な方法としては、純水等に分散させてスラリー化して湿式混合することが好ましい。
また、前記工程7を行う場合には、工程7を行う際に、焼結助剤や、着色剤等を添加してもよい。
また、前記工程7を行う場合には、工程7を行う際に、焼結助剤や、着色剤等を添加してもよい。
以上、本実施形態に係るジルコニア粉末について説明した。
[ジルコニア焼結体の製造方法]
以下、ジルコニア焼結体の製造方法の一例について説明する。ただし、本発明のジルコニア焼結体の製造方法は、以下の例示に限定されない。
以下、ジルコニア焼結体の製造方法の一例について説明する。ただし、本発明のジルコニア焼結体の製造方法は、以下の例示に限定されない。
本実施形態に係るジルコニア焼結体の製造方法は、
前記ジルコニア粉末を成型し、成型体を得る工程Xと、
前記工程Xの後、前記成型体を1100℃以上1350℃以下、1時間以上5時間以下の条件で焼結する工程Yとを有する。
前記ジルコニア粉末を成型し、成型体を得る工程Xと、
前記工程Xの後、前記成型体を1100℃以上1350℃以下、1時間以上5時間以下の条件で焼結する工程Yとを有する。
本実施形態に係るジルコニア焼結体の製造方法においては、まず、ジルコニア粉末を準備する。前記ジルコニア粉末としては、[ジルコニア粉末]の項で説明したものを用いることができる。
次に、前記ジルコニア粉末を成型し、成型体を得る(工程X)。成型は、市販の金型成型機や冷間等方圧加圧法(CIP)を採用できる。また、一旦、ジルコニア粉末を金型成型機で仮成型した後、プレス成型で本成型してもよい。プレス成型は通常、0.1t~3t/cm2の範囲でよい。好ましくは、0.5t~2.5t/cm2、より好ましくは0.8t~2.2t/cm2、さらに好ましくは1t~2t/cm2である。
次に、前記成型体を1100℃以上1350℃以下、1時間以上5時間以下の条件で焼結する(工程Y)。
本実施形態では、前記ジルコニア粉末を用いるため、焼結温度を1100~1350℃と低温に設定することができる。焼結温度は、より好ましくは、1100℃以上1300℃以下であり、1100℃以上1250℃以下である。焼結時の保持時間も特に限定されないが、例えば、好ましくは1~5時間程度、より好ましくは1時間~3時間である。焼結雰囲気は、大気中又は酸化性雰囲気中とすることができる。焼結は、常圧下でよく、加圧は特に必要ない。
本実施形態では、前記ジルコニア粉末を用いるため、焼結温度を1100~1350℃と低温に設定することができる。焼結温度は、より好ましくは、1100℃以上1300℃以下であり、1100℃以上1250℃以下である。焼結時の保持時間も特に限定されないが、例えば、好ましくは1~5時間程度、より好ましくは1時間~3時間である。焼結雰囲気は、大気中又は酸化性雰囲気中とすることができる。焼結は、常圧下でよく、加圧は特に必要ない。
以上、本実施形態に係る安定化ジルコニア焼結体の製造方法について説明した。
[ジルコニア焼結体]
以下、本実施形態に係るジルコニア焼結体の一例について説明する。ただし、本発明のジルコニア焼結体は、以下の例示に限定されない。
以下、本実施形態に係るジルコニア焼結体の一例について説明する。ただし、本発明のジルコニア焼結体は、以下の例示に限定されない。
本実施形態に係るジルコニア焼結体は、前記のジルコニア粉末を用いて、常圧焼結して得られる。本実施形態に係るジルコニア焼結体は、前記ジルコニア粉末を用いて、常圧焼結して得られるため、低温焼結されており、且つ、高焼結密度を有する。具体的には、前記ジルコニア焼結体の製造方法により得られる。
<相対焼結密度>
前記ジルコニア焼結体の相対焼結密度は、98.5%以上であることが好ましく、99.0%以上であることがより好ましく、99.1%以上であることがさらに好ましく、99.2%以上であることが特に好ましく、99.3%以上が特別に好ましく、99.4%以上であることが格別に好ましく、99.5%以上であることがより格別に好ましい。前記相対焼結密度が98.5%以上であると、ジルコニア焼結体がより高強度となる。
前記ジルコニア焼結体の相対焼結密度は、98.5%以上であることが好ましく、99.0%以上であることがより好ましく、99.1%以上であることがさらに好ましく、99.2%以上であることが特に好ましく、99.3%以上が特別に好ましく、99.4%以上であることが格別に好ましく、99.5%以上であることがより格別に好ましい。前記相対焼結密度が98.5%以上であると、ジルコニア焼結体がより高強度となる。
<ジルコニア焼結体の相対焼結密度の測定方法>
前記相対焼結密度は、下記式(1)で表される相対焼結密度のことをいう。
相対焼結密度(%)=(焼結密度/理論焼結密度)×100・・・(1)
ここで、理論焼結密度(ρ0とする)は、下記式(2-1)によって算出される値である。
ρ0=100/[(Y/3.987)+(100-Y)/ρz]・・・(2-1)
ただし、ρzは、下記式(2-2)によって算出される値である。
ρz=[124.25(100-X)+[安定化剤の分子量]×X]/[150.5(100+X)A2C]・・・(2-2)
ここで、前記安定化剤の分子量は、前記安定化剤がY2O3の場合225.81、Er2O3の場合382.52、Yb2O3の場合394.11を用いる。
また、X及びYはそれぞれ、安定化剤濃度(モル%)及びアルミナ濃度(重量%)である。また、A及びCはそれぞれ、下記式(2-3)及び(2-4)によって算出される値である。
A=0.5080+0.06980X/(100+X)・・・(2-3)
C=0.5195-0.06180X/(100+X)・・・(2-4)
式(1)において、理論焼結密度は,粉末の組成によって変動する。例えば、イットリア含有ジルコニアの理論焼結密度は、イットリア含有量が2mol%であれば6.117g/cm3、3mol%であれば6.098g/cm3、5.5mol%であれば6.051g/cm3である(Al2O3=0重量%の場合)。
安定化剤がSc2O3の場合、ρzは下記式(3)によって算出される値である。
ρz=-0.0402(Sc2O3のモル濃度)+6.1294・・・(3)
安定化剤がCaOの場合、ρzは下記式(3-1)によって算出される値である。
ρz=-0.0400(CaOのモル濃度)+6.1700・・・(3-1)
また、着色剤を含む場合の理論焼結密度(ρ1とする)は、
ρ1=100/[(Z/V)+(100-Z)/ρ0]・・・(2-5)
また、Zは着色剤濃度(重量%)Vは着色剤理論密度(g/cm3)である。
着色剤理論密度は、Fe2O3が5.24g/cm3、ZnOが5.61g/cm3、MnO2が5.03g/cm3、CoOが6.10g/cm3、Cr2O3が5.22g/cm3、TiO2が4.23g/cm3、Tb4O7が7.80g/cm3、CuOが6.31g/cm3、V2O5が3.36g/cm3とする。
また、焼結密度は、アルキメデス法にて計測する。
前記相対焼結密度は、下記式(1)で表される相対焼結密度のことをいう。
相対焼結密度(%)=(焼結密度/理論焼結密度)×100・・・(1)
ここで、理論焼結密度(ρ0とする)は、下記式(2-1)によって算出される値である。
ρ0=100/[(Y/3.987)+(100-Y)/ρz]・・・(2-1)
ただし、ρzは、下記式(2-2)によって算出される値である。
ρz=[124.25(100-X)+[安定化剤の分子量]×X]/[150.5(100+X)A2C]・・・(2-2)
ここで、前記安定化剤の分子量は、前記安定化剤がY2O3の場合225.81、Er2O3の場合382.52、Yb2O3の場合394.11を用いる。
また、X及びYはそれぞれ、安定化剤濃度(モル%)及びアルミナ濃度(重量%)である。また、A及びCはそれぞれ、下記式(2-3)及び(2-4)によって算出される値である。
A=0.5080+0.06980X/(100+X)・・・(2-3)
C=0.5195-0.06180X/(100+X)・・・(2-4)
式(1)において、理論焼結密度は,粉末の組成によって変動する。例えば、イットリア含有ジルコニアの理論焼結密度は、イットリア含有量が2mol%であれば6.117g/cm3、3mol%であれば6.098g/cm3、5.5mol%であれば6.051g/cm3である(Al2O3=0重量%の場合)。
安定化剤がSc2O3の場合、ρzは下記式(3)によって算出される値である。
ρz=-0.0402(Sc2O3のモル濃度)+6.1294・・・(3)
安定化剤がCaOの場合、ρzは下記式(3-1)によって算出される値である。
ρz=-0.0400(CaOのモル濃度)+6.1700・・・(3-1)
また、着色剤を含む場合の理論焼結密度(ρ1とする)は、
ρ1=100/[(Z/V)+(100-Z)/ρ0]・・・(2-5)
また、Zは着色剤濃度(重量%)Vは着色剤理論密度(g/cm3)である。
着色剤理論密度は、Fe2O3が5.24g/cm3、ZnOが5.61g/cm3、MnO2が5.03g/cm3、CoOが6.10g/cm3、Cr2O3が5.22g/cm3、TiO2が4.23g/cm3、Tb4O7が7.80g/cm3、CuOが6.31g/cm3、V2O5が3.36g/cm3とする。
また、焼結密度は、アルキメデス法にて計測する。
