WO2021132692A1 - スチレン系樹脂組成物及びそれを用いた成形体、シート体、射出成形体 - Google Patents
スチレン系樹脂組成物及びそれを用いた成形体、シート体、射出成形体 Download PDFInfo
- Publication number
- WO2021132692A1 WO2021132692A1 PCT/JP2020/049033 JP2020049033W WO2021132692A1 WO 2021132692 A1 WO2021132692 A1 WO 2021132692A1 JP 2020049033 W JP2020049033 W JP 2020049033W WO 2021132692 A1 WO2021132692 A1 WO 2021132692A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- styrene
- mass
- rubber
- polymer particles
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
- C08L101/12—Compositions of unspecified macromolecular compounds characterised by physical features, e.g. anisotropy, viscosity or electrical conductivity
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/04—Polyesters derived from hydroxycarboxylic acids, e.g. lactones
Definitions
- the present disclosure relates to a styrene resin composition and a molded product, a sheet body, and an injection molded product using the styrene resin composition.
- Styrene-based resins are used in various industrial fields as foams, sheets, housings, etc. because they are lightweight and easy to mold.
- biomass-derived materials such as polylactic acid have been attracting attention as "carbon-neutral" materials from the viewpoint of the problem of depletion of petroleum resources or the problem of global warming due to an increase in carbon dioxide emissions.
- a styrene resin polymer alloy
- Various alloys have been studied in recent years. In particular, when polymers are used as structural materials or industrial materials that actively bear force as in recent years, it is important to improve impact resistance without lowering rigidity such as elastic modulus.
- Patent Document 1 foaming in which an impact-resistant styrene resin (A), a styrene-acrylic acid ester copolymer (B), and polylactic acid (C) are mixed and has excellent moldability and oil resistance. Sheets are proposed. Further, in Patent Document 2, a resin having excellent impact resistance containing (A) a styrene resin, polylactic acid (B), and (C) a copolymer of butadiene and an ethylenically unsaturated carboxylic acid ester. Compositions have been proposed.
- Patent Document 1 contains an impact-resistant styrene resin (A), it has not been examined that the impact resistance is lower than that of the existing petroleum-based plastic, which is a drawback of polylactic acid.
- Patent Document 2 pays attention to the impact resistance, the point of improving the impact resistance without lowering the rigidity and the like has not been studied.
- an object of the present disclosure is to provide a styrene-based resin composition having both excellent impact resistance and high rigidity, and a molded product, sheet body, or injection molded product using the same.
- the present disclosure includes the rubbery polymer particles (A), the styrene- (meth) acrylic resin (B), the styrene monomer unit (c1), and the styrene monomer unit (c1).
- the total weight average diameter of the rubber-like polymer particles (A) contained in the styrene resin composition is 0.3 ⁇ m or more and 8 ⁇ m or less.
- the vinyl-based monomer unit (1) is an acrylamide monomer unit, a methacrylicamide monomer unit, an N-maleimide monomer unit, an N-cyclohexylmaleimide monomer unit, or an N-phenylmaleimide monomer unit.
- the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the rubber-like polymer particles (A) is 2 ⁇ m or less, and the rubber-like polymer particles (A)
- the difference between the 80% diameter (d 80% ) of the integrated value and the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve is preferably 0.8 ⁇ m or more.
- the rubber-like polymer particles (A) are rubber-like polymer particles (x1) having a weight average diameter of 0.05 ⁇ m or more and less than 0.5 ⁇ m, and a weight average diameter of 0.5 ⁇ m or more and less than 1 ⁇ m. From the group consisting of rubber-like polymer particles (x2), rubber-like polymer particles (x3) having a weight average diameter of 1 ⁇ m or more and less than 2.5 ⁇ m, and rubber-like polymer particles (x4) having a weight average diameter of 2.5 ⁇ m or more and 10 ⁇ m or less. It is preferable that at least two kinds are selected.
- the styrene- (meth) acrylic resin (B) contains one or more copolymers having a styrene-based monomer unit and a (meth) acrylic-based monomer unit. It is preferable to contain it.
- the styrene-based resin composition according to the present embodiment is preferably for injection blow molding.
- the particle size distribution of the rubber-like polymer particles (A) exhibits multimodality.
- the present embodiment is a molded product obtained by molding the above styrene resin composition.
- the present embodiment is a sheet body obtained by extruding the above styrene resin composition.
- the present embodiment is an injection-molded article obtained by injection-molding the above styrene-based resin composition.
- styrene-based resin composition having both excellent impact resistance and high rigidity, and a molded body, sheet body or injection molded body using the same. According to the present disclosure, it is possible to provide a styrene-based resin composition having excellent moldability and a molded product, sheet body or injection molded product using the same.
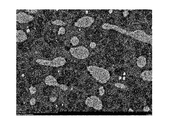
- FIG. 1 is a transmission electron microscope image of an ultrathin section having a thickness of 100 nm prepared from the styrene resin composition of Example 7 stained with osmium tetroxide (magnification: 10000 times).
- FIG. 2 is a transmission electron microscope image of an ultrathin section having a thickness of 100 nm prepared from the styrene resin composition of Example 7 stained with osmium tetroxide (magnification: 10000 times), and the transmission electron microscope image is taken from Otsu. It is an image binarized by the method.
- FIG. 1 is a transmission electron microscope image of an ultrathin section having a thickness of 100 nm prepared from the styrene resin composition of Example 7 stained with osmium tetroxide (magnification: 10000 times).
- the horizontal axis represents the equivalent circle diameter
- the vertical axis represents the frequency (%) (volume fraction (%) of the rubber-like polymer particles (A) having various equivalent circle diameters).
- It is a histogram which shows the particle diameter distribution of the rubber-like polymer particles contained in the HIPS resin of the reference example in the case of.
- FIG. 3B shows the equivalent circle diameter on the horizontal axis and the equivalent circle of the rubber-like polymer particles contained in the HIPS resin of the reference example when the integrated value of the frequency (%) is displayed on the vertical axis. It is an integral distribution curve which integrated the diameter.
- the horizontal axis indicates the equivalent circle diameter
- the vertical axis indicates the frequency (%) (volume fraction (%) of the rubber-like polymer particles (A) having various equivalent circle diameters).
- It is a histogram which shows the particle diameter distribution of the rubber-like polymer particles (A) in the styrene resin composition of Example 7 in this case.
- FIG. 4B the rubber-like polymer particles in the styrene-based resin composition of Example 7 when the diameter equivalent to a circle is displayed on the horizontal axis and the integrated value of the frequency (%) is displayed on the vertical axis.
- (A) It is an integral distribution curve which integrated the diameter corresponding to a circle.
- FIG. 5 is an integral distribution curve in which FIG. 3 (b) and FIG.
- FIG. 6 is a flowchart showing the measurement of the amount of butyl acrylate monomer unit in a composition having a known concentration.
- FIG. 7 is a flowchart showing the measurement of the amount of butyl acrylate monomer unit in the composition of unknown concentration.
- the present embodiments will be described in detail, but the scope of the present disclosure is not limited to the following description, and varies within the scope of the gist thereof. It can be modified and implemented.
- the styrene-based resin composition of the present embodiment includes rubber-like polymer particles (A) (hereinafter, also referred to as (A) component) and styrene- (meth) acrylic resin (B) (hereinafter, (B) component). ), A styrene resin (C) (hereinafter, also referred to as a component (C)), and a polylactic acid (D) (hereinafter, also referred to as a component (D)) are contained, and the rubber-like weight is contained.
- the weight average diameter of the entire coalesced particles (A) is 0.3 ⁇ m or more and 8 ⁇ m or less.
- the styrene-based resin composition contains the component (A), the component (B), the component (C), and the component (D) as a whole, and the weight average diameter of the entire rubber-like polymer particles (A) is within a specific range. This makes it possible to achieve both excellent impact resistance and high rigidity.
- Each component constituting the styrene-based resin composition in the present embodiment will be described below.
- the styrene-based resin composition of the present embodiment contains rubber-like polymer particles (A).
- the styrene-based resin composition contains the rubber-like polymer particles (A)
- mechanical properties such as impact resistance can be improved.
- the rubber-like polymer particles (A) in the present embodiment may be particles containing the rubber-like polymer. Therefore, the form of the rubber-like polymer particles (A) is a solid particle made of a rubber-like polymer, a hollow particle made of a rubber-like polymer, a styrene resin (C) and / or a styrene- (in the rubber-like polymer body. Meta) Encapsulating particles containing a phase containing an acrylic resin (B) (including a microphase-separated structure, a core-shell structure and a rubber-type structure), and a styrene resin (C) and / or a styrene- (polymer) on the surface.
- an acrylic resin (B) including a microphase-separated structure, a core-shell structure and a rubber-type structure
- C styrene resin
- a styrene resin (C) and / or a styrene- (meth) acrylic resin (B) is grafted on the surface of the solid particles made of the rubber-like polymer.
- examples thereof include surface-grafted inclusion particles in which a styrene resin (C) and / or a styrene- (meth) acrylic resin (B) is grafted onto the surface of (including the structure).
- the rubber-like polymer particles (A) the above-mentioned surface-grafted particles, inclusion particles (including microphase-separated structure, core-shell structure and salami-type structure), and surface-grafted inclusion particles are preferable.
- the contained particles include the following structures (1) to (3).
- (1) A block copolymer in which the styrene resin (C) and / or the styrene- (meth) acrylic resin (B) has a styrene monomer unit and a (meth) acrylic monomer unit, or styrene.
- Block copolymers having other monomer units for example, monomers having a conjugated diene structure
- the (meth) acrylic monomer unit partially or wholly hydrogenated co-monomer
- a microphase-separated structure which is (including polymers) and is formed from these block copolymers.
- a core-shell structure having a phase containing a styrene resin (C) and / or a styrene- (meth) acrylic resin (B) as a core and a rubber-like polymer as a shell.
- Salami-type structure in which a plurality of phases containing a styrene resin (C) and / or a styrene- (meth) acrylic resin (B) are encapsulated in a rubber-like polymer. Particles containing the rubber-like polymer. Means that the rubber-like polymer occupies 5% by mass or more of the entire rubber-like polymer particles (A).
- a resin containing rubber-like polymer particles (A) may be selected as all or part of the styrene resin (C). More specifically, a rubber-modified styrene resin (a matrix resin containing a styrene resin in which rubber-like particles are dispersed) such as a HIPS resin described later is used as all or a part of the styrene resin (C).
- a rubber-modified styrene resin a matrix resin containing a styrene resin in which rubber-like particles are dispersed
- the present disclosure includes a form in which the rubber-like particles contained in the rubber-modified styrene-based resin are rubber-like polymer particles (A).
- a resin containing rubber-like polymer particles (A) may be selected as all or part of the styrene- (meth) acrylic resin (B). More specifically, a rubber-like particle dispersion resin in which rubber-like particles are dispersed in a matrix resin of a styrene- (meth) acrylic resin (B) as all or part of the styrene- (meth) acrylic resin (B).
- the present disclosure also includes a form in which the rubber-like particles contained in the rubber-like particle-dispersed resin are rubber-like polymer particles (A).
- the styrene resin (C) and / or the styrene- (meth) acrylic resin (B) itself contains the rubbery polymer particles (A)
- the styrene resin (C) is described in the present specification.
- And / or the content of the rubber-like polymer particles (A) contained in the styrene- (meth) acrylic resin (B) is independently converted as the rubber-like polymer particles (A).
- the upper limit of the content of the total rubber-like polymer particles (A) is 100, which is the total amount of the components (A), (B), (C) and (D). 55% by mass or less, 52% by mass or less, 51% by mass or less, 50% by mass or less, 48% by mass or less, 46% by mass or less, 44% by mass or less, 42% by mass or less, 40% by mass or less with respect to mass%.
- the lower limit of the content of the total rubber-like polymer particles (A) is the total of the components (A), (B), (C) and (D). 5% by mass or more, 5.4% by mass or more, 6% by mass or more, 6.6% by mass or more, 7% by mass or more, 7.3% by mass or more, 8% by mass or more, 8 6.6% by mass or more, 9% by mass or more, 9.4% by mass or more, 9.9% by mass or more, 10% by mass or more, 10.3% by mass or more, 11% by mass or more, 12% by mass or more, 13% by mass As mentioned above, 14% by mass or more, 14.1% by mass or more, 15% by mass or more, 16% by mass or more, and 17% by mass or more are preferable. These upper and lower limits can be combined arbitrarily. When the content of the rubber-like polymer particles (A) is 5% by mass or more, more excellent impact resistance can be exhibited.
- the content of the rubber-like polymer particles (A) is 100% by mass in total of the components (A), (B), (C) and (D). On the other hand, it is preferably 5% by mass or more and 55% by mass or less, more preferably 8% by mass or more and 55% by mass or less, still more preferably 10% by mass or more and 45% by mass or less, still more preferably 10% by mass. It is 35% by mass or less, more preferably 15% by mass or more and 35% by mass or less, and particularly preferably 16% by mass or more and 30% by mass or less. By setting the content to 5% by mass or more and 55% by mass or less, it becomes easy to achieve both excellent impact resistance and rigidity. When the content of the rubber-like polymer particles (A) is 8% by mass or more and 55% by mass or less, more excellent impact resistance and rigidity can be achieved at the same time.
- the method for calculating the content of the rubber-like polymer particles (A) uses the following method for measuring the insoluble chloroform. 1 g of a resin or a resin composition containing the rubber-like polymer particles (A) was precisely weighed in the settling tube. The mass of the resin or the resin composition containing the precisely weighed rubber-like polymer particles (A) is defined as W1. Then, 20 ml of chloroform is added and shaken at 23 ° C. for 2 hours, and then a centrifuge (SS-2050A (rotor: 6B-N6L) manufactured by Sakuma Seisakusho Co., Ltd.) is used at 4 ° C. or lower and 20000 rpm (centrifugal acceleration 45100 G).
- the insoluble matter containing chloroform is vacuum dried at 160 ° C. under the condition of 3 kPa or less for 1 hour, cooled to room temperature in a desiccator, the mass of the chloroform insoluble matter is precisely weighed, and the chloroform insoluble matter after cooling to the room temperature is adjusted. Let W2 be the mass of. Then, the chloroform insoluble content is obtained by the following mathematical formula (1).
- Chloroform insoluble content (%) (W2 / W1) ⁇ 100 Formula (1)
- the chloroform-insoluble content calculated as described above is defined as the content of the rubber-like polymer particles (A) in various resins or styrene-based resin compositions.
- the material used for the rubber-like polymer particles (A) may have a conjugated diene structure, for example, polybutadiene (styrene-based resin (C) such as polystyrene and / or styrene-.
- styrene-based resin such as polystyrene and / or styrene-.
- polybutadiene styrene resin (C) such as polystyrene and / or styrene- (meth) acrylic resin (B)
- styrene resin (C) such as polystyrene and / or styrene- (meth) acrylic resin (B)
- a styrene-butadiene copolymer including a form containing a styrene resin (C) such as polystyrene and / or a styrene- (meth) acrylic resin (B)
- the polybutadiene both high cis polybutadiene having a high cis content and low cis polybutadiene having a low cis content can be used.
- the polybutadiene may have a styrene-butadiene copolymer and / or an acrylonitrile-butadiene copolymer in a part or all of the polybutadiene.
- a styrene-butadiene copolymer and acrylonitrile-butadiene copolymer both a random structure and a block structure can be used.
- These rubber-like polymer particles (A) can be used alone or in combination of two or more.
- butadiene rubber including polybutadiene (including a form containing a styrene resin (C) such as polystyrene and / or a styrene- (meth) acrylic resin (B)), a natural rubber, and a styrene-butadiene copolymer ( Styrene-based resin (C) such as polystyrene and / or styrene- (meth) acrylic resin (B) is included), acrylonitrile-butadiene copolymer) hydrogenated saturated rubber rubber-like polymer particles It may be used as (A).
- polybutadiene including a form containing a styrene resin (C) such as polystyrene and / or a styrene- (meth) acrylic resin (B)
- Styrene-based resin (C) such as polystyrene and / or styrene- (meth) acrylic resin (B)
- the acrylonitrile monomer unit and the methacrylonitrile monomer are contained in the rubbery polymer particles (A) or the styrene resin composition of the present embodiment.
- the vinyl cyanide-based monomer such as the above is not substantially contained.
