WO2021039922A1 - シーラント、シリコン材料の輸送用袋及びシリコン材料の梱包体 - Google Patents
シーラント、シリコン材料の輸送用袋及びシリコン材料の梱包体 Download PDFInfo
- Publication number
- WO2021039922A1 WO2021039922A1 PCT/JP2020/032431 JP2020032431W WO2021039922A1 WO 2021039922 A1 WO2021039922 A1 WO 2021039922A1 JP 2020032431 W JP2020032431 W JP 2020032431W WO 2021039922 A1 WO2021039922 A1 WO 2021039922A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- sealant
- resin
- bag
- base material
- Prior art date
Links
- 239000000565 sealant Substances 0.000 title claims abstract description 382
- 239000002210 silicon-based material Substances 0.000 title claims abstract description 187
- 229920005989 resin Polymers 0.000 claims abstract description 362
- 239000011347 resin Substances 0.000 claims abstract description 361
- 239000005022 packaging material Substances 0.000 claims abstract description 178
- 230000004888 barrier function Effects 0.000 claims abstract description 128
- 238000007373 indentation Methods 0.000 claims abstract description 79
- 239000010410 layer Substances 0.000 claims description 717
- 239000000463 material Substances 0.000 claims description 318
- 229920001684 low density polyethylene Polymers 0.000 claims description 173
- 239000004702 low-density polyethylene Substances 0.000 claims description 173
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 claims description 93
- -1 polyethylene Polymers 0.000 claims description 67
- 229920000573 polyethylene Polymers 0.000 claims description 64
- 239000004698 Polyethylene Substances 0.000 claims description 62
- 238000004806 packaging method and process Methods 0.000 claims description 54
- 239000012790 adhesive layer Substances 0.000 claims description 46
- 239000012748 slip agent Substances 0.000 claims description 33
- 229920001296 polysiloxane Polymers 0.000 claims description 28
- 239000002356 single layer Substances 0.000 claims description 27
- 238000012856 packing Methods 0.000 claims description 21
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 18
- 239000000853 adhesive Substances 0.000 claims description 18
- 230000001070 adhesive effect Effects 0.000 claims description 18
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 16
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 16
- 229920001225 polyester resin Polymers 0.000 claims description 16
- 239000002648 laminated material Substances 0.000 claims description 14
- 239000004645 polyester resin Substances 0.000 claims description 13
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 9
- 239000000377 silicon dioxide Substances 0.000 claims description 9
- 229920006122 polyamide resin Polymers 0.000 claims description 7
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 7
- 239000000758 substrate Substances 0.000 claims description 3
- 239000010408 film Substances 0.000 description 162
- 238000007789 sealing Methods 0.000 description 100
- 239000002344 surface layer Substances 0.000 description 81
- 229920000139 polyethylene terephthalate Polymers 0.000 description 53
- 239000005020 polyethylene terephthalate Substances 0.000 description 53
- 239000004677 Nylon Substances 0.000 description 29
- 229920001778 nylon Polymers 0.000 description 29
- 229920000098 polyolefin Polymers 0.000 description 28
- 229910052751 metal Inorganic materials 0.000 description 23
- 239000002184 metal Substances 0.000 description 23
- 125000004122 cyclic group Chemical group 0.000 description 20
- 229920002647 polyamide Polymers 0.000 description 16
- 239000011521 glass Substances 0.000 description 13
- 238000000034 method Methods 0.000 description 13
- 238000002156 mixing Methods 0.000 description 13
- 239000000178 monomer Substances 0.000 description 13
- 238000003466 welding Methods 0.000 description 13
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 12
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 12
- 229910052710 silicon Inorganic materials 0.000 description 12
- 239000010703 silicon Substances 0.000 description 12
- 238000007740 vapor deposition Methods 0.000 description 12
- 239000000470 constituent Substances 0.000 description 11
- 239000011888 foil Substances 0.000 description 11
- 239000007789 gas Substances 0.000 description 11
- 235000012431 wafers Nutrition 0.000 description 11
- 229920001707 polybutylene terephthalate Polymers 0.000 description 10
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 10
- 229920005591 polysilicon Polymers 0.000 description 10
- 239000004840 adhesive resin Substances 0.000 description 9
- 238000006116 polymerization reaction Methods 0.000 description 9
- 229920006223 adhesive resin Polymers 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 6
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 238000011109 contamination Methods 0.000 description 6
- 238000001819 mass spectrum Methods 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- 238000011160 research Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 5
- 239000005977 Ethylene Substances 0.000 description 5
- 238000005452 bending Methods 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 5
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 5
- 239000004065 semiconductor Substances 0.000 description 5
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- 150000008064 anhydrides Chemical class 0.000 description 4
- 229920001400 block copolymer Polymers 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- MGNZXYYWBUKAII-UHFFFAOYSA-N cyclohexa-1,3-diene Chemical compound C1CC=CC=C1 MGNZXYYWBUKAII-UHFFFAOYSA-N 0.000 description 4
- ZSWFCLXCOIISFI-UHFFFAOYSA-N cyclopentadiene Chemical compound C1C=CC=C1 ZSWFCLXCOIISFI-UHFFFAOYSA-N 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 4
- 229920005604 random copolymer Polymers 0.000 description 4
- 239000011435 rock Substances 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 101000643834 Cavia porcellus 3-beta-hydroxysteroid sulfotransferase Proteins 0.000 description 3
- 102100028075 Fibroblast growth factor 6 Human genes 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 3
- 229910000019 calcium carbonate Inorganic materials 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000007607 die coating method Methods 0.000 description 3
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 3
- 229910052809 inorganic oxide Inorganic materials 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920002050 silicone resin Polymers 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 2
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 2
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 2
- 101000832687 Cavia porcellus 3-alpha-hydroxysteroid sulfotransferase Proteins 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000003749 cleanliness Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 2
- 238000010559 graft polymerization reaction Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- SJYNFBVQFBRSIB-UHFFFAOYSA-N norbornadiene Chemical compound C1=CC2C=CC1C2 SJYNFBVQFBRSIB-UHFFFAOYSA-N 0.000 description 2
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920005629 polypropylene homopolymer Polymers 0.000 description 2
- 239000013557 residual solvent Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 208000033962 Fontaine progeroid syndrome Diseases 0.000 description 1
- 101001120495 Haloarcula marismortui (strain ATCC 43049 / DSM 3752 / JCM 8966 / VKM B-1809) 30S ribosomal protein S17 Proteins 0.000 description 1
- 101000811217 Haloarcula marismortui (strain ATCC 43049 / DSM 3752 / JCM 8966 / VKM B-1809) 30S ribosomal protein S19e Proteins 0.000 description 1
- 101001114407 Haloarcula marismortui (strain ATCC 43049 / DSM 3752 / JCM 8966 / VKM B-1809) 30S ribosomal protein S6e Proteins 0.000 description 1
- 101000635519 Haloarcula marismortui (strain ATCC 43049 / DSM 3752 / JCM 8966 / VKM B-1809) 30S ribosomal protein S8e Proteins 0.000 description 1
- 101000718286 Halobacterium salinarum (strain ATCC 700922 / JCM 11081 / NRC-1) 30S ribosomal protein S13 Proteins 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 206010040844 Skin exfoliation Diseases 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000012803 melt mixture Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 229920006284 nylon film Polymers 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 1
- 229920003217 poly(methylsilsesquioxane) Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/26—Articles or materials wholly enclosed in laminated sheets or wrapper blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/02—Bags or like containers made of paper and having structural provision for thickness of contents with laminated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/327—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polyolefins obtained by a metallocene or single-site catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/145—Variation across the thickness of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/04—Bags or like containers made of paper and having structural provision for thickness of contents with multiple walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/10—Bags or like containers made of paper and having structural provision for thickness of contents with gusseted sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/04—Articles or materials enclosed in two or more containers disposed one within another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/04—Articles or materials enclosed in two or more containers disposed one within another
- B65D77/0406—Rigid containers in preformed flexible containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/04—Articles or materials enclosed in two or more containers disposed one within another
- B65D77/0413—Articles or materials enclosed in two or more containers disposed one within another the inner and outer containers being rigid or semi-rigid and the outer container being of polygonal cross-section formed by folding or erecting one or more blanks, e.g. carton
- B65D77/042—Articles or materials enclosed in two or more containers disposed one within another the inner and outer containers being rigid or semi-rigid and the outer container being of polygonal cross-section formed by folding or erecting one or more blanks, e.g. carton the inner container being of polygonal cross-section formed by folding or erecting one or more blanks, e.g. carton
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/18—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/06—Polyethene
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/673—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere using specially adapted carriers or holders; Fixing the workpieces on such carriers or holders
- H01L21/6735—Closed carriers
- H01L21/67376—Closed carriers characterised by sealing arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/744—Non-slip, anti-slip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2554/00—Paper of special types, e.g. banknotes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/04—Articles or materials enclosed in two or more containers disposed one within another
- B65D2577/041—Details of two or more containers disposed one within another
Definitions
- This disclosure relates to sealants, shipping bags made of silicone material, and packing bodies made of silicone material.
- the bag used for packing the above-mentioned silicon material or the like may be composed of a packaging material having a barrier function capable of blocking the permeation of oxygen, water vapor, etc. that can change the quality of the silicon material as the content.
- a packaging material polyethylene terephthalate (PET) is arranged on one side of an aluminum oxide vapor deposition layer (barrier layer), and low density polyethylene (LDPE) or linear low density polyethylene (LLDPE) is arranged on the other side.
- PET polyethylene terephthalate
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the above silicon material may generally be shipped in a double bag.
- a double-packed bag includes an inner bag made of a laminate of plastic bags such as polyester, polyamide, and polyolefin, and an outer bag made of a laminate having a barrier layer such as aluminum foil and silica-deposited polyester.
- a barrier layer such as aluminum foil and silica-deposited polyester.
- Japanese Unexamined Patent Publication No. 2013-136405 Japanese Unexamined Patent Publication No. 2004-148633 Japanese Unexamined Patent Publication No. 2012-223942
- the present disclosure describes sealants, packaging materials, silicone material transport packaging and silicone material packaging with reduced volatile components and improved sealing strength used in silicone material transportation packaging; cracks in the barrier layer.
- One object of the present invention is to provide a transport bag for a silicone material and a packaging body for the silicone material.
- a packaging material used for a transport bag of a silicon material wherein the packaging material includes a first resin base material layer, a barrier layer, and a first. It is a laminate in which the resin base material layer of No. 2, the resin layer, and the sealant layer are laminated in this order, and the indentation elasticity (MPa) of the resin layer is the first resin base material layer and the second resin base material layer.
- the indentation elasticity (MPa) of the resin base material layer is one digit or more smaller than that of each of the resin base material layers, and the indentation elasticity (MPa) of the sealant layer is the indentation elasticity (MPa) of the first resin base material layer and the above.
- the indentation elasticity (MPa) of the second resin base material layer is one digit or more smaller than each of the indentation elasticity (MPa) of the first resin base material layer and the indentation elasticity of the second resin base material layer.
- a packaging material is provided in which the difference from the rate (MPa) is smaller than the difference between the pushing elasticity (MPa) of the second resin base material layer and the pushing elasticity (MPa) of the resin layer.
- the difference between the indentation elastic modulus (MPa) of the first resin base material layer and the indentation elastic modulus (MPa) of the second resin base material layer is the indentation elastic modulus (MPa) of the second resin base material layer.
- the indentation elastic modulus (MPa) of the resin layer may be smaller than the difference by an order of magnitude or more, and the indentation elastic modulus (MPa) of the first resin base material layer and the indentation elastic modulus of the second resin base material layer may be smaller.
- the difference from the elastic modulus (MPa) may be 800 MPa or less.
- the indentation elastic modulus of the resin material constituting the first resin base material layer and the second resin base material layer may be in the range of 1500 MPa to 3500 MPa, and the indentation elasticity of the material constituting the sealant layer.
- the ratio may be in the range of 300 MPa to 500 MPa, and the resin layer may be made of polyethylene.
- the indentation elastic modulus (MPa) of the resin layer may be two orders of magnitude or more smaller than the indentation elastic modulus (MPa) of each of the first resin base material layer and the second resin base material layer, and the resin.
- the layer may be composed of a two-component urethane resin adhesive.
- the first resin base material layer and the second resin base material layer may be made of the same resin material, and the thickness of the resin layer may be 1 ⁇ m to 5 ⁇ m.
- the resin material constituting the first resin base material layer and the resin material constituting the second resin base material layer may be a polyester resin or a polyamide resin, and the first resin base material layer may be used.
- the resin material constituting the resin material and the resin material constituting the second resin base material layer may be the polyester resin.
- the barrier layer may have transparency, and the barrier layer may contain silica or alumina.
- a silicon material transport bag wherein the silicon material transport bag is made of the packaging material, and the sealant layer is located inside the silicon material transport bag.
- a shipping bag of silicone material is provided.
- a silicone material packaging body including the silicon material transport bag and the silicon material housed in the silicon material transport bag is provided.
- a bag for transporting a silicon material comprising a first bag and a second bag arranged in the first bag, constitutes the second bag.
- a shipping bag is provided in which the packaging material is a silicon material including a barrier layer.
- the barrier layer may contain silica or alumina
- the packaging material constituting the second bag is a laminated material having a resin base material layer, the barrier layer, and a sealant layer in this order.
- the sealant layer may be located inside the second bag, and the resin base material layer may be made of a polyester resin or a polyamide resin.
- the packaging material constituting the second bag may be a laminated material further having an adhesive layer located between the resin base material layer and the barrier layer, and the barrier layer and the sealant layer may be combined. It may be a laminated material further having a resin layer containing a polyester resin located between them, and is a laminated material having a resin base material layer, the barrier layer, a resin layer, and a sealant layer in this order.
- the resin base material layer and the resin layer may contain the same resin, and the sealant layer may be located inside the second bag or may be transparent.
- the packaging material constituting the first bag is a laminated material having a resin base material layer containing a polyester resin and a sealant layer in this order, and the sealant layer is located inside the first bag. It may be composed of a laminated material that does not contain a barrier layer, or may be composed of a laminated material that does not contain a polyamide resin.
- the thickness of the resin base material layer contained in the packaging material constituting the first bag may be 8 ⁇ m to 30 ⁇ m.
- a silicon material packaging body comprising the silicon material transport bag and the silicon material housed in the second bag of the silicon material transport bag. ..
- a bag for transporting a silicon material comprising a first bag and a second bag arranged in the first bag, the second bag is said to be said.
- a transport bag is provided in which the packaging material is arranged in the first bag without being fixed to the first bag, and the packaging material constituting the second bag is a silicon material including a barrier layer.
- the inner bag is the inner bag in a silicon material transport bag having an outer bag and an inner bag arranged in the outer bag without being fixed to the outer bag.
- the packaging material constituting the inner bag is provided with an inner bag including a barrier layer.
- the sealant used in a packaging for transporting a silicon material includes a sealant base material having a first surface and a second surface facing the first surface, and the sealant base material is provided.
- the first portion includes a first portion including the first surface and a second portion located on the second surface side of the first portion, and the first portion contains low density polyethylene (LDPE) and is said to have the first surface.
- LDPE low density polyethylene
- Two portions are provided with a sealant containing linear low density polyethylene (LLDPE).
- the second portion may further contain low density polyethylene (LDPE), the sealant substrate further comprises a third portion located closer to the second surface than the second portion, said third.
- the portion may contain low density polyethylene (LDPE).
- the sealant base material may have a laminated structure having at least a first layer including the first portion and a second layer including the second portion, and includes at least the first portion and the second portion. It may have a single-layer structure.
- the first portion may be rich in the low density polyethylene (LDPE), and the thickness of the second portion may be thicker than the thickness of the first portion, and is included in the first portion.
