WO2018101464A1 - 包材、バリア包装材、および包装袋 - Google Patents
包材、バリア包装材、および包装袋 Download PDFInfo
- Publication number
- WO2018101464A1 WO2018101464A1 PCT/JP2017/043289 JP2017043289W WO2018101464A1 WO 2018101464 A1 WO2018101464 A1 WO 2018101464A1 JP 2017043289 W JP2017043289 W JP 2017043289W WO 2018101464 A1 WO2018101464 A1 WO 2018101464A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- packaging material
- thermoplastic resin
- resin
- barrier
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/082—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising vinyl resins; comprising acrylic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
Definitions
- the present invention relates to a packaging material used for foods, toiletries, pharmaceuticals and the like, packaging materials used for packaging bags filled with liquids, seasonings, beverages, liquid foods containing permeable and volatile substances, kneaded It is possible to fill non-food liquids such as shampoos and cryogens into small packaging bags at high speed, and high-speed filling can be performed at high temperature by heat sterilization treatment, etc., and stable
- the present invention relates to a packaging material, a barrier packaging material, and a packaging bag using the same.
- a low-density low-temperature heat-sealable resin is generally used as the thermoplastic resin layer of the liquid filling material for high-speed filling, and in particular, linear low-density polyethylene (hereinafter referred to as LLDPE) due to characteristics such as impact resistance and hot sealability. Is used).
- LLDPE linear low-density polyethylene
- a thermoplastic resin suitable for high-speed filling is a material having a low melting temperature and a low heat of fusion. Polyethylene mainly has different melting temperatures and heats of fusion depending on the density. The lower the density, the lower the melting temperature and the lower the heat of fusion.
- Patent Document 1 discloses a low-temperature heat-sealable polyethylene resin laminated film.
- a laminated film in which two polyethylene resin layers of a laminate layer and a seal layer are laminated, and the average density is defined so that the density of the laminate layer is higher than that of the seal layer.
- a laminated film provided with a polyethylene resin layer having an intermediate density as an intermediate layer is also illustrated.
- it is a laminated film that is excellent in flexibility, low-temperature heat-sealability, blocking resistance, bag-breaking resistance, and the like required for packaging bags for low-temperature heavy goods.
- thermoplastic resin layer is low and the heat of fusion is small.
- thermoplastic resin layers that are opposed to each other on the inner surface of the packaging bag are fused with each other due to melting of the thermoplastic resin layer, thereby causing poor filling.
- Patent Document 2 discloses a packaging film that has such heat resistance as to withstand high-temperature filling in automatic filling and packaging, and is excellent in heat sealability.
- the packaging film is a film in which an intermediate layer made of LLDPE and a sealant layer are provided by extrusion on a substrate, and the density of the intermediate layer is higher than the density of the sealant layer.
- the low-temperature heat-sealable polyethylene-based resin laminated film disclosed in Patent Document 1 is excellent in heat-sealability at low temperatures, but for applications such as filling foods and the like with heat sterilization and filling them at high temperatures. It was difficult to apply.
- the LLDPE has a low melt tension during the production by extrusion, and the width of the resin extruded from the die is small.
- the yield is deteriorated because the phenomenon that the opening width of the die becomes narrower) and the vibration of the ear (the phenomenon that the extruded resin width fluctuates) easily occur.
- a gas barrier packaging material for storing toiletries such as foods and detergents, pharmaceuticals, etc.
- a polyethylene terephthalate film coated with polyvinylidene chloride resin and a sealant film formed of a linear low density polyethylene resin for example, a packaging material laminated via an adhesive for dry lamination.
- polyvinylidene chloride used in the barrier layer is avoided from environmental problems related to waste, such as generation of harmful gases such as chlorine gas and dioxin, by incineration after use. became.
- a film obtained by depositing an inorganic oxide such as silicon oxide or aluminum oxide on a polyethylene terephthalate film or a stretched nylon film has been widely used as a transparent gas barrier film (for example, Patent Document 3).
- a sealant made of a linear low-density polyethylene resin through an adhesive layer made of an adhesive for dry lamination on the vapor deposition surface of a polyethylene terephthalate film on which silicon oxide is vapor-deposited There was a transparent gas barrier packaging material laminated with a film (for example, Patent Document 4).
- the present invention was made in view of the problems of the prior art as shown in Patent Document 1 and Patent Document 2, and automatically fills at high speed without causing defective filling even for contents that require hot filling. It is a first object of the present invention to provide a packaging material that can be efficiently filled by a machine and is excellent in manufacturing efficiency.
- the present invention solves the problems of the prior art as disclosed in Patent Document 3 and Patent Document 4, which is free from environmental problems related to waste and has a transparent barrier package that does not deteriorate in adhesion strength over time.
- a second object is to provide a packaging bag excellent in bag breaking strength and tearability by using the material and the barrier wrapping material.
- the packaging material according to the first aspect of the present invention includes a base material layer including at least one biaxially stretched resin film, at least a first thermoplastic resin layer, and a second thermoplastic resin.
- the density of the resin is higher than the density of the second resin forming the second thermoplastic resin layer, the density of the first resin is 0.90 g / cm 3 or more, and the density of the second resin is 0.92 g. / Cm 3 or less, and the second thermoplastic resin layer contains 200 to 2000 ppm of a lubricant containing at least one of a fatty acid amide lubricant and a fatty acid ester lubricant.
- At least one of the first thermoplastic resin layer and the second thermoplastic resin layer may be formed of a polyolefin resin.
- At least one of the first thermoplastic resin layer and the second thermoplastic resin layer may include at least one linear low density polyethylene.
- At least one of the first thermoplastic resin layer and the second thermoplastic resin layer may include a mixture of at least one kind of linear low density polyethylene and low density polyethylene.
- the blending ratio of the low density polyethylene to the linear low density polyethylene may be 40% or less by weight.
- a barrier layer for at least one of water vapor and gas may be provided on the base material layer.
- the barrier layer includes a vapor deposition layer composed of at least an inorganic oxide, a transparent ink layer is provided on the barrier layer, an adhesive layer is provided on the transparent ink layer, and the adhesive layer
- the sealant layer may be provided, and the transparent ink layer may be composed of a transparent ink containing a binder resin formed from a mixture of a urethane resin and a vinyl chloride-vinyl acetate copolymer resin.
- a transparent pigment may be dispersed in the binder resin.
- the transparent pigment may be a compound selected from the group consisting of precipitated barium sulfate, calcium carbonate, silica, and mixtures thereof.
- the content of the transparent pigment in the transparent ink layer may be 1% by weight or more and 20% by weight or less.
- the mixing ratio of the binder resin may be 1 to 5 parts by weight of vinyl chloride-vinyl acetate copolymer resin with respect to 10 parts by weight of the urethane resin.
- a colored ink layer may be provided on at least a part between the vapor deposition layer and the transparent ink layer.
- the packaging bag according to the second aspect of the present invention is configured using the packaging material according to the above aspect.
- the transparent barrier packaging material according to the third aspect of the present invention is provided on a base film, a vapor deposition layer provided on the base film and composed of at least an inorganic oxide, and the vapor deposition layer.
- a transparent ink layer comprising a transparent ink comprising a binder resin formed from a mixture of a urethane resin and a vinyl chloride-vinyl acetate copolymer resin, and an adhesive layer provided on the transparent ink layer And a sealant layer provided on the adhesive layer.
- the sealing layer has a sealing layer other than a predetermined sealing portion even during hot filling in which the content is filled at a high temperature while having a low temperature sealing property. It can be efficiently filled in the automatic filling device without being bonded at the site, and there is no meandering or wrinkling in the packaging manufacturing process or filling process, and it can be manufactured efficiently and with stable quality. A possible packaging material can be obtained.
- the packaging material described in (4) it is possible to obtain a packaging material that has less neck-in and ear shaking in the manufacturing process of the packaging material and can further increase the efficiency at the time of manufacturing. .
- a packaging material that can be efficiently manufactured with less neck-in and ear-shake in the packaging material manufacturing process, and also has good heat sealability is obtained. Can do.
- foods spikeces, seasonings, etc.
- detergents, etc. particularly containing substances such as permeability and volatility Demonstrates excellent practical effects as a transparent barrier packaging bag for storing liquid and paste-like contents such as toiletries and cosmetics, and as a packaging bag free from environmental problems related to waste. be able to.
- the vapor deposition layer surface of the ceramic vapor deposition film is composed of a mixture of urethane resin, vinyl chloride-vinyl acetate copolymer resin, and transparent pigment,
- a transparent ink layer having excellent adhesion it is possible to improve the adhesion between the vapor deposition layer surface and the adhesive layer, and to obtain a barrier wrapping material having good tear strength and no deterioration in adhesion strength over time.
- the mixing ratio of the binder resin is such that the vinyl chloride-vinyl acetate copolymer resin is 1 to 5 parts by weight with respect to 10 parts by weight of the urethane resin.
- a colored ink layer is provided on a part or all (at least part) between the vapor-deposited layer surface of the ceramic vapor-deposited film and the transparent ink layer.
- a barrier wrapping material having a design effect or a content concealing effect can be obtained.
- the packaging bag described in (13) by forming the packaging bag using a barrier packaging material that does not have a decrease in adhesion strength over time, the packaging bag has excellent bag breaking strength and tearability. Barrier packaging bags (transparent barrier packaging bags) can be obtained.
- FIG. 1 is a schematic sectional view (schematic configuration diagram) of the packaging material 11 according to the first embodiment of the present invention.
- the packaging material 11 in this embodiment includes a sealant layer including at least a first thermoplastic resin layer 111 and a second thermoplastic resin layer 112 on a base material layer 110 including at least one biaxially stretched resin film.
- the packaging material 11 according to the present embodiment is provided with the first thermoplastic resin layer 111 on the base material layer 110, the second thermoplastic resin layer 112 on the first thermoplastic resin layer 111, and the first The density of the one thermoplastic resin layer 111 is configured to be higher than the density of the second thermoplastic resin layer 112.
- the packaging material 11 When the packaging material 11 according to this embodiment is loaded into an automatic filling machine that fills and seals the contents while making the packaging material, and the contents are filled and sealed, the opening is sealed after filling.
- the second thermoplastic resin layer 112 (one second thermoplastic resin layer) is bonded to the opposing second thermoplastic resin layer 112 (the other second thermoplastic resin layer) as a seal layer when heat sealing with Therefore, for high-speed filling, it is appropriate to select a resin that melts with as little heat as possible.
- thermoplastic resin melts and has fluidity due to the heat of the contents, and the second thermoplastic resin layers 112 other than the portion that is originally sealed also There is a possibility of fusing and causing poor filling.
- thermoplastic resin layer 111 having a higher heat of fusion than the second thermoplastic resin layer 112 as an intermediate layer between the base material layer 110 and the second thermoplastic resin layer 112 as a seal layer, It becomes possible to suppress the flow of the plastic resin layer.
- the sealant layer the second thermoplastic resin layer 112 and the first thermoplastic resin layer 111 having a higher heat of fusion than the second thermoplastic resin layer 112 are used. It becomes possible to suppress the flow of the thermoplastic resin layer.
- the resin used as the intermediate layer is the resin used as the sealing layer (the second thermoplastic resin in the present embodiment).
- thermoplastic resin having a higher density than the resin layer may be selected.
- the thickness of the first thermoplastic resin layer 111 is preferably 10 ⁇ m to 40 ⁇ m in consideration of the effect of suppressing flow during high temperature filling.
- the thickness of the second thermoplastic resin layer 112 is preferably 10 ⁇ m to 40 ⁇ m. If the thickness is less than 10 ⁇ m, sufficient sealing strength cannot be obtained, and if it exceeds 40 ⁇ m, the high-speed sealing performance is impaired.
- thermoplastic resin used for the first thermoplastic resin layer 111 and the second thermoplastic resin layer 112 in the packaging material 11 according to this embodiment examples include a polyolefin resin formed from a polyolefin such as polyethylene.
- a polyolefin resin formed from a polyolefin such as polyethylene.
- the thermoplastic resin used for the first thermoplastic resin layer 111 and the second thermoplastic resin layer 112 in the packaging material 11 according to the present embodiment in view of characteristics such as heat resistance and hot sealability, straight chain It is preferable to use a low-density polyethylene (LLDPE).
- LLDPE low-density polyethylene
- the resin density in the present embodiment one resin having a target density may be selected, or a plurality of resins may be mixed to adjust the average density of the resin layers according to the target density. Also good.
- the LLDPE in the present embodiment includes what is called and marketed as linear ultra-low density polyethylene having a lower density than the specified range of the Japanese Industrial Standard.
- the packaging material 11 according to the present embodiment can be manufactured by a known melt extrusion molding method, and in particular, can be preferably manufactured by a co-extrusion method or extrusion lamination method using a T die, but in this case, LLDPE is used alone as a thermoplastic resin. If used, problems such as neck-in and ear shaking may occur due to insufficient melt tension during extrusion. These defects may cause unevenness in the thickness of the extruded resin and a decrease in the effective width, which may reduce the yield. This problem can be solved by adding low density polyethylene (hereinafter referred to as LDPE) and increasing the melt tension.
- the amount of LDPE to be added is preferably 40% or less by weight with respect to the amount of LLDPE. When it exceeds 40%, characteristics such as heat sealability, which is a characteristic of LLDPE, are significantly deteriorated.
- the density of the first thermoplastic resin layer 111 (the density of the first resin forming the first thermoplastic resin layer) is preferably 0.90 g / cm 3 or more. If the density of the first thermoplastic resin layer 111 is less than 0.90 g / cm 3 , the melting point becomes too low, it tends to flow during hot filling, and fusion tends to occur, which is disadvantageous in terms of hot filling suitability.
- the density of the second thermoplastic resin layer 112 (the density of the second resin forming the second thermoplastic resin layer) is less than the density of the first thermoplastic resin layer 111 and is 0.92 g / cm 3 or less. And preferably less than 0.92 g / cm 3 .
- the density of the second thermoplastic resin layer 112 is greater than 0.92 g / cm 3, the amount of heat of fusion becomes too large, which is not suitable for high-speed filling suitability.
- the average density of the mixed resins may satisfy these conditions.
- a low density type thermoplastic resin is excellent in low-temperature sealing property and high-speed filling sealing property, but has a drawback of poor lubricity. Insufficient lubricity of the resin may cause problems such as wrinkling when winding the thermoplastic resin layer by extrusion, or meandering and wrinkling during conveyance in a high-speed automatic filling machine. To do. Therefore, it is preferable to add 200 to 2000 ppm of a lubricant such as a fatty acid amide-based lubricant or a fatty acid ester-based lubricant to the resin of the second thermoplastic resin layer 112 which is a seal layer.
- a lubricant such as a fatty acid amide-based lubricant or a fatty acid ester-based lubricant
- lubricant added to the second thermoplastic resin layer 112 is less than 200 ppm, sufficient lubricity cannot be obtained, and if it is added to the second thermoplastic resin layer 112 in an amount of more than 2000 ppm, the sealing property is lowered.
- fatty acid amide lubricants include stearic acid amide, oleic acid amide, erucic acid amide, and the like.
- fatty acid ester lubricant include stearic acid monoglyceride and stearyl stearate.
- a method of adding an inorganic spherical filler as a method other than the addition of a lubricant has also been proposed.
- the surface roughness of the seal layer is increased by the filler, it may cause liquid biting during high-speed filling, i.e., contamination sealing. Since it becomes high, it is desirable to use a lubricant.
- the biaxially stretched resin film of the base material layer 110 is not particularly limited as long as it has sufficient mechanical strength and heat resistance.
- polyesters such as polyethylene terephthalate, polyethylene naphthalate, and polybutylene terephthalate, nylon
- stacked the non-stretched film on said biaxially stretched film may be used.
- the base material layer 110 with a barrier layer such as an aluminum foil, a metal vapor deposition layer, a transparent vapor deposition layer of inorganic oxide (a vapor deposition layer of inorganic oxide), the storability of the contents can be enhanced.
- a transparent vapor deposition layer because the visibility of the contents can be ensured and the contamination inspection by a metal detector can be performed.
- a printing layer, a concealing layer, etc. may be provided depending on the application.
- you may provide the anchor coat and adhesive bond layer for improving the adhesiveness between the base material layer 110 and the 1st thermoplastic resin layer 111.
- an inorganic oxide vapor deposition film, an adhesive layer, a first thermoplastic resin layer 111, and a second thermoplastic resin layer 112 are provided on the base material layer 110.
- the sealant layers may be laminated in this order.
- an anchor coat layer, an inorganic oxide vapor deposition film, a coating layer, an adhesive layer, a first thermoplastic resin layer 111 and The packaging material 11 may be configured so that the sealant layer including the second thermoplastic resin layer 112 is laminated in this order.
- a sealant layer including an inorganic oxide vapor deposition film, a colored ink layer, an adhesive layer, a first thermoplastic resin layer 111 and a second thermoplastic resin layer 112 is laminated on the base material layer 110 in this order.
- the packaging material 11 may be configured as described above.
- the packaging material for liquid packaging whose content is a liquid is mentioned, for example.
- the barrier wrapping material according to the second embodiment of the present invention has a barrier layer (first barrier) on a base layer 210 (base film) such as a polyethylene terephthalate film.
- a transparent ink layer 220 made of urethane resin or the like is laminated on the surface of the vapor deposition layer 212 of the ceramic vapor deposition film 215 provided with the vapor deposition layer 212 composed of an inorganic oxide as a layer), and dry lamination is performed on the transparent ink layer 220.
- the barrier layer provided on the base material layer 210 should just be provided with the vapor deposition layer 212 comprised from the inorganic oxide at least as a 1st barrier layer, and the vapor barrier layer 212 is provided on the vapor deposition layer 212 as a 2nd barrier layer. It is good also as a structure by which a coating layer is provided and the transparent ink layer 220 is provided on a coating layer.
- the thing similar to the coating layer 213 shown in the 1st modification in 2nd embodiment of this invention mentioned later can be used with a coating layer.
- a layer formed of an anchor coating agent may be used instead of the adhesive, and a laminated layer is formed by extruding a linear low density polyethylene or the like melted on the layer formed of the anchor coating agent.
- the sealant layer 240 can be formed.
- the barrier wrapping material 2100 is formed on a base material layer 210 formed of, for example, a polyethylene terephthalate film or the like.
- An anchor coat layer 211 is formed, and a vapor deposition layer 212 made of an inorganic oxide is provided on the anchor coat layer 211 as a first barrier layer.
- a ceramic vapor deposition film 225 having a laminated structure in which a coating layer 213 is provided as a second barrier layer on the vapor deposition layer 212 is configured to prevent cracks due to stagnation or the like in the vapor deposition layer 212.
- a transparent ink layer 220 made of urethane resin or the like is formed on the surface of the coating layer 213.
- an adhesive layer 230 made of an adhesive for dry lamination or the like is applied on the transparent ink layer (220), and a sealant layer 240 such as a linear low density polyethylene is laminated on the adhesive layer 230. It is a structured packaging material.
- a layer formed of an anchor coating agent instead of the adhesive may be used as the adhesive layer 230, and a linear low density polyethylene or the like melted on the layer formed of the anchor coating agent is extruded.
- the sealant layer 240 can be formed by laminating. Moreover, it can also be set as the structure remove
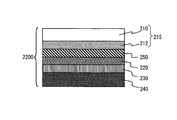
- the barrier wrapping material 2200 includes, for example, the vapor deposition layer 212 surface of the ceramic vapor deposition film 215 and the transparent ink layer 220.
- the barrier wrapping material is provided with a colored ink layer 250 therebetween to provide an advertising effect, a design effect, or a content concealing effect.
- the colored ink layer 250 may be provided on the whole (entire surface) between the vapor deposition layer 212 and the transparent ink layer 220, or may be provided on a part (a part of the surface).
- the colored ink layer 250 may be provided as a print pattern using a printing method.
- examples of the base material layer 210 of the ceramic vapor-deposited films 215 and 225 shown in FIGS. 2 to 4 include a polyethylene terephthalate film having a thickness of about 10 to 20 ⁇ m, a stretched nylon film, or a biaxially stretched polypropylene film. It can be selected appropriately according to the contents and application.
- the inorganic oxide vapor deposition layer 212 constituting the ceramic vapor deposition films 215 and 225 shown in FIGS. 2 to 4 for example, silicon oxide such as SiO 2 and SiO, aluminum oxide such as Al 2 O 3 and the like are preferable. .
- a transparent barrier film having excellent gas barrier properties can be formed.
- the anchor coat layer 211 constituting the ceramic vapor deposition film 225 shown in FIG. 3 for example, at least an acrylic polyol, an isocyanate compound, and a general formula: R′Si (OR) 3 (wherein R ′ is an alkyl group, a vinyl group) , A type of glycidoxypropyl group, where R is an alkyl group), a composition containing a trifunctional organosilane or a hydrolyzate of organosilane, or a general formula: M (OR) n ( provided that formula Among them, M is a metal element, R is an alkyl group such as CH 3 or C 2 H 5 , n is a metal alkoxide represented by the oxidation number of the metal element), or a composition containing a hydrolyzate of metal alkoxide can be used. .
- the coating layer 213 which comprises the ceramic vapor deposition film 225 shown in FIG. 3, for example, at least one of water-soluble polymer, (a) 1 or more types of metal alkoxide, its hydrolyzate, and (b) tin chloride. And a coating layer composed of a coating agent containing a water / alcohol mixed solution as a main component.
- the transparent ink layer 220 constituting the barrier wrapping material 21, 2, 100, 2200 uses a transparent ink containing a binder resin formed from a mixture of urethane resin and vinyl chloride-vinyl acetate copolymer resin.
- a transparent ink in which a transparent pigment is dispersed in a binder resin composed of a urethane resin and a vinyl chloride-vinyl acetate copolymer resin.
- the barrier packaging material when the adhesion between the ceramic vapor-deposited film and the sealant layer is low, there is a problem in that the peeling of the sealant layer occurs when tearing to open the wrapping material, and the tearability is significantly reduced.
- the barrier packaging material according to the present embodiment the binder resin whose hardness is controlled in order to obtain sufficient adhesion is used, and the transparent pigment is dispersed to increase the bulk hardness of the ink layer.
- the transparent pigment By using a compound selected from the group consisting of precipitated barium sulfate, calcium carbonate, silica, and mixtures thereof as the transparent pigment, it is possible to obtain a transparent ink layer 220 having excellent transparency.
- the content of the transparent pigment in the transparent ink layer 220 is preferably 1% by weight or more and 20% by weight or less. When the content of the transparent pigment is 1% by weight or less, the effect of improving tearability by adding the transparent pigment cannot be sufficiently obtained. On the other hand, when the content of the transparent pigment is 20% by weight or more, coating becomes difficult due to a decrease in fluidity.
- the mixing ratio of the binder resin is preferably 1 to 5 parts by weight of vinyl chloride-vinyl acetate copolymer resin with respect to 10 parts by weight of the urethane resin.
- the mixing ratio of the vinyl chloride-vinyl acetate copolymer resin is less than 1 part by weight, there is a concern that the binder resin itself may be deteriorated in tearing or the ink layer may be blocked.
- the mixing ratio of the vinyl chloride-vinyl acetate copolymer resin is more than 5 parts by weight, the binder resin is too hard, and there is a concern that the adhesion may be lowered.
- binder resins are dissolved in a suitable solvent, and a transparent pigment is dispersed in the binder solution as necessary.
- the thickness is 0.05 to 5.0 ⁇ m, more preferably by gravure method or roll coating method. By coating to a thickness of 0.5 to 3.0 ⁇ m, a transparent ink layer excellent in transparency, adhesion, tearability and printability can be obtained.
- the transparent ink layer 220 may be a one-component curable type or a two-component curable type having the above composition, but in the case of a two-component curable type, it is desirable to use polyisocyanate as a curing agent.
- aromatic polyisocyanates such as tolylene diisocyanate (TDI), diphenylmethane diisocyanate (pure MDI), polymethylene polyphenylene polyisocyanate (polymeric MDI), tolidine diisocyanate (TODI), naphthalene diisocyanate (NDI), or hexa
- aromatic polyisocyanates such as tolylene diisocyanate (TDI), diphenylmethane diisocyanate (pure MDI), polymethylene polyphenylene polyisocyanate (polymeric MDI), tolidine diisocyanate (TODI), naphthalene diisocyanate (NDI), or hexa
- aliphatic polyisocyanates such as methylene diisocyanate (HDI), isophorone diisocyanate (IPDI), xylene diisocyanate (XDI), dicyclohexylmethane diisocyanate (hydrogenated
- an additive may be included in the above resins in order to impart other functionality to the transparent ink layer 220.
- natural wax wax, etc.
- synthetic wax polyethylene wax, fatty acid
- coloring aid fluidity, heat resistance, antistatic, imparting printability, etc. Amide, etc.
- other dispersants antistatic agents, surface modification, and the like, which can be appropriately selected and used.
- the innermost sealant layer 240 shown in FIGS. 2 to 4 is made of, for example, a linear low density polyethylene film, a low density polyethylene film, a high density polyethylene film, or an unstretched polypropylene film having a thickness of about 40 ⁇ m. Obtained by laminating via a laminating adhesive, or obtained by extruding and laminating a molten linear low density polyethylene resin, low density polyethylene resin, or high density polyethylene resin via an anchor coating agent. .
- the innermost sealant layer 240 particularly in the case where the content is a liquid or a kneaded material is excellent in low-temperature heat sealability and anti-blocking properties, so that it can be used for high-speed filling and contamination sealing.
- a linear low-density polyethylene polymerized using is preferably used.
- a barrier packaging material having good low temperature heat sealability and blocking resistance can be obtained.
- a barrier wrapping material that can be used for high-speed filling of a filling machine that fills the content and seals (seals) the opening, and can be used for contamination sealing.
- the sealant layer 240 may be a plurality of layers having different sealing performance between the core layer and the sealing layer, that is, a co-extruded layer or a tandem extruded layer.
- a sealant layer composed of the first thermoplastic resin layer 111 and the second thermoplastic resin layer 112 as shown in the first embodiment may be used.
- the sealant layer 240 according to the present embodiment is composed of the first thermoplastic resin layer 111 and the second thermoplastic resin layer 112 according to the first embodiment, when filling the packaging material with contents, High speed filling is possible (high speed filling is good), which is particularly preferable.
- the test was carried out by changing the conveying speed of the packaging material in two ways of 10 m / min and 20 m / min and the temperature of the seal bar in three ways of 120 ° C./150° C./180° C.
- the contents were 25 g of water per bag, and normal temperature filling at 25 ° C. and hot filling at 90 ° C. were performed. If an unsealed part occurred at the time of filling, it was regarded as defective.
- the sealed bag was subjected to a static load of 100 kg for 1 minute, and when it was broken, it was regarded as defective.
- Regarding the hot filling when the sealing surfaces were fused during filling, a pressurization test was not performed and it was regarded as defective.
- Example A1> Using a tandem extruder, after applying the anchor coating agent to the base material layer, the intermediate layer resin is extruded as the first thermoplastic resin layer from the first extrusion, and the sealing layer as the second thermoplastic resin layer is extruded from the second extrusion.
- the resin was extruded in a continuous process.
- As the base material layer a stretched nylon film having a thickness of 15 ⁇ m was used.
- the anchor coating agent was applied to a commercially available general urethane resin anchor coating agent so that the coating thickness after drying was 0.7 ⁇ m.
- the resin of the intermediate layer was adjusted average density by mixing LDPE of LLDPE and density 0.92 g / cm 3 of density 0.91 g / cm 3 in a weight ratio of 8: 2 to 0.912 g / cm 3 Resin Used and extruded with a thickness of 25 ⁇ m.
- Resin sealing layer is a LDPE of LLDPE and density 0.92 g / cm 3 of density 0.90 g / cm 3 were mixed in a weight ratio of 8: 2 was adjusted to an average density of 0.904 g / cm 3, further lubricants
- a resin to which 400 ppm of erucamide was added was extruded at a thickness of 25 ⁇ m.
- Example A2> A packaging material was prepared in the same configuration as in Example 1 except that a resin obtained by adding 400 ppm of erucamide to LLDPE having a density of 0.90 g / cm 3 was used as the resin for the sealing layer.
- Example A3> A silica-deposited biaxially stretched nylon film GL-EY (manufactured by Toppan Printing) equipped with a nylon film with a thickness of 15 ⁇ m and a silica-deposited film as a barrier layer is used as the base material layer.
- a packaging material was prepared with the same configuration as in Example A1 except that the resin layers were arranged to be laminated.
- Example A packaging material was created with the same configuration as A1.
- Example A3 An intermediate layer is not provided, and a seal layer is sealed on a base material layer coated with an anchor coating agent similar to that in Example A1, using a resin with a density of 0.92 g / cm 3 and LLDPE added with 400 ppm erucamide. A layer of resin was extruded at a thickness of 50 ⁇ m to prepare a packaging material.
- Table 1 summarizes evaluation results such as high-speed filling property and hot filling property.
- Table 2 summarizes the evaluation results of the gas barrier properties.
- the evaluation result of Table 1 when the result was “good”, it was indicated as “A”.
- the evaluation result of Table 1 when the result was “bad”, it was indicated as “B”.
- Example A1 20% of LDPE was added to the seal layer, and as a result, the neck-in was small and the extrusion suitability was good while maintaining the high-speed filling property.
- Example A2 the neck-in was slightly large, but filling was possible without any problems in terms of lubricity and high-speed filling.
- Example A3 by making the base material layer a film having a barrier property, both the high-speed filling property and the extrusion processability were equivalent to those of Example A1, and the barrier property of oxygen and water vapor was greatly improved.
- Comparative Example A1 the resin of the intermediate layer and the sealing layer was made the same as in Example A1, so that the seal itself could be carried out at room temperature filling or hot filling without any problem even at high speed filling, but since no lubricant was added, meandering was carried out during transportation. Has occurred and seal position misalignment has occurred. Further, in Comparative Example A2, since there was no intermediate layer, the resin in the seal layer flowed during hot filling, causing fusion between the seal layers, and filling was not possible.
- Example B1> As shown in the schematic cross-sectional view of FIG. 2, a stretched nylon film having a thickness of 15 ⁇ m was used as the base material layer 210, and aluminum oxide was deposited on one surface of the base material layer to obtain a ceramic deposited film 215. Further, a resin obtained by mixing 10 parts by weight of urethane resin and 2 parts by weight of vinyl chloride-vinyl acetate copolymer resin was dissolved in a mixed solvent of methyl ethyl ketone / isopropyl alcohol / ethyl acetate to obtain a transparent ink. Next, this transparent ink was applied to the vapor deposition layer 212 by a gravure method to obtain a transparent ink layer 220 having a thickness of 0.5 ⁇ m.
- a commercially available general urethane resin anchor coating agent was applied as an adhesive layer 230 on the surface of the transparent ink layer 220 using an in-line coater of an extruder.
- the adhesive layer was applied so that the coating thickness after drying was 0.7 ⁇ m.
- the intermediate layer resin is extruded as the first thermoplastic resin layer from the first extrusion, and the seal layer resin is extruded from the second extrusion as the second thermoplastic resin layer by continuous processing. did.
- As the base material layer a stretched nylon film having a thickness of 15 ⁇ m was used.
- the average resin of the intermediate layer is mixed linear low density polyethylene (LLDPE) and low density polyethylene having a density of 0.92 g / cm 3 of density 0.91 g / cm 3 and (LDPE) in a weight ratio of 8: 2
- LLDPE linear low density polyethylene
- LDPE low density polyethylene having a density of 0.92 g / cm 3 of density 0.91 g / cm 3 and (LDPE) in a weight ratio of 8: 2
- a material whose density was adjusted to 0.912 g / cm 3 was used and extruded with a thickness of 25 ⁇ m.
- Resin sealing layer is a LDPE of LLDPE and density 0.92 g / cm 3 of density 0.90 g / cm 3 were mixed in a weight ratio of 8: 2 was adjusted to an average density of 0.904 g / cm 3, further lubricants
- 400 ppm of erucic acid amide was used and extruded with a thickness of 25 ⁇ m to provide a sealant layer 240 including a first thermoplastic resin layer and a second thermoplastic resin layer, and thus a barrier packaging material 21 was obtained.
- Example B2> A resin obtained by mixing 10 parts of a urethane resin and 2 parts of vinyl chloride-vinyl acetate copolymer resin was dissolved in a mixed solvent of methyl ethyl ketone / isopropyl alcohol / ethyl acetate, and precipitated barium sulfate was dispersed as a transparent pigment at a weight ratio of 15%.
- a barrier packaging material 21 was obtained in the same manner as in Example 1 except that transparent ink was used as the transparent ink layer 20.
- Example B3> A barrier packaging material 21 was obtained in the same manner as in Example B2 except that the vapor deposition layer 212 was made of silicon oxide.
- Example B4> An anchor coat layer (211 shown in FIG. 3) having the following composition is provided on the base material layer 210, and a coating layer (213 shown in FIG. 3) having the following composition is provided on the vapor deposition layer 212 to provide a ceramic vapor deposition film 225.
- a barrier wrapping material 2100 was obtained in the same manner as in Example B3, except for the configuration.
- EETMS 2- (epoxycyclohexane) ethyltrimethylsilane
- acrylic polyol so as to be 2.5 times the EETMS (weight ratio)
- a tin chloride / methanol solution (adjusted to 0.003 mol / g) was added so as to be 1/135 mol with respect to EETMS, and then tolylene diisocyanate was equivalent to NCO groups with respect to the OH groups of the acrylic polyol. It was mixed so that the coating solution for the anchor coat layer was obtained.
- Component of coating layer 89.6 g of hydrochloric acid (0.1N) was added to 10.4 g of tetraethoxysilane, stirred for 30 minutes, and a hydrolyzed solid content of 3 wt% (in terms of SiO 2 ) and polyvinyl alcohol The solution was mixed to obtain a coating solution for the coating layer.
- Example B5> A packaging material 2100 was obtained in the same manner as in Example B4 except that silica was dispersed as a transparent pigment at a weight ratio of 3% by weight.
- Example B6> A packaging material 2100 was obtained in the same manner as in Example B4 except that calcium carbonate was dispersed as a transparent pigment at a weight ratio of 15% by weight.
- Example C1> A packaging material was obtained in the same manner as in Example B4 except that the transparent ink layer 220 was not provided and the adhesive layer 230 was directly coated on the coating layer 213.
- Example C2 An ink in which 10 parts by weight of a urethane resin and 2 parts by weight of a vinyl chloride-vinyl acetate copolymer resin are mixed and a resin in which precipitated barium sulfate is dispersed at a weight ratio of 30% is dissolved in a mixed solvent of methyl ethyl ketone / isopropyl alcohol / ethyl acetate.
- a packaging material 2100 was obtained in the same manner as in Example B4 except that was used.
- Example C3> A resin obtained by mixing 2 parts by weight of a urethane resin and 10 parts by weight of a vinyl chloride-vinyl acetate copolymer resin is dissolved in a mixed solvent of methyl ethyl ketone / isopropyl alcohol / ethyl acetate, and precipitated barium sulfate is used as a transparent pigment at a weight ratio of 15% by weight.
- a packaging material 2100 was obtained in the same manner as in Example B4 except that the transparent ink obtained by dispersion was used.
- the adhesion strength between the ceramic vapor-deposited films 215 and 225 and the sealant layer 240 and the tearability of the packaging bag were evaluated.
- Adhesion strength The packaging material after removing the contents from the packaging bag is cut into a strip of 15 mm width, and the strength when the sealant layer 240 is peeled off from the ceramic vapor-deposited films 215 and 225 at a test speed of 300 mm / min. The strength (unit: N / 15 mm) was measured.
- Tear strength was measured by the trouser method described in JIS K-7128. In addition, actual tearing was performed manually from the sealed portion of the packaging bag.
- Table 3 summarizes the results of performing the above evaluation after filling the contents one day after storage in an atmosphere of 20 ° C. and 30% and seven days after storage in an atmosphere of 40 ° C. and 70%.
- Example B6 a transparent ink layer formed from a mixture of a blend resin of urethane resin and vinyl acetate resin is provided between the vapor deposition layer 212 and the sealant layer 240.
- a barrier wrapping material (barrier wrapping bag) capable of preventing a decrease in adhesion strength regardless of the contents and maintaining good tearability was obtained.
- a transparent pigment to the transparent ink layer
- a barrier wrapping material with further improved tearability was obtained.
- Example C1 in which no transparent ink layer was provided, compared to Examples B1 to B6, the adhesion strength was weak from the initial stage and the tearability was also reduced.
- Example C2 in which the transparent pigment was excessively added to the transparent ink layer had low adhesion strength, resulting in poor tearability when the adhesion strength was further reduced by a storage test.
- Example C3 where the ratio of vinyl chloride-vinyl acetate copolymer resin in the binder resin is high, the ink layer has a high hardness, so that it can be torn even if the adhesion is low to some extent, but Examples B1 to B6 In comparison, the adhesion strength according to the storage test tended to decrease, and the tearability was also decreased accordingly. From the viewpoint of preventing a decrease in adhesion strength regardless of the contents and maintaining good tearability, the barrier packaging materials of Examples B1 to B6 have more preferable results than the packaging materials of Examples C1 to C3. Obtained.
- thermoplastic resin layer contains only a fatty acid ester-based lubricant.
- the second thermoplastic resin layer may contain both a fatty acid amide lubricant and a fatty acid ester lubricant.
- a polyolefin resin is used for both the first thermoplastic resin layer and the second thermoplastic resin layer.
- one of the first thermoplastic resin layer and the second thermoplastic resin is used. Only a polyolefin resin may be used.
- both the first thermoplastic resin layer and the second thermoplastic resin layer are configured to include linear low-density polyethylene.
- a linear low density polyethylene may be included in only one of the second thermoplastic resin layers.
- a mixture of linear low density polyethylene and low density polyethylene is used for both the first thermoplastic resin layer and the second thermoplastic resin layer has been described.
- Only one of the plastic resin layer and the second thermoplastic resin layer may include a mixture of linear low density polyethylene and low density polyethylene.
- the barrier layer has a barrier property against both water vapor and gas has been described.
- the barrier layer may be configured to have a barrier property against only one of water vapor and gas.
