WO2020003902A1 - 自動車用合わせガラス - Google Patents
自動車用合わせガラス Download PDFInfo
- Publication number
- WO2020003902A1 WO2020003902A1 PCT/JP2019/021897 JP2019021897W WO2020003902A1 WO 2020003902 A1 WO2020003902 A1 WO 2020003902A1 JP 2019021897 W JP2019021897 W JP 2019021897W WO 2020003902 A1 WO2020003902 A1 WO 2020003902A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- intermediate film
- glass plate
- wiring
- laminated glass
- flat harness
- Prior art date
Links
- 239000005340 laminated glass Substances 0.000 title claims abstract description 80
- 239000011521 glass Substances 0.000 claims abstract description 121
- 230000002093 peripheral effect Effects 0.000 claims abstract description 8
- 238000010438 heat treatment Methods 0.000 claims description 41
- 239000010410 layer Substances 0.000 claims description 21
- 239000011229 interlayer Substances 0.000 claims description 18
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 8
- 229910000679 solder Inorganic materials 0.000 claims description 6
- 229910052797 bismuth Inorganic materials 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 229910052745 lead Inorganic materials 0.000 claims description 3
- 229910052709 silver Inorganic materials 0.000 claims description 3
- 229910052718 tin Inorganic materials 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims description 2
- 238000010257 thawing Methods 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 57
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 239000004020 conductor Substances 0.000 description 4
- 230000001771 impaired effect Effects 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000008595 infiltration Effects 0.000 description 2
- 238000001764 infiltration Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10376—Laminated safety glass or glazing containing metal wires
- B32B17/10385—Laminated safety glass or glazing containing metal wires for ohmic resistance heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
- B32B17/10155—Edge treatment or chamfering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10293—Edge features, e.g. inserts or holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10339—Specific parts of the laminated safety glass or glazing being colored or tinted
- B32B17/10348—Specific parts of the laminated safety glass or glazing being colored or tinted comprising an obscuration band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10541—Functional features of the laminated safety glass or glazing comprising a light source or a light guide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/44—Number of layers variable across the laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/41—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/013—Heaters using resistive films or coatings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/017—Manufacturing methods or apparatus for heaters
Definitions
- the present invention relates to a laminated glass for an automobile.
- a laminated glass for automobiles a laminated glass having an outer glass plate and an inner glass plate and an interlayer film inserted between the two glass plates is widely used.
- an electric element such as a heating element for a deicer, a heating element for anti-fog, and an antenna element is often mounted mainly on the peripheral portion of the inner surface of the outer glass plate.
- a part of the peripheral portion of the inner glass plate is cut out so that the presence of the inner glass plate and the intermediate film does not hinder the inner glass plate and the intermediate film. It is configured not to exist.
- the sealing property between the outer glass plate and the intermediate film may be reduced. More specifically, water may enter through a gap between the outer glass plate from which the harness is drawn out and the interlayer film, and may impair the function of the electric element and / or the power supply point on the inner surface of the outer glass plate.
- the electric element and the feeding point may be arranged inside the intermediate film instead of the inside surface of the outside glass plate.
- an electric element and a feeding point are sandwiched between two intermediate films and then bonded to each other.
- a gap is formed around the harness inside the intermediate film. Or, a problem of flooding of the power supply point may occur.
- An object of the present invention is to provide a laminated glass for automobiles that can suppress inundation of an electric element and / or a power supply point.
- the laminated glass for an automobile includes an outer glass plate, an inner glass plate, an intermediate film, an electric element, a power supply point for supplying power to the electric element, and wiring.
- the outer glass plate has a first surface and a second surface located on the vehicle interior side with respect to the first surface.
- the inner glass plate has a third surface and a fourth surface located on the vehicle interior side with respect to the third surface.
- the intermediate film is disposed between the outer glass plate and the inner glass plate, and joins the second surface and the third surface.
- the electric element and the power supply point are arranged on the second surface or inside the intermediate film near a peripheral portion of the second surface.
- the wiring is connected to the feed point, exits the feed point, and passes through the intermediate film toward the third surface.
- the laminated glass for an automobile according to the second aspect of the present invention is the laminated glass for an automobile according to the first aspect, wherein the wiring is a flat harness.
- An automotive laminated glass according to a third aspect of the present invention is the automotive laminated glass according to the first aspect or the second aspect, wherein at least one peripheral edge of the second surface and the fourth surface has a shield. A layer is formed, the intermediate film is in contact with the shielding layer, and the feeding point is at least partially disposed on the shielding layer.
- the laminated glass for an automobile according to a fourth aspect of the present invention is the laminated glass for an automobile according to any one of the first to third aspects, wherein the wiring passes through the intermediate film, and It advances between a surface and the intermediate film, and is drawn out from between the third surface and the intermediate film.
- An automotive laminated glass according to a fifth aspect of the present invention is the automotive laminated glass according to any of the first to fourth aspects, wherein the wiring is an edge surface of the intermediate film adjacent to the power supply point. At a distance of 3 mm or more from the intermediate film.
- a laminated glass for an automobile according to a sixth aspect of the present invention is the laminated glass for an automobile according to any one of the first to fifth aspects, wherein the electric element is a heating element for deicing and a heating element for anti-fog. , An antenna element, a dimmer, and a light emitting sheet.
- the laminated glass for an automobile according to the seventh aspect of the present invention is the laminated glass for an automobile according to any one of the first to sixth aspects, wherein the power supply point and the wiring are at least solder and conductive tape. Connected using one.
- An automotive laminated glass according to an eighth aspect of the present invention is the automotive laminated glass according to any of the first to seventh aspects, wherein the power supply point is at least one of Ag, Cu, Sn, Pb, and Bi. It is formed from a material that includes one.
- the laminated glass for an automobile according to a ninth aspect of the present invention is the laminated glass for an automobile according to any one of the first aspect to the eighth aspect, wherein the wiring is formed on the third surface, the third surface, and the second surface. It is fixed using an edge surface between the four surfaces and a waterproof double-sided tape continuously extending on the fourth surface.
- the laminated glass for an automobile according to a tenth aspect of the present invention is the laminated glass for an automobile according to the ninth aspect, wherein the sum of the thicknesses of the wiring and the waterproof double-sided tape is the second surface and the third surface. Is smaller than the thickness of the intermediate film in a portion in contact with the intermediate film.