本実施形態のジルコニア粉末、及び、ジルコニア焼結体の製造方法によれば、1100℃~1350℃という低温での焼結であっても、高い焼結密度を有する焼結体が得られるため、プレス成型、射出成型、鋳込み成型、シート成型等の公知の各種成型方法を広く利用できる。しかも、本実施形態のジルコニア粉末は、量産も容易であるので、コスト競争力にも優れ、各種用途に好適に用いることができる。
本実施形態に係るジルコニア焼結体は、産業部品、審美性部品、歯科材料として使用することができる。より具体的には、宝飾品、時計用部品、時計の文字盤、人工歯、成型加工用部材、耐摩耗部材、耐薬品部材等に使用することができる。
以下、本発明に関し実施例を用いて詳細に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。なお、実施例及び比較例におけるジルコニア粉末、及び、ジルコニア焼結体には、不可避不純物として酸化ハフニウムを酸化ジルコニウムに対して1.3~2.5質量%含有(下記式(X)にて算出)している。
<式(X)>
([酸化ハフニウムの質量]/([酸化ジルコニウムの質量]+[酸化ハフニウムの質量]))×100(%)
<式(X)>
([酸化ハフニウムの質量]/([酸化ジルコニウムの質量]+[酸化ハフニウムの質量]))×100(%)
[ジルコニア粉末の作製]
(実施例1)
25質量%硫酸ナトリウム水溶液213g及びZrO2換算で16質量%となるオキシ塩化ジルコニウム水溶液450g(酸濃度:1N)をそれぞれ別々に95℃に加熱した(工程1)。その後、混合液のSO4 2-/ZrO2質量比率が0.50となるように、2分間かけて、加熱された水溶液同士を接触させた(工程2)。
次に、得られた塩基性硫酸ジルコニウム含有反応液を、95℃で4時間保持して熟成し、塩基性硫酸ジルコニウムを得た(工程3)。
次に、熟成された溶液を室温まで冷却した後、Y2O3換算で10質量%の塩化イットリウム水溶液を、Y2O3が3mol%となるように添加し、均一に混合した(工程4)。
次に、得られた混合溶液に25質量%水酸化ナトリウム水溶液を添加し、pHが13以上になるまで中和し、水酸化物沈澱を生成させた(工程5)。
得られた水酸化物沈澱をろ過し、充分に水洗し、得られた水酸化物を105℃,24時間乾燥させた。乾燥させた水酸化物を大気中960℃(焼成温度)で2時間熱処理し、未粉砕のジルコニア系粉末(イットリア安定化ジルコニア系粉末)を得た(工程6)。
得られた未粉砕のイットリア安定化ジルコニア系粉末に一次粒子の平均粒子径0.1μmのアルミナ粉末を、イットリア安定化ジルコニア系粉末に対して0.25質量%加え、水を分散媒とした湿式ボールミルにて40時間粉砕混合した。粉砕にはジルコニアビーズφ5mmを用いた。粉砕後に得られたジルコニアスラリーを110℃にて乾燥させ、実施例1に係るジルコニア粉末を得た。
上記操作は、具体的には、図1を用いて説明したような装置にて行った。
(実施例1)
25質量%硫酸ナトリウム水溶液213g及びZrO2換算で16質量%となるオキシ塩化ジルコニウム水溶液450g(酸濃度:1N)をそれぞれ別々に95℃に加熱した(工程1)。その後、混合液のSO4 2-/ZrO2質量比率が0.50となるように、2分間かけて、加熱された水溶液同士を接触させた(工程2)。
次に、得られた塩基性硫酸ジルコニウム含有反応液を、95℃で4時間保持して熟成し、塩基性硫酸ジルコニウムを得た(工程3)。
次に、熟成された溶液を室温まで冷却した後、Y2O3換算で10質量%の塩化イットリウム水溶液を、Y2O3が3mol%となるように添加し、均一に混合した(工程4)。
次に、得られた混合溶液に25質量%水酸化ナトリウム水溶液を添加し、pHが13以上になるまで中和し、水酸化物沈澱を生成させた(工程5)。
得られた水酸化物沈澱をろ過し、充分に水洗し、得られた水酸化物を105℃,24時間乾燥させた。乾燥させた水酸化物を大気中960℃(焼成温度)で2時間熱処理し、未粉砕のジルコニア系粉末(イットリア安定化ジルコニア系粉末)を得た(工程6)。
得られた未粉砕のイットリア安定化ジルコニア系粉末に一次粒子の平均粒子径0.1μmのアルミナ粉末を、イットリア安定化ジルコニア系粉末に対して0.25質量%加え、水を分散媒とした湿式ボールミルにて40時間粉砕混合した。粉砕にはジルコニアビーズφ5mmを用いた。粉砕後に得られたジルコニアスラリーを110℃にて乾燥させ、実施例1に係るジルコニア粉末を得た。
上記操作は、具体的には、図1を用いて説明したような装置にて行った。
(実施例2)
焼成温度を860℃としたこと以外は、実施例1と同様にして実施例2に係るジルコニア粉末を得た。
焼成温度を860℃としたこと以外は、実施例1と同様にして実施例2に係るジルコニア粉末を得た。
(実施例3)
実施例2と同様にして実施例3に係るジルコニア粉末を得た。なお、実施例3に係るジルコニア焼結体は、実施例2に係るジルコニア焼結体と比較して、成型体作製時の成型条件、及び、焼結体作製時の焼結条件が異なる。
実施例2と同様にして実施例3に係るジルコニア粉末を得た。なお、実施例3に係るジルコニア焼結体は、実施例2に係るジルコニア焼結体と比較して、成型体作製時の成型条件、及び、焼結体作製時の焼結条件が異なる。
(実施例4)
アルミナ粉末の添加量を0.1質量%に変更したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例4に係るジルコニア粉末を得た。
アルミナ粉末の添加量を0.1質量%に変更したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例4に係るジルコニア粉末を得た。
(実施例5)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が5.6mol%となるように添加したこと、及び、焼成温度を880℃としたこと以外は、実施例1と同様にして実施例5に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が5.6mol%となるように添加したこと、及び、焼成温度を880℃としたこと以外は、実施例1と同様にして実施例5に係るジルコニア粉末を得た。
(実施例6)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が7mol%となるように添加したこと、及び、焼成温度を900℃としたこと以外は、実施例1と同様にして実施例6に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が7mol%となるように添加したこと、及び、焼成温度を900℃としたこと以外は、実施例1と同様にして実施例6に係るジルコニア粉末を得た。
(実施例7)
焼成温度を830℃としたこと以外は、実施例1と同様にして実施例7に係るジルコニア粉末を得た。
焼成温度を830℃としたこと以外は、実施例1と同様にして実施例7に係るジルコニア粉末を得た。
(実施例8)
アルミナ粉末の添加量を0.24質量%に変更したこと、及び、焼成温度を760℃としたこと以外は、実施例1と同様にして実施例8に係るジルコニア粉末を得た。
アルミナ粉末の添加量を0.24質量%に変更したこと、及び、焼成温度を760℃としたこと以外は、実施例1と同様にして実施例8に係るジルコニア粉末を得た。
(実施例9)
アルミナ粉末の添加量を0.24質量%に変更したこと、及び、焼成温度を700℃としたこと以外は、実施例1と同様にして実施例9に係るジルコニア粉末を得た。
アルミナ粉末の添加量を0.24質量%に変更したこと、及び、焼成温度を700℃としたこと以外は、実施例1と同様にして実施例9に係るジルコニア粉末を得た。
(実施例10)
アルミナ粉末を添加しなかったこと以外は、実施例1と同様にして実施例10に係るジルコニア粉末を得た。
アルミナ粉末を添加しなかったこと以外は、実施例1と同様にして実施例10に係るジルコニア粉末を得た。
(実施例11)
アルミナ粉末を添加しなかったこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例11に係るジルコニア粉末を得た。
アルミナ粉末を添加しなかったこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例11に係るジルコニア粉末を得た。
(実施例12)
アルミナ粉末を添加しなかったこと、及び、焼成温度を760℃としたこと以外は、実施例1と同様にして実施例12に係るジルコニア粉末を得た。
アルミナ粉末を添加しなかったこと、及び、焼成温度を760℃としたこと以外は、実施例1と同様にして実施例12に係るジルコニア粉末を得た。
(実施例13)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が1.6mol%となるように添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例13に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が1.6mol%となるように添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例13に係るジルコニア粉末を得た。
