WO2021241382A1 - レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 - Google Patents
レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 Download PDFInfo
- Publication number
- WO2021241382A1 WO2021241382A1 PCT/JP2021/019114 JP2021019114W WO2021241382A1 WO 2021241382 A1 WO2021241382 A1 WO 2021241382A1 JP 2021019114 W JP2021019114 W JP 2021019114W WO 2021241382 A1 WO2021241382 A1 WO 2021241382A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- light
- mass
- parts
- resin
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
- C08G69/265—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids from at least two different diamines or at least two different dicarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K13/00—Use of mixtures of ingredients not covered by one single of the preceding main groups, each of these compounds being essential
- C08K13/02—Organic and inorganic ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1616—Near infrared radiation [NIR], e.g. by YAG lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1635—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/733—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence
- B29C66/7336—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light
- B29C66/73365—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light at least one of the parts to be joined being transparent or translucent to visible light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7377—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined amorphous, semi-crystalline or crystalline
- B29C66/73775—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined amorphous, semi-crystalline or crystalline the to-be-joined area of at least one of the parts to be joined being crystalline
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/16—Halogen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0041—Optical brightening agents, organic pigments
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/01—Hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3412—Heterocyclic compounds having nitrogen in the ring having one nitrogen atom in the ring
- C08K5/3432—Six-membered rings
- C08K5/3437—Six-membered rings condensed with carbocyclic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/49—Phosphorus-containing compounds
- C08K5/51—Phosphorus bound to oxygen
- C08K5/53—Phosphorus bound to oxygen bound to oxygen and to carbon only
- C08K5/5313—Phosphinic compounds, e.g. R2=P(:O)OR'
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/06—Polyamides derived from polyamines and polycarboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0032—Pigments, colouring agents or opacifiyng agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2505/00—Use of metals, their alloys or their compounds, as filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2505/00—Use of metals, their alloys or their compounds, as filler
- B29K2505/08—Transition metals
- B29K2505/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2507/00—Use of elements other than metals as filler
- B29K2507/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2509/00—Use of inorganic materials not provided for in groups B29K2503/00 - B29K2507/00, as filler
- B29K2509/10—Mica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2509/00—Use of inorganic materials not provided for in groups B29K2503/00 - B29K2507/00, as filler
- B29K2509/14—Stones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
- B29K2995/0027—Transparent for light outside the visible spectrum
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/221—Oxides; Hydroxides of metals of rare earth metal
- C08K2003/2213—Oxides; Hydroxides of metals of rare earth metal of cerium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
Definitions
- the present invention relates to a laser welding light transmitting resin composition, a molded product, a kit, a method for manufacturing the molded product, and an in-vehicle camera.
- the resin composition of the present invention is mainly used as a resin composition (light-transmitting resin composition) on the side that transmits light for laser welding.
- Polyamide resin which is a typical engineering plastic, is easy to process and has excellent mechanical and electrical properties, heat resistance, and other physical and chemical properties. Therefore, it is widely used for vehicle parts, electrical / electronic equipment parts, other precision equipment parts, and the like. Recently, parts with complicated shapes are also manufactured from polyamide resin. For example, various welding techniques such as adhesive welding are used for bonding parts having a hollow portion such as an intake manifold. Vibration welding, ultrasonic welding, hot plate welding, injection welding, laser welding, etc. are used.
- laser welding includes a resin member having transparency (also referred to as non-absorbent or weakly absorbent) to laser light (hereinafter, may be referred to as "transmissive resin member”) and absorbability to laser light.
- transparent resin member also referred to as non-absorbent or weakly absorbent
- absorbability to laser light.
- This is a method of joining the two resin members by contacting and welding the resin member having the above (hereinafter, may be referred to as “absorbent resin member”). Specifically, it is a method in which an absorbent resin member is melted by the energy of laser light, heat is transferred from the absorbent member to a transmissive member, and both members are melted, cooled, solidified and welded to be joined.
- Laser welding does not generate abrasion powder or burrs, causes less damage to the product, and since the polyamide resin itself is a material with a relatively high laser transmittance, processing of polyamide resin products by laser welding technology is possible. It has been attracting attention recently.
- the transmissive resin member is usually molded from a light transmissive resin composition.
- a light-transmitting resin composition Patent Document 1 describes a semi-aromatic polyamide resin in an amount of 25 to 50% by mass, a brominated flame retardant in an amount of 3 to 20% by mass, and zinc sulfate in an amount of 1.5 to 10% by mass. And a polyamide resin composition containing a light-transmitting dye.
- Patent Document 1 describes that various polyamide resins are used for laser welding.
- the transmission of light having a wavelength in a specific region for example, a wavelength of 700 to 800 nm and / or a wavelength of 300 to 500 nm
- the laser-welded resin composition needs to maintain a high transmittance for the laser-welded light (for example, a light having a wavelength of 970 nm and / or a light having a wavelength of around 1070 nm).
- An object of the present invention is to solve such a problem, and a laser welding light transmitting resin composition having a low light transmittance in a specific wavelength region and a high light transmittance of laser welding light. It is an object of the present invention to provide an object, a molded product, a kit, a method for manufacturing a molded product, and an in-vehicle camera.
- the above problems have been solved by using a predetermined polyamide resin and using a light transmitting dye having a perylene skeleton as the light transmitting dye. .. Specifically, the above problem was solved by the following means. ⁇ 1> With respect to 100 parts by mass of a polyamide resin, 10 to 120 parts by mass of a reinforced filler, a light-transmitting dye having a perylene skeleton, and the polyamide resin are composed of a diamine-derived structural unit and a dicarboxylic acid-derived structural unit.
- 70 mol% or more of the constituent units derived from diamine are derived from xylylene diamine
- 70 mol% or more of the constituent units derived from dicarboxylic acid are derived from ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms.
- Laser-welded light-transmitting resin composition ⁇ 2> The resin composition according to ⁇ 1>, further comprising at least one of copper iodide, potassium iodide and cerium oxide.
- ⁇ 3> The resin composition according to ⁇ 1> or ⁇ 2>, wherein the xylylenediamine comprises 50 to 90 mol% of metaxylylenediamine and 10 to 50 mol% of paraxylylenediamine.
- ⁇ 4> The resin composition according to any one of ⁇ 1> to ⁇ 3>, wherein the ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms contains adipic acid.
- ⁇ 5> The xylylenediamine contains 50 to 90 mol% of metaxylylenediamine and 10 to 50 mol% of paraxylylenediamine, and the ⁇ , ⁇ -linear fat having 4 to 8 carbon atoms.
- the resin composition according to. ⁇ 9> The resin composition according to any one of ⁇ 1> to ⁇ 8>, wherein the content of the reinforced filler is 40 to 60 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the resin composition is molded into a test piece having a thickness of 1.0 mm, the light transmittance at a wavelength of 750 nm is 5% or less, and the light transmittance at a wavelength of 1070 nm is 20% or more.
- the light transmittance at a wavelength of 400 nm is 1.0% or less, and the light transmittance at a wavelength of 940 nm is 3.0% or more.
- the resin composition When the resin composition is molded into a test piece having a thickness of 1.0 mm, the light transmittance at a wavelength of 700 nm is 0.2% or less, and the light transmittance at a wavelength of 940 nm is 3.0% or more.
- ⁇ 15> A molded product formed from the resin composition according to any one of ⁇ 1> to ⁇ 14>.
- ⁇ 16> A kit comprising the resin composition according to any one of ⁇ 1> to ⁇ 14> and a light-absorbing resin composition containing a thermoplastic resin and a light-absorbing dye.
- ⁇ 17> It was formed from a molded product formed from the resin composition according to any one of ⁇ 1> to ⁇ 14>, and a light-absorbing resin composition containing a thermoplastic resin and a light-absorbing dye.
- a method for manufacturing a molded product which comprises laser welding the molded product.
- ⁇ 19> An in-vehicle camera including the in-vehicle camera component according to ⁇ 18>.
- An object of the present invention is to solve such a problem, and to manufacture a laser-welded light-transmitting resin composition, a molded product, a kit, and a molded product, which have a low light transmittance in a specific wavelength region.
- the purpose is to provide a method and an in-vehicle camera.
- the present embodiment will be described in detail.
- the following embodiments are examples for explaining the present invention, and the present invention is not limited to the present embodiment.
- "-" is used in the meaning which includes the numerical values described before and after it as the lower limit value and the upper limit value.
- various physical property values and characteristic values shall be at 23 ° C. unless otherwise specified.
- “part by mass” indicates a relative amount of a component
- “mass%” indicates an absolute amount of a component. If the standards shown in this specification differ depending on the year, such as measurement methods, they shall be based on the standards as of January 1, 2020, unless otherwise specified.
- the laser-welded light-transmitting resin composition of the present embodiment (hereinafter, may be simply referred to as “resin composition of the present embodiment”) is 10 to 120 parts by mass of a reinforced filler with respect to 100 parts by mass of a polyamide resin.
- the light-transmitting dye having a perylene skeleton and the polyamide resin are composed of a diamine-derived structural unit and a dicarboxylic acid-derived structural unit, and 70 mol% or more of the diamine-derived structural unit is derived from xylylene diamine.
- the light transmittance at a wavelength in a specific region (for example, a wavelength of 700 to 800 nm and / or a wavelength of 400 to 500 nm) is low, and the light for laser welding (for example, a wavelength of 970 nm) is low.
- the light for laser welding (for example, a wavelength of 970 nm) is low.
- And / or a light beam having a wavelength of around 1070 nm which makes it possible to provide a resin composition having a high light transmittance.
- a resin composition having a high transmittance of a light beam for laser welding and a lower transmittance in the wavelength region on the short wave side than the light beam for laser welding can be obtained.
- the laser transmittance tends to be low.
- the resin composition of the present embodiment is laser welded to such an extent that laser welding can be performed even if the flame retardant is added. It is possible to transmit the light beam for the purpose and reduce the transmittance of the light in a predetermined wavelength region.
- the xylylene diamine-based polyamide resin has an inherently low light transmittance on the short wavelength side, particularly at 300 to 800 nm, and further, a light-transmitting dye.
- a light-transmitting dye having a perylene skeleton the light transmittance in the light of laser welding (for example, light having a wavelength of 900 to 1200 nm) is maintained high, and the light having a shorter wavelength side than the light of laser welding is maintained. It has succeeded in reducing the light transmittance (for example, the light transmittance of 300 to 800 nm, more specifically, the wavelength of 700 to 800 nm and / or the wavelength of 400 to 500 nm).
- the resin composition of the present embodiment is composed of a diamine-derived structural unit and a dicarboxylic acid-derived structural unit as a polyamide resin, and 70 mol% or more of the diamine-derived structural unit is derived from xylylene diamine and is derived from a dicarboxylic acid. 70 mol% or more of the constituent units of the above contain those derived from ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms.
- Such a polyamide resin may be referred to as a xylylenediamine-based polyamide resin in the present specification.
- the light transmittance in the light of laser welding (for example, the light having a wavelength of 900 to 1200 nm) is maintained high, and the light transmittance on the shorter wavelength side than the light of laser welding is maintained. It is presumed that (for example, the light transmittance of 300 to 800 nm) can be lowered. Further, it is possible to utilize the excellent performance such as the mechanical strength inherent in the xylylenediamine-based polyamide resin.
- the xylylenediamine-based polyamide resin used in the present embodiment is preferably 80 mol% or more, more preferably 90 mol% or more, still more preferably 95 mol% or more, still more preferably 99 mol% or more of the constituent unit derived from diamine. Is derived from xylylenediamine.
- the structural unit derived from xylylylenediamine is preferably a structural unit derived from methoxylylenediamine and / or a structural unit derived from paraxylylenediamine, and 50 to 90 mol% of methoxylylenediamine and 10 to 50 mol% of paraxylylene.
- range amines but the total does not exceed 100 mol%), further to include 60-80 mol% metaxylylenediamine and 20-40 mol% paraxylylenediamine.
- range amines but the total does not exceed 100 mol%), further to include 60-80 mol% metaxylylenediamine and 20-40 mol% paraxylylenediamine.
- 95 mol% or more (preferably 99 mol% or more) of the constituent unit derived from xylylenediamine is derived from the constituent unit derived from metaxylylenediamine and / or paraxylylenediamine. It is preferable that it is a constituent unit of.
- diamines other than xylylenediamine that can be used as the raw material diamine component of the xylylenediamine-based polyamide resin include tetramethylenediamine, pentamethylenediamine, 2-methylpentanediamine, hexamethylenediamine, heptamethylenediamine, and octamethylenediamine.
- Alibo diamines such as nonamethylenediamine, decamethylenediamine, dodecamethylenediamine, 2,2,4-trimethyl-hexamethylenediamine, 2,4,4-trimethylhexamethylenediamine, 1,3-bis (aminomethyl) cyclohexane , 1,4-bis (aminomethyl) cyclohexane, 1,3-diaminocyclohexane, 1,4-diaminocyclohexane, bis (4-aminocyclohexyl) methane, 2,2-bis (4-aminocyclohexyl) propane, bis ( Examples thereof include alicyclic diamines such as aminomethyl) decalin and bis (aminomethyl) tricyclodecane, and diamines having an aromatic ring such as bis (4-aminophenyl) ether, paraphenylenediamine and bis (aminomethyl) naphthalene. It is possible to use one kind or a mixture of two
- the xylylene diamine-based polyamide resin used in the present embodiment contains 70 mol% or more, preferably 75 mol% or more, more preferably 85 mol% or more, still more preferably 95 mol% or more, and one layer of the constituent unit derived from the dicarboxylic acid.
- 99 mol% or more is derived from ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms.
- Examples of the ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms include succinic acid, glutaric acid, adipic acid, pimelic acid, and suberic acid, and adipic acid is preferable.
- the ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms can be used alone or in combination of two or more.
- dicarboxylic acid component other than the ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 8 carbon atoms examples include sebacic acid and other aliphatic dicarboxylic acids having 9 or more carbon atoms, isophthalic acid, terephthalic acid, orthophthalic acid and the like.
- Acid compound 1,2-naphthalenedicarboxylic acid, 1,3-naphthalenedicarboxylic acid, 1,4-naphthalenedicarboxylic acid, 1,5-naphthalenedicarboxylic acid, 1,6-naphthalenedicarboxylic acid, 1,7-naphthalenedicarboxylic acid , 1,8-Naphthalenedicarboxylic acid, 2,3-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, 2,7-naphthalenedicarboxylic acid and other isomers of naphthalenedicarboxylic acid can be exemplified. Two or more types can be mixed and used.
- the raw material xylylenediamine contains 50 to 90 mol% of metaxylylenediamine and 10 to 50 mol% of paraxylylenediamine, and has 4 to 8 carbon atoms.
- the ⁇ , ⁇ -linear aliphatic dicarboxylic acid preferably contains an adipic acid. More preferably, 90 mol% or more of the raw material diamine is xylylenediamine, and the xylylenediamine is a total of 60 to 80 mol% of metaxylylenediamine and 40 to 20 mol% of paraxylylenediamine. It contains 99 mol% or more of amine, and 90 mol% or more of ⁇ , ⁇ -linear aliphatic dicarboxylic acid is adipic acid.
- the xylylene diamine-based polyamide resin is composed mainly of a diamine-derived structural unit and a dicarboxylic acid-derived structural unit, but does not completely exclude other structural units, such as ⁇ -caprolactam and laurolactam. Needless to say, it may contain a constituent unit derived from lactams such as lactam and aliphatic aminocarboxylic acids such as aminocaproic acid and aminoundecanoic acid.
- the main component means that among the constituent units constituting the xylylenediamine-based polyamide resin, the total number of the constituent units derived from diamine and the constituent units derived from dicarboxylic acid is the largest among all the constituent units.
- the total of the diamine-derived constituent units and the dicarboxylic acid-derived constituent units in the xylylenediamine-based polyamide resin preferably occupies 90% by mass or more, and occupies 95% by mass or more of all the constituent units. Is more preferable.
- the resin composition of the present embodiment may or may not contain another polyamide resin in addition to the xylylenediamine-based polyamide resin.
- examples of other polyamide resins include aliphatic polyamide resins, and polyamide 6 is preferable. It is presumed that the wavelength selectivity can be shifted to the shorter wavelength side by using a polyamide resin having a relatively higher transmittance than the xylylenediamine-based polyamide resin such as polyamide 6.
- the resin composition of the present embodiment contains another polyamide resin (preferably an aliphatic polyamide resin, more preferably polyamide 6), the ratio thereof is 1 part by mass or more with respect to 100 parts by mass of the xylylene diamine-based polyamide resin. It is preferably 2 parts by mass or more, more preferably 10 parts by mass or less, more preferably 5 parts by mass or less, still more preferably 4 parts by mass or less. ..
- the resin composition of the present embodiment preferably contains the polyamide resin in a proportion of 30% by mass or more, more preferably in a proportion of 35% by mass or more, and in a proportion of 40% by mass or more. Is more preferable, and it is more preferable to contain it in a proportion of 45% by mass or more.
- the upper limit of the content of the polyamide resin is preferably 80% by mass or less, more preferably 75% by mass or less.
- the polyamide resin may contain only one kind, or may contain two or more kinds. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the resin composition of the present embodiment contains the reinforced filler in a ratio of 10 to 120 parts by mass with respect to 100 parts by mass of the polyamide resin. High mechanical strength can be achieved by including the reinforced filler in the above proportions.
- the reinforced filler in this embodiment does not include cerium oxide and a nucleating agent, which will be described later.
- the reinforcing filler that can be contained in the resin composition of the present embodiment has the effect of improving the mechanical properties of the resin composition obtained by blending with the resin, and a commonly used reinforcing material for plastics is used. be able to.
- the reinforced filler may be an organic substance or an inorganic substance, but an inorganic substance is preferable.
- a fibrous reinforcing filler such as glass fiber, carbon fiber, basalt fiber, wollastonite, or potassium titanate fiber can be preferably used.
- fillers such as granular or amorphous fillers such as calcium carbonate, titanium oxide, feldspar minerals, clay, organic clay, and glass beads; use of scaly reinforcing materials such as glass flakes, mica, and graphite. You can also.
- a fibrous filler particularly glass fiber.
- the glass fiber either a round cross-sectional shape or an irregular cross-sectional shape can be used.