- a manufacturing method is a method for manufacturing an automotive laminated glass according to any one of the first to tenth aspects, and includes the following steps.
- a manufacturing method includes an outer glass plate having a first surface and a second surface located on the vehicle interior side with respect to the first surface, and a third surface and an interior glass interior located with respect to the third surface.
- An inner glass plate having a fourth surface; and an inner glass plate disposed between the outer glass plate and the inner glass plate in order from the second surface to the third surface, wherein the second surface and the third surface are arranged.
- An electric element sheet including an outer intermediate film and an inner intermediate film, which are bonded to each other, an electric element, and a power supply point for supplying electric power to the electric element, and an electric element sheet disposed between the outer intermediate film and the inner intermediate film; And a wiring connected to the laminated glass for a vehicle, comprising the following steps.
- the electric element and the power supply point for supplying power to the electric element are arranged on the inner surface (second surface) of the outer glass plate or inside the interlayer film.
- the wiring connected to the feeding point exits the feeding point, passes through the intermediate film, and extends to the outer surface (third surface) of the inner glass plate. Therefore, when the electric element and the power supply point are present on the second surface, the sealing property between the second surface and the intermediate film is reduced due to the wiring, and the electric element and / or the power supply point is connected to the electric power supply point via the gap therebetween. The occurrence of inundation is suppressed.
- FIG. 2 is a sectional view taken along line II-II of FIG. 1.
- FIG. 3 is a sectional view taken along line III-III of FIG. 1.
- FIG. 7 is a sectional view taken along line VII-VII of FIG. 5. The figure explaining the manufacturing method of the laminated glass for motor vehicles which concerns on 2nd Embodiment.
- FIG. 1 shows a front view of an automotive laminated glass 1 according to the first embodiment.
- a laminated glass for an automobile (hereinafter sometimes simply referred to as a laminated glass) 1 is a window glass of an automobile, particularly a windshield attached to a front.
- FIG. 1 is a view of the laminated glass 1 viewed from the inside of the vehicle.
- the upper and lower parts are defined based on the state in which the laminated glass 1 is connected to the vehicle body, that is, the state in FIG. 1 unless otherwise specified.
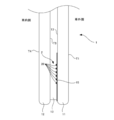
- FIG. 2 is a sectional view taken along line II-II of FIG. 1
- FIG. 3 is a sectional view taken along line III-III of FIG.
- the laminated glass 1 is composed of an outer glass plate 11, an inner glass plate 12, and a resin intermediate film 13 disposed therebetween.
- the intermediate film 13 is not limited to this, but can be made of, for example, polyvinyl butyral.
- the outside means the outside of the vehicle
- the inside means the inside of the vehicle, unless otherwise specified.
- the outer and inner surfaces of the outer glass plate 11 and the inner and outer surfaces of the inner glass plate 12 are referred to as a first surface T1, a second surface T2, a third surface T3, and a fourth surface T4, respectively.
- the first surface T1 faces outside the vehicle
- the fourth surface T4 faces inside the vehicle.
- the second surface T2 and the third surface T3 face the intermediate film 13.
- the intermediate film 13 is adhered to the second surface T2 and the third surface T3, fills the space between the second surface T2 and the third surface T3 with substantially no gap, and connects the second surface T2 and the third surface T3 with each other. To join.
- a dark opaque shielding layer 15 is formed in a strip shape over the entire periphery along the periphery.
- the shielding layer 15 is covered with the intermediate film 13 and adhered to the intermediate film 13.
- the shielding layer 15 plays a role of a blindfold so that an adhesive for fixing the laminated glass 1 to a pillar of a vehicle body, which is a window frame, is not visible from the outside of the vehicle.
- the shielding layer 15 is typically made of glass powder or the like, and is formed by screen-printing a paste-like color ceramic, followed by drying and firing. Note that the surface on which the shielding layer 15 is formed is not limited to only the second surface T2. For example, the surface can be formed along the periphery of the fourth surface T4 instead of or in addition to the second surface T2. .
- a deicer 2 is mounted on the laminated glass 1.
- the deicer 2 supplies power to the heating element 20 arranged on the second surface T2 of the outer glass plate 11 and a laminated glass for melting ice, snow, frost, etc. attached to the first surface T1 of the outer glass plate 11 and the wiper. 1 is a device for heating.
- the wiper is a mechanism for wiping off attached matter (dirt) that obstructs the driver's view, such as rain, snow, frost, and mud attached to the first surface T1.
- the deicer 2 has, in addition to the heating element 20 that is an electric element, a conductive substrate 21 that is electrically connected to the heating element 20 and serves as a power supply point for supplying power to the heating element 20.
- the heating element 20 and the conductive substrate 21 are arranged on the second surface T2 of the outer glass plate 11 near the periphery of the second surface T2, more specifically, near the lower portion.
- the heating element 20 and the conductive substrate 21 are arranged on the shielding layer 15 so as not to obstruct the driver's view or from an aesthetic viewpoint.
- at least a part of the heating element 20 and / or at least a part of the conductive substrate 21 may be arranged so as not to overlap the shielding layer 15.
- a plurality of conductive substrates 21 are provided side by side, typically two to three conductive substrates 21 are provided, but only one conductive substrate 21 may be provided.
- the outer glass plate 11 and the inner glass plate 12 have substantially the same edge surface at the lower portion where the deicer 2 is provided.
- the heating element 20 of the present embodiment is realized as a large number of conductive wires extending from the conductive substrate 21 and extending all over the lower part of the shielding layer 15.
- the conductor may be denoted by reference numeral 20.
- the conductor 20 forms a plurality of closed loops with the conductive substrate 21.
- the deicer 2 can mainly heat the entire lower portion of the laminated glass 1 and efficiently heat the standby position of the wiper attached near the lower portion of the first surface T1 outside the vehicle, and thus the wiper itself is also efficiently operated. Heating.
- the flat harness 3 is a member in which the periphery of a foil-shaped metal body is covered with an insulator, and is configured in a planar shape as a whole.
- the conductive substrate 21 and the metal body of the flat harness 3 are connected by solder.
- solder As a result, reliable electrical connection between the two can be easily realized, the contact resistance at the connection portion can be reduced, and the occurrence of abnormal heat generation, sparks, and the like can be prevented.