(実施例14)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2mol%となるように添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例14に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2mol%となるように添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例14に係るジルコニア粉末を得た。
(実施例15)
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で4mol%となるように添加したこと、焼成温度を1000℃としたこと以外は、実施例1と同様にして実施例15に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で4mol%となるように添加したこと、焼成温度を1000℃としたこと以外は、実施例1と同様にして実施例15に係るジルコニア粉末を得た。
(実施例16)
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で17mol%となるように添加したこと、焼成温度を1000℃としたこと以外は、実施例1と同様にして実施例16に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で17mol%となるように添加したこと、焼成温度を1000℃としたこと以外は、実施例1と同様にして実施例16に係るジルコニア粉末を得た。
(実施例17)
塩化イットリウム水溶液を添加する代わりに、Er2O3換算で10質量%の塩化エルビウム水溶液をEr2O3が1.6mol%となるように添加したこと、アルミナ粉末の添加量を0.26質量%に変更したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例17に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、Er2O3換算で10質量%の塩化エルビウム水溶液をEr2O3が1.6mol%となるように添加したこと、アルミナ粉末の添加量を0.26質量%に変更したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例17に係るジルコニア粉末を得た。
(実施例18)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が1mol%となるように添加し、かつ、Er2O3換算で10質量%の塩化エルビウム水溶液をEr2O3が1mol%となるように添加したこと、ZnOを0.25質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例18に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が1mol%となるように添加し、かつ、Er2O3換算で10質量%の塩化エルビウム水溶液をEr2O3が1mol%となるように添加したこと、ZnOを0.25質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例18に係るジルコニア粉末を得た。
(実施例19)
塩化イットリウム水溶液を添加する代わりに、CeO2換算で10質量%の塩化セリウム水溶液をCeO2が10mol%となるように添加したこと、アルミナ粉末の添加量を0.29質量%に変更したこと、及び、焼成温度を980℃としたこと以外は、実施例1と同様にして実施例19に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、CeO2換算で10質量%の塩化セリウム水溶液をCeO2が10mol%となるように添加したこと、アルミナ粉末の添加量を0.29質量%に変更したこと、及び、焼成温度を980℃としたこと以外は、実施例1と同様にして実施例19に係るジルコニア粉末を得た。
(実施例20)
塩化イットリウム水溶液を添加する代わりに、CeO2換算で12質量%の塩化セリウム水溶液をCeO2が12mol%となるように添加したこと、アルミナ粉末の添加量を0.28質量%に変更したこと、及び、焼成温度を980℃としたこと以外は、実施例1と同様にして実施例20に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、CeO2換算で12質量%の塩化セリウム水溶液をCeO2が12mol%となるように添加したこと、アルミナ粉末の添加量を0.28質量%に変更したこと、及び、焼成温度を980℃としたこと以外は、実施例1と同様にして実施例20に係るジルコニア粉末を得た。
(実施例21)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2mol%となるように添加したこと、アルミナ粉末を添加する代わりにFe2O3粉末を0.6質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例21に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2mol%となるように添加したこと、アルミナ粉末を添加する代わりにFe2O3粉末を0.6質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例21に係るジルコニア粉末を得た。
(実施例22)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2mol%となるように添加したこと、アルミナ粉末0.25質量%添加するのに加えてFe2O3粉末を0.6質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例22に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2mol%となるように添加したこと、アルミナ粉末0.25質量%添加するのに加えてFe2O3粉末を0.6質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例22に係るジルコニア粉末を得た。
(実施例23)
アルミナ粉末0.25質量%添加するのに加えてFe2O3粉末を0.18質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例23に係るジルコニア粉末を得た。
アルミナ粉末0.25質量%添加するのに加えてFe2O3粉末を0.18質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例23に係るジルコニア粉末を得た。
(実施例24)
アルミナ粉末の添加量を0.1質量%に変更したこと、アルミナ粉末の添加に加えてMnO2粉末を0.04質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例24に係るジルコニア粉末を得た。
アルミナ粉末の添加量を0.1質量%に変更したこと、アルミナ粉末の添加に加えてMnO2粉末を0.04質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例24に係るジルコニア粉末を得た。
(実施例25)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加に加えてZnO粉末を0.25質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例25に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加に加えてZnO粉末を0.25質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例25に係るジルコニア粉末を得た。
(実施例26)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加に加えてFe2O3粉末を0.7質量%、CoO粉末を1.2質量%、Cr2O3粉末を1.3質量%、及び、TiO2粉末を0.7質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例26に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加に加えてFe2O3粉末を0.7質量%、CoO粉末を1.2質量%、Cr2O3粉末を1.3質量%、及び、TiO2粉末を0.7質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例26に係るジルコニア粉末を得た。
(実施例27)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加量を0.7質量%に変更したこと、アルミナ粉末の添加に加えてMnO2粉末を1.1質量%、CoO粉末を1.2質量%、及び、Cr2O3粉末を1.3質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例27に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加量を0.7質量%に変更したこと、アルミナ粉末の添加に加えてMnO2粉末を1.1質量%、CoO粉末を1.2質量%、及び、Cr2O3粉末を1.3質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例27に係るジルコニア粉末を得た。