- the low-density polyethylene (LDPE) may be a low-density polyethylene to which a slip agent is substantially not added, and the linear low-density polyethylene (LLDPE) contained in the second portion has a substantially slip agent. It may be linear low density polyethylene which is not added to.
- the sealant has a base portion made of a resin material and the sealant provided on one surface side of the base portion, and the sealant has the second surface on one surface side of the base portion.
- a packaging material provided so as to be in contact with the. It may further have a gas barrier layer provided on the other side of the base.
- a packaging body for transporting a silicon material composed of the above packaging materials is provided.
- a package of a silicon material including the package for transporting the silicon material and the package of the silicon material housed in the package for transport of the silicon material.
- the sealant used in a packaging for transporting a silicon material includes a sealant base material having a first surface and a second surface facing the first surface, and the sealant base material is provided. It has a first surface layer including the first surface, a second surface layer including the second surface, and an intermediate layer located between the first surface layer and the second surface layer.
- the 1st surface layer and the 2nd surface layer contain low density polyethylene (LDPE), the intermediate layer contains linear low density polyethylene (LLDPE), and the indentation modulus of the sealant is in the range of 300 MPa to 500 MPa.
- a sealant is provided.
- the thickness of the intermediate layer may be larger than the thickness of the first surface layer and the thickness of the second surface layer, respectively.
- the sealant used in a packaging for transporting a silicon material includes a sealant base material having a first surface and a second surface facing the first surface, and the sealant base material is provided.
- LDPE low-density polyethylene
- LLDPE linear low-density polyethylene
- a sealant, a packaging material, a silicone material transport package and a silicone material package which are used for a silicone material transport package and have reduced volatile components and improved sealing strength; a barrier layer.
- Packaging materials that can prevent cracks in the packaging, shipping bags for silicone materials, and packing bodies for silicone materials; and even if the outer bag is damaged during shipping, it will contaminate the silicone materials that are the contents. It is possible to provide a silicon material transport bag and a silicon material package that can be suppressed.
- FIG. 1 is a partially enlarged cut end view showing a schematic configuration of one aspect of the sealant according to the embodiment of the present disclosure.
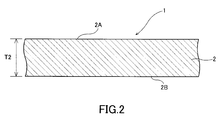
- FIG. 2 is a partially enlarged cut end view showing a schematic configuration of another aspect of the sealant according to the embodiment of the present disclosure.
- FIG. 3 is a partially enlarged cut end view showing a schematic configuration of one aspect of the packaging material according to the embodiment of the present disclosure.
- FIG. 4 is a partially enlarged cut end view showing a schematic configuration of another aspect of the packaging material in one embodiment of the present disclosure.
- FIG. 5 is a schematic view schematically showing the configuration of an example of a manufacturing apparatus capable of manufacturing a packaging material according to an embodiment of the present disclosure.
- FIG. 1 is a partially enlarged cut end view showing a schematic configuration of one aspect of the sealant according to the embodiment of the present disclosure.
- FIG. 2 is a partially enlarged cut end view showing a schematic configuration of another aspect of the sealant according to the embodiment of the present disclosure.
- FIG. 3 is a
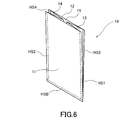
- FIG. 6 is a perspective view showing a schematic configuration of a package for transporting a silicon material according to an embodiment of the present disclosure.
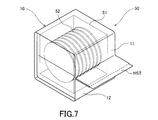
- FIG. 7 is a perspective view showing a schematic configuration of a package of silicon material according to an embodiment of the present disclosure.
- FIG. 8 is a perspective view showing a schematic configuration of a package of silicon material according to an embodiment of the present disclosure.
- FIG. 9A is a mass spectrum showing the GC / MS analysis result of Sample 1.
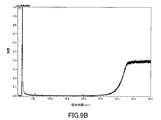
- FIG. 9B is a mass spectrum showing the GC / MS analysis result of Sample 2.
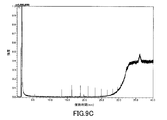
- FIG. 9C is a mass spectrum showing the results of GC / MS analysis of Sample 3.
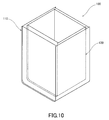
- FIG. 10 is a perspective view showing a schematic configuration of one aspect of a transport bag made of a silicon material according to an embodiment of the present disclosure.
- FIG. 11 is a perspective view showing a schematic configuration of one aspect of the first bag according to the embodiment of the present disclosure.
- FIG. 12 is a perspective view showing a schematic configuration of one aspect of the second bag according to the embodiment of the present disclosure.
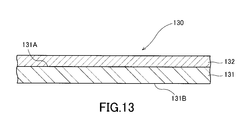
- FIG. 13 is a partially enlarged cut end view showing a schematic configuration of one aspect of the first packaging material in one embodiment of the present disclosure.
- FIG. 14 is a partially enlarged cut end view showing a schematic configuration of one aspect of the second packaging material in one embodiment of the present disclosure.
- FIG. 15 is a partially enlarged cut end view showing a schematic configuration of another aspect of the second packaging material in one embodiment of the present disclosure.
- FIG. 16 is a partially enlarged cut end view showing a schematic configuration of another aspect of the second packaging material in one embodiment of the present disclosure.
- FIG. 17 is a partially enlarged cut end view showing a schematic configuration of another aspect of the second packaging material in one embodiment of the present disclosure.
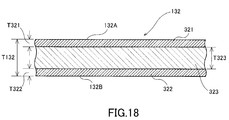
- FIG. 18 is a partially enlarged cut end view showing a schematic configuration of one aspect of the sealant layer of the first packaging material in one embodiment of the present disclosure.
- FIG. 19 is a partially enlarged cut end view showing a schematic configuration of another aspect of the sealant layer of the first packaging material in one embodiment of the present disclosure.
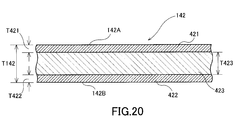
- FIG. 20 is a partially enlarged cut end view showing a schematic configuration of one aspect of the sealant layer of the second packaging material in one embodiment of the present disclosure.
- FIG. 21 is a partially enlarged cut end view showing a schematic configuration of another aspect of the sealant layer of the second packaging material in one embodiment of the present disclosure.
- FIG. 22 is a perspective view showing a schematic configuration of one aspect of a package of silicon material according to the embodiment of the present disclosure.
- FIG. 23 is a perspective view showing a schematic configuration of one aspect of a package of silicon material according to the embodiment of the present disclosure.
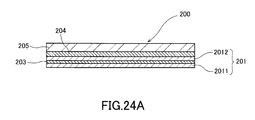
- FIG. 24A is a partially enlarged cut end view showing a schematic configuration of one aspect of the packaging material in one embodiment of the present disclosure.
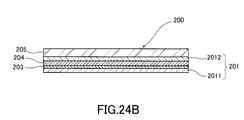
- FIG. 24B is a partially enlarged cut end view showing a schematic configuration of another aspect of the packaging material in one embodiment of the present disclosure.
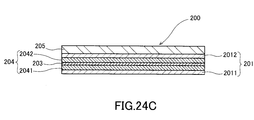
- FIG. 24C is a partially enlarged cut end view showing a schematic configuration of another aspect of the packaging material in one embodiment of the present disclosure.
- FIG. 24A is a partially enlarged cut end view showing a schematic configuration of one aspect of the packaging material in one embodiment of the present disclosure.
- FIG. 24B is a partially enlarged cut end view showing a schematic configuration of another aspect of the packaging material in one embodiment of the present disclosure.
- FIG. 24C is a partially enlarged cut
- FIG. 25 is a partially enlarged cut end view showing a schematic configuration of another aspect of the packaging material in one embodiment of the present disclosure.
- FIG. 26 is a partially enlarged cut end view showing a schematic configuration of one aspect of the sealant according to the embodiment of the present disclosure.
- FIG. 27 is a partially enlarged cut end view showing a schematic configuration of another aspect of the sealant in one embodiment of the present disclosure.
- FIG. 28 is a perspective view showing a schematic configuration of a silicon material transport bag in an unfolded state according to an embodiment of the present disclosure.
- FIG. 29 is a perspective view showing a schematic configuration of a silicon material transport bag in a closed state according to an embodiment of the present disclosure.
- FIG. 30 is a perspective view showing a schematic configuration of a package of a silicon material according to an embodiment of the present disclosure.
- FIG. 31 is a perspective view showing a schematic configuration of a package of silicon material according to an embodiment of the present disclosure.
- the sealant 1 is for a packaging body (a packaging body for transporting a silicon material) used when transporting a silicon material, and has a first surface 2A. And a sealant base material 2 having a second surface 2B facing the same.
- the sealant base material 2 is placed between the first surface layer 21 located on the first surface 2A side, the second surface layer 22 located on the second surface 2B side, and the first surface layer 21 and the second surface layer 22. It may be a laminated structure having a sandwiched intermediate layer 23 (see FIG. 1), or a single-layer structure having a first surface 2A and a second surface 2B (see FIG. 2). ..
- the first surface layer 21 located on the first surface 2A side is a layer containing low density polyethylene (LDPE) to which a slip agent is substantially not added.
- the second surface layer 22 located on the second surface 2B side is, like the first surface layer 21, a layer containing, for example, low-density polyethylene (LDPE) to which a slip agent is substantially not added, and is a first layer.
- the intermediate layer 23 sandwiched between the surface layer 21 and the second surface layer 22 is, for example, a layer containing linear low density polyethylene (LLDPE) to which a slip agent is substantially not added.
- LLDPE linear low density polyethylene
- substantially no slip agent is added means that a component that actually improves the slipperiness of the surface of the sealant as a slipper actually affects the slipperiness of the surface of the sealant. Means that it is not added in excess of the amount that actually affects the slipperiness of the surface of the sealant.
- the slip agent include particles such as calcium carbonate or talc, and surfactants such as silicone resin or quaternary ammonium salt compound.
- a volatile component derived from the sealant 1 (outgas component derived from the sealant 1 or the like) located in the innermost layer of the package for transporting a silicon material adheres to the polysilicon or silicon wafer as the contents, the silicon wafer is removed. There is a risk of causing defects in the semiconductor device manufactured in use. Therefore, it is desirable that the amount of volatile components derived from the sealant 1 is as small as possible. In order to reduce the volatile components derived from the sealant 1, it is desirable to make the thickness T2 of the sealant 1 as thin as possible. Since the thickness T2 of the sealant 1 is relatively thin, the volatile component derived from the sealant 1 is released to the outside of the film, so that the volatile component derived from the sealant 1 can be reduced.
- the thickness T2 of the sealant 1 is made too thin, the resistance to mechanical properties such as tensile strength is lowered, and the function as a bag for packing the contents may be deteriorated.
- linear low density polyethylene (LLDPE) has higher elasticity and resistance to bending than low density polyethylene (LDPE). Therefore, by using linear low density polyethylene (LLDPE) as the sealant 1, the sealant 1 is used. Thickness T2 can be made relatively thin.
- the packaging body 10 is degassed and packed, so that the packaging body 10 is configured.
- the sealant 1 contained in the packaging material 3 (see FIGS. 3 and 4) is required to have good followability.
- the followability of the sealant 1 can be improved by using the linear low density polyethylene (LLDPE).
- the indentation elastic modulus of the sealant composed of a single layer of linear low density polyethylene (LLDPE) can be adjusted to about 150 MPa to 600 MPa. It is considered that the thickness of the sealant can be reduced. Further, it can be said that it is preferable that the sealant is composed of a single layer of linear low density polyethylene (LLDPE) in consideration of improving the followability of the sealant. However, since the pressure during the polymerization of the linear low density polyethylene (LLDPE) is lower than the pressure during the polymerization of the low density polyethylene (LDPE), the linear low density polyethylene (LLDPE) becomes the low density polyethylene (LDPE).
- LLDPE linear low density polyethylene
- LLDPE linear low density polyethylene
- LDPE low density polyethylene
- the sealant used for the transportation package of the silicon material does not substantially contain a slip agent that may become a foreign substance, it is preferable to improve the slipperiness by means other than the use of the slip agent.
- the intermediate layer 23 containing linear low density polyethylene (LLDPE) is sandwiched between the first surface layer 21 and the second surface layer 22 containing low density polyethylene (LDPE). Therefore, according to the sealant 1 according to the present embodiment, the thickness T2 can be made relatively thin, the followability and slipperiness are good, and the linear low density polyethylene (LLDPE) contained in the intermediate layer 23 is used. It is possible to prevent low molecular weight components from volatilizing.
- the sealant base material 2 having a single-layer structure contains low-density polyethylene (LDPE) and linear low-density polyethylene (LLDPE).
- the blending ratio of the low density polyethylene (LDPE) and the linear low density polyethylene (LLDPE) may be about 50:50 to 70:30.
- the blending amount of the low-density polyethylene (LDPE) is equal to or larger than the blending amount of the linear low-density polyethylene (LLDPE), preferably the blending amount of the LDPE is larger than the blending amount of the LLDPE.
- the abundance of low-density polyethylene (LDPE) can be increased on the surface 2A side, and the effect of reducing the thickness T2 of the sealant 1 by linear low-density polyethylene (LLDPE), that is, preventing low-molecular-weight components from volatilizing. The effect of doing is played.
- the low-density polyethylene (LDPE) and the linear low-density polyethylene (LLDPE) may be present substantially uniformly, and the first surface 2A side and the first surface 2A side and Low-density polyethylene (LDPE) may be unevenly distributed on the second surface 2B side.
- the thickness T2 of the sealant 1 is the thickness of the packaging material 10 (see FIG. 6) for transporting a silicon material composed of the packaging material 3 (see FIGS. 3 and 4) containing the sealant 1. It can be appropriately set according to the situation, but for example, it may be about 35 ⁇ m to 60 ⁇ m.
- the first surface layer 21 containing low-density polyethylene (LDPE) and the second surface layer 22 containing low-density polyethylene (LDPE) are arranged so as to sandwich the intermediate layer 23, whereby the sealant 1
- the internal stress on one side and the internal stress on the other side cancel each other to some extent, and curling of the sealant 1 can be suppressed.
- the thicknesses T21 and T22 of the first surface layer 21 and the second surface layer 22, respectively are thinner than the thickness T23 of the intermediate layer 23. Since the thicknesses T21 and T22 of the first surface layer 21 and the second surface layer 22 are thinner than the thickness T23 of the intermediate layer 23, the sealant 1 can be provided with a predetermined followability.
- the ratio of the thickness T21 of the first surface layer 21 to the thickness T23 of the intermediate layer 23 may be about 1: 1 to 10, preferably about 1: 2 to 3.
- the thickness ratio is in the above range, sufficient followability of the low-density linear polyethylene (LLDPE) contained in the intermediate layer 23 is imparted to the sealant 1, and the indentation elastic modulus of the sealant 1 is in the range of 300 MPa to 500 MPa. can do.
- the indentation elastic modulus can be measured by a microhardness tester (product name "PICODENTOR HM500", manufactured by Fisher Instruments). In the embodiment shown in FIG.
- the compounding ratio of the low density polyethylene (LDPE) and the linear low density polyethylene (LLDPE) is 50:50 to 70:30, so that the indentation elastic modulus of the sealant 1 is in the range of 300 MPa to 500 MPa. Can be.
- the sealing strength of the sealant can be controlled by the sealing temperature, sealing pressure, sealing time, etc. at the time of heat sealing. Generally, the higher the sealing temperature, the higher the sealing strength tends to be. However, if the sealing temperature is too high, the sealant may melt more than necessary, and the sealing strength may be lowered.
- the sealing strength when the first surfaces 2A of the sealant 1 are sealed with each other under heat sealing conditions of a sealing temperature of 150 ° C., a sealing pressure of 0.1 MPa, and a sealing time of 1 second is 30 N / 15 mm or more. It may be sufficient, and preferably 50 N / 15 mm or more and less than 60 N / 15 mm.