- the vinyl cyanide-based monomer is preferably contained in an amount of 10% by mass or less, more preferably 5% by mass or less, and 2% by mass or less, based on the total amount of the styrene-based resin composition. It is more preferable to do so.
- the rubber-like particles contained in the HIPS resin may be the rubber-like polymer particles (A).
- the rubber-like polymer particles (A) are high-cis polybutadienes in which cis 1,4 bonds are 90 mol% or more. It is preferable to have.
- the vinyl 1 and 2 bonds are preferably composed of 6 mol% or less, and particularly preferably 3 mol% or less.
- the content of isomers having a cis 1,4, trans 1,4, or vinyl 1,2 structure as isomers related to the constituent unit of the high cis polybutadiene was measured using an infrared spectrophotometer and measured by the morero method. It can be calculated by processing the data.
- the high cis polybutadiene can be easily obtained by polymerizing 1,3 butadiene using a known production method, for example, a catalyst containing an organoaluminum compound and a cobalt or nickel compound.
- the monomer having a conjugated diene structure is not particularly limited, and examples thereof include butadiene, isoprene, and chloroprene.
- the weight average diameter of the entire rubber-like polymer particles (A) contained in the styrene resin composition is 0.3 ⁇ m or more and 8 ⁇ m or less.
- the aspect in which the weight average diameter of the entire rubber-like polymer particles (A) (also referred to as total rubber-like polymer particles (A)) in the styrene resin composition is within the above-mentioned specific range is rubber-like.
- the particle size distribution of the polymer particles (A) is multimodal, and / or the rubber-like polymer particles (A) are integrated with the particle size distribution of the rubber-like polymer particles (A).
- the weight average diameter of the entire rubber-like polymer particles (A) contained in the styrene-based resin composition is 0.3 ⁇ m or more and 8 ⁇ m or less, and the weight average diameter or the circle.
- the rubber-like polymer particles (A) are present. The stress field becomes non-uniform in the matrix resin.
- the styrene-based resin composition of the present embodiment has two or more kinds of rubber-like polymer particles (A) having different weight average diameters from each other in the composition, and two or more kinds having different weight average diameters from each other. It is preferable that the particle size distribution (for example, the mode value of the particle size distribution) of the rubber-like polymer particles (A) is controlled so as to be separated at a predetermined interval. As a result, it is preferable that the particle size distribution of the rubber-like polymer particles (A) is multimodal. As an example in which the particle size distribution of the rubber-like polymer particles (A) is multimodal, two types of rubber called rubber-like polymer particles (A1) and rubber-like polymer particles (A2) having different weight average diameters are used. A composition in which the particle size distribution of the state polymer particles (A) is controlled to be separated by a predetermined interval will be described below as an example. The above (A1) and the above (A2) are names for convenience of explanation.
- each of the rubber-like polymer particles (A1) and the rubber-like polymer particles (A2) is assumed to be a circle, the equivalent diameter of the circle is displayed on the horizontal axis, and the frequency (%) is displayed on the vertical axis.
- the convex portion indicating the mode value of the chevron particle size distribution of one rubber-like polymer particle (A1) is included in the chevron particle size distribution of the other rubber-like polymer particle (A2). It can be confirmed that the particle size distribution of the rubber-like polymer particles (A) exhibits bimodality in the presence of the rubber-like polymer particles (A).
- the particle size distribution shows bimodality means that the mode value of the chevron particle size distribution of one rubber-like polymer particle (A1) and the chevron of the other rubber-like polymer particle (A2).
- FIG. 4A shows a particle size distribution in which the horizontal axis indicates the diameter equivalent to a circle and the vertical axis indicates the frequency (%).
- the frequency (%) is the volume ratio (volume fraction) of the rubber-like polymer particles (A) having a diameter equivalent to each circle in the total rubber-like polymer (A) present in the composition. (%). From the particle size distribution in FIG. 4A, convex portions showing a plurality of mode values (also referred to as peaks or maximum values in the present specification) can be confirmed. The weight average diameter based on the number is calculated from the measured circle-equivalent diameter and the number using the mathematical formula (N1) described later.
- the particle size distribution shows multimodality means different weights so that the mode values of the chevron particle size distribution of the rubber-like polymer particles (A) are observed separately by two or more. It means that two or more kinds of rubber-like polymer particles (A) having an average diameter are present in the composition.
- mode values are separated means that in a particle size distribution having two or more mode values, a minimum value exists between the two mode values. For example, as shown in FIG. 4A, since the histogram of the particle size distribution contains a mixture of long-period undulations and short-period undulations, the number of peaks is uniquely determined only from the histogram. It's difficult to do.
- the multimodal type may be any one that exhibits bimodality or more, and the number of types of rubber-like polymer particles (A) existing in the styrene resin composition having different weight average diameters. And the number of observed mode values (the number of convex parts) do not have to match.
- two or more kinds of rubber-like polymer particles (A) having different weight average diameters means two or more rubber-like polymer particles having different weight average diameters, and is a rubber-like polymer. It does not matter what the material of the particles is.
- the rubber-like polymer particles (A) exhibit multimodality when the weight average diameter is 0.05 ⁇ m or more and 10 ⁇ m or less. This makes it easier to achieve both excellent impact resistance and high rigidity.
- the styrene-based resin composition in the present embodiment preferably contains two or more kinds of rubber-like polymer particles (A) having different weight average diameters.
- the materials of the two or more rubber-like polymer particles (A) having different weight average diameters may have the same component composition or different component compositions.
- the "rubber-like polymer particles (A) having two or more kinds of weight average diameters" refer to two or more kinds of rubber-like polymer particles having different weight average diameters or materials from each other.
- the weight average diameter of the rubber-like polymer particles (A) is measured by the following method.
- An ultrathin section having a thickness of 100 nm is prepared from a styrene resin composition stained with osmium tetroxide, and a bright field image at a magnification of 10000 is obtained using a transmission electron microscope.
- the black-dyed particles are the rubber-like polymer particles (A).
- ni is the number of rubber-like polymer particles (A) having a particle size of Dri
- the particle size Dri is a particle size calculated as a circle-equivalent diameter from the area of the particles in the photograph. is there.
- the area average particle diameter is calculated by the above method, and the weight average diameter of the rubber-like polymer particles (A) is used.
- ImageJ image analysis software
- the acquired image was binarized by Otsu's method (Otsu met), and the white portion other than the rubber-like polymer particles (A) (matrix portion (for example, styrene- (meth) acrylic resin (B) or styrene resin). (C)) is filled in).
- the rubber-like polymer particles (A) in adjacent contact with each other were divided by Watershed treatment, and the area of the rubber-like polymer particles (A) was calculated and then converted into a circle-equivalent diameter.
- Volume-based and number-based histograms and average values are derived from the obtained numerical group of equivalent circle diameters. In this specification, the result of calculating the number-based histogram from the numerical group of the equivalent circle diameter is used.
- the devices and the like used are as follows. Ultra Microtome: UC7 / Leica Transmission Electron Microscope: HT7700 / Hitachi High Technologies
- the method for measuring the weight average diameter of the rubber-like polymer particles (A) described above is a rubber-like polymer contained in a styrene resin composition. This is a method for measuring the weight average diameter of the entire particle (A).
- a method for measuring the weight average diameter of the rubber-like polymer particles (A) alone that is, measuring the weight average diameter of each type of the plurality of types of rubber-like polymer particles (A) contained in the styrene resin composition.
- the method is measured by the following method. Before mixing with other components as a styrene resin composition, 10 parts by mass of each of the rubber-like polymer particles (A) having each weight average diameter is individually subjected to a matrix resin (polystyrene (PSJ-polystyrene 680, manufactured by PS Japan Co., Ltd.).
- the raw material itself of the styrene resin composition has rubber-like polymer particles (A) already dispersed in the matrix resin (for example, HIPS resin)
- the raw material itself is dyed with osmium tetroxide in the form of pellets.
- an ultrathin section having a thickness of 100 nm is prepared, and the weight average diameter is calculated by the same method as the weight average diameter of the rubber-like polymer particles (A) contained in the above-mentioned styrene resin composition. ..
- the "particle size distribution” means a circle-equivalent diameter on the horizontal axis and a frequency (%) on the vertical axis (body integration rate of rubber-like polymer particles (A) having various circle-equivalent diameters (A). %)) Indicates the particle size distribution of the rubbery polymer particles (A). Examples of the particle size distribution include the histograms of FIGS. 3 (a) and 4 (a).
- the "integral distribution curve” means a circle-equivalent diameter on the horizontal axis and an integrated value of the frequency (%) on the vertical axis (rubber-like polymer particles (A) having various circle-equivalent diameters). It refers to a curve obtained by integrating the equivalent circle diameters of the rubber-like polymer particles (A) when the volume fraction (%) integrated value) is displayed.
- the integral distribution curve is a function obtained by integrating the particle size distribution. Examples of the integral distribution curve include FIGS. 3 (b) and 4 (b).
- the volume fraction indicates the volume ratio when the rubber-like polymer particles (A) obtained in the above-mentioned measurement of the weight average diameter are regarded as spheres.
- the styrene resin composition in the present embodiment preferably contains rubber-like polymer particles (A) having two or more kinds of weight average diameters.
- the circle-equivalent diameter is displayed on the horizontal axis and the frequency (%) (various circles) on the vertical axis.
- the particle size distribution of the rubber-like polymer particles (A) which indicates the body integration rate (%) of the rubber-like polymer particles (A) having an equivalent diameter, each rubber contained in the styrene-based resin composition.
- the circular equivalent diameter of the polymer particles (A) preferably has at least one maximum value (mode value) between the range of 0.05 ⁇ m or more and less than 1 ⁇ m and the range of 1 ⁇ m or more and 10 ⁇ m or less.
- the weight average diameter of each rubber-like polymer particle (A) contained in the styrene resin composition is in the range of 0.05 ⁇ m or more and less than 1 ⁇ m and in the range of 1 ⁇ m or more and 10 ⁇ m or less. It is preferable to have each of them.
- the styrene resin composition in the present embodiment preferably contains rubber-like polymer particles (A) having at least three kinds of weight average diameters.
- the rubber-like polymer particles (A) dispersed in the styrene-based resin composition of the present embodiment are circular on the horizontal axis.
- the weight average diameter of each rubber-like polymer particle (A) contained in the styrene resin composition is in the range of 0.05 ⁇ m or more and less than 1 ⁇ m and 1 ⁇ m or more and less than 2.5 ⁇ m. It is preferable to have a range and 2.5 ⁇ m or more and 10 ⁇ m or less, respectively.
- the styrene resin composition in the present embodiment preferably contains rubber-like polymer particles (A) having at least four kinds of weight average diameters.
- the rubber-like polymer particles dispersed in the styrene-based resin composition of the present embodiment have a circle-equivalent diameter on the horizontal axis.
- the particle size of the rubber-like polymer particles (A), which is displayed and the frequency (%) (body integration rate (%) of the rubber-like polymer particles (A) having various equivalent circle diameters) is displayed on the vertical axis.
- the equivalent circle diameter is 0.05 ⁇ m or more and less than 0.5 ⁇ m, the equivalent circle diameter is 0.5 ⁇ m or more and less than 1 ⁇ m, the equivalent circle diameter is 1 ⁇ m or more and less than 2.5 ⁇ m, and the equivalent circle diameter is 2.5 ⁇ m or more and 10 ⁇ m or less. It is preferable that each has at least four maximum values (mode values). Having at least four maximum values (mode values) further exerts the effect of achieving both excellent impact resistance and high rigidity.
- the weight average diameter of each rubber-like polymer particle (A) contained in the styrene resin composition is in the range of 0.05 ⁇ m or more and less than 0.5 ⁇ m and 0.5 ⁇ m or more and 1 ⁇ m. It is preferable to have a range of less than, a range of 1 ⁇ m or more and less than 2.5 ⁇ m, and a range of 2.5 ⁇ m or more and 10 ⁇ m or less, respectively.
- the styrene resin composition in the present embodiment preferably shows at least two maximum values (mode values), more preferably at least three maximum values (mode values), and at least four maximum values (mode values). It is more preferable to show the mode value).
- the lower limit of the weight average diameter of the total rubber-like polymer particles (A) contained in the styrene resin composition is 0.3 ⁇ m or more, 0.4 ⁇ m or more, 0.43 ⁇ m or more, 0.5 ⁇ m or more. , 0.52 ⁇ m or more, 0.57 ⁇ m, 0.62 ⁇ m or more, 0.68 ⁇ m or more, 0.7 ⁇ m or more, or 0.73 ⁇ m or more is preferable.
- the upper limit of the weight average diameter of the total rubber-like polymer particles (A) is 8 ⁇ m or less, 7.4 ⁇ m or less, 7 ⁇ m or less, 6.6 ⁇ m or less, 6 ⁇ m or less, 5.7 ⁇ m or less, 5.2 ⁇ m or less, 5 ⁇ m or less, It is preferably 4.8 ⁇ m or less, 4.3 ⁇ m or less, or 4 ⁇ m or less.
- the weight average diameter of the total rubber-like polymer particles (A) contained in the styrene resin composition is 0.3 ⁇ m or more and 8 ⁇ m or less.
- the preferable range of the weight average diameter is more preferably 0.5 ⁇ m or more and 6 ⁇ m or less, and further preferably 0.7 ⁇ m or more and 4 ⁇ m or less. Further, as another preferred aspect of the weight average diameter in the range, it is preferably 0.73 ⁇ m or more and 8 ⁇ m or less.
- the upper limit of the weight average diameter of the total rubber-like polymer particles (A) exceeds 8 ⁇ m, the rigidity tends to decrease. Further, when the lower limit of the weight average diameter of the total rubber-like polymer particles (A) is less than 0.3 ⁇ m, it tends to be difficult to exhibit uniform impact resistance.
- the weight average diameter of the total rubber-like polymer particles (A) is the total weight average diameter or the equivalent circle diameter of a plurality of types of rubber-like polymer particles (A) existing in the styrene resin composition.
- the weight average diameter for example, the particle size distribution of a plurality of types of rubber-like polymer particles (A) in the styrene resin composition shown in FIG. 4A (horizontal axis: equivalent circle diameter, vertical axis: frequency). ), And calculated from the above method and the mathematical formula (N1).
- the rubber-like polymer particles (A) are the integrated value of the frequency (%) in the integrated distribution curve obtained by integrating the particle size distribution of the rubber-like polymer particles (A).
- d 80% -d 20% is preferably 0.8 ⁇ m or more. Further, the 80% diameter (d 80% ) when the integrated value of the frequency (%) is 80% and the 20% diameter (d 20% ) when the integrated value of the frequency (%) is 20% by volume.
- the horizontal axis is the circle-equivalent diameter
- the vertical axis is the integrated value of the frequency (%) (the integrated value of the volume fraction (%) of the rubber-like polymer particles (A) having various circle-equivalent diameters).
- the integrated distribution curve to be displayed it means the weight average diameter corresponding to the integrated values of 20% and 80%, respectively.
- the 80% diameter (d 80% ) of which the integrated value (on the vertical axis) is 80% is preferably 0.5 ⁇ m or more, preferably 1 ⁇ m or more and 8 ⁇ m or less. More preferably, it is 1.05 ⁇ m or more and 6 ⁇ m or less.
- the integrated value (on the vertical axis) is 20%
- the 20% diameter (d 20% ) is preferably 2 ⁇ m or less, preferably 0.2 ⁇ m or more and 2 ⁇ m or less. Is more preferable, 0.25 ⁇ m or more and 1.95 ⁇ m or less is further preferable, and 0.3 ⁇ m or more and 1.9 ⁇ m or less is further preferable.
- the 20% diameter (d 20% ) is 0.2 ⁇ m or more, the moldability is improved.
- 0.34 ⁇ m or more and 2 ⁇ m or less is preferable.
- the moldability in the present specification means stringing or mold releasability.
- stringing means that in (injection) molding of a resin, when the mold is opened after molding, the resin that cannot be completely solidified stretches long like a thread.
- the releasability generally refers to the ease with which the contact surface can be separated, and the excellent releasability means that adhesion or seizure other than stringing is unlikely to occur on the surface of the molded product or mold.
- the stringing is evaluated separately from the releasability.
- Conditions for controlling d 80% -d 20% to 0.8 ⁇ m or more include selection or mixing of rubber-like polymer particles having a predetermined weight average diameter, stirring conditions during polymerization, a polymerization initiator, and the like. ..