(実施例28)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加量を0.6質量%に変更したこと、アルミナ粉末の添加に加えてCoO粉末を1.9質量%、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例28に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加量を0.6質量%に変更したこと、アルミナ粉末の添加に加えてCoO粉末を1.9質量%、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例28に係るジルコニア粉末を得た。
(実施例29)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加量を0.25質量%に変更したこと、Tb4O7粉末を0.2質量%添加したこと以外は、実施例1と同様にして実施例29に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が2.6mol%となるように添加したこと、アルミナ粉末の添加量を0.25質量%に変更したこと、Tb4O7粉末を0.2質量%添加したこと以外は、実施例1と同様にして実施例29に係るジルコニア粉末を得た。
(実施例30)
混合液のSO4 2-/ZrO2質量比率が0.60となるようにしたこと以外は、実施例1と同様にして実施例30に係るジルコニア粉末を得た。
混合液のSO4 2-/ZrO2質量比率が0.60となるようにしたこと以外は、実施例1と同様にして実施例30に係るジルコニア粉末を得た。
(実施例31)
25質量%硫酸ナトリウム水溶液213g及びZrO2換算で16質量%となるオキシ塩化ジルコニウム水溶液450g(酸濃度:1N)をそれぞれ別々に99℃に加熱したこと以外は、実施例1と同様にして実施例31に係るジルコニア粉末を得た。
25質量%硫酸ナトリウム水溶液213g及びZrO2換算で16質量%となるオキシ塩化ジルコニウム水溶液450g(酸濃度:1N)をそれぞれ別々に99℃に加熱したこと以外は、実施例1と同様にして実施例31に係るジルコニア粉末を得た。
(実施例32)
4分間かけて、加熱された水溶液同士を接触させたこと以外は、実施例1と同様にして実施例32に係るジルコニア粉末を得た。
4分間かけて、加熱された水溶液同士を接触させたこと以外は、実施例1と同様にして実施例32に係るジルコニア粉末を得た。
(実施例33)
塩化イットリウム水溶液を添加する代わりに、Sc2O3換算で10質量%の塩化スカンジウム水溶液をSc2O3が3mol%となるように添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例33に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、Sc2O3換算で10質量%の塩化スカンジウム水溶液をSc2O3が3mol%となるように添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例33に係るジルコニア粉末を得た。
(実施例34)
アルミナ粉末0.25質量%添加するのに加えてCuO粉末を0.3質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例34に係るジルコニア粉末を得た。
アルミナ粉末0.25質量%添加するのに加えてCuO粉末を0.3質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例34に係るジルコニア粉末を得た。
(実施例35)
アルミナ粉末0.25質量%添加するのに加えてV2O5粉末を0.03質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例35に係るジルコニア粉末を得た。
アルミナ粉末0.25質量%添加するのに加えてV2O5粉末を0.03質量%添加したこと、及び、焼成温度を860℃としたこと以外は、実施例1と同様にして実施例35に係るジルコニア粉末を得た。
(実施例36)
塩化イットリウム水溶液を添加する代わりに、Yb2O3換算で10質量%の塩化イッテルビウム水溶液をYb2O3が3mol%となるように添加したこと以外は、実施例1と同様にして実施例36に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、Yb2O3換算で10質量%の塩化イッテルビウム水溶液をYb2O3が3mol%となるように添加したこと以外は、実施例1と同様にして実施例36に係るジルコニア粉末を得た。
(実施例37)
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で6mol%となるように添加したこと、アルミナ粉末の添加量を0質量%に変更したこと、焼成温度を1000℃としたこと以外は、実施例1と同様にして実施例37に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で6mol%となるように添加したこと、アルミナ粉末の添加量を0質量%に変更したこと、焼成温度を1000℃としたこと以外は、実施例1と同様にして実施例37に係るジルコニア粉末を得た。
(実施例38)
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で10.6mol%となるように添加したこと、アルミナ粉末の添加量を0質量%に変更したこと、焼成温度を950℃としたこと以外は、実施例1と同様にして実施例38に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で10.6mol%となるように添加したこと、アルミナ粉末の添加量を0質量%に変更したこと、焼成温度を950℃としたこと以外は、実施例1と同様にして実施例38に係るジルコニア粉末を得た。
(実施例39)
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で8.8mol%となるように添加したこと、アルミナ粉末の添加量を0.1質量%に変更したこと、焼成温度を950℃としたこと以外は、実施例1と同様にして実施例39に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに炭酸カルシウム(CaCO3)をCaO換算で8.8mol%となるように添加したこと、アルミナ粉末の添加量を0.1質量%に変更したこと、焼成温度を950℃としたこと以外は、実施例1と同様にして実施例39に係るジルコニア粉末を得た。
(実施例40)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、及び、アルミナ粉末の添加量を0質量%に変更したこと以外は、実施例1と同様にして実施例40に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、及び、アルミナ粉末の添加量を0質量%に変更したこと以外は、実施例1と同様にして実施例40に係るジルコニア粉末を得た。
(実施例41)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例41に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例41に係るジルコニア粉末を得た。
(実施例42)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.25質量%に変更したこと以外は、実施例1と同様にして実施例42に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.25質量%に変更したこと以外は、実施例1と同様にして実施例42に係るジルコニア粉末を得た。
(実施例43)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、焼成温度を860℃としたこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例43に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が3.2mol%となるように添加したこと、焼成温度を860℃としたこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例43に係るジルコニア粉末を得た。