- a conductive tape can be used instead of or in addition to the solder to connect the both, and from the viewpoint of stabilizing the conductivity, it is more preferable to use a conductive double-sided tape.
- the material of the conductive substrate 21 is not particularly limited, but can be formed of a material containing at least one of Ag, Cu, Sn, Pb, and Bi, in a preferred example. Since such a material has good adhesion to solder, it is particularly excellent when the flat harness and the conductive substrate 21 are fixed with solder.
- the intermediate film 13 is formed with a hole 13A that penetrates substantially perpendicularly to the second surface T2, and the hole 13A is formed at a connection portion between the flat harness 3 and the conductive substrate 21. It is formed in the position which opposes.
- the flat harness 3 rises from the conductive substrate 21, is inserted into the hole 13A, and passes through the intermediate film 13 from the second surface T2 to the third surface T3.
- the hole 13 ⁇ / b> A of the present embodiment has a slit shape according to the shape of the flat harness 3.
- the gap between the surface defining the hole 13A and the outer surface of the flat harness 3 is substantially filled by a bonding step of the outer glass plate 11 and the inner glass plate 12 via the intermediate film 13 described later, Both are generally adhered.
- the flat harness 3 coming out of the hole 13A proceeds straight down along the third surface T3 of the inner glass plate 12, and reaches the lower end of the third surface T3. Then, it is bent toward the fourth surface T4 at the lower end, proceeds on the edge surface between the third surface T3 and the fourth surface T4 toward the fourth surface T4, and reaches the lower end of the fourth surface T4. Thereafter, the vehicle further proceeds straight up along the fourth surface T4 to an appropriate position.
- the flat harness 3 includes the surface of the inner glass plate 12 (the third surface T3, an edge surface between the lower end of the third surface T3 and the lower end of the fourth surface T4, And the fourth surface T4) using the waterproof tape 4.
- the waterproof tape 4 used here is a waterproof double-sided tape, and is disposed between the flat harness 3 and the surface of the inner glass plate 12.
- the waterproof tape 4 preferably extends continuously without being disconnected along the above-described path.
- the flat harness 3 can be separated from the fourth surface T4, freely routed toward an external power source (not shown), and connected thereto.
- the flat harness 3 supplies electricity supplied from an external power supply to the heating element 20 via the conductive substrate 21.
- the thickness d2 means the thickness of the intermediate film 13 at a portion where there is no such deformation, in other words, the distance between the second surface T2 and the third surface T3.
- the intermediate film 13 when the intermediate film 13 is temporarily bonded, in a place where elements such as the flat harness 3, the waterproof tape 4, the conductive substrate 21, and the heating element 20 are present, an extra intermediate film 13 is extruded due to the presence of these elements. Therefore, if d1 ⁇ d2, the intermediate film 13 between the flat harness 3 and the outer glass plate 11 may be extruded at the time of temporary bonding, and it becomes difficult to bond the flat harness 3 to the outer glass plate 11. obtain. However, when d1 ⁇ d2, such a problem is suppressed.
- the position where the flat harness 3 passes through the inside of the intermediate film 13 and the edge surface of the intermediate film 13 closest to the conductive substrate 21 Is h1.
- h1 ⁇ 3 mm is preferable, h1 ⁇ 5 mm is more preferable, and h1 ⁇ 8 mm is further preferable.
- the bonding area between the portion of the intermediate film 13 from the hole 13A into which the flat harness 3 is inserted to the reference edge surface and the second surface T2. Becomes smaller.
- the position where the flat harness 3 passes through the intermediate film 13 is the position of the flat harness 3 closest to the reference edge surface on the path of the flat harness 3 in the intermediate film 13.
- the flat harness 3 when the flat harness 3 supplies power from the external power supply to the conductive substrate 21 on the second surface T2, the flat harness 3 extends between the second surface T2 and the intermediate film 13 along the second surface T2 from the conductive substrate 21. Instead of passing through the space, first, the intermediate film 13 is penetrated in the thickness direction. Then, after having escaped from the inside of the intermediate film 13, it passes between the third surface T ⁇ b> 3 and the intermediate film 13, and is routed to an external power source inside the vehicle. That is, due to the presence of the flat harness 3, the sealing property between the second surface T2 and the intermediate film 13 is not hindered, and the adhesion between the second surface T2 and the intermediate film 13 can be ensured.
- a path length from the place where the flat harness 3 is drawn out, which can be a starting point of water infiltration into the inside of the laminated glass 1, to the heating element 20 and / or the conductive substrate 21 can be ensured.
- the possibility that water reaches the conductive substrate 21 is reduced. Therefore, the function of the heating element 20 and / or the conductive substrate 21 on the second surface T2 is not impaired due to the water that has entered through the gap between the second surface T2 and the intermediate film 13.
- corrosion of the joint between the conductive substrate 21 and the flat harness 3 can be prevented.
- the flat harness 3 is to be drawn out from between the second surface T2 and the intermediate film 13, the flat harness 3 is fixed to the second surface T2 with a waterproof tape or the like to prevent water from entering. Need to be fixed to However, when the flat harness 3 is pulled out from between the third surface T3 and the intermediate film 13 as in the wiring method of the present embodiment, the flat harness 3 is fixed to the smooth surface at the end of the inner glass plate 12. Workability is excellent. When the flat harness 3 is pulled out from between the second surface T2 and the intermediate film 13, the intermediate film 13 which is an elastic body is pulled inside the vehicle by the flat harness 3, so that the intermediate film 13 and the second surface T2 are pulled out. There is a possibility that the adhesiveness with the adhesive is impaired. In this regard, when the flat harness 3 is pulled out from between the third surface T3 and the intermediate film 13 and then fixed along the inner glass plate 12 as in the wiring method of the present embodiment, the above-described adhesiveness is required. The problem is unlikely to occur.
- the outer glass plate 11 is prepared in which the shielding layer 15 is laminated on the second surface T2 along the periphery thereof, and the heating element 20 and the conductive substrate 21 are laminated below the shielding layer 15. Further, an inner glass plate 12 having a main surface having substantially the same shape as the outer glass plate 11 and a sheet-like intermediate film 13 are prepared. Further, a flat harness 3 is prepared.