- the silicon material packaged in the transport package 10 (see FIG. 6) of the silicon material composed of the packaging material 3 (see FIGS. 3 and 4) having the sealant 1.
- the heat-sealed portion (for example, the upper surface heat-sealed portion HST or the like (see FIG. 7)) of the packaging body 10 for transporting the silicon material may be peeled off.
- the sealing temperature required to obtain a predetermined sealing strength becomes relatively high.
- the sealing temperature required to obtain a predetermined sealing strength can be relatively lowered. ..
- the haze of the sealant 1 may be 25% or less, preferably 20% or less.
- the visibility inside the packaging material 10 for transporting the silicon material produced from the packaging material 3 having the sealant 1 can be improved. it can.
- the haze of the sealant 1 can be measured according to JIS-K7136 using, for example, a haze meter (product name: HM-150, manufactured by Murakami Color Research Institute).
- the sealant 1 having the above-mentioned structure can be produced by using a conventionally known film forming method.
- the sealant 1 having the structure shown in FIG. 1 is manufactured by laminating the second surface layer 22, the intermediate layer 23, and the first surface layer 21 by using a coating method such as a die coating method or an inflation method. obtain.
- the sealant 1 having the configuration shown in FIG. 2 can be produced by using the above-mentioned coating method, extrusion inflation method, or the like.
- low-density polyethylene (LDPE to which a slip agent is not substantially added, manufactured by Ube-Maruzen Polyethylene Co., Ltd., product name: UBE polyethylene B128) is used as the constituent material of the first surface layer 21, and the constituent material of the intermediate layer 23 is used.
- pellets of low-density polyethylene manufactured by Ube-Maruzen Polyethylene, product name: UBE polyethylene B1248 and linear low-density polyethylene (LDPE with substantially no slip agent added).
- LDPE with substantially no slip agent added manufactured by Ube-Maruzen Polyethylene, product name: UBE polyethylene B1278
- linear low-density polyethylene LDPE with substantially no slip agent added
- Product name: Ultozex 3500ZA melt-mixed at a blending ratio of 7: 3 (mass basis), and sealant 1 (thickness: 40 ⁇ m) having the configuration shown in FIG. 2 by the inflation film forming method.
- sealant 1 thickness: 40 ⁇ m
- a sealant made of additive-free linear low-density polyethylene (additive-free LLDPE, manufactured by Tamapoli, product name: NB-1) was prepared (Sample 3).
- the first surface layer 21 located on the first surface 2A side contains low density polyethylene (LDPE), and the intermediate layer 23 located on the second surface 2B side is linear low density. It can be inferred that the inclusion of polyethylene (LLDPE) can prevent the volatilization of low molecular weight components from the sealant 1.
- LDPE low density polyethylene
- the indentation elastic modulus was measured in an atmosphere of a temperature of 23 ° C. ⁇ 2 ° C. and a humidity of 60% RH ⁇ 5% RH with respect to the sections cut out from the sealants of the above samples 1 to 3 in a desired size in accordance with ISO14577: 2015. ..
- an adhesive resin product name "Aron Alpha (registered)" is applied to a commercially available slide glass (hereinafter referred to as "first slide glass") so that the first surface 2A of the section cut into a size of 20 mm x 20 mm faces the upper surface.
- First slide glass commercially available slide glass
- the adhesive resin was dropped onto the central portion of the first slide glass (product name "slide glass (cut-off type) 1-9645-11", manufactured by AS ONE Corporation). At this time, one drop of the adhesive resin was dropped so that the adhesive resin did not spread out from the section when the adhesive resin was not spread and spread as described later. After that, the section is brought into contact with the first slide glass so that the first surface 2A side is the upper surface and the adhesive resin is located at the center of the section, and the adhesive resin is spread between the first slide glass and the section. , Temporarily glued.
- second slide glass another new slide glass (hereinafter referred to as "second slide glass”) was placed on the section to obtain a laminate of the first slite glass / adhesive resin / section / second slide glass.
- a weight of 30 g or more and 50 g was placed on the second slide glass and left at room temperature for 12 hours. After that, the weight and the second slide glass were removed, and this was used as a measurement sample. Then, this measurement sample was fixed to the measurement stage of a micro-hardness tester (product name: PICODETOR HM500, manufactured by Fisher Instruments) installed in parallel with the vibration isolation table.
- a micro-hardness tester product name: PICODETOR HM500, manufactured by Fisher Instruments
- the four sides of the first slide glass were fixed with tape (product name: cellophane tape (registered trademark), manufactured by Nichiban Co., Ltd.) so that the measurement sample did not move.
- tape product name: cellophane tape (registered trademark), manufactured by Nichiban Co., Ltd.
- an ultra-micro load hardness tester (Picodenter HM500, manufactured by Fisher Instruments) equipped with a Vickers indenter (a diamond indenter having a regular square pyramid with a facing angle of 136 °) was used.
- the indentation elastic modulus (MPa) was measured under the conditions of a indentation speed of 0.15 ⁇ m / sec, a indentation depth of 3 ⁇ m, a holding time of 5 seconds, and a withdrawal speed of 0.15 ⁇ m / sec. In one section, measurements were taken at at least five different points, and the average of those measurements was taken as the value of the indentation modulus for the sealant under that condition. The results are shown in Table 1.
- the first surfaces of the sealants of Samples 1 to 3 are heat-sealed at the sealing temperatures of 110 ° C., 120 ° C., 130 ° C., 140 ° C. and 150 ° C., and a heat-sealing test piece having a width of 15 mm including the heat-sealing portion is collected. Then, the seal strength (N / 15 mm) of the heat seal test piece at each seal temperature was determined in accordance with JIS-Z1711.
- the packaging material 3 in the present embodiment has a multilayer structure in which the sealant 1 is laminated so that the second surface 2B is brought into contact with one surface side of the base 4.
- the base 4 is formed by, for example, one type of resin material selected from polyethylene (PE), polyethylene terephthalate (PET), nylon (registered trademark, Ny), polybutylene terephthalate (PBT), and the like, or a laminate of two or more types of resin materials. It is composed of the body.
- the base 4 is composed of a laminate of two types of resin materials (first resin layer 41 and second resin layer 42), and the first resin layer 41 is the first sealant 1. It functions as an adhesive layer for the two surfaces 2B.
- the first resin layer 41 may be made of polyethylene (PE)
- the second resin layer 42 may be made of polyethylene terephthalate (PET).
- the sealant 1 in the packaging material 3 is such that the inside of the packaging material 10 can be visually recognized when the silicon material is packaged in the transportation packaging body 10 (see FIG. 6) of the silicon material produced from the packaging material 3. Has transparency. Therefore, it is desirable that the packaging material 3 having the sealant 1 also has transparency to the extent that the inside of the packaging body 10 can be visually recognized. From such a viewpoint, the haze of the packaging material 3 in the present embodiment may be, for example, 30% or less, preferably 25% or less.
- the haze of the packaging material 3 can be measured according to JIS-K7136 using, for example, a haze meter (product name: HM-150, manufactured by Murakami Color Research Institute).
- the gas barrier layer 5 may be provided on the other side of the base 4 (see FIG. 4). By having the gas barrier layer 5, it is possible to prevent gas or the like that contaminates the surface of the silicon material from entering from the outside of the packaging body 10 (see FIG. 6) for transporting the silicon material produced from the packaging material 3. .
- the gas barrier layer 5 may be, for example, a thin-film film formed by depositing an inorganic oxide such as silica or alumina on a resin layer (for example, a PET layer).
- the packaging material 3 may have a metal vapor deposition film formed by depositing a metal such as aluminum or a metal foil such as aluminum on the other surface side of the base 4.
- the packaging material 10 for transporting the silicon material produced from the packaging material 3 has a gas barrier property as well.
- Light shielding property can also be imparted.
- the sealant 1 provided on one surface side of the base 4 has a predetermined transparency, so that the first sealant 1 in the packaging body 10 for transporting a silicon material produced from the packaging material 3 has a predetermined transparency. It is possible to more easily confirm whether or not foreign matter is attached to the surface 2A.
- the packaging material 3 having the above-described configuration may be produced by a conventionally known production method such as a film.
- the first roll 61, the second roll 62, the third roll 63, and T It can be made using a manufacturing apparatus 60 having a die 64.
- the resin material constituting the first resin layer 41 is extruded from the T die 64 in the form of a film between the second surface 2B of the sealant 1 and the second resin layer 42, and the first roll 61.
- the packaging material 3 is produced by being surface-pressed and cooled by the second roll 62 and the third roll 63.
- the packaging body 10 for transporting a silicon material in the present embodiment is a packaging bag that becomes a substantially rectangular parallelepiped shape (substantially rectangular parallelepiped shape) when expanded, and the first side surface film 11 and the second side surface It is composed of a film 12, a first gusset film 13, and a second gusset film 14.
- the first side surface film 11, the second side surface film 12, the first gusset film 13 and the second gusset film 14 are all made of the above-mentioned packaging material 3.
- the first surface 2A of the sealant 1 of any of the first side film 11, the second side film 12, the first gusset film 13 and the second gusset film 14 is located on the innermost surface.
- the other side of the base 4 is configured to be located on the outermost surface.
- one of the two opposing side edges of the first side film 11 and one of the two opposing side edges of the folded first gusset film 13 are overlapped with each other.
- the first heat-sealed portion HS1 formed by welding by heat-sealing is formed, and the other side edge portion of the first side surface film 11 and one of the two opposing side edge portions of the folded second gusset film 14 are formed.
- a second heat-sealed portion HS2 formed by overlapping and welding by heat-sealing is formed.
- a third heat-sealing portion formed by superimposing one of the two opposing side edge portions of the second side surface film 12 and the other side edge portion of the folded first gusset film 13 and welding them by heat sealing.
- a fourth heat-sealed portion formed by forming HS3 and superimposing the other side edge portion of the second side film 12 and the other side edge portion of the folded second gusset film 14 and welding them by heat sealing.
- HS4 is formed.
- a first side heat-sealed portion HSB formed by superimposing the side edges of the first side surface film 11 and the second side surface film 12 and welding them by heat sealing is formed, and is located opposite to the bottom surface heat-sealing portion HSB. The side edges of the side film 11 and the second side film 12 are not heat-sealed and form an opening 15 of the silicone material transport package 10.
- the opening 15 can be opened. From the open opening 15, a resin case 51 (see FIG. 7) or a silicon material (polysilicon) 53 (see FIG. 8) for storing the silicon material (silicon wafer) 52 in the packaging body 10 for transporting the silicon material is inserted.
- the upper surface heat-sealed portion HST is formed by accommodating and heat-sealing the side edges of the first side surface film 11 and the second side surface film 12 in the opening 15, and the packaging body 50 made of a silicon material. (See FIGS. 7 and 8) can be made.
- a sealant is located in the innermost layer of a package for packaging a silicon material, but a volatile component derived from the sealant (outgas component derived from the sealant) adheres to a silicon material such as polysilicon or a silicon wafer.
- a volatile component derived from the sealant adheres to a silicon material such as polysilicon or a silicon wafer.
- One of the methods to reduce the volatile components from the sealant is to make the sealant thinner. Considering the resistance to bending when the sealant is thinned, it is preferable to use linear low density polyethylene (LLDPE) as a constituent material of the sealant.
- LLDPE linear low density polyethylene
- linear low density polyethylene since the pressure at the time of polymerization is low, low molecular weight components are likely to be generated, and volatile components may be easily generated from the sealant. Further, since the sealing temperature of linear low-density polyethylene (LLDPE) is relatively high, it may be difficult to obtain the sealing strength.
- low density polyethylene is contained on the first surface 2A side of the sealant 1 located in the innermost layer thereof, and linear on the second surface 2B side.
- LDPE low density polyethylene
- the linear low-density polyethylene (LLDPE) constituting the sealant 1 makes it possible to make the thickness T2 of the sealant 1 relatively thin, improve the followability, and include it on the first surface 2A side of the sealant 1.
- the low density polyethylene (LDPE) can prevent the volatilization of low molecular weight components from the linear low density polyethylene (LLDPE).
- the predetermined transparency is not ensured, but the packaging material 3
- the metal vapor deposition film or the metal foil is provided on the other surface side of the base portion 4, it is possible to impart gas barrier property and light shielding property to the packaging body 10 for transporting the silicon material.
- the sealant 1 provided on one surface side of the base 4 has a predetermined transparency, foreign matter adheres to the first surface 2A of the sealant 1 in the packaging body 10 for transporting the silicon material. It can be easily confirmed whether or not it is present.
- the silicon material transport bag 100 includes a first bag 110 and a second bag 120 arranged in the first bag 110. It is a heavy packaging bag.
- the first bag 110 is a so-called outer bag
- the second bag 120 is a so-called inner bag.
- the second bag 120 which is an inner bag, is independent of the first bag 110, which is an outer bag, and is arranged in the first bag 110 without being fixed to the first bag 110. ..
- the first bag 110 and the second bag 120 are both packaging bags that become substantially rectangular (substantially rectangular parallelepiped) when unfolded, and are first side film 111, 121 and second side film 112, 122. , The first gusset film 113, 123 and the second gusset film 114, 124.
- the first side surface film 111, the second side surface film 112, the first gusset film 113, and the second gusset film 114 are all made of the first packaging material 130 (see FIG. 13).
- the first side surface film 121, the second side surface film 122, the first gusset film 123, and the second gusset film 124 are all made of the second packaging material 140 (see FIGS. 14 to 17).
- the outer diameter of the second bag 120 may be any size that can be arranged in the first bag 110. That is, the first bag 110 is slightly larger than the second bag 120. In addition, neither the first bag 110 nor the second bag 120 may have the first gusset film 113, 123 and the second gusset film 114, 124. In this case, the first side film 111, 121 and the second side film 112, 122 are heat-sealed at the three side edges so that the first surfaces 132A, 142A of the sealant layers 132, 142 face each other. Just do it.
- the first packaging material 130 constituting each film (first side surface film 111, second side surface film 112, first gusset film 113, second gusset film 114) of the first bag 110 is on one side 131A and facing it. It has a resin base material layer 131 having the other surface 131B and a sealant layer 132 laminated on the one side 131A side of the resin base material layer 131 (see FIG. 13).
- the first packaging material 130 is not limited to the two-layer structure of the resin base material layer 131 and the sealant layer 132.
- another layer such as a resin layer or an adhesive layer may be provided between the resin base material layer 131 and the sealant layer 132.
- the other layer may be provided on the side of the resin base material layer 131 opposite to the sealant layer 132 side, or the other layer on the side of the sealant layer 132 opposite to the resin base material layer 131 side. May be provided.
- the second packaging material 140 constituting each film (first side surface film 121, second side surface film 122, first gusset film 123, second gusset film 124) of the second bag 120 has one side 141A and the opposite side thereof. It has a resin base material layer 141 having the other surface 141B, a barrier layer 143 laminated on the one side 141A side of the resin base material layer 141, and a sealant layer 142 laminated on the barrier layer 143 (FIG. 14).
- the second packaging material 140 may have a barrier layer 143, a resin layer 144 containing polyethylene terephthalate (PET), and a sealant layer 142 laminated in this order (FIG. 14).
- the resin base material layer 141, the barrier layer 143, the resin layer 144, and the sealant layer 142 may be laminated in this order (see FIG. 16), the resin base material layer 141, and the adhesive layer 145.
- the barrier layer 143 and the sealant layer 142 may be laminated in this order (see FIG. 17).
- the second packaging material 140 is not limited to the above layer structure, and the other layers may be provided.
- the resin material contained in the resin layer 144 examples include polyester resin materials such as polyethylene (PE), polyethylene terephthalate (PET), and polybutylene terephthalate (PBT).