(実施例44)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が4.0mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例44に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が4.0mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例44に係るジルコニア粉末を得た。
(実施例45)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が5.6mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例45に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が5.6mol%となるように添加したこと、及び、アルミナ粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例45に係るジルコニア粉末を得た。
(実施例46)
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が1.7mol%となるように添加したこと、焼成温度を860℃としたこと、及び、アルミナ粉末の代わりにMnO2粉末の添加量を1.0質量%に変更したこと以外は、実施例1と同様にして実施例46に係るジルコニア粉末を得た。
Y2O3換算で10質量%の塩化イットリウム水溶液をY2O3が3mol%となるよう添加する代わりに、塩化イットリウム水溶液をY2O3が1.7mol%となるように添加したこと、焼成温度を860℃としたこと、及び、アルミナ粉末の代わりにMnO2粉末の添加量を1.0質量%に変更したこと以外は、実施例1と同様にして実施例46に係るジルコニア粉末を得た。
(実施例47)
アルミナ粉末の添加量を0.5質量%、Fe2O3粉末の添加量を0.1質量%、MnO2粉末の添加量を0.3質量%に変更したこと以外は、実施例1と同様にして実施例47に係るジルコニア粉末を得た。
アルミナ粉末の添加量を0.5質量%、Fe2O3粉末の添加量を0.1質量%、MnO2粉末の添加量を0.3質量%に変更したこと以外は、実施例1と同様にして実施例47に係るジルコニア粉末を得た。
(実施例48)
アルミナ粉末の添加量を0.5質量%、MnO2粉末の添加量を0.3質量%、CoO粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例48に係るジルコニア粉末を得た。
アルミナ粉末の添加量を0.5質量%、MnO2粉末の添加量を0.3質量%、CoO粉末の添加量を0.1質量%に変更したこと以外は、実施例1と同様にして実施例48に係るジルコニア粉末を得た。
(実施例49)
塩化イットリウム水溶液を添加する代わりに、CeO2換算で10質量%の塩化セリウム水溶液をCeO2が11mol%となるように添加したこと、焼成温度を780℃としたこと、アルミナ粉末の添加量を0.5質量%、MnO2粉末の添加量を0.5質量%としたこと以外は、実施例1と同様にして実施例49に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、CeO2換算で10質量%の塩化セリウム水溶液をCeO2が11mol%となるように添加したこと、焼成温度を780℃としたこと、アルミナ粉末の添加量を0.5質量%、MnO2粉末の添加量を0.5質量%としたこと以外は、実施例1と同様にして実施例49に係るジルコニア粉末を得た。
(実施例50)
塩化イットリウム水溶液を添加する代わりに、Tb4O7換算で10質量%の塩化テルビウム水溶液をTb4O7が2.0mol%となるように添加したこと、焼成温度を780℃としたこと以外は、実施例1と同様にして実施例51に係るジルコニア粉末を得た。
塩化イットリウム水溶液を添加する代わりに、Tb4O7換算で10質量%の塩化テルビウム水溶液をTb4O7が2.0mol%となるように添加したこと、焼成温度を780℃としたこと以外は、実施例1と同様にして実施例51に係るジルコニア粉末を得た。
(比較例1)
オキシ塩化ジルコニウム・8水和物187g(ZrO2換算:72g)をイオン交換水に溶解し、次に35%塩酸及びイオン交換水により酸濃度が0.67N、ZrO2濃度が4w/v%となるように調整した。
得られた溶液を60℃まで昇温させて同温度で5%硫酸ナトリウム(硫酸塩化剤)1065gを添加した。次に95℃まで昇温させて同温度で15分保持後、室温になるまで放冷し、塩基性硫酸ジルコニウム含有スラリーを得たこと以外は、実施例1と同様にして比較例1に係るジルコニア粉末を得た。つまり、工程3以降は実施例1と同様にして比較例1に係るジルコニア粉末を得た。
オキシ塩化ジルコニウム・8水和物187g(ZrO2換算:72g)をイオン交換水に溶解し、次に35%塩酸及びイオン交換水により酸濃度が0.67N、ZrO2濃度が4w/v%となるように調整した。
得られた溶液を60℃まで昇温させて同温度で5%硫酸ナトリウム(硫酸塩化剤)1065gを添加した。次に95℃まで昇温させて同温度で15分保持後、室温になるまで放冷し、塩基性硫酸ジルコニウム含有スラリーを得たこと以外は、実施例1と同様にして比較例1に係るジルコニア粉末を得た。つまり、工程3以降は実施例1と同様にして比較例1に係るジルコニア粉末を得た。
(比較例2)
硫酸ナトリウム粉末イオン交換水に溶解させて、硫酸ナトリウムの5質量%溶液を得た。得られた硫酸ナトリウム溶液を加温して、85℃で保持した。
一方、ジルコニウムをジルコニア換算で1質量%含有するようにオキシ塩化ジルコニウム塩溶液を調整し、このジルコニウム塩溶液を加温して、85℃で保持した。ジルコニアの総量は100gとした。
次に、85℃で恒温保持したジルコニウム塩溶液に、85℃で恒温保持した硫酸ナトリウム溶液1000g全量を攪拌しながら10秒間で添加して混合することで、塩基性硫酸ジルコニウムスラリーを得た。そこへ、塩化イットリウム溶液をイットリア量がジルコニアに対して3.0mol%となるように添加した後に、水酸化ナトリウムを用いて中和を行って水酸化物を得た。
水酸化物を濾別、水洗した後に、電気炉にて焼成温度を1000℃として水酸化物を焼成して酸化物を得た後、平均粒子径0.1μmのアルミナ粉末を酸化物に対して0.25質量%加え、水を分散媒とした湿式ボールミル30時間粉砕混合した。得られたスラリーを120℃にて恒温乾燥し、目的のジルコニア粉末を得た。このようにして比較例2に係るジルコニア粉末を得た。
硫酸ナトリウム粉末イオン交換水に溶解させて、硫酸ナトリウムの5質量%溶液を得た。得られた硫酸ナトリウム溶液を加温して、85℃で保持した。
一方、ジルコニウムをジルコニア換算で1質量%含有するようにオキシ塩化ジルコニウム塩溶液を調整し、このジルコニウム塩溶液を加温して、85℃で保持した。ジルコニアの総量は100gとした。
次に、85℃で恒温保持したジルコニウム塩溶液に、85℃で恒温保持した硫酸ナトリウム溶液1000g全量を攪拌しながら10秒間で添加して混合することで、塩基性硫酸ジルコニウムスラリーを得た。そこへ、塩化イットリウム溶液をイットリア量がジルコニアに対して3.0mol%となるように添加した後に、水酸化ナトリウムを用いて中和を行って水酸化物を得た。
水酸化物を濾別、水洗した後に、電気炉にて焼成温度を1000℃として水酸化物を焼成して酸化物を得た後、平均粒子径0.1μmのアルミナ粉末を酸化物に対して0.25質量%加え、水を分散媒とした湿式ボールミル30時間粉砕混合した。得られたスラリーを120℃にて恒温乾燥し、目的のジルコニア粉末を得た。このようにして比較例2に係るジルコニア粉末を得た。
(比較例3)
混合液のSO4 2-/ZrO2質量比率が0.50となるように、3時間かけて、加熱された水溶液同士を接触させたこと以外は実施例1と同様にして比較例3に係るジルコニア粉末を得た。
混合液のSO4 2-/ZrO2質量比率が0.50となるように、3時間かけて、加熱された水溶液同士を接触させたこと以外は実施例1と同様にして比較例3に係るジルコニア粉末を得た。
(比較例4)
硫酸ナトリウム溶液及びジルコニウム塩溶液の保持温度をそれぞれ60℃に変更し、硫酸ナトリウム溶液とジルコニウム塩溶液とを60℃で混合することに変更したこと以外は実施例1と同様にして比較例4に係るジルコニア粉末を得た。
硫酸ナトリウム溶液及びジルコニウム塩溶液の保持温度をそれぞれ60℃に変更し、硫酸ナトリウム溶液とジルコニウム塩溶液とを60℃で混合することに変更したこと以外は実施例1と同様にして比較例4に係るジルコニア粉末を得た。
[比表面積測定]
実施例、比較例のジルコニア粉末の比表面積を、比表面積計(「マックソーブ」マウンテック製)を用いてBET法にて測定した。結果を表3、表4に示す。
実施例、比較例のジルコニア粉末の比表面積を、比表面積計(「マックソーブ」マウンテック製)を用いてBET法にて測定した。結果を表3、表4に示す。
[細孔容積の測定]
実施例、比較例のジルコニア粉末について、細孔分布測定装置(「オートポアIV9500」マイクロメリティクス製)を用い、水銀圧入法にて細孔分布を得た。測定条件は下記の通りとした。
<測定条件>
測定装置:細孔分布測定装置(マイクロメリティクス製オートポアIV9500)
測定範囲:0.0036~10.3μm
測定点数:120点
水銀接触角:140degrees