- a reinforced filler that has been surface-treated with a surface-treating agent such as a coupling agent.
- a surface-treating agent such as a coupling agent.
- the glass fiber to which the surface treatment agent is attached is preferable because it is excellent in durability, moisture heat resistance, hydrolysis resistance, and heat shock resistance.
- the glass fiber has a glass composition such as A glass, C glass, E glass, S glass, R glass, M glass, D glass, and boron-free glass (glass having a boron content of 30% by mass or less), and particularly E. Glass (non-alkali glass) is preferable.
- the glass fiber is a fiber having a perfect circular or polygonal cross-sectional shape cut at a right angle in the length direction and exhibiting a fibrous appearance.
- the glass fiber used in the resin composition of the present embodiment may be a single fiber or a single twist of a plurality of single fibers.
- the form of glass fiber is "glass roving", which is made by continuously winding a single fiber or a plurality of single fibers twisted together, "chopped strand", which is cut into lengths of 1 to 10 mm, and crushed to a length of 10 to 500 ⁇ m. It may be any of the above-mentioned "milled fiber”.
- Such glass fibers are commercially available from Asahi Fiber Glass Co., Ltd. under the trade names of "Glasslon chopped strand” and “Glasslon milled fiber” and are easily available.
- As the glass fiber those having different morphologies can be used in combination.
- the glass fiber used in the present embodiment may have a circular cross section or a non-circular cross section.
- the warp of the obtained molded product can be suppressed more effectively.
- the warp can be effectively suppressed.
- the content of the reinforced filler in the resin composition of the present embodiment is 10 parts by mass or more, more preferably 20 parts by mass or more, and more preferably 30 parts by mass or more with respect to 100 parts by mass of the polyamide resin. It is preferably 40 parts by mass or more, and more preferably 40 parts by mass or more.
- the upper limit is 120 parts by mass or less, more preferably 110 parts by mass or less, and may be 60 parts by mass or less with respect to 100 parts by mass of the polyamide resin.
- the content of the reinforced filler in the resin composition of the present embodiment is preferably 20% by mass or more, more preferably 25% by mass or more.
- the upper limit is preferably 70% by mass or less, more preferably 65% by mass or less, further preferably 60% by mass or less, and even more preferably 55% by mass or less.
- the resin composition of the present embodiment may contain only one kind of reinforcing filler, or may contain two or more kinds of reinforcing fillers. When two or more types are included, the total amount is within the above range.
- the content of the reinforced filler in the present embodiment is intended to include the amounts of the sizing agent and the surface treating agent.
- the resin composition of the present embodiment contains a light-transmitting dye having a perylene skeleton.
- a light-transmitting dye having a perylene skeleton By using a light-transmitting dye having a perylene skeleton and using a predetermined xylylene diamine-based polyamide resin, the light transmittance in the light of laser welding (for example, light having a wavelength of 900 to 1200 nm) is high, and laser welding is performed.
- a resin composition having a lower light transmittance (for example, a light transmittance of 300 to 800 nm) on the shorter wavelength side than that of the light for use can be obtained.
- the light-transmitting dye used in the present embodiment is a black dye, a black-purple dye, or the like, and a dye that looks black to human vision is preferable.
- the light-transmitting dye is, for example, a polyamide resin, 30% by mass of glass fiber, and 0.2% by mass of a dye (a dye that seems to be a light-transmitting dye) blended so as to have a total of 100% by mass.
- a dye having a transmittance of 20% or more when the light transmittance at a wavelength of 1070 nm is measured by the measuring method described in Examples described later.
- the light-transmitting dye may be a dye or a pigment, but a pigment is preferable.
- Examples of the dye having a perylene skeleton include BASF Color & Effect Japan Co., Ltd., Spectrasense (registered trademark) Black K0087 (former: Lumogen (registered trademark) Black FK4280), Spectrasense Black K0088 (former: Lumogen Black FK4281), and the like. NS.
- the resin composition of the present embodiment preferably contains a light-transmitting dye having a perylene skeleton in an amount of 0.01 part by mass or more, more preferably 0.04 part by mass or more, based on 100 parts by mass of the polyamide resin. It is more preferably 0.08 parts by mass or more, further preferably 0.10 parts by mass or more, further preferably 0.15 parts by mass or more, and more preferably 0.18 parts by mass or more. Even more preferably, it is even more preferably 0.20 parts by mass or more. Further, the resin composition of the present embodiment preferably contains 1.5 parts by mass or less of a light-transmitting dye having a perylene skeleton with respect to 100 parts by mass of the polyamide resin, and more preferably 1.0 part by mass or less. It is more preferably 0.8 parts by mass or less, and depending on the application, it may be 0.6 parts by mass or less, 0.5 parts by mass or less, and 0.45 parts by mass or less.
- the light transmittance at a wavelength of 750 nm is 5% or less, and the light transmittance at a wavelength of 1070 nm is obtained when the resin composition of the present embodiment is molded into a test piece having a thickness of 1.0 mm. It is also preferable to add a light-transmitting dye having a perylene skeleton so as to be 20% or more.
- the light transmittance at a wavelength of 400 nm is 1.0% or less when the resin composition of the present embodiment is molded into a test piece having a thickness of 1.0 mm, and the light transmittance at a wavelength of 940 nm is achieved.
- the ratio is 3.0% or more.
- the light transmittance at a wavelength of 700 nm is 1.0% or less when the resin composition of the present embodiment is molded into a test piece having a thickness of 1.0 mm, and the light transmittance at a wavelength of 940 nm is achieved. It is also preferable to add a light-transmitting dye having a perylene skeleton so that the ratio is 3.0% or more.
- the resin composition of the present embodiment may contain only one kind of light-transmitting dye having a perylene skeleton, or may contain two or more kinds. When two or more kinds are contained, it is preferable that the total amount is within the above range. In particular, the resin composition of the present embodiment is preferable because a desired wavelength can be achieved without using two or more kinds of light-transmitting dyes by using a light-transmitting dye having a perylene skeleton.
- the resin composition of the present embodiment may contain a dye other than the light-transmitting dye having a perylene skeleton, but it is preferably not substantially contained. Substantially free means, for example, that the content of the other dye is less than 1% by mass of the content of the light-transmitting dye having a perylene skeleton.
- the resin composition of the present embodiment preferably contains at least one of copper iodide, potassium iodide and cerium oxide.
- copper iodide the heat resistance of the obtained molded product tends to be further improved.
- potassium iodide it becomes easy to form a complex in the polyamide resin, and the decomposition of the resin tends to be suppressed more effectively.
- cerium oxide the hue change due to oxidation can be effectively suppressed, and the migration (color transfer) after the moist heat test or the hot water test can be effectively suppressed. That is, by blending these components, it becomes possible to impart performance according to the application.
- the proportion of copper iodide in the resin composition of the present embodiment is preferably 0.01 to 1% by mass, more preferably 0.02% by mass or more, and 0. It is more preferably 5% by mass or less, and further preferably 0.3% by mass or less.
- the resin composition of the present embodiment may contain only one kind of copper iodide, or may contain two or more kinds of copper iodide. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the proportion of potassium iodide in the resin composition of the present embodiment is preferably 0.01 to 2% by mass, more preferably 0.02% by mass or more, and 1% by mass in the resin composition. % Or less is more preferable.
- the proportion of cerium oxide in the resin composition of the present embodiment is preferably 0.01 to 2% by mass, more preferably 0.02% by mass or more, and 1% by mass in the resin composition. The following is more preferable.
- the resin composition of the present embodiment may contain only one type of cerium oxide, or may contain two or more types of cerium oxide. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the resin composition of the present embodiment may contain a mold release agent.
- the release agent include an aliphatic carboxylic acid, a salt of an aliphatic carboxylic acid, an ester of an aliphatic carboxylic acid and an alcohol, an aliphatic hydrocarbon compound having a number average molecular weight of 200 to 15,000, and a polysiloxane-based silicone oil. , Ketone wax, light amide and the like, preferably an aliphatic carboxylic acid, a salt of an aliphatic carboxylic acid, an ester of an aliphatic carboxylic acid and an alcohol, and more preferably a salt of an aliphatic carboxylic acid.
- the details of the release agent can be referred to in paragraphs 0055 to 0061 of JP-A-2018-095706, and these contents are incorporated in the present specification.
- the content thereof is preferably 0.05 to 3% by mass, preferably 0.1 to 0.8% by mass in the resin composition. Is more preferable, and 0.2 to 0.6% by mass is further preferable.
- the resin composition of the present embodiment may contain only one type of mold release agent, or may contain two or more types of mold release agent. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the resin composition of the present embodiment may contain a nucleating agent.
- the nucleating agent is not particularly limited as long as it is unmelted at the time of melt processing and can become a nucleus of crystals in the cooling process, but talc and calcium carbonate are preferable, and talc is more preferable.
- the lower limit of the number average particle size of the nucleating agent is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more, and even more preferably 3 ⁇ m or more.
- the upper limit of the number average particle size of the nucleating agent is preferably 40 ⁇ m or less, more preferably 30 ⁇ m or less, further preferably 28 ⁇ m or less, further preferably 15 ⁇ m or less, and even more preferably 10 ⁇ m. The following is even more preferable.
- the proportion of the nucleating agent in the resin composition of the present embodiment is preferably 0.01 to 1% by mass, more preferably 0.1% by mass or more, and 0.5% by mass or less. Is more preferable.
- the resin composition of the present embodiment may contain only one kind of nucleating agent or two or more kinds of nucleating agents. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the resin composition of the present embodiment may contain a flame retardant.
- the flame retardant is preferably a phosphorus-based flame retardant, more preferably a phosphinic acid metal salt, a diphosphinic acid metal salt, phosphorus or phosphate, a phosphate ester, phosphazene, or a reaction product of melamine and phosphoric acid.
- At least one of a phosphinic acid metal salt and a diphosphinic acid metal salt is more preferably contained, and even more preferably containing at least one of a phosphinic acid metal salt.
- the phosphinic acid metal salt Since the phosphinic acid metal salt has excellent tracking resistance, it can be effectively used for CTI (Computer Telephony Integration) applications and the like. Further, when a flame retardant is added to the thermoplastic resin, the light transmittance tends to decrease, but when a phosphorus-based flame retardant (particularly, a phosphinic acid metal salt) is used, the light transmittance of the resin composition is reduced effectively. Can be suppressed. In particular, the phosphinic acid metal salt is more effective because it tends to achieve high flame retardancy even if the blending amount is small.
- the phosphinic acid metal salt or diphosphane metal salt preferably contains at least one of the compound represented by the formula (I) and the compound represented by the formula (2).
- R 1 and R 2 each independently represent a linear or branched alkyl group having 1 to 6 carbon atoms or an aryl group having 6 to 10 carbon atoms, where M is a calcium ion. , Aluminum ion, magnesium ion, or zinc ion. M is a natural number representing the valence of M.
- R 1 and R 2 independently represent a linear or branched alkyl group having 1 to 6 carbon atoms or an aryl group having 6 to 10 carbon atoms, and represent a methyl group and an ethyl group, respectively. , Apropyl group, or phenyl group is preferable.
- M represents calcium ion, aluminum ion, magnesium ion, or zinc ion.
- m is a natural number representing the valence of M, preferably 2 or 3.
- R 4 and R 5 is independently a linear or branched alkyl group having 1 to 6 carbon atoms or .R 3 that an aryl group having 6 to 10 carbon atoms, a straight
- the chain or branched chain represents an alkylene group having 1 to 10 carbon atoms, an arylene group having 6 to 10 carbon atoms, an alkylarylene group having 7 to 10 carbon atoms, or an arylalkylene group having 7 to 10 carbon atoms. It represents an ion, an aluminum ion, a magnesium ion, or a zinc ion.
- N is a natural number representing a valence of M.
- R 4 and R 5 independently represent a linear or branched alkyl group having 1 to 6 carbon atoms or an aryl group having 6 to 10 carbon atoms, and represent a methyl group and an ethyl group, respectively. , Apropyl group, or phenyl group is preferable.
- R 3 represents an alkylene group, an arylene group having 6 to 10 carbon atoms, an aryl alkylene group alkylarylene group or a C 7-10, having 7 to 10 carbon atoms having 1 to 10 carbon atoms linear or branched , Methylene group, ethylene group, propylene group, phenylene group are preferable.
- M represents calcium ion, aluminum ion, magnesium ion, or zinc ion.
- n is a natural number representing the valence of M.
- n is preferably 2 or 3.
- b is preferably 1, 2 or 3, more preferably 1 or 3.
- a is preferably 1 or 2.
- phosphinic acid metal salt or diphosphinic acid metal salt include those produced in an aqueous medium using phosphinic acid and a metal carbonate, a metal hydroxide or a metal oxide.
- the phosphinic acid metal salt or diphosphane metal salt is basically a monomeric compound, but depending on the reaction conditions, it may be a polymer phosphinic acid metal salt having a degree of condensation of 1 to 3 depending on the environment.
- phosphinic acid or diphosphinic acid examples include dimethylphosphinic acid, ethylmethylphosphinic acid, diethylphosphinic acid, methyl-n-propylphosphinic acid, methanedi (methylphosphinic acid), and benzene-1,4-di (methylphosphinic acid). , Methylphenylphosphinic acid, diphenylphosphinic acid and the like.
- Examples of the phosphinic acid metal salt include calcium dimethylphosphinate, magnesium dimethylphosphinate, aluminum dimethylphosphinate, zinc dimethylphosphinate, calcium ethylmethylphosphinate, magnesium ethylmethylphosphinate, aluminum ethylmethylphosphinate, and zinc ethylmethylphosphinate.
- diphosphinic acid metal salt examples include methanedi (methylphosphinic acid) calcium, methanedi (methylphosphinic acid) magnesium, methanedi (methylphosphinic acid) aluminum, methanedi (methylphosphinic acid) zinc, and benzene-1,4-di (methylphosphinic acid).
- metal salts of phosphinic acid or metal salts of diphosphinic acid aluminum ethylmethylphosphinate, aluminum diethylphosphinate, and zinc diethylphosphinate are particularly preferable from the viewpoint of flame retardancy and electrical characteristics.
- Specific products include Clariant's EXOLIT OP 1230 (aluminum phosphinate) and OP 1400 (all trade names).
- the content of the flame retardant (preferably phosphinic acid metal salt) in the resin composition of the present embodiment is preferably 1% by mass or more, more preferably 2% by mass or more in the resin composition. It is more preferably 2.5% by mass or more, and even more preferably 3% by mass or more.
- the upper limit is preferably 25% by mass or less, and more preferably 20% by mass or less.
- the resin composition of the present embodiment may contain only one kind of flame retardant (preferably a metal salt of phosphinic acid), or may contain two or more kinds of flame retardants. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the resin composition of the present embodiment contains a flame retardant, it is preferable that the resin composition has V-0 performance in a UL94 flammability test when molded into a test piece having a thickness of 0.75 mm.
- the resin composition of the present embodiment may contain a drip inhibitor.
- the anti-dripping agent include fluoroolefin resins.
- the fluoroolefin resin is usually a polymer or copolymer containing a fluoroethylene structure. Specific examples thereof include difluoroethylene resin, tetrafluoroethylene resin, tetrafluoroethylene / hexafluoropropylene copolymer resin, tetrafluoroethylene / perflualkyl vinyl ether copolymer resin and the like.
- tetrafluoroethylene resin and the like are preferable.
- the fluoroethylene resin include a fluoroethylene resin having a fibril-forming ability.
- the description in paragraphs 0066 to 0071 of JP2013-082786 can be referred to, and the contents thereof are incorporated in the present specification.
- the content of the anti-dripping agent in the resin composition of the present embodiment is preferably 0.001 part by mass or more, and preferably 0.01 part by mass or more with respect to 100 parts by mass of the polyamide resin. It is more preferably 0.05 part by mass or more, further preferably 0.1 part by mass or more.
- the upper limit of the content is preferably 1.0 part by mass or less, more preferably 0.75 part by mass or less, and further preferably 0.5 part by mass or less. When the value is equal to or higher than the lower limit, flame retardancy is more effectively exhibited, and when the value is equal to or higher than the upper limit, the appearance of the obtained molded product is poor and the mechanical strength tends to be further improved.
- the resin composition of the present embodiment may contain only one kind of anti-dripping agent or two or more kinds. When two or more kinds are contained, it is preferable that the total amount is within the above range.
- the resin composition of the present embodiment may contain other components as long as it does not deviate from the gist of the present invention.
- Such additives include light stabilizers, antioxidants, UV absorbers, optical brighteners, antistatic agents, antifogging agents, antiblocking agents, fluidity improvers, plasticizers, dispersants, antibacterial agents. And so on.
- the resin composition of the present embodiment may contain a copper compound other than copper iodide, an alkali metal halide other than potassium iodide, and the like. Only one kind of these components may be used, or two or more kinds thereof may be used in combination.
- a xylylenediamine-based polyamide resin, a reinforced filler, a light-transmitting dye having a perylene skeleton, and other additions are made so that the total of each component is 100% by mass.
- the content of the agent and the like are adjusted.
- a total of a xylylenediamine-based polyamide resin, a reinforced filler, a light-transmitting dye having a perylene skeleton, at least one of copper iodide, potassium iodide and cerium oxide, a nucleating agent and a mold release agent is a resin.
- An embodiment in which 99% by mass or more of the composition is occupied is exemplified.
- a xylylenediamine-based polyamide resin a polyamide 6, a reinforced filler, a light-transmitting dye having a perylene skeleton, and at least one of copper iodide, potassium iodide, and cerium oxide, a nucleating agent, and a mold release agent.
- An embodiment in which the total accounts for 99% by mass or more of the resin composition is exemplified.
- the light transmittance at a wavelength of 700 to 800 nm is low and the light transmittance is high at a wavelength of around 1070 nm.
- the light transmittance at a wavelength of 750 nm is 5% or less (preferably 0 to 3%, more preferably 0 to 2%). , More preferably 0 to 1%, still more preferably 0 to 0.5%), and the light transmittance at a wavelength of 1070 nm is preferably 20% or more.
- the light transmittance at a wavelength of 1070 nm is 20% or more, laser welding is sufficiently possible. Further, the light transmittance of the 1.0 mm thick test piece at a wavelength of 1070 nm is preferably 25% or more, more preferably 30% or more, still more preferably 35% or more.
- the upper limit of the light transmittance of the 1.0 mm thick test piece at a wavelength of 1070 nm is, for example, 90% or less, and may be 70% or less. In particular, for applications in which it is desirable that light does not easily pass through the inside of the molded product after laser welding, the upper limit of the light transmittance at the wavelength of 1070 nm is preferably 50% or less.
- the light transmittance at 300 to 500 nm is low and the light transmittance is high at a wavelength of around 970 nm.
- the light transmittance at a wavelength of 400 nm is 1.0% or less (preferably 0.2% or less, and for example, 0% or more)
- the light transmittance at a wavelength of 940 nm is preferably 3.0% or more (preferably 5.0% or more, and for example, 30% or less).
- the wavelength selection system of the present embodiment is achieved, for example, by blending a polyamide resin (for example, polyamide 6) having a relatively higher transmittance than the xylylenediamine-based polyamide resin as a part of the polyamide resin component. ..
- the light transmittance at 700 nm is low and the light transmittance is high at a wavelength of 970 nm.
- the light transmittance at a wavelength of 700 nm is 1.0% or less (preferably 0.2% or less, and for example, 0% or more)
- the light transmittance at a wavelength of 940 nm is preferably 3.0% or more (preferably 5.0% or more, and for example, 30% or less).
- the wavelength selection system of the present embodiment is achieved by setting the content of the light-transmitting dye having a perylene skeleton to 0.2 to 1.5 parts by mass with respect to 100 parts by mass of the polyamide resin.
- the light transmittance is measured according to the description of Examples described later.
- the method for producing the resin composition of the present embodiment is not particularly limited, but a method of using a single-screw or twin-screw extruder having equipment capable of degassing from the vent port as a kneader is preferable.
- the above-mentioned polyamide resin component, reinforced filler, light-transmitting dye, and other additives to be blended as necessary may be collectively supplied to the kneader, or after the polyamide resin component is supplied. , Other compounding ingredients may be sequentially supplied.
- the reinforced filler is preferably supplied from the middle of the extruder in order to prevent it from being crushed during kneading.
- the light-transmitting dye is prepared in advance as a masterbatch with a polyamide resin or the like, and then kneaded with other components (polyamide resin component, reinforced filler, light-transmitting dye, etc.) to obtain the present.
- the resin composition in the embodiment may be obtained.
- the method for producing a molded product using the resin composition of the present embodiment is not particularly limited, and is a molding method generally used for thermoplastic resins, that is, molding such as injection molding, hollow molding, extrusion molding, and press molding.
- the method can be applied.
- a particularly preferable molding method is injection molding because of its good fluidity.
- it is preferable to control the resin temperature to 250 to 300 ° C.
- the resin composition of the present embodiment and the light-absorbing resin composition containing the thermoplastic resin and the light-absorbing dye are preferably used as a kit for producing a molded product by laser welding. That is, the resin composition of the present embodiment included in the kit serves as a light-transmitting resin composition, and the molded product formed from the light-transmitting resin composition is subject to laser light during laser welding. It becomes a transparent resin member. On the other hand, the molded product formed from the light-absorbing resin composition serves as an absorbent resin member for laser light during laser welding.
- the light-absorbing resin composition used in the present embodiment contains a thermoplastic resin and a light-absorbing dye. Further, it may contain other components such as a reinforced filler.
- the thermoplastic resin include polyamide resin, olefin resin, vinyl resin, styrene resin, acrylic resin, polyphenylene ether resin, polyester resin, polycarbonate resin, polyacetal resin, and the like, and the light-transmitting resin composition (this implementation). From the viewpoint of good compatibility with the resin composition of the form), a polyamide resin, a polyester resin, and a polycarbonate resin are particularly preferable, and a polyamide resin is more preferable. Further, the thermoplastic resin may be one kind or two or more kinds.
- the type of the polyamide resin used in the light-absorbing resin composition is not specified, but the above-mentioned xylylenediamine-based polyamide resin is preferable.
- the reinforcing filler include fillers capable of absorbing laser light, such as glass fiber, carbon fiber, silica, alumina, carbon black, and an inorganic powder coated with a material that absorbs laser, and glass fiber is preferable.
- the glass fiber has the same meaning as the glass fiber that may be blended in the resin composition of the present embodiment.
- the content of the reinforced filler is preferably 20 to 70% by mass, more preferably 25 to 60% by mass, and further preferably 30 to 55% by mass.
- the light-absorbing dye includes a dye having an absorption wavelength in the range of the laser light wavelength to be irradiated, for example, in the present embodiment, a wavelength of 800 to 1100 nm, particularly a wavelength of 900 nm to 1100 nm. Further, for example, when the light-absorbing dye is blended with 0.3 parts by mass with respect to 100 parts by mass of the xylylenediamine-based polyamide resin and the light transmittance is measured by the measuring method described in Examples described later, In the upper range, dyes having a transmittance of less than 30% and further of 10% or less are included.
- the light-absorbing pigment include black pigments such as inorganic pigments (for example, carbon black (for example, acetylene black, lamp black, thermal black, furnace black, channel black, Ketjen black, etc.)), and red pigments such as iron oxide red. , Orange pigments such as molybdate orange, white pigments such as titanium oxide), organic pigments (yellow pigments, orange pigments, red pigments, blue pigments, green pigments, etc.) and the like. Of these, inorganic pigments are generally preferable because they have a strong hiding power, and black pigments are even more preferable. Two or more of these light-absorbing dyes may be used in combination.
- the content of the light-absorbing dye is preferably 0.01 to 30 parts by mass with respect to 100 parts by mass of the xylylenediamine-based polyamide resin.
- the above kit may have 80% by mass or more in common of the components excluding the light-transmitting dye and the reinforcing filler in the resin composition and the components excluding the light-absorbing dye and the reinforcing filler in the light-absorbing resin composition. It is more preferable that 90% by mass or more are common, and 95 to 100% by mass is more preferable.
- a molded product (transmissive resin member) formed from the resin composition of the present embodiment and a molded product (absorbent resin member) obtained by molding the light-absorbing resin composition are laser-welded. Molded products (laser welds) can be manufactured.
- the transmissive resin member and the absorbent resin member can be firmly welded without using an adhesive.
- the shape of the member is not particularly limited, but since the members are joined by laser welding and used, the shape usually has at least a surface contact point (flat surface, curved surface). In laser welding, the laser light transmitted through the transmissive resin member is absorbed by the absorbent resin member and melted, and both members are welded.
- the molded product formed from the resin composition of the present embodiment has high transparency to laser light, it can be preferably used as a transmissive resin member.
- the thickness of the member through which the laser light is transmitted (the thickness in the laser transmission direction in the portion through which the laser light is transmitted) can be appropriately determined in consideration of the application, the composition of the resin composition, and the like, and is, for example, 5 mm or less. It is preferably 4 mm or less.
- the laser light source used for laser welding can be determined according to the light absorption wavelength of the light-absorbing dye, and a laser having a wavelength in the range of 900 to 1100 nm is preferable, and for example, a semiconductor laser or a fiber laser can be used.
- the welded portions of both are brought into mutual contact with each other.
- the welding points of both are in surface contact, and may be a combination of planes, curved surfaces, or a plane and a curved surface.
- the laser beam is irradiated from the transmission resin member side.
- a lens may be used to condense the laser beam on the interface between the two. The focused beam passes through the transmissive resin member, is absorbed near the surface of the absorbent resin member, generates heat, and melts.
- the molded product obtained by welding the transparent resin member and the absorbent resin member in this way has high welding strength.
- the molded product in the present embodiment is intended to include not only finished products and parts but also members forming a part thereof.
- the molded product obtained by laser welding in the present embodiment has good mechanical strength, high welding strength, and less damage to the resin due to laser irradiation. Therefore, it is used for various purposes such as various storage containers and electricity.
- It can be suitably used for various sensor parts, connector parts, switch parts, breaker parts, relay parts, coil parts, transformer parts, lamp parts and the like.
- an in-vehicle camera component formed from the resin composition or kit of the present embodiment is suitable for an in-vehicle camera.
- the composition was performed according to the following synthesis example.
- the molar ratio of paraxylylenediamine (manufactured by Mitsubishi Gas Chemical Company) and metaxylylenediamine (manufactured by Mitsubishi Gas Chemical Company) is adjusted while stirring the contents.
- the temperature was raised to 235 ° C. while gradually dropping the 3: 7 mixed diamine under pressure (0.35 MPa) so that the molar ratio of diamine to sebacic acid was about 1: 1.
- the reaction was continued for 60 minutes to adjust the amount of the component having a molecular weight of 1,000 or less. After completion of the reaction, the contents were taken out into strands and pelletized with a pelletizer to obtain a polyamide resin (MP10).
- PA66 Polyamide 66, INVISTA Nylon Polymer, INVISTA U4800
- PA6 Polyamide 6, manufactured by Ube Industries, Ltd., 1013B
- ECS03T-211H Made by Nippon Electric Glass Co., Ltd., glass fiber, single fiber diameter 10.5 ⁇ m, length 3.5 mm
- ECS03T-275H Made by Nippon Electric Glass Co., Ltd., glass fiber, single fiber diameter 10.5 ⁇ m, length 3.5 mm
- CS8CP Nitto Kasei Kogyo Co., Ltd., Montanic acid soap WH-255: Light Amide, Kyoeisha Chemical Co., Ltd.
- Spectrasence Black K 0088 BASF Color & Effect Japan Co., Ltd., Perylene Pigment, Spectrasence Black K 0088 (formerly Lumogen Black K 0088, formerly Lumogen Black FK 4281)
- the glass fiber is charged into the above-mentioned twin-screw extruder from the side of the extruder using a vibrating cassette waving feeder (CE-V-1B-MP manufactured by Kubota), and melt-kneaded with the resin component and the like. , Resin composition pellets were obtained.
- the temperature of the extruder was set to 260 ° C. when MP10 was used as the polyamide resin, 280 ° C. when MP6 was used, and 280 ° C. when PA66 was used.
- the resin composition pellets obtained above are dried at 120 ° C. for 4 hours, and then a test piece (60 mm ⁇ ) for measuring light transmittance using an injection molding machine (SE-50D manufactured by Sumitomo Heavy Industries, Ltd.). 60 mm ⁇ 1.0 mm thickness) was produced. The cylinder temperature and the mold temperature were the same as those of the ISO tensile test piece.
- the light transmittance was measured using a visible / ultraviolet spectrophotometer (UV-3100PC, manufactured by Shimadzu Corporation), and the light transmittance (unit:%) at each wavelength shown in Tables 1 and 2 was measured.
- the resin compositions described in Examples 1 to 12 had a high light transmittance at a wavelength of 1070 nm and a low light transmittance at a wavelength of 700 to 800 nm. Furthermore, the mechanical strength could be maintained high. On the other hand, when MP10 or PA66 was used as the polyamide resin (Comparative Examples 1 to 3), the light transmittance at a wavelength of 700 to 800 nm was high.
- Example 1 With respect to the resin composition of Example 1, the same procedure was carried out except that the light-transmitting dye was not blended and 3 parts by mass of (Carbon Black # 45 manufactured by Mitsubishi Chemical Corporation) was blended to obtain pellets for forming an absorbent resin member. .. Using the pellets obtained in Example 1 and the pellets for forming an absorbent resin member, laser welding was performed according to paragraphs 0072, 0073, and FIG. 1 of JP-A-2018-168346. It was confirmed that laser welding was performed properly.
- each component in Table 3 is expressed in parts by mass
- each component other than glass fiber is weighed, dry-blended, and then a twin-screw extruder (manufactured by Toshiba Machine Co., Ltd.).
- TEM26SS 2-axis screw type cassette waving feeder (CE-W-1-MP manufactured by Kubota Co., Ltd.) from the screw root.
- the glass fiber is charged into the above-mentioned twin-screw extruder from the side of the extruder using a vibrating cassette waving feeder (CE-V-1B-MP manufactured by Kubota), and melt-kneaded with the resin component and the like.
- Resin composition pellets were obtained.
- the temperature of the extruder was set to 280 ° C.
- the mold temperature was 110 ° C.
- the resin composition pellets obtained above are dried at 120 ° C. for 4 hours, and then a test piece (60 mm ⁇ ) for measuring light transmittance using an injection molding machine (SE-50D manufactured by Sumitomo Heavy Industries, Ltd.). 60 mm ⁇ 1.0 mm thickness) was produced.
- the cylinder temperature was 280 ° C. and the mold temperature was 110 ° C.
- the light transmittance was measured using a visible / ultraviolet spectrophotometer (UV-3100PC, manufactured by Shimadzu Corporation), and the light transmittance (unit:%) at each wavelength shown in Table 3 was measured.
- the resin compositions according to Examples 13 to 17 have high light transmittance at a wavelength of 970 nm and light rays having a wavelength of 300 nm to 500 nm (further, 300 nm to 600 nm, particularly 300 nm to 700 nm).
- the transmittance was low. Furthermore, it was highly flame-retardant.
- PA66 was used as the polyamide resin (Comparative Examples 4 and 5)
- the light transmittance at a wavelength of 400 to 750 nm was high, and flame retardancy was not achieved.