- one end of the flat harness 3 is connected to the conductive substrate 21 of the outer glass plate 11 by soldering.
- a conductive tape can be used for this connection.
- a hole 13A is formed below the sheet-like intermediate film 13 at a position facing the conductive substrate 21 when the intermediate film 13 and the outer glass plate 11 are overlapped.
- the hole 13 ⁇ / b> A is formed substantially in parallel with the thickness direction of the intermediate film 13 so as to penetrate the intermediate film 13.
- the shape of the hole 13A is formed in a slit shape so as to substantially match the shape of a cross section orthogonal to the longitudinal direction of the flat harness 3.
- the flat harness 3 exposed from the hole 13A of the intermediate film 13 is attached to the inner glass plate 12 using the waterproof tape 4.
- the flat harness 3 exposed from the hole 13A of the intermediate film 13 is caused to run along the surface of the intermediate film 13 toward the lower end of the intermediate film 13.
- a waterproof tape 4 which is a double-sided tape, is attached to the outside of the flat harness 3 along the direction in which the flat harness 3 extends on the intermediate film 13.
- the length of the waterproof tape 4 is adjusted so as to extend a predetermined distance further than the lower end of the intermediate film 13 along the direction in which the flat harness 3 extends.
- the inner glass plate 12 is overlaid on the intermediate film 13.
- the third surface T3 and the flat harness 3 are bonded by the waterproof tape 4.
- the flat harness 3 is run from the lower end of the third surface T3 toward the fourth surface T4 along the edge surface, and is further run upward from the lower end of the fourth surface T4 along the fourth surface T4. You. Thereby, the flat harness 3 is bonded to the third surface T3, the edge surface between the third surface T3 and the fourth surface T4, and the fourth surface T4 with the waterproof tape 4.
- the outer glass plate 11, the intermediate film 13, and the inner glass plate 12, which are stacked in this order, are heated while being pressurized by an autoclave. Thereby, the outer glass plate 11 and the inner glass are joined via the intermediate film 13, and the laminated glass 1 is manufactured.
- the two glass plates 11 and 12 are pressed by using a roller (a degassing system such as a vacuum bag) or the like to degas air contained between the glass plate 11 and the intermediate film 13. However, it is preferable to temporarily bond the two.
- the laminated glass 101 has the same configuration as the laminated glass 1 according to the first embodiment, except that the heating element 20 and the conductive substrate 21 are disposed inside the intermediate film 13.
- components common to the first embodiment are denoted by the same reference numerals, description thereof will be omitted, and differences from the first embodiment will be described.
- FIG. 5 is a front view of the laminated glass 101 viewed from the inside of the vehicle
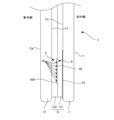
- FIG. 6 is a sectional view taken along the line VI-VI of FIG. 5
- FIG. 7 is a sectional view taken along the line VII-VII of FIG.
- the laminated glass 101 has an interlayer film 13 having a multilayer structure including an outer interlayer film 131 and an inner interlayer film 132.
- the outer intermediate film 131 and the inner intermediate film 132 are arranged between the outer glass plate 11 and the inner glass plate 12 in order from the second surface T2 to the third surface T3.
- the outer intermediate film 131 is bonded to the second surface T2, and the inner intermediate film 132 is bonded to the third surface T3.
- the intermediate films 131 and 132 are bonded to each other, fill the gap between the second surface T2 and the third surface T3 substantially without a gap, and join the second surface T2 and the third surface T3.
- the electric element sheet 5 is disposed on the bonding surface between the outer intermediate film 131 and the inner intermediate film 132.
- the electric element sheet 5 includes a sheet material 50 made of an insulating material such as PET, and a heating element 20 and a conductive substrate 21 arranged on the sheet material 50.
- the heating element 20 is composed of a large number of conductive wires as in the first embodiment, and is connected to the conductive substrate 21.
- one end of the flat harness 3 is connected to the conductive substrate 21.
- the electric element sheet 5 can be omitted. That is, the heating element 20 and the conductive substrate 21 can be directly sealed between the outer intermediate film 131 and the inner intermediate film 132 like a wire-heated windshield.
- the heating element 20 and the conductive substrate 21 are arranged on one surface 50A of the sheet material 50.
- the electric element sheet 5 is arranged such that the sheet material 50 is substantially parallel to the first surface T1 to the fourth surface T4 while the surface 50A is directed to the third surface T3 of the inner glass plate 12, and the inner intermediate film 131 and the inner intermediate film 131 are arranged in parallel. Inserted between the membrane 132.
- the electric element sheet 5 is arranged at a position overlapping the shielding layer 15 when the laminated glass 101 is viewed from the front.
- the flat harness 3 having one end connected to the conductive substrate 21 on the outer intermediate film 131 exits the conductive substrate 21, passes through the inner intermediate film 132, and passes through the inner glass plate 12. It extends to three surfaces T3. Thereafter, the flat harness 3 advances between the third surface T3 and the inner intermediate film 132, and is drawn out from between the third surface T3 and the inner intermediate film 132.
- a hole 132A is formed in the inner intermediate film 132 so as to penetrate substantially perpendicularly to the second surface T2, and the hole 132A serves as a connection portion between the flat harness 3 and the conductive substrate 21. Is formed at a position opposed to.
- the flat harness 3 rises from the conductive substrate 21, is inserted into the hole 132A, and passes through the inner intermediate film 132 from the second surface T2 to the third surface T3.
- the hole 132A of the present embodiment is also slit-shaped according to the shape of the flat harness 3.
- the gap between the surface defining the hole 132A and the outer surface of the flat harness 3 is substantially filled by a bonding process of the outer glass plate 11 and the inner glass plate 12 via the intermediate film 13 described later, Both are generally adhered.
- the flat harness 3 coming out of the hole 132A is fixed to the inner glass plate 12 using the waterproof tape 4 in the same manner as in the first embodiment.
- the flat harness 3 separates from the fourth surface T4, is freely routed toward an external power source (not shown), and is connected thereto.
- the relationship between the sum d1 of the thickness of the flat harness 3 and the waterproof tape 4 and the thickness d2 of the intermediate film 13 is d2. , D1 ⁇ d2.
- the distance h1 between the position at which the flat harness 3 passes through the intermediate film 13 (in the present embodiment, the inner intermediate film 132) and the reference edge surface is the same as in the first embodiment. It is preferable to satisfy the numerical range shown in the embodiment.
- the flat harness 3 is pulled out from the conductive substrate 21 sandwiched between the outer intermediate film 131 and the inner intermediate film 132 so as to pass through between the outer intermediate film 131 and the inner intermediate film 132.
- the inner intermediate film 132 is first penetrated in the thickness direction. Then, after having escaped from the inside of the inner intermediate film 132, it passes between the third surface T ⁇ b> 3 and the intermediate film 13 and is led to the external power source inside the vehicle. If the flat harness 3 is drawn out from between the outer intermediate film 131 and the inner intermediate film 132, the adhesion to the flat harness 3 is insufficient due to the surface roughness and rigidity of the intermediate films 131 and 132. It becomes.
- the sealing property between the outer intermediate film 131 and the inner intermediate film 132 is not hindered due to the presence of the flat harness 3, and the adhesion between the two. Can be ensured. That is, a path length from the starting point of water infiltration into the laminated glass 101 to the heating element 20 and / or the conductive substrate 21 can be secured, and water reaches the heating element 20 and / or the conductive substrate 21. Risk is reduced.
- the function of the heating element 20 and / or the function of the conductive substrate 21 disposed between the outer intermediate film 131 and the inner intermediate film 132 is not impaired due to the water that has entered through the gap between the outer intermediate film 131 and the inner intermediate film 132.
- corrosion of the joint between the conductive substrate 21 and the flat harness 3 can be prevented.
- the intermediate film 13 which is an elastic body is pulled inside the vehicle by the flat harness 3, so that the intermediate film 13 and the second surface T2 are drawn.
- the adhesiveness with the adhesive is impaired.
- the flat harness 3 is pulled out from between the third surface T3 and the intermediate film 13 and then fixed along the inner glass plate 12 as in the wiring method of the present embodiment, the above-described adhesiveness is required. The problem is unlikely to occur.
- the flat harness 3 since the flat harness 3 only needs to be fixed to the smooth surface at the end of the inner glass plate 12, workability is excellent.
- an outer glass plate 11 in which the shielding layer 15 is laminated on the second surface T2 along the periphery thereof, and an inner glass plate 12 having a main surface having substantially the same shape as the outer glass plate 11 are prepared. Further, an electric element sheet 5 in which the heating element 20 and the conductive substrate 21 are laminated on the sheet-like outer intermediate film 131 and the inner intermediate film 132 and the sheet material 50 is prepared. Further, a flat harness 3 is prepared.
- the outer glass plate 11, the outer intermediate film 131, and the electric element sheet 5 are stacked in this order. More specifically, the outer intermediate film 131 is overlapped on the second surface T2 of the outer glass plate 11, and the electric element sheet 5 is overlapped on the outer intermediate film 131 exposed to the outside.
- the electric element sheet 5 is arranged along the lower part of the outer intermediate film 131 so as to be covered by the lower part of the shielding layer 15 of the outer glass plate 11 in a front view.
- one end of the flat harness 3 is connected to the conductive substrate 21 included in the electric element sheet 5 by soldering.
- a conductive tape can be used for this connection.
- a hole is provided below the sheet-like inner intermediate film 132 at a position facing the conductive substrate 21 when the outer intermediate film 131 and the inner intermediate film 132 are overlapped.
- Form 132A is formed so as to penetrate the inner intermediate film 132 substantially in parallel with the thickness direction of the inner intermediate film 132.
- the shape of the hole 132A is formed in a slit shape so as to substantially match the shape of a cross section orthogonal to the longitudinal direction of the flat harness 3.
- the other end of the flat harness 3 having one end connected to the conductive substrate 21 is passed through the hole 132A of the inner intermediate film 132.
- the sheet of the inner intermediate film 132 is overlaid on the outer intermediate film 131.
- the flat harness 3 is further pulled out from the hole 132A and overlapped so that the flat harness 3 does not rattle between the outer intermediate film 131 and the inner intermediate film 132.
- the outer intermediate film 131 and the inner intermediate film 132 are overlapped exactly so that a gap is not formed as much as possible.
- the flat harness 3 exposed from the hole 132A of the inner interlayer 132 is attached to the inner glass plate 12 using the waterproof tape 4.
- the flat harness 3 exposed from the hole 132A of the inner intermediate film 132 is caused to run along the surface of the inner intermediate film 132 toward the lower end of the inner intermediate film 132.
- a waterproof tape 4 as a double-sided tape is attached to the outside of the flat harness 3 along the direction in which the flat harness 3 extends on the inner intermediate film 132.
- the length of the waterproof tape 4 is adjusted so as to extend a predetermined distance further than the lower end of the inner intermediate film 132 along the direction in which the flat harness 3 extends.
- the inner glass plate 12 is overlaid on the inner interlayer 132.
- the third surface T3 and the flat harness 3 are bonded by the waterproof tape 4.
- the flat harness 3 is run from the lower end of the third surface T3 toward the fourth surface T4 along the edge surface, and is further run upward from the lower end of the fourth surface T4 along the fourth surface T4. You. Thereby, the flat harness 3 is bonded to the third surface T3, the edge surface between the third surface T3 and the fourth surface T4, and the fourth surface T4 with the waterproof tape 4.
- the outer glass plate 11, the outer intermediate film 131, the inner intermediate film 132, and the inner glass plate 12 stacked in this order are heated while being pressed by an autoclave.
- the outer intermediate film 131 and the inner intermediate film 132 are bonded together, and the outer glass plate 11 and the inner glass are joined via the intermediate films 131 and 132, whereby the laminated glass 1 is manufactured.
- both may be temporarily bonded before heating by the autoclave.
- the laminated glass of the above embodiment is applied to a windshield of an automobile, but can also be applied to a rear glass, a side glass, and the like of an automobile.
- the electric element supplied by the conductive substrate 21 as the power supply point is the heating element (the conductor 20) of the deicer 2, but may be another electric element.
- a deicing heating element other than the deicer mounted on the laminated glass 1, a defogging heating element included in the defogger, an antenna element included in the antenna device, a dimmer, or a light emitting sheet can be used.
- the heating element may be configured as a planar heating element made of ITO, FTO, or the like instead of or in addition to the conductive wire.
- the electric element fed from the flat harness 3 via the conductive substrate 21 is arbitrarily selected from these exemplified electric elements and other various electric elements mounted on the laminated glass 1, and one or more electric elements. Electrical element.
- the wiring drawn from the conductive substrate 21 as the power supply point is the flat harness 3, but is not limited to this example.
- the wiring may be a round harness or may be bound. It may be one or a plurality of wires that are or are not bound.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
- Surface Heating Bodies (AREA)
Abstract
Description
・前記第2面上に配置される前記給電点に前記配線を接続する工程
・前記中間膜に孔を形成する工程
・前記孔に前記配線を通す工程
・前記外側ガラス板に前記中間膜を重ね合わせる工程
・前記配線を前記第3面に防水テープで貼り付ける工程
・前記外側ガラス板と前記内側ガラス板とを前記中間膜で接合する工程
・前記外側ガラス板、前記外側中間膜及び前記電気素子シートをこの順に重ね合わせる工程
・前記給電点に前記配線を接続する工程
・前記内側中間膜に孔を形成する工程
・前記孔に前記配線を通す工程
・前記外側中間膜に前記内側中間膜を重ね合わせる工程
・前記配線を前記第3面に防水テープで貼り付ける工程
・前記外側ガラス板と前記内側ガラス板とを前記外側中間膜及び内側中間膜で接合する工程
<1-1.自動車用合わせガラスの構成>
図1に、第1実施形態に係る自動車用合わせガラス1の正面図を示す。自動車用合わせガラス(以下、単に合わせガラスということがある)1は、自動車の窓ガラス、特にフロントに取り付けられるウインドシールドである。図1は、合わせガラス1を車内側から見た図である。なお、以下の説明において、特に断らない限り、上下は、合わせガラス1を車体に接続した状態、すなわち、図1の状態を基準に定義される。
以下、図4を参照しつつ、以上の合わせガラス1の製造方法について説明する。まず、第2面T2上にその周縁部に沿って遮蔽層15が積層され、さらに遮蔽層15の下部上に加熱素子20及び導電性基板21が積層された外側ガラス板11を用意する。さらに、外側ガラス板11と略同じ形状の主面を有する内側ガラス板12と、シート状の中間膜13とを用意する。さらに、フラットハーネス3も用意する。
<2-1.自動車用合わせガラスの構成>
次に、第2実施形態に係る自動車用合わせガラス101について説明する。合わせガラス101は、加熱素子20及び導電性基板21が中間膜13の内部に配置される点を除き、第1実施形態に係る合わせガラス1と同様の構成を有する。以下では、第1実施形態と共通する要素には同じ参照符号を付して説明を省略し、第1実施形態との差について説明する。
以下、図8を参照しつつ、以上の合わせガラス101の製造方法について説明する。まず、第2面T2上にその周縁部に沿って遮蔽層15が積層された外側ガラス板11と、外側ガラス板11と略同じ形状の主面を有する内側ガラス板12とを用意する。さらに、シート状の外側中間膜131及び内側中間膜132と、シート材50上に加熱素子20及び導電性基板21が積層された電気素子シート5を用意する。さらに、フラットハーネス3も用意する。
以上、本発明の幾つかの実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。例えば、以下の変更が可能である。また、以下の変形例の要旨は、適宜組み合わせることができる。
上記実施形態の合わせガラスは、自動車のフロントガラスに適用されたが、自動車のリアガラス、サイドガラス等にも適用することができる。
上記実施形態では、給電点としての導電性基板21により給電される電気素子は、デアイサー2の加熱素子(導線20)であったが、他の電気素子であってもよい。例えば、合わせガラス1に搭載されるデアイサー以外の解氷用加熱素子、デフォッガーに含まれる防曇用加熱素子、アンテナ装置に含まれるアンテナ素子、調光体又は発光シートとすることができる。また、加熱素子は、導線に代えて又は加えて、ITOやFTO等から構成される面状の加熱素子として構成することもできる。フラットハーネス3から導電性基板21を介して給電される電気素子は、例示したこれらの電気素子及び合わせガラス1に搭載されるその他の様々な電気素子の中から任意に選択される、1又は複数の電気素子とすることができる。
上記実施形態では、給電点としての導電性基板21から引き出される配線は、フラットハーネス3とされたが、この例に限定されず、例えば、丸型のハーネスであってもよいし、結束されている又は結束されていない1又は複数本の電線であってもよい。
11 外側ガラス板
12 内側ガラス板
13 中間膜
13A、132A 孔
131 外側中間膜
132 内側中間膜
15 遮蔽層
2 デアイサー
20 加熱素子(導線、電気素子)
21 導電性基板(給電点)
3 フラットハーネス(配線)
4 防水テープ
5 電気素子シート
50 シート材
T1 第1面
T2 第2面
T3 第3面
T4 第4面
Claims (12)
- 第1面及び前記第1面よりも車内側にある第2面を有する外側ガラス板と、
第3面及び前記第3面よりも車内側にある第4面を有する内側ガラス板と、
前記外側ガラス板と前記内側ガラス板との間に配置され、前記第2面及び前記第3面を接合する中間膜と、
前記第2面の周縁部付近において、前記第2面上に又は前記中間膜の内部に配置される電気素子及び前記電気素子に給電する給電点と、
前記給電点に接続され、前記給電点を出て、前記第3面に向かって前記中間膜内を通り抜ける配線と
を備える、
自動車用合わせガラス。 - 前記配線は、フラットハーネスである、
請求項1に記載の自動車用合わせガラス。 - 前記第2面及び前記第4面の少なくとも一方の周縁部には、遮蔽層が形成されており、前記中間膜は、前記遮蔽層に接しており、前記給電点は、少なくとも部分的に前記遮蔽層上に配置される、
請求項1又は2に記載の自動車用合わせガラス。 - 前記配線は、前記中間膜内を通り抜けた後、前記第3面と前記中間膜との間を進み、前記第3面と前記中間膜との間から引き出される、
請求項1から3のいずれかに記載の自動車用合わせガラス。 - 前記配線は、前記給電点に近接する前記中間膜のエッジ面から3mm以上の距離を空けて、前記中間膜内を通り抜ける、
請求項1から4のいずれかに記載の自動車用合わせガラス。 - 前記電気素子は、解氷用加熱素子、防曇用加熱素子、アンテナ素子、調光体及び発光シートの少なくとも1つを含む、
請求項1から5のいずれかに記載の自動車用合わせガラス。 - 前記給電点と前記配線とは、ハンダ及び導電性テープの少なくとも一方を用いて接続される、
請求項1から6のいずれかに記載の自動車用合わせガラス。 - 前記給電点は、Ag、Cu、Sn、Pb及びBiの少なくとも1つを含む材料から形成される、
請求項1から7のいずれかに記載の自動車用合わせガラス。 - 前記配線は、前記第3面、前記第3面と前記第4面との間のエッジ面、及び前記第4面上を連続的に延びる防水両面テープを用いて固定されている、
請求項1から8のいずれかに記載の自動車用合わせガラス。 - 前記配線と前記防水両面テープとの厚みの和は、前記第2面及び前記第3面に接する部分の前記中間膜の厚みより小さい、請求項9に記載の自動車用合わせガラス。
- 請求項1から10のいずれかに記載の自動車用合わせガラスの製造方法であって、
前記第2面上に配置される前記給電点に前記配線を接続する工程と、
前記中間膜に孔を形成する工程と、
前記孔に前記配線を通す工程と、
前記外側ガラス板に前記中間膜を重ね合わせる工程と、
前記配線を前記第3面に防水テープで貼り付ける工程と、
前記外側ガラス板と前記内側ガラス板とを前記中間膜で接合する工程と
を含む、製造方法。 - 第1面及び前記第1面よりも車内側にある第2面を有する外側ガラス板と、
第3面及び前記第3面よりも車内側にある第4面を有する内側ガラス板と、
前記外側ガラス板と前記内側ガラス板との間に前記第2面側から前記第3面側に向けて順に配置され、前記第2面及び前記第3面を接合する外側中間膜及び内側中間膜と、
電気素子及び前記電気素子に給電する給電点を含み、前記外側中間膜と前記内側中間膜との間に配置される電気素子シートと、
前記給電点に接続される配線と
を備える自動車用合わせガラスの製造方法であって、
前記外側ガラス板、前記外側中間膜及び前記電気素子シートをこの順に重ね合わせる工程と、
前記給電点に前記配線を接続する工程と、
前記内側中間膜に孔を形成する工程と、
前記孔に前記配線を通す工程と、
前記外側中間膜に前記内側中間膜を重ね合わせる工程と、
前記配線を前記第3面に防水テープで貼り付ける工程と、
前記外側ガラス板と前記内側ガラス板とを前記外側中間膜及び内側中間膜で接合する工程と
を含む、製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980043686.3A CN112334427B (zh) | 2018-06-28 | 2019-06-03 | 汽车用夹层玻璃 |
| US17/256,045 US20210339503A1 (en) | 2018-06-28 | 2019-06-03 | Laminated glass for automobiles |
| EP19824694.4A EP3816130A4 (en) | 2018-06-28 | 2019-06-03 | LAMINATED GLASS FOR AUTOMOBILES |
| JP2020527318A JP7339249B2 (ja) | 2018-06-28 | 2019-06-03 | 自動車用合わせガラス |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-123203 | 2018-06-28 | ||
| JP2018123203 | 2018-06-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020003902A1 true WO2020003902A1 (ja) | 2020-01-02 |
Family
ID=68987047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/021897 WO2020003902A1 (ja) | 2018-06-28 | 2019-06-03 | 自動車用合わせガラス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210339503A1 (ja) |
| EP (1) | EP3816130A4 (ja) |
| JP (1) | JP7339249B2 (ja) |
| CN (1) | CN112334427B (ja) |
| WO (1) | WO2020003902A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220092195A (ko) * | 2020-12-24 | 2022-07-01 | 주식회사 케이씨씨글라스 | 유리 접합체 및 유리 접합체 제조 방법 |
| DE112022004088T5 (de) | 2021-08-23 | 2024-06-06 | AGC Inc. | Fahrzeugantennenvorrichtung |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63173903U (ja) * | 1987-05-01 | 1988-11-11 | ||
| JPH08244562A (ja) * | 1995-03-14 | 1996-09-24 | Nippon Sheet Glass Co Ltd | ウインドガラスの加熱構造 |
| JP2005170740A (ja) * | 2003-12-11 | 2005-06-30 | Nippon Sheet Glass Co Ltd | 防犯合わせガラス |
| JP2009523649A (ja) * | 2006-01-19 | 2009-06-25 | サン−ゴバン グラス フランス | 積層加熱系を備えた透明な窓ガラス |
| JP2012039864A (ja) | 2010-01-08 | 2012-02-23 | Jfe Engineering Corp | 急速充電装置 |
| WO2014122704A1 (ja) * | 2013-02-05 | 2014-08-14 | 日本板硝子株式会社 | 合わせガラス |
| US20140251975A1 (en) * | 2013-03-07 | 2014-09-11 | Ford Global Technologies, Llc | Electrical connector for a laminated window |
| JP2017534549A (ja) * | 2014-09-12 | 2017-11-24 | ピルキントン グループ リミテッド | 電熱線入り窓ガラス及びそれを製造するための方法 |
| WO2018001814A1 (en) * | 2016-06-30 | 2018-01-04 | Agc Glass Europe | Laminated assembly |
| JP2018070385A (ja) * | 2016-10-24 | 2018-05-10 | 日本板硝子株式会社 | 合わせガラス |
| JP2018094949A (ja) * | 2016-12-08 | 2018-06-21 | 旭硝子株式会社 | 車両用窓ガラス及び車両用窓ガラスの製造方法 |
| JP2019084953A (ja) * | 2017-11-07 | 2019-06-06 | Agc株式会社 | 車両用のウインドシールド |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3616122A (en) * | 1969-06-30 | 1971-10-26 | Ppg Industries Inc | Laminated window panels |
| US5414240A (en) * | 1988-12-27 | 1995-05-09 | Ppg Industries, Inc. | Electrically heatable transparency |
| DE4235063A1 (de) * | 1992-10-17 | 1994-04-21 | Ver Glaswerke Gmbh | Autoglasscheibe aus Verbundglas mit in der Zwischenschicht eingebetteten Drähten und einem Anschlußkabel |
| FR2762541B1 (fr) * | 1997-04-24 | 1999-07-02 | Saint Gobain Vitrage | Procede de fabrication d'un vitrage feuillete |
| GB0620785D0 (en) * | 2006-10-20 | 2006-11-29 | Pilkington Group Ltd | Heatable vehicle glazing |
| JP5019072B2 (ja) * | 2008-09-18 | 2012-09-05 | 旭硝子株式会社 | 車両用窓ガラスの給電構造及び車両用窓ガラス並びに車両用窓ガラスの製造方法 |
| GB2528899B (en) * | 2014-08-04 | 2019-12-04 | Ford Global Tech Llc | An electrically heated laminated window |
| FR3058107B1 (fr) * | 2016-10-28 | 2018-12-07 | Saint-Gobain Glass France | Vitrage lumineux de vehicule, vehicule l'incorporant |
-
2019