水銀表面張力:480dyne/cm
実施例、比較例のジルコニア粉末について、細孔分布測定装置(「オートポアIV9500」マイクロメリティクス製)を用い、水銀圧入法にて細孔分布を得た。測定条件は下記の通りとした。
<測定条件>
測定装置:細孔分布測定装置(マイクロメリティクス製オートポアIV9500)
測定範囲:0.0036~10.3μm
測定点数:120点
水銀接触角:140degrees
水銀表面張力:480dyne/cm
得られた細孔分布を用い、10nm以上200nm以下の範囲におけるピークトップ径、細孔容積、及び、細孔分布幅を求めた。結果を表3、表4に示す。
ここで、細孔分布幅は、log微分細孔容積が0.1ml/g以上となるピークの幅をいう。
なお、参考までに、図2に実施例1のジルコニア粉末の細孔分布を、図3に比較例2のジルコニア粉末の細孔分布を、図4に比較例4のジルコニア粉末の細孔分布を示す。
ここで、細孔分布幅は、log微分細孔容積が0.1ml/g以上となるピークの幅をいう。
なお、参考までに、図2に実施例1のジルコニア粉末の細孔分布を、図3に比較例2のジルコニア粉末の細孔分布を、図4に比較例4のジルコニア粉末の細孔分布を示す。
[組成測定]
実施例、比較例のジルコニア粉末の組成(酸化物換算)を、ICP-AES(「ULTIMA-2」HORIBA製)を用いて分析した。結果を表1、表2に示す。
実施例、比較例のジルコニア粉末の組成(酸化物換算)を、ICP-AES(「ULTIMA-2」HORIBA製)を用いて分析した。結果を表1、表2に示す。
[粒子径D50の測定]
実施例、比較例のジルコニア粉末0.15gと40mlの0.2%ヘキサメタリン酸ナトリウム水溶液とを50mlビーカーに投入し、超音波ホモジナイザー「ソニファイアーS-450D」(日本エマソン株式会社)で5分間分散した後、装置(レーザー回折式粒子径分布測定装置(「SALD-2300」島津製作所社製))に投入し測定した。結果を表3、表4に示す。
実施例、比較例のジルコニア粉末0.15gと40mlの0.2%ヘキサメタリン酸ナトリウム水溶液とを50mlビーカーに投入し、超音波ホモジナイザー「ソニファイアーS-450D」(日本エマソン株式会社)で5分間分散した後、装置(レーザー回折式粒子径分布測定装置(「SALD-2300」島津製作所社製))に投入し測定した。結果を表3、表4に示す。
[ジルコニア焼結体の作製]
まず、実施例、比較例のジルコニア粉末を冷間等方圧加圧法(CIP)にて、成型体を得た。成型圧は、実施例3のみ1t/cm2とし、実施例3以外は、2t/cm2とした。
この際、成型体の相対成型密度を下記により求めた。結果を表3、表4に示す。
次に、前記成型体を、1100℃にて2時間の条件で焼結(実施例49)させ、ジルコニア焼結体を得た。
また、前記成型体を、1150℃にて2時間の条件で焼結(実施例14、実施例20~実施例22、実施例46~実施例48)させ、ジルコニア焼結体を得た。
また、前記成型体を、1200℃にて2時間の条件で焼結(実施例1~9、13~32、50、比較例1、3、4)させ、ジルコニア焼結体を得た。
また、前記成型体を、1250℃にて2時間の条件で焼結(実施例40~45)させ、ジルコニア焼結体を得た。
また、前記成型体を、1300℃にて2時間の条件で焼結(実施例10~12、39)させ、ジルコニア焼結体を得た。
また、前記成型体を、1325℃にて2時間の条件で焼結(実施例37、38)させ、ジルコニア焼結体を得た。
なお、比較例2は、1300℃以下では焼結しなかったため、焼結密度を測定していない。
得られたジルコニア焼結体の相対焼結密度を下記により求めた。結果を表3、表4に示す。なお、表3、表4中「-」は、測定していないことを示す。
まず、実施例、比較例のジルコニア粉末を冷間等方圧加圧法(CIP)にて、成型体を得た。成型圧は、実施例3のみ1t/cm2とし、実施例3以外は、2t/cm2とした。
この際、成型体の相対成型密度を下記により求めた。結果を表3、表4に示す。
次に、前記成型体を、1100℃にて2時間の条件で焼結(実施例49)させ、ジルコニア焼結体を得た。
また、前記成型体を、1150℃にて2時間の条件で焼結(実施例14、実施例20~実施例22、実施例46~実施例48)させ、ジルコニア焼結体を得た。
また、前記成型体を、1200℃にて2時間の条件で焼結(実施例1~9、13~32、50、比較例1、3、4)させ、ジルコニア焼結体を得た。
また、前記成型体を、1250℃にて2時間の条件で焼結(実施例40~45)させ、ジルコニア焼結体を得た。
また、前記成型体を、1300℃にて2時間の条件で焼結(実施例10~12、39)させ、ジルコニア焼結体を得た。
また、前記成型体を、1325℃にて2時間の条件で焼結(実施例37、38)させ、ジルコニア焼結体を得た。
なお、比較例2は、1300℃以下では焼結しなかったため、焼結密度を測定していない。
得られたジルコニア焼結体の相対焼結密度を下記により求めた。結果を表3、表4に示す。なお、表3、表4中「-」は、測定していないことを示す。
<相対焼結密度>
相対焼結密度(%)=(焼結密度/理論焼結密度)×100・・・(1)
ここで、理論焼結密度(ρ0とする)は、下記式(2-1)によって算出される値である。
ρ0=100/[(Y/3.987)+(100-Y)/ρz]・・・(2-1)
ただし、ρzは、下記式(2-2)によって算出される値である。
ρz=[124.25(100-X)+[安定化剤の分子量]×X]/[150.5(100+X)A2C]・・・(2-2)
ここで、前記安定化剤の分子量は、前記安定化剤がY2O3の場合225.81、Er2O3の場合382.52、Yb2O3の場合394.11を用いる。
また、X及びYはそれぞれ、安定化剤濃度(モル%)及びアルミナ濃度(重量%)である。また、A及びCはそれぞれ、下記式(2-3)及び(2-4)によって算出される値である。
A=0.5080+0.06980X/(100+X)・・・(2-3)
C=0.5195-0.06180X/(100+X)・・・(2-4)
式(1)において、理論焼結密度は,粉末の組成によって変動する。例えば、イットリア含有ジルコニアの理論焼結密度は、イットリア含有量が2mol%であれば6.117g/cm3、3mol%であれば6.098g/cm3、5.5mol%であれば6.051g/cm3である(Al2O3=0重量%の場合)。
安定化剤がSc2O3の場合、ρzは下記式(3)によって算出される値である。
ρz=-0.0402(Sc2O3のモル濃度)+6.1294・・・(3)
安定化剤がCaOの場合、ρzは下記式(3-1)によって算出される値である。
ρz=-0.0400(CaOのモル濃度)+6.1700・・・(3-1)
また、着色剤を含む場合の理論焼結密度(ρ1とする)は、
ρ1=100/[(Z/V)+(100-Z)/ρ0]・・・(2-5)
また、Zは着色剤濃度(重量%)Vは着色剤理論密度(g/cm3)である。
着色剤理論密度は、Fe2O3が5.24g/cm3、ZnOが5.61g/cm3、MnO2が5.03g/cm3、CoOが6.10g/cm3、Cr2O3が5.22g/cm3、TiO2が4.23g/cm3、Tb4O7が7.80g/cm3、CuOが6.31g/cm3、V2O5が3.36g/cm3とした。
また、焼結密度は、アルキメデス法にて計測した。
相対焼結密度(%)=(焼結密度/理論焼結密度)×100・・・(1)
ここで、理論焼結密度(ρ0とする)は、下記式(2-1)によって算出される値である。
ρ0=100/[(Y/3.987)+(100-Y)/ρz]・・・(2-1)
ただし、ρzは、下記式(2-2)によって算出される値である。
ρz=[124.25(100-X)+[安定化剤の分子量]×X]/[150.5(100+X)A2C]・・・(2-2)
ここで、前記安定化剤の分子量は、前記安定化剤がY2O3の場合225.81、Er2O3の場合382.52、Yb2O3の場合394.11を用いる。
また、X及びYはそれぞれ、安定化剤濃度(モル%)及びアルミナ濃度(重量%)である。また、A及びCはそれぞれ、下記式(2-3)及び(2-4)によって算出される値である。
A=0.5080+0.06980X/(100+X)・・・(2-3)
C=0.5195-0.06180X/(100+X)・・・(2-4)
式(1)において、理論焼結密度は,粉末の組成によって変動する。例えば、イットリア含有ジルコニアの理論焼結密度は、イットリア含有量が2mol%であれば6.117g/cm3、3mol%であれば6.098g/cm3、5.5mol%であれば6.051g/cm3である(Al2O3=0重量%の場合)。
安定化剤がSc2O3の場合、ρzは下記式(3)によって算出される値である。
ρz=-0.0402(Sc2O3のモル濃度)+6.1294・・・(3)
安定化剤がCaOの場合、ρzは下記式(3-1)によって算出される値である。
ρz=-0.0400(CaOのモル濃度)+6.1700・・・(3-1)
また、着色剤を含む場合の理論焼結密度(ρ1とする)は、
ρ1=100/[(Z/V)+(100-Z)/ρ0]・・・(2-5)
また、Zは着色剤濃度(重量%)Vは着色剤理論密度(g/cm3)である。