- Packaging material 110 ... base material layer 111 ... first thermoplastic resin layer 112 ... second thermoplastic resin layer 21, 2, 100, 2200 ... packaging material (barrier packaging material, barrier packaging material) 210 ... base material layer (base material film) 211... Anchor coat layer 212... Deposited inorganic oxide layer (barrier layer, first barrier layer) 213 ... Covering layer (barrier layer, second barrier layer) 215, 225 ... Ceramic vapor deposition film 220 ... Transparent ink layer 230 ... Adhesive layer 240 ... Sealant layer 250 ... Colored ink layer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
包材であって、少なくとも1層の二軸延伸樹脂フィルムを含む基材層と、 少なくとも第一熱可塑性樹脂層および第二熱可塑性樹脂層を備えたシーラント層と、を備え、前記基材層、前記第一熱可塑性樹脂層、前記第二熱可塑性樹脂層の順で積層され、前記第一熱可塑性樹脂層を形成する第一樹脂の密度が前記第二熱可塑性樹脂層を形成する第二樹脂の密度よりも高く、前記第一樹脂の密度は0.90g/cm3以上であり、前記第二樹脂の密度は0.92g/cm3以下であり、前記第二熱可塑性樹脂層には、脂肪酸アミド系滑剤および脂肪酸エステル系滑剤のうち少なくとも一つを含む滑剤が200~2000ppm含まれる。
Description
本発明は、食品やトイレタリー品、医薬品等を収容する包材、液体を充填する包装袋に用いられる包材に関し、調味料、飲料、浸透性や揮発性の物質を含む液状の食品、練り状の食品などの食品類、シャンプーや保冷剤等の非食品類の液体を、小型の包装袋に高速充填することが可能で、かつ加熱殺菌処理等による高温状態のまま高速充填が可能で、安定した品質で効率的に製造できる包材、バリア包材、およびこれを用いた包装袋に関する。
本願は、2016年12月1日に日本に出願された特願2016-233955号、および、2017年10月23日に日本に出願された特願2017-204338号に基づき優先権を主張し、その内容をここに援用する。
本願は、2016年12月1日に日本に出願された特願2016-233955号、および、2017年10月23日に日本に出願された特願2017-204338号に基づき優先権を主張し、その内容をここに援用する。
液体の高速充填用包材の熱可塑性樹脂層としては低密度の低温ヒートシール性樹脂が一般に用いられ、特に、耐衝撃性、熱間シール性などの特徴から直鎖状低密度ポリエチレン(以下LLDPEと記す。)が用いられる。高速充填に適した熱可塑性樹脂とは、融解温度が低く、また融解熱量が小さい材料である。ポリエチレンは主に密度によって融解温度や融解熱量が異なり、密度が小さいほど融解温度が低く、また融解熱量が小さい傾向にある。
特許文献1には、低温ヒートシール性のポリエチレン系樹脂積層フィルムが開示されている。ラミネート層とシール層の2層のポリエチレン樹脂層が積層され、ラミネート層の密度がシール層よりも高くなるよう平均密度を規定した積層フィルムである。また中間層として中間の密度を持つポリエチレン樹脂層を設けた積層フィルムも例示されている。特に低温重量物の包装袋として求められる柔軟性、低温ヒートシール性、耐ブロッキング性、耐破袋性などに優れるとしている積層フィルムである。
一方、調味料等の食品においては、70~95℃程度に加熱し殺菌した状態で充填するホット充填という手法をとることから、熱可塑性樹脂層の融解温度が低く、また融解熱量が小さい場合には、充填された内容物によっては熱可塑性樹脂層が融解することで包装袋の内面で対向する熱可塑性樹脂層同士が融着し、充填不良を引き起こす可能性がある。
特許文献2には、このような課題に対し、自動充填包装における高温充填にも耐える耐熱性を持ち、ヒートシール性にも優れる包装用フィルムが開示されている。該包装用フィルムは、基材上にLLDPEからなる中間層とシーラント層が押出しで設けられ、中間層の密度をシーラント層の密度よりも高くしたフィルムである。
しかしながら特許文献1に開示される低温ヒートシール性のポリエチレン系樹脂積層フィルムでは、低温でのヒートシール性は優れるものの、食品等の内容物を加熱殺菌後、高温のまま充填するような用途には適用することは困難であった。
また特許文献2に開示される包装用フィルムのように、中間層とシーラント層がLLDPEからなっている場合、押出しによる製造時に、LLDPEは溶融張力が小さくネックイン(ダイから押出した樹脂の幅がダイの開口幅よりも狭くなる現象)や耳揺れ(押出した樹脂幅が変動する現象)が起こりやすいため、収率が悪くなってしまうという問題点があった。
また、従来、食品や洗剤等トイレタリー品、医薬品等を収容するガスバリア性包装材として、例えばポリ塩化ビニリデン樹脂が塗布されたポリエチレンテレフタレートフィルムに、直鎖状低密度ポリエチレン樹脂で形成されたシーラントフィルムを、ドライラミネーション用接着剤を介してラミネートした包装材があった。
しかし、上記構成の包装材では、バリア層に用いられているポリ塩化ビニリデンは、使用後の焼却処理で塩素ガスやダイオキシン等有害ガスの発生等、廃棄物に係わる環境問題から忌避されるようになった。
上記有害ガスの発生等の問題のない包装材として、ポリ塩化ビニリデンに代わりアルミニウム箔がラミネートされた包装材もあった。これは透明でないため内容物が見えないこともあるが、使用後の廃棄物の焼却処理でアルミニウムの残渣が焼却炉を傷めたり、その焼却灰が埋立処分場で有害ガスを発生したりするなど、ポリ塩化ビニリデンと同様廃棄物に係わる環境問題があり、これも忌避されるようになってきた。
そこで、これらガスバリア層に代わって無機酸化物、例えば酸化珪素や酸化アルミニウム等をポリエチレンテレフタレートフィルムや延伸ナイロンフィルムに蒸着したフィルムが透明なガスバリアフィルムとして多用されるようになってきた(例えば特許文献3)。
また、上記ガスバリアフィルムを用いた包装材の一例として、酸化珪素が蒸着されたポリエチレンテレフタレートフィルムの蒸着面にドライラミネーション用接着剤からなる接着層を介して、直鎖状低密度ポリエチレン樹脂でなるシーラントフィルムをラミネートした透明なガスバリア包装材があった(例えば特許文献4)。
しかしながら、上記特許文献3および特許文献4に示されたような従来技術のガスバリア包装材においては、特に内容物が浸透性、揮発性あるいは油等の物質を含む液状、練り状の食品、トイレタリー品等を包装するガスバリア包装材では、経時によりガスバリアフィルムとシーラントフィルムとの密着強度が低下し、破袋したりあるいは引裂性が悪くなったりするという問題点があった。
本発明は上記特許文献1および特許文献2に示されたような従来技術の課題に鑑みなされたもので、ホット充填が必要な内容物であっても充填不良を起こすことなく、高速で自動充填機による効率的な充填が可能で、製造効率にも優れる包材を提供することを第1の目的とする。
本発明は、特許文献3および特許文献4に示されたような従来技術の問題点を解決するものであり、廃棄物に係わる環境問題がなく、経時による密着強度の低下のない透明なバリア包材と、そのバリア包材を用いて、破袋強度や引裂き性に優れた包装袋を提供することを第2の目的とする。
(1) 上記課題を解決するため、本発明の第一態様に係る包材は、少なくとも1層の二軸延伸樹脂フィルムを含む基材層と、少なくとも第一熱可塑性樹脂層および第二熱可塑性樹脂層を備えたシーラント層と、を備え、前記基材層、前記第一熱可塑性樹脂層、前記第二熱可塑性樹脂層の順で積層され、前記第一熱可塑性樹脂層を形成する第一樹脂の密度が前記第二熱可塑性樹脂層を形成する第二樹脂の密度よりも高く、前記第一樹脂の密度は0.90g/cm3以上であり、前記第二樹脂の密度は0.92g/cm3以下であり、前記第二熱可塑性樹脂層には、脂肪酸アミド系滑剤および脂肪酸エステル系滑剤のうち少なくとも一つを含む滑剤が200~2000ppm含まれる。
(2) 前記第一熱可塑性樹脂層および前記第二熱可塑性樹脂層のうち少なくとも一つがポリオレフィン樹脂から形成されていてもよい。
(3) 前記第一熱可塑性樹脂層および前記第二熱可塑性樹脂層のうち少なくとも1つが少なくとも一種類の直鎖状低密度ポリエチレンを含んでいてもよい。
(4) 前記第一熱可塑性樹脂層および前記第二熱可塑性樹脂層のうち少なくとも1つが少なくとも一種類の直鎖状低密度ポリエチレンと低密度ポリエチレンとの混合体を含んでいてもよい。
(5) 前記直鎖状低密度ポリエチレンに対する前記低密度ポリエチレンの配合比率が、重量比で40%以下であってもよい。
(6) 前記基材層に、水蒸気およびガスのうち少なくとも1つに対するバリア層を設けてもよい。
(7) 前記バリア層が少なくとも無機酸化物から構成された蒸着層を備えており、前記バリア層上に透明インキ層が設けられ、前記透明インキ層上に接着層が設けられ、前記接着層上に前記シーラント層が設けられ、前記透明インキ層が、ウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂の混合体から形成されたバインダー樹脂を含む透明インキから構成されていてもよい。
(8) 前記バインダー樹脂に透明顔料が分散されていてもよい。
(8) 前記バインダー樹脂に透明顔料が分散されていてもよい。
(9) 前記透明顔料が、沈降性硫酸バリウム、炭酸カルシウム、シリカ、およびこれらの混合物からなる群より選ばれた化合物であってもよい。
(10) 前記透明インキ層における前記透明顔料の含有率は、1重量%以上20重量%以下であってもよい。
(11) 前記バインダー樹脂の混合比率は、ウレタン樹脂10重量部に対して塩化ビニル-酢酸ビニル共重合樹脂が1重量部~5重量部であってもよい。
(12) 前記蒸着層と前記透明インキ層との間の少なくとも一部に着色インキ層を設けてもよい。
(13) 本発明の第二態様に係る包装袋は、上記態様に係る包材を用いて構成されている。
(14) 本発明の第三態様に係る透明バリア包装材は、基材フィルムと、前記基材フィルム上に設けられ、かつ、少なくとも無機酸化物から構成された蒸着層と、前記蒸着層上に設けられ、かつ、ウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂との混合体から形成されたバインダー樹脂を含む透明インキから構成された透明インキ層と、前記透明インキ層上に設けられた接着層と、前記接着層上に設けられたシーラント層と、を備える。
本発明の上記態様に係る(1)に記載の包材によれば、低温シール性を有しながら、内容物を高温のまま充填するホット充填の際でもシール層が所定の封止部以外の部位で接着してしまうことが無く、自動充填装置における効率的な充填が可能で、包材の製造工程や充填工程で蛇行やシワの発生が無く、効率的に安定した品質で製造することができる包材を得ることができる。
本発明の上記態様に係る(2)に記載の包材によれば、良好な耐熱性、ヒートシール性を有した包材を得ることができる。
本発明の上記態様に係る(3)に記載の包材によれば、耐熱性、ヒートシール性共にさらに良好な包材を得ることができる。
本発明の上記態様に係る(4)に記載の包材によれば、包材の製造工程においてネックインや耳揺れが少なく、製造時の効率をさらに高めることができる包材を得ることができる。
本発明の上記態様に係る(5)に記載の包材によれば、包材の製造工程においてネックインや耳揺れが少なく効率的に製造ができ、ヒートシール性も良好な包材を得ることができる。
本発明の上記態様に係る(6)に記載の包材によれば、内容物の保護性能の高い包材を得ることができる。
本発明の上記態様に係る(7)~(14)によれば、廃棄物に係わる環境問題がなく、経時による密着強度の低下のない包材およびバリア包材と、当該包材およびバリア包材を用いた、破袋強度や引裂き性に優れた包装袋が提供できる。
従って、本発明の上記態様に係る(7)~(14)の包材およびバリア包装材によれば、特に浸透性や揮発性等の物質を含有する食品(香辛料、調味料等)、洗剤等トイレタリー品、化粧料のような液状、練り状の内容物を収容するための透明なバリア包装袋として、かつ、廃棄物に係わる環境問題のない包装袋として、優れた実用上の効果を発揮することができる。
さらに具体的には、上記態様に係る(8)に記載の包材によれば、セラミック蒸着フィルムの蒸着層面にウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂と透明顔料の混合体から構成され、密着性に優れた透明インキ層を設けることによって、蒸着層面と接着層との密着性を良くし、経時による密着強度の低下がなく引裂き性も良いバリア包材を得ることができる。
上記態様に係る(9)または(10)に記載の包材によれば、透明性、密着性、引裂き性、印刷適性に優れた透明インキ層を設けることが可能となる。
上記態様に係る(11)に記載の包材によれば、バインダー樹脂の混合比率をウレタン樹脂10重量部に対して塩化ビニル-酢酸ビニル共重合樹脂が1重量部~5重量部となるように構成することによって密着性、引裂き性、耐ブロッキング性に優れた透明インキ層を設けることが可能となる。
上記態様に係る(12)に記載の包材によれば、セラミック蒸着フィルムの蒸着層面と透明インキ層との間の一部または全部に(少なくとも一部に)着色インキ層を設けることによって、宣伝やデザイン効果あるいは内容物の隠蔽効果を付与したバリア包材を得ることができる。
上記態様に係る(13)に記載された包装袋によれば、経時による密着強度の低下のないバリア包材を用いて包装袋を構成することによって、包装袋の破袋強度や引裂き性に優れたバリア包装袋(透明なバリア包装袋)を得ることができる。
以下、本発明の実施の形態を詳細に説明する。なお本発明は以下の実施形態に限定して解釈されるものではない。
図1は、本発明の第一実施形態に係る包材11の断面模式図(概略構成図)である。本実施形態における包材11は、少なくとも1層の二軸延伸樹脂フィルムを含む基材層110の上に少なくとも第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層を備える。また、本実施形態に係る包材11は、基材層110の上に第一熱可塑性樹脂層111を設け、第一熱可塑性樹脂層111の上に第二熱可塑性樹脂層112を設け、第一熱可塑性樹脂層111の密度を第二熱可塑性樹脂層112の密度よりも高くするように構成されている。
包材を製袋しながら内容物の充填と封止を行う自動充填機に本実施形態に係る包材11を装填し、内容物の充填と封止を行う場合、充填後に開口部をシールバーにより加熱封止する際、第二熱可塑性樹脂層112(一方の第二熱可塑性樹脂層)はシール層として対向する第二熱可塑性樹脂層112(他方の第二熱可塑性樹脂層)と接着させるため、高速充填するにはできるだけ少ない熱量で融解する樹脂を選定するのが適当である。しかしながら、内容物を高温のまま充填するホット充填を行う場合は、内容物の熱により熱可塑性樹脂が融解し流動性を持ち、本来封止を行う部位以外の第二熱可塑性樹脂層112同士も融着し充填不良を引き起こす可能性がある。
そこで基材層110とシール層である第二熱可塑性樹脂層112の間に、融解熱量が第二熱可塑性樹脂層112よりも高い第一熱可塑性樹脂層111を中間層として設けることにより、熱可塑性樹脂層の流動を抑制することが可能になる。換言すれば、シーラント層として、第二熱可塑性樹脂層112と、融解熱量が第二熱可塑性樹脂層112よりも高い第一熱可塑性樹脂層111と、を用いることにより、基材層110上における熱可塑性樹脂層の流動を抑制することが可能になる。