- PET polyethylene
- PBT polybutylene terephthalate
- the resin base material layer 141 and the resin layer 144 may contain the same material or may contain different materials, but it is preferable that the resin base material layer 141 and the resin layer 144 contain the same material. As a result, stress differences are less likely to occur on both sides of the barrier layer 143, and it is possible to prevent cracks from occurring in the barrier layer 143.
- one resin layer 144 is provided between the sealant layer 142 and the barrier layer 143, but a plurality of resin layers 144 may be provided. Further, when a plurality of layers of resin layers 144 are provided, the plurality of layers of resin layers 144 may contain the same material or different materials. For example, although not shown, when the resin base material layer, the barrier layer, the first resin layer, the second resin layer, and the sealant layer are laminated in this order, the first resin layer contains polyethylene terephthalate (PET) and the second. The resin layer may contain polyethylene (PE).
- PET polyethylene terephthalate
- PE polyethylene
- the adhesive layer 145 can be formed using an adhesive.
- the adhesive include a two-component urethane resin adhesive and the like. More specifically, a two-component urethane resin adhesive in which a main agent (Ru77t manufactured by Rock Paint Co., Ltd.) and a curing agent (H-7 manufactured by Rock Paint Co., Ltd.) are mixed can be mentioned.
- the adhesive layer 145 may be located inside or outside the barrier layer 143, but is more preferably located outside the barrier layer 143. When the bag is produced using the second packaging material 140, the adhesive layer 45 is arranged outside the bag rather than the barrier layer 143, so that the organic components from the adhesive layer 145 move into the bag. It can be suppressed.
- the thickness of the adhesive layer 145 may be, for example, about 1 ⁇ m to 5 ⁇ m, and preferably about 2 ⁇ m to 4 ⁇ m. If the thickness of the adhesive layer 145 is thinner than 1 ⁇ m, sufficient adhesive strength may not be obtained. On the other hand, if the thickness of the adhesive layer 145 is thicker than 5 ⁇ m, the curing reaction takes time, so that the adhesive layer 145 may contain a large amount of unreacted substances, residual solvent, and the like.
- inside the barrier layer means that when the second bag 120 is manufactured by using the second packaging material 140, the second bag 120 is more than the barrier layer 143 of the second packaging material 140. It means that it is located inside.
- outside the barrier layer means that when the second bag 120 is manufactured using the second packaging material 140, the outside of the second bag 120 is outside the barrier layer 143 of the second packaging material 140. Means to be located in.
- the resin base material layer 131 of the first packaging material 130 is composed of, for example, a polyester-based resin material such as polyethylene terephthalate (PET) or polybutylene terephthalate (PBT), and is a single layer of one type of resin material. It may be a laminate of two or more kinds of resin materials.
- the resin base material layer 131 may contain a polyamide-based resin material such as nylon (Ny, registered trademark), but it is preferable that the resin base material layer 131 does not contain the polyamide-based resin material. Since the resin base material layer 131 does not contain the polyamide-based resin material, it is possible to reduce the possibility of contaminating the silicon material as the content when the first bag 110 is opened or the like.
- a layer such as polyethylene (PE) may be contained between the resin base material layer 131 and the sealant layer 132.
- the resin base material layer 141 of the second packaging material 140 is, for example, a polyester resin material such as polyethylene (PE), polyethylene terephthalate (PET), polybutylene terephthalate (PBT), or a polyamide such as nylon (registered trademark, Ny). It is composed of one kind of resin material selected from based resin materials and the like, or a laminate of two or more kinds of resin materials. It is preferable that the resin base material layer 141 does not contain a polyamide-based resin material such as nylon (Ny, registered trademark). Caprolactam, which is a residual monomer of the polyamide-based resin material, may contaminate the silicon material that is the content. However, the second bag 120 has a barrier layer 143 located inside the resin base material layer 141.
- a polyester resin material such as polyethylene (PE), polyethylene terephthalate (PET), polybutylene terephthalate (PBT), or a polyamide such as nylon (registered trademark, Ny). It is composed of one kind of resin material
- Contamination by the caprolactam can be suppressed.
- the resin base material layer 141 contains a polyamide-based resin material, it is denied that the silicon material may be contaminated with caprolactam that may be contained in the resin base material layer 141 when the second bag 120 is opened.
- the resin base material layer 141 does not contain the polyamide-based resin material, the possibility of contaminating the silicon material as the content can be further reduced.
- the inner bag has a barrier layer when the outer bag and the inner bag are double-packed and the packing body in which the silicon material is packed is impacted during transportation and the outer bag is damaged. Since this is not done, the silicon material that is the content may be contaminated.
- the second bag 120 which is the inner bag
- the barrier layer 143 located inside the resin base material layer 141
- the first bag which is the outer bag
- the thickness of the resin base material layer 131 of the first packaging material 130 and the resin base material layer 141 of the second packaging material 140 may be, for example, 8 ⁇ m to 30 ⁇ m, and preferably 10 ⁇ m to 27 ⁇ m. If the thickness is less than 8 ⁇ m, it is difficult to maintain the bag shape of the first bag 110 and the second bag 120, and the workability when accommodating the silicon material in the silicon material transport bag 100 becomes difficult. There is a risk of deterioration, and if it exceeds 30 ⁇ m, the first bag 110 and the second bag 120 are less likely to be deformed, and when the silicon material is housed in the silicon material transport bag 100, degassed and packed. , The followability of the first bag 110 and the second bag 120 may decrease.
- the layer structure of the second packaging material 140 the following specific examples can be given.
- layer structure of resin base material layer 141 / adhesive layer / barrier layer 143 / resin layer 144 / resin layer / sealant layer 142 - PET / adhesive layer / AlO X / PET / PE / Sealant layer * PET / adhesive layer / SiO X / PET / PE / Sealant layer nylon / adhesive layer / AlO X / PET / PE / Sealant layer nylon / Adhesive layer / SiO X / PET / PE / Sealant layer / Nylon / Adhesive layer / AlO X / Nylon / PE / Sealant layer / Nylon / Adhesive layer / SiO X / Nylon / PE / Sealant layer / Nylon / Adhesive layer / SiO X / Nylon / PE / Sealant layer / Sealant layer [Resin base material Specific example of layer structure of layer
- AlO X is a deposited film of alumina
- SiO X is a deposited film of silica
- PET is a polyethylene terephthalate layer
- nylon is a nylon layer
- PE is a polyethylene layer.
- the sealant layer 132 of the first packaging material 130 has a first surface 132A and a second surface 132B facing the first surface 132A.
- the second surface 132B of the sealant layer 132 is located on the resin base material layer 131 side.
- the sealant layer 132 is sandwiched between the first surface layer 321 located on the first surface 132A side, the second surface layer 322 located on the second surface 132B side, and the first surface layer 321 and the second surface layer 322. It may be a laminated structure having the intermediate layer 323 and the intermediate layer 323 (see FIG. 18), or it may be a single-layer structure having the first surface 132A and the second surface 132B (see FIG. 19).
- the sealant layer 132 may contain a heat-fusing resin component, and may contain, for example, polyolefin, cyclic polyolefin, carboxylic acid-modified polyolefin, carboxylic acid-modified cyclic polyolefin, or the like.
- polystyrene resin examples include polyethylene such as low density polyethylene (LDPE), medium density polyethylene, high density polyethylene, and linear low density polyethylene (LLDPE); homopolypropylene, block copolymer of polypropylene (for example, block copolymer of propylene and ethylene, etc.) ), Polypropylene such as a random copolymer of polypropylene (eg, a random copolymer of propylene and ethylene); ethylene? Butene? Propylene terpolymer; and the like.
- polyethylene such as low density polyethylene (LDPE), medium density polyethylene, high density polyethylene, and linear low density polyethylene (LLDPE); homopolypropylene, block copolymer of polypropylene (for example, block copolymer of propylene and ethylene, etc.)
- Polypropylene such as a random copolymer of polypropylene (eg, a random copolymer of propylene and ethylene); ethylene? Buten
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer
- examples of the olefin that is a constituent monomer of the cyclic polyolefin include ethylene, propylene, and 4? Methyl? 1? Examples thereof include pentene, styrene, butadiene, isoprene and the like.
- Examples of the cyclic monomer which is a constituent monomer of the cyclic polyolefin include cyclic alkenes such as norbornene; specific examples thereof include cyclic diene such as cyclopentadiene, dicyclopentadiene, cyclohexadiene, and norbornadiene.
- Carboxylic acid-modified polyolefin is a polymer modified by block-polymerizing or graft-polymerizing polyolefin with carboxylic acid.
- carboxylic acid used for modification include maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, itaconic anhydride and the like.
- the carboxylic acid-modified cyclic polyolefin is obtained by copolymerizing a part of the monomers constituting the cyclic polyolefin in place of ⁇ , ⁇ -unsaturated carboxylic acid or its anhydride, or ⁇ , ⁇ -with respect to the cyclic polyolefin. It is a polymer obtained by block polymerization or graft polymerization of unsaturated carboxylic acid or its anhydride.
- the sealant layer 142 of the second packaging material 140 constituting the second bag 120 may include polyethylene such as low density polyethylene (LDPE) or linear low density polyethylene (LLDPE). Therefore, it is preferable that the sealant layer 132 included in the first packaging material 130 constituting the first bag 110 also contains polyethylene such as low density polyethylene (LDPE) and linear low density polyethylene (LLDPE).
- the sealant layer 132 of the first packaging material 130 has substantially the same seal as polyethylene such as low density polyethylene (LDPE) and linear low density polyethylene (LLDPE) constituting the sealant layer 142 of the second packaging material 140.
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the sealant layer 132 of the first packaging material 130 and the sealant layer 142 of the second packaging material 140 have different sealing characteristics (for example, sealing temperature conditions)
- the silicon material is contained in the silicon material transport bag 100 and silicon is contained.
- the first surface layer 321 located on the first surface 132A side of the sealant layer 132 may be a layer containing low density polyethylene (LDPE) to which a slip agent is substantially not added, and may be on the second surface 132B side.
- the second surface layer 322 located may be, for example, a layer containing low density polyethylene (LDPE) to which a slip agent is substantially not added, like the first surface layer 321.
- the first surface layer 321 may be used.
- the intermediate layer 323 sandwiched between the surface layer 322 and the second surface layer 322 may be, for example, a layer containing linear low density polyethylene (LLDPE) to which a slip agent is substantially not added.
- substantially no slip agent is added means that a component that actually improves the slipperiness of the surface of the sealant as a slipper actually affects the slipperiness of the surface of the sealant. Means that it is not added in excess of the amount that actually affects the slipperiness of the surface of the sealant.
- the slip agent include particles such as calcium carbonate or talc, and surfactants such as silicone resin or quaternary ammonium salt compound.
- the sealant layer 142 of the second packaging material 140 has a first surface 142A and a second surface 142B facing the first surface 142A, similarly to the sealant layer 132 of the first packaging material 130.
- the second surface 142B of the sealant layer 142 is located on the resin base material layer 141 side.
- the sealant layer 142 is sandwiched between the first surface layer 421 located on the first surface 142A side, the second surface layer 422 located on the second surface 142B side, and the first surface layer 421 and the second surface layer 422. It may be a laminated structure having the intermediate layer 423 and the intermediate layer 423 (see FIG. 20), or it may be a single-layer structure having the first surface 142A and the second surface 142B (see FIG. 21).
- the sealant layer 142 may contain polyethylene such as low density polyethylene (LDPE) and linear low density polyethylene (LLDPE), and the low density polyethylene (LDPE) and the slip agent to which the slip agent is not substantially added may be used. It preferably contains linear low density polyethylene (LLDPE) or the like that is substantially free of addition.
- the sealant layer 142 Since the sealant layer 142 is located in the innermost layer of the second bag 120, volatile components derived from the sealant layer 142 (outgas components derived from the sealant layer 142, etc.) adhere to the polysilicon or silicon wafer as the contents. If this happens, there is a risk of causing defects in the semiconductor device manufactured using the silicon wafer. Therefore, it is desirable that the amount of volatile components derived from the sealant layer 142 is as small as possible. In order to reduce the volatile components derived from the sealant layer 142, it is desirable to make the thickness T142 of the sealant layer 142 as thin as possible.
- the thickness T142 of the sealant layer 142 is relatively thin, the volatile components derived from the sealant layer 142 are released to the outside of the film, so that the volatile components derived from the sealant layer 142 can be reduced.
- the thickness T142 of the sealant layer 142 is made too thin, the resistance to mechanical properties such as tensile strength is lowered, and the function as a bag for packing the contents may be deteriorated.
- linear low density polyethylene (LLDPE) has higher elasticity and resistance to bending than low density polyethylene (LDPE). Therefore, by using linear low density polyethylene (LLDPE) as the sealant layer 142, the sealant The thickness T142 of the layer 142 can be made relatively thin.
- the resin case 151 (see FIG. 22) or the polysilicon 153 (see FIG. 23) is housed in the second bag 120 and then degassed from the second bag 120 and packed, the second bag 120 is packed.
- the sealant layer 142 contained in the second packaging material 140 constituting the bag 120 is required to have good followability.
- the followability of the sealant layer 142 can be improved by using the linear low density polyethylene (LLDPE). ..
- the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE)
- the indentation elastic modulus of the sealant layer composed of a single layer of linear low density polyethylene (LLDPE) can be adjusted to about 150 MPa to 600 MPa. Therefore, it is considered that the thickness of the sealant layer can be reduced.
- the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE) in consideration of improving the followability of the sealant layer.
- the linear low density polyethylene (LLDPE) becomes the low density polyethylene (LDPE).
- the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE), even if the thickness of the sealant layer can be reduced, the silicon material is contaminated by the volatile components derived from the sealant layer. It is considered that there is a risk of this. Further, since linear low density polyethylene (LLDPE) tends to have lower slipperiness than low density polyethylene (LDPE), if the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE), the sealant It is considered that the slipperiness of the surface of the layer may be lowered.
- LLDPE linear low density polyethylene
- the slip agent that may become a foreign substance is substantially not added to the sealant layer 142 used in the second bag 120, it is preferable to improve the slipperiness by means other than the use of the slip agent.
- the intermediate layer 423 containing linear low density polyethylene (LLDPE) may be sandwiched between the first surface layer 421 and the second surface layer 422 containing low density polyethylene (LDPE). Therefore, in the sealant layer 142 of the second bag 120, the thickness T142 can be made relatively thin, the followability and slipperiness are good, and the linear low density polyethylene (LLDPE) contained in the intermediate layer 423 is obtained. ), It is possible to prevent the low molecular weight components from volatilizing.
- the sealant layers 132 and 142 of the single-layer structure shown in FIGS. 19 and 21 may contain low-density polyethylene (LDPE) and linear low-density polyethylene (LLDPE).
- the blending ratio of the low density polyethylene (LDPE) and the linear low density polyethylene (LLDPE) may be about 50:50 to 70:30.
- the low density polyethylene (LDPE) is formed on the first surfaces 132A and 142A of the sealant layers 132 and 142.
- the effect of thinning the thicknesses T132 and T142 of the sealant layers 132 and 142 is achieved. Will be done.
- the low-density polyethylene (LDPE) and the linear low-density polyethylene (LLDPE) may be substantially uniformly present, and the first surface 132A, Low-density polyethylene (LDPE) may be unevenly distributed on the 142A side and the second surfaces 132B and 142B side.
- the thicknesses of the sealant layers 132 and 142 T132 and T142 are the thickness of the first bag 110 composed of the first packaging material 130, the thickness of the second bag 120 composed of the second packaging material 140, and the like. It can be appropriately set according to the above, but for example, it may be about 35 ⁇ m to 100 ⁇ m.
- the first surface layer 321 and 421 containing low density polyethylene (LDPE) and the second surface layer 322 and 422 containing low density polyethylene (LDPE) sandwich the intermediate layers 323 and 423.
- LDPE low density polyethylene
- the sealant layers 132 and 142 By arranging the sealant layers 132 and 142, the internal stress on one surface side and the internal stress on the other surface side cancel each other to some extent, and curling of the sealant layers 132 and 142 can be suppressed.
- the thicknesses T321, T322, T421, and T422 of the first surface layers 321 and 421 and the second surface layers 322 and 422 are all the thicknesses of the intermediate layers 323 and 423, T323.
- the sealant layer 132 is formed so that the respective thicknesses T321, T322, T421, and T422 of the first surface layers 321 and 421 and the second surface layers 322 and 422 are thinner than the thicknesses T323 and T423 of the intermediate layers 323 and 423.
- 142 can be provided with a predetermined followability.
- the ratio of the thickness T321 and T421 of the first surface layers 321 and 421 to the thicknesses T323 and T423 of the intermediate layers 323 and 423 may be about 1: 1 to 10, preferably about 1: 2 to 3. ..
- the thickness ratio is within the above range, sufficient followability of the low-density linear polyethylene (LLDPE) contained in the intermediate layers 323 and 423 is imparted to the sealant layers 132 and 142, and the indentation elasticity of the sealant layers 132 and 142 is provided.
- the rate can be in the range of 300 MPa to 500 MPa.
- the indentation elastic modulus can be measured by a microhardness tester (product name "PICODENTOR HM500", manufactured by Fisher Instruments).
- the sealing strength of the sealant can be controlled by the sealing temperature, sealing pressure, sealing time, etc. at the time of heat sealing. Generally, the higher the sealing temperature, the higher the sealing strength tends to be. However, if the sealing temperature is too high, the sealant may melt more than necessary, and the sealing strength may be lowered.
- the sealing strength when the first surfaces 132A and 142A of the sealant layers 132 and 142 are sealed under the heat sealing conditions of a sealing temperature of 150 ° C., a sealing pressure of 0.1 MPa and a sealing time of 1 second is determined. It may be 30 N / 15 mm or more, and preferably 50 N / 15 mm or more and less than 60 N / 15 mm.
- the transport of the silicone material having the first and second bags 110, 120 composed of the first and second packaging materials 130, 140 having the sealant layers 132, 142 is less than 30 N / 15 mm.
- the heat-sealing portions for example, the upper surface heat-sealing portions HST1, HST2, etc. (see FIGS. 22 and 23) of the silicon material transportation bag 100 There is a risk of peeling.
- linear low density polyethylene (LLDPE)
- the sealing temperature required to obtain a predetermined sealing strength becomes relatively high.
- the sealing temperature required to obtain a predetermined sealing strength can be relatively lowered. it can.
- the haze of the sealant layer 142 in the present embodiment may be 25% or less, preferably 20% or less. When the haze of the sealant layer 142 is 20% or less, the visibility inside the second bag 120 can be improved. Further, before packaging the silicon material in the packaging for transporting the silicon material, it is possible to confirm whether or not foreign matter is attached to the first surface 41A of the sealant layer 142, thereby preventing contamination of the silicon material. You can also do it.
- the haze of the sealant layer 142 can be measured according to JIS-K7136 using, for example, a haze meter (product name: HM-150, manufactured by Murakami Color Research Institute).
- the sealant layers 132 and 142 having the above-mentioned structure can be produced by using a conventionally known film forming method.
- the sealant layers 132 and 142 having the configurations shown in FIGS. 18 and 20 are the second surface layer 322, 422, the intermediate layer 323, 423 and the first surface by using a coating method such as a die coating method or an inflation method. It can be manufactured by laminating layers 321 and 421.
- the sealant layers 132 and 142 having the configurations shown in FIGS. 19 and 21 can be manufactured by using the above coating method, extrusion inflation method, or the like.
- the barrier layer 143 of the second packaging material 140 in the present embodiment may be, for example, a thin-film film in which an inorganic oxide such as silica or alumina is vapor-deposited on a PET layer or the like.
- an inorganic oxide such as silica or alumina
- the barrier layer 143 may be a metal vapor deposition film formed by depositing a metal such as aluminum on the resin base material layer 141 or the resin layer 144, or a metal foil such as aluminum.
- the barrier layer 143 is such a metal vapor deposition film or a metal foil, transparency is not ensured in the second bag 120, but the second bag 120 can be provided with light shielding property as well as barrier property. .. Further, in this embodiment, since the sealant layer 142 has a predetermined transparency, it is easier to confirm whether or not foreign matter is attached to the first surface 142A of the sealant layer 142 in the second bag 120. Can be done.
- the sealant layers 132 and 142 have transparency to the extent that the inside of the transport bag 100 can be visually recognized when the silicon material is packaged in the transport bag 100 of the silicon material (see FIG. 10). .. Therefore, the first packaging material 130 and the second packaging material 140 having the sealant layers 132 and 142 also have transparency to the extent that the inside of the transportation bag 100 can be visually recognized. desirable.
- the haze of the first packaging material 130 and the second packaging material 140 in the present embodiment may be, for example, 30% or less, preferably 25% or less. When the haze of the first packaging material 130 and the second packaging material 140 exceeds 30%, the first bag 110 and the second bag 110 and the second are manufactured from the first packaging material 130 and the second packaging material 140, respectively.
- the haze of the first packaging material 130 and the second packaging material 140 is measured in accordance with JIS-K7136 using, for example, a haze meter (product name: HM-150, manufactured by Murakami Color Research Institute). Can be done.
- the first surface 132A of each sealant layer 132 of the first side film 111, the second side film 112, the first gusset film 113, and the second gusset film 114 is located on the innermost surface, and is a resin base material.
- the other surface 131B side of the layer 131 is configured to be located on the outermost surface.
- the first surface 142A of each sealant layer 142 of the first side film 121, the second side film 122, the first gusset film 123, and the second gusset film 124 is located on the innermost surface, and is a resin base material.
- the other surface 141B (see FIGS. 14 and 16) or the barrier layer 143 (see FIG. 15) side of the layer 141 is configured to be located on the outermost surface.
- first bag 110 and the second bag 120 In each of the first bag 110 and the second bag 120, one of the two opposing side edges of the first side surface films 111 and 121 and the two opposite sides of the first gusset films 113 and 123 folded in.
- the first heat-sealed portions HS11 and HS21 formed by superimposing one of the edge portions and welding them by heat sealing are formed, and the second gusset film is folded with the other of the side edge portions of the first side surface films 111 and 121.
- the second heat-sealing portions HS12 and HS22 are formed by superimposing one of the two opposing side edge portions of 114 and 124 and welding them by heat sealing.
- one of the two opposite side edges of the second side film 112 and 122 and the other of the folded side edges of the first gusset films 113 and 123 are overlapped and welded by heat sealing.
- 3 Heat seal portions HS13 and HS23 are formed, and the other side edge portion of the second side surface films 112 and 122 is overlapped with the other side edge portion of the folded second gusset films 114 and 124 to heat seal.
- the fourth heat-sealed portions HS14 and HS24 are formed by welding.
- the bottom surface heat seal portions HSB1 and HSB2 formed by superimposing the side edges of the first side surface films 111 and 121 and the second side surface films 112 and 122 and welding them by heat sealing are formed, and the bottom surface heat seal portions HSB1 and HSB2 are formed.
- the side edges of the first side film 111, 121 and the second side films 112, 122, which are located opposite to each other, are not heat-sealed, and the openings 115 of the first bag 110 and the second bag 120, Forming 125.
- the opening 125 can be opened. From the open opening 125, a resin case 151 (see FIG. 22) or polysilicon 153 (see FIG. 23) for storing the silicon material 152 is housed in the second bag 120, and the first side surface of the opening 125 is accommodated.
- the upper surface heat-sealing portion HST2 is formed by superimposing and heat-sealing the side edges of the film 121 and the second side surface film 122.
- the first side surface film 111 or the second side surface film 112 is sucked and held and lifted upward.
- the opening 115 can be opened.
- the resin case 151 or the polysilicon 153 is housed, and the second bag 120 on which the upper surface heat-sealing part HST2 is formed is housed.
- the upper surface heat-sealing portion HST1 is formed by superimposing and heat-sealing the side edges of the first side surface film 111 and the second side surface film 112 in the opening 115. In this way, a packing body 160 made of a silicon material can be produced.
- low density polyethylene is contained on the first surface 142A side of the sealant layer 142 located in the innermost layer thereof, and linear low density on the second surface 142B side.
- the low density polyethylene (LDPE) contained on the side can prevent the volatilization of low molecular weight components from the linear low density polyethylene (LLDPE).
- the barrier layer 143 of the second packaging material 140 constituting the second bag 120 is a metal vapor deposition film, a metal foil, or the like
- the predetermined transparency is not ensured, but the barrier layer 143 is a metal vapor deposition film or metal.
- the second bag 120 can be provided with a barrier property and a light shielding property.
- the sealant layer 142 has a predetermined transparency, it can be easily confirmed whether or not foreign matter is attached to the first surface 142A of the sealant layer 142 in the second bag 120.
- the packaging material 200 is used for the silicon material transport bag 1000 (see FIGS. 28 and 29), and is the first resin base material layer 2011 and the first resin base material layer 2011.
- a resin base material layer 201 having the second resin base material layer 2012, a barrier layer 203 located between the first resin base material layer 2011 and the second resin base material layer 2012, and a second resin base material layer.
- It is a laminate having a sealant layer 205 located on the opposite side of the barrier layer 203 in 2012 via a resin layer 204.
- the sealant layer 205 is located inside and the first resin base material layer 2011 is located outside.
- Both the first resin base material layer 2011 and the second resin base material layer 2012 are made of, for example, a polyester resin material such as polyethylene terephthalate (PET) or polybutylene terephthalate (PBT), and are of one type. It may be a single layer of a resin material or a laminate of two or more kinds of resin materials.
- PET polyethylene terephthalate
- PBT polybutylene terephthalate
- the first resin base material layer 2011 and the second resin base material layer 2012 may both contain a polyamide-based resin material such as nylon (Ny, a registered trademark), but at least a second resin base layer. It is preferable that the material layer 2012 does not contain the polyamide-based resin material, and it is particularly preferable that both the first resin base material layer 2011 and the second resin base material layer 2012 do not contain the polyamide-based resin material. .. Caprolactam, which is the residual monomer of the polyamide-based resin material, can be a causative substance that contaminates the silicon material (silicon wafer 252, polysilicon 253) that is the content of the package 250 (see FIGS. 30 and 31), but for transportation.
- a polyamide-based resin material such as nylon (Ny, a registered trademark)
- Caprolactam which is the residual monomer of the polyamide-based resin material, can be a causative substance that contaminates the silicon material (silicon wafer 252, polysilicon 253) that is the content of the package 250 (see FIG
- the bag 1000 Since the bag 1000 has the barrier layer 203 located inside the first resin base material layer 2011, it is possible to reduce the possibility that the caprolactam contaminates the silicon materials 252 and 253.
- the second resin base material layer 2012 does not contain the polyamide-based resin material
- the first resin base material layer 2011 contains the polyamide-based resin material
- the transportation bag 1000 is opened, although it cannot be denied that the silicon material 252,253 may be contaminated with caprolactam which may be contained in the first resin base material layer 2011, the first resin base material layer 2011 does not contain the polyamide resin material.
- the possibility of contaminating the silicon material 252,253, which is the content can be further reduced.
- the resin material constituting the first resin base material layer 2011 and the resin material constituting the second resin base material layer 2012 may be the same resin material or different resin materials from each other. It is good, but it is preferable that the resin materials are the same as each other.
- the transport bag 1000 Degas the inside and vacuum package. In the vacuum-packed packaging body 250, a predetermined stress is applied to the packaging material 200 constituting the transportation bag 1000.
- the barrier layer 203 may not be able to follow the difference in strain, and cracks may occur in the barrier layer 203. If cracks occur in the barrier layer 203, the barrier function of blocking the permeation of oxygen, water vapor, etc. is deteriorated, and there is a risk of contaminating the silicon materials 252 and 253, which are the contents.
- a predetermined stress is applied to the packaging material 200.
- the resin material constituting the first resin base material layer 2011 and the resin material constituting the second resin base material layer 2012 are used with each other. Even if they are different, it is preferable that the difference in indentation elastic modulus between the two resin materials is small, and it is particularly preferable that the two resin materials are the same as each other.
- the difference in indentation elastic modulus between the two resin materials is preferably 1000 MPa or less, and particularly preferably 800 MPa or less.
- the main component of the resin material contained in the first resin base material layer 2011 (the resin material contained most in terms of mass) and the main component of the resin material contained in the second resin base material layer 2012 are the same. It can be said that the resin materials constituting the first resin base material layer 2011 and the second resin base material layer 2012 are the same.
- the packaging material 200 is provided with the resin base material layers 201 (first resin base material layer 2011 and second resin base material layer 2012) on both sides of the barrier layer 203.
- the strength of the plastic can be relatively improved.
- the silicon material transport bag 1000 is less likely to be torn, and the workability when packing the silicon material 252,253 in the silicon material transport bag 1000 is improved. The effect can be achieved.
- the indentation elastic modulus of the first resin base material layer 2011 and the second resin base material layer 2012 may be 1500 MPa to 3500 MPa, respectively, and is preferably 1800 MPa to 3300 MPa. Although it depends on the thickness of the packaging material 200, if the indentation elastic modulus is less than 1500 MPa, the strength of the silicon material transport bag 1000 tends to decrease relatively, and the transport bag 1000 may be damaged. If it exceeds 3500 MPa, the rigidity of the silicon material transport bag 1000 tends to increase relatively, and there is a high possibility that the workability when packing the silicon material in the transport bag 1000 will decrease. Become.
- the thickness of the first resin base material layer 2011 and the second resin base material layer 2012 may be, for example, 6 ⁇ m to 40 ⁇ m, and preferably 10 ⁇ m to 30 ⁇ m, respectively. Although it depends on the indentation elastic modulus of the first resin base material layer 2011 and the second resin base material layer 2012, if the thickness is less than 6 ⁇ m, the strength of the silicon material transport bag 1000 is relatively lowered. The transport bag 1000 is more likely to be damaged, and if it exceeds 40 ⁇ m, the rigidity of the transport bag 1000 made of silicon material tends to be relatively large, and the silicon material is added to the transport bag 1000. There is a high possibility that workability when packing the plastic will be reduced.
- the first resin base material layer 2011 and the second resin constituting the packaging material 200 It is important to set the indentation elastic modulus and the thickness of the base material layer 2012 in an appropriate range. For example, when the indentation elastic modulus is relatively small, the thickness is relatively thick, and when the indentation elastic modulus is relatively large, the thickness is relatively thin to transport the silicon material. It is possible to improve the strength of the bag 1000 and the workability of packing the silicon material into the transportation bag 1000.
- the barrier layer 203 is sandwiched between the first resin base material layer 2011 and the second resin base material layer 2012, which have a predetermined rigidity and have a higher indentation elastic modulus than, for example, the sealant layer 205. It is possible to prevent the layer 203 from being damaged. Therefore, from the viewpoints of the strength of the transport bag 1000 of the silicon material, the workability of packing the silicon material in the transport bag 1000, and the protection of the barrier layer 203, the first resin base material layer 2011 and the second resin base material layer 2011 and the second It is preferable to set the indentation elastic modulus and the thickness of the resin base material layer 2012 in an appropriate range.
- a resin layer 204 may be provided between the first resin base material layer 2011 and the sealant layer 205.
- the resin layer 204 can be provided between the first resin base material layer 2011 and the barrier layer 203. Further, the resin layer 204 can be provided between the barrier layer 203 and the second resin base material layer 2012. Further, the resin layer 204 can be provided between the second resin base material layer 2012 and the sealant layer 205.
- a plurality of resin layers 204 can be provided between the first resin base material layer 2011 and the sealant layer 205. The plurality of resin layers 204 may be provided outside the barrier layer 203, or may be provided inside the barrier layer 203. Further, at least one resin layer 204 may be provided on the outer side and the inner side of the barrier layer 203.
- the resin layer 204 may be formed by extrusion lamination of a polyolefin such as polyethylene (PE), or may be formed by an adhesive that adheres the second resin base material layer 2012 and the sealant layer 205.
- the adhesive include a two-component urethane resin adhesive and the like.
- a two-component urethane resin adhesive for example, a two-component urethane resin adhesive in which a main agent (Ru77t manufactured by Rock Paint Co., Ltd.) and a curing agent (H-7 manufactured by Rock Paint Co., Ltd.) are mixed can be used. ..
- the resin layer 204 formed of the adhesive (hereinafter, may also be referred to as an “adhesive layer”) is the first resin base material layer 2011 and a barrier layer. It is preferable that it is provided between the 203 and the 203.
- the packaging material 200 includes a first resin base material layer 2011, a resin layer 204 (adhesive layer), a barrier layer 203, a second resin base material layer 2012, and a sealant.
- Examples thereof include a laminate in which 2042 and the sealant layer 205 are laminated in this order.
- the organic component that can be moved from the resin layer 204 (adhesive layer) include unreacted monomers such as acrylic acid and methacrylic acid.
- the thickness of the resin layer 204 (adhesive layer) formed by the adhesive may be, for example, about 1 ⁇ m to 5 ⁇ m, and preferably about 2 ⁇ m to 4 ⁇ m. If the thickness of the resin layer 204 (adhesive layer) formed by the adhesive is thinner than 1 ⁇ m, sufficient adhesive strength may not be obtained.
- the thickness of the resin layer 204 (adhesive layer) formed by the adhesive is thicker than 5 ⁇ m, the curing reaction takes time, so that the resin layer 204 contains a large amount of unreacted substances, residual solvent, and the like. There is a risk that it will end up.
- the thickness of the resin layer 204 formed by the extrusion lamination may be, for example, about 10 ⁇ m or more.
- the indentation elastic modulus of the resin layer 204 may be one digit or more smaller than the indentation elastic modulus of the first resin base material layer 2011 and the second resin base material layer 2012, and may be two orders of magnitude or more smaller.
- the indentation elastic modulus of the resin layer 204 may be about 250 MPa or less, about 150 MPa or less, and about 100 MPa or less.
- the barrier layer 203 may be cracked due to a relatively large difference in strain between the layers on both sides of the barrier layer 203, but the indentation elastic modulus of the resin layer 204 is the first resin base material layer 2011. And by making it smaller than the indentation elastic modulus of the second resin base material layer 2012 by an order of magnitude or more, the influence of the resin layer 204 on the cracks generated in the barrier layer 203 due to the difference in the strain can be made relatively small.
- the layer structure of the packaging material 200 include the following. [Specific example of layer structure of first resin base material layer 2011 / resin layer 204 / barrier layer 203 / second resin base material layer 2012 / resin layer 204 / sealant layer 205] - PET / adhesive layer / AlO X / PET / PE / Sealant layer * PET / adhesive layer / SiO X / PET / PE / Sealant layer nylon / adhesive layer / AlO X / PET / PE / Sealant layer nylon / Adhesive layer / SiO X / PET / PE / Sealant layer / Nylon / Adhesive layer / AlO X / Nylon / PE / Sealant layer / Nylon / Adhesive layer / SiO X / Nylon / PE / Sealant layer / Nylon / Adhesive layer / SiO X / Nylon / PE / Sealant layer [1st Specific example of layer structure of resin base material
- AlO X is a deposited film of alumina
- SiO X is a deposited film of silica
- PET is a polyethylene terephthalate layer
- nylon is a nylon layer
- PE is a polyethylene layer.
- inside the barrier layer means that when the silicon material transport bag 1000 is manufactured using the packaging material 200, it is located inside the transport bag 1000 with respect to the barrier layer 203 of the packaging material 200. Means.
- outside the barrier layer means that when the shipping bag 1000 made of a silicon material is manufactured using the packaging material 200, the bag 1000 is located outside the barrier layer 203 of the packaging material 200. means.
- the sealant layer 205 has a first surface 205A and a second surface 205B facing the first surface 205A.
- the second surface 205B of the sealant layer 205 is located on the second resin base material layer 2012 side.
- the sealant layer 205 is sandwiched between the first surface layer 2051 located on the first surface 205A side, the second surface layer 2052 located on the second surface 205B side, and the first surface layer 2051 and the second surface layer 2052. It may be a laminated structure having the intermediate layer 2053 and the intermediate layer 2053 (see FIG. 26), or it may be a single-layer structure having the first surface 205A and the second surface 205B (see FIG. 27).
- the sealant layer 205 may contain a heat-fusing resin component, and may contain, for example, polyolefin, cyclic polyolefin, carboxylic acid-modified polyolefin, carboxylic acid-modified cyclic polyolefin, or the like.
- polystyrene resin examples include polyethylene such as low density polyethylene (LDPE), medium density polyethylene, high density polyethylene, and linear low density polyethylene (LLDPE); homopolypropylene, block copolymer of polypropylene (for example, block copolymer of propylene and ethylene, etc.) ), Polypropylene such as a random copolymer of polypropylene (for example, a random copolymer of propylene and ethylene); ethylene-butene-propylene tarpolymer; and the like.
- polyethylene such as low density polyethylene (LDPE), medium density polyethylene, high density polyethylene, and linear low density polyethylene (LLDPE); homopolypropylene, block copolymer of polypropylene (for example, block copolymer of propylene and ethylene, etc.)
- Polypropylene such as a random copolymer of polypropylene (for example, a random copolymer of propylene and ethylene); ethylene-buten
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer
- examples of the olefin which is a constituent monomer of the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, styrene, butadiene, and isoprene. ..
- Examples of the cyclic monomer which is a constituent monomer of the cyclic polyolefin include cyclic alkenes such as norbornene; specific examples thereof include cyclic diene such as cyclopentadiene, dicyclopentadiene, cyclohexadiene, and norbornadiene.
- Carboxylic acid-modified polyolefin is a polymer modified by block-polymerizing or graft-polymerizing polyolefin with carboxylic acid.
- carboxylic acid used for modification include maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, itaconic anhydride and the like.
- the carboxylic acid-modified cyclic polyolefin is obtained by copolymerizing a part of the monomers constituting the cyclic polyolefin in place of ⁇ , ⁇ -unsaturated carboxylic acid or its anhydride, or ⁇ , ⁇ -with respect to the cyclic polyolefin. It is a polymer obtained by block polymerization or graft polymerization of unsaturated carboxylic acid or its anhydride.
- the first surface layer 2051 located on the first surface 205A side of the sealant layer 205 may be a layer containing low density polyethylene (LDPE) to which a slip agent is substantially not added, and may be on the second surface 205B side.
- the second surface layer 2052 located may be, like the first surface layer 2051, a layer containing, for example, low density polyethylene (LDPE) to which a slip agent is substantially not added, and the first surface layer 2051 may be used.
- the intermediate layer 2053 sandwiched between the second surface layer 2052 and the second surface layer 2052 may be, for example, a layer containing linear low density polyethylene (LLDPE) to which a slip agent is substantially not added.
- LLDPE linear low density polyethylene
- substantially no slip agent is added means that a component that actually improves the slipperiness of the surface of the sealant as a slipper actually affects the slipperiness of the surface of the sealant. Means that it is not added in excess of the amount that actually affects the slipperiness of the surface of the sealant.
- the slip agent include particles such as calcium carbonate or talc, and surfactants such as silicone resin or quaternary ammonium salt compound.
- the sealant layer 205 Since the sealant layer 205 is located in the innermost layer of the transport bag 1000, it can be used for silicon materials such as polysilicon and silicon wafers in which volatile components derived from the sealant layer 205 (outgas components derived from the sealant layer 205, etc.) are contained. If it adheres, it may cause a defect in a semiconductor device or the like manufactured by using the silicon material. Therefore, it is desirable that the amount of volatile components derived from the sealant layer 205 is as small as possible. In order to reduce the volatile components derived from the sealant layer 205, it is desirable to make the thickness T205 of the sealant layer 205 as thin as possible.
- the thickness T205 of the sealant layer 205 is relatively thin, the volatile components derived from the sealant layer 205 are released to the outside of the film, so that the volatile components derived from the sealant layer 205 can be reduced.
- the thickness T205 of the sealant layer 205 is made too thin, the resistance to mechanical properties such as tensile strength is lowered, and the function as a bag for packing the contents may be deteriorated.
- linear low density polyethylene (LLDPE) has higher elasticity and resistance to bending than low density polyethylene (LDPE). Therefore, by using linear low density polyethylene (LLDPE) as the sealant layer 205, the sealant The thickness T205 of the layer 205 can be made relatively thin.
- the sealant layer 205 included in the packaging material 200 constituting the transport bag 1000 is provided with a sealant layer 205.
- Good followability is required.
- the linear low density polyethylene (LLDPE) has a relatively high elasticity, the followability of the sealant layer 205 can be improved by using the linear low density polyethylene (LLDPE). ..
- the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE)
- the indentation elastic modulus of the sealant layer composed of a single layer of linear low density polyethylene (LLDPE) can be adjusted to about 150 MPa to 600 MPa. Therefore, it is considered that the thickness of the sealant layer can be reduced.
- the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE) in consideration of improving the followability of the sealant layer.
- the linear low density polyethylene (LLDPE) becomes the low density polyethylene (LDPE).
- the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE), even if the thickness of the sealant layer can be reduced, the silicon material is contaminated by the volatile components derived from the sealant layer. It is considered that there is a risk of this. Further, since linear low density polyethylene (LLDPE) tends to have lower slipperiness than low density polyethylene (LDPE), if the sealant layer is composed of a single layer of linear low density polyethylene (LLDPE), the sealant It is considered that the slipperiness of the surface of the layer may be lowered.
- LLDPE linear low density polyethylene
- the sealant layer 205 used in the transport bag 1000 is substantially free of a slip agent that may become a foreign substance, it is preferable to improve the slipperiness by means other than the use of the slip agent.
- the intermediate layer 2053 containing linear low density polyethylene (LLDPE) may be sandwiched between the first surface layer 2051 and the second surface layer 2052 containing low density polyethylene (LDPE). Therefore, in the sealant layer 205 of the transport bag 1000, the thickness T205 can be made relatively thin, the followability and slipperiness are good, and the linear low density polyethylene (LLDPE) contained in the intermediate layer 2053. It is possible to prevent low molecular weight components from volatilizing.
- the sealant layer 205 (see FIG. 27) of the single-layer structure may contain low-density polyethylene (LDPE) and linear low-density polyethylene (LLDPE).
- the blending ratio of the low density polyethylene (LDPE) and the linear low density polyethylene (LLDPE) may be about 50:50 to 70:30.
- the abundance of the low density polyethylene (LDPE) is increased on the first surface 205A side of the sealant layer 205.
- the effect of reducing the thickness T205 of the sealant layer 205 with linear low density polyethylene (LLDPE), that is, the effect of preventing low molecular weight components from volatilizing is exhibited.
- the low-density polyethylene (LDPE) and the linear low-density polyethylene (LLDPE) may be present substantially uniformly, and the first surface 205A side and the first surface 205A side and the first Low-density polyethylene (LDPE) may be unevenly distributed on the two sides 205B side.
- the thickness T205 of the sealant layer 205 can be appropriately set according to the thickness of the transportation bag 1000 composed of the packaging material 200, and may be, for example, about 35 ⁇ m to 60 ⁇ m.
- the first surface layer 2051 containing low-density polyethylene (LDPE) and the second surface layer 2052 containing low-density polyethylene (LDPE) are arranged with the intermediate layer 2053 interposed therebetween, thereby forming a sealant layer.
- the internal stress on one side of 205 and the internal stress on the other side cancel each other to some extent, and curling of the sealant layer 205 can be suppressed.
- the thicknesses T2051 and T2052 of the first surface layer 2051 and the second surface layer 2052 are both thinner than the thickness T2053 of the intermediate layer 2053.
- the sealant layer 205 can be provided with a predetermined followability.
- the ratio of the thickness T2051 of the first surface layer 2051 to the thickness T2053 of the intermediate layer 2053 may be about 1: 1 to 10, preferably about 1: 2 to 3.
- the sealant layer 205 is provided with sufficient followability by the low-density linear polyethylene (LLDPE) contained in the intermediate layer 2053, and the indentation elastic modulus of the sealant layer 205 is 300 MPa to 500 MPa.
- LLDPE low-density linear polyethylene
- the indentation elastic modulus can be measured by a microhardness tester (product name "PICODENTOR HM500", manufactured by Fisher Instruments).
- the sealing strength of the sealant can be controlled by the sealing temperature, sealing pressure, sealing time, etc. at the time of heat sealing. Generally, the higher the sealing temperature, the higher the sealing strength tends to be. However, if the sealing temperature is too high, the sealant may melt more than necessary, and the sealing strength may be lowered.
- the sealing strength when the first surfaces 205A of the sealant layer 205 are sealed under the heat sealing conditions of a sealing temperature of 150 ° C., a sealing pressure of 0.1 MPa, and a sealing time of 1 second is 30 N / 15 mm or more. However, it is preferably 50 N / 15 mm or more and less than 60 N / 15 mm.
- the silicon material transport bag is being transported during the transportation of the silicon material packaging body 50 packaged in the transport bag 1000 composed of the packaging material 200 having the sealant layer 205.
- the heat-sealed portion of 1000 (for example, the upper surface heat-sealed portion HST21 or the like (see FIGS. 30 and 31)) may be peeled off.
- the sealing temperature required to obtain a predetermined sealing strength becomes relatively high.
- the sealing temperature required to obtain a predetermined sealing strength can be relatively lowered. it can.
- the haze of the sealant layer 205 in the present embodiment may be 25% or less, preferably 20% or less. When the haze of the sealant layer 205 is 20% or less, the visibility inside the transport bag 1000 can be improved. Further, before packaging the silicon material in the silicon material transport bag 1000, it is possible to confirm whether or not foreign matter is attached to the first surface 205A of the sealant layer 205, thereby preventing contamination of the silicon material. You can also do it.
- the haze of the sealant layer 205 can be measured according to JIS-K7136 using, for example, a haze meter (product name: HM-150, manufactured by Murakami Color Research Institute).
- the sealant layer 205 having the above-mentioned structure can be produced by using a conventionally known film forming method.
- the sealant layer 205 having the structure shown in FIG. 26 is manufactured by laminating the second surface layer 2052, the intermediate layer 2053, and the first surface layer 2051 by using a coating method such as a die coating method or an inflation method. Can be done.
- the sealant layer 205 having the structure shown in FIG. 27 can be manufactured by using the above-mentioned coating method, extrusion inflation method, or the like.
- the barrier layer 203 in the present embodiment may be, for example, a vapor-deposited film or the like in which an inorganic oxide such as silica or alumina is vapor-deposited on a PET layer or the like.
- an inorganic oxide such as silica or alumina
- the barrier layer 203 may be a metal vapor deposition film formed by depositing a metal such as aluminum on the first resin base material layer 2011 or the second resin base material layer 2012, a metal foil such as aluminum, or the like.
- the barrier layer 203 is such a metal vapor deposition film or a metal foil, transparency is not ensured in the transportation bag 1000, but the transportation bag 1000 can be provided with not only a barrier property but also a light shielding property. Further, in this embodiment, since the sealant layer 205 has a predetermined transparency, it is possible to more easily confirm whether or not foreign matter is attached to the first surface 205A of the sealant layer 205 in the transport bag 1000. it can.