- 2019-06-03 US US17/256,045 patent/US20210339503A1/en active Pending
- 2019-06-03 WO PCT/JP2019/021897 patent/WO2020003902A1/ja active Application Filing
- 2019-06-03 EP EP19824694.4A patent/EP3816130A4/en active Pending
- 2019-06-03 CN CN201980043686.3A patent/CN112334427B/zh active Active
- 2019-06-03 JP JP2020527318A patent/JP7339249B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63173903U (ja) * | 1987-05-01 | 1988-11-11 | ||
| JPH08244562A (ja) * | 1995-03-14 | 1996-09-24 | Nippon Sheet Glass Co Ltd | ウインドガラスの加熱構造 |
| JP2005170740A (ja) * | 2003-12-11 | 2005-06-30 | Nippon Sheet Glass Co Ltd | 防犯合わせガラス |
| JP2009523649A (ja) * | 2006-01-19 | 2009-06-25 | サン−ゴバン グラス フランス | 積層加熱系を備えた透明な窓ガラス |
| JP2012039864A (ja) | 2010-01-08 | 2012-02-23 | Jfe Engineering Corp | 急速充電装置 |
| WO2014122704A1 (ja) * | 2013-02-05 | 2014-08-14 | 日本板硝子株式会社 | 合わせガラス |
| US20140251975A1 (en) * | 2013-03-07 | 2014-09-11 | Ford Global Technologies, Llc | Electrical connector for a laminated window |
| JP2017534549A (ja) * | 2014-09-12 | 2017-11-24 | ピルキントン グループ リミテッド | 電熱線入り窓ガラス及びそれを製造するための方法 |
| WO2018001814A1 (en) * | 2016-06-30 | 2018-01-04 | Agc Glass Europe | Laminated assembly |
| JP2018070385A (ja) * | 2016-10-24 | 2018-05-10 | 日本板硝子株式会社 | 合わせガラス |
| JP2018094949A (ja) * | 2016-12-08 | 2018-06-21 | 旭硝子株式会社 | 車両用窓ガラス及び車両用窓ガラスの製造方法 |
| JP2019084953A (ja) * | 2017-11-07 | 2019-06-06 | Agc株式会社 | 車両用のウインドシールド |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220092195A (ko) * | 2020-12-24 | 2022-07-01 | 주식회사 케이씨씨글라스 | 유리 접합체 및 유리 접합체 제조 방법 |
| KR102629033B1 (ko) * | 2020-12-24 | 2024-01-25 | 주식회사 케이씨씨글라스 | 유리 접합체 및 유리 접합체 제조 방법 |
| DE112022004088T5 (de) | 2021-08-23 | 2024-06-06 | AGC Inc. | Fahrzeugantennenvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3816130A1 (en) | 2021-05-05 |
| US20210339503A1 (en) | 2021-11-04 |
| EP3816130A4 (en) | 2022-03-23 |
| JP7339249B2 (ja) | 2023-09-05 |
| CN112334427A (zh) | 2021-02-05 |
| JPWO2020003902A1 (ja) | 2021-08-05 |
| CN112334427B (zh) | 2023-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8373067B2 (en) | Electrical connector | |
| JP6211823B2 (ja) | 自動車用ウインドウガラス及びその製造方法 | |
| EP3339022B1 (en) | Window glass for a vehicle | |
| CN107660181A (zh) | 发光信号窗玻璃、包含它的车辆及制造 | |
| WO2020003902A1 (ja) | 自動車用合わせガラス | |
| US9439245B2 (en) | Electrical connector for a laminated window | |
| JP2007504005A (ja) | 半田付け方法および半田組成物 | |
| JP2020186169A (ja) | 窓用積層板、および窓用積層板の製造方法 | |
| US12076961B2 (en) | Laminated glass | |
| EP3102000B1 (en) | Stacked plate for window and method of manufacturing stacked plate for window | |
| US20130269990A1 (en) | Contact making arrangement for conductors provided on flat structures, namely panes of glass | |
| JP5859340B2 (ja) | シール部材付きウインドウガラス | |
| JP6350533B2 (ja) | 給電構造及びそれを備えた窓用樹脂製板状体、並びに給電構造を備えた窓用樹脂製板状体の製造方法 | |
| JP2013530916A (ja) | 電気的機能および接続要素を備える積層窓ガラス | |
| CN100531477C (zh) | 具有用于钎焊连接的非透明接触表面的透明窗玻璃 | |
| JP6914809B2 (ja) | 車両用のウインドシールド | |
| JP2018094949A (ja) | 車両用窓ガラス及び車両用窓ガラスの製造方法 | |
| KR20220127934A (ko) | 평면 도체 연결 요소 | |
| US20240120130A1 (en) | Wiring member-equipped adherend | |
| CN114498160B (zh) | 薄膜接头、电器组件和汽车 | |
| KR101995405B1 (ko) | 전기 전도성 적층 접합체 | |
| JPH0745548Y2 (ja) | 防曇ガラスの給電用リード線の配設構造 | |
| TR2022010557A2 (tr) | Araç i̇çi̇n şeri̇t konektöre sahi̇p lami̇ne cam terti̇bati | |
| JPS61171642A (ja) | デアイサ付き合わせガラスの給電用電極 | |
| JPH0794032A (ja) | フラットケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19824694 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020527318 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019824694 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2019824694 Country of ref document: EP Effective date: 20210128 |