一般に樹脂の融解熱量は、樹脂の密度が高いほど大きくなることから、中間層として用いる樹脂(本実施形態では第一熱可塑性樹脂層)はシール層として用いる樹脂(本実施形態では第二熱可塑性樹脂層)よりも密度の高い熱可塑性樹脂を選択すれば良い。ここで第一熱可塑性樹脂層111の厚みは、高温充填時の流動の抑制効果を考慮すると10μm~40μmであると好ましい。また第二熱可塑性樹脂層112の厚みは10μm~40μmとすると好ましい。10μm未満では十分なシール強度が得られず、40μmを超えると高速シール性が損なわれるからである。
一般に樹脂の融解熱量は、樹脂の密度が高いほど大きくなることから、中間層として用いる樹脂(本実施形態では第一熱可塑性樹脂層)はシール層として用いる樹脂(本実施形態では第二熱可塑性樹脂層)よりも密度の高い熱可塑性樹脂を選択すれば良い。ここで第一熱可塑性樹脂層111の厚みは、高温充填時の流動の抑制効果を考慮すると10μm~40μmであると好ましい。また第二熱可塑性樹脂層112の厚みは10μm~40μmとすると好ましい。10μm未満では十分なシール強度が得られず、40μmを超えると高速シール性が損なわれるからである。
本実施形態に係る包材11における第一熱可塑性樹脂層111および第二熱可塑性樹脂層112に用いる熱可塑性樹脂としては、ポリエチレン等のポリオレフィンから形成されたポリオレフィン樹脂が挙げられる。その中でも、本実施形態に係る包材11における第一熱可塑性樹脂層111および第二熱可塑性樹脂層112に用いる熱可塑性樹脂としては、耐熱性、熱間シール性などの特性に鑑み、直鎖状低密度ポリエチレン(LLDPE)を用いるのが好ましい。本実施形態における樹脂の密度については、目標とする密度の樹脂を一つ選択しても良いし、複数の樹脂を混合し樹脂層の平均的な密度を目標とする密度に合わせて調整しても良い。なお、本実施形態におけるLLDPEには、日本工業規格の規定範囲よりも低密度の、直鎖状超低密度ポリエチレンなどと呼称されて上市されているものも含むものとする。
本実施形態に係る包材11は、公知の溶融押出成形法により製造でき、なかでもTダイによる共押出法または押出ラミネート法により好適に製造できるが、その際、熱可塑性樹脂としてLLDPEを単体で用いると、押出し時に溶融張力の不足によりネックインや耳揺れなどの不具合が発生することがある。これらの不具合は、押出した樹脂の厚みムラや有効幅の減少の原因となるため、収率を低下させてしまうことがある。この問題は低密度ポリエチレン(以下LDPEと記す。)を添加し、溶融張力を高めることで解消することができる。添加するLDPEの量は、LLDPEの量に対し重量比で40%以下とするのが好ましい。40%を超えると、LLDPEの特徴であるヒートシール性等の特徴が著しく低下する。
第一熱可塑性樹脂層111の密度(第一熱可塑性樹脂層を形成する第一樹脂の密度)は、0.90g/cm3以上にするのが好ましい。第一熱可塑性樹脂層111の密度が0.90g/cm3未満では融点が低くなり過ぎ、ホット充填時に流動しやすくなり、融着が発生しやすくなるためホット充填適性の点で不都合である。
また、第二熱可塑性樹脂層112の密度(第二熱可塑性樹脂層を形成する第二樹脂の密度)は、第一熱可塑性樹脂層111の密度未満とすると共に、0.92g/cm3以下にするのが望ましく、好ましくは0.92g/cm3未満にするのが望ましい。第二熱可塑性樹脂層112の密度が、0.92g/cm3より大きい密度では融解熱量が大きくなり過ぎるため、高速充填適性の点で不向きになる。複数の樹脂を混合し各樹脂層を形成する場合は、混合した樹脂の平均密度がこれらの条件を満たすようにすれば良い。
また、第二熱可塑性樹脂層112の密度(第二熱可塑性樹脂層を形成する第二樹脂の密度)は、第一熱可塑性樹脂層111の密度未満とすると共に、0.92g/cm3以下にするのが望ましく、好ましくは0.92g/cm3未満にするのが望ましい。第二熱可塑性樹脂層112の密度が、0.92g/cm3より大きい密度では融解熱量が大きくなり過ぎるため、高速充填適性の点で不向きになる。複数の樹脂を混合し各樹脂層を形成する場合は、混合した樹脂の平均密度がこれらの条件を満たすようにすれば良い。
一般に低密度タイプの熱可塑性樹脂は、低温シール性、高速充填シール性に優れる反面、滑性が悪いという欠点がある。樹脂の滑性が悪いと熱可塑性樹脂層を押出加工により形成する際の巻取りでシワが発生したり、あるいは高速自動充填機中の搬送において蛇行やシワが発生したりするなどの不具合を誘発する。そこでシール層である第二熱可塑性樹脂層112の樹脂に脂肪酸アミド系滑剤や脂肪酸エステル系滑剤のような滑剤を200~2000ppm添加するのが好ましい。第二熱可塑性樹脂層112に添加する滑剤は、200ppm未満では十分な滑性が得られず、2000ppmより多く第二熱可塑性樹脂層112に添加するとシール性を低下させてしまう。
脂肪酸アミド系滑剤としては、例えば、ステアリン酸アミド、オレイン酸アミド、エルカ酸アミド等が挙げられる。
脂肪酸エステル系滑剤としては、例えば、ステアリン酸モノグリセリド、ステアリルステアレート等が挙げられる。
脂肪酸アミド系滑剤としては、例えば、ステアリン酸アミド、オレイン酸アミド、エルカ酸アミド等が挙げられる。
脂肪酸エステル系滑剤としては、例えば、ステアリン酸モノグリセリド、ステアリルステアレート等が挙げられる。
滑剤添加以外の方法として無機系の球状フィラーを添加する方法も提案されているが、フィラーによりシール層表面の粗さが大きくなると、高速充填時の液の噛み込み、すなわち夾雑シールを引き起こす可能性が高くなることから滑剤を用いることが望ましい。
基材層110の二軸延伸樹脂フィルムには、十分な機械的強度と耐熱性を有するものであれば特に制限は無く、例えばポリエチレンテレフタレート、ポリエチレンナフタレ-ト、ポリブチレンテレフタレートなどのポリエステル、ナイロン等のポリアミド、ポリプロピレン、ポリスチレン、ポリイミド、ポリビニルアルコール、ポリ塩化ビニル、エチレン-ビニルアルコール共重合体などを二軸延伸したフィルムや、これらの2以上のフィルムを積層した複合フィルム等を用いることができる。また上記の二軸延伸フィルムに非延伸フィルムを積層したものであっても良い。
また、基材層110にアルミ箔や金属蒸着層、無機酸化物の透明蒸着層(無機酸化物の蒸着層)等のバリア層を設けることにより内容物の保存性を高めることができる。これらの中でも透明蒸着層を設けることにより、内容物の視認性確保や金属探知機による異物混入検査が可能になるため好ましい。
また用途に応じ印刷層、隠蔽層などを設けても良い。また、基材層110と第一熱可塑性樹脂層111との間の接着性を向上させるためのアンカーコートや接着剤層を設けても良い。
例えば、後述する第二実施形態に係る包材のように、基材層110上に、無機酸化物の蒸着膜、接着層、第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層が、この順に積層されるように構成してもよく、基材層110上に、アンカーコート層、無機酸化物の蒸着膜、被覆層、接着層、第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層が、この順に積層されるように包材11を構成してもよい。また、基材層110上に、無機酸化物の蒸着膜、着色インキ層、接着層、第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層が、この順に積層されるように包材11を構成してもよい。
なお、本実施形態に係る包材の用途としては、例えば、内容物が液体であるような液体包装用包材が挙げられる。
また用途に応じ印刷層、隠蔽層などを設けても良い。また、基材層110と第一熱可塑性樹脂層111との間の接着性を向上させるためのアンカーコートや接着剤層を設けても良い。
例えば、後述する第二実施形態に係る包材のように、基材層110上に、無機酸化物の蒸着膜、接着層、第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層が、この順に積層されるように構成してもよく、基材層110上に、アンカーコート層、無機酸化物の蒸着膜、被覆層、接着層、第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層が、この順に積層されるように包材11を構成してもよい。また、基材層110上に、無機酸化物の蒸着膜、着色インキ層、接着層、第一熱可塑性樹脂層111および第二熱可塑性樹脂層112を備えたシーラント層が、この順に積層されるように包材11を構成してもよい。
なお、本実施形態に係る包材の用途としては、例えば、内容物が液体であるような液体包装用包材が挙げられる。
以下、本発明の第二実施形態を、図面を参照して説明する。
例えば、図2の断面模式図に示すように、本発明の第二実施形態に係るバリア包材は、ポリエチレンテレフタレートフィルム等の基材層210(基材フィルム)に、バリア層(第1のバリア層)として無機酸化物から構成された蒸着層212が設けられたセラミック蒸着フィルム215の蒸着層212面に、ウレタン樹脂等でなる透明インキ層220が積層され、透明インキ層220の上にドライラミネーション用の接着剤等の接着層230が塗布され、直鎖状低密度ポリエチレン等のシーラント層240がラミネートされた構成を有する、包材21(バリア包材、透明なバリア包材)である。
また、基材層210上に設けられるバリア層は、少なくとも第1のバリア層として無機酸化物から構成された蒸着層212を備えていればよく、蒸着層212の上に第2のバリア層として被覆層が設けられ、被覆層上に透明インキ層220が設けられる構成としてもよい。
なお、被覆層とは、後述する本発明の第二実施形態における第1の変形例において示した被覆層213と同様のものを用いることができる。
例えば、図2の断面模式図に示すように、本発明の第二実施形態に係るバリア包材は、ポリエチレンテレフタレートフィルム等の基材層210(基材フィルム)に、バリア層(第1のバリア層)として無機酸化物から構成された蒸着層212が設けられたセラミック蒸着フィルム215の蒸着層212面に、ウレタン樹脂等でなる透明インキ層220が積層され、透明インキ層220の上にドライラミネーション用の接着剤等の接着層230が塗布され、直鎖状低密度ポリエチレン等のシーラント層240がラミネートされた構成を有する、包材21(バリア包材、透明なバリア包材)である。
また、基材層210上に設けられるバリア層は、少なくとも第1のバリア層として無機酸化物から構成された蒸着層212を備えていればよく、蒸着層212の上に第2のバリア層として被覆層が設けられ、被覆層上に透明インキ層220が設けられる構成としてもよい。
なお、被覆層とは、後述する本発明の第二実施形態における第1の変形例において示した被覆層213と同様のものを用いることができる。
上記の接着層230として、接着剤に代えてアンカーコート剤で形成した層を用いてもよく、アンカーコート剤で形成された層の上に溶融された直鎖状低密度ポリエチレン等を押し出してラミネートし、シーラント層240を形成することもできる。
また、本発明の第二実施形態における第1の変形例としては、図3の断面模式図に示すように、バリア包材2100は、例えば、ポリエチレンテレフタレートフィルム等から形成された基材層210にアンカーコート層211を形成し、アンカーコート層211の上に第1のバリア層として無機酸化物から構成された蒸着層212を設ける。さらに、蒸着層212上に第2のバリア層として被覆層213を設けた積層構成のセラミック蒸着フィルム225を構成して、蒸着層212における揉み等によるクラック発生を防止する。さらに、被覆層213面に、ウレタン樹脂等で構成された透明インキ層220が形成される。加えて、透明インキ層(220)の上にドライラミネーション用等の接着剤で構成された接着層230が塗布され、接着層230上に直鎖状低密度ポリエチレン等のシーラント層240がラミネートされて構成された包材である。
この場合も上記の接着層230として接着剤に代えてアンカーコート剤で形成した層を用いてもよく、アンカーコート剤で形成された層の上に溶融された直鎖状低密度ポリエチレン等を押し出してラミネートし、シーラント層240を形成することもできる。また、上記積層構成から被覆層213を除いた構成とすることもできる。
また、本発明の第二実施形態における第2の変形例としては、図4の断面模式図に示すように、バリア包材2200は、例えばセラミック蒸着フィルム215の蒸着層212面と透明インキ層220との間に着色インキ層250を設けて、広告やデザイン効果あるいは内容物の隠蔽効果を付与したバリア包材である。
着色インキ層250は、蒸着層212と透明インキ層220との間の全部(全面)に設けられていてもよく、一部(一部の面)に設けられていてもよい。また、着色インキ層250は、印刷法を用いて印刷パターンとして設けてもよい。
着色インキ層250は、蒸着層212と透明インキ層220との間の全部(全面)に設けられていてもよく、一部(一部の面)に設けられていてもよい。また、着色インキ層250は、印刷法を用いて印刷パターンとして設けてもよい。
以下に本実施形態に係るバリア包材を構成する材料や製法等について詳細に説明する。
まず、図2~図4に示すセラミック蒸着フィルム215、225の基材層210としては、例えば厚さ10~20μm程度のポリエチレンテレフタレートフィルム、延伸ナイロンフィルム、あるいは二軸延伸ポリプロピレンフィルムなどが挙げられ、内容物や用途に応じて適宜選定できる。
まず、図2~図4に示すセラミック蒸着フィルム215、225の基材層210としては、例えば厚さ10~20μm程度のポリエチレンテレフタレートフィルム、延伸ナイロンフィルム、あるいは二軸延伸ポリプロピレンフィルムなどが挙げられ、内容物や用途に応じて適宜選定できる。
また、図2~図4に示すセラミック蒸着フィルム215、225を構成する無機酸化物の蒸着層212としては、例えば、SiO2、SiOなど珪素酸化物、Al2O3などアルミニウム酸化物等が好ましい。例えば、蒸着層212の積層方法として物理蒸着法や化学蒸着法を用いることにより、透明でガスバリア性に優れたバリアフィルムを形成することができる。
また、図3に示すセラミック蒸着フィルム225を構成するアンカーコート層211として、例えば、少なくともアクリルポリオール、イソシアネート化合物、および一般式:R’Si(OR)3(式中R’はアルキル基、ビニル基、グリシドオキシプロピル基の一種、Rはアルキル基)で表される3官能オルガノシランあるいはオルガノシランの加水分解物を含む組成物、または前記組成物に一般式:M(OR)n(ただし式中でMは金属元素、RはCH3、C2H5等のアルキル基、nは金属元素の酸化数)で表せる金属アルコキシド、あるいは金属アルコキシドの加水分解物を含む組成物を用いることができる。
また、図3に示すセラミック蒸着フィルム225を構成する被覆層213として、例えば、水溶性高分子と、(a)1種以上の金属アルコキシド及びその加水分解物および(b)塩化錫のうち少なくとも一方と、を含む水溶液あるいは水/アルコール混合液を主剤とするコーティング剤から構成される被覆層を用いることができる。上記無機酸化物の蒸着層212をアンカーコート層211と被覆層213とで挟むように覆うことによって、蒸着層212の揉みなどでできるクラック等を防止することができる。
また、本実施形態に係るバリア包材21、2100、2200を構成する透明インキ層220は、ウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂の混合体から形成されたバインダー樹脂を含む透明インキを用いてもよく、ウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂から構成されるバインダー樹脂に透明顔料を分散させた透明インキを用いるのが好適である。
一般にバインダー樹脂は硬度が高い方が塗膜自体の引裂き性は良いが、一方で硬度が低く柔軟である方が密着性は良い。従来のバリア包材の構成では、セラミック蒸着フィルムとシーラント層の密着性が低い場合、包材を開封するための引裂き時にシーラント層の伸び剥離が発生し、引裂き性が著しく低下するという問題がある。
これに対して本実施形態に係るバリア包材によれば、十分な密着性を得るために硬さをコントロールされたバインダー樹脂を用いるとともに、透明顔料を分散させてインキ層のバルクの硬度を上げることによって密着性と引裂き性を両立させた透明インキ層220を備えたバリア包材を得ることが可能である。
これに対して本実施形態に係るバリア包材によれば、十分な密着性を得るために硬さをコントロールされたバインダー樹脂を用いるとともに、透明顔料を分散させてインキ層のバルクの硬度を上げることによって密着性と引裂き性を両立させた透明インキ層220を備えたバリア包材を得ることが可能である。
透明顔料として沈降性硫酸バリウム、炭酸カルシウム、シリカおよびこれらの混合物からなる群より選ばれた化合物を用いることによって透明性に優れた透明インキ層220を得ることが可能である。また、透明インキ層220における透明顔料の含有率は、1重量%以上20重量%以下とすることが好適である。透明顔料の含有率が1重量%以下では透明顔料の添加による引裂き性向上の効果が充分に得られない。また、透明顔料の含有率が20重量%以上では流動性の低下により塗工が困難になる。
バインダー樹脂の混合比率は、ウレタン樹脂10重量部に対して塩化ビニル-酢酸ビニル共重合樹脂を1重量部から5重量部とするのが好適である。塩化ビニル-酢酸ビニル共重合樹脂の混合比率が1重量部未満の場合はバインダー樹脂自体の引裂き性の低下やインキ層のブロッキングが懸念される。塩化ビニル-酢酸ビニル共重合樹脂の混合比率が5重量部より多い場合はバインダー樹脂の硬度が高すぎるため密着性の低下が懸念される。
これらバインダー樹脂を適切な溶剤に溶解させて、このバインダー溶液に必要に応じて透明顔料を分散させて、グラビア法、ロールコート法などで厚さ0.05~5.0μmに、より好ましくは厚さ0.5~3.0μmになるように塗布することで、透明性、密着性、引裂き性、印刷適性に優れた透明インキ層を得ることができる。
上記透明インキ層220は、上記組成の1液硬化タイプでも2液硬化タイプでもよいが、2液硬化タイプの場合、硬化剤としてポリイソシアネートを使用することが望ましい。具体的には、例えばトリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(ピュアMDI)、ポリメチレンポリフェニレンポリイソシアネート(ポリメリックMDI)、トリジンジイソシアネート(TODI)、ナフタレンジイソシアネート(NDI)などの芳香族ポリイソシアネート、またはヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、キシレンジイソシアネート(XDI)、ジシクロヘキシルメタンジイソシアネート(水添MDI)などの脂肪族ポリイソシアネートが挙げられ、特に内容物が食品の場合、後者の脂肪族ポリイソシアネートが好適に用いられる。
また、透明インキ層220に他の機能性を付与するために、上記樹脂類に添加剤を含ませてもよい。例えば耐摩擦性の向上、ブロッキング防止、スリップ性、発色性助剤、流動性、耐熱性向上、帯電防止、印刷適性付与などのために、天然ワックス(蝋など)、合成ワックス(ポリエチレンワックス、脂肪酸アマイドなど)、その他分散剤、静電防止剤、表面改質などが挙げられ、適宜選定して使用できる。
また、図2から図4に示す最内層のシーラント層240は、例えば、厚さ40μm程度の直鎖状低密度ポリエチレンフィルム、低密度ポリエチレンフィルム、高密度ポリエチレンフィルムあるいは無延伸ポリプロピレンフィルムなどを、ドライラミネーション用接着剤を介してラミネートされて得られるか、あるいは、溶融された直鎖状低密度ポリエチレン樹脂、低密度ポリエチレン樹脂、高密度ポリエチレン樹脂を、アンカーコート剤を介して押し出しラミネートされて得られる。
本実施形態では、特に内容物が液状物あるいは練り状物の場合の最内層のシーラント層240として、低温ヒートシール性、耐ブロッキング性に優れているので、高速充填、夾雑シールに対応できるメタロセン触媒を用いて重合した直鎖状低密度ポリエチレンが好適に用いられる。シーラント層としてメタロセン系触媒を用いて製造される直鎖状低密度ポリエチレンを選択することによって、低温ヒートシール性と耐ブロッキング性が良好なバリア包材を得ることができる。特に内容物が液状物あるいは練り状物の場合、内容物を充填し開口部を閉封(シール)する充填機の高速充填、夾雑シールに対応が可能なバリア包材とすることができる。
また、このシーラント層240は、コア層とシール層でシール性能が異なる複数層、つまり共押出しあるいはタンデム押出しの層であってもよい。
例えば、シーラント層240が複数層である場合には、上記第一実施形態に示したような第一熱可塑性樹脂層111および第二熱可塑性樹脂層112から構成されたシーラント層を用いてもよい。
本実施形態に係るシーラント層240が上記第一実施形態に係る第一熱可塑性樹脂層111および第二熱可塑性樹脂層112から構成された場合には、包材に内容物を充填する際に、高速充填が可能であり(高速充填性が良好であり)、特に好ましい。
また、このシーラント層240は、コア層とシール層でシール性能が異なる複数層、つまり共押出しあるいはタンデム押出しの層であってもよい。
例えば、シーラント層240が複数層である場合には、上記第一実施形態に示したような第一熱可塑性樹脂層111および第二熱可塑性樹脂層112から構成されたシーラント層を用いてもよい。
本実施形態に係るシーラント層240が上記第一実施形態に係る第一熱可塑性樹脂層111および第二熱可塑性樹脂層112から構成された場合には、包材に内容物を充填する際に、高速充填が可能であり(高速充填性が良好であり)、特に好ましい。
以下に実施例により、本発明をさらに詳細に説明する。ただし本発明は以下の実施例に限定されるものではない。なお各実施例の包材は以下の方法、指標に基づき評価を行った。
1)押出加工適性
押出機のダイス直下の樹脂幅と、ダイスから100mm下の樹脂幅を計測し、差分からネックインを算出した。
2)滑性
日本工業規格 K7125:1999 に準拠して第二熱可塑性樹脂層側の動摩擦係数を測定した。
3)高速充填適性
大成ラミック社製の自動充填機ダンガンtype3を使用し、幅80mm、送り90mmの三方平パウチ形状に製袋しながら充填を行った。包材の搬送速度を10m/分、20m/分の2通り、シールバーの温度を120℃/150℃/180℃の3通りとして変化させ試験した。また、内容物は1袋あたり25gの水とし、25℃の常温充填と90℃のホット充填を行った。充填の時点で未シール部が発生した場合は不良とした。シールできた袋については100kgの静荷重を1分間かけ、破袋した場合は不良とした。ホット充填については充填中にシール面同士の融着が発生した場合は加圧試験を行わず不良とした。
押出機のダイス直下の樹脂幅と、ダイスから100mm下の樹脂幅を計測し、差分からネックインを算出した。
2)滑性
日本工業規格 K7125:1999 に準拠して第二熱可塑性樹脂層側の動摩擦係数を測定した。
3)高速充填適性
大成ラミック社製の自動充填機ダンガンtype3を使用し、幅80mm、送り90mmの三方平パウチ形状に製袋しながら充填を行った。包材の搬送速度を10m/分、20m/分の2通り、シールバーの温度を120℃/150℃/180℃の3通りとして変化させ試験した。また、内容物は1袋あたり25gの水とし、25℃の常温充填と90℃のホット充填を行った。充填の時点で未シール部が発生した場合は不良とした。シールできた袋については100kgの静荷重を1分間かけ、破袋した場合は不良とした。ホット充填については充填中にシール面同士の融着が発生した場合は加圧試験を行わず不良とした。
<実施例A1>
タンデムの押出機を用い、基材層にアンカーコート剤を塗布後、第一押出から第一熱可塑性樹脂層として中間層の樹脂を押出し、第二押出から第二熱可塑性樹脂層としてシール層の樹脂を連続加工で押出した。基材層は厚さ15μmの延伸ナイロンフィルムを使用した。アンカーコート剤は市販の一般的なウレタン樹脂系アンカーコート剤を乾燥後の塗布厚が0.7μmになるよう塗工した。中間層の樹脂は密度0.91g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合して平均密度を0.912g/cm3に調整した樹脂を用い、厚み25μmで押出した。シール層の樹脂は密度0.90g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合して平均密度0.904g/cm3に調整し、さらに滑剤としてエルカ酸アミドを400ppm添加した樹脂を用い、厚み25μmで押出した。
タンデムの押出機を用い、基材層にアンカーコート剤を塗布後、第一押出から第一熱可塑性樹脂層として中間層の樹脂を押出し、第二押出から第二熱可塑性樹脂層としてシール層の樹脂を連続加工で押出した。基材層は厚さ15μmの延伸ナイロンフィルムを使用した。アンカーコート剤は市販の一般的なウレタン樹脂系アンカーコート剤を乾燥後の塗布厚が0.7μmになるよう塗工した。中間層の樹脂は密度0.91g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合して平均密度を0.912g/cm3に調整した樹脂を用い、厚み25μmで押出した。シール層の樹脂は密度0.90g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合して平均密度0.904g/cm3に調整し、さらに滑剤としてエルカ酸アミドを400ppm添加した樹脂を用い、厚み25μmで押出した。
<実施例A2>
シール層の樹脂として密度0.90g/cm3のLLDPEにエルカ酸アミドを400ppm添加した樹脂を用いた以外は、実施例1と同様の構成で包材を作成した。
シール層の樹脂として密度0.90g/cm3のLLDPEにエルカ酸アミドを400ppm添加した樹脂を用いた以外は、実施例1と同様の構成で包材を作成した。
<実施例A3>
基材層として、厚み15μmのナイロンフィルムと、バリア層としてのシリカ蒸着膜と、を備えたシリカ蒸着二軸延伸ナイロンフィルムGL-EY(凸版印刷製)を用い、バリア層上に第一熱可塑性樹脂層が積層されるように配置した以外は実施例A1と同様の構成で包材を作成した。
基材層として、厚み15μmのナイロンフィルムと、バリア層としてのシリカ蒸着膜と、を備えたシリカ蒸着二軸延伸ナイロンフィルムGL-EY(凸版印刷製)を用い、バリア層上に第一熱可塑性樹脂層が積層されるように配置した以外は実施例A1と同様の構成で包材を作成した。
<比較例A1>
シール層の樹脂として密度0.90g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合した樹脂(滑剤を添加しない樹脂)を用いた以外は実施例A1と同様の構成で包材を作成した。
シール層の樹脂として密度0.90g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合した樹脂(滑剤を添加しない樹脂)を用いた以外は実施例A1と同様の構成で包材を作成した。
<比較例A2>
中間層は設けず、シール層の樹脂として密度0.89g/cm3のLLDPEにエルカ酸アミドを400ppm添加した樹脂を用い、実施例A1と同様のアンカーコート剤を塗工した基材層にシール層の樹脂を厚み50μmで押出して包材を作成した。
中間層は設けず、シール層の樹脂として密度0.89g/cm3のLLDPEにエルカ酸アミドを400ppm添加した樹脂を用い、実施例A1と同様のアンカーコート剤を塗工した基材層にシール層の樹脂を厚み50μmで押出して包材を作成した。
<比較例A3>
中間層は設けず、シール層の樹脂として密度0.92g/cm3のLLDPEにエルカ酸アミドを400ppm添加したものを用い、実施例A1と同様のアンカーコート剤を塗工した基材層にシール層の樹脂を厚み50μmで押出して包材を作成した。
中間層は設けず、シール層の樹脂として密度0.92g/cm3のLLDPEにエルカ酸アミドを400ppm添加したものを用い、実施例A1と同様のアンカーコート剤を塗工した基材層にシール層の樹脂を厚み50μmで押出して包材を作成した。
高速充填性、ホット充填性などの評価結果を表1にまとめる。また、ガスバリア性の評価結果を表2にまとめる。
なお、表1の評価結果において結果が「良好」であった場合には、「A」と示した。
また、表1の評価結果において、結果が「不良」であった場合には、「B」と示した。
なお、表1の評価結果において結果が「良好」であった場合には、「A」と示した。
また、表1の評価結果において、結果が「不良」であった場合には、「B」と示した。


実施例A1においては、シール層にLDPEを20%添加した結果、高速充填性を維持しながらネックインが小さく押出加工適性も良好で好ましい結果であった。実施例A2においてはネックインがやや大きかったが滑性および高速充填性共に問題なく充填が行えた。また実施例A3では基材層をバリア性のあるフィルムにすることにより、高速充填性、押出加工適性共に実施例A1と同等であったほか、酸素および水蒸気のバリア性が大きく向上した。
一方、比較例A1では中間層、シール層の樹脂を実施例A1と同等としたためシール自体は常温充填、ホット充填共に高速充填でも問題なく行えたが、滑剤を添加していないため搬送において蛇行が発生し、シール位置ズレなどが発生してしまった。また比較例A2では中間層が無いため、シール層の樹脂がホット充填において流動してシール層同士の融着が発生し、充填が行えなかった。また比較例A3では常温充填、ホット充填とも低速では問題なかったが、シール層の樹脂の密度が0.92g/cm3と高いため、搬送速度を20m/分に上げるとシール不良が発生し、高速充填はできなかった。
<実施例B1>
図2の断面模式図に示すように、基材層210として、厚さ15μmの延伸ナイロンフィルムを用い、基材層の片面にアルミニウム酸化物を蒸着することでセラミック蒸着フィルム215を得た。また、ウレタン樹脂10重量部と塩化ビニル-酢酸ビニル共重合樹脂2重量部を混合した樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解し、透明インキを得た。次にこの透明インキをグラビア法で蒸着層212に塗工し、厚さ0.5μmの透明インキ層220を得た。
図2の断面模式図に示すように、基材層210として、厚さ15μmの延伸ナイロンフィルムを用い、基材層の片面にアルミニウム酸化物を蒸着することでセラミック蒸着フィルム215を得た。また、ウレタン樹脂10重量部と塩化ビニル-酢酸ビニル共重合樹脂2重量部を混合した樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解し、透明インキを得た。次にこの透明インキをグラビア法で蒸着層212に塗工し、厚さ0.5μmの透明インキ層220を得た。
次いで、この透明インキ層220面に押出機のインラインコーターで市販の一般的なウレタン樹脂系アンカーコート剤を接着層230として塗工した。接着層は乾燥後の塗布厚が0.7μmになるよう塗工した。その塗工面に、タンデムの押出機を用い、第一押出から第一熱可塑性樹脂層として中間層の樹脂を押出し、第二押出から第二熱可塑性樹脂層としてシール層の樹脂を連続加工で押出した。基材層は厚さ15μmの延伸ナイロンフィルムを使用した。中間層の樹脂は密度0.91g/cm3の直鎖状低密度ポリエチレン(LLDPE)と密度0.92g/cm3の低密度ポリエチレン(LDPE)を重量比8対2の割合で混合して平均密度を0.912g/cm3に調整したものを用い、厚み25μmで押出した。シール層の樹脂は密度0.90g/cm3のLLDPEと密度0.92g/cm3のLDPEを重量比8対2の割合で混合して平均密度0.904g/cm3に調整し、さらに滑剤としてエルカ酸アミドを400ppm添加したものを用い、厚み25μmで押出して、第一熱可塑性樹脂層および第二熱可塑性樹脂層を備えたシーラント層240を設け、バリア包材21を得た。
<実施例B2>
ウレタン樹脂10部と塩化ビニル-酢酸ビニル共重合樹脂2部を混合した樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解し、透明顔料として沈降性硫酸バリウムを重量比15%で分散させた透明インキを透明インキ層20として用いる以外は実施例1と同様にしてバリア包装材21を得た。
ウレタン樹脂10部と塩化ビニル-酢酸ビニル共重合樹脂2部を混合した樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解し、透明顔料として沈降性硫酸バリウムを重量比15%で分散させた透明インキを透明インキ層20として用いる以外は実施例1と同様にしてバリア包装材21を得た。
<実施例B3>
蒸着層212を珪素酸化物とした以外は実施例B2と同様にして、バリア包材21を得た。
蒸着層212を珪素酸化物とした以外は実施例B2と同様にして、バリア包材21を得た。
<実施例B4>
基材層210上に下記組成で成るアンカーコート層(図3に示す211)を設け、また蒸着層212上に下記組成で成る被覆層(図3に示す213)を設けてセラミック蒸着フィルム225を構成する以外は実施例B3と同様にして、バリア包材2100を得た。
基材層210上に下記組成で成るアンカーコート層(図3に示す211)を設け、また蒸着層212上に下記組成で成る被覆層(図3に示す213)を設けてセラミック蒸着フィルム225を構成する以外は実施例B3と同様にして、バリア包材2100を得た。
(アンカーコート層の成分):希釈溶媒中で、2-(エポキシシクロヘキサン)エチルトリメチルシラン(以下EETMSとする)にアクリルポリオールをEETMSの2.5倍量(重量比)となるように混合し、さらに塩化錫/メタノール溶液(0.003mol/gに調整)をEETMSに対して1/135molとなるように添加し、次いでトリレンジイソシアネートを前記アクリルポリオールのOH基に対して、NCO基が等量となるように混合してアンカーコート層の塗布液とした。
(被覆層の成分):テトラエトキシシラン10.4gに塩酸(0.1N)89.6gを加え、30分攪拌し、加水分解した固形分3重量%(SiO2換算)の溶液と、ポリビニルアルコール溶液を混合して被覆層の塗布液とした。
<実施例B5>
透明顔料としてシリカを重量比3重量%で分散させる以外は実施例B4と同様にして、包材2100を得た。
透明顔料としてシリカを重量比3重量%で分散させる以外は実施例B4と同様にして、包材2100を得た。
<実施例B6>
透明顔料として炭酸カルシウムを重量比15重量%で分散させる以外は実施例B4と同様にして包材2100を得た。
透明顔料として炭酸カルシウムを重量比15重量%で分散させる以外は実施例B4と同様にして包材2100を得た。
<実施例C1>
透明インキ層220を設けず、被覆層213の上に接着層230を直接塗工する以外は実施例B4と同様にして包材を得た。
透明インキ層220を設けず、被覆層213の上に接着層230を直接塗工する以外は実施例B4と同様にして包材を得た。
<実施例C2>
ウレタン樹脂10重量部と塩化ビニル-酢酸ビニル共重合樹脂2重量部を混合し、沈降性硫酸バリウムを重量比30%で分散させた樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解したインキを使用する以外は実施例B4と同様にして、包材2100を得た。
ウレタン樹脂10重量部と塩化ビニル-酢酸ビニル共重合樹脂2重量部を混合し、沈降性硫酸バリウムを重量比30%で分散させた樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解したインキを使用する以外は実施例B4と同様にして、包材2100を得た。
<実施例C3>
ウレタン樹脂2重量部と塩化ビニル-酢酸ビニル共重合樹脂10重量部を混合した樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解し、透明顔料として沈降性硫酸バリウムを重量比15重量%で分散させて得た透明インキを用いる以外は実施例B4と同様にして、包材2100を得た。
ウレタン樹脂2重量部と塩化ビニル-酢酸ビニル共重合樹脂10重量部を混合した樹脂をメチルエチルケトン/イソプロピルアルコール/酢酸エチルの混合溶剤で溶解し、透明顔料として沈降性硫酸バリウムを重量比15重量%で分散させて得た透明インキを用いる以外は実施例B4と同様にして、包材2100を得た。
(密着強度評価、及び引裂き性評価)
上記実施例B1~B6、および実施例C1~C3で得られた包材21、2100を用い、ヒートシールによって内寸100mm×100mmの四方シールの包装袋を得た。この際、内容物として水、めんつゆ、みそ、からしをそれぞれの包装袋に充填して試験用サンプルとした。
上記実施例B1~B6、および実施例C1~C3で得られた包材21、2100を用い、ヒートシールによって内寸100mm×100mmの四方シールの包装袋を得た。この際、内容物として水、めんつゆ、みそ、からしをそれぞれの包装袋に充填して試験用サンプルとした。
試験用サンプルの評価項目としてセラミック蒸着フィルム215、225とシーラント層240の密着強度、および包装袋の引裂き性を評価した。
〔密着強度〕:包装袋より内容物を除去後の包材を15mm幅の短冊状に切り出し、セラミック蒸着フィルム215、225からシーラント層240を試験速度300mm/分で引き剥がす際の強度、即ち密着強度(単位:N/15mm)を測定した。
〔引裂き性〕:JIS K-7128に記載のトラウザー法により引裂き強度を測定した。また、実際に包装袋のシール部分から手動で引き裂きを行った。引裂き強度が0.5N以下であり、かつ手動で引き裂いた際にシーラント層に伸びがなく裂けた場合をA、引裂き強度が0.5N以上であるが手動で引き裂いた際に伸びがなく裂けた場合をB、手動で引き裂いた際に伸びがあり裂け難い場合をCとした。
〔密着強度〕:包装袋より内容物を除去後の包材を15mm幅の短冊状に切り出し、セラミック蒸着フィルム215、225からシーラント層240を試験速度300mm/分で引き剥がす際の強度、即ち密着強度(単位:N/15mm)を測定した。
〔引裂き性〕:JIS K-7128に記載のトラウザー法により引裂き強度を測定した。また、実際に包装袋のシール部分から手動で引き裂きを行った。引裂き強度が0.5N以下であり、かつ手動で引き裂いた際にシーラント層に伸びがなく裂けた場合をA、引裂き強度が0.5N以上であるが手動で引き裂いた際に伸びがなく裂けた場合をB、手動で引き裂いた際に伸びがあり裂け難い場合をCとした。
上記の評価を内容物充填から20℃、30%雰囲気下で保管1日後、および40℃、70%雰囲気下で保管7日後に行った結果を表3にまとめた。

上記表3より、実施例B1~B6で示されたように、ウレタン樹脂と塩酢ビ樹脂のブレンド樹脂の混合体から形成された透明インキ層を蒸着層212とシーラント層240の間に設けることによって、内容物に依らず密着強度の低下を防止し、良好な引裂き性を維持することができるバリア包材(バリア包装袋)を得た。さらに、透明インキ層に透明顔料を加えることにより、引裂き性が更に向上したバリア包材(バリア包装袋)を得た。
これに対し、透明インキ層を設けない実施例C1では、実施例B1~B6と比較すると、初期の段階から密着強度が弱く引裂き性も低下する結果となった。
また、実施例B4と比較すると、透明インキ層に透明顔料を過剰に添加した実施例C2では、密着強度が低く、保存試験によりさらに密着強度が低下した際に引裂き性が悪くなる結果となった。
また、バインダー樹脂における塩化ビニル-酢酸ビニル共重合樹脂の比率が高い実施例C3では、インキ層の硬度が高いことである程度密着性が低くても引裂くことができるが、実施例B1~B6と比較すると、保存試験による密着強度が低下する傾向にあり、それに伴い引裂き性も低下する結果となった。
内容物に依らず密着強度の低下を防止し、良好な引裂き性を維持する観点からは、実施例C1~C3の包材よりも、実施例B1~B6のバリア包材において、より好ましい結果が得られた。
これに対し、透明インキ層を設けない実施例C1では、実施例B1~B6と比較すると、初期の段階から密着強度が弱く引裂き性も低下する結果となった。
また、実施例B4と比較すると、透明インキ層に透明顔料を過剰に添加した実施例C2では、密着強度が低く、保存試験によりさらに密着強度が低下した際に引裂き性が悪くなる結果となった。
また、バインダー樹脂における塩化ビニル-酢酸ビニル共重合樹脂の比率が高い実施例C3では、インキ層の硬度が高いことである程度密着性が低くても引裂くことができるが、実施例B1~B6と比較すると、保存試験による密着強度が低下する傾向にあり、それに伴い引裂き性も低下する結果となった。
内容物に依らず密着強度の低下を防止し、良好な引裂き性を維持する観点からは、実施例C1~C3の包材よりも、実施例B1~B6のバリア包材において、より好ましい結果が得られた。
なお、上記実施形態においては、第二熱可塑性樹脂層に、脂肪酸アミド系滑剤であるエルカ酸アミドを添加した例を示したが、第二熱可塑性樹脂層に、脂肪酸エステル系滑剤のみを含んでいてもよく、第二熱可塑性樹脂層に、脂肪酸アミド系滑剤および脂肪酸エステル系滑剤の両方を含んでいてもよい。
なお、上記実施形態においては、第一熱可塑性樹脂層および第二熱可塑性樹脂層の両方にポリオレフィン樹脂を用いた例を示したが、第一熱可塑性樹脂層および第二熱可塑性樹脂のうち一方のみにポリオレフィン樹脂を用いてもよい。
なお、上記実施形態においては、第一熱可塑性樹脂層および第二熱可塑性樹脂層の両方に、直鎖状低密度ポリエチレンを含むように構成した例を示したが、第一熱可塑性樹脂層および第二熱可塑性樹脂層のうち一方のみに直鎖状低密度ポリエチレンが含まれるように構成されてもよい。
なお、上記実施形態においては、第一熱可塑性樹脂層および第二熱可塑性樹脂層の両方に、直鎖状低密度ポリエチレンおよび低密度ポリエチレンとの混合体を用いる例を示したが、第一熱可塑性樹脂層および第二熱可塑性樹脂層のうち一方のみに直鎖状低密度ポリエチレンおよび低密度ポリエチレンとの混合体が含まれるように構成されてもよい。
なお、上記実施形態においては、バリア層が水蒸気およびガスの両方に対するバリア性を有する例を示したが、バリア層が水蒸気およびガスのうち一方のみに対するバリア性を有するように構成してもよい。
なお、上記実施形態においては、透明インキ層に、透明顔料として、沈降性硫酸バリウム、炭酸カルシウム、シリカのうち1つを添加した例を示したが、透明インキ層に、透明顔料として、沈降性硫酸バリウム、炭酸カルシウム、シリカのうちの2つを組み合わせて用いてもよく、透明インキ層に、透明顔料として、沈降性硫酸バリウム、炭酸カルシウム、およびシリカの3つ全てを組み合わせて用いてもよい。
以上に、本発明の実施形態を説明したが、実施形態における各構成及びそれらの組み合わせ等は一例であり、本発明の趣旨から逸脱しない範囲内で、構成の付加、省略、置換、及びその他の変更が可能である。また、本発明は実施形態によって限定されない。
なお、上記実施形態においては、第一熱可塑性樹脂層および第二熱可塑性樹脂層の両方にポリオレフィン樹脂を用いた例を示したが、第一熱可塑性樹脂層および第二熱可塑性樹脂のうち一方のみにポリオレフィン樹脂を用いてもよい。
なお、上記実施形態においては、第一熱可塑性樹脂層および第二熱可塑性樹脂層の両方に、直鎖状低密度ポリエチレンを含むように構成した例を示したが、第一熱可塑性樹脂層および第二熱可塑性樹脂層のうち一方のみに直鎖状低密度ポリエチレンが含まれるように構成されてもよい。
なお、上記実施形態においては、第一熱可塑性樹脂層および第二熱可塑性樹脂層の両方に、直鎖状低密度ポリエチレンおよび低密度ポリエチレンとの混合体を用いる例を示したが、第一熱可塑性樹脂層および第二熱可塑性樹脂層のうち一方のみに直鎖状低密度ポリエチレンおよび低密度ポリエチレンとの混合体が含まれるように構成されてもよい。
なお、上記実施形態においては、バリア層が水蒸気およびガスの両方に対するバリア性を有する例を示したが、バリア層が水蒸気およびガスのうち一方のみに対するバリア性を有するように構成してもよい。
なお、上記実施形態においては、透明インキ層に、透明顔料として、沈降性硫酸バリウム、炭酸カルシウム、シリカのうち1つを添加した例を示したが、透明インキ層に、透明顔料として、沈降性硫酸バリウム、炭酸カルシウム、シリカのうちの2つを組み合わせて用いてもよく、透明インキ層に、透明顔料として、沈降性硫酸バリウム、炭酸カルシウム、およびシリカの3つ全てを組み合わせて用いてもよい。
以上に、本発明の実施形態を説明したが、実施形態における各構成及びそれらの組み合わせ等は一例であり、本発明の趣旨から逸脱しない範囲内で、構成の付加、省略、置換、及びその他の変更が可能である。また、本発明は実施形態によって限定されない。
11・・・・包材(液体包装用包材)
110・・・基材層
111・・・第一熱可塑性樹脂層
112・・・第二熱可塑性樹脂層
21、2100、2200‥‥包材(バリア包材、バリア包装材)
210‥‥基材層(基材フィルム)
211‥‥アンカーコート層
212‥‥無機酸化物の蒸着層(バリア層、第1のバリア層)
213‥‥被覆層(バリア層、第2のバリア層)
215、225‥‥セラミック蒸着フィルム
220‥‥透明インキ層
230‥‥接着層
240‥‥シーラント層
250‥‥着色インキ層
110・・・基材層
111・・・第一熱可塑性樹脂層
112・・・第二熱可塑性樹脂層
21、2100、2200‥‥包材(バリア包材、バリア包装材)
210‥‥基材層(基材フィルム)
211‥‥アンカーコート層
212‥‥無機酸化物の蒸着層(バリア層、第1のバリア層)
213‥‥被覆層(バリア層、第2のバリア層)
215、225‥‥セラミック蒸着フィルム
220‥‥透明インキ層
230‥‥接着層
240‥‥シーラント層
250‥‥着色インキ層
Claims (14)
- 包材であって、
少なくとも1層の二軸延伸樹脂フィルムを含む基材層と、
少なくとも第一熱可塑性樹脂層および第二熱可塑性樹脂層を備えたシーラント層と、
を備え、
前記基材層、前記第一熱可塑性樹脂層、前記第二熱可塑性樹脂層の順で積層され、
前記第一熱可塑性樹脂層を形成する第一樹脂の密度が前記第二熱可塑性樹脂層を形成する第二樹脂の密度よりも高く、
前記第一樹脂の密度は0.90g/cm3以上であり、
前記第二樹脂の密度は0.92g/cm3以下であり、
前記第二熱可塑性樹脂層には、脂肪酸アミド系滑剤および脂肪酸エステル系滑剤のうち少なくとも一つを含む滑剤が200~2000ppm含まれる、
包材。 - 前記第一熱可塑性樹脂層および前記第二熱可塑性樹脂層のうち少なくとも一つがポリオレフィン樹脂から形成される、請求項1に記載の包材。
- 前記第一熱可塑性樹脂層および前記第二熱可塑性樹脂層のうち少なくとも1つが少なくとも一種類の直鎖状低密度ポリエチレンを含む、請求項2に記載の包材。
- 前記第一熱可塑性樹脂層および前記第二熱可塑性樹脂層のうち少なくとも1つが少なくとも一種類の直鎖状低密度ポリエチレンと低密度ポリエチレンとの混合体を含む、請求項2に記載の包材。
- 前記直鎖状低密度ポリエチレンに対する前記低密度ポリエチレンの配合比率が、重量比で40%以下である、請求項4に記載の包材。
- 前記基材層に、水蒸気およびガスのうち少なくとも1つに対するバリア層を設けた、請求項1から5のいずれか一項に記載の包材。
- 前記バリア層が少なくとも無機酸化物から構成された蒸着層を備えており、
前記バリア層上に透明インキ層が設けられ、
前記透明インキ層上に接着層が設けられ、
前記接着層上に前記シーラント層が設けられ、
前記透明インキ層が、ウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂の混合体から形成されたバインダー樹脂を含む透明インキから構成された、
請求項6に記載の包材。 - 前記バインダー樹脂に透明顔料が分散されている、請求項7に記載の包材。
- 前記透明顔料が、沈降性硫酸バリウム、炭酸カルシウム、シリカ、およびこれらの混合物からなる群より選ばれた化合物である、請求項8に記載の包材。
- 前記透明インキ層における前記透明顔料の含有率は、1重量%以上20重量%以下である、請求項8または9に記載の包材。
- 前記バインダー樹脂の混合比率は、ウレタン樹脂10重量部に対して塩化ビニル-酢酸ビニル共重合樹脂が1重量部~5重量部である、請求項7~10のいずれか一項に記載の包材。
- 前記蒸着層と前記透明インキ層との間の少なくとも一部に着色インキ層を設ける、請求項7~11のいずれか一項に記載の包材。
- 前記請求項1~12のいずれか一項に記載の包材を用いて構成された包装袋。
- 透明バリア包装材であって、
基材フィルムと、
前記基材フィルム上に設けられ、かつ、少なくとも無機酸化物から構成された蒸着層と、
前記蒸着層上に設けられ、かつ、ウレタン樹脂と塩化ビニル-酢酸ビニル共重合樹脂との混合体から形成されたバインダー樹脂を含む透明インキから構成された透明インキ層と、
前記透明インキ層上に設けられた接着層と、
前記接着層上に設けられたシーラント層と、
を備える、
透明バリア包装材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780074097.2A CN110023201A (zh) | 2016-12-01 | 2017-12-01 | 包材、阻隔包装材料及包装袋 |
| JP2018554278A JPWO2018101464A1 (ja) | 2016-12-01 | 2017-12-01 | 包材、バリア包装材、および包装袋 |
| US16/423,948 US11208245B2 (en) | 2016-12-01 | 2019-05-28 | Packaging, barrier packaging material, and packaging bag |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-233955 | 2016-12-01 | ||
| JP2016233955 | 2016-12-01 | ||
| JP2017204338 | 2017-10-23 | ||
| JP2017-204338 | 2017-10-23 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/423,948 Continuation US11208245B2 (en) | 2016-12-01 | 2019-05-28 | Packaging, barrier packaging material, and packaging bag |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018101464A1 true WO2018101464A1 (ja) | 2018-06-07 |
Family
ID=62242569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/043289 WO2018101464A1 (ja) | 2016-12-01 | 2017-12-01 | 包材、バリア包装材、および包装袋 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11208245B2 (ja) |
| JP (1) | JPWO2018101464A1 (ja) |
| CN (1) | CN110023201A (ja) |
| WO (1) | WO2018101464A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020070040A (ja) * | 2018-10-30 | 2020-05-07 | 凸版印刷株式会社 | 包装材、包装材の製造方法、包装袋、包装体の製造方法、及びメジューム層形成用組成物 |
| JP2021011018A (ja) * | 2019-07-03 | 2021-02-04 | 凸版印刷株式会社 | 包装材用積層体 |
| WO2021039922A1 (ja) * | 2019-08-30 | 2021-03-04 | 大日本印刷株式会社 | シーラント、シリコン材料の輸送用袋及びシリコン材料の梱包体 |
| US20220153006A1 (en) * | 2019-07-29 | 2022-05-19 | Toppan Inc. | Laminate and packaging bag |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08277335A (ja) * | 1995-02-10 | 1996-10-22 | Toyobo Co Ltd | 線状低密度ポリエチレン系フイルム |
| JP2001270026A (ja) * | 2000-01-21 | 2001-10-02 | Toppan Printing Co Ltd | バリア包装材及びそれを用いた包装袋 |
| JP2005289471A (ja) * | 2004-04-01 | 2005-10-20 | Taisei Lamick Co Ltd | 耐熱性およびヒートシール性にすぐれる包装用フィルム |
| JP2012081615A (ja) * | 2010-10-08 | 2012-04-26 | Japan Polyethylene Corp | 包装材料およびそれを用いた液体包装袋 |
| JP2013035560A (ja) * | 2011-08-05 | 2013-02-21 | Toppan Printing Co Ltd | 詰替え容器 |
| US20140370212A1 (en) * | 2013-06-14 | 2014-12-18 | Prolamina Midwest Corporation | Packaging film with superior seal, barrier, and flex crack resistance |
| WO2015061980A1 (en) * | 2013-10-30 | 2015-05-07 | Colgate-Palmolive Company | Packaging and material for making same |
| JP2017177800A (ja) * | 2016-03-29 | 2017-10-05 | 東洋インキScホールディングス株式会社 | 積層体とその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6049934A (ja) | 1983-08-29 | 1985-03-19 | 積水化学工業株式会社 | 防湿性を有する透明プラスチック |
| EP0802045A1 (en) * | 1996-04-15 | 1997-10-22 | The Procter & Gamble Company | Multilayer materials for making packages |
| JPH1034804A (ja) | 1996-07-18 | 1998-02-10 | Toyobo Co Ltd | ガスバリア性樹脂フィルム |
| KR100532644B1 (ko) * | 2001-01-15 | 2005-12-01 | 쇼와 덴코 플라스틱 프로덕츠 가부시키가이샤 | 라미네이트 및 용기 |
| JP2002219782A (ja) * | 2001-01-25 | 2002-08-06 | Toppan Printing Co Ltd | 紙容器用積層材料 |
| JP2003007267A (ja) * | 2001-06-20 | 2003-01-10 | Dainippon Printing Co Ltd | 電池用包装材料 |
| JP4287118B2 (ja) * | 2002-09-26 | 2009-07-01 | 大日本印刷株式会社 | 電子レンジ用包装袋 |
| FR2864215B1 (fr) * | 2003-12-19 | 2011-07-15 | Valeo Climatisation | Element de circuit pour echangeur de chaleur |
| JP4730061B2 (ja) | 2005-11-01 | 2011-07-20 | 東洋紡績株式会社 | 低温ヒートシール性ポリエチレン系樹脂積層フィルム |
| JP2008302977A (ja) | 2008-07-28 | 2008-12-18 | Taisei Lamick Co Ltd | 耐熱性およびヒートシール性にすぐれる包装用フィルム |
| WO2011109563A2 (en) * | 2010-03-02 | 2011-09-09 | Dow Global Technologies Llc | Ethylene-based polymer compositions |
| JP2012030497A (ja) * | 2010-07-30 | 2012-02-16 | Hosokawa Yoko Co Ltd | 共押出フィルムおよびこれを用いた袋 |
-
2017
- 2017-12-01 WO PCT/JP2017/043289 patent/WO2018101464A1/ja active Application Filing
- 2017-12-01 JP JP2018554278A patent/JPWO2018101464A1/ja active Pending
- 2017-12-01 CN CN201780074097.2A patent/CN110023201A/zh active Pending
-
2019
- 2019-05-28 US US16/423,948 patent/US11208245B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08277335A (ja) * | 1995-02-10 | 1996-10-22 | Toyobo Co Ltd | 線状低密度ポリエチレン系フイルム |
| JP2001270026A (ja) * | 2000-01-21 | 2001-10-02 | Toppan Printing Co Ltd | バリア包装材及びそれを用いた包装袋 |
| JP2005289471A (ja) * | 2004-04-01 | 2005-10-20 | Taisei Lamick Co Ltd | 耐熱性およびヒートシール性にすぐれる包装用フィルム |
| JP2012081615A (ja) * | 2010-10-08 | 2012-04-26 | Japan Polyethylene Corp | 包装材料およびそれを用いた液体包装袋 |
| JP2013035560A (ja) * | 2011-08-05 | 2013-02-21 | Toppan Printing Co Ltd | 詰替え容器 |
| US20140370212A1 (en) * | 2013-06-14 | 2014-12-18 | Prolamina Midwest Corporation | Packaging film with superior seal, barrier, and flex crack resistance |
| WO2015061980A1 (en) * | 2013-10-30 | 2015-05-07 | Colgate-Palmolive Company | Packaging and material for making same |
| JP2017177800A (ja) * | 2016-03-29 | 2017-10-05 | 東洋インキScホールディングス株式会社 | 積層体とその製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020070040A (ja) * | 2018-10-30 | 2020-05-07 | 凸版印刷株式会社 | 包装材、包装材の製造方法、包装袋、包装体の製造方法、及びメジューム層形成用組成物 |
| JP7215082B2 (ja) | 2018-10-30 | 2023-01-31 | 凸版印刷株式会社 | 包装材、包装材の製造方法、包装袋、包装体の製造方法、及びメジューム層形成用組成物 |
| JP2021011018A (ja) * | 2019-07-03 | 2021-02-04 | 凸版印刷株式会社 | 包装材用積層体 |
| JP7346945B2 (ja) | 2019-07-03 | 2023-09-20 | 凸版印刷株式会社 | 包装材用積層体 |
| US20220153006A1 (en) * | 2019-07-29 | 2022-05-19 | Toppan Inc. | Laminate and packaging bag |
| WO2021039922A1 (ja) * | 2019-08-30 | 2021-03-04 | 大日本印刷株式会社 | シーラント、シリコン材料の輸送用袋及びシリコン材料の梱包体 |
| CN114341011A (zh) * | 2019-08-30 | 2022-04-12 | 大日本印刷株式会社 | 密封胶、硅材料的运输用袋以及硅材料的捆包体 |
| CN114341011B (zh) * | 2019-08-30 | 2024-03-15 | 大日本印刷株式会社 | 密封胶、硅材料的运输用袋以及硅材料的捆包体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2018101464A1 (ja) | 2019-10-24 |
| CN110023201A (zh) | 2019-07-16 |
| US20190283946A1 (en) | 2019-09-19 |
| US11208245B2 (en) | 2021-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11208245B2 (en) | Packaging, barrier packaging material, and packaging bag | |
| US11806971B2 (en) | Extrudable antifog copolyester heat seal resins | |
| CN1285648C (zh) | 伸张包装用防锈膜 | |
| JP5458991B2 (ja) | マット調積層フィルム及び該フィルムからなる包装材 | |
| JP6431050B2 (ja) | シール可能なポリプロピレンフィルム | |
| WO2014080679A1 (ja) | 低吸着性ラミネート用多層フィルム、これを用いた複合フィルム及び包装材 | |
| JP6819820B2 (ja) | 積層フィルム及び食品包装袋 | |
| JPWO2016152836A1 (ja) | ポリエチレン系フィルム | |
| KR101663497B1 (ko) | 선형 저밀도 폴리에틸렌 복합필름 및 이를 포함하는 포장재 | |
| WO2020241777A1 (ja) | ジッパーテープおよびジッパーテープ付き容器 | |
| JP7419802B2 (ja) | 積層フィルム及び包装材 | |
| JP2019055548A (ja) | 低臭気積層体と該積層体からなる包装材料、及び該積層体の製造方法 | |
| JP4489466B2 (ja) | 多層積層樹脂フィルム | |
| JP2018167547A (ja) | 易剥離性フィルム、蓋材、及び容器 | |
| JP6188677B2 (ja) | 隠蔽性フィルム、積層体、および包装材料 | |
| KR101162096B1 (ko) | 복합다층 필름 | |
| KR101800135B1 (ko) | 양면 코로나 처리를 통한 이종 방담성을 갖는 방담필름 및 그 제조방법 | |
| JP2007038605A (ja) | 共押出積層フィルム並びにそれを用いたラミネートフィルム及び包装容器 | |
| JP7238310B2 (ja) | ポリエチレン成形品との接着性に優れた包装用の低吸着性樹脂フィルム | |
| JP7302153B2 (ja) | 包装用の低吸着性樹脂フィルム | |
| JP2013095066A (ja) | 線状ポリエチレンフィルム | |
| JP2017177565A (ja) | 包装材用フィルム、これを用いた包装材及び包装体 | |
| JP4852914B2 (ja) | 易剥離性フィルム及びそれを用いた二重フィルム包装袋 | |
| JP2004168037A (ja) | ヒートシール性複合フィルム | |
| JP2022155875A (ja) | 透明吸湿シーラントフィルムおよび透明吸湿積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17875242 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018554278 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17875242 Country of ref document: EP Kind code of ref document: A1 |