- the sealant layer 205 is transparent enough to visually recognize the inside of the transport bag 1000 when the silicon material is packaged in the transport bag 1000 (see FIGS. 28 and 29). Have. Therefore, it is desirable that the packaging material 200 having the sealant layer 205 also has transparency to the extent that the inside of the transport bag 1000 can be visually recognized. From such a viewpoint, the haze of the packaging material 200 according to the present embodiment may be, for example, 30% or less, preferably 25% or less. If the haze of the packaging material 200 exceeds 30%, the visibility inside the transportation bag 1000 manufactured from the packaging material 200 deteriorates, or foreign matter is formed on the first surface 205A of the sealant layer 205 of the transportation bag 1000. It may be difficult to confirm whether or not the seal is attached.
- the haze of the packaging material 200 can be measured according to JIS-K7136 using, for example, a haze meter (product name: HM-150, manufactured by Murakami Color Research Institute).
- the packaging material 200 may have a plurality of barrier layers.
- the packaging material 200 includes a first resin base material layer 2011 (resin base material layer 201), a first barrier layer 2031 (barrier layer 203), and a second resin base material layer 2012. (Resin base material layer 201), a second barrier layer 2032 (barrier layer 203), a third resin base material layer 2013 (resin base material layer 201), a resin layer 204, and a sealant layer 205 in this order. It may be.
- the first resin base material layer 2011 and the second resin base material layer 2012 may be made of a polyester-based resin material or a polyamide-based resin material, but the third resin base material layer 2013 is It is preferably composed of a polyester resin material.
- the packaging material 200 may include, for example, a first resin base material layer 2011 (resin base material layer 201), a first barrier layer 2031 (barrier layer 203), and a second resin base material layer 2012 ( A laminate having a resin base material layer 201), a resin layer 204, a second barrier layer 2032 (barrier layer 203), a third resin base material layer 2013 (resin base material layer 201), and a sealant layer 205 in this order.
- first resin base material layer 2011 resin base material layer 201
- resin layer 204 resin layer 204
- first barrier layer 2031 barrier layer 203
- second resin base material layer 2012 resin base material
- It may be a laminate having the layer 201), the second barrier layer 2032 (barrier layer 203), the third resin base material layer 2013 (resin base material layer 201), and the sealant layer 205 in this order.
- a plurality of resin layers 204 may be provided as described above.
- the silicon material transport bag 1000 in the present embodiment is a packaging bag that becomes a substantially rectangular parallelepiped shape (substantially rectangular parallelepiped shape) when expanded, and includes a first side surface film 211, a second side surface film 212, a first gusset film 213, and the like. It is composed of a second gusset film 214.
- the first side surface film 211, the second side surface film 212, the first gusset film 213, and the second gusset film 214 are all made of the packaging material 200 according to the present embodiment.
- the transport bag 1000 may not have the first gusset film 213 and the second gusset film 214. In this case, the first side surface film 211 and the second side surface film 212 may be heat-sealed at three side edges so that the first side surface 205A of the sealant layer 205 faces each other.
- the first surface 205A of each of the sealant layers 205 of the first side film 211, the second side film 212, the first gusset film 213, and the second gusset film 214 is located on the innermost surface, and the first resin.
- the base material layer 2011 is configured to be located on the outermost surface.
- one of the two opposing side edges of the first side film 211 and one of the two opposing side edges of the folded first gusset film 213 are overlapped and welded by heat sealing.
- the first heat-sealing portion HS211 to be formed is formed, and the other of the side edge portions of the first side surface film 211 and one of the two opposing side edge portions of the folded second gusset film 214 are overlapped to heat.
- a second heat-sealed portion HS212 formed by welding by sealing is formed.
- a third heat-sealing portion formed by superimposing one of the two opposing side edge portions of the second side surface film 212 and the other of the side edge portions of the first gusset film 213 and welding them by heat sealing.
- HS214 is formed.
- a first side heat-sealed portion HSB21 formed by superimposing the side edges of the first side surface film 211 and the second side surface film 212 and welding them by heat sealing is formed and is located opposite to the bottom surface heat-sealing portion HSB21.
- the side edges of the side film 211 and the second side film 212 each form an opening 215 of the transport bag 1000 without being heat-sealed.
- the first side surface film 211 or the second side surface film 212 is sucked and held and lifted upward to open the opening.
- the part 215 can be opened. From the open opening 215, a resin case 251 (see FIGS. 30 and 31) for storing the silicon material 252, 253 is housed in the transport bag 1000, and the first side film 211 and the second side film 211 in the opening 215 are accommodated.
- the upper surface heat-sealing portion HST21 is formed by superimposing and heat-sealing the side edge portions of the side film 212. In this way, a packing body 250 made of a silicon material can be produced.
- the packaging material is obtained by arranging polyethylene terephthalate (PET) on one side of an aluminum oxide vapor deposition layer (barrier layer) and arranging low density polyethylene (LDPE) or linear low density polyethylene (LLDPE) on the other side.
- PET polyethylene terephthalate
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the barrier layer may not be able to follow the difference in strain, and cracks may occur in the barrier layer. If cracks occur in the barrier layer, the barrier function of blocking the permeation of oxygen, water vapor, etc. is reduced.
- the first resin base material layer 2011 and the second resin base material layer 2012 are located on both sides of the barrier layer 203, so that the transportation bag 1000 (packaging) is located. Even when a predetermined stress is applied to the material 200), a large strain difference between the first resin base material layer 2011 and the second resin base material layer 2012 is unlikely to occur, and the barrier layer 203 is cracked. Can be suppressed from occurring.
- low density polyethylene is contained on the first surface 205A side of the sealant layer 205 located in the innermost layer of the transportation bag 1000, and linear low density polyethylene (LLDPE) is contained on the second surface 205B side. It has been.
- the linear low-density polyethylene (LLDPE) constituting the sealant layer 205 makes it possible to make the thickness T205 of the sealant layer 205 relatively thin, improve the followability, and the first surface 205A side of the sealant layer 205.
- the low density polyethylene (LDPE) contained in the above can prevent the volatilization of low molecular weight components from the linear low density polyethylene (LLDPE). Further, since the sealant layer 205 has a predetermined transparency, it can be easily confirmed whether or not foreign matter is attached to the first surface 205A of the sealant layer 205 in the transport bag 1000.
- the packaging body 50 of the silicon material in the above embodiment may have the packaging body 10 for transporting the silicon material as an inner bag and further having an outer bag having a similar structure.
- the silicon materials 52 and 53 may be housed in the silicon material transport packaging body 10 as the inner bag, and further housed in the outer bag.
- the packaging material constituting each of the first side surface film 11, the second side surface film 12, the first gusset film 13 and the second gusset film 14 of the outer bag is a packaging material 3 having the configurations shown in FIGS. 3 and 4.
- a resin film having an antistatic function for example, a nylon film with an antistatic layer (product name: Bonnil AS, manufactured by Kojin Film & Chemicals Co., Ltd.)
- a gas barrier layer 5 for example, a gas barrier layer 4, and a first resin layer.
- It may be a laminated body or the like in which 41 and sealant 1 are laminated in this order.
- the packaging body 10 for transporting the silicon material may not have the first gusset film 13 and the second gusset film 14.
- the first side surface film 11 and the second side surface film 12 may be heat-sealed at the three side edges so that the first side surface 2A of the sealant 1 faces each other.
- the silicon material transport bag 1000 includes a first bag as a so-called outer bag and a second bag as a so-called inner bag arranged in the first bag. It may be a double packaging bag provided with. In this case, at least the second bag may be made of the packaging material 200 according to the above embodiment, and the first bag is also preferably made of the packaging material 200.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Packages (AREA)
Abstract
Description
本開示の一実施形態として、外袋と、前記外袋に固定されることなく前記外袋内に配置される内袋とを有するシリコン材料の輸送用袋における、前記内袋であって、前記内袋を構成する包装材料が、バリア層を含む内袋が提供される。
前記基部の他方面側に設けられてなるガスバリア層をさらに有していてもよい。
本開示の一実施形態として、上記シリコン材料の輸送用包装体と、前記シリコン材料の輸送用包装体内に収容されているシリコン材料とを備えるシリコン材料の梱包体が提供される。
前記中間層の厚さは、前記第1表面層の厚さ及び前記第2表面層の厚さのそれぞれよりも厚くてもよい。
本明細書に添付した図面においては、理解を容易にするために、各部の形状、縮尺、縦横の寸法比等を、実物から変更したり、誇張したりしている場合がある。本明細書等において「~」を用いて表される数値範囲は、「~」の前後に記載される数値のそれぞれを下限値及び上限値として含む範囲であることを意味する。本明細書等において、「フィルム」、「シート」、「板」等の用語は、呼称の相違に基づいて相互に区別されない。例えば、「板」は、「シート」、「フィルム」と一般に呼ばれ得るような部材をも含む概念である。
・ガスクロマトグラフ:GCMS-QP2010(島津製作所社製)
・カラム:670-15003-03(長さ:30mm,内径:0.25mm,島津製作所社製)
・カラムオーブン温度:50℃
・注入量:1μL
・キャリアガス:He(57.1mL/分)
・気化室温度設定:300℃
・測定モード:スプリット


〔樹脂基材層141/接着剤層/バリア層143/樹脂層144/樹脂層/シーラント層142の層構成の具体例〕
・PET/接着剤層/AlOX/PET/PE/シーラント層
・PET/接着剤層/SiOX/PET/PE/シーラント層
・ナイロン/接着剤層/AlOX/PET/PE/シーラント層
・ナイロン/接着剤層/SiOX/PET/PE/シーラント層
・ナイロン/接着剤層/AlOX/ナイロン/PE/シーラント層
・ナイロン/接着剤層/SiOX/ナイロン/PE/シーラント層
〔樹脂基材層141/バリア層143/接着剤層/樹脂層144/樹脂層/シーラント層142の層構成の具体例〕
・PET/AlOX/接着剤層/PET/PE/シーラント層
・PET/SiOX/接着剤層/PET/PE/シーラント層
・ナイロン/AlOX/接着剤層/PET/PE/シーラント層
・ナイロン/SiOX/接着剤層/PET/PE/シーラント層
なお、上記層構成の具体例において、「シーラント層」としては、前述の試料1、試料2及び試料3等が挙げられる。上記層構成の具体例において、「AlOX」はアルミナの蒸着膜であり、「SiOX」はシリカの蒸着膜である。上記層構成の具体例において、「PET」はポリエチレンテレフタレート層であり、「ナイロン」はナイロン層であり、「PE」はポリエチレン層である。
〔第1の樹脂基材層2011/樹脂層204/バリア層203/第2の樹脂基材層2012/樹脂層204/シーラント層205の層構成の具体例〕
・PET/接着剤層/AlOX/PET/PE/シーラント層
・PET/接着剤層/SiOX/PET/PE/シーラント層
・ナイロン/接着剤層/AlOX/PET/PE/シーラント層
・ナイロン/接着剤層/SiOX/PET/PE/シーラント層
・ナイロン/接着剤層/AlOX/ナイロン/PE/シーラント層
・ナイロン/接着剤層/SiOX/ナイロン/PE/シーラント層
〔第1の樹脂基材層2011/バリア層203/樹脂層204/第2の樹脂基材層2012/樹脂層204/シーラント層205の層構成の具体例〕
・PET/AlOX/接着剤層/PET/PE/シーラント層
・PET/SiOX/接着剤層/PET/PE/シーラント層
・ナイロン/AlOX/接着剤層/PET/PE/シーラント層
・ナイロン/SiOX/接着剤層/PET/PE/シーラント層
・ナイロン/AlOX/接着剤層/ナイロン/PE/シーラント層
・ナイロン/SiOX/接着剤層/ナイロン/PE/シーラント層
なお、上記層構成の具体例において、「シーラント層」としては、前述の試料1、試料2及び試料3等が挙げられる。上記層構成の具体例において、「AlOX」はアルミナの蒸着膜であり、「SiOX」はシリカの蒸着膜である。上記層構成の具体例において、「PET」はポリエチレンテレフタレート層であり、「ナイロン」はナイロン層であり、「PE」はポリエチレン層である。
Claims (42)
- シリコン材料の輸送用袋に用いられる包装材料であって、
前記包装材料は、第1の樹脂基材層と、バリア層と、第2の樹脂基材層と、樹脂層と、シーラント層とをこの順で積層する積層体であり、
前記樹脂層の押込弾性率(MPa)は、前記第1の樹脂基材層及び前記第2の樹脂基材層のそれぞれの押込弾性率(MPa)よりも1桁以上小さく、
前記シーラント層の押込弾性率(MPa)は、前記第1の樹脂基材層の押込弾性率(MPa)及び前記第2の樹脂基材層の押込弾性率(MPa)のそれぞれよりも1桁以上小さく、
前記第1の樹脂基材層の押込弾性率(MPa)と前記第2の樹脂基材層の押込弾性率(MPa)との差は、前記第2の樹脂基材層の押込弾性率(MPa)と前記樹脂層の押込弾性率(MPa)との差よりも小さい
包装材料。 - 前記第1の樹脂基材層の押込弾性率(MPa)と前記第2の樹脂基材層の押込弾性率(MPa)との差は、前記第2の樹脂基材層の押込弾性率(MPa)と前記樹脂層の押込弾性率(MPa)との差よりも1桁以上小さい
請求項1に記載の包装材料。 - 前記第1の樹脂基材層の押込弾性率(MPa)と前記第2の樹脂基材層の押込弾性率(MPa)との差が、800MPa以下である
請求項1又は2に記載の包装材料。 - 前記第1の樹脂基材層と前記第2の樹脂基材層を構成する前記樹脂材料の押込弾性率が、1500MPa~3500MPaの範囲内である
請求項1~3のいずれかに記載の包装材料。 - 前記シーラント層を構成する材料の押込弾性率が、300MPa~500MPaの範囲内である
請求項1~4のいずれかに記載の包装材料。 - 前記樹脂層は、ポリエチレンにより構成される
請求項1~5のいずれかに記載の包装材料。 - 前記樹脂層の押込弾性率(MPa)は、前記第1の樹脂基材層及び前記第2の樹脂基材層のそれぞれの押込弾性率(MPa)よりも2桁以上小さい
請求項1~5のいずれかに記載の包装材料。 - 前記樹脂層は、2液型ウレタン樹脂接着剤により構成される
請求項7に記載の包装材料。 - 前記第1の樹脂基材層と前記第2の樹脂基材層とは、同一の樹脂材料により構成される
請求項1~8のいずれかに記載の包装材料。 - 前記樹脂層の厚みは、1μm~5μmである
請求項1~9のいずれかに記載の包装材料。 - 前記第1の樹脂基材層を構成する樹脂材料及び前記第2の樹脂基材層を構成する樹脂材料が、ポリエステル樹脂又はポリアミド樹脂である
請求項1~10のいずれかに記載の包装材料。 - 前記第1の樹脂基材層を構成する樹脂材料及び前記第2の樹脂基材層を構成する樹脂材料が、前記ポリエステル樹脂である
請求項11に記載の包装材料。 - 前記バリア層が透明性を有する
請求項1~12のいずれかに記載の包装材料。 - 前記バリア層は、シリカ又はアルミナを含む
請求項1~13のいずれかに記載の包装材料。 - シリコン材料の輸送用袋であって、
前記シリコン材料の輸送用袋は、請求項1~14のいずれかに記載の包装材料により構成され、
前記シーラント層が、前記シリコン材料の輸送用袋の内側に位置する
シリコン材料の輸送用袋。 - 請求項15に記載のシリコン材料の輸送用袋と、
前記シリコン材料の輸送用袋内に収容されているシリコン材料と
を備えるシリコン材料の梱包体。 - シリコン材料の輸送用袋であって、
第1の袋と、
前記第1の袋内に配置される第2の袋と
を備え、
前記第2の袋を構成する包装材料が、バリア層を含む
シリコン材料の輸送用袋。 - 前記バリア層は、シリカ又はアルミナを含む
請求項17に記載のシリコン材料の輸送用袋。 - 前記第2の袋を構成する包装材料は、樹脂基材層と、前記バリア層と、シーラント層とをこの順で有する積層材料であり、
前記シーラント層が、前記第2の袋の内側に位置する
請求項17又は18に記載のシリコン材料の輸送用袋。 - 前記樹脂基材層が、ポリエステル樹脂又はポリアミド樹脂により構成される
請求項19に記載のシリコン材料の輸送用袋。 - 前記第2の袋を構成する包装材料は、前記樹脂基材層と前記バリア層との間に位置する接着剤層をさらに有する積層材料である
請求項19又は20に記載のシリコン材料の輸送用袋。 - 前記第2の袋を構成する包装材料は、前記バリア層と前記シーラント層との間に位置するポリエステル系樹脂を含む樹脂層をさらに有する積層材料である
請求項19~21のいずれかに記載のシリコン材料の輸送用袋。 - 前記第2の袋を構成する包装材料は、樹脂基材層と、前記バリア層と、樹脂層と、シーラント層とをこの順で有する積層材料であり、
前記樹脂基材層と前記樹脂層とが、同一の樹脂を含み、
前記シーラント層が、前記第2の袋の内側に位置する
請求項17又は18に記載のシリコン材料の輸送用袋。 - 前記第2の袋を構成する包装材料は、透明である
請求項17~23のいずれかに記載のシリコン材料の輸送用袋。 - 前記第1の袋を構成する包装材料は、ポリエステル系樹脂を含む樹脂基材層とシーラント層とをこの順で有する積層材料であり、
前記シーラント層が、前記第1の袋の内側に位置する
請求項17~24のいずれかに記載のシリコン材料の輸送用袋。 - 前記第1の袋を構成する包装材料は、バリア層を含まない積層材料により構成される
請求項24又は25に記載のシリコン材料の輸送用袋。 - 前記第1の袋を構成する包装材料は、ポリアミド樹脂を含まない積層材料により構成される
請求項24~26のいずれかに記載のシリコン材料の輸送用袋。 - 前記第1の袋を構成する包装材料が有する前記樹脂基材層の厚さが、8μm~30μmである
請求項24~27のいずれかに記載のシリコン材料の輸送用袋。 - 請求項17~28のいずれかに記載のシリコン材料の輸送用袋と、
前記シリコン材料の輸送用袋の前記第2の袋内に収容されているシリコン材料と
を備えるシリコン材料の梱包体。 - シリコン材料の輸送用包装体に用いられるシーラントであって、
第1面及び前記第1面に対向する第2面を有するシーラント基材を備え、
前記シーラント基材は、前記第1面を含む第1部分と、前記第1部分よりも前記第2面側に位置する第2部分とを含み、
前記第1部分は、低密度ポリエチレン(LDPE)を含み、
前記第2部分は、リニア低密度ポリエチレン(LLDPE)を含む
シーラント。 - 前記第2部分は、低密度ポリエチレン(LDPE)をさらに含む
請求項30に記載のシーラント。 - 前記シーラント基材は、前記第2部分よりも前記第2面側に位置する第3部分をさらに含み、
前記第3部分は、低密度ポリエチレン(LDPE)を含む
請求項30又は31に記載のシーラント。 - 前記シーラント基材は、前記第1部分を含む第1層と、前記第2部分を含む第2層とを少なくとも有する積層構造である
請求項30~32のいずれかに記載のシーラント。 - 前記シーラント基材は、前記第1部分及び前記第2部分を少なくとも含む単層構造である
請求項30~32のいずれかに記載のシーラント。 - 前記第1部分は、前記低密度ポリエチレン(LDPE)をリッチに含む
請求項34に記載のシーラント。 - 前記第2部分の厚みが、前記第1部分の厚みよりも厚い
請求項30~35のいずれかに記載のシーラント。 - 前記第1部分に含まれる前記低密度ポリエチレン(LDPE)は、スリップ剤が実質的に添加されていない低密度ポリエチレンである
請求項30~36のいずれかに記載のシーラント。 - 前記第2部分に含まれる前記リニア低密度ポリエチレン(LLDPE)は、スリップ剤が実質的に添加されていないリニア低密度ポリエチレンである
請求項30~37のいずれかに記載のシーラント。 - 樹脂材料により構成される基部と、
前記基部の一方面側に設けられてなる、請求項30~38のいずれかに記載のシーラントと
を有し、
前記シーラントは、前記第2面を前記基部の一方面側に当接させるようにして設けられてなる包装材料。 - 前記基部の他方面側に設けられてなるガスバリア層をさらに有する
請求項39に記載の包装材料。 - 請求項39又は40に記載の包装材料により構成される
シリコン材料の輸送用包装体。 - 請求項41に記載のシリコン材料の輸送用包装体と、
前記シリコン材料の輸送用包装体内に収容されているシリコン材料と
を備えるシリコン材料の梱包体。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/637,901 US20220297913A1 (en) | 2019-08-30 | 2020-08-27 | Sealant, bag for transporting and packaging silicon material |
| JP2021543014A JPWO2021039922A1 (ja) | 2019-08-30 | 2020-08-27 | |
| CN202080060589.8A CN114341011B (zh) | 2019-08-30 | 2020-08-27 | 密封胶、硅材料的运输用袋以及硅材料的捆包体 |
| KR1020227010412A KR20220054650A (ko) | 2019-08-30 | 2020-08-27 | 실란트, 실리콘 재료의 수송용 백 및 실리콘 재료의 곤포체 |
| EP20857575.3A EP4023566A4 (en) | 2019-08-30 | 2020-08-27 | SEALANTS, BAGS FOR TRANSPORTATION OF SILICON MATERIAL AND PACKAGING MADE OF SILICON MATERIAL |
| CN202410156732.3A CN117944995A (zh) | 2019-08-30 | 2020-08-27 | 硅材料的运输用袋以及硅材料的捆包体 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-159111 | 2019-08-30 | ||
| JP2019159111A JP7114533B1 (ja) | 2019-08-30 | 2019-08-30 | シリコン材料の輸送用袋及びシリコン材料の梱包体 |
| JP2019203944A JP6770629B1 (ja) | 2019-11-11 | 2019-11-11 | シリコン材料の輸送用袋及びシリコン材料の梱包体 |
| JP2019-203944 | 2019-11-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021039922A1 true WO2021039922A1 (ja) | 2021-03-04 |
Family
ID=74683865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/032431 WO2021039922A1 (ja) | 2019-08-30 | 2020-08-27 | シーラント、シリコン材料の輸送用袋及びシリコン材料の梱包体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220297913A1 (ja) |
| EP (1) | EP4023566A4 (ja) |
| JP (1) | JPWO2021039922A1 (ja) |
| KR (1) | KR20220054650A (ja) |
| CN (2) | CN117944995A (ja) |
| TW (1) | TW202417344A (ja) |
| WO (1) | WO2021039922A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI813202B (zh) * | 2021-03-24 | 2023-08-21 | 德商瓦克化學公司 | 用於矽塊的運輸容器及其應用 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0470629B2 (ja) * | 1982-12-17 | 1992-11-11 | Dainichi Seika Kogyo Kk | |
| JP2004148633A (ja) | 2002-10-30 | 2004-05-27 | Toppan Printing Co Ltd | バリア性と帯電防止機能を有する透明包装材およびそれを用いた包装方法 |
| JP2009202927A (ja) * | 2008-02-29 | 2009-09-10 | Toppan Printing Co Ltd | 二重袋包装体及びその製造方法 |
| JP2012076291A (ja) * | 2010-09-30 | 2012-04-19 | Dainippon Printing Co Ltd | ガスバリア性フィルム積層体、及び包装袋 |
| JP2012223942A (ja) | 2011-04-18 | 2012-11-15 | Showa Denko Packaging Co Ltd | 自動包装適性に優れた無塵包装袋 |
| JP2013136405A (ja) | 2011-12-28 | 2013-07-11 | Showa Denko Packaging Co Ltd | 自動包装適性に優れた無塵包装袋 |
| JP2016054148A (ja) * | 2013-02-18 | 2016-04-14 | 大日本印刷株式会社 | 電池用包装材料 |
| JP2017013485A (ja) * | 2015-06-30 | 2017-01-19 | 大日本印刷株式会社 | 低吸着性共押出多層シーラントフィルム |
| WO2018101464A1 (ja) * | 2016-12-01 | 2018-06-07 | 凸版印刷株式会社 | 包材、バリア包装材、および包装袋 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002200108A (ja) * | 2000-12-28 | 2002-07-16 | Maikooru Kk | 防湿性包装材、それを使用した発熱体用防湿性外袋、発熱体用防湿性まとめ包装袋等の防湿性包装用容器並びにそれらに収納された発熱体 |
| JP4856371B2 (ja) * | 2004-11-10 | 2012-01-18 | 昭和電工パッケージング株式会社 | 包装用積層体及びこれを用いた包装用袋体と電子材料製品包装用袋体 |
| EP1759833A1 (en) * | 2005-08-30 | 2007-03-07 | Borealis Technology Oy | Film |
| EP2464672B1 (en) * | 2009-08-10 | 2019-11-27 | Dow Global Technologies LLC | Ldpe for use as a blend component in shrinkage film applications |
| JP5705476B2 (ja) * | 2010-08-10 | 2015-04-22 | 昭和電工パッケージング株式会社 | 二重袋及びその製造方法 |
| JP5708860B1 (ja) * | 2013-09-26 | 2015-04-30 | 大日本印刷株式会社 | 電池用包装材料 |
| CN206125921U (zh) * | 2016-07-29 | 2017-04-26 | 江阴升辉包装材料有限公司 | 一种饮用水的遮光包装结构 |
| JP2017069218A (ja) * | 2016-12-05 | 2017-04-06 | 油化電子株式会社 | 電池外装用ラミネートフィルムの製造方法 |
| US10899113B2 (en) * | 2016-12-21 | 2021-01-26 | Chevron Phillips Chemical Company Lp | Multilayer cast films with reduced blocking and methods of making same |
-
2020
- 2020-08-27 KR KR1020227010412A patent/KR20220054650A/ko active Search and Examination
- 2020-08-27 CN CN202410156732.3A patent/CN117944995A/zh active Pending
- 2020-08-27 CN CN202080060589.8A patent/CN114341011B/zh active Active
- 2020-08-27 US US17/637,901 patent/US20220297913A1/en active Pending
- 2020-08-27 JP JP2021543014A patent/JPWO2021039922A1/ja active Pending
- 2020-08-27 EP EP20857575.3A patent/EP4023566A4/en active Pending
- 2020-08-27 WO PCT/JP2020/032431 patent/WO2021039922A1/ja unknown
- 2020-08-28 TW TW113102045A patent/TW202417344A/zh unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0470629B2 (ja) * | 1982-12-17 | 1992-11-11 | Dainichi Seika Kogyo Kk | |
| JP2004148633A (ja) | 2002-10-30 | 2004-05-27 | Toppan Printing Co Ltd | バリア性と帯電防止機能を有する透明包装材およびそれを用いた包装方法 |
| JP2009202927A (ja) * | 2008-02-29 | 2009-09-10 | Toppan Printing Co Ltd | 二重袋包装体及びその製造方法 |
| JP2012076291A (ja) * | 2010-09-30 | 2012-04-19 | Dainippon Printing Co Ltd | ガスバリア性フィルム積層体、及び包装袋 |
| JP2012223942A (ja) | 2011-04-18 | 2012-11-15 | Showa Denko Packaging Co Ltd | 自動包装適性に優れた無塵包装袋 |
| JP2013136405A (ja) | 2011-12-28 | 2013-07-11 | Showa Denko Packaging Co Ltd | 自動包装適性に優れた無塵包装袋 |
| JP2016054148A (ja) * | 2013-02-18 | 2016-04-14 | 大日本印刷株式会社 | 電池用包装材料 |
| JP2017013485A (ja) * | 2015-06-30 | 2017-01-19 | 大日本印刷株式会社 | 低吸着性共押出多層シーラントフィルム |
| WO2018101464A1 (ja) * | 2016-12-01 | 2018-06-07 | 凸版印刷株式会社 | 包材、バリア包装材、および包装袋 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4023566A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI813202B (zh) * | 2021-03-24 | 2023-08-21 | 德商瓦克化學公司 | 用於矽塊的運輸容器及其應用 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220297913A1 (en) | 2022-09-22 |
| TW202417344A (zh) | 2024-05-01 |
| EP4023566A4 (en) | 2023-08-23 |
| CN114341011B (zh) | 2024-03-15 |
| CN114341011A (zh) | 2022-04-12 |
| KR20220054650A (ko) | 2022-05-03 |
| EP4023566A1 (en) | 2022-07-06 |
| JPWO2021039922A1 (ja) | 2021-03-04 |
| CN117944995A (zh) | 2024-04-30 |
| TW202124156A (zh) | 2021-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2384669T3 (es) | Envase de agrupación sin protección | |
| US20220411153A1 (en) | Method for manufacturing packaging body, film for packaging material, and laminated film and packaging material comprising the same | |
| WO2021039922A1 (ja) | シーラント、シリコン材料の輸送用袋及びシリコン材料の梱包体 | |
| JP7286924B2 (ja) | 耐内容物性エージングレス積層体、およびそれを用いた包装材料 | |
| JP6770629B1 (ja) | シリコン材料の輸送用袋及びシリコン材料の梱包体 | |
| JP2006193196A (ja) | 包装材料及びこれを用いた輸液バッグの外装袋 | |
| SA05260101B1 (ar) | صفيحة مجمعة رقيقة Packaging laminate بلاستيكية حاجزة للغاز | |
| JP7114533B1 (ja) | シリコン材料の輸送用袋及びシリコン材料の梱包体 | |
| JP6825671B1 (ja) | シリコン材料の輸送用袋及びシリコン材料の梱包体 | |
| TWI851800B (zh) | 包裝材料、填封材、矽材料的輸送用袋及矽材料的捆包體 | |
| JP2021038026A (ja) | シリコン材料の輸送用袋及びシリコン材料の梱包体 | |
| JP2018162073A (ja) | 蓋材用無延伸共押出積層フィルム | |
| JP6761078B1 (ja) | シリコン材料の輸送用包装体に用いられるシーラント、包装材料、シリコン材料の輸送用包装体及びシリコン材料の梱包体 | |
| JP7207604B2 (ja) | アルコール透過抑制フィルム、及びアルコール透過抑制フィルムを用いた包装材並びに包装体 | |
| JP2020203729A (ja) | シリコン材料の輸送用包装体に用いられるシーラント、包装材料、シリコン材料の輸送用包装体及びシリコン材料の梱包体 | |
| JP4617754B2 (ja) | 真空包装材 | |
| JP6217246B2 (ja) | 包装袋 | |
| JP2017024377A (ja) | 包装体用フィルム及び包装体 | |
| JP2021145828A (ja) | 輸液バッグ収納外装袋 | |
| JP6839924B2 (ja) | 蓋材 | |
| JP7537185B2 (ja) | シリコン材料の輸送用包装体に用いられるシーラント及び包装材料、シリコン材料の輸送用包装体、並びにシリコン材料の梱包体 | |
| JP6769538B1 (ja) | シリコン材料の輸送用包装体に用いられるシーラント及び包装材料、シリコン材料の輸送用包装体、並びにシリコン材料の梱包体 | |
| JP7286923B2 (ja) | エージングレス補強フィルム、およびそれを用いた積層体、包装材料 | |
| JP7548805B2 (ja) | 収容袋 | |
| JP2021066530A (ja) | シリコン材料の輸送用包装体に用いられるシーラント及び包装材料、シリコン材料の輸送用包装体、並びにシリコン材料の梱包体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20857575 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021543014 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20227010412 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020857575 Country of ref document: EP Effective date: 20220330 |