- Example 13 With respect to the resin composition of Example 13, the same procedure was carried out except that the light-transmitting dye was not blended and 3 parts by mass of (Carbon Black # 45 manufactured by Mitsubishi Chemical Corporation) was blended to obtain pellets for forming an absorbent resin member. .. Using the pellets obtained in Example 1 and the pellets for forming an absorbent resin member, laser welding was performed according to paragraphs 0072, 0073, and FIG. 1 of JP-A-2018-168346. It was confirmed that laser welding was performed properly.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Toxicology (AREA)
- Electromagnetism (AREA)
- Crystallography & Structural Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
特定の波長領域の光線透過率が低く、かつ、レーザー溶着用の光の光線透過率が高いレーザー溶着用光透過性樹脂組成物、成形品、キット、成形品の製造方法、および、車載カメラの提供。ポリアミド樹脂100質量部に対し、強化フィラー10~120質量部と、ペリレン骨格を有する光透過性色素と、前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来する、レーザー溶着用光透過性樹脂組成物。
Description
本発明は、レーザー溶着用光透過性樹脂組成物、成形品、キット、成形品の製造方法、および、車載カメラに関する。本発明の樹脂組成物は、主に、レーザー溶着用の光を透過する側の樹脂組成物(光透過性樹脂組成物)として用いられる。
代表的なエンジニアリングプラスチックであるポリアミド樹脂は、加工が容易であり、さらに、機械的物性、電気特性、耐熱性、その他の物理的・化学的特性に優れている。このため、車両部品、電気・電子機器部品、その他の精密機器部品等に幅広く使用されている。最近では形状の複雑な部品もポリアミド樹脂で製造されるようになって来ており、例えば、インテークマニホールドのような中空部を有する部品などの接着には、各種溶着技術、例えば、接着剤溶着、振動溶着、超音波溶着、熱板溶着、射出溶着、レーザー溶着技術などが使用されている。
しかしながら、接着剤による溶着は、硬化するまでの時間的ロスに加え、周囲の汚染などの環境負荷の問題がある。超音波溶着、熱板溶着などは、振動、熱による製品へのダメージや、摩耗粉やバリの発生により後処理が必要になるなどの問題が指摘されている。また、射出溶着は、特殊な金型や成形機が必要である場合が多く、さらに、材料の流動性が良くないと使用できないなどの問題がある。
一方、レーザー溶着は、レーザー光に対して透過性(非吸収性、弱吸収性とも言う)を有する樹脂部材(以下、「透過樹脂部材」ということがある)と、レーザー光に対して吸収性を有する樹脂部材(以下、「吸収樹脂部材」と言うことがある)とを接触し溶着して、両樹脂部材を接合させる方法である。具体的には、吸収樹脂部材をレーザー光のエネルギーで溶融せ、吸収部材から透過部材へ伝熱し、両部材が溶融、冷却・固化し溶着して接合する方法である。レーザー溶着は、摩耗粉やバリの発生が無く、製品へのダメージも少なく、さらに、ポリアミド樹脂自体、レーザー透過率が比較的高い材料であることから、ポリアミド樹脂製品のレーザー溶着技術による加工が、最近注目されている。
上記透過樹脂部材は、通常、光透過性樹脂組成物から成形される。このような光透過性樹脂組成物として、特許文献1には、半芳香族ポリアミド樹脂25~50質量%と、臭素系難燃剤3~20質量%と、錫酸亜鉛1.5~10質量%と、光透過性色素を含む、ポリアミド樹脂組成物が記載されている。
上記特許文献1には、各種ポリアミド樹脂をレーザー溶着に用いることが記載されている。
一方、近年、レーザー溶着によって得られるレーザー溶着体(成形品)の用途によっては、特定の領域の波長(例えば、波長700~800nm、および/または、波長300~500nm)の光の透過を抑制することが求められる場合がある。このような場合においても、レーザー溶着用の樹脂組成物は、レーザー溶着用の光(例えば、波長970nm、および/または、波長1070nm付近の光線)については、透過率を高く維持する必要がある。
本発明はかかる課題を解決することを目的とするものであって、特定の波長領域の光線透過率が低く、かつ、レーザー溶着用の光の光線透過率が高いレーザー溶着用光透過性樹脂組成物、成形品、キット、成形品の製造方法、および、車載カメラを提供することを目的とする。
一方、近年、レーザー溶着によって得られるレーザー溶着体(成形品)の用途によっては、特定の領域の波長(例えば、波長700~800nm、および/または、波長300~500nm)の光の透過を抑制することが求められる場合がある。このような場合においても、レーザー溶着用の樹脂組成物は、レーザー溶着用の光(例えば、波長970nm、および/または、波長1070nm付近の光線)については、透過率を高く維持する必要がある。
本発明はかかる課題を解決することを目的とするものであって、特定の波長領域の光線透過率が低く、かつ、レーザー溶着用の光の光線透過率が高いレーザー溶着用光透過性樹脂組成物、成形品、キット、成形品の製造方法、および、車載カメラを提供することを目的とする。
上記課題のもと、本発明者が検討を行った結果、所定のポリアミド樹脂を用い、かつ、光透過性色素として、ペリレン骨格を有する光透過性色素を用いることにより、上記課題は解決された。具体的には、下記手段により、上記課題は解決された。
<1>ポリアミド樹脂100質量部に対し、強化フィラー10~120質量部と、ペリレン骨格を有する光透過性色素と、前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来する、レーザー溶着用光透過性樹脂組成物。
<2>さらに、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種とを含む、<1>に記載の樹脂組成物。
<3>前記キシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含む、<1>または<2>に記載の樹脂組成物。
<4>前記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含む、<1>~<3>のいずれか1つに記載の樹脂組成物。
<5>前記キシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含み、かつ、前記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含む、<1>または<2>に記載の樹脂組成物。
<6>前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.01~1.5質量部である、<1>~<5>のいずれか1つに記載の樹脂組成物。
<7>前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.10~1.5質量部である、<1>~<5>のいずれか1つに記載の樹脂組成物。
<8>前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.2~1.5質量部である、<1>~<5>のいずれか1つに記載の樹脂組成物。
<9>前記強化フィラーの含有量が、前記ポリアミド樹脂100質量部に対し、40~60質量部である、<1>~<8>のいずれか1つに記載の樹脂組成物。
<10>前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長750nmにおける光線透過率が5%以下であり、波長1070nmにおける光線透過率が20%以上である、<1>~<9>のいずれか1つに記載の樹脂組成物。
<11>さらに、ホスフィン酸金属塩を含む、<1>~<10>のいずれか1つに記載の樹脂組成物。
<12>前記樹脂組成物の0.75mm厚におけるUL94燃焼性試験においてV-0性能を有する<11>に記載の樹脂組成物。
<13>前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長400nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上である、<12>に記載の樹脂組成物。
<14>前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長700nmにおける光線透過率が0.2%以下であり、波長940nmにおける光線透過率が3.0%以上である、<1>~<12>のいずれか1つに記載の樹脂組成物。
<15><1>~<14>のいずれか1つに記載の樹脂組成物から形成された成形品。
<16><1>~<14>のいずれか1つに記載の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とを有するキット。
<17><1>~<14>のいずれか1つに記載の樹脂組成物から形成された成形品と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物から形成された成形品を、レーザー溶着させることを含む、成形品の製造方法。
<18><1>~<14>のいずれか1つに記載の樹脂組成物または<16>に記載のキットから形成された車載カメラ部品。
<19><18>に記載の車載カメラ部品を含む、車載カメラ。
<1>ポリアミド樹脂100質量部に対し、強化フィラー10~120質量部と、ペリレン骨格を有する光透過性色素と、前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来する、レーザー溶着用光透過性樹脂組成物。
<2>さらに、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種とを含む、<1>に記載の樹脂組成物。
<3>前記キシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含む、<1>または<2>に記載の樹脂組成物。
<4>前記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含む、<1>~<3>のいずれか1つに記載の樹脂組成物。
<5>前記キシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含み、かつ、前記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含む、<1>または<2>に記載の樹脂組成物。
<6>前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.01~1.5質量部である、<1>~<5>のいずれか1つに記載の樹脂組成物。
<7>前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.10~1.5質量部である、<1>~<5>のいずれか1つに記載の樹脂組成物。
<8>前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.2~1.5質量部である、<1>~<5>のいずれか1つに記載の樹脂組成物。
<9>前記強化フィラーの含有量が、前記ポリアミド樹脂100質量部に対し、40~60質量部である、<1>~<8>のいずれか1つに記載の樹脂組成物。
<10>前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長750nmにおける光線透過率が5%以下であり、波長1070nmにおける光線透過率が20%以上である、<1>~<9>のいずれか1つに記載の樹脂組成物。
<11>さらに、ホスフィン酸金属塩を含む、<1>~<10>のいずれか1つに記載の樹脂組成物。
<12>前記樹脂組成物の0.75mm厚におけるUL94燃焼性試験においてV-0性能を有する<11>に記載の樹脂組成物。
<13>前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長400nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上である、<12>に記載の樹脂組成物。
<14>前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長700nmにおける光線透過率が0.2%以下であり、波長940nmにおける光線透過率が3.0%以上である、<1>~<12>のいずれか1つに記載の樹脂組成物。
<15><1>~<14>のいずれか1つに記載の樹脂組成物から形成された成形品。
<16><1>~<14>のいずれか1つに記載の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とを有するキット。
<17><1>~<14>のいずれか1つに記載の樹脂組成物から形成された成形品と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物から形成された成形品を、レーザー溶着させることを含む、成形品の製造方法。
<18><1>~<14>のいずれか1つに記載の樹脂組成物または<16>に記載のキットから形成された車載カメラ部品。
<19><18>に記載の車載カメラ部品を含む、車載カメラ。
本発明はかかる課題を解決することを目的とするものであって、特定の波長領域の光線透過率が低く、かつ、レーザー溶着用光透過性樹脂組成物、成形品、キット、成形品の製造方法、および、車載カメラを提供することを目的とする。
以下、本発明を実施するための形態(以下、単に「本実施形態」という)について詳細に説明する。なお、以下の本実施形態は、本発明を説明するための例示であり、本発明は本実施形態のみに限定されない。
なお、本明細書において「~」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
本明細書において、各種物性値および特性値は、特に述べない限り、23℃におけるものとする。
なお、本明細書における「質量部」とは成分の相対量を示し、「質量%」とは成分の絶対量を示す。
本明細書で示す規格が年度によって、測定方法等が異なる場合、特に述べない限り、2020年1月1日時点における規格に基づくものとする。
なお、本明細書において「~」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
本明細書において、各種物性値および特性値は、特に述べない限り、23℃におけるものとする。
なお、本明細書における「質量部」とは成分の相対量を示し、「質量%」とは成分の絶対量を示す。
本明細書で示す規格が年度によって、測定方法等が異なる場合、特に述べない限り、2020年1月1日時点における規格に基づくものとする。
本実施形態のレーザー溶着用光透過性樹脂組成物(以下、単に、「本実施形態の樹脂組成物」と言うことがある)は、ポリアミド樹脂100質量部に対し、強化フィラー10~120質量部と、ペリレン骨格を有する光透過性色素と、ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来することを特徴とする。
このような構成とすることにより、特定の領域の波長(例えば、波長700~800nm、および/または、波長400~500nm)における光線透過率が低く、かつ、レーザー溶着用の光(例えば、波長970nm、および/または、波長1070nm付近の光線)における光線透過率が高い樹脂組成物を提供可能になる。特に、レーザー溶着用の光線の透過率が高く、レーザー溶着用の光線よりも短波側の波長領域の透過率が低い樹脂組成物が得られる。
さらに、一般的に熱可塑性樹脂に難燃剤を配合するとレーザー透過率が低くなる傾向にあるが、本実施形態の樹脂組成物は、難燃剤を配合しても、レーザー溶着ができる程度にレーザー溶着用の光線を透過でき、かつ、所定の波長領域の光の透過率を低くすることができる。
このような構成とすることにより、特定の領域の波長(例えば、波長700~800nm、および/または、波長400~500nm)における光線透過率が低く、かつ、レーザー溶着用の光(例えば、波長970nm、および/または、波長1070nm付近の光線)における光線透過率が高い樹脂組成物を提供可能になる。特に、レーザー溶着用の光線の透過率が高く、レーザー溶着用の光線よりも短波側の波長領域の透過率が低い樹脂組成物が得られる。
さらに、一般的に熱可塑性樹脂に難燃剤を配合するとレーザー透過率が低くなる傾向にあるが、本実施形態の樹脂組成物は、難燃剤を配合しても、レーザー溶着ができる程度にレーザー溶着用の光線を透過でき、かつ、所定の波長領域の光の透過率を低くすることができる。
すなわち、本実施形態では、数あるポリアミド樹脂の中から、キシリレンジアミン系ポリアミド樹脂が短波長側、特に、300~800nmにおける光線透過率が本来的に低いことを見出し、さらに、光透過性色素として、ペリレン骨格を有する光透過性色素を用いることにより、レーザー溶着用の光(例えば、波長900~1200nmの光線)における光線透過率を高く維持し、レーザー溶着用の光よりも短波長側の光線透過率(例えば、300~800nmの光線透過率、より具体的には、波長700~800nm、および/または、波長400~500nm)を低くすることに成功したものである。
<ポリアミド樹脂>
本実施形態の樹脂組成物は、ポリアミド樹脂として、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来するものを含む。このようなポリアミド樹脂を本明細書では、キシリレンジアミン系ポリアミド樹脂と呼ぶことがある。キシリレンジアミン系ポリアミド樹脂を選択することにより、レーザー溶着用の光(例えば、波長900~1200nmの光線)における光線透過率を高く維持し、レーザー溶着用の光よりも短波長側の光線透過率(例えば、300~800nmの光線透過率)を低くできると推測される。さらに、キシリレンジアミン系ポリアミド樹脂が本来的に有する機械的強度等の優れた性能を活かすことができる。
本実施形態の樹脂組成物は、ポリアミド樹脂として、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来するものを含む。このようなポリアミド樹脂を本明細書では、キシリレンジアミン系ポリアミド樹脂と呼ぶことがある。キシリレンジアミン系ポリアミド樹脂を選択することにより、レーザー溶着用の光(例えば、波長900~1200nmの光線)における光線透過率を高く維持し、レーザー溶着用の光よりも短波長側の光線透過率(例えば、300~800nmの光線透過率)を低くできると推測される。さらに、キシリレンジアミン系ポリアミド樹脂が本来的に有する機械的強度等の優れた性能を活かすことができる。
本実施形態で用いるキシリレンジアミン系ポリアミド樹脂は、ジアミン由来の構成単位の、好ましくは80モル%以上、より好ましくは90モル%以上、さらに好ましくは95モル%以上、一層好ましくは99モル%以上が、キシリレンジアミンに由来する。
キシリレンジアミン由来の構成単位は、メタキシリレンジアミン由来の構成単位および/またはパラキシリレンジアミン由来の構成単位が好ましく、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含むこと(ただし合計が100モル%を超えることはない)がより好ましく、60~80モル%のメタキシリレンジアミンと20~40モル%のパラキシリレンジアミンとを含むことがさらに好ましい。本実施形態で用いるキシリレンジアミン系ポリアミド樹脂において、キシリレンジアミン由来の構成単位の95モル%以上(好ましくは99モル%以上)がメタキシリレンジアミン由来の構成単位および/またはパラキシリレンジアミン由来の構成単位であることが好ましい。
キシリレンジアミン由来の構成単位は、メタキシリレンジアミン由来の構成単位および/またはパラキシリレンジアミン由来の構成単位が好ましく、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含むこと(ただし合計が100モル%を超えることはない)がより好ましく、60~80モル%のメタキシリレンジアミンと20~40モル%のパラキシリレンジアミンとを含むことがさらに好ましい。本実施形態で用いるキシリレンジアミン系ポリアミド樹脂において、キシリレンジアミン由来の構成単位の95モル%以上(好ましくは99モル%以上)がメタキシリレンジアミン由来の構成単位および/またはパラキシリレンジアミン由来の構成単位であることが好ましい。
キシリレンジアミン系ポリアミド樹脂の原料ジアミン成分として用いることができるキシリレンジアミン以外のジアミンとしては、テトラメチレンジアミン、ペンタメチレンジアミン、2-メチルペンタンジアミン、ヘキサメチレンジアミン、ヘプタメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミン、デカメチレンジアミン、ドデカメチレンジアミン、2,2,4-トリメチル-ヘキサメチレンジアミン、2,4,4-トリメチルヘキサメチレンジアミン等の脂肪族ジアミン、1,3-ビス(アミノメチル)シクロヘキサン、1,4-ビス(アミノメチル)シクロヘキサン、1,3-ジアミノシクロヘキサン、1,4-ジアミノシクロヘキサン、ビス(4-アミノシクロヘキシル)メタン、2,2-ビス(4-アミノシクロヘキシル)プロパン、ビス(アミノメチル)デカリン、ビス(アミノメチル)トリシクロデカン等の脂環式ジアミン、ビス(4-アミノフェニル)エーテル、パラフェニレンジアミン、ビス(アミノメチル)ナフタレン等の芳香環を有するジアミン等を例示することができ、1種または2種以上を混合して使用できる。
本実施形態で用いるキシリレンジアミン系ポリアミド樹脂は、ジカルボン酸由来の構成単位の、70モル%以上、好ましくは75モル%以上、より好ましくは85モル%以上、さらに好ましくは95モル%以上、一層好ましくは99モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来する。
炭素数が4~8のα,ω-直鎖脂肪族ジカルボン酸は、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸が例示され、アジピン酸であることが好ましい。炭素数が4~8のα,ω-直鎖脂肪族ジカルボン酸は、1種または2種以上を混合して使用できる。
上記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸以外のジカルボン酸成分としては、セバシン酸等の炭素数9以上の脂肪族ジカルボン酸、イソフタル酸、テレフタル酸、オルソフタル酸等のフタル酸化合物、1,2-ナフタレンジカルボン酸、1,3-ナフタレンジカルボン酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、1,6-ナフタレンジカルボン酸、1,7-ナフタレンジカルボン酸、1,8-ナフタレンジカルボン酸、2,3-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、2,7-ナフタレンジカルボン酸といったナフタレンジカルボン酸の異性体等を例示することができ、1種または2種以上を混合して使用できる。
キシリレンジアミン系ポリアミド樹脂においては、原料であるキシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含み、かつ、炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含むことが好ましい。さらに好ましくは、原料ジアミンの90モル%以上がキシリレンジアミンであり、前記キシリレンジアミンは、60~80モル%のメタキシリレンジアミンと40~20モル%のパラキシリレンジアミンを合計でキシリレンジアミンの99モル%以上を含み、かつ、α,ω-直鎖脂肪族ジカルボン酸の90モル%以上がアジピン酸である。
なお、キシリレンジアミン系ポリアミド樹脂は、ジアミン由来の構成単位とジカルボン酸由来の構成単位を主成分として構成されるが、これら以外の構成単位を完全に排除するものではなく、ε-カプロラクタムやラウロラクタム等のラクタム類、アミノカプロン酸、アミノウンデカン酸等の脂肪族アミノカルボン酸類由来の構成単位を含んでいてもよいことは言うまでもない。ここで主成分とは、キシリレンジアミン系ポリアミド樹脂を構成する構成単位のうち、ジアミン由来の構成単位とジカルボン酸由来の構成単位の合計数が全構成単位のうち最も多いことをいう。本実施形態では、キシリレンジアミン系ポリアミド樹脂における、ジアミン由来の構成単位とジカルボン酸由来の構成単位の合計は、全構成単位の90質量%以上を占めることが好ましく、95質量%以上を占めることがより好ましい。
本実施形態の樹脂組成物は、キシリレンジアミン系ポリアミド樹脂に加え、他のポリアミド樹脂を含んでいてもよいし、含んでいなくてもよい。他のポリアミド樹脂としては、脂肪族ポリアミド樹脂が例示され、ポリアミド6が好ましい。ポリアミド6のようなキシリレンジアミン系ポリアミド樹脂よりも、相対的に透過率が高いポリアミド樹脂を用いることにより、波長選択性をより短波長側へ移すことができると推測される。
本実施形態の樹脂組成物が他のポリアミド樹脂(好ましくは脂肪族ポリアミド樹脂、より好ましくはポリアミド6)を含む場合、その割合は、キシリレンジアミン系ポリアミド樹脂100質量部に対し、1質量部以上であることが好ましく、2質量部以上であることがより好ましく、また、10質量部以下であることが好ましく、5質量部以下であることがより好ましく、4質量部以下であることがさらに好ましい。
本実施形態の樹脂組成物が他のポリアミド樹脂(好ましくは脂肪族ポリアミド樹脂、より好ましくはポリアミド6)を含む場合、その割合は、キシリレンジアミン系ポリアミド樹脂100質量部に対し、1質量部以上であることが好ましく、2質量部以上であることがより好ましく、また、10質量部以下であることが好ましく、5質量部以下であることがより好ましく、4質量部以下であることがさらに好ましい。
本実施形態の樹脂組成物は、ポリアミド樹脂を樹脂組成物の30質量%以上の割合で含むことが好ましく、35質量%以上の割合で含むことがより好ましく、40質量%以上の割合で含むことがさらに好ましく、45質量%以上の割合で含むことが一層好ましい。また、ポリアミド樹脂の含有量の上限値としては、80質量%以下であることが好ましく、75質量%以下がより好ましい。
ポリアミド樹脂は、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
ポリアミド樹脂は、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
<強化フィラー>
本実施形態の樹脂組成物は、強化フィラーをポリアミド樹脂100質量部に対し、10~120質量部の割合で含む。強化フィラーを前記割合で含むことにより、高い機械的強度を達成できる。尚、本実施形態における強化フィラーには後述する酸化セリウム、核剤に相当するものは含まないものとする。
本実施形態の樹脂組成物で用いる含有され得る強化フィラーとしては、樹脂に配合することにより得られる樹脂組成物の機械的性質を向上させる効果を有するものであり、常用のプラスチック用強化材を用いることができる。強化フィラーは、有機物であっても、無機物であってもよいが、無機物が好ましい。強化フィラーは、好ましくはガラス繊維、炭素繊維、玄武岩繊維、ウォラストナイト、チタン酸カリウム繊維等の繊維状の強化フィラーを用いることができる。また、炭酸カルシウム、酸化チタン、長石系鉱物、クレー、有機化クレー、ガラスビーズ等の粒状または無定形の充填剤等の充填剤;ガラスフレーク、マイカ、グラファイト等の鱗片状の強化材を用いることもできる。中でも、機械的強度、剛性および耐熱性の点から、繊維状の充填剤、特にはガラス繊維を用いるのが好ましい。ガラス繊維としては、丸形断面形状のものまたは異形断面形状のもののいずれをも用いることができる。
強化フィラーは、カップリング剤等の表面処理剤によって、表面処理されたものを用いることがより好ましい。表面処理剤が付着したガラス繊維は、耐久性、耐湿熱性、耐加水分解性、耐ヒートショック性に優れるので好ましい。
本実施形態の樹脂組成物は、強化フィラーをポリアミド樹脂100質量部に対し、10~120質量部の割合で含む。強化フィラーを前記割合で含むことにより、高い機械的強度を達成できる。尚、本実施形態における強化フィラーには後述する酸化セリウム、核剤に相当するものは含まないものとする。
本実施形態の樹脂組成物で用いる含有され得る強化フィラーとしては、樹脂に配合することにより得られる樹脂組成物の機械的性質を向上させる効果を有するものであり、常用のプラスチック用強化材を用いることができる。強化フィラーは、有機物であっても、無機物であってもよいが、無機物が好ましい。強化フィラーは、好ましくはガラス繊維、炭素繊維、玄武岩繊維、ウォラストナイト、チタン酸カリウム繊維等の繊維状の強化フィラーを用いることができる。また、炭酸カルシウム、酸化チタン、長石系鉱物、クレー、有機化クレー、ガラスビーズ等の粒状または無定形の充填剤等の充填剤;ガラスフレーク、マイカ、グラファイト等の鱗片状の強化材を用いることもできる。中でも、機械的強度、剛性および耐熱性の点から、繊維状の充填剤、特にはガラス繊維を用いるのが好ましい。ガラス繊維としては、丸形断面形状のものまたは異形断面形状のもののいずれをも用いることができる。
強化フィラーは、カップリング剤等の表面処理剤によって、表面処理されたものを用いることがより好ましい。表面処理剤が付着したガラス繊維は、耐久性、耐湿熱性、耐加水分解性、耐ヒートショック性に優れるので好ましい。
ガラス繊維は、Aガラス、Cガラス、Eガラス、Sガラス、Rガラス、Mガラス、Dガラス、ボロンフリーガラス(ホウ素の割合が30質量ppm以下のガラス)などのガラス組成からなり、特に、Eガラス(無アルカリガラス)が好ましい。
ガラス繊維とは、長さ方向に直角に切断した断面形状が真円状、多角形状で繊維状外観を呈するものをいう。
ガラス繊維とは、長さ方向に直角に切断した断面形状が真円状、多角形状で繊維状外観を呈するものをいう。
本実施形態の樹脂組成物に用いるガラス繊維は、単繊維または単繊維を複数本撚り合わせたものであってもよい。
ガラス繊維の形態は、単繊維や単繊維を複数本撚り合わせたものを連続的に巻き取った「ガラスロービング」、長さ1~10mmに切りそろえた「チョップドストランド」、長さ10~500μmに粉砕した「ミルドファイバー」などのいずれであってもよい。かかるガラス繊維としては、旭ファイバーグラス社より、「グラスロンチョップドストランド」や「グラスロンミルドファイバー」の商品名で市販されており、容易に入手可能である。ガラス繊維は、形態が異なるものを併用することもできる。
ガラス繊維の形態は、単繊維や単繊維を複数本撚り合わせたものを連続的に巻き取った「ガラスロービング」、長さ1~10mmに切りそろえた「チョップドストランド」、長さ10~500μmに粉砕した「ミルドファイバー」などのいずれであってもよい。かかるガラス繊維としては、旭ファイバーグラス社より、「グラスロンチョップドストランド」や「グラスロンミルドファイバー」の商品名で市販されており、容易に入手可能である。ガラス繊維は、形態が異なるものを併用することもできる。
また、本実施形態で用いるガラス繊維は、断面が円形であっても、非円形であってもよい。断面が非円形であるガラス繊維を用いることにより、得られる成形品の反りをより効果的に抑制することができる。また、本実施形態では、断面が円形であるガラス繊維を用いても、反りを効果的に抑制することができる。
本実施形態の樹脂組成物における強化フィラーの含有量は、ポリアミド樹脂100質量部に対し、10質量部以上であり、20質量部以上であることがより好ましく、30質量部以上であることがより好ましく、40質量部以上であることがさらに好ましい。上限値については、ポリアミド樹脂100質量部に対し、120質量部以下であり、110質量部以下がより好ましく、60質量部以下であってもよい。
本実施形態の樹脂組成物における強化フィラーの含有量は、樹脂組成物の20質量%以上であることが好ましく、25質量%以上であることがより好ましい。上限値については、70質量%以下が好ましく、65質量%以下がより好ましく、60質量%以下がさらに好ましく、55質量%以下が一層好ましい。
本実施形態の樹脂組成物は、強化フィラーを1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となる。なお、本実施形態における強化フィラーの含有量には、集束剤および表面処理剤の量を含める趣旨である。
本実施形態の樹脂組成物における強化フィラーの含有量は、樹脂組成物の20質量%以上であることが好ましく、25質量%以上であることがより好ましい。上限値については、70質量%以下が好ましく、65質量%以下がより好ましく、60質量%以下がさらに好ましく、55質量%以下が一層好ましい。
本実施形態の樹脂組成物は、強化フィラーを1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となる。なお、本実施形態における強化フィラーの含有量には、集束剤および表面処理剤の量を含める趣旨である。
<ペリレン骨格を有する光透過性色素>
本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素を含む。ペリレン骨格を有する光透過性色素を用い、かつ、所定のキシリレンジアミン系ポリアミド樹脂を用いることにより、レーザー溶着用の光(例えば、波長900~1200nmの光線)における光線透過率が高く、レーザー溶着用の光よりも短波長側の光線透過率(例えば、300~800nmの光線透過率)が低い樹脂組成物が得られる。
本実施形態で用いる光透過性色素は、黒色色素、黒紫色素等であって、人の視覚で黒色に見える色素が好ましい。また、光透過性色素とは、例えば、ポリアミド樹脂と、ガラス繊維30質量%と、色素(光透過性色素と思われる色素)0.2質量%を合計100質量%となるように配合し、後述する実施例に記載の測定方法で波長1070nmにおける光線透過率を測定したときに、透過率が20%以上となる色素をいう。
光透過性色素は、染料であっても顔料であってもよいが、顔料が好ましい。
ペリレン骨格を有する色素としては、BASFカラー&エフェクトジャパン株式会社製、Spectrasence(登録商標) Black K0087(旧:Lumogen(登録商標) Black FK4280)、Spectrasence Black K0088(旧:Lumogen Black FK4281)等が例示される。
本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素を含む。ペリレン骨格を有する光透過性色素を用い、かつ、所定のキシリレンジアミン系ポリアミド樹脂を用いることにより、レーザー溶着用の光(例えば、波長900~1200nmの光線)における光線透過率が高く、レーザー溶着用の光よりも短波長側の光線透過率(例えば、300~800nmの光線透過率)が低い樹脂組成物が得られる。
本実施形態で用いる光透過性色素は、黒色色素、黒紫色素等であって、人の視覚で黒色に見える色素が好ましい。また、光透過性色素とは、例えば、ポリアミド樹脂と、ガラス繊維30質量%と、色素(光透過性色素と思われる色素)0.2質量%を合計100質量%となるように配合し、後述する実施例に記載の測定方法で波長1070nmにおける光線透過率を測定したときに、透過率が20%以上となる色素をいう。
光透過性色素は、染料であっても顔料であってもよいが、顔料が好ましい。
ペリレン骨格を有する色素としては、BASFカラー&エフェクトジャパン株式会社製、Spectrasence(登録商標) Black K0087(旧:Lumogen(登録商標) Black FK4280)、Spectrasence Black K0088(旧:Lumogen Black FK4281)等が例示される。
本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素をポリアミド樹脂100質量部に対し、0.01質量部以上含むことが好ましく、0.04質量部以上であることがより好ましく、0.08質量部以上であることがさらに好ましく、0.10質量部以上であることが一層好ましく、0.15質量部以上であることがより一層好ましく、0.18質量部以上であることがさらに一層好ましく、0.20質量部以上であることが特に一層好ましい。また、本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素をポリアミド樹脂100質量部に対し、1.5質量部以下含むことが好ましく、1.0質量部以下であることがより好ましく、0.8質量部以下であることがさらに好ましく、用途に応じては、0.6質量部以下、0.5質量部以下、0.45質量部以下であってもよい。
本実施形態では、また、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長750nmにおける光線透過率が5%以下であり、波長1070nmにおける光線透過率が20%以上となるように、ペリレン骨格を有する光透過性色素を配合することも好ましい。
本実施形態では、また、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長400nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上となるように、ペリレン骨格を有する光透過性色素を配合することも好ましい。
本実施形態では、また、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長700nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上となるように、ペリレン骨格を有する光透過性色素を配合することも好ましい。
本実施形態では、また、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長400nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上となるように、ペリレン骨格を有する光透過性色素を配合することも好ましい。
本実施形態では、また、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長700nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上となるように、ペリレン骨格を有する光透過性色素を配合することも好ましい。
本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
特に、本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素を用いることにより、2種以上の光透過性色素を用いずに、所望の波長を達成できるため、好ましい。
本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素以外の他の色素を含んでいてもよいが、実質的に含まない方が好ましい。実質的に含まないとは、例えば、他の色素の含有量が、ペリレン骨格を有する光透過性色素の含有量の1質量%未満であることをいう。
特に、本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素を用いることにより、2種以上の光透過性色素を用いずに、所望の波長を達成できるため、好ましい。
本実施形態の樹脂組成物は、ペリレン骨格を有する光透過性色素以外の他の色素を含んでいてもよいが、実質的に含まない方が好ましい。実質的に含まないとは、例えば、他の色素の含有量が、ペリレン骨格を有する光透過性色素の含有量の1質量%未満であることをいう。
<ヨウ化銅、ヨウ化カリウムおよび酸化セリウム>
本実施形態の樹脂組成物は、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種を含むことが好ましい。ヨウ化銅を含むことにより、得られる成形品の耐熱性がより向上する傾向にある。また、ヨウ化カリウムを含むことにより、ポリアミド樹脂中で錯体を形成しやすくなり、樹脂の分解をより効果的に抑制できる傾向にある。さらに、酸化セリウムを含むことにより、酸化による色相変化を効果的に抑制でき、湿熱試験や温水試験後のマイグレーション(色移り)を効果的に抑制することができる。すなわち、これらの成分を配合することにより、用途に応じた性能を付与することが可能になる。
本実施形態の樹脂組成物は、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種を含むことが好ましい。ヨウ化銅を含むことにより、得られる成形品の耐熱性がより向上する傾向にある。また、ヨウ化カリウムを含むことにより、ポリアミド樹脂中で錯体を形成しやすくなり、樹脂の分解をより効果的に抑制できる傾向にある。さらに、酸化セリウムを含むことにより、酸化による色相変化を効果的に抑制でき、湿熱試験や温水試験後のマイグレーション(色移り)を効果的に抑制することができる。すなわち、これらの成分を配合することにより、用途に応じた性能を付与することが可能になる。
本実施形態の樹脂組成物におけるヨウ化銅の割合は、樹脂組成物中、0.01~1質量%であることが好ましく、0.02質量%以上であることがより好ましく、また、0.5質量%以下であることがより好ましく、0.3質量%以下であることがさらに好ましい。
本実施形態の樹脂組成物は、ヨウ化銅を、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物におけるヨウ化カリウムの割合は、樹脂組成物中、0.01~2質量%であることが好ましく、0.02質量%以上であることがより好ましく、また、1質量%以下であることがより好ましい。
本実施形態の樹脂組成物における酸化セリウムの割合は、樹脂組成物中、0.01~2質量%であることが好ましく、0.02質量%以上であることがより好ましく、また、1質量%以下であることがより好ましい。
本実施形態の樹脂組成物は、酸化セリウムを、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、ヨウ化銅を、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物におけるヨウ化カリウムの割合は、樹脂組成物中、0.01~2質量%であることが好ましく、0.02質量%以上であることがより好ましく、また、1質量%以下であることがより好ましい。
本実施形態の樹脂組成物における酸化セリウムの割合は、樹脂組成物中、0.01~2質量%であることが好ましく、0.02質量%以上であることがより好ましく、また、1質量%以下であることがより好ましい。
本実施形態の樹脂組成物は、酸化セリウムを、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<離型剤>
本実施形態の樹脂組成物は、離型剤を含んでいてもよい。
離型剤としては、例えば、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、数平均分子量200~15,000の脂肪族炭化水素化合物、ポリシロキサン系シリコーンオイル、ケトンワックス、ライトアマイドなどが挙げられ、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステルが好ましく、脂肪族カルボン酸の塩がより好ましい。
離型剤の詳細は、特開2018-095706号公報の段落0055~0061の記載を参酌でき、これらの内容は本明細書に組み込まれる。
本実施形態の樹脂組成物が離型剤を含む場合、その含有量は、樹脂組成物中、0.05~3質量%であることが好ましく、0.1~0.8質量%であることがより好ましく、0.2~0.6質量%であることがさらに好ましい。
本実施形態の樹脂組成物は、離型剤を、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、離型剤を含んでいてもよい。
離型剤としては、例えば、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、数平均分子量200~15,000の脂肪族炭化水素化合物、ポリシロキサン系シリコーンオイル、ケトンワックス、ライトアマイドなどが挙げられ、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステルが好ましく、脂肪族カルボン酸の塩がより好ましい。
離型剤の詳細は、特開2018-095706号公報の段落0055~0061の記載を参酌でき、これらの内容は本明細書に組み込まれる。
本実施形態の樹脂組成物が離型剤を含む場合、その含有量は、樹脂組成物中、0.05~3質量%であることが好ましく、0.1~0.8質量%であることがより好ましく、0.2~0.6質量%であることがさらに好ましい。
本実施形態の樹脂組成物は、離型剤を、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<核剤>
本実施形態の樹脂組成物は、核剤を含んでいてもよい。
核剤は、溶融加工時に未溶融であり、冷却過程において結晶の核となり得るものであれば、特に限定されないが、中でもタルクおよび炭酸カルシウムが好ましく、タルクがより好ましい。
核剤の数平均粒子径は、下限値が、0.1μm以上であることが好ましく、1μm以上であることがより好ましく、3μm以上であることがより好ましい。核剤の数平均粒子径は、上限値が、40μm以下であることが好ましく、30μm以下であることがより好ましく、28μm以下であることが一層好ましく、15μm以下であることがより一層好ましく、10μm以下であることがさらに一層好ましい。
本実施形態の樹脂組成物は、核剤を含んでいてもよい。
核剤は、溶融加工時に未溶融であり、冷却過程において結晶の核となり得るものであれば、特に限定されないが、中でもタルクおよび炭酸カルシウムが好ましく、タルクがより好ましい。
核剤の数平均粒子径は、下限値が、0.1μm以上であることが好ましく、1μm以上であることがより好ましく、3μm以上であることがより好ましい。核剤の数平均粒子径は、上限値が、40μm以下であることが好ましく、30μm以下であることがより好ましく、28μm以下であることが一層好ましく、15μm以下であることがより一層好ましく、10μm以下であることがさらに一層好ましい。
本実施形態の樹脂組成物における核剤の割合は、0.01~1質量%であることが好ましく、0.1質量%以上であることがより好ましく、また、0.5質量%以下であることがより好ましい。
本実施形態の樹脂組成物は、核剤を、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、核剤を、1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<難燃剤>
本実施形態の樹脂組成物は、難燃剤を含んでいてもよい。難燃剤を含むことにより、樹脂組成物の難燃性を向上させることができる。
本実施形態においては、難燃剤はリン系難燃剤が好ましく、ホスフィン酸金属塩、ジホスフィン酸金属塩、リンやリン酸塩、リン酸エステル、ホスファゼン、メラミンとリン酸との反応生成物がより好ましく、ホスフィン酸金属塩およびジホスフィン酸金属塩の少なくとも1種を含むことがさらに好ましく、ホスフィン酸金属塩の少なくとも1種を含むことが一層さらに好ましい。
ホスフィン酸金属塩は耐トラッキング性に優れるため、CTI(Computer Telephony Integration)用途などに効果的に用いることができる。
また、熱可塑性樹脂に難燃剤を配合すると、光線透過率が低下する傾向にあるが、リン系難燃剤(特に、ホスフィン酸金属塩)を用いると、樹脂組成物の光線透過率の低下を効果的に抑制できる。特に、ホスフィン酸金属塩は配合量が少なくても高い難燃性を達成できる傾向にあるため、より効果的である。
本実施形態の樹脂組成物は、難燃剤を含んでいてもよい。難燃剤を含むことにより、樹脂組成物の難燃性を向上させることができる。
本実施形態においては、難燃剤はリン系難燃剤が好ましく、ホスフィン酸金属塩、ジホスフィン酸金属塩、リンやリン酸塩、リン酸エステル、ホスファゼン、メラミンとリン酸との反応生成物がより好ましく、ホスフィン酸金属塩およびジホスフィン酸金属塩の少なくとも1種を含むことがさらに好ましく、ホスフィン酸金属塩の少なくとも1種を含むことが一層さらに好ましい。
ホスフィン酸金属塩は耐トラッキング性に優れるため、CTI(Computer Telephony Integration)用途などに効果的に用いることができる。
また、熱可塑性樹脂に難燃剤を配合すると、光線透過率が低下する傾向にあるが、リン系難燃剤(特に、ホスフィン酸金属塩)を用いると、樹脂組成物の光線透過率の低下を効果的に抑制できる。特に、ホスフィン酸金属塩は配合量が少なくても高い難燃性を達成できる傾向にあるため、より効果的である。
ホスフィン酸金属塩またはジホスフィン酸金属塩は、式(I)で表される化合物および式(2)で表される化合物の少なくとも1種を含むことが好ましい。

式(I)において、R1およびR2は、それぞれ独立に、直鎖もしくは分枝鎖の炭素数1~6のアルキル基、または炭素数6~10のアリール基を表し、メチル基、エチル基、プロピル基、またはフェニル基であることが好ましい。Mはカルシウムイオン、アルミニウムイオン、マグネシウムイオン、または亜鉛イオンを表す。mはMの価数を表す自然数であり、2または3であることが好ましい。

式(II)において、R4およびR5は、それぞれ独立に、直鎖もしくは分枝鎖の炭素数1~6のアルキル基、または炭素数6~10のアリール基を表し、メチル基、エチル基、プロピル基、またはフェニル基であることが好ましい。R3は直鎖もしくは分枝鎖の炭素数1~10のアルキレン基、炭素数6~10のアリーレン基、炭素数7~10のアルキルアリーレン基、または炭素数7~10のアリールアルキレン基を表し、メチレン基、エチレン基、プロピレン基、フェニレン基であることが好ましい。Mはカルシウムイオン、アルミニウムイオン、マグネシウムイオン、または亜鉛イオンを表す。nはMの価数を表す自然数である。n、a、bは、2×b=n×aの関係式を満たす自然数である。nは2または3であることが好ましい。bは1、2または3であることが好ましく、1または3であることがより好ましい。aは1または2であることが好ましい。
ホスフィン酸金属塩またはジホスフィン酸金属塩としては、具体的には、ホスフィン酸と金属炭酸塩、金属水酸化物または金属酸化物を用いて水性媒体中で製造されたものが挙げられる。ホスフィン酸金属塩またはジホスフィン酸金属塩は、基本的にモノマー性化合物であるが、反応条件に依存して、環境によっては縮合度が1~3のポリマー性ホスフィン酸金属塩となる場合もある。
ホスフィン酸またはジホスフィン酸としては、例えば、ジメチルホスフィン酸、エチルメチルホスフィン酸、ジエチルホスフィン酸、メチル-n-プロピルホスフィン酸、メタンジ(メチルホスフィン酸)、ベンゼン-1,4-ジ(メチルホスフィン酸)、メチルフェニルホスフィン酸およびジフェニルホスフィン酸等が挙げられる。
ホスフィン酸金属塩としては、ジメチルホスフィン酸カルシウム、ジメチルホスフィン酸マグネシウム、ジメチルホスフィン酸アルミニウム、ジメチルホスフィン酸亜鉛、エチルメチルホスフィン酸カルシウム、エチルメチルホスフィン酸マグネシウム、エチルメチルホスフィン酸アルミニウム、エチルメチルホスフィン酸亜鉛、ジエチルホスフィン酸カルシウム、ジエチルホスフィン酸マグネシウム、ジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛、メチル-n-プロピルホスフィン酸カルシウム、メチル-n-プロピルホスフィン酸マグネシウム、メチル-n-プロピルホスフィン酸アルミニウム、メチル-n-プロピルホスフィン酸亜鉛、メチルフェニルホスフィン酸カルシウム、メチルフェニルホスフィン酸マグネシウム、メチルフェニルホスフィン酸アルミニウム、メチルフェニルホスフィン酸亜鉛、ジフェニルホスフィン酸カルシウム、ジフェニルホスフィン酸マグネシウム、ジフェニルホスフィン酸アルミニウム、ジフェニルホスフィン酸亜鉛等が挙げられる。
ジホスフィン酸金属塩としては、メタンジ(メチルホスフィン酸)カルシウム、メタンジ(メチルホスフィン酸)マグネシウム、メタンジ(メチルホスフィン酸)アルミニウム、メタンジ(メチルホスフィン酸)亜鉛、ベンゼン-1,4-ジ(メチルホスフィン酸)カルシウム、ベンゼン-1,4-ジ(メチルホスフィン酸)マグネシウム、ベンゼン-1,4-ジ(メチルホスフィン酸)アルミニウム、ベンゼン-1,4-ジ(メチルホスフィン酸)亜鉛等が挙げられる。
これら、ホスフィン酸金属塩またはジホスフィン酸金属塩の中でも、特に、難燃性、電気特性の観点から、エチルメチルホスフィン酸アルミニウム、ジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛が好ましい。具体的な商品としては、クラリアント製、EXOLIT OP 1230(ホスフィン酸アルミニウム)、同 OP 1400(いずれも商品名)が挙げられる。
本実施形態の樹脂組成物における難燃剤(好ましくはホスフィン酸金属塩)の含有量は、樹脂組成物中で、1質量%以上であることが好ましく、2質量%以上であることがより好ましく、2.5質量%以上であることがさらに好ましく、3質量%以上であることが一層好ましい。上限としては、25質量%以下であることが好ましく、20質量%以下であることがより好ましい。
本実施形態の樹脂組成物は、難燃剤(好ましくはホスフィン酸金属塩)を1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、難燃剤(好ましくはホスフィン酸金属塩)を1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、難燃剤を含む場合、0.75mm厚の試験片に成形したときのUL94燃焼性試験においてV-0性能を有することが好ましい。
<滴下防止剤>
本実施形態の樹脂組成物は、滴下防止剤を含んでいてもよい。本実施形態の樹脂組成物に、難燃剤と共に滴下防止剤を配合することにより、得られる成形品の難燃性をより向上させることができる。
滴下防止剤としては、フルオロオレフィン樹脂が挙げられる。フルオロオレフィン樹脂は、通常フルオロエチレン構造を含む重合体または共重合体である。具体例としてはジフルオロエチレン樹脂、テトラフルオロエチレン樹脂、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合樹脂、テトラフルオロエチレン/パーフルアルキルビニルエーテル共重合樹脂等が挙げられる。中でも、好ましくはテトラフルオロエチレン樹脂等が挙げられる。このフルオロエチレン樹脂としては、フィブリル形成能を有するフルオロエチレン樹脂が挙げられる。
滴下防止剤の詳細は、特開2013-082786号公報の段落0066~0071の記載を参酌でき、この内容は本明細書に組み込まれる。
本実施形態の樹脂組成物は、滴下防止剤を含んでいてもよい。本実施形態の樹脂組成物に、難燃剤と共に滴下防止剤を配合することにより、得られる成形品の難燃性をより向上させることができる。
滴下防止剤としては、フルオロオレフィン樹脂が挙げられる。フルオロオレフィン樹脂は、通常フルオロエチレン構造を含む重合体または共重合体である。具体例としてはジフルオロエチレン樹脂、テトラフルオロエチレン樹脂、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合樹脂、テトラフルオロエチレン/パーフルアルキルビニルエーテル共重合樹脂等が挙げられる。中でも、好ましくはテトラフルオロエチレン樹脂等が挙げられる。このフルオロエチレン樹脂としては、フィブリル形成能を有するフルオロエチレン樹脂が挙げられる。
滴下防止剤の詳細は、特開2013-082786号公報の段落0066~0071の記載を参酌でき、この内容は本明細書に組み込まれる。
本実施形態の樹脂組成物における滴下防止剤の含有量は、配合する場合、ポリアミド樹脂100質量部に対し、0.001質量部以上であることが好ましく、0.01質量部以上であることがより好ましく、0.05質量部以上であることがさらに好ましく、0.1質量部以上であることが一層好ましい。また、前記含有量の上限値は、好ましくは1.0質量部以下であり、より好ましくは0.75質量部以下であり、さらに好ましくは0.5質量部以下である。前記下限値以上とすることにより、難燃性がより効果的に発揮され、上記上限値以下とすることにより、得られる成形品の外観不良や機械的強度がより向上する傾向にある。
本実施形態の樹脂組成物は、滴下防止剤を1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本実施形態の樹脂組成物は、滴下防止剤を1種のみ含んでいても、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
<他の成分>
本実施形態の樹脂組成物は、本発明の趣旨を逸脱しない範囲で他の成分を含んでいてもよい。このような添加剤としては、光安定剤、酸化防止剤、紫外線吸収剤、蛍光増白剤、帯電防止剤、防曇剤、アンチブロッキング剤、流動性改良剤、可塑剤、分散剤、抗菌剤などが挙げられる。また、本実施形態の樹脂組成物は、ヨウ化銅以外の銅化合物、ヨウ化カリウム以外のハロゲン化アルカリ金属等を含んでいてもよい。これらの成分は、1種のみを用いてもよいし、2種以上を併用してもよい。
なお、本実施形態の樹脂組成物は、各成分の合計が100質量%となるように、キシリレンジアミン系ポリアミド樹脂、強化フィラー、ペリレン骨格を有する光透過性色素と、さらには、他の添加剤の含有量等が調整される。本実施形態では、キシリレンジアミン系ポリアミド樹脂、強化フィラー、ペリレン骨格を有する光透過性色素と、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種、核剤、離型剤の合計が樹脂組成物の99質量%以上を占める態様が例示される。
本実施形態では、キシリレンジアミン系ポリアミド樹脂、ポリアミド6、強化フィラー、ペリレン骨格を有する光透過性色素と、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種、核剤、離型剤の合計が樹脂組成物の99質量%以上を占める態様が例示される。
本実施形態の樹脂組成物は、本発明の趣旨を逸脱しない範囲で他の成分を含んでいてもよい。このような添加剤としては、光安定剤、酸化防止剤、紫外線吸収剤、蛍光増白剤、帯電防止剤、防曇剤、アンチブロッキング剤、流動性改良剤、可塑剤、分散剤、抗菌剤などが挙げられる。また、本実施形態の樹脂組成物は、ヨウ化銅以外の銅化合物、ヨウ化カリウム以外のハロゲン化アルカリ金属等を含んでいてもよい。これらの成分は、1種のみを用いてもよいし、2種以上を併用してもよい。
なお、本実施形態の樹脂組成物は、各成分の合計が100質量%となるように、キシリレンジアミン系ポリアミド樹脂、強化フィラー、ペリレン骨格を有する光透過性色素と、さらには、他の添加剤の含有量等が調整される。本実施形態では、キシリレンジアミン系ポリアミド樹脂、強化フィラー、ペリレン骨格を有する光透過性色素と、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種、核剤、離型剤の合計が樹脂組成物の99質量%以上を占める態様が例示される。
本実施形態では、キシリレンジアミン系ポリアミド樹脂、ポリアミド6、強化フィラー、ペリレン骨格を有する光透過性色素と、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種、核剤、離型剤の合計が樹脂組成物の99質量%以上を占める態様が例示される。
<樹脂組成物の物性>
本実施形態の樹脂組成物の波長選択制の一例においては、波長700~800nmにおける光線透過率が低く、かつ、波長1070nm付近における光線透過率が高いことが求められる。例えば、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長750nmにおける光線透過率が5%以下(好ましくは0~3%、より好ましくは0~2%、さらに好ましくは0~1%、一層好ましくは0~0.5%)であり、波長1070nmにおける光線透過率が20%以上であることが好ましい。波長1070nmにおける光線透過率が20%以上あれば、レーザー溶着が十分に可能になる。また、前記1.0mmの厚さの試験片の波長1070nmにおける光線透過率は、25%以上であることが好ましく、30%以上であることがさらに好ましく、35%以上であることが一層好ましい。前記1.0mmの厚さの試験片の波長1070nmにおける光線透過率の上限は、例えば、90%以下であり、70%以下であってもよい。特に、レーザー溶着後の成形品の内部に光が透過しにくい方が望ましい用途については、前記波長1070nmにおける光線透過率の上限は、50%以下であることが好ましい。
本実施形態の樹脂組成物の波長選択制の一例においては、波長700~800nmにおける光線透過率が低く、かつ、波長1070nm付近における光線透過率が高いことが求められる。例えば、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長750nmにおける光線透過率が5%以下(好ましくは0~3%、より好ましくは0~2%、さらに好ましくは0~1%、一層好ましくは0~0.5%)であり、波長1070nmにおける光線透過率が20%以上であることが好ましい。波長1070nmにおける光線透過率が20%以上あれば、レーザー溶着が十分に可能になる。また、前記1.0mmの厚さの試験片の波長1070nmにおける光線透過率は、25%以上であることが好ましく、30%以上であることがさらに好ましく、35%以上であることが一層好ましい。前記1.0mmの厚さの試験片の波長1070nmにおける光線透過率の上限は、例えば、90%以下であり、70%以下であってもよい。特に、レーザー溶着後の成形品の内部に光が透過しにくい方が望ましい用途については、前記波長1070nmにおける光線透過率の上限は、50%以下であることが好ましい。
本実施形態の樹脂組成物の波長選択制の他の一例においては、300~500nmにおける光線透過率が低く、かつ、波長970nm付近における光線透過率が高いことが求められる。例えば、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長400nmにおける光線透過率が1.0%以下(好ましくは0.2%以下、また、例えば、0%以上)であり、波長940nmにおける光線透過率が3.0%以上(好ましくは5.0%以上、また、例えば、30%以下)であることが好ましい。本実施形態の波長選択制は、例えば、ポリアミド樹脂成分の一部として、キシリレンジアミン系ポリアミド樹脂よりも相対的に透過率の高いポリアミド樹脂(例えば、ポリアミド6)を配合することによって達成される。
本実施形態の樹脂組成物の波長選択制のさらに他の一例においては、700nmにおける光線透過率が低く、かつ、波長970nmにおける光線透過率が高いことが求められる。例えば、本実施形態の樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長700nmにおける光線透過率が1.0%以下(好ましくは0.2%以下、また、例えば、0%以上)であり、波長940nmにおける光線透過率が3.0%以上(好ましくは5.0%以上、また、例えば、30%以下)であることが好ましい。本実施形態の波長選択制は、ペリレン骨格を有する光透過性色素の含有量を、前記ポリアミド樹脂100質量部に対し、0.2~1.5質量部とすることによって達成される。
前記光線透過率は、後述する実施例の記載に従って測定される。
前記光線透過率は、後述する実施例の記載に従って測定される。
<樹脂組成物の製造方法>
本実施形態の樹脂組成物の製造方法は、特に制限されないが、ベント口から脱気できる設備を有する単軸または2軸の押出機を混練機として使用する方法が好ましい。上記ポリアミド樹脂成分、強化フィラー、および、光透過性色素、ならびに、必要に応じて配合される他の添加剤を、混練機に一括して供給してもよいし、ポリアミド樹脂成分を供給した後、他の配合成分を順次供給してもよい。強化フィラーは、混練時に破砕するのを抑制するため、押出機の途中から供給することが好ましい。また、各成分から選ばれた2種以上の成分を予め混合、混練しておいてもよい。
本実施形態では、光透過性色素は、ポリアミド樹脂等で、マスターバッチ化したものをあらかじめ調製した後、他の成分(ポリアミド樹脂成分、強化フィラー、光透過性色素等)と混練して、本実施形態における樹脂組成物を得てもよい。
本実施形態の樹脂組成物の製造方法は、特に制限されないが、ベント口から脱気できる設備を有する単軸または2軸の押出機を混練機として使用する方法が好ましい。上記ポリアミド樹脂成分、強化フィラー、および、光透過性色素、ならびに、必要に応じて配合される他の添加剤を、混練機に一括して供給してもよいし、ポリアミド樹脂成分を供給した後、他の配合成分を順次供給してもよい。強化フィラーは、混練時に破砕するのを抑制するため、押出機の途中から供給することが好ましい。また、各成分から選ばれた2種以上の成分を予め混合、混練しておいてもよい。
本実施形態では、光透過性色素は、ポリアミド樹脂等で、マスターバッチ化したものをあらかじめ調製した後、他の成分(ポリアミド樹脂成分、強化フィラー、光透過性色素等)と混練して、本実施形態における樹脂組成物を得てもよい。
本実施形態の樹脂組成物を用いた成形品の製造方法は、特に制限されず、熱可塑性樹脂について一般に使用されている成形方法、すなわち、射出成形、中空成形、押出成形、プレス成形などの成形方法を適用することができる。この場合、特に好ましい成形方法は、流動性の良さから、射出成形である。射出成形に当たっては、樹脂温度を250~300℃にコントロールするのが好ましい。
<キット>
本実施形態の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とは、レーザー溶着による成形品の製造のためのキットとして好ましく用いられる。
すなわち、キットに含まれる本実施形態の樹脂組成物は、光透過性樹脂組成物としての役割を果たし、かかる光透過性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する透過樹脂部材となる。一方、光吸収性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する吸収樹脂部材となる。
本実施形態の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とは、レーザー溶着による成形品の製造のためのキットとして好ましく用いられる。
すなわち、キットに含まれる本実施形態の樹脂組成物は、光透過性樹脂組成物としての役割を果たし、かかる光透過性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する透過樹脂部材となる。一方、光吸収性樹脂組成物から形成された成形品は、レーザー溶着の際のレーザー光に対する吸収樹脂部材となる。
<<光吸収性樹脂組成物>>
本実施形態で用いる光吸収性樹脂組成物は、熱可塑性樹脂と光吸収性色素とを含む。さらに、強化フィラー等の他の成分を含んでいてもよい。
熱可塑性樹脂は、ポリアミド樹脂、オレフィン系樹脂、ビニル系樹脂、スチレン系樹脂、アクリル系樹脂、ポリフェニレンエーテル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等が例示され、光透過性樹脂組成物(本実施形態の樹脂組成物)との相溶性が良好な点から、特に、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂が好ましく、ポリアミド樹脂がさらに好ましい。また、熱可塑性樹脂は1種であってもよいし、2種以上であってもよい。
光吸収性樹脂組成物に用いるポリアミド樹脂としては、その種類等を定めるものではないが、上述のキシリレンジアミン系ポリアミド樹脂が好ましい。
強化フィラーは、ガラス繊維、炭素繊維、シリカ、アルミナ、カーボンブラックおよびレーザーを吸収する材料をコートした無機粉末等のレーザー光を吸収しうるフィラーが例示され、ガラス繊維が好ましい。ガラス繊維は、上記本実施形態の樹脂組成物に配合してもよいガラス繊維と同義である。強化フィラーの含有量は、好ましくは20~70質量%であり、より好ましくは25~60質量%であり、さらに好ましくは30~55質量%である。
光吸収性色素としては、照射するレーザー光波長の範囲、例えば、本実施形態では、波長800~1100nm、特に波長900nm~1100nmの範囲に吸収波長を持つ色素が含まれる。また、光吸収性色素には、例えば、キシリレンジアミン系ポリアミド樹脂100質量部に対し、0.3質量部配合し、後述する実施例に記載の測定方法で光線透過率を測定したときに、上位範囲において、透過率が30%未満、さらには10%以下となる色素が含まれる。
光吸収性色素の具体例としては、無機顔料(カーボンブラック(例えば、アセチレンブラック、ランプブラック、サーマルブラック、ファーネスブラック、チャンネルブラック、ケッチェンブラックなど)などの黒色顔料、酸化鉄赤などの赤色顔料、モリブデートオレンジなどの橙色顔料、酸化チタンなどの白色顔料)、有機顔料(黄色顔料、橙色顔料、赤色顔料、青色顔料、緑色顔料など)などが挙げられる。なかでも、無機顔料は一般に隠ぺい力が強いため好ましく、黒色顔料がさらに好ましい。これらの光吸収性色素は2種以上組み合わせて使用してもよい。光吸収性色素の含有量は、キシリレンジアミン系ポリアミド樹脂100質量部に対し0.01~30質量部であることが好ましい。
本実施形態で用いる光吸収性樹脂組成物は、熱可塑性樹脂と光吸収性色素とを含む。さらに、強化フィラー等の他の成分を含んでいてもよい。
熱可塑性樹脂は、ポリアミド樹脂、オレフィン系樹脂、ビニル系樹脂、スチレン系樹脂、アクリル系樹脂、ポリフェニレンエーテル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等が例示され、光透過性樹脂組成物(本実施形態の樹脂組成物)との相溶性が良好な点から、特に、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂が好ましく、ポリアミド樹脂がさらに好ましい。また、熱可塑性樹脂は1種であってもよいし、2種以上であってもよい。
光吸収性樹脂組成物に用いるポリアミド樹脂としては、その種類等を定めるものではないが、上述のキシリレンジアミン系ポリアミド樹脂が好ましい。
強化フィラーは、ガラス繊維、炭素繊維、シリカ、アルミナ、カーボンブラックおよびレーザーを吸収する材料をコートした無機粉末等のレーザー光を吸収しうるフィラーが例示され、ガラス繊維が好ましい。ガラス繊維は、上記本実施形態の樹脂組成物に配合してもよいガラス繊維と同義である。強化フィラーの含有量は、好ましくは20~70質量%であり、より好ましくは25~60質量%であり、さらに好ましくは30~55質量%である。
光吸収性色素としては、照射するレーザー光波長の範囲、例えば、本実施形態では、波長800~1100nm、特に波長900nm~1100nmの範囲に吸収波長を持つ色素が含まれる。また、光吸収性色素には、例えば、キシリレンジアミン系ポリアミド樹脂100質量部に対し、0.3質量部配合し、後述する実施例に記載の測定方法で光線透過率を測定したときに、上位範囲において、透過率が30%未満、さらには10%以下となる色素が含まれる。
光吸収性色素の具体例としては、無機顔料(カーボンブラック(例えば、アセチレンブラック、ランプブラック、サーマルブラック、ファーネスブラック、チャンネルブラック、ケッチェンブラックなど)などの黒色顔料、酸化鉄赤などの赤色顔料、モリブデートオレンジなどの橙色顔料、酸化チタンなどの白色顔料)、有機顔料(黄色顔料、橙色顔料、赤色顔料、青色顔料、緑色顔料など)などが挙げられる。なかでも、無機顔料は一般に隠ぺい力が強いため好ましく、黒色顔料がさらに好ましい。これらの光吸収性色素は2種以上組み合わせて使用してもよい。光吸収性色素の含有量は、キシリレンジアミン系ポリアミド樹脂100質量部に対し0.01~30質量部であることが好ましい。
上記キットは、樹脂組成物中の光透過性色素および強化フィラーを除く成分と、光吸収性樹脂組成物中の光吸収性色素および強化フィラーを除く成分について、80質量%以上が共通することが好ましく、90質量%以上が共通することがより好ましく、95~100質量%が共通することが一層好ましい。
<<レーザー溶着方法>>
次に、レーザー溶着方法について説明する。本実施形態では、本実施形態の樹脂組成物から形成された成形品(透過樹脂部材)と、上記光吸収性樹脂組成物を成形してなる成形品(吸収樹脂部材)を、レーザー溶着させて成形品(レーザー溶着体)を製造することができる。レーザー溶着することによって透過樹脂部材と吸収樹脂部材を、接着剤を用いずに、強固に溶着することができる。
部材の形状は特に制限されないが、部材同士をレーザー溶着により接合して用いるため、通常、少なくとも面接触箇所(平面、曲面)を有する形状である。レーザー溶着では、透過樹脂部材を透過したレーザー光が、吸収樹脂部材に吸収されて、溶融し、両部材が溶着される。本実施形態の樹脂組成物から形成される成形品は、レーザー光に対する透過性が高いので、透過樹脂部材として好ましく用いることができる。ここで、レーザー光が透過する部材の厚み(レーザー光が透過する部分におけるレーザー透過方向の厚み)は、用途、樹脂組成物の組成その他を勘案して、適宜定めることができるが、例えば5mm以下であり、好ましくは4mm以下である。
次に、レーザー溶着方法について説明する。本実施形態では、本実施形態の樹脂組成物から形成された成形品(透過樹脂部材)と、上記光吸収性樹脂組成物を成形してなる成形品(吸収樹脂部材)を、レーザー溶着させて成形品(レーザー溶着体)を製造することができる。レーザー溶着することによって透過樹脂部材と吸収樹脂部材を、接着剤を用いずに、強固に溶着することができる。
部材の形状は特に制限されないが、部材同士をレーザー溶着により接合して用いるため、通常、少なくとも面接触箇所(平面、曲面)を有する形状である。レーザー溶着では、透過樹脂部材を透過したレーザー光が、吸収樹脂部材に吸収されて、溶融し、両部材が溶着される。本実施形態の樹脂組成物から形成される成形品は、レーザー光に対する透過性が高いので、透過樹脂部材として好ましく用いることができる。ここで、レーザー光が透過する部材の厚み(レーザー光が透過する部分におけるレーザー透過方向の厚み)は、用途、樹脂組成物の組成その他を勘案して、適宜定めることができるが、例えば5mm以下であり、好ましくは4mm以下である。
レーザー溶着に用いるレーザー光源としては、光吸収性色素の光の吸収波長に応じて定めることができ、波長900~1100nmの範囲のレーザーが好ましく、例えば、半導体レーザーまたはファイバーレーザーが利用できる。
より具体的には、例えば、透過樹脂部材と吸収樹脂部材を溶着する場合、まず、両者の溶着する箇所同士を相互に接触させる。この時、両者の溶着箇所は面接触が望ましく、平面同士、曲面同士、または平面と曲面の組み合わせであってもよい。次いで、透過樹脂部材側からレーザー光を照射する。この時、必要によりレンズを利用して両者の界面にレーザー光を集光させてもよい。その集光ビームは、透過樹脂部材中を透過し、吸収樹脂部材の表面近傍で吸収されて発熱し溶融する。次にその熱は熱伝導によって透過樹脂部材にも伝わって溶融し、両者の界面に溶融プールを形成し、冷却後、両者が接合する。
このようにして透過樹脂部材と吸収樹脂部材を溶着された成形品は、高い溶着強度を有する。なお、本実施形態における成形品とは、完成品や部品の他、これらの一部分を成す部材も含む趣旨である。
このようにして透過樹脂部材と吸収樹脂部材を溶着された成形品は、高い溶着強度を有する。なお、本実施形態における成形品とは、完成品や部品の他、これらの一部分を成す部材も含む趣旨である。
本実施形態でレーザー溶着して得られた成形品は、機械的強度が良好で、高い溶着強度を有し、レーザー照射による樹脂の損傷も少ないため、種々の用途、例えば、各種保存容器、電気・電子機器部品、オフィスオートメート(OA)機器部品、家電機器部品、機械機構部品、車両機構部品などに適用できる。特に、食品用容器、薬品用容器、油脂製品容器、車両用中空部品(各種タンク、インテークマニホールド部品、カメラ筐体など)、車両用電装部品(各種コントロールユニット、イグニッションコイル部品など)、モーター部品、各種センサー部品、コネクター部品、スイッチ部品、ブレーカー部品、リレー部品、コイル部品、トランス部品、ランプ部品などに好適に用いることができる。特に、本実施形態の樹脂組成物またはキットから形成された車載カメラ部品は、車載カメラに適している。
以下に実施例を挙げて本発明をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り、適宜、変更することができる。従って、本発明の範囲は以下に示す具体例に限定されるものではない。
実施例で用いた測定機器等が廃番等により入手困難な場合、他の同等の性能を有する機器を用いて測定することができる。
実施例で用いた測定機器等が廃番等により入手困難な場合、他の同等の性能を有する機器を用いて測定することができる。
<ポリアミド樹脂>
MP6:メタキシリレンジアミン/パラキシリレンジアミン(M/P)モル比=7:3、下記合成例に従って合成した。
<<MP6の合成例(M/Pモル比=7:3)>>
アジピン酸を窒素雰囲気下の反応缶内で加熱溶解した後、内容物を撹拌しながら、パラキシリレンジアミン(三菱ガス化学社製)とメタキシリレンジアミン(三菱ガス化学社製)のモル比が3:7の混合ジアミンを、加圧(0.35MPa)下でジアミンとアジピン酸(ローディア社製)とのモル比が約1:1になるように徐々に滴下しながら、温度を270℃まで上昇させた。滴下終了後、0.06MPaまで減圧し10分間反応を続け分子量1,000以下の成分量を調整した。その後、内容物をストランド状に取り出し、ペレタイザーにてペレット化し、ポリアミド樹脂(MP6)を得た。
MP6:メタキシリレンジアミン/パラキシリレンジアミン(M/P)モル比=7:3、下記合成例に従って合成した。
<<MP6の合成例(M/Pモル比=7:3)>>
アジピン酸を窒素雰囲気下の反応缶内で加熱溶解した後、内容物を撹拌しながら、パラキシリレンジアミン(三菱ガス化学社製)とメタキシリレンジアミン(三菱ガス化学社製)のモル比が3:7の混合ジアミンを、加圧(0.35MPa)下でジアミンとアジピン酸(ローディア社製)とのモル比が約1:1になるように徐々に滴下しながら、温度を270℃まで上昇させた。滴下終了後、0.06MPaまで減圧し10分間反応を続け分子量1,000以下の成分量を調整した。その後、内容物をストランド状に取り出し、ペレタイザーにてペレット化し、ポリアミド樹脂(MP6)を得た。
MP10:M/Pモル比=7:3、下記合成例に従って合成した。
<<MP10の合成例(M/Pモル比=7:3)>>
セバシン酸を窒素雰囲気下の反応缶内で加熱溶解した後、内容物を撹拌しながら、パラキシリレンジアミン(三菱ガス化学社製)とメタキシリレンジアミン(三菱ガス化学社製)のモル比が3:7の混合ジアミンを、加圧(0.35MPa)下でジアミンとセバシン酸とのモル比が約1:1になるように徐々に滴下しながら、温度を235℃まで上昇させた。滴下終了後、60分間反応を継続し、分子量1,000以下の成分量を調整した。反応終了後、内容物をストランド状に取り出し、ペレタイザーにてペレット化し、ポリアミド樹脂(MP10)を得た。
<<MP10の合成例(M/Pモル比=7:3)>>
セバシン酸を窒素雰囲気下の反応缶内で加熱溶解した後、内容物を撹拌しながら、パラキシリレンジアミン(三菱ガス化学社製)とメタキシリレンジアミン(三菱ガス化学社製)のモル比が3:7の混合ジアミンを、加圧(0.35MPa)下でジアミンとセバシン酸とのモル比が約1:1になるように徐々に滴下しながら、温度を235℃まで上昇させた。滴下終了後、60分間反応を継続し、分子量1,000以下の成分量を調整した。反応終了後、内容物をストランド状に取り出し、ペレタイザーにてペレット化し、ポリアミド樹脂(MP10)を得た。
PA66:ポリアミド66、INVISTA Nylon Polymer社製、インビスタU4800
PA6:ポリアミド6、宇部興産社製、1013B
PA6:ポリアミド6、宇部興産社製、1013B
<核剤>
タルク:#5000S、林化成社製、ミクロンホワイト
タルク:#5000S、林化成社製、ミクロンホワイト
<難燃剤>
OP1230:クラリアント社製、ホスフィン酸金属塩
<滴下防止剤>
FA-500H:ポリフロン、ダイキン社製
OP1230:クラリアント社製、ホスフィン酸金属塩
<滴下防止剤>
FA-500H:ポリフロン、ダイキン社製
<ヨウ化銅(CuI)>
日本化学産業社製、ヨウ化第一銅
<ヨウ化カリウム>
富士フィルム和光純薬社製
<ステアリン酸亜鉛(II)>
富士フィルム和光純薬社製
<酸化セリウム>
Cerium Hydrate90、TREIBACHER INDUTRIE AG製
日本化学産業社製、ヨウ化第一銅
<ヨウ化カリウム>
富士フィルム和光純薬社製
<ステアリン酸亜鉛(II)>
富士フィルム和光純薬社製
<酸化セリウム>
Cerium Hydrate90、TREIBACHER INDUTRIE AG製
<強化フィラー>
ECS03T-211H:日本電気硝子(株)製、ガラス繊維、単繊維直径10.5μm、長さ3.5mm
ECS03T-275H:日本電気硝子(株)製、ガラス繊維、単繊維直径10.5μm、長さ3.5mm
ECS03T-211H:日本電気硝子(株)製、ガラス繊維、単繊維直径10.5μm、長さ3.5mm
ECS03T-275H:日本電気硝子(株)製、ガラス繊維、単繊維直径10.5μm、長さ3.5mm
<離型剤>
CS8CP:日東化成工業社製、モンタン酸石鹸
WH-255:ライトアマイド、共栄社化学社製
CS8CP:日東化成工業社製、モンタン酸石鹸
WH-255:ライトアマイド、共栄社化学社製
<光透過性色素>
Spectrasence Black K 0088:BASFカラー&エフェクトジャパン株式会社製、ペリレン顔料、Spectrasence Black K 0088(旧 Lumogen Black K 0088、旧 Lumogen Black FK 4281)
Spectrasence Black K 0088:BASFカラー&エフェクトジャパン株式会社製、ペリレン顔料、Spectrasence Black K 0088(旧 Lumogen Black K 0088、旧 Lumogen Black FK 4281)
実施例1~12、比較例1~3
<コンパウンド>
後述する下記表1または表2に示す組成となるように(表1および表2の各成分は質量部表記である)、ガラス繊維以外の成分をそれぞれ秤量し、ドライブレンドした後、二軸押出機(芝浦機械社製(旧東芝機械社製)、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、樹脂組成物ペレットを得た。押出機の温度設定は、ポリアミド樹脂としてMP10を用いた場合は260℃、MP6を用いた場合は280℃、PA66を用いた場合は280℃とした。
<コンパウンド>
後述する下記表1または表2に示す組成となるように(表1および表2の各成分は質量部表記である)、ガラス繊維以外の成分をそれぞれ秤量し、ドライブレンドした後、二軸押出機(芝浦機械社製(旧東芝機械社製)、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、樹脂組成物ペレットを得た。押出機の温度設定は、ポリアミド樹脂としてMP10を用いた場合は260℃、MP6を用いた場合は280℃、PA66を用いた場合は280℃とした。
<曲げ強さおよび曲げ弾性率>
上述の製造方法で得られた樹脂ペレットを120℃で4時間乾燥させた後、日精樹脂工業社製、NEX140IIIを用いて、4mm厚さのISO引張り試験片を射出成形した。成形に際し、シリンダー温度は、ポリアミド樹脂としてMP10を用いた場合は260℃、MP6を用いた場合は280℃、PA66を用いた場合は280℃、金型温度は、ポリアミド樹脂としてMP10を用いた場合は110℃、MP6を用いた場合は130℃、PA66を用いた場合は90℃とした。
ISO178に準拠して、上記ISO引張り試験片(4mm厚)を用いて、23℃の温度で曲げ強さ(単位:MPa)および曲げ弾性率(単位:MPa)を測定した。
上述の製造方法で得られた樹脂ペレットを120℃で4時間乾燥させた後、日精樹脂工業社製、NEX140IIIを用いて、4mm厚さのISO引張り試験片を射出成形した。成形に際し、シリンダー温度は、ポリアミド樹脂としてMP10を用いた場合は260℃、MP6を用いた場合は280℃、PA66を用いた場合は280℃、金型温度は、ポリアミド樹脂としてMP10を用いた場合は110℃、MP6を用いた場合は130℃、PA66を用いた場合は90℃とした。
ISO178に準拠して、上記ISO引張り試験片(4mm厚)を用いて、23℃の温度で曲げ強さ(単位:MPa)および曲げ弾性率(単位:MPa)を測定した。
<光線透過率>
上記で得られた樹脂組成物ペレットを、120℃で4時間乾燥した後、射出成形機(住友重機械工業社製、SE-50D)を用いて、光線透過率測定用の試験片(60mm×60mm×1.0mm厚)を作製した。シリンダー温度及び金型温度は上記ISO引張り試験片と同じ温度とした。
光線透過率は、可視・紫外分光光度計(島津製作所社製、UV-3100PC)を用いて測定し、表1および表2に示す各波長における光線透過率(単位:%)をそれぞれ測定した。
上記で得られた樹脂組成物ペレットを、120℃で4時間乾燥した後、射出成形機(住友重機械工業社製、SE-50D)を用いて、光線透過率測定用の試験片(60mm×60mm×1.0mm厚)を作製した。シリンダー温度及び金型温度は上記ISO引張り試験片と同じ温度とした。
光線透過率は、可視・紫外分光光度計(島津製作所社製、UV-3100PC)を用いて測定し、表1および表2に示す各波長における光線透過率(単位:%)をそれぞれ測定した。
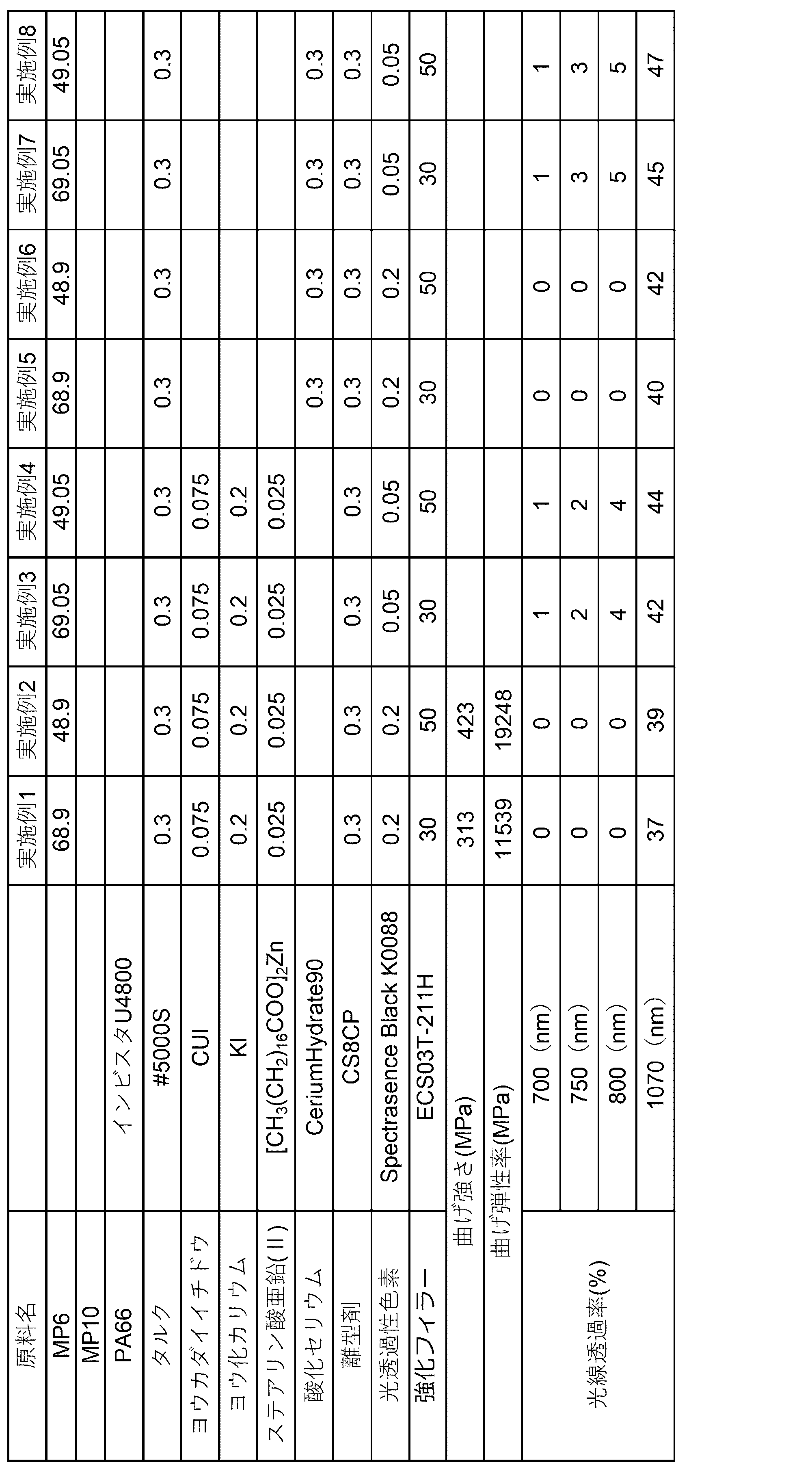

上記結果から明らかなとおり、実施例1~12に記載の樹脂組成物は、波長1070nmの光線透過率が高く、かつ、波長700~800nmの光線透過率が低かった。さらに、機械的強度も高く維持できていた。これに対し、ポリアミド樹脂として、MP10やPA66を用いた場合(比較例1~3)、波長700~800nmの光線透過率が高かった。
実施例1の樹脂組成物について、光透過性色素を配合せず、(三菱ケミカル社製カーボンブラック#45)を3質量部配合した他は同様に行って、吸収樹脂部材形成用ペレットを得た。実施例1で得られたペレットと、前記吸収樹脂部材形成用ペレットを用い、特開2018-168346号公報の段落0072、段落0073、および、図1の記載に従い、レーザー溶着させた。適切にレーザー溶着していることを確認した。
実施例13~17、比較例4、5
<コンパウンド>
後述する下記表3に示す組成となるように(表3の各成分は質量部表記である)、ガラス繊維以外の成分をそれぞれ秤量し、ドライブレンドした後、二軸押出機(芝浦機械社製、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、樹脂組成物ペレットを得た。押出機の温度設定は、280℃とした。金型温度は、110℃とした。
<コンパウンド>
後述する下記表3に示す組成となるように(表3の各成分は質量部表記である)、ガラス繊維以外の成分をそれぞれ秤量し、ドライブレンドした後、二軸押出機(芝浦機械社製、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、樹脂組成物ペレットを得た。押出機の温度設定は、280℃とした。金型温度は、110℃とした。
<光線透過率>