- Rubber having a weight average diameter of less than 1 ⁇ m is 3 to 40% by volume and a weight average diameter of 1 ⁇ m or more with respect to the entire rubber-like polymer particles (A) of the present embodiment (100% by volume). It is preferable that the state polymer particles (A) occupy 60 to 97% by volume.
- the amount of the rubber-like polymer particles (A) having a weight average diameter of less than 1 ⁇ m is 3 to 40% by volume, and the weight average diameter is 1 ⁇ m or more with respect to the entire rubber-like polymer particles (A) of the present embodiment. It is preferable that the rubber-like polymer particles (A) having a weight of less than 5 ⁇ m occupy 15 to 55% by volume, and the rubber-like polymer particles (A) having a weight average diameter of 2.5 ⁇ m or more occupy 15 to 80% by volume.
- the amount of the rubber-like polymer particles (A) having a weight average diameter of less than 0.5 ⁇ m is 1 to 15% by volume, and the weight average diameter is 0, based on the entire rubber-like polymer particles (A) of the present embodiment (100% by volume).
- Rubber-like polymer particles (A) of 5 ⁇ m or more and less than 1 ⁇ m are 1 to 35% by volume
- rubber-like polymer particles (A) having a weight average diameter of 1 ⁇ m or more and less than 2.5 ⁇ m are 15 to 55% by volume
- weight average diameter 2 It is preferable that the rubber-like polymer particles (A) having a size of 5 ⁇ m or more occupy 15 to 80% by volume.
- the rubber-like polymer particles (A) are rubber-like polymer particles (x1) having a weight average diameter of 0.05 ⁇ m or more and less than 0.5 ⁇ m, and a weight average diameter of 0.5 ⁇ m or more and 1 ⁇ m. Consists of less than rubber-like polymer particles (x2), rubber-like polymer particles (x3) having a weight average diameter of 1 ⁇ m or more and less than 2.5 ⁇ m, and rubber-like polymer particles (x4) having a weight average diameter of 2.5 ⁇ m or more and 10 ⁇ m or less. It is preferably at least 2 types selected from the group, more preferably at least 3 types, and preferably at least 4 types.
- the range of the preferable weight average diameter of the rubber-like polymer particles (x1) is more preferably 0.1 ⁇ m or more and 0.45 ⁇ m or less, and further preferably 0.15 ⁇ m or more and 0.4 ⁇ m or less.
- the range of the preferable weight average diameter of the rubber-like polymer particles (x2) is more preferably 0.55 ⁇ m or more and 0.95 ⁇ m or less, and further preferably 0.6 ⁇ m or more and 0.9 ⁇ m or less.
- the range of the preferable weight average diameter of the rubber-like polymer particles (x3) is more preferably 1.05 ⁇ m or more and 2.4 ⁇ m or less, and further preferably 1.1 ⁇ m or more and 2.3 ⁇ m or less.
- the range of the preferable weight average diameter of the rubber-like polymer particles (x4) is more preferably 2.6 ⁇ m or more and 8 ⁇ m or less, and further preferably 2.7 ⁇ m or more and 6 ⁇ m or less.
- d 80% -d 20% can easily satisfy 0.8 ⁇ m or more, or the particle size distribution of the entire styrene resin composition. Is more likely to exhibit multimodality, so that both excellent impact resistance and high rigidity can be achieved at the same time.
- the rubber-like polymer particles (x1) to (x4) described above are examples of preferable forms of the rubber-like polymer particles (A) independently of each other, the rubber-like polymer particles (A) described above are described above. ) Can be applied.
- the above-mentioned rubber-like polymer particles (x1) to (x4) are names provided for convenience in order to distinguish them from each other. Therefore, the rubber-like polymer particles (x1) to (x4) may have the same resin composition or different resin compositions, respectively.
- preferred embodiments of the rubber-like polymer particles (A) include the following embodiments (I) to (VIII). Further, the following surface-grafted encapsulated particles (a1) to (a24) are independently independent examples of a preferable form of the rubber-like polymer particles (A), and are the above-mentioned rubber-like polymer particles (A). Embodiments can be applied.
- the surface-grafted encapsulated particles (a1) to (a24) are names provided for convenience in order to distinguish them from each other. Further, in the embodiment in which the following surface grafted inclusion particles (a1) to (a24) are used as the present embodiment , the condition that d 80% -d 20% is 0.8 ⁇ m or more, or multimodality is satisfied. It will be easier.
- the styrene resin composition may contain one or more of the rubber-like polymer particles (A).
- rubber-like polymer particles (A) surface grafting in which polystyrene is grafted on the surface and a phase containing a styrene resin (C) is included in a polybutadiene or polybutadiene-styrene copolymer. It has two types of encapsulated particles, one of which has a weight average diameter of preferably 0.05 ⁇ m or more and less than 1 ⁇ m, more preferably 0.1 ⁇ m or more and 0.95 ⁇ m or less, and further preferably 0.15 ⁇ m or more and 0.9 ⁇ m or less.
- Surface-grafted encapsulated particles (a1) having, on the other hand, a surface having a weight average diameter in the range of preferably 1 ⁇ m or more and 10 ⁇ m or less, more preferably 1.1 ⁇ m or more and 8 ⁇ m or less, still more preferably 1.2 ⁇ m or more and 6 ⁇ m or less.
- the form of grafted inclusion particles (a2) is preferable.
- the surface grafted inclusion particles (a1) are preferably contained in an amount of 3 to 40% by mass, preferably 5 to 35% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a2) are preferably contained in an amount of 60 to 97% by mass, preferably 65 to 95% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the styrene resin (C) is contained in the polybutadiene or polybutadiene-styrene copolymer in which the styrene- (meth) acrylic resin (B) is grafted on the surface as the rubbery polymer particles (A). ) And / or two types of surface-grafted encapsulated particles containing a phase containing a styrene- (meth) acrylic resin (B), one of which is preferably in the range of 0.05 ⁇ m or more and less than 1 ⁇ m, more preferably.
- Surface-grafted inclusion particles (a3) having a weight average diameter in the range of 0.1 ⁇ m or more and 0.95 ⁇ m or less, more preferably 0.15 ⁇ m or more and 0.9 ⁇ m or less, and the other is preferably 1.01 ⁇ m or more and 10 ⁇ m or less. , More preferably 1.1 ⁇ m or more and 8 ⁇ m or less, still more preferably 1.2 ⁇ m or more and 6 ⁇ m or less, in the form of surface-grafted encapsulated particles (a4) having a weight average diameter.
- the surface grafted inclusion particles (a3) are preferably contained in an amount of 3 to 40% by mass, preferably 5 to 35% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a4) are preferably contained in an amount of 60 to 97% by mass, preferably 65 to 95% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- One type of surface grafted inclusion particles (a6) containing a phase containing an acrylic resin (B), and the surface grafted inclusion particles (a5) are preferably 1.01 ⁇ m or more and 10 ⁇ m or less.
- the surface grafted inclusion particles (a6) preferably have a weight average diameter in the range of 1.1 ⁇ m or more and 8 ⁇ m or less, more preferably 1.2 ⁇ m or more and 6 ⁇ m or less, and the surface grafted inclusion particles (a6) are preferably 0.05 to less than 1 ⁇ m.
- a form having a weight average diameter in the range, more preferably 0.1 ⁇ m or more and 0.95 ⁇ m or less, still more preferably 0.15 ⁇ m or more and 0.9 ⁇ m or less is preferable.
- the surface grafted inclusion particles (a5) are preferably contained in an amount of 60 to 97% by mass, preferably 65 to 97% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a6) are preferably contained in an amount of 3 to 40% by mass, preferably 5 to 35% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- One type of surface-grafted encapsulated particles (a7) containing a phase containing the resin (B) is included, and one of the two types of surface-grafted encapsulated particles is preferably 1.01 ⁇ m or more and 2.5 ⁇ m.
- Surface-grafted inclusion particles (a9) having a weight average diameter in the range of 5.5 ⁇ m or more and 10 ⁇ m or less, more preferably 2.6 ⁇ m or more and 8 ⁇ m or less, still more preferably 2.7 ⁇ m or more and 6 ⁇ m or less, and the surface grafted inclusion particles (a9).
- the particles (a7) are preferably 0.05 ⁇ m or more and 1 ⁇ m or less, more preferably 0.1 ⁇ m or more and 0.95 ⁇ m or less, and further preferably 0. l
- a form having a weight average diameter in the range of 5 ⁇ m or more and 0.9 ⁇ m or less is preferable.
- the surface grafted inclusion particles (a7) are preferably contained in an amount of 3 to 40% by mass, preferably 5 to 35% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a8) are preferably contained in an amount of 15 to 55% by mass, preferably 18 to 52% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a9) are preferably contained in an amount of 15 to 80% by mass, preferably 18 to 77% by mass, based on the entire styrene resin composition (100% by mass). More preferred.
- Two types of surface-grafted encapsulated particles containing a phase containing the acrylic resin (B) are included, and the surface-grafted encapsulated particles (a10) are preferably 2.5 ⁇ m or more and 10 ⁇ m or less, more preferably.
- the form of the surface-grafted encapsulated particles (a12) having a weight average diameter in the range of 2.5 ⁇ m or more, more preferably 1.1 ⁇ m or more and 2.4 ⁇ m or less, still more preferably 1.2 ⁇ m or more and 2.3 ⁇ m or less is preferable. ..
- the surface grafted inclusion particles (a10) are preferably contained in an amount of 15 to 80% by mass, preferably 18 to 77% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a11) are preferably contained in an amount of 3 to 40% by mass, preferably 5 to 35% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a12) are preferably contained in an amount of 15 to 55% by mass, preferably 18 to 52% by mass, based on the entire styrene resin composition (100% by mass). More preferred.
- a phase containing a styrene resin (C) is included in a polybutadiene or polybutadiene-styrene copolymer in which polystyrene is grafted on the surface is formed.
- a polybutadiene or polybutadiene-styrene copolymer in which two types of inclusion particles and a styrene- (meth) acrylic resin (B) are grafted on the surface a styrene resin (C) and / or a styrene- (meth) acrylic resin is used.
- surface-grafted inclusion particles containing a phase containing the resin (B) There are two types of surface-grafted inclusion particles containing a phase containing the resin (B), and one of the former two types of surface-grafted inclusion particles is preferably 1.01 ⁇ m or more and less than 2.5 ⁇ m.
- Surface-grafted inclusion particles (a14) having a weight average diameter in the range of 10 ⁇ m or less, more preferably 2.6 ⁇ m or more and 8 ⁇ m or less, still more preferably 2.7 ⁇ m or more and 6 ⁇ m or less, and the latter two types of surface grafts.
- One of the encapsulated particles preferably has a weight average diameter in the range of 0.05 ⁇ m or more and less than 0.5 ⁇ m, more preferably 0.1 ⁇ m or more and 0.45 ⁇ m or less, and further preferably 0.15 ⁇ m or more and 0.4 ⁇ m or less.
- the form of surface-grafted encapsulated particles (a16) having a diameter is preferable.
- the surface grafted inclusion particles (a13) are preferably contained in an amount of 15 to 55% by mass, preferably 18 to 52% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a14) are preferably contained in an amount of 15 to 80% by mass, preferably 18 to 77% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a15) are preferably contained in an amount of 1 to 15% by mass, preferably 1.5 to 14% by mass, based on the entire styrene resin composition (100% by mass). Is more preferable.
- the surface grafted inclusion particles (a16) are preferably contained in an amount of 1 to 35% by mass, preferably 1.5 to 34% by mass, based on the entire styrene resin composition (100% by mass). Is more preferable.
- Three types of surface-grafted encapsulated particles containing a phase containing the acrylic resin (B) are included, and the surface-grafted encapsulated particles (a17) are preferably 2.51 ⁇ m or more and 10 ⁇ m or less, more preferably.
- Surface-grafted encapsulated particles (a18) having a weight average diameter in the range of 0.05 ⁇ m or more and less than 0.5 ⁇ m, more preferably 0.1 ⁇ m or more and 0.45 ⁇ m or less, still more preferably 0.15 ⁇ m or more and 0.4 ⁇ m or less.
- Surface-grafted encapsulated particles (a19) having a weight average diameter in the range of preferably 0.51 ⁇ m or more and less than 1 ⁇ m, more preferably 0.55 ⁇ m or more and 0.95 ⁇ m or less, still more preferably 0.6 ⁇ m or more and 0.9 ⁇ m or less.
- Surface-grafted inclusion particles (a20) having a weight average diameter in the range of preferably 1.01 ⁇ m or more and less than 2.5 ⁇ m, more preferably 1.1 ⁇ m or more and 2.4 ⁇ m or less, and further preferably 1.2 ⁇ m or more and 2.3 ⁇ m or less.
- the surface grafted inclusion particles (a17) are preferably contained in an amount of 15 to 80% by mass, preferably 18 to 77% by mass, based on the entire styrene resin composition (100% by mass). It is more preferable to do so.
- the surface grafted inclusion particles (a18) are preferably contained in an amount of 1 to 15% by mass, preferably 1.5 to 14% by mass, based on the entire styrene resin composition (100% by mass). % Is more preferable.
- the surface grafted inclusion particles (a19) are preferably contained in an amount of 1 to 35% by mass, preferably 1.5 to 34% by mass, based on the entire styrene resin composition (100% by mass). Is more preferable.
- the surface grafted inclusion particles (a20) are preferably contained in an amount of 15 to 55% by mass, preferably 18 to 52% by mass, based on the entire styrene resin composition (100% by mass). More preferred.
- the surface-grafted encapsulated particles (a21) containing a phase containing the resin (B) are included in one kind, and the surface-grafted encapsulated particles (a21) are preferably 0.05 ⁇ m or more and less than 0.5 ⁇ m.
- the weight average diameter in the range of 0.1 ⁇ m or more and 0.45 ⁇ m or less, and further preferably 0.15 ⁇ m or more and 0.4 ⁇ m or less, and among the above three types of surface grafted inclusion particles, the weight average diameter is Surface-grafted inclusion particles having a weight average diameter in the range of preferably 0.51 ⁇ m or more and less than 1 ⁇ m, more preferably 0.55 ⁇ m or more and 0.95 ⁇ m or less, and further preferably 0.6 ⁇ m or more and 0.9 ⁇ m or less in ascending order.
- a22) and surface grafted inclusions having a weight average diameter in the range of preferably 1.01 ⁇ m or more and less than 2.5 ⁇ m, more preferably 1.1 ⁇ m or more and 2.4 ⁇ m or less, and further preferably 1.2 ⁇ m or more and 2.3 ⁇ m or less.
- Particles (a23) and surface grafted inclusion particles (a24) having a weight average diameter in the range of preferably 2.51 ⁇ m or more and 10 ⁇ m or less, more preferably 2.6 ⁇ m or more and 8 ⁇ m or less, still more preferably 2.7 ⁇ m or more and 6 ⁇ m or less.
- the surface grafted inclusion particles (a21) are preferably contained in an amount of 1 to 15% by mass, preferably 1.5 to 14% by mass, based on the entire styrene resin composition (100% by mass). % Is more preferable.
- the surface grafted inclusion particles (a22) are preferably contained in an amount of 1 to 35% by mass, preferably 1.5 to 34% by mass, based on the entire styrene resin composition (100% by mass). % Is more preferable.
- the surface grafted inclusion particles (a23) are preferably contained in an amount of 15 to 55% by mass, preferably 18 to 52% by mass, based on the entire styrene resin composition (100% by mass). More preferred. In the present embodiment, the surface grafted inclusion particles (a24) are preferably contained in an amount of 15 to 80% by mass, preferably 18 to 77% by mass, based on the entire styrene resin composition (100% by mass). More preferred.
- the surface-grafted inclusion particles (a1), (a2), (a5), (a8) to (a10), (a13), (a14), (a17), and (a22) to (a24) are respectively.
- the same resin composition or different resin compositions may be used.
- the surface grafted inclusion particles (a1), (a2), (a5), (a8) to (a10), (a13), (a14), (a17), and (a22) to (a24) are The embodiment may be included in the rubber-modified styrene resin, which is an example of the styrene resin (C).
- the surface grafted inclusion particles (a3), (a4), (a6), (a7), (a11) (a12), (a15), (a16), and (a18) to (a21) are respectively.
- the same resin composition or different resin compositions may be used.
- the method for preparing the rubber-like polymer particles (A) is not particularly limited, and a known method (for example, emulsion polymerization, suspension polymerization, etc.) can be adopted.
- the styrene-based resin composition of the present embodiment contains a styrene- (meth) acrylic-based resin (B).
- a styrene-based resin composition contains the styrene- (meth) acrylic-based resin (B)
- the effect of compatibility between the styrene-based resin (C) and the polylactic acid (D) is exhibited.
- a styrene resin (C) for example, a rubber-modified styrene resin
- a styrene- (meth) acrylic resin (B) dispersibility is improved, and excellent impact resistance and high rigidity are achieved. A synergistic effect is exhibited.
- the "styrene- (meth) acrylic resin (B)" is a copolymer indispensably containing a styrene-based monomer unit (b1) and a (meth) acrylic-based monomer unit. ..
- the (meth) acrylic monomer (unit) is at least one selected from the group consisting of a (meth) acrylic acid-based monomer (unit) and a (meth) acrylic acid ester monomer (unit). Is preferable.
- Each of these styrene- (meth) acrylic resins (B) may be used alone or in combination of two or more.
- styrene- (meth) acrylic resin (B) and “styrene resin (C)” are distinguished for convenience. That is, the copolymer containing the styrene-based monomer (unit) (b1) and the (meth) acrylic-based monomer (unit) is referred to as “styrene- (meth) acrylic resin (B)", and the “styrene-based resin” is used.
- “(C)” is a polymer containing no (meth) acrylic monomer (unit).
- the styrene- (meth) acrylic resin (B) in the present embodiment is styrene in addition to the styrene-based monomer unit (b1) and the (meth) acrylic monomer unit, as long as the effects of the present embodiment are not impaired. It may have a vinyl-based monomer (2) that can be copolymerized with the based monomer (b1) or the (meth) acrylic-based monomer.
- Examples of the vinyl-based monomer (unit) (2) include an acrylamide monomer (unit), a methacrylamide monomer (unit), an N-maleimide monomer (unit), and an N-cyclohexylmaleimide monomer (unit). Unit), N-phenylmaleimide monomer (unit), vinyl acetate monomer (unit), vinyl propionate monomer unit, vinyl versatic acid monomer unit, ethylene monomer unit, propylene monomer (unit) It is preferably one or more monomers (units) selected from the group consisting of (units), isoprene monomers (units) and butadiene monomers (units).
- the styrene- (meth) acrylic resin (B) in the present embodiment substantially does not contain a vinyl cyanide-based monomer such as an acrylonitrile monomer unit and a methacrylonitrile monomer.
- the content of the acrylonitrile monomer unit or the methacrylonitrile monomer with respect to 100% by mass of the styrene- (meth) acrylic resin (B) is preferably 10% by mass or less.
- the content is more preferably 2% by mass or less, and further preferably 2% by mass or less.
- the "styrene-based monomer unit” in the present specification means a repeating unit derived from a styrene-based monomer, and more specifically, the styrene-based monomer is subjected to a polymerization reaction or a cross-linking reaction to the monomer.
- the meaning of the other "monomer unit” is the same as described above.
- “monomer (unit)” means a monomer and / or a monomer unit.
- the styrene-based monomer (unit) (b1) refers to the styrene-based monomer (unit) contained in the component (B), and the styrene-based monomer (unit) (c1) is the component (C). Refers to the styrene-based monomer (unit) contained in.
- the upper limit of the content of the styrene- (meth) acrylic resin (B) is the total of the components (A), (B), (C) and (D). 80% by mass or less, 74% by mass or less, 70% by mass or less, 63% by mass or less, 60% by mass or less, 56% by mass or less, 50% by mass or less, 44% by mass or less, 40% by mass with respect to 100% by mass.
- the lower limit of the content of the styrene- (meth) acrylic resin (B) is 0 with respect to 100% by mass of the total amount of the components (A), (B), (C) and (D).
- the content of the styrene- (meth) acrylic resin (B) is the rubbery polymer particles (A), the styrene- (meth) acrylic resin (B), and the styrene resin.
- the total mass of 100% by mass of the resin (C) and the polylactic acid (D) preferably 0.1% by mass or more and 80% by mass or less, more preferably 0.2% by mass or more and 74% by mass or less, still more preferably. It is 0.3% by mass or more and 63% by mass or less, and particularly preferably 1% by mass or more and 40% by mass or less.
- the content range of the styrene- (meth) acrylic resin (B) should be 50% by mass or more and 80% by mass or less. Is preferable.
- the content range of the styrene- (meth) acrylic resin (B) is set to 0.1% by mass or more and less than 50% by mass. Is preferable.
- the (meth) acrylic monomer in the present embodiment is one or more types of monomers selected from the group consisting of (meth) acrylic acid-based monomers and (meth) acrylic acid ester monomers. Is preferable.
- Examples of the (meth) acrylic acid-based monomer used for the component (B) in the present embodiment include methacrylic acid, acrylic acid, maleic anhydride, maleic acid, fumaric anhydride, fumaric acid, itaconic acid, crotonic acid, and citraconic acid. Examples include acid.
- the (meth) acrylic acid ester monomer used for the component (B) in the present embodiment is preferably a (meth) acrylic acid ester monomer having an alkyl chain having 1 to 6 carbon atoms as an ester substituent. At this time, the alkyl chain having 1 to 6 carbon atoms contains a linear, branched or cyclic alkyl group.
- Specific examples of the (meth) acrylic acid ester monomer include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, and butyl (meth) acrylate (meth).
- the (meth) acrylic acid ester monomer is methyl (meth) acrylate, butyl (meth) acrylate (n-butyl (meth) acrylate, s- (meth) acrylate).
- butyl, isobutyl (meth) acrylate, and t-butyl (meth) acrylate) are preferred, and n-butyl acrylate and n-butyl methacrylate are more preferred, and n-butyl acrylate. Is particularly preferable.
- n-butyl acrylate as the (meth) acrylic acid ester monomer used for the component (B), cracks during molding of the styrene resin can be reduced.
- (meth) butyl acrylate monomer (unit) represents a butyl methacrylate monomer (unit) and / or a butyl acrylate monomer (unit).
- butyl is a name including n-butyl, s-butyl, isobutyl, and t-butyl (meth) acrylate.
- styrene-based monomer used for the component (B) in the present embodiment examples include styrene, ⁇ -methylstyrene, ⁇ -methyl-p-methylstyrene, ⁇ -methylstyrene, m-methylstyrene, and p-methylstyrene.
- examples thereof include vinyl toluene, ethyl styrene, isobutyl styrene, and t-butyl styrene or styrene derivatives such as bromo styrene and inden.
- Styrene is particularly preferable from an industrial point of view. These styrene-based monomers can be used alone or in combination of two or more.
- the content of the styrene-based monomer unit in the entire styrene- (meth) acrylic resin (B) is preferably 20 to 99% by mass, more preferably. Is 32 to 91% by mass, and even more preferably 45 to 82% by mass.
- the content of the (meth) acrylic monomer unit in the entire styrene- (meth) acrylic resin (B) is preferably 1 to 80% by mass. , More preferably 8 to 70% by mass, and even more preferably 18 to 55% by mass.
- the content of the (meth) acrylic acid-based monomer unit in the entire styrene- (meth) acrylic resin (B) is preferably 0 to 19. It is mass%, more preferably 0 to 17 mass%, and even more preferably 0 to 13 mass%.
- the content of the (meth) acrylic acid ester monomer unit in the entire styrene- (meth) acrylic resin (B) is preferably 1 to 60. It is by mass, more preferably 5 to 50% by mass, and even more preferably 10 to 42% by mass. By setting the content to 60% by mass or less, the fluidity of the resin can be improved and the water absorption can be suppressed. Further, by setting the content of the (meth) acrylic acid ester monomer unit to 0% by mass, the heat resistance can be improved and the cost can be reduced, but from the above viewpoint, the (meth) acrylic acid ester single amount.
- the content of the body unit can be more than 0% by mass.
- the content of the (meth) acrylate monomer unit is 0.05 to 15 with respect to the total amount (100% by mass) of the styrene resin composition . It is preferably 0 % by mass, and 0.08 to 12 . It is more preferably 0 % by mass, and 0.1 to 8 . It is more preferably 0% by mass.
- Increasing the content of the (meth) acrylic acid ester monomer unit (particularly, n-butyl monomer unit of acrylate) in the styrene resin composition reduces cracks that occur in the molded product of the styrene resin composition. can do.
- the content of the (meth) acrylic acid ester monomer unit (particularly, the n-butyl monomer unit of acrylate) exceeds a certain amount, the heat resistance of the styrene resin composition and its molded product is increased. It shows a tendency to decrease.
- the content of the butyl acrylate monomer unit is 0 with respect to the total amount (100% by mass) of the styrene resin composition. It is preferably .08 to 12.0% by mass, and more preferably 0.1 to 8.0% by mass.
- the content of the butyl acrylate monomer unit was calculated according to the procedure and conditions described in the flow charts shown in the columns of Examples described later, FIGS. 6 and 7.
- the (meth) acrylic acid ester monomer is used to suppress the dehydration reaction of the (meth) acrylic acid-based monomer by intermolecular interaction with the (meth) acrylic acid-based monomer, and the resin machine. It can be used to improve the target strength. Furthermore, the (meth) acrylic acid ester monomer also contributes to the improvement of resin properties such as weather resistance and surface hardness.
- the styrene- (meth) acrylic resin (B) of the present embodiment may contain this 6-membered cyclic anhydride, but since it reduces the fluidity, the 6-membered cyclic anhydride produced is Less is preferable.
- examples of a preferable form of the styrene- (meth) acrylic resin (B) include a styrene-based monomer unit, a (meth) acrylic acid-based monomer unit, and a (meth) acrylic acid ester. It is preferably a copolymer (B1) having a monomer unit and (hereinafter, copolymer (B1)).
- the copolymer (B1) is not particularly limited, but for example, styrene-acrylic acid-methyl acrylate copolymer, styrene-acrylic acid-ethyl acrylate copolymer, styrene-acrylic acid-acrylic acid.
- the styrene- (meth) acrylic resin (B) is a styrene-based monomer unit that can be grafted on the rubber-like polymer particles (A) containing the butadiene monomer unit. It may be a copolymer (B1) containing a (meth) acrylic acid-based monomer and a (meth) acrylic acid ester monomer unit as main components.
- styrene- (meth) acrylic resin (B) a styrene-based monomer unit and one or more (meth) acrylic acid ester monomers are used. It is preferable that the unit is a copolymer having a repeating unit (hereinafter, copolymer (B2)).
- copolymer (B2) is not particularly limited, but for example, styrene-methyl acrylate copolymer, styrene-ethyl acrylate copolymer, styrene-propyl acrylate copolymer, styrene-acrylic acid.
- the copolymer (B2) is particularly preferably an n-butyl copolymer of styrene-acrylate or an n-butyl copolymer of styrene-methacrylate.
- the styrene- (meth) acrylic resin (B) As the styrene- (meth) acrylic resin (B), a styrene-n-butyl acrylate copolymer or a styrene-n-butyl methacrylate copolymer, particularly an n-butyl styrene-acrylate copolymer is used. As a result, it is possible to reduce cracks that occur in the molded product of the styrene resin composition. Further, in the present embodiment, the styrene- (meth) acrylic resin (B) is a single amount of (meth) acrylic acid ester that can be grafted on the rubbery polymer particles (A) containing a butadiene monomer unit. It may be a copolymer (B2) containing a body unit and a styrene-based monomer unit as main components. However, the copolymer (B2) does not contain a (meth
- styrene- (meth) acrylic resin (B) a styrene-based monomer unit and two types of (meth) acrylic acid ester monomer units are used.
- a resin in which the rubber-like polymer particles (A) are dispersed in a matrix resin containing a copolymer (hereinafter, copolymer (B3)) as a repeating unit is preferable. At this time, the rubber-like polymer particles (A) are preferably grafted on the copolymer (B3).
- the above-mentioned form of the rubber-like polymer particles (A) can be applied, and for example, a form containing polybutadiene (copolymer (B3)) may be used. Included), polyisoprene, natural rubber, polychloroprene, styrene-butadiene copolymer, acrylonitrile-butadiene copolymer, and saturated rubber obtained by hydrogenating these may be used as the rubbery polymer particles (A). Of these, polybutadiene (including a form containing a copolymer (B3)) or a styrene-butadiene copolymer is preferable.
- both high cis polybutadiene having a high cis content and low cis polybutadiene having a low cis content can be used.
- the polybutadiene may have a styrene-butadiene copolymer and an acrylonitrile-butadiene copolymer in a part or all of the polybutadiene.
- As the structure of the styrene-butadiene copolymer and the acrylonitrile-butadiene copolymer both a random structure and a block structure can be used.
- These rubber-like polymer particles (A) can be used alone or in combination of two or more.
- the acrylonitrile monomer unit or the methacrylonitrile monomer is contained in the styrene resin composition or the styrene- (meth) acrylic resin (B). It is preferable that the weight unit is substantially not contained.
- the copolymer having a styrene-based monomer unit and a (meth) acrylic-based monomer unit is an essential repeating unit (monomer) for all the monomer units of the copolymer.
- the total ratio of the units) is preferably 20% by mass or more.
- the styrene- (meth) acrylic resin (B) is a copolymer in which two (meth) acrylic acid ester monomer units and one styrene monomer unit are repeated units.
- B3) copolymerization (B3)) is preferable.
- the content of the styrene-based monomer unit in the entire copolymer (B3) is preferably 28 to 92% by mass, more preferably 40 to 90% by mass. Even more preferably, it is 47 to 70% by mass.
- the copolymer (B3) is one of the more preferable embodiments of the copolymer (B2).
- the content of the first (meth) acrylic acid ester monomer unit in the entire copolymer (B3) is preferably 6 to 70% by mass, more preferably 10. It is ⁇ 62% by mass, and even more preferably 20 to 50% by mass.
- the content of the second (meth) acrylic acid-based monomer unit in the entire copolymer (B3) is preferably 2 to 25% by mass, more preferably 5. It is ⁇ 20% by mass, and even more preferably 6-18% by mass.
- the number of carbon atoms of the transesterifying group of the second (meth) acrylic acid-based monomer unit is preferably larger than the number of carbon atoms of the transesterifying group of the first (meth) acrylic acid-based monomer unit.
- the styrene- (meth) acrylic resin (B) is a copolymer in which one styrene-based monomer unit and one (meth) acrylic acid ester monomer unit are repeated units (hereinafter,).
- the content of the styrene-based monomer unit in the entire copolymer (B4) is preferably 20 to 92% by mass in the above-mentioned copolymer (B4). It is more preferably 30 to 90% by mass, and even more preferably 42 to 80% by mass.
- the copolymer (B4) is one of the more preferable embodiments of the copolymer (B2).
- the content of the acrylic acid ester monomer unit in the entire copolymer (B4) is preferably 8 to 70% by mass, more preferably 10 to 62% by mass. , Even more preferably 25 to 55% by mass.
- the molecular weight or molecular weight distribution of the styrene- (meth) acrylic resin (B) is not particularly limited, but the weight average molecular weight (Mw) is preferably 10,000 or more and 500,000 or less, and more preferably 20,000 or more and 350,000 or less. .. If the molecular weight is less than 10,000, the impact strength of the composition may decrease, and if it exceeds 500,000, the dispersibility of the styrene- (meth) acrylic resin (B) in the composition decreases, and the mechanical strength, particularly, Fold resistance is reduced.
- the method for measuring the weight average molecular weight in the present disclosure is the method described in the "Examples" column.
- the melt mass flow rate of the styrene- (meth) acrylic resin (B) is preferably 0.3 to 10 g / 10 min, more preferably 0.3 to 7.0 g / 10 min, and particularly preferably 0.5 to 5. It is 0 g / 10 min.
- the melt mass flow rate of the styrene- (meth) acrylic resin (B) is a value measured at 200 ° C. and a load of 5 kg according to JIS K 7210-1.
- the polymerization method of the styrene- (meth) acrylic resin (B) is not particularly limited, but for example, a massive polymerization method or a solution polymerization method can be preferably adopted as the radical polymerization method.
- the polymerization method mainly includes a polymerization step of polymerizing a polymerization raw material (monomer component) and a devolatilization step of removing volatile components such as unreacted monomer and polymerization solvent from the polymerization product.
- a polymerization initiator and a chain transfer agent are typically contained in the polymerization raw material composition.
- Examples of the polymerization initiator used for the polymerization of the styrene- (meth) acrylic resin (B) include organic peroxides such as 2,2-bis (t-butylperoxy) butane and 1,1-bis (t-).
- Peroxyketals such as butylperoxy) cyclohexane, n-butyl-4,4-bis (t-butylperoxy) valerate, dialkyl peroxides such as di-t-butyl peroxide, t-butylcumyl peroxide, and dicumyl peroxide, Diacyl peroxides such as acetyl peroxide and isobutyryl peroxide, peroxy dicarbonates such as diisopropyl peroxydicarbonate, peroxy esters such as t-butyl peroxy acetate, ketone peroxides such as acetyl acetone peroxide, t-butyl hydroperoxide and the like. Hydroperoxides and the like can be mentioned. From the viewpoint of decomposition rate and polymerization rate, 1,1-bis (t-butylperoxy) cyclohexane is particularly preferable.
- Examples of the chain transfer agent used for the polymerization of the styrene- (meth) acrylic resin (B) include ⁇ -methylstyrene linear dimer, n-dodecyl mercaptan, t-dodecyl mercaptan, n-octyl mercaptan and the like. it can.
- polymerization solvent As a polymerization method for the styrene- (meth) acrylic resin (B), solution polymerization using a polymerization solvent can be adopted, if necessary.
- the polymerization solvent used include aromatic hydrocarbons such as ethylbenzene and dialkyl ketones such as methyl ethyl ketone, which may be used alone or in combination of two or more.
- Other polymerization solvents, such as aliphatic hydrocarbons can be further mixed with aromatic hydrocarbons as long as the solubility of the polymerization product is not reduced. It is preferable to use these polymerization solvents in a range not exceeding 25 parts by mass with respect to 100 parts by mass of all the monomers.
- the amount of the polymerization solvent exceeds 25 parts by mass with respect to 100 parts by mass of all the monomers, the polymerization rate tends to be remarkably lowered, and the mechanical strength of the obtained resin tends to be greatly lowered.
- the apparatus used in the polymerization step for obtaining the styrene- (meth) acrylic resin (B) is not particularly limited, and may be appropriately selected according to the styrene resin (C) described later or a known polymerization method. Good.
- a polymerization apparatus in which one or a plurality of completely mixed reactors are connected can be used.
- the volatilization process there are no particular restrictions on the volatilization process.
- the polymerization is finally proceeded until the unreacted monomer is preferably 50% by mass or less, more preferably 40% by mass or less, and in order to remove the volatile components of the unreacted monomer and the like.
- Devolatile by a known method More specifically, for example, a normal volatilizer such as a flash drum, a twin-screw volatilizer, a thin film evaporator, or an extruder can be used, but a volatilizer having a small retention portion is preferable.
- the temperature of the devolatilization treatment is usually about 190 to 280 ° C, more preferably 190 to 260 ° C.
- the pressure of the devolatilization treatment is usually about 0.13 to 4.0 kPa, preferably 0.13 to 3.0 kPa, and more preferably 0.13 to 2.0 kPa.
- the devolatile method for example, a method of removing volatile matter by reducing the pressure under heating and a method of removing volatile matter through an extruder designed for the purpose of removing volatile matter are desirable.
- the above-mentioned polymerization method and polymerization conditions for the styrene- (meth) acrylic resin (B) can be applied to the polymerization method for the styrene resin (C) that does not contain the rubber-like polymer particles (A).
- the styrene-based resin composition of the present embodiment contains a styrene-based resin (C).
- a styrene resin (C) for example, a rubber-modified styrene resin
- a styrene- (meth) acrylic resin (B) for example, a styrene resin (for example, a rubber-modified styrene resin) and a styrene- (meth) acrylic resin (B)
- dispersibility is improved, and excellent impact resistance and high rigidity are achieved. A synergistic effect that achieves both is exhibited.
- the styrene resin (C) in the present embodiment is a polymer having a styrene monomer unit and a vinyl monomer unit (1) copolymerizable with the styrene monomer unit.
- the monomer unit (1) is contained in an amount of 0 to 50% by mass with respect to the total amount (100% by mass) of the styrene resin (C).
- the vinyl-based monomer (1) is an acrylamide monomer unit, a methacrylicamide monomer unit, an N-maleimide monomer unit, an N-cyclohexylmaleimide monomer unit, and an N-phenylmaleimide monomer.
- the styrene resin (C) in the present embodiment is a vinyl-based monomer (1) that can be copolymerized with the styrene-based monomer as long as the effect of the present embodiment is not impaired, in addition to the styrene-based monomer unit. ) May have.
- the styrene-based resin (C) that can be used in the present embodiment includes a styrene-based monomer, a vinyl-based monomer (1) that can be copolymerized with the styrene-based monomer, and a rubber-like weight, if necessary. It is preferable that the resin is obtained by polymerizing one or more kinds selected from coalescence. However, the vinyl-based monomer (1) in the present embodiment excludes the (meth) acrylic-based monomer.
- the styrene-based resin (C) is preferably a polymer having a styrene-based monomer unit, and can be copolymerized with the styrene-based monomer unit and the styrene-based monomer unit. It is more preferable that the polymer has a vinyl-based monomer (1) other than the (meth) acrylic-based monomer and / or a monomer unit of a rubber-like polymer.
- styrene resin (C) examples include, for example, polystyrene, a rubber-modified styrene resin in which rubber-like polymer particles (A) are dispersed in a polystyrene matrix, and two or more types in a polystyrene matrix.
- examples thereof include a rubber-modified styrene-based resin in which the rubber-like polymer particles (A) of the above are dispersed, or a styrene-based polymer resin.
- these styrene-based resins (C) can be used alone or in combination of two or more.
- the styrene-based resin (C) in the present embodiment substantially does not contain a vinyl cyanide-based monomer such as an acrylonitrile monomer unit and a methacrylonitrile monomer.
- the content of the acrylonitrile monomer unit or the methacrylonitrile monomer with respect to 100% by mass of the styrene resin (C) is preferably 10% by mass or less, and preferably 5% by mass or less. It is more preferable, and it is more preferable that the content is 2% by mass or less.
- the styrene-based resin (C) contains an acrylonitrile monomer unit or a methacrylonitrile monomer, the moldability of the styrene-based resin composition tends to decrease.
- the upper limit of the content of the styrene-based resin (C) is 100% by mass of the total amount of the component (A), the component (B), the component (C) and the component (D).
- % Or less, 38% by mass or less, 35% by mass or less, 32% by mass or less, and 30% by mass or less are preferable.
- the lower limit of the content of the styrene resin (C) is 3% by mass or more and 5 by mass with respect to 100% by mass of the total amount of the components (A), (B), (C) and (D).
- Mass% or more 9% by mass or more, 11% by mass or more, 13% by mass or more, 14% by mass or more, 15% by mass or more, 16% by mass or more, 17% by mass or more, 18% by mass or more, 19% by mass or more, 20 It is preferably mass% or more, 21 mass% or more, 22 mass% or more, 23 mass% or more, and 24 mass% or more.
- the content of the styrene resin (C) is 100% by mass based on the total amount of the components (A), (B), (C) and (D). It is preferably 3% by mass or more and 80% by mass or less, more preferably 5 to 76% by mass, more preferably 7 to 72% by mass, and further preferably 11 to 69% by mass.
- the content is preferably 3% by mass or more, the dispersibility of the component (B) and the component (C) in the composition is good, and the impact resistance can be further improved. Further, by setting the content to mass% or less, the rigidity can be further improved.
- the content range of the styrene resin (C) is preferably 3% by mass or more and 40% by mass or less.
- the content range of the styrene resin (C) is preferably more than 40% by mass and 80% by mass or less.
- polystyrene is a homopolymer obtained by polymerizing a styrene-based monomer, and generally available ones can be appropriately selected and used.
- styrene-based monomers constituting polystyrene include ⁇ -methylstyrene, ⁇ -methyl-p-methylstyrene, ⁇ -methylstyrene, m-methylstyrene, p-methylstyrene, vinyltoluene, and ethyl.
- Examples include styrene, isobutylstyrene, and styrene derivatives such as t-butylstyrene or bromostyrene and inden. Styrene is particularly preferable from an industrial point of view. These styrene-based monomers can be used alone or in combination of two or more. Polystyrene does not exclude the inclusion of vinyl-based monomer units other than the above-mentioned styrene-based monomer units as long as the effects of the present embodiment are not impaired, but typically a styrene-based single amount. It consists of body units.
- the rubber-modified styrene-based resin is obtained by dispersing the particles of the rubber-like polymer particles (A) in the styrene-based resin as a matrix, and in the presence of the rubber-like polymer particles (A). It may be produced by polymerizing a styrene-based monomer.
- the same monomer as the above-mentioned styrene-based monomer can be used.
- the monomer styrene is particularly preferable.
- the rubber-like polymer particles (A) contained in the rubber-modified styrene-based resin of the present embodiment may contain, for example, a styrene-based monomer unit-containing resin obtained from the above-mentioned styrene-based monomer inside. It may be well (core-shell structure or salami-type structure) and / or one having a resin containing a styrene monomer unit grafted on the outside.
- Examples of the rubber-like polymer particles (A) contained in the rubber-modified styrene resin include polybutadiene (including a form containing polystyrene), polyisoprene, natural rubber, polychloroprene, a styrene-butadiene copolymer, and acrylonitrile.
- polybutadiene copolymer and the like can be used, but polybutadiene or styrene-butadiene copolymer is preferable.
- the polybutadiene both high cis polybutadiene having a high cis content and low cis polybutadiene having a low cis content can be used.
- both a random structure and a block structure can be used as the structure of the styrene-butadiene copolymer.
- These rubber-like polymer particles (A) can be used alone or in combination of two or more.
- saturated rubber obtained by hydrogenating butadiene rubber can also be used.
- rubber-modified styrene-based resins include HIPS (high impact polystyrene), ABS resin (acrylonitrile-butadiene-styrene copolymer), AAS resin (acrylonitrile-acrylic rubber-styrene copolymer), and AES resin (Acrylonitrile-acrylic rubber-styrene copolymer).
- the styrene-based resin (C) or the styrene-based resin composition of the present embodiment contains an acrylonitrile monomer unit, a methacrylonitrile monomer, or an ABS resin. It is preferable that the substance is substantially not contained.
- the content of the acrylonitrile monomer unit or the methacrylonitrile monomer is 10% by mass or less, preferably 5% by mass or less, and more preferably 2% by mass with respect to the total amount of the styrene resin composition. It is as follows.
- the rubber-modified styrene resin is a HIPS resin
- particularly preferable among these rubber-like polymer particles (a1) is high cis polybutadiene in which cis 1,4 bonds are 90 mol% or more.
- the vinyl 1 and 2 bonds are preferably composed of 6 mol% or less, and particularly preferably 3 mol% or less.
- the content of isomers having a cis 1,4, trans 1,4, or vinyl 1,2 structure as isomers related to the constituent unit of the high cis polybutadiene was measured using an infrared spectrophotometer and measured by the morero method. It can be calculated by processing the data.
- the high cis polybutadiene can be easily obtained by polymerizing 1,3 butadiene using a known production method, for example, a catalyst containing an organoaluminum compound and a cobalt or nickel compound.
- the reduced viscosity of the rubber-modified styrene-based resin (which is an index of the molecular weight of the rubber-modified styrene-based resin) is preferably in the range of 0.50 to 0.85 dL / g, more preferably 0.55 to 0.55 to 0.85 dL / g. It is in the range of 0.80 dL / g. If it is less than 0.50 dL / g, the impact strength may decrease, and if it exceeds 0.85 dL / g, the moldability may decrease due to the decrease in fluidity.
- the reduced viscosity of the rubber-modified styrene resin is a value measured in a toluene solution under the conditions of 30 ° C. and a concentration of 0.5 g / dL.
- the method for producing the rubber-modified styrene-based resin is not particularly limited, but is bulk polymerization (or solution polymerization) in which the styrene-based monomer (and solvent) is polymerized in the presence of the rubber-like polymer, or during the reaction. It can be produced by massive-suspension polymerization, which shifts to suspension polymerization, or emulsified graft polymerization, which polymerizes a styrene-based monomer in the presence of a rubber-like polymer latex.
- a mixed solution containing a rubber-like polymer, a styrene-based monomer, and an organic solvent, an organic peroxide, and / or a chain transfer agent as required is mixed in a complete mixed reactor or tank type. It can be produced by continuously supplying a reactor and a plurality of tank-type reactors to a polymerization apparatus configured by connecting them in series.
- the polymerization method and polymerization conditions of the rubber-modified styrene resin which is a preferable form of the styrene resin (C) described above, are the styrene- (meth) acrylic resin (B) containing the rubber-like polymer particles (A). ) Can be used for the polymerization method.
- the polymerized resin is a resin containing a styrene-based monomer unit as a main component and containing a vinyl-based monomer unit (1) other than the (meth) acrylic-based monomer.
- the polymerized resin in the present embodiment is a styrene-based single amount when the total content of the styrene-based monomer unit and the vinyl-based monomer unit (1) other than the (meth) acrylic monomer is 100% by mass.
- the content of the body unit is preferably 70% by mass or more and 100% by mass or less.
- the polymer resin in the present embodiment has a vinyl-based monomer unit (1) content of 0 when the total content of the styrene-based monomer unit and the vinyl-based monomer unit (1) is 100% by mass. It is by mass% or more and 30% by mass or less, preferably 1% by mass or more and 25% by mass or less, and more preferably 3% by mass or more and 20% by mass or less.
- the polymerized resin which is one form of the styrene resin (C) in the present embodiment, is produced by radical polymerization in most cases on an industrial scale, but in the present embodiment, the gelation reaction in the devolatilization step is performed.
- various alcohols can be added to the polymerization system to carry out the polymerization.
- the styrene monomer unit for example, styrene monomer unit
- the vinyl monomer unit (1) for example, vinyl alcohol simple
- the content of each meter unit, etc. can be determined from the integration ratio of the spectra measured by the proton nuclear magnetic resonance (1 H-NMR) measuring machine.
- the polymerized resin contains a styrene-based monomer unit and a vinyl-based monomer unit (1) other than the (meth) acrylic-based monomer, which is an optional component, without impairing the effects of the present embodiment. It does not preclude further inclusion in the range.
- the polymerized resin in the present embodiment is typically preferably composed of styrene-based monomer units.
- the above-mentioned styrene-based monomer unit can be used as the styrene-based monomer, and thus is omitted here.
- These styrene-based monomers can be used alone or in combination of two or more.
- the weight average molecular weight (Mw) of the styrene resin is preferably 10,000 to 350,000, more preferably 80,000 to 330,000. It is even more preferably 120,000 to 300,000, and even more preferably 140,000 to 240,000.
- the weight average molecular weight (Mw) is a value obtained in terms of standard policelene by using gel permeation chromatography.
- the polymerization method of the polymerized resin is not particularly limited, but for example, a massive polymerization method or a solution polymerization method can be preferably adopted as the radical polymerization method.
- the polymerization method mainly includes a polymerization step of polymerizing a polymerization raw material (monomer component) and a devolatilization step of removing volatile components such as unreacted monomer and polymerization solvent from the polymerization product.
- the styrene-based resin composition of the present embodiment contains polylactic acid (D).
- D polylactic acid
- the upper limit of the content of polylactic acid (D) is 100% by mass of the total amount of the component (A), the component (B), the component (C) and the component (D). 60% by mass or less, 56% by mass or less, 51% by mass or less, 50% by mass or less, 46% by mass or less, 42% by mass or less, 40% by mass or less, 38% by mass or less, 36% by mass or less, 34% by mass The following, or 33% by mass or less is preferable.
- the lower limit of the content of polylactic acid (D) is 0.1% by mass or more with respect to 100% by mass of the total amount of the components (A), (B), (C) and (D).
- 0.6% by mass or more 1% by mass or more, 1.6% by mass or more, 2% by mass or more, 2.4% by mass or more, 2.8% by mass or more, 3% by mass or more, 3.5% by mass or more, It is preferably 4% by mass or more, 4.2% by mass or more, 10% by mass or more, or 15% by mass or more.
- the polylactic acid (D) is 0.1 based on 100% by mass of the total mass of the styrene resin (C), the polylactic acid (D), and the styrene- (meth) acrylic resin (B). It is preferably to 60% by mass, more preferably 0.5 to 55% by mass, further preferably 1 to 50% by mass, and particularly preferably 15 to 33% by mass.
- the environmental load can be reduced by setting the content of polylactic acid (D) to 0.1% by mass or more.
- the content of polylactic acid (D) is 60 parts by mass or less, both impact resistance and high rigidity can be easily exhibited.
- the content range of polylactic acid (D) When reducing the environmental load or emphasizing oil resistance from the viewpoint of carbon neutrality, it is preferable to set the content range of polylactic acid (D) to 35% by mass or more and 50% by mass or less.
- the content range of polylactic acid (D) is preferably 0.1% by mass or more and less than 35% by mass.
- the polylactic acid (D) of the present embodiment is not particularly limited, but for example, starch obtained from corn, potatoes, etc. is saccharified, lactic acid is further obtained by lactic acid bacteria, and then lactic acid is cyclized to obtain lactide.
- Polylactic acid obtained by the method of ring-opening polymerization of this can be used.
- polylactic acid obtained by synthesizing lactide from petroleum and ring-opening polymerization thereof may be used, or polylactic acid resin obtained by obtaining lactic acid from petroleum and directly dehydrating and condensing it may be used.
- plant-derived raw materials are preferable from the viewpoint of reducing carbon dioxide emissions.
- the ratio of L-lactic acid and D-lactic acid constituting polylactic acid (D) can be used without particular limitation. Considering the moldability of the resin composition of the present embodiment, the ratio of L-lactic acid to D-lactic acid is preferably 100: 0 to 90:10, and more preferably the ratio of L-lactic acid to D-lactic acid. It is 100: 0 to 95: 5.
- the molecular weight or molecular weight distribution of polylactic acid (D) is not particularly limited, but the weight average molecular weight (Mw) is preferably 10,000 or more and 400,000 or less, and more preferably 40,000 or more and 300,000 or less. If the molecular weight is less than 10,000, the impact strength of the resin composition may decrease, and if it exceeds 400,000, the dispersibility of polylactic acid (D) in the resin composition decreases, and the mechanical strength, especially the fracture resistance, is reduced. The strength decreases.
- the melt mass flow rate of the polylactic acid (D) resin is preferably 1 to 30 g / 10 min, particularly preferably 3.8 to 26.3 g / 10 min.
- the melt mass flow rate of the polylactic acid (D) resin is a value measured at 210 ° C. and a load of 2.16 kg according to JIS K 7210-1.
- Preferred embodiments of the present disclosure are rubber-like polymer particles (A) 3 to 55% by mass, styrene- (meth) acrylic resin (B) 0.1 to 80% by mass, and styrene resin (C) 3 to.
- the rubber-like polymer particles (A) are selected from solid particles, surface-grafted particles, inclusion particles (including microphase-separated structure, core-shell structure and salami-type structure), and surface-grafted inclusion particles.
- the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the rubber-like polymer particles (A) is 2 ⁇ m or less, and the integrated value in the integrated distribution curve of the rubber-like polymer particles (A). It has a particle size distribution in which the difference between the 80% diameter (d 80% ) and the 20% diameter (d 20%) is 0.8 ⁇ m or more.
- the total rubber-like polymer particles (A) contained in the styrene-based resin composition are styrene-based resin compositions having a weight average diameter of 0.3 ⁇ m or more and 8 ⁇ m or less.
- the present disclosure is made as necessary at any stage before and after the recovery step in producing each of the above components (A) to (D), or at a stage of extrusion processing and molding processing of a styrene resin composition.
- Various additives such as ultraviolet absorbers, light stabilizers, antioxidants such as hindered phenols, phosphorus and sulfur, lubricants, plasticizers such as liquid paraffins, and antioxidants, as long as the purpose is not impaired.
- Flame retardants, various dyes and pigments, inorganic crystal nucleating agents (metal oxides such as titanium oxide and tin oxide), organic crystal nucleating agents, fluorescent whitening agents, light diffusing agents, and selective wavelength absorbers may be added.
- the content of the liquid paraffin is rubbery polymer particles (A), styrene- (meth) acrylic resin (B), styrene resin (C) and polylactic acid (D).
- A rubbery polymer particles
- B styrene- (meth) acrylic resin
- C styrene resin
- D polylactic acid
- the liquid paraffin is also called mineral oil and is an oligomer or polymer containing paraffinic hydrocarbons.
- the liquid paraffin contains paraffin-based oil, naphthenic oil, and paraffin wax, and is a mixture of paraffin hydrocarbon and alkylnaphthene hydrocarbon. Those having a specific density of 0.8494 or less at 15 ° C. and those having a specific gravity of more than 0.8494 at 15 ° C. are included.
- the naphthen content of the liquid paraffin is preferably 15% by mass or more and 55% by mass or less, and more preferably 20% by mass or more and 45% by mass or less with respect to 100% by mass of the liquid paraffin. It is more preferably 19% by mass or more and 35% by mass or less.
- the kinematic viscosity (40 ° C.) of the liquid paraffin can be appropriately set according to the purpose of use , but is preferably 3 to 500 mm 2 / s, and is preferably 5 to 400 mm 2 / s. Is more preferable, 6 to 300 mm 2 / s is further preferable, and 7 to 150 mm 2 / s is particularly preferable.
- the kinematic viscosity of the liquid paraffin is measured by a method according to JIS K2283. Specifically, an automatic viscosity measuring device (viscosity meter No. 2) with a measurement temperature of 40 ° C. and an Ubbelohde viscometer (viscometer No. 2) is used. VMC-252 type) (manufactured by Rigosha Co., Ltd.) is used.
- liquid paraffins are not particularly limited, but are Cristol (registered trademark) N352 and Plymol (registered trademark) N382 manufactured by ExxonMobil Co., Ltd .; PL-380 manufactured by Sonneborn Co., Ltd .; Idemitsu. Diana Process Oil (registered trademark) manufactured by Kosan Co., Ltd. PW-380, PW-150, PW-100, PW-90, Daphne Oil (registered trademark) CP68N, CP50S, PS350S, LP530-SP; manufactured by Sanko Chemical Industry Co., Ltd. Liquid paraffin 350-S; F380N manufactured by Formosa; PARACOS KF-550 manufactured by SEOJIN CHEMICAL, PARACOS KF-350; Edelex226 manufactured by Shell Chemicals Japan Co., Ltd. are suitable.
- the styrene resin composition in the present embodiment may further contain a metal oxide as an inorganic crystal nucleating agent.
- the content of the metal oxide (for example, titanium dioxide) is determined by the rubbery polymer particles (A), the styrene- (meth) acrylic resin (B), and the styrene resin (B). It is preferably 0.07% by mass or more and 5.5% by mass or less, and 0.65% by mass or more and 3.8% by mass or less, based on 100% by mass of the total mass of C) and polylactic acid (D). Is more preferable, and 1.2% by mass or more and 3% by mass or less is further preferable. As another aspect, it is preferably 1.1% by mass or more and 2.8% by mass or less. In still another aspect, it is still more preferably 0.2% by mass or more and 0.9% by mass or less.
- the various additives in the styrene-based resin composition are preferably 6.0% by mass or less, more preferably 3.5% by mass or less, based on 100% by mass of the styrene-based resin composition. , 0.9% by mass or less, and even more preferably 0.5% by mass or less.
- Another preferred embodiment of the present disclosure is rubber-like polymer particles (A) 3 to 55% by mass, styrene- (meth) acrylic resin (B) 0.1 to 80% by mass, and styrene resin (C).
- a styrene-based resin composition containing 3 to 80% by mass, 1 to 50% by mass of polylactic acid (D), and 0.07 to 5% by mass of liquid paraffin.
- the rubber-like polymer particles (A) are selected from solid particles, surface-grafted particles, inclusion particles (including microphase-separated structure, core-shell structure and salami-type structure), and surface-grafted inclusion particles.
- the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the rubber-like polymer particles (A) is 2 ⁇ m or less, and the integrated value in the integrated distribution curve of the rubber-like polymer particles (A). It has a particle size distribution in which the difference between the 80% diameter (d 80% ) and the 20% diameter (d 20%) is 0.8 ⁇ m or more.
- the total rubber-like polymer particles (A) contained in the styrene-based resin composition are styrene-based resin compositions having a weight average diameter of 0.3 ⁇ m or more and 8 ⁇ m or less.
- Another preferred embodiment of the present disclosure is a rubber-like polymer particle (A) 3 to 55% by mass, a styrene- (meth) acrylic resin (B) 0.1 to 80% by mass, and a styrene resin ( C) A styrene-based resin composition containing 3 to 80% by mass, polylactic acid (D) 1 to 50% by mass, and titanium dioxide 0.07 to 5.5% by mass.
- the rubber-like polymer particles (A) are selected from solid particles, surface-grafted particles, inclusion particles (including microphase-separated structure, core-shell structure and salami-type structure), and surface-grafted inclusion particles.
- the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the rubber-like polymer particles (A) is 2 ⁇ m or less, and the integrated value in the integrated distribution curve of the rubber-like polymer particles (A). It has a particle size distribution in which the difference between the 80% diameter (d 80% ) and the 20% diameter (d 20%) is 0.8 ⁇ m or more.
- the total rubber-like polymer particles (A) contained in the styrene-based resin composition are styrene-based resin compositions having a weight average diameter of 0.3 ⁇ m or more and 8 ⁇ m or less.
- Another preferred embodiment of the present disclosure is a styrene- (meth) having 10 to 35% by mass of the rubbery polymer particles (A) and styrene monomer units (b1) and (meth) acrylic acid ester monomer units.
- the vinyl-based monomer unit (1) is contained in an amount of 0 to 5% by mass based on the total amount of the styrene-based resin (C), and the (meth) acrylic acid is contained based on the total amount of the styrene-based resin composition. Containing 0.1 to 8.0% by mass of ester monomer unit,
- the vinyl-based monomer unit (1) is an acrylamide monomer unit, a methacrylicamide monomer unit, an N-maleimide monomer unit, an N-cyclohexylmaleimide monomer unit, or an N-phenylmaleimide monomer unit.
- the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the rubber-like polymer particles (A) is 2 ⁇ m or less, and the integrated value in the integrated distribution curve of the rubber-like polymer particles (A). It has a particle size distribution in which the difference between the 80% diameter (d 80% ) and the 20% diameter (d 20%) is 0.8 ⁇ m or more and 2.0 ⁇ m.
- the total rubber-like polymer particles (A) contained in the styrene-based resin composition are styrene-based resin compositions having a weight average diameter of 0.73 ⁇ m or more and 8 ⁇ m or less. Further, the styrene resin (C) in the styrene resin composition is contained as a balance in a maximum of 74% by mass of the entire styrene resin composition.
- the (meth) acrylic acid ester monomer unit is butyl acrylate, it has better impact resistance, high rigidity and moldability, and maintains heat resistance. At the same time, cracking during molding can be suppressed.
- the DuPont impact strength of the styrene resin composition of the present embodiment is preferably 2 kg ⁇ cm or more, more preferably 3 kg ⁇ cm or more. If it is less than 2 kg ⁇ cm, there is a risk of damage during use.
- the DuPont impact strength is a value measured in accordance with ISO 179.
- the styrene-based resin composition of the present embodiment preferably has a melt mass flow rate of 0.6 g / 10 min or more.
- the melt mass flow rate of 0.6 g / 10 min can be achieved by adjusting the melt mass flow rate of each component (A) to (C) and the mixing ratio of these resins.
- the melt mass flow rate is a value measured at a temperature of 200 ° C. and 5.00 kg in accordance with ISO 1133.
- the styrene resin composition in the present embodiment is preferably used for injection blow molding, sheet body (including film), injection molding, or extrusion molding.
- the method for producing the styrene-based resin composition is to blend and melt the rubber-like polymer particles (A), the styrene-acrylic resin (B), the styrene-based resin (C), and the polylactic acid (D).
- the method of kneading and granulating is not particularly limited, and a method commonly used in the production of a resin composition can be used.
- a styrene-based resin (C) or a styrene-acrylic resin (B) containing the rubber-like polymer particles (A) may be used as a raw material.
- each of the above components mixed (mixed) with a drum tumbler, a Henschel mixer, etc. is melted and kneaded using a Banbury mixer, a single-screw extruder, a twin-screw extruder, a kneader, etc., and granulated with a rotary cutter, a fan cutter, etc.
- the resin composition can be obtained by the above.
- the resin temperature in melting and kneading is preferably 180 to 240 ° C. In order to reach the target resin temperature, it is preferable to set the cylinder temperature of the extruder or the like to a temperature 10 to 20 ° C. lower than the resin temperature. If the resin temperature is less than 180 ° C., the mixing becomes insufficient, which is not preferable. On the other hand, if the resin temperature exceeds 240 ° C., thermal decomposition of polylactic acid (D) occurs, which is not preferable.
- rubber-like polymer particles (x1) having a weight average diameter of 0.05 ⁇ m or more and less than 0.5 ⁇ m
- rubber-like polymer particles (x2) having a weight average diameter of 0.5 ⁇ m or more and less than 1 ⁇ m
- a weight average diameter of 1 ⁇ m or more At least two types of rubber-like polymer particles (A) selected from the group consisting of rubber-like polymer particles (x3) having a weight average diameter of less than 2.5 ⁇ m and rubber-like polymer particles (x4) having a weight average diameter of 2.5 ⁇ m or more and 10 ⁇ m or less.
- the styrene resin composition may be prepared by mixing with the resin (B)) (including compounding, melting, kneading, and granulation).
- the rubber-like polymer particles (x1) having a weight average diameter of 0.05 ⁇ m or more and less than 0.5 ⁇ m, the rubber-like polymer particles (x2) having a weight average diameter of 0.5 ⁇ m or more and less than 1 ⁇ m, and the weight average diameter At least two types of rubber-like polymer particles selected from the group consisting of rubber-like polymer particles (x3) having a weight average diameter of 2.5 ⁇ m or more and less than 2.5 ⁇ m and rubber-like polymer particles (x4) having a weight average diameter of 2.5 ⁇ m or more and 10 ⁇ m or less.
- the molded product of the present embodiment can be obtained by molding the above-mentioned styrene resin composition.
- the molded product is not particularly limited as long as it is obtained by molding the above resin composition, and the molded product of the present embodiment is not particularly limited, but is an injection molded product, an extrusion molded product, or a sheet. It is preferably a body (including a film).
- An example of the injection-molded article of the present embodiment is a container, which may be manufactured (molded) directly from the resin composition, or by further molding a sheet obtained by molding the resin composition. It may be manufactured. Further, the sheet of the present embodiment can be used for manufacturing (molding) not only a container but also another molded body.
- the sheet of this embodiment is a non-foamed or foamed sheet. Further, the sheet of the present embodiment may be used in a multi-layered manner with a styrene resin such as a polystyrene resin, or in addition to or in place of a layer of the styrene resin or the like, a resin other than the styrene resin. It may be used in multiple layers. Examples of the resin other than the styrene resin include PP resin, PP / PS resin, PET resin, nylon resin and the like.
- the container of the present embodiment is preferably a container obtained by injection blow molding using the above resin composition, or a container obtained by molding the above sheet.
- the container obtained by injection blow molding according to the present embodiment is not particularly limited, and examples thereof include a container for storing or accommodating a beverage such as a lactic acid bacteria beverage or a food such as fermented milk.
- a cylindrical vertical type having a flange surface at the opening and having the opening at the upper side can be obtained.
- the container can have a height of 50 to 120 mm, a diameter of 30 to 60 mm, and a thickness of 0.2 to 0.8 mm.
- the container obtained by molding the above-mentioned sheet of the present embodiment is not particularly limited, and examples thereof include a container for containing a lunch box lid or a side dish, which is molded from a sheet or a multilayer body containing the sheet. ..
- the production method for obtaining a molded product from the resin composition is not particularly limited, and can be produced by a known molding method, for example, extrusion molding or injection molding.
- the extrusion molding process includes, for example, extrusion molding, calender molding, hollow molding, extrusion foam molding, deformed extrusion molding, laminate molding, inflation molding, T-die film molding, sheet molding, vacuum molding, pressure molding, and direct molding. Blow molding and the like can be mentioned.
- examples of the injection molding process include injection molding, RIM molding, injection foam molding, injection blow molding, injection stretch blow molding and the like.
- the method for manufacturing the sheet among the molded products is not particularly limited, but for example, the sheet is extruded by a short-screw or twin-screw extruder equipped with a T-die, and the sheet is extruded by a uniaxial or biaxial stretching machine.
- the method of picking up the product can be mentioned.
- the method for manufacturing a container obtained by molding from a sheet is not particularly limited, and examples thereof include vacuum forming.
- the method for producing the container obtained by injection blow molding is not particularly limited, and the container can be molded by a known method.
- an intermediate for example, a bottomed parison
- the intermediate is softened into a core (injection molding male mold).
- a hollow molded body (for example, a container) can be molded by moving the molded product into the blow molding mold while still attached to the mold, and then inflating the inner wall surface of the blow molding mold by sending pressure air from the core.
- the mold temperature is preferably 35 to 75 ° C., more preferably 40 to 60 ° C., and even more preferably 45 to 55 ° C.
- the temperature of the styrene-based composition is preferably 200 to 240 ° C, more preferably 210 to 230 ° C.
- the ratio of the volume of the container to the volume of the intermediate is preferably 1.5 to 7 times, more preferably 2 to 5 times.
- ⁇ Resin characteristic analysis> (1) Containing each monomer unit of the styrene-based monomer of the styrene-acrylic resin (B) and the styrene-based resin (C), the (meth) acrylic acid monomer, and the (meth) acrylic acid ester. Calculation of quantity (mass%) (NMR measurement) The resin composition was quantified from the integral ratio of the spectrum measured by the proton nuclear magnetic resonance ( 1 H-NMR) measuring machine. Sample preparation: 30 mg of resin pellets were dissolved in 0.75 ml of d6-DMSO by heating at 60 ° C. for 6 hours.
- Measuring equipment JEOL JNM ECA-500 Measurement conditions: Measurement temperature 25 ° C, observation nucleus 1H, number of integrations 64 times, repetition time 11 seconds (attribution of NMR spectrum)
- the attribution of the spectrum measured in DMSO heavy solvent is as follows: peak of 0.5 to 1.5 ppm is hydrogen of ⁇ -methyl group of methacrylic acid, methyl methacrylate and 6-membered cyclic acid anhydride, 1.6 to 2.
- the 1 ppm peak is hydrogen of the methylene group of the polymer main chain
- the 3.5 ppm peak is hydrogen of the carboxylic acid ester of methyl methacrylate (-COOCH 3 )
- the peak of 12.4 ppm is the hydrogen of the carboxylic acid of methacrylate.
- the peak of 6.5 to 7.5 ppm is hydrogen in the aromatic ring of styrene. Since the resin of the present embodiment contains a small amount of 6-membered cyclic anhydride, it is usually difficult to quantify it by this measurement method.
- the method for evaluating the occurrence of stringing in this embodiment evaluates whether or not stringing can be visually confirmed from the gate portion to the sprue portion connected to the plate when molding a plate having a thickness of 2 mm with an injection molding machine.
- the injection molding machine used was EC60N manufactured by Toshiba Machine Co., Ltd.
- the experiment was conducted at a cylinder temperature of 220 ° C. and a mold temperature of 50 ° C.
- the evaluation was performed based on the number of stringing generated when a total of 100 times were formed.
- the evaluation criteria are as follows. ⁇ : No stringing occurs. ⁇ : 1 to 10 are generated. ⁇ : 11 to 20 pieces were generated. X: 21 or more are generated.
- Moldability test (poor releasability)
- a cylindrical rigid container was molded by an injection blow molding machine
- evaluation was performed based on whether or not the parison formed by injection molding was separated from the mold.
- As the injection blow molding machine SG125NP manufactured by Sumitomo Heavy Industries, Ltd. was used. The experiment was conducted at a cylinder and hot runner temperature of 220 ° C. and a mold temperature of 50 ° C. When it was confirmed that the parison after molding was stuck to the mold and could not be completely removed, it was counted as one, and the number of mold release defects generated when molding 100 times in total was evaluated.
- the evaluation criteria are as follows. ⁇ : No mold release failure occurred. ⁇ : 1 to 10 are generated. ⁇ : 11 to 20 pieces were generated. X: 21 or more are generated.
- Weight average diameter ⁇ niDri 4 / ⁇ niDri 3 (N1)
- ni is the number of rubber-like polymer particles (A) having a particle size of Dri
- the particle size Dri is a particle calculated as a circle-equivalent diameter from the area of the particles in the bright-field image.
- the area average particle diameter was calculated from (diameter), and used as the weight average diameter of the rubber-like polymer particles (A).
- ImageJ image analysis software
- the acquired image is binarized by Otsu's method (Otsu met), and the white portion other than the rubber-like polymer particles (A) (matrix resin portion (for example, styrene- (meth) acrylic resin (B) or styrene-based). Corresponding to resin (C))) was filled.
- the rubber-like polymer particles (A) in adjacent contact with each other were divided by Watershed treatment, and the area of the rubber-like polymer particles (A) was calculated and then converted into a circle-equivalent diameter. From the obtained numerical group of equivalent circle diameters, a number-based histogram and an average value were derived.
- the devices used are as follows.
- FIG. 1 A transmission electron microscope image of the styrene resin composition of Example 7 is shown in FIG. 1 as an example.
- FIG. 2 shows a bright-field image obtained by dyeing the styrene resin composition of Example 7 with osmium tetroxide and then binarizing it by the method of Otsu.
- the black-stained particles in the income bright-field image are the rubber-like polymer particles (A).
- FIG. 4A shows a number-based histogram calculated from the bright field image of the styrene resin composition of Example 7. Then, a graph in which the frequency (%) on the vertical axis of FIG. 4 (a) is integrated is shown in FIG. 4 (b).
- the weight average diameter was calculated by the same method as the weight average diameter of (A).
- an ultrathin section having a thickness of 100 nm is prepared and contained in the above styrene resin composition.
- the weight average diameter was calculated in the same manner as the weight average diameter of the rubber-like polymer particles (A).
- each maximum value is counted as the number of peaks (that is, two peaks), and when the minimum value does not exist, it is regarded as one peak. Then, by repeating this method, it was evaluated whether or not the number of total maximum values (peaks) in the histogram of the particle size distribution was 2 or more, that is, the presence or absence of multimodality.
- the evaluation criteria for multimodality are as follows. ⁇ : Two or more peaks (there are two or more maximum values). X: Single peak (there is one maximum value). -: The maximum value (peak value) derived from the rubber-like polymer particles (A) is not confirmed.
- each mountain is regarded as a peak value, and when the distance (diameter equivalent to a circle) between the maximum values (peak values) is less than 0.1 ⁇ m, a condition is set to consider it as one mountain. You may.
- melt mass flow rate (g / 10 min) of the produced styrene resin composition was measured under a load condition of 200 ° C. and 5.00 kg in accordance with ISO1133.
- Styrene-based resin (C-1) (The styrene-based resin (C-1) contains sixth rubber-like polymer particles (x3).): (Raw material (9))
- the styrene resin (C-1) was synthesized by the following method. 81.7% by mass of styrene as a styrene-based monomer, 8.6% by mass of polybutadiene rubber-1 (BR13HB manufactured by Ube Kosan Co., Ltd.) as a rubber-like polymer, and 9.5% by mass of ethylbenzene as a solvent in a raw material container with a stirrer.
- reaction solution was sent to a 6.2-liter laminar-flow reactor-2 (second reactor) equipped with a stirrer connected in series with the laminar-flow reactor-1 and having temperature control in three zones. It was.
- the rotation speed of the stirrer was 15 rpm, and the temperature was set to 136 ° C./138 ° C./140 ° C.
- reaction solution was sent to a 6.2 liter laminar flow reactor-3 (third reactor) equipped with a stirrer and whose temperature could be controlled in three zones.
- the rotation speed of the stirrer was 10 rpm, and the temperature was set to 147 ° C./156 ° C./159 ° C.
- the polymer solution continuously discharged from the polymerization reactor (stratified reactor-3) is pelletized after volatilization under a reduced pressure of 10 torr with an extruder with a vacuum vent, and pelletized styrene resin (C). -1) (Rubber-like polymer particles (x)) were synthesized.
- the temperature of the extruder was set to 240 ° C.
- the MFR of the obtained styrene resin (C-1) was 1.3 g / 10 min.
- the weight average molecular weight Mw of the styrene resin (C-1) matrix resin was 160,000.
- -Styrene-based resin (The styrene-based resin (C-2) contains the 7th rubber-like polymer particles (x3).): (Raw material (10))
- the styrene-based resin (C-2) was synthesized by the same method as the above-mentioned styrene-based resin (C-1) except that the composition ratio and some conditions shown in Table 1 below were changed. The raw material ratio and polymerization conditions are shown in Table 1 below.
- the MFR of the obtained styrene resin (C-2) was 3.0 g / 10 min.
- the weight average molecular weight Mw of the styrene resin (C-2) matrix resin was 140,000.
- Styrene-based resin (C-3) (The styrene-based resin (C-3) contains eighth rubber-like polymer particles (x4).): (Raw material (11))
- the styrene-based resin (C-3) was synthesized by the same method as the above-mentioned styrene-based resin (C-1) except that the composition ratio and some conditions shown in Table 1 below were changed. The raw material ratio and polymerization conditions are shown in Table 1 below.
- the MFR of the obtained styrene resin (C-3) was 2.3 g / 10 min.
- the weight average molecular weight Mw of the styrene resin (C-2) matrix resin was 135,000.
- -Styrene-based resin (The styrene-based resin (C-4) does not contain rubber-like polymer particles (A).): (Raw material (12)) The styrene-based resin (C-4) was synthesized by the same method as the above-mentioned styrene-based resin (C-1) except that the composition ratio and some conditions shown in Table 1 below were changed. The raw material ratio and polymerization conditions are shown in Table 1 below. The MFR of the obtained styrene resin (C-4) was 7.0 g / 10 min. The weight average molecular weight Mw of the styrene resin (C-4) was 180,000.
- styrene- (meth) acrylic resin (B-1) (Styrene- (meth) acrylic resin (B-1) contains third rubber-like polymer particles (x2).): (Raw material (3) )))
- the styrene- (meth) acrylic resin (B-1) was synthesized by the following method. In a raw material container with a stirrer, 40.6% by mass of styrene as a styrene-based monomer, 8.3% by mass of n-butyl acrylate, 30.1% by mass of methyl methacrylate, and a styrene-butadiene block co-weight as a rubber-like polymer.
- reaction solution was sent to a 6.2 liter laminar reactor-2 equipped with a stirrer connected in series with the laminar reactor-1 and having temperature control in 3 zones.
- the rotation speed of the stirrer was 15 rpm, and the temperature was set to 125 ° C./131 ° C./134 ° C.
- reaction solution was sent to a 6.2 liter laminar flow reactor-3 equipped with a stirrer and having temperature control in 3 zones.
- the rotation speed of the stirrer was 10 rpm, and the temperature was set to 140 ° C./145 ° C./150 ° C.
- the polymer solution continuously discharged from the polymerization reactor (laminar flow reactor-3) is pelletized after volatilization under a reduced pressure of 10 torr with an extruder with a vacuum vent, and pelletized styrene- (meth).
- An acrylic resin (B-1) was obtained.
- the temperature of the extruder was set to 230 ° C.
- the weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-1) was 210,000, and the MFR was 2.8 g / 10 min.
- styrene- (meth) acrylic resin (B-2) (Styrene- (meth) acrylic resin (B-2) contains fourth rubber-like polymer particles (x1).): (Raw material (4) )))
- the styrene- (meth) acrylic resin (B-2) was synthesized by using the methods described in paragraphs [0022] to [0023] of JP-A-2001-40193.
- the weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-2) is 30,000 or more and 500,000 or less, and the MFR is 0.3 to 10 g / 10 min.
- This raw material solution is supplied to a polymerization apparatus in which three laminar flow reactors (capacity: 1.5 liters) with a stirrer are connected in series at a rate of 0.6 liter / hr, and the reaction temperature of the first stage reactor is 110. Polymerization was carried out at ⁇ 120 ° C., a reaction temperature of the second stage reactor of 120 ° C. to 130 ° C., and a reaction temperature of the third stage reactor of 130 ° C. to 150 ° C. The obtained polymerization solution is continuously supplied to a devolatilization extruder with a two-stage vent, and the temperature of the extruder is 200 to 240 ° C.
- the body and solvent were recovered to obtain a styrene- (meth) acrylic resin (B-3).
- the weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-3) was 250,000, and the MFR was 6.5 g / 10 min.
- -Styrene- (meth) acrylic resin (B-4) (Styrene- (meth) acrylic resin (B-4) does not contain rubber-like polymer particles (A).): (Raw material (6)) Styrene- (meth) acrylic resin (B-4) in the same manner as styrene resin (C-1) except that methyl methacrylate was used instead of styrene and rubbery polymer as the styrene monomer. ) was synthesized. The weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-4) was 150,000, and the MFR was 0.7 g / 10 min.
- styrene- (meth) acrylic resin (B-5) (Styrene- (meth) acrylic resin (B-5) does not contain rubber-like polymer particles (A).): (Raw material (7))
- the styrene- (meth) acrylic resin (B-5) was synthesized as follows. A solution obtained by dissolving 1.5 parts by mass of polypeptide peroxide in 300 parts by mass of a 1.0% polyvinyl alcohol aqueous solution and 10 parts by mass of methyl methacrylate in advance in a glass reactor equipped with a thermometer, a stirrer, and a condenser. And prepared. After replacing the air in the reactor with nitrogen gas, the mixture was heated to 65 ° C. with stirring to initiate polymerization.
- styrene- (meth) acrylic resin (B-6) (Styrene- (meth) acrylic resin (B-6) does not contain rubber-like polymer particles (A).): (Raw material (8))
- the styrene- (meth) acrylic resin (B-6) was synthesized as follows. A solution obtained by dissolving 1.5 parts by mass of polypeptide peroxide in 300 parts by mass of a 1.0% polyvinyl alcohol aqueous solution and 30 parts by mass of methyl methacrylate in advance in a glass reactor equipped with a thermometer, a stirrer and a condenser. And prepared. After replacing the air in the reactor with nitrogen gas, the mixture was heated to 65 ° C. with stirring to initiate polymerization.
- ABS resin contains rubber-like polymer particles (x2))
- Stylac 120 ABS resin, manufactured by Asahi Kasei Corporation
- MVR is 18cm 3 / 10min (density 1.05g / cm 3).
- styrene- (meth) acrylic resin (B-7) contains ninth rubber-like polymer particles (x2).): (Raw material (17) ))
- the styrene- (meth) acrylic resin (B-7) was synthesized by the following method. In a raw material container with a stirrer, 40.6% by mass of styrene as a styrene-based monomer, 8.3% by mass of n-butyl acrylate, 30.1% by mass of methyl methacrylate, and a styrene-butadiene block co-weight as a rubber-like polymer.
- the rotation speed of the stirrer was 150 rpm.
- the reaction rate at the outlet of the reactor was 40%.
- the reaction solution was sent to a 6.2 liter laminar reactor-2 equipped with a stirrer connected in series with the laminar reactor-1 and having temperature control in 3 zones.
- the rotation speed of the stirrer was 15 rpm, and the temperature was set to 125 ° C./131 ° C./134 ° C.
- the reaction solution was sent to a 6.2 liter laminar flow reactor-3 equipped with a stirrer and having temperature control in 3 zones.
- the rotation speed of the stirrer was 10 rpm, and the temperature was set to 140 ° C./145 ° C./150 ° C.
- the polymer solution continuously discharged from the polymerization reactor (laminar flow reactor-3) is pelletized after volatilization under a reduced pressure of 10 torr with an extruder with a vacuum vent, and pelletized styrene- (meth).
- An acrylic resin (B-7) was obtained.
- the temperature of the extruder was set to 230 ° C.
- the weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-7) was 210,000, and the MFR was 2.8 g / 10 min.
- -Styrene- (meth) acrylic resin (B-8) (Styrene- (meth) acrylic resin (B-8) contains tenth rubber-like polymer particles (x2).): (Raw material (18) )))
- the styrene- (meth) acrylic resin (B-8) was synthesized by the following method. The same as the method for synthesizing the styrene- (meth) acrylic resin (B-7), except that the amount of styrene added was 42.6% by mass and the amount of methyl methacrylate added was 26.1% by mass. Styrene- (meth) acrylic resin (B-8) was synthesized in.
- the weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-8) was 210,000, and the MFR was 1.3 g / 10 min.
- the above-mentioned styrene- A styrene- (meth) acrylic resin (B-9) was synthesized in the same manner as in the method for synthesizing the (meth) acrylic resin (B-7).
- the weight average molecular weight Mw of the obtained styrene- (meth) acrylic resin (B-9) was 210,000, and the MFR was 7.2 g / 10 min.
- Rubber-like polymer particles (A) The following rubber-like polymer particles (A-1) to (A-11) were used as the rubber-like polymer particles (A).
- the first rubber-like polymer particles (x1) (trade name “Toughprene 126S” (manufactured by Asahi Kasei Corporation) were used. According to the measurement method in the column of "Measurement of curve and weight average diameter", the weight average diameter of the first rubber-like polymer particles (x1) was 0.2 ⁇ m.
- the rubber-like polymer particles (A-1). Has a microphase separated structure.
- -Rubber-like polymer particles (A-2) (raw material (2))
- the second rubber-like polymer particles (x1) (trade name "Tuftec H1043” (manufactured by Asahi Kasei Corporation)) were used.
- the weight average diameter of the second rubbery polymer particles (x1) was 0.25 ⁇ m. ..
- the rubber-like polymer particles (A-2) have a microphase-separated structure.
- -Rubber-like polymer particles (A-4) As the rubber-like polymer particles (A-4), the fourth rubber-like polymer particles (x1) contained in the styrene- (meth) acrylic resin (B-2) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integration distribution curve and weight average diameter", the weight average diameter of the fourth rubbery polymer particles (x1) was 0.3 ⁇ m. ..
- -Rubber-like polymer particles (A-5) As the rubber-like polymer particles (A-5), the fifth rubber-like polymer particles (x2) contained in the styrene- (meth) acrylic resin (B-3) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integration distribution curve and weight average diameter", the weight average diameter of the fifth rubber-like polymer particle (x2) was 0.9 ⁇ m. ..
- -Rubber-like polymer particles (A-6) As the rubber-like polymer particles (A-6), the sixth rubber-like polymer particles (x3) contained in the styrene-based resin (C-1) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integral distribution curve and weight average diameter", the weight average diameter of the sixth rubbery polymer particles (x3) was 1.25 ⁇ m. ..
- -Rubber-like polymer particles (A-7) As the rubber-like polymer particles (A-7), the seventh rubber-like polymer particles (x3) contained in the styrene-based resin (C-2) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integral distribution curve and weight average diameter", the weight average diameter of the seventh rubber-like polymer particle (x3) was 1.7 ⁇ m. ..
- -Rubber-like polymer particles (A-8) As the rubber-like polymer particles (A-8), the eighth rubber-like polymer particles (x4) contained in the styrene-based resin (C-3) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integral distribution curve and weight average diameter", the weight average diameter of the eighth rubber-like polymer particles (x4) was 3.6 ⁇ m. ..
- -Rubber-like polymer particles (A-9) As the rubber-like polymer particles (A-9), the ninth rubber-like polymer particles (x2) contained in the styrene- (meth) acrylic resin (B-7) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integration distribution curve and weight average diameter", the weight average diameter of the ninth rubber-like polymer particles (x2) was 0.6 ⁇ m. ..
- -Rubber-like polymer particles (A-10) As the rubber-like polymer particles (A-10), the tenth rubber-like polymer particles (x2) contained in the styrene- (meth) acrylic resin (B-8) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integration distribution curve and weight average diameter", the weight average diameter of the tenth rubber-like polymer particles (x2) was 0.6 ⁇ m. ..
- -Rubber-like polymer particles (A-11) As the rubber-like polymer particles (A-11), the eleventh rubber-like polymer particles (x2) contained in the styrene- (meth) acrylic resin (B-9) were used. According to the measurement method in the column of "(8) Measurement of particle size distribution, integration distribution curve and weight average diameter", the weight average diameter of the eleventh rubber-like polymer particles (x2) was 0.6 ⁇ m. ..
- (X1), (x2), (x3) and (x4) in this column of "(4) Rubbery polymer particles (A)" correspond to the range of weight average diameter.
- (X1) has a range of weight average diameter of 0.05 ⁇ m or more and less than 0.5 ⁇ m
- (x2) has a range of weight average diameter of 0.5 ⁇ m or more and less than 1 ⁇ m
- (x3) has a weight average diameter of 0.5 ⁇ m or more. It has a range of 1 ⁇ m or more and less than 2.5 ⁇ m
- (x4) indicates that it has a range of a weight average diameter of 2.5 ⁇ m or more and 10 ⁇ m or less.
- first to eighth ordinal numbers indicate the types of compositions, and different ordinal numbers mean that they have different material compositions. Therefore, the first rubber-like polymer particles (x1) have a material composition different from that of the second rubber-like polymer particles to the eighth rubber-like polymer particles, and the weight average diameter thereof is 0.05 ⁇ m or more. It means that it is within the range of less than 0.5 ⁇ m.
- Additives Titanium oxide (trade name "CR60” manufactured by Ishihara Sangyo Co., Ltd. (average particle size 0.21 ⁇ m (catalog display value)) was used as the additive (1).
- liquid paraffin (trade name “Daphne Oil CP68N” manufactured by Idemitsu Kosan, kinematic viscosity (40 ° C.) 69.09 mm 2 / s (catalog display value)) was used.
- the amount of naphthenic acid in the liquid paraffin used is 15 to 55% by mass with respect to the total liquid paraffin.
- Raw materials (1) to (15) were prepared according to the column of "Raw materials used in Examples / Comparative Examples” and Table 2 above, and then weighed as shown in Tables 3 to 6. Weighed raw materials (1) to (15) and ABS resin of raw material (16) are mixed with a drum tumbler, and a cylinder set temperature 220 ° C. and screw rotation speed 200 rpm are used in a twin-screw extruder (TEM-26SS manufactured by Toshiba Machine Co., Ltd.). It was melt-kneaded and extracted as a molten strand. The molten strands were water-cooled and the strands were cut with a rotary cutter to obtain pellet-shaped resin compositions of Comparative Examples 1 to 7.
- Sheet manufacturing method The obtained pellet-shaped styrene resin composition or resin composition was supplied to a sheet extruder manufactured by Soken Co., Ltd. with a screw diameter of 30 mm.
- the temperature of the resin melting zone is set to 180 to 220 ° C., and after melt extrusion from a T die (coat hanger die) with a discharge rate of 10 kg / h, it is crimped to a cast roll or touch roll set at 80 ° C. A sheet having a thickness of 0.3 mm was obtained.
- the obtained pellet-shaped styrene resin composition or resin composition was supplied to an injection blow molding machine SG125NP manufactured by Sumitomo Heavy Industries, Ltd.
- the temperature of the resin melting zone and the hot runner is set to 180 to 220 ° C., and after injection into the injection mold set to 50 ° C., the temperature is moved into the blow mold and blown at a pressure of 0.5 MPa. , A cylindrical container was obtained.
- Examples 1 to 42 and Comparative Examples 1 to 7 Using the prepared styrene resin compositions of Examples 1 to 42 and the resin compositions of Comparative Examples 1 to 7, in the above-mentioned "(8) Measurement of particle size distribution, integral distribution curve and weight average diameter" column. The particle size distribution and the integral distribution curve were calculated by the described method. The results are shown in Tables 3 to 5 and Table 6 below.
- Examples 43-45 When evaluating the compression of the mouth of the manufactured container, it was confirmed that the mouth of some containers had cracks, so the number of cracks at the time of impact of the container mouth was examined. As a result, it was confirmed that, among the above Examples 1 to 40, the number of cracks at the time of impact of the mouth of the container formed with the styrene resin composition of Example 28 was particularly small as compared with the other examples. Therefore, when the content of the raw material (3) (styrene- (meth) acrylic resin (B-3)), which is a feature of Example 28, was examined, the styrene- (meth) acrylic resin (B-3) was examined.
- the styrene resins of Examples 43 to 45 are according to the column of "raw materials used in Examples / Comparative Examples” and Table 2 above.
- the particle size distribution and the integral distribution curve are calculated by the method described in the above-mentioned "(8) Measurement of particle size distribution, integral distribution curve and weight average diameter” column. did.
- a sheet and a cylindrical container were prepared according to the method for producing a sheet, the method for producing a container, and the method for producing a 2 mm plate.
- the quantification of the butyl acrylate monomer unit adopted in Table 7 above was calculated using the following method.
- "Quantitative method of butyl acrylate monomer unit” A butyl acrylate monomer in a composition prepared in Examples and Comparative Examples from thermal decomposition GC / MS measurement using styrene- (meth) acrylic resin (B-3) as an internal standard as a sample with a known concentration.
- the unit component was quantified.
- the procedure is as follows. ⁇ Preparation of standard solution for calibration curve, analysis of sample with known concentration (procedure 1)> As shown in the flowchart shown in FIG.
- 3B shows the equivalent circle diameter on the horizontal axis and the equivalent circle of the rubber-like polymer particles contained in the HIPS resin of the reference example when the integrated value of the frequency (%) is displayed on the vertical axis. It is an integral distribution curve which integrated the diameter. From FIG. 3A, it can be confirmed that the HIPS resin of the reference example has a maximum value in the range of 0.5 to 0.9 ⁇ m in the equivalent circle diameter.
- the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the HIPS resin of the reference example was 0.62 ⁇ m, and the 80% diameter (d 80% ) of the integrated value was 0.98 ⁇ m. .. Therefore, the difference between the 80% diameter (d 80% ) and the 20% diameter (d 20% ) of the integrated value in the integrated distribution curve of the HIPS resin alone in the reference example was 0.36 ⁇ m or more.
- the styrene-based resin composition and the molded product containing the styrene-based resin composition in the present embodiment are computer parts such as desktop personal computers and notebook personal computers, mobile phone parts, electric / electronic devices, personal digital assistants, home electric appliances parts, automobile parts, and industry. It can be suitably used for materials, sheets such as building materials, films, foams and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021567747A JP7146120B2 (ja) | 2019-12-26 | 2020-12-25 | スチレン系樹脂組成物及びそれを用いた成形体、シート体、射出成形体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019237227 | 2019-12-26 | ||
| JP2019-237227 | 2019-12-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132692A1 true WO2021132692A1 (ja) | 2021-07-01 |
Family
ID=76575277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/049033 Ceased WO2021132692A1 (ja) | 2019-12-26 | 2020-12-25 | スチレン系樹脂組成物及びそれを用いた成形体、シート体、射出成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7146120B2 (https=) |
| WO (1) | WO2021132692A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022114221A1 (ja) * | 2020-11-30 | 2022-06-02 | Psジャパン株式会社 | スチレン系樹脂組成物及びその成形体 |
| JP2023025620A (ja) * | 2021-08-10 | 2023-02-22 | Psジャパン株式会社 | スチレン系樹脂組成物及びその成形品 |
| JP2024025568A (ja) * | 2022-08-12 | 2024-02-26 | Psジャパン株式会社 | スチレン系樹脂組成物、及び成形品 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011207967A (ja) * | 2010-03-29 | 2011-10-20 | Nippon Steel Chem Co Ltd | 難燃性ポリ乳酸樹脂組成物 |
| JP2013053284A (ja) * | 2011-09-06 | 2013-03-21 | Techno Polymer Co Ltd | 熱可塑性樹脂組成物及び成形品 |
| JP2013245222A (ja) * | 2012-05-23 | 2013-12-09 | Toray Ind Inc | ポリ乳酸系熱可塑性樹脂組成物およびその成形品 |
| JP2015081282A (ja) * | 2013-10-22 | 2015-04-27 | ユーエムジー・エービーエス株式会社 | ポリ乳酸系熱可塑性樹脂組成物およびその成形品 |
| WO2016098489A1 (ja) * | 2014-12-18 | 2016-06-23 | Dic株式会社 | スチレン系発泡シート及びこれを用いる成形体 |
| JP2019147911A (ja) * | 2018-02-28 | 2019-09-05 | Psジャパン株式会社 | スチレン系樹脂組成物、シート、及び成形品 |
-
2020
- 2020-12-25 WO PCT/JP2020/049033 patent/WO2021132692A1/ja not_active Ceased
- 2020-12-25 JP JP2021567747A patent/JP7146120B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011207967A (ja) * | 2010-03-29 | 2011-10-20 | Nippon Steel Chem Co Ltd | 難燃性ポリ乳酸樹脂組成物 |
| JP2013053284A (ja) * | 2011-09-06 | 2013-03-21 | Techno Polymer Co Ltd | 熱可塑性樹脂組成物及び成形品 |
| JP2013245222A (ja) * | 2012-05-23 | 2013-12-09 | Toray Ind Inc | ポリ乳酸系熱可塑性樹脂組成物およびその成形品 |
| JP2015081282A (ja) * | 2013-10-22 | 2015-04-27 | ユーエムジー・エービーエス株式会社 | ポリ乳酸系熱可塑性樹脂組成物およびその成形品 |
| WO2016098489A1 (ja) * | 2014-12-18 | 2016-06-23 | Dic株式会社 | スチレン系発泡シート及びこれを用いる成形体 |
| JP2019147911A (ja) * | 2018-02-28 | 2019-09-05 | Psジャパン株式会社 | スチレン系樹脂組成物、シート、及び成形品 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022114221A1 (ja) * | 2020-11-30 | 2022-06-02 | Psジャパン株式会社 | スチレン系樹脂組成物及びその成形体 |
| JP2023025620A (ja) * | 2021-08-10 | 2023-02-22 | Psジャパン株式会社 | スチレン系樹脂組成物及びその成形品 |
| JP7777406B2 (ja) | 2021-08-10 | 2025-11-28 | Psジャパン株式会社 | スチレン系樹脂組成物及びその成形品 |
| JP2024025568A (ja) * | 2022-08-12 | 2024-02-26 | Psジャパン株式会社 | スチレン系樹脂組成物、及び成形品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021132692A1 (https=) | 2021-07-01 |
| JP7146120B2 (ja) | 2022-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7146120B2 (ja) | スチレン系樹脂組成物及びそれを用いた成形体、シート体、射出成形体 | |
| CN105658725B (zh) | 具有优异耐化学性和透明性的热塑性树脂组合物、制备该组合物的方法以及包含该组合物的模制品 | |
| EP3445814B1 (en) | Abs molding composition having improved crack and chemical resistance and its use | |
| CN101360787A (zh) | 具有良好抗划伤性的树脂组合物 | |
| JP2014201605A (ja) | 耐熱スチレン系樹脂組成物、押出シート及び成形品 | |
| CN1986635B (zh) | 一种采用连续本体法制备挤出级丙烯腈-丁二烯-苯乙烯接枝共聚物的方法 | |
| US20210230333A1 (en) | Thermoplastic resin composition | |
| JP2018090753A (ja) | 耐熱スチレン系樹脂組成物、押出シート、成形品 | |
| WO2016129532A1 (ja) | ブロック共重合体組成物、成形材料、樹脂組成物、及び成形体 | |
| JP2019196415A (ja) | 二軸延伸シートおよびその成形品 | |
| CN101506299B (zh) | 树脂组合物及其成型体 | |
| JP6584312B2 (ja) | スチレン系樹脂組成物及びその成形品 | |
| JP6700005B2 (ja) | ゴム変性スチレン系樹脂組成物、および成形体 | |
| JP2018203837A (ja) | スチレン系樹脂組成物、延伸シートおよび成形品 | |
| JP7333218B2 (ja) | 樹脂組成物および成形体 | |
| JP4534075B2 (ja) | 熱可塑性樹脂組成物 | |
| JP4805464B2 (ja) | 熱可塑性樹脂組成物 | |
| JP7001424B2 (ja) | ゴム変性スチレン系樹脂組成物及びその成形品 | |
| JP7469497B2 (ja) | 熱可塑性樹脂組成物、その製造方法及びそれを含む成形品 | |
| JP2019147911A (ja) | スチレン系樹脂組成物、シート、及び成形品 | |
| JP2023097439A (ja) | スチレン系樹脂組成物及びそれを用いたシート | |
| JP7817332B2 (ja) | 樹脂組成物、マスターバッチ及びシート | |
| JP7390854B2 (ja) | 樹脂組成物、および、成形体 | |
| KR100788590B1 (ko) | 내환경균열성이 향상된 고무변성 스티렌계 수지의 제조방법 | |
| JP2020066724A (ja) | スチレン系樹脂組成物、シート及び成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20905871 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021567747 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20905871 Country of ref document: EP Kind code of ref document: A1 |