着色剤理論密度は、Fe2O3が5.24g/cm3、ZnOが5.61g/cm3、MnO2が5.03g/cm3、CoOが6.10g/cm3、Cr2O3が5.22g/cm3、TiO2が4.23g/cm3、Tb4O7が7.80g/cm3、CuOが6.31g/cm3、V2O5が3.36g/cm3とした。
また、焼結密度は、アルキメデス法にて計測した。
<相対成型密度>
相対成型密度(%)=(成型密度/理論焼結密度)×100・・・(4)
ここで、理論焼結密度(ρ0とする)は、上記式(2-1)によって算出される値である。
相対成型密度(%)=(成型密度/理論焼結密度)×100・・・(4)
ここで、理論焼結密度(ρ0とする)は、上記式(2-1)によって算出される値である。
<全光線透過率>
上記にて得られた実施例37~45のジルコニア焼結体の全光線透過率を、分光ヘーズメーター(装置名:SH―7000、日本電色工業社製)を用い、D65光源を使用して、JISK7361に準拠した方法によって測定した。測定試料は両面研磨して厚みを1mmに調整した。結果を表4に示す。
上記にて得られた実施例37~45のジルコニア焼結体の全光線透過率を、分光ヘーズメーター(装置名:SH―7000、日本電色工業社製)を用い、D65光源を使用して、JISK7361に準拠した方法によって測定した。測定試料は両面研磨して厚みを1mmに調整した。結果を表4に示す。




Claims (18)
- 安定化剤を含み、
比表面積が20m2/g以上60m2/g以下であり、
粒子径D50が0.1μm以上0.7μm以下であり、
水銀圧入法に基づく細孔分布における10nm以上200nm以下の範囲において、細孔容積分布のピークトップ径が20nm以上85nm以下であり、細孔容積が0.2ml/g以上0.5ml/g未満であり、細孔分布幅が40nm以上105nm以下であることを特徴とするジルコニア粉末。 - 前記安定化剤が、アルカリ土類金属及び希土類元素から選ばれる1種以上の酸化物であることを特徴とする請求項1に記載のジルコニア粉末。
- 前記安定化剤が、Y2O3、CeO2、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることを特徴とする請求項1に記載のジルコニア粉末。
- 前記安定化剤が、Y2O3、Sc2O3、CaO、Er2O3、及び、Yb2O3からなる群より選ばれる1種以上であることを特徴とする請求項1に記載のジルコニア粉末。
- 前記安定化剤がY2O3であり、
ジルコニア粉末全体に対する前記Y2O3の含有量が、1.4mol%以上7.5mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記安定化剤がCeO2であり、
ジルコニア粉末全体に対する前記CeO2の含有量が、10mol%以上20mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記安定化剤がCeO2であり、
ジルコニア粉末全体に対する前記CeO2の含有量が、10mol%以上14mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記安定化剤がSc2O3であり、
ジルコニア粉末全体に対する前記Sc2O3の含有量が、1.4mol%以上7.5mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記安定化剤がEr2O3であり、
ジルコニア粉末全体に対する前記Er2O3の含有量が、1.4mol%以上7.5mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記安定化剤がCaOであり、
ジルコニア粉末全体に対する前記CaOの含有量が、3.5mol%以上17mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記安定化剤がYb2O3であり、
ジルコニア粉末全体に対する前記Yb2O3の含有量が、1.4mol%以上7.5mol%以下であることを特徴とする請求項3に記載のジルコニア粉末。 - 前記比表面積が22m2/g以上57m2/g以下であることを特徴とする請求項1~11のいずれか1に記載のジルコニア粉末。
- 前記粒子径D50が0.1μm以上0.3μm未満であることを特徴とする請求項1~12のいずれか1に記載のジルコニア粉末。
- アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上を、0.005質量%以上2質量%以下含むことを特徴とする請求項1~13のいずれか1に記載のジルコニア粉末。
- アルミナ、及び、タンマン温度が1200℃以下の金属酸化物からなる群より選ばれる1種以上の含有量が0.005質量%未満であることを特徴とする請求項1~13のいずれか1に記載のジルコニア粉末。
- Fe、V、Mn、Co、Cr、Tb、Zn、Cu及び、Tiからなる群より選ばれる1種以上を含むことを特徴とする請求項1~13のいずれか1に記載のジルコニア粉末。
- 請求項1~16のいずれか1に記載のジルコニア粉末を用いて、常圧焼結して得られることを特徴とするジルコニア焼結体。
- 請求項1~16のいずれか1に記載のジルコニア粉末を成型し、成型体を得る工程Xと、
前記工程Xの後、前記成型体を1100℃以上1350℃以下、1時間以上5時間以下の条件で焼結する工程Yとを有することを特徴とするジルコニア焼結体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022523223A JP7195482B2 (ja) | 2020-10-09 | 2021-10-06 | ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 |
| US17/755,370 US20220380258A1 (en) | 2020-10-09 | 2021-10-06 | Zirconia powder, zirconia sintered body, and method for producing zirconia sintered body |
| CN202180007063.8A CN114787086B (zh) | 2020-10-09 | 2021-10-06 | 氧化锆粉末、氧化锆烧结体及氧化锆烧结体的制造方法 |
| EP21877644.1A EP4039647A4 (en) | 2020-10-09 | 2021-10-06 | ZIRCONIUM OXIDE POWDER, ZIRCONIUM OXIDE SINTERED BODY AND METHOD FOR PRODUCING ZIRCONIUM OXIDE SINTERED BODY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-170991 | 2020-10-09 | ||
| JP2020170991 | 2020-10-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022075345A1 true WO2022075345A1 (ja) | 2022-04-14 |
Family
ID=81125989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/036910 WO2022075345A1 (ja) | 2020-10-09 | 2021-10-06 | ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220380258A1 (ja) |
| EP (1) | EP4039647A4 (ja) |
| JP (1) | JP7195482B2 (ja) |
| CN (1) | CN114787086B (ja) |
| WO (1) | WO2022075345A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023171542A1 (ja) * | 2022-03-11 | 2023-09-14 | 第一稀元素化学工業株式会社 | ジルコニア焼結体、ジルコニア粉末、及び、ジルコニア焼結体の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006240928A (ja) | 2005-03-04 | 2006-09-14 | Tosoh Corp | ジルコニア微粉末及びその製造方法 |
| WO2015145787A1 (ja) * | 2014-03-28 | 2015-10-01 | 第一稀元素化学工業株式会社 | ジルコニア系多孔質体及びその製造方法 |
| JP2015221727A (ja) | 2014-05-22 | 2015-12-10 | 東ソー株式会社 | ジルコニア焼結体及びその製造方法 |
| WO2017170565A1 (ja) | 2016-03-30 | 2017-10-05 | 第一稀元素化学工業株式会社 | ジルコニア微粉末およびその製造方法 |