上記で得られた樹脂組成物ペレットを、120℃で4時間乾燥した後、射出成形機(住友重機械工業社製、SE-50D)を用いて、光線透過率測定用の試験片(60mm×60mm×1.0mm厚)を作製した。シリンダー温度280℃、金型温度は110℃とした。
光線透過率は、可視・紫外分光光度計(島津製作所社製、UV-3100PC)を用いて測定し、表3示す各波長における光線透過率(単位:%)をそれぞれ測定した。
上記で得られた樹脂組成物ペレットを、120℃で4時間乾燥した後、射出成形機(住友重機械工業社製、SE-50D)を用いて、光線透過率測定用の試験片(60mm×60mm×1.0mm厚)を作製した。シリンダー温度280℃、金型温度は110℃とした。
光線透過率は、可視・紫外分光光度計(島津製作所社製、UV-3100PC)を用いて測定し、表3示す各波長における光線透過率(単位:%)をそれぞれ測定した。
<燃焼性試験UL94判定>
上記で得られたペレットを用い、射出成形機(芝浦機械社製「EC160」)にて、シリンダー温度280℃、金型温度は110℃で射出成形し、0.75mm厚および1.50mm厚の試験片を得た。得られた試験片を用いて、燃焼性試験UL94に基づいて、評価した。不合格とは、V-0、V-1、V-2のいずれにも該当しなかったことを意味する。表3に結果を示す。
上記で得られたペレットを用い、射出成形機(芝浦機械社製「EC160」)にて、シリンダー温度280℃、金型温度は110℃で射出成形し、0.75mm厚および1.50mm厚の試験片を得た。得られた試験片を用いて、燃焼性試験UL94に基づいて、評価した。不合格とは、V-0、V-1、V-2のいずれにも該当しなかったことを意味する。表3に結果を示す。

上記結果から明らかなとおり、実施例13~17に記載の樹脂組成物は、波長970nmの光線透過率が高く、かつ、波長300nm~500nm(さらには300nm~600nm、特には300nm~700nm)の光線透過率が低かった。さらに、難燃性が高かった。これに対し、ポリアミド樹脂として、PA66を用いた場合(比較例4、5)、波長400~750nmの光線透過率が高かく、難燃性も達成されなかった。
実施例13の樹脂組成物について、光透過性色素を配合せず、(三菱ケミカル社製カーボンブラック#45)を3質量部配合した他は同様に行って、吸収樹脂部材形成用ペレットを得た。実施例1で得られたペレットと、前記吸収樹脂部材形成用ペレットを用い、特開2018-168346号公報の段落0072、段落0073、および、図1の記載に従い、レーザー溶着させた。適切にレーザー溶着していることを確認した。
Claims (19)
- ポリアミド樹脂100質量部に対し、
強化フィラー10~120質量部と、
ペリレン骨格を有する光透過性色素と、
前記ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸に由来する、レーザー溶着用光透過性樹脂組成物。 - さらに、ヨウ化銅、ヨウ化カリウムおよび酸化セリウムの少なくとも1種とを含む、請求項1に記載の樹脂組成物。
- 前記キシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含む、請求項1または2に記載の樹脂組成物。
- 前記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含む、請求項1~3のいずれか1項に記載の樹脂組成物。
- 前記キシリレンジアミンが、50~90モル%のメタキシリレンジアミンと10~50モル%のパラキシリレンジアミンとを含み、かつ、前記炭素数4~8のα,ω-直鎖脂肪族ジカルボン酸が、アジピン酸を含む、請求項1または2に記載の樹脂組成物。
- 前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.01~1.5質量部である、請求項1~5のいずれか1項に記載の樹脂組成物。
- 前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.10~1.5質量部である、請求項1~5のいずれか1項に記載の樹脂組成物。
- 前記ペリレン骨格を有する光透過性色素の含有量が、前記ポリアミド樹脂100質量部に対し、0.2~1.5質量部である、請求項1~5のいずれか1項に記載の樹脂組成物。
- 前記強化フィラーの含有量が、前記ポリアミド樹脂100質量部に対し、40~60質量部である、請求項1~8のいずれか1項に記載の樹脂組成物。
- 前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長750nmにおける光線透過率が5%以下であり、波長1070nmにおける光線透過率が20%以上である、請求項1~9のいずれか1項に記載の樹脂組成物。
- さらに、ホスフィン酸金属塩を含む、請求項1~10のいずれか1項に記載の樹脂組成物。
- 前記樹脂組成物の0.75mm厚におけるUL94燃焼性試験においてV-0性能を有する請求項11に記載の樹脂組成物。
- 前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長400nmにおける光線透過率が1.0%以下であり、波長940nmにおける光線透過率が3.0%以上である、請求項12に記載の樹脂組成物。
- 前記樹脂組成物を1.0mmの厚さの試験片に成形したときの、波長700nmにおける光線透過率が0.2%以下であり、波長940nmにおける光線透過率が3.0%以上である、請求項1~12のいずれか1項に記載の樹脂組成物。
- 請求項1~14のいずれか1項に記載の樹脂組成物から形成された成形品。
- 請求項1~14のいずれか1項に記載の樹脂組成物と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物とを有するキット。
- 請求項1~14のいずれか1項に記載の樹脂組成物から形成された成形品と、熱可塑性樹脂と光吸収性色素とを含む光吸収性樹脂組成物から形成された成形品を、レーザー溶着させることを含む、成形品の製造方法。
- 請求項1~14のいずれか1項に記載の樹脂組成物または請求項16に記載のキットから形成された車載カメラ部品。
- 請求項18に記載の車載カメラ部品を含む、車載カメラ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180037767.XA CN115667403A (zh) | 2020-05-25 | 2021-05-20 | 激光熔敷用透光性树脂组合物、成型品、组合物组合及成型品的制造方法 |
| KR1020227037019A KR20230016166A (ko) | 2020-05-25 | 2021-05-20 | 레이저 용착용 광 투과성 수지 조성물, 성형품, 키트, 및, 성형품의 제조 방법 |
| JP2022526947A JPWO2021241382A1 (ja) | 2020-05-25 | 2021-05-20 | |
| EP21814180.2A EP4159791A4 (en) | 2020-05-25 | 2021-05-20 | LIGHT-TRANSMITTING RESIN COMPOSITION FOR LASER WELDING, MOLDED ARTICLE AND METHOD FOR MANUFACTURING THE SAME, AND KIT |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-090938 | 2020-05-25 | ||
| JP2020090938 | 2020-05-25 | ||
| JP2021031960 | 2021-03-01 | ||
| JP2021-031960 | 2021-03-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021241382A1 true WO2021241382A1 (ja) | 2021-12-02 |
Family
ID=78744443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/019114 WO2021241382A1 (ja) | 2020-05-25 | 2021-05-20 | レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4159791A4 (ja) |
| JP (1) | JPWO2021241382A1 (ja) |
| KR (1) | KR20230016166A (ja) |
| CN (1) | CN115667403A (ja) |
| WO (1) | WO2021241382A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023203819A1 (ja) * | 2022-04-22 | 2023-10-26 | 旭化成株式会社 | 成形品、溶着方法及び成形品の製造方法 |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003183524A (ja) * | 2001-10-24 | 2003-07-03 | Bayer Ag | レーザーを吸収する低カーボンブラック含有量の成形用組成物 |
| JP2006199861A (ja) * | 2005-01-21 | 2006-08-03 | Dainichiseika Color & Chem Mfg Co Ltd | レーザー溶着用レーザー光透過性着色樹脂組成物 |
| JP2011089362A (ja) * | 2009-10-26 | 2011-05-06 | Mitsubishi Plastics Inc | 床パネル |
| JP2013082786A (ja) | 2011-10-07 | 2013-05-09 | Mitsubishi Engineering Plastics Corp | 難燃性ポリカーボネート樹脂組成物及びそれからなる成形品 |
| JP2016186080A (ja) * | 2016-05-11 | 2016-10-27 | エムス−パテント アクチエンゲゼルシャフト | ポリアミド成形材料、それらの使用、およびそれらから製造された成形品 |
| JP2017008211A (ja) * | 2015-06-23 | 2017-01-12 | 東レ株式会社 | ポリアミド樹脂組成物およびその成形品 |
| JP2018095706A (ja) | 2016-12-09 | 2018-06-21 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物および成形品 |
| WO2018123171A1 (ja) * | 2016-12-27 | 2018-07-05 | 三菱エンジニアリングプラスチックス株式会社 | 成形品および成形品の製造方法 |
| JP2018168346A (ja) | 2017-03-30 | 2018-11-01 | 三菱エンジニアリングプラスチックス株式会社 | 成形品、キットおよび成形品の製造方法 |
| JP2019025673A (ja) * | 2017-07-26 | 2019-02-21 | 旭化成株式会社 | 難燃性樹脂成形体及びその製造方法 |
| JP2020012093A (ja) | 2018-07-06 | 2020-01-23 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| JP6646795B1 (ja) * | 2018-05-10 | 2020-02-14 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、キット、樹脂組成物の製造方法、成形品の製造方法および成形品 |
| JP2020029540A (ja) * | 2018-08-24 | 2020-02-27 | 株式会社クラレ | ポリアミド組成物 |
| WO2020149398A1 (ja) * | 2019-01-18 | 2020-07-23 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、キットおよび成形品の製造方法 |
| WO2021010255A1 (ja) * | 2019-07-12 | 2021-01-21 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、キット、および、成形品の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6803855B2 (ja) * | 2015-12-25 | 2020-12-23 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| JP6691771B2 (ja) * | 2015-12-25 | 2020-05-13 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法、成形品およびポリアミド樹脂組成物の製造方法 |
-
2021
- 2021-05-20 JP JP2022526947A patent/JPWO2021241382A1/ja active Pending
- 2021-05-20 KR KR1020227037019A patent/KR20230016166A/ko active Search and Examination
- 2021-05-20 CN CN202180037767.XA patent/CN115667403A/zh active Pending
- 2021-05-20 EP EP21814180.2A patent/EP4159791A4/en active Pending
- 2021-05-20 WO PCT/JP2021/019114 patent/WO2021241382A1/ja unknown
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003183524A (ja) * | 2001-10-24 | 2003-07-03 | Bayer Ag | レーザーを吸収する低カーボンブラック含有量の成形用組成物 |
| JP2006199861A (ja) * | 2005-01-21 | 2006-08-03 | Dainichiseika Color & Chem Mfg Co Ltd | レーザー溶着用レーザー光透過性着色樹脂組成物 |
| JP2011089362A (ja) * | 2009-10-26 | 2011-05-06 | Mitsubishi Plastics Inc | 床パネル |
| JP2013082786A (ja) | 2011-10-07 | 2013-05-09 | Mitsubishi Engineering Plastics Corp | 難燃性ポリカーボネート樹脂組成物及びそれからなる成形品 |
| JP2017008211A (ja) * | 2015-06-23 | 2017-01-12 | 東レ株式会社 | ポリアミド樹脂組成物およびその成形品 |
| JP2016186080A (ja) * | 2016-05-11 | 2016-10-27 | エムス−パテント アクチエンゲゼルシャフト | ポリアミド成形材料、それらの使用、およびそれらから製造された成形品 |
| JP2018095706A (ja) | 2016-12-09 | 2018-06-21 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物および成形品 |
| WO2018123171A1 (ja) * | 2016-12-27 | 2018-07-05 | 三菱エンジニアリングプラスチックス株式会社 | 成形品および成形品の製造方法 |
| JP2018168346A (ja) | 2017-03-30 | 2018-11-01 | 三菱エンジニアリングプラスチックス株式会社 | 成形品、キットおよび成形品の製造方法 |
| JP2019025673A (ja) * | 2017-07-26 | 2019-02-21 | 旭化成株式会社 | 難燃性樹脂成形体及びその製造方法 |
| JP6646795B1 (ja) * | 2018-05-10 | 2020-02-14 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、キット、樹脂組成物の製造方法、成形品の製造方法および成形品 |
| JP2020012093A (ja) | 2018-07-06 | 2020-01-23 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| JP2020029540A (ja) * | 2018-08-24 | 2020-02-27 | 株式会社クラレ | ポリアミド組成物 |
| WO2020149398A1 (ja) * | 2019-01-18 | 2020-07-23 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、キットおよび成形品の製造方法 |
| WO2021010255A1 (ja) * | 2019-07-12 | 2021-01-21 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、キット、および、成形品の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023203819A1 (ja) * | 2022-04-22 | 2023-10-26 | 旭化成株式会社 | 成形品、溶着方法及び成形品の製造方法 |
| JP7474386B2 (ja) | 2022-04-22 | 2024-04-24 | 旭化成株式会社 | 成形品、溶着方法及び成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230016166A (ko) | 2023-02-01 |
| JPWO2021241382A1 (ja) | 2021-12-02 |
| EP4159791A4 (en) | 2024-06-05 |
| CN115667403A (zh) | 2023-01-31 |
| EP4159791A1 (en) | 2023-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6803855B2 (ja) | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 | |
| EP3792312B1 (en) | Resin composition, kit, method for manufacturing resin composition, method for manufacturing formed article, and formed article | |
| WO2020184270A1 (ja) | 難燃性ポリアミド樹脂組成物 | |
| JP7412355B2 (ja) | 樹脂組成物、成形品、キットおよび成形品の製造方法 | |
| JP7197350B2 (ja) | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 | |
| JP7492517B2 (ja) | 樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| WO2021241382A1 (ja) | レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| JP6941488B2 (ja) | 樹脂組成物、キット、成形品の製造方法および成形品 | |
| JP6872986B2 (ja) | 成形品、キットおよび成形品の製造方法 | |
| CN111936580B (zh) | 聚酰胺树脂组合物及成型品 | |
| JP2019025673A (ja) | 難燃性樹脂成形体及びその製造方法 | |
| JP7387470B2 (ja) | 樹脂組成物、キット、成形品の製造方法および成形品 | |
| KR101570567B1 (ko) | 광택성 및 저휨특성이 우수한 폴리아미드 수지조성물 | |
| WO2021241380A1 (ja) | レーザー溶着用透過性樹脂組成物、キット、成形品および成形品の製造方法 | |
| JP7459414B1 (ja) | 樹脂組成物、キット、ペレット、成形品、および、成形品の製造方法 | |
| WO2021241381A1 (ja) | レーザー溶着用光透過性樹脂組成物、キット、成形品、および成形品の製造方法 | |
| JP2021188029A (ja) | レーザー溶着用光透過性樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| JP2023168133A (ja) | 樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| WO2022044697A1 (ja) | 樹脂組成物、キット、成形品、および、成形品の製造方法 | |
| JP2023168132A (ja) | 樹脂組成物、成形品、キット、および、成形品の製造方法 | |
| CN113717519A (zh) | 激光熔敷用透光性树脂组合物、成型品、组合物组合及成型品的制造方法 | |
| JP2023105443A (ja) | 成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21814180 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022526947 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021814180 Country of ref document: EP Effective date: 20230102 |