| WO2020196650A1 (ja) * | 2019-03-25 | 2020-10-01 | 第一稀元素化学工業株式会社 | ジルコニア粉末、ジルコニア粉末の製造方法、ジルコニア焼結体の製造方法、及び、ジルコニア焼結体 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4010868B2 (ja) * | 2001-05-15 | 2007-11-21 | 昭和電工株式会社 | ニオブ粉、ニオブ焼結体及びニオブ焼結体を用いたコンデンサ |
| CA2719340C (en) * | 2008-04-09 | 2016-11-01 | Tosoh Corporation | Translucent zirconia sintered body, process for producing the same, and use of the same |
| JP5873731B2 (ja) * | 2012-02-07 | 2016-03-01 | 本田技研工業株式会社 | 排気ガス処理用触媒構造体 |
| CN104508741A (zh) * | 2012-08-28 | 2015-04-08 | Hoya株式会社 | 磁盘用玻璃基板的制造方法 |
| TW201605763A (zh) * | 2014-06-16 | 2016-02-16 | Ube Industries | 氮化矽粉末、氮化矽燒結體及電路基板、以及氮化矽粉末之製造方法 |
| CN111725539B (zh) * | 2019-03-21 | 2021-09-28 | 武汉众宇动力系统科技有限公司 | 用于燃料电池液冷系统的气泡检测系统及检测方法 |
| EP4039648A4 (en) * | 2020-10-09 | 2023-11-15 | Daiichi Kigenso Kagaku Kogyo Co., Ltd. | ZIRCONIUM OXIDE POWDER, ZIRCONIUM OXIDE SINTERED BODY AND PRODUCTION METHOD FOR A ZIRCONIUM OXIDE SINTERED BODY |
-
2021
- 2021-10-06 WO PCT/JP2021/036910 patent/WO2022075345A1/ja unknown
- 2021-10-06 JP JP2022523223A patent/JP7195482B2/ja active Active
- 2021-10-06 EP EP21877644.1A patent/EP4039647A4/en active Pending
- 2021-10-06 CN CN202180007063.8A patent/CN114787086B/zh active Active
- 2021-10-06 US US17/755,370 patent/US20220380258A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006240928A (ja) | 2005-03-04 | 2006-09-14 | Tosoh Corp | ジルコニア微粉末及びその製造方法 |
| WO2015145787A1 (ja) * | 2014-03-28 | 2015-10-01 | 第一稀元素化学工業株式会社 | ジルコニア系多孔質体及びその製造方法 |
| JP2015221727A (ja) | 2014-05-22 | 2015-12-10 | 東ソー株式会社 | ジルコニア焼結体及びその製造方法 |
| WO2017170565A1 (ja) | 2016-03-30 | 2017-10-05 | 第一稀元素化学工業株式会社 | ジルコニア微粉末およびその製造方法 |
| WO2020196650A1 (ja) * | 2019-03-25 | 2020-10-01 | 第一稀元素化学工業株式会社 | ジルコニア粉末、ジルコニア粉末の製造方法、ジルコニア焼結体の製造方法、及び、ジルコニア焼結体 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023171542A1 (ja) * | 2022-03-11 | 2023-09-14 | 第一稀元素化学工業株式会社 | ジルコニア焼結体、ジルコニア粉末、及び、ジルコニア焼結体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4039647A4 (en) | 2023-11-15 |
| US20220380258A1 (en) | 2022-12-01 |
| JP7195482B2 (ja) | 2022-12-23 |
| CN114787086A (zh) | 2022-07-22 |
| CN114787086B (zh) | 2023-10-17 |
| EP4039647A1 (en) | 2022-08-10 |
| JPWO2022075345A1 (ja) | 2022-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022075346A1 (ja) | ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 | |
| JP5366398B2 (ja) | 複合セラミックス及びその製法 | |
| EP3345870B1 (en) | Zirconia fine powder and production method therefor | |
| JP7110484B2 (ja) | ジルコニア粉末、ジルコニア粉末の製造方法、ジルコニア焼結体の製造方法、及び、ジルコニア焼結体 | |
| JP4470378B2 (ja) | ジルコニア焼結体およびその製造方法 | |
| Wang et al. | Densification of zirconia doped yttria transparent ceramics using co-precipitated powders | |
| WO2022075345A1 (ja) | ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 | |
| JP2003192452A (ja) | ジルコニア粉末およびその焼結体 | |
| Liu et al. | Effect of ammonium carbonate to metal ions molar ratio on synthesis and sintering of Nd: YAG nanopowders | |
| EP4140966A1 (en) | Sintered body and method for producing same | |
| JP4162599B2 (ja) | セリウム系複合酸化物、その焼結体及び製造法 | |
| JP6405699B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| JP6221434B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| JPH09188562A (ja) | ジルコニア質焼結体及びその製造方法並びに粉砕用部品材料 | |
| JP2020001988A (ja) | ジルコニア焼結体及びその製造方法 | |
| WO2023190119A1 (ja) | ジルコニア粉末、ジルコニア焼結体、及び、ジルコニア焼結体の製造方法 | |
| JP2006248858A (ja) | イットリア安定化ジルコニア質焼結体及びその製造方法 | |
| WO2023171542A1 (ja) | ジルコニア焼結体、ジルコニア粉末、及び、ジルコニア焼結体の製造方法 | |
| JP2000095564A (ja) | ジルコニア質焼結体及びその製造方法ならびに粉砕部材用材料 | |
| JP2021127285A (ja) | ジルコニア焼結体、及び、ジルコニア粉末 | |
| JP7472956B2 (ja) | 粉末及びその製造方法 | |
| WO2023042893A1 (ja) | 粉末組成物、仮焼体、焼結体及びその製造方法 | |
| Smyrnova-Zamkova et al. | Physico-chemical properties of fine-grained powder in Al2O3-ZrO2-Y2O3-CeO2 system produced by combined method | |
| JP2011136878A (ja) | ジルコニア−アルミナ複合セラミック材料の製造方法 | |
| JP2024063030A (ja) | ジルコニア組成物及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022523223 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2021877644 Country of ref document: EP Effective date: 20220503 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21877644 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |