WO2018235395A1 - 転写捺染法 - Google Patents
転写捺染法 Download PDFInfo
- Publication number
- WO2018235395A1 WO2018235395A1 PCT/JP2018/014975 JP2018014975W WO2018235395A1 WO 2018235395 A1 WO2018235395 A1 WO 2018235395A1 JP 2018014975 W JP2018014975 W JP 2018014975W WO 2018235395 A1 WO2018235395 A1 WO 2018235395A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- transfer
- paper
- medium
- transfer paper
- printing method
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/003—Transfer printing
- D06P5/007—Transfer printing using non-subliming dyes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/30—Ink jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/0057—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material where an intermediate transfer member receives the ink before transferring it on the printing material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/003—Transfer printing
- D06P5/007—Transfer printing using non-subliming dyes
- D06P5/009—Non-migrating dyes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/20—Physical treatments affecting dyeing, e.g. ultrasonic or electric
- D06P5/2066—Thermic treatments of textile materials
- D06P5/2077—Thermic treatments of textile materials after dyeing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2002/012—Ink jet with intermediate transfer member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P1/00—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed
- D06P1/44—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed using insoluble pigments or auxiliary substances, e.g. binders
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P3/00—Special processes of dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form, classified according to the material treated
- D06P3/34—Material containing ester groups
- D06P3/52—Polyesters
- D06P3/54—Polyesters using dispersed dyestuffs
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/20—Physical treatments affecting dyeing, e.g. ultrasonic or electric
- D06P5/2005—Treatments with alpha, beta, gamma or other rays, e.g. stimulated rays
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/20—Physical treatments affecting dyeing, e.g. ultrasonic or electric
- D06P5/2011—Application of vibrations, pulses or waves for non-thermic purposes
Definitions
- the present invention relates to a transfer printing method of forming a design on a target printing medium such as a fabric using a transfer paper.
- a state in which the ink-adhered surface of the transfer paper on which the design is formed with a sublimation type printing ink comprising sublimation dye is opposed to the printing surface of a printing medium such as a fabric.
- a transfer printing method in which the image is heated and the design is transferred to a printing medium (see, for example, Patent Document 1).
- the design of the transfer paper is formed by a printing method such as a gravure printing method, a screen printing method, an electrophotographic printing method and an inkjet printing method.
- the pattern is often formed by an inkjet printing method because the degree of freedom of the ink used is relatively high.
- the printing ink of the direct printing method includes a dye ink and a pigment ink.
- a printing using dye ink can form a pattern excellent in coloring and color tone on a printing medium, because there are compounds of coloring materials corresponding to various colors.
- dye inks may lack fixing to the target medium. Furthermore, the lack of fixation may reduce the definition of the symbol. Therefore, in the case of dye ink, complicated post-processing such as fixation processing is required for the medium to be printed on which a pattern is formed, in order to supplement fixation.
- pigment inks are inferior in color development and color tone to dye inks, but are superior to dye inks in light resistance and water resistance. Further, since the direct printing method using the pigment ink is superior to the dye ink in fixing to the medium to be dyed, complicated post-treatment to the medium to be dyed becomes unnecessary. From such a thing, the direct textile printing method using a pigment ink attracts attention.
- a transfer printing method in which a transfer paper on which a design is formed using a sublimation printing ink is brought into close contact with a printing medium and heat-treated to transfer the ink from the transfer paper to the printing medium.
- the printing medium that can be printed by the sublimation printing ink is limited to those made of polyester fibers, and can not print those made of other fibers such as cotton and nylon.
- a transfer paper on which a pattern is formed using a disperse dye ink containing a dye which is a poorly water-soluble dye and is generally dispersed in fine particles with a dispersant is brought into close contact with a printing medium, and heat-treated
- a transfer printing method in which ink is transferred from transfer paper to a printing medium.
- printing mediums that can be printed with the disperse dye ink are almost limited to those made of hydrophobic fibers such as polyester, acetate and triacetate. Therefore, the present inventors focused attention on pigment inks which are excellent in fixing to various printing media, and developed color and definition of a pattern formed on the printing media based on a transfer printing method which makes it easy to receive the ink on the printing media. The present inventors have investigated the transfer printing method which is satisfactory, and came to the invention.
- An object of the present invention is to provide a transfer printing method using a pigment ink and having the following items.
- the medium to be dyed is not limited to polyester (generality)
- the pattern formed on the medium to be printed has sufficient color development (chromogenicity)
- the pattern formed on the medium to be dyed is sufficiently fine (fineness)
- Step of preparing transfer paper (1) step of forming a pattern on pigmented transfer paper by using pigment ink to obtain transfer paper (2), and bringing the transfer paper into close contact with the medium to be printed and heating and heating And (4) pressing (3) pressing (3) pressing the transfer paper and the medium to be dyed in close contact with each other without pressure and (4) removing the transfer paper from the medium to be dyed;
- the transfer printing method which a process (3), the said process (4), and the said process (5) have in this order.
- the present invention comprises the steps of preparing a transfer sheet (1), forming a pattern on the transfer sheet using pigment ink to obtain a transfer sheet (2), bringing the transfer sheet and the printing medium into close contact and heating. (3) applying pressure; (4) applying heat to the transfer paper and the medium to be dyed in a state of close contact without applying pressure; and (5) removing the transfer paper from the medium to be dyed It is a transfer printing method which said process (3), said process (4), and said process (5) have in this order.
- transfer paper means paper used in the transfer printing method and in a blank state before a pattern to be transferred is printed.
- Transfer paper refers to paper on which a pattern to be transferred to a textile medium is printed on the transfer paper.
- the transfer paper is not particularly limited as long as the paper can print a pattern to be transferred.
- any of uncoated paper having no coated layer and coated paper having a coated layer for favorably receiving the ink on a paper support may be used to reduce the manufacturing cost.
- various printing papers used in ordinary printing methods such as offset printing method, gravure printing method, screen printing method, electrophotographic printing method and inkjet printing method can be used.
- uncoated paper or coated paper is produced by a conventionally known method to obtain transfer paper, or various printing papers of coated paper or uncoated paper which are commercially available To obtain a transfer paper.
- uncoated paper is a chemical pulp such as LBKP (Leaf Bleached Kraft Pulp), NBKP (Needle Bleached Kraft Pulp), GP (Groundwood Pulp), PGW (Pressure GroundWood pulp), RMP (Refiner Mechanical Pulp), TMP ( Calcium carbonate and talc for at least one pulp selected from mechanical pulps such as ThermoMechanical Pulp), CTMP (ChemiThermoMechanical Pulp), CMP (ChemiMechanical Pulp), CGP (ChemiGroundwood Pulp), and recycled paper pulp such as DIP (DeInked Pulp)
- the paper-making paper is a papermaking paper from which a paper stock is blended, if necessary, with various fillers such as clay and kaolin, and further various additives such as sizing agents, fixing agents, retention agents, cationizing agents, and paper strengthening agents.
- non-coated paper includes high-quality paper obtained by subjecting papermaking paper to calendering, surface sizing with starch, polyvinyl alcohol or the like, or surface treatment. Further, non-coated paper includes high-quality paper that has been subjected to surface sizing and surface treatment and then calendered. Papermaking is carried out using a conventionally known paper machine by adjusting the stock to be acidic, neutral or alkaline. Examples of the paper machine include a Fourdrinier paper machine, a twin wire paper machine, a combination paper machine, a cylinder paper machine, a Yankee paper machine and the like.
- additives such as pigment dispersants, thickeners, flow improvers, antifoam agents, foam inhibitors, mold release agents, foaming agents, penetrants, coloring dyes, color pigments, fluorescence
- pigment dispersants thickeners, flow improvers, antifoam agents, foam inhibitors, mold release agents, foaming agents, penetrants, coloring dyes, color pigments, fluorescence
- One or more selected from the group consisting of whitening agents, UV absorbers, antioxidants, preservatives, biocides, water proofing agents, wet strength agents, dry strength agents, etc. are desired for the present invention. It can mix
- the coated paper has, for example, a coated layer on at least one side of the base paper.
- the coating layer can be provided on the base paper by coating and drying the coating layer coating liquid on the base paper.
- the method for providing the coating layer on the base paper is not particularly limited. For example, a method of coating and drying using a coating device and a drying device conventionally known in the papermaking field can be mentioned.
- the coating apparatus include a size press, a gate roll coater, a film transfer coater, a blade coater, a rod coater, an air knife coater, a comma coater, a gravure coater, a bar coater, an E bar coater, a curtain coater and the like.
- drying devices include various drying devices such as linear tunnel dryers, arch dryers, air loop dryers, hot air dryers such as sine curve air float dryers, infrared heating dryers, dryers using microwaves, etc.
- the base paper is a chemical pulp such as LBKP (Leaf Bleached Kraft Pulp), NBKP (Needle Bleached Kraft Pulp), GP (Groundwood Pulp), PGW (Pressure GroundWood pulp), RMP (Refiner Mechanical Pulp), TMP (ThermoMechanical Pulp), CTMP Calcium carbonate, talc, clay, kaolin, etc.
- the paper-making paper is a papermaking paper stock containing various additives such as sizing agents, fixing agents, retention agents, retention agents, cationizing agents, paper strengthening agents, and the like, as required.
- the base paper includes high-quality paper obtained by subjecting papermaking paper to calendering, surface sizing with starch, polyvinyl alcohol or the like, or surface treatment.
- the base paper includes high-quality paper that has been subjected to surface sizing and surface treatment and then calendered.
- Papermaking is carried out using a conventionally known paper machine by adjusting the stock to be acidic, neutral or alkaline.
- the paper machine include a Fourdrinier paper machine, a twin wire paper machine, a combination paper machine, a cylinder paper machine, a Yankee paper machine and the like.
- Other additives such as pigment dispersants, thickeners, flow improvers, antifoam agents, foam inhibitors, mold release agents, foaming agents, penetrants, coloring dyes, color pigments, fluorescence
- One or more selected from the group consisting of whitening agents, UV absorbers, antioxidants, preservatives, biocides, water proofing agents, wet strength agents, dry strength agents, etc. are desired for the present invention.
- a resin sheet support can be used in place of the base paper as long as printing is possible by an inkjet printing method or the like.
- the coating layer is not particularly limited. Preferred is a coating layer containing a resin binder and, if necessary, a white pigment and / or various additives conventionally known in the coated paper field. Examples of additives include dispersants, fixing agents, thickeners, flow improvers, antifoaming agents, mold release agents, foaming agents, penetrants, color pigments, color dyes, fluorescent brighteners, UV absorbers And antioxidants, preservatives, antibiocides, and the like.
- the coating layer can contain various adjuvants conventionally known by the transfer printing method as needed.
- the auxiliary agent is added to optimize various physical properties of the coating liquid for the coating layer, or to improve the dyeability of the transferred pigment ink.
- auxiliaries there can be mentioned, for example, various surfactants, moisturizers, wetting agents, pH adjusters, alkali agents, concentrated dyes, deaerators, reduction inhibitors and the like.
- resin binders include starch and various modified starches, cellulose derivatives such as carboxymethyl cellulose and hydroxyethyl cellulose, casein, gelatin, soy protein, pullulan, gum arabic, karaya gum, natural polymer resin such as albumin, or derivatives thereof, polyvinyl pyrrolidone , Polyvinyl alcohol and various modified polyvinyl alcohols, polyacrylamide, polyethylene imine, polypropylene glycol, polyethylene glycol, maleic acid resin, acrylic resin, methacrylic acid ester-butadiene copolymer resin, styrene-butadiene copolymer resin, Ethylene-vinyl acetate copolymer resin or functional group-modified copolymer resin with functional group-containing monomer such as carboxyl group of these resins, such as thermal resin such as melamine resin and urea resin Compound synthetic resin, polyurethane resin, unsaturated polyester resin, polyvinyl butyral, can be exemp
- white pigments examples include calcium carbonate, kaolin, talc, satin white, lithopone, titanium oxide, zinc oxide, silica, alumina, aluminum hydroxide, inorganic white pigments such as activated clay and diatomaceous earth, and organic whites such as plastic pigments Pigments can be mentioned.
- the step (2) of forming a pattern on a transfer paper using a pigment ink to obtain a transfer paper is at least one selected from the group consisting of a gravure printing method, a screen printing method and an inkjet printing method using a pigment ink
- the pattern is printed on the transfer sheet by the printing method of (1) to produce the transfer sheet on which the pattern to be transferred to the printing medium is formed.
- the method of printing the design on the transfer paper is preferably an inkjet printing method because the image quality and the degree of freedom of the ink used are relatively high.
- the pigment ink is an ink in which the coloring material is a pigment.
- the pigment of the colorant is generally in a dispersed state with respect to the solvent of the pigment ink.
- the pigment ink of the present invention comprises a pigment, which is a coloring material, and various kinds of solvents such as water and alcohol, as well as conventionally known pigment dispersants and resins, and, if necessary, penetrants, humectants, thickeners, pH adjustment Various assistants such as an agent, an antioxidant and a reducing agent can be contained.
- the pigment of the colorant may be one coated with a resin.
- the resin is preferably a resin containing a monomer having at least an anionic group such as acrylic acid or methacrylic acid.
- the method for obtaining the resin-coated pigment is, for example, the following.
- the pigment is dispersed in an aqueous solution in which the resin is dissolved in the presence of a basic compound to obtain a dispersion. From the dispersion, a resin is precipitated on the pigment surface using an ion exchange means or the like.
- a pigment ink comprising a pigment coated with a resin is preferable because it is excellent in the dispersibility of the pigment in the ink and excellent in the fixability to the printing medium.
- Pigments of coloring materials can be further roughly classified into inorganic colored pigments and organic colored pigments. Any of these may be used as the colorant.
- the pigment of the coloring material is one registered as "CI Pigment" in a database such as Color Index International.
- pigments of coloring materials carbon black, metal oxides, metal hydroxides, metal sulfides, ferrocyanides, metal chlorides and the like can be mentioned as general examples.
- organic coloring pigments azo pigments, phthalocyanine pigments, quinacridone pigments, isoindolinone pigments, dioxazine pigments, perylene pigments, perinone pigments, thioindigo pigments, anthraquinone pigments, quinophthalone pigments and the like can be mentioned.
- Examples of pigments of four primary colors (black, cyan, magenta, yellow) generally used in the ink jet printing system include C.I. I. Pigment Black 7 and the like as cyan ink C.I. I. Pigment Blue 1, C.I. I. Pigment Blue 2, C.I. I. Pigment Blue 15: 3, C.I. I. Pigment Blue 16 such as C.I. I. Pigment Red 5, C.I. I. Pigment Red 48: 2, C.I. I. Pigment Red 57: 1, C.I. I. Pigment Red 112, C.I. I. Pigment Red 122, C.I. I. Pigment Yellow as a yellow ink such as C.I. I. Pigment Yellow 1, C.I. I. Pigment Yellow 3, C.I. I. Pigment Yellow 13, C.I. I. Pigment Yellow 74, C.I. I. Pigment Yellow 83, C.I. I. Pigment Yellow 128 and the like can be mentioned.
- Sublimation type printing inks comprising sublimation dyes, and dispersion dye inks comprising dispersion dyes corresponding to “CI Disperse” in a database such as Color Index International, do not fall under the pigment ink of the present invention.
- the pigment of the coloring material preferably has an average particle size of 50 nm or more and 300 nm or less from the viewpoint of definition.
- Pigment dispersants are dispersants generally used to prepare dispersions, such as polymeric dispersants or surfactants.
- the resin include acrylic resins, styrene-acrylic copolymer resins, fluorene resins, polyurethane resins, polyolefin resins, rosin modified resins, terpene resins, polyester resins, polyamide resins, epoxy resins, Examples include vinyl chloride resins, vinyl chloride-vinyl acetate copolymer resins, and ethylene-vinyl acetate copolymer resins.
- step (3) of bringing the transfer paper and the medium to be dyed into close contact with each other and heating and pressing the surface of the transfer paper on which the design is formed with the ink attached to the side of the medium to be dyed In the state is to heat and pressurize.
- the method of heating and pressing is not particularly limited as long as it is achieved under the condition that transfer of the pigment, which is a coloring material of the pigment ink, from the transfer paper to the printing medium is achieved by bringing into close contact.
- Pressure if the following heat press method is preferably 1 kg / cm 2 or more 12 kg / cm 2 or less, 5 kg / cm 2 or more 10 kg / cm 2 or less being more preferred.
- the linear pressure is preferably 10 kg / cm or more and 150 kg / cm or less, and more preferably 20 kg / cm or more and 70 kg / cm or less.
- the reason for this is that transfer of the pigment ink can be achieved without damaging the printing medium.
- the temperature is preferably 105 ° C. or more and 220 ° C. or less, and more preferably 120 ° C. or more and 200 ° C. or less. The reason for this is that transfer of the pigment ink can be achieved without damaging the printing medium. 0.05 second or more and 15 second or less are preferable, and, as for the time to heat and pressurize, 0.2 second or more and 10 seconds or less are more preferable.
- the heating temperature is 105 ° C. or more and 220 ° C. or less, and the heating and pressurizing time is 0.05 seconds or more and 15 seconds or less. More preferably, the heating temperature is 120 ° C. or more and 200 ° C. or less, and the heating and pressurizing time is 0.2 seconds or more and 10 seconds or less.
- the close contact can be achieved, for example, by a heat press method such as a flat bed heat press, or a roll nip method such as a super calender or a soft calender. The heat can be adjusted by the press temperature or the roll temperature. Pressurization can be adjusted by press pressure or nip pressure.
- the step (4) in which the transfer paper and the medium to be dyed are in close contact with each other and then heated without being pressed is the step of heating the transfer paper in close contact and the medium to be dyed without pressure.
- the heat treatment method include a heat press method, a heat roll set method, a steam method, a thermofix method, and the like under non-pressurized conditions including lightly holding the pressure to an extent that can not be called as common sense. it can.
- the heat source of the heat treatment may include, for example, an infrared lamp, a high temperature steam, and a metal heater.
- the temperature of the heat treatment may be a temperature at which the pigment which is the coloring material of the pigment ink is fixed to the printing medium without damaging the printing medium.
- the temperature of heat processing 105 degreeC or more and 220 degrees C or less are preferable, and 120 degrees C or more and 200 degrees C or less are more preferable from a viewpoint which is hard to damage a to-be-printed medium.
- time of heat processing 10 seconds or more and 300 seconds or less are preferable, and 30 seconds or more and 180 seconds or less are more preferable.
- the temperature of the heat treatment is 105 ° C. or more and 220 ° C. or less, and the time of the heat treatment is 10 seconds or more and 300 seconds or less. More preferably, the temperature of the heat treatment is 120 ° C. or more and 200 ° C. or less, and the time of the heat treatment is 30 seconds or more and 180 seconds or less.
- the step (4) can also be achieved by a method in which the pressurization is stopped while performing the heating in the step (3).
- a heat press method there is a method of heating a transfer sheet and a medium to be in close contact without applying pressure including pressing lightly at a level that can not be called common sense.
- the minimum necessary nip pressure for conveying the product is understood as "without pressure”.
- the heat treatment of the step (4) may be either the same temperature as the step (3) or a different temperature.
- the preferable temperature and time are the temperature of 105 ° C. or more and 220 ° C. or less in the step (3) and the time of heating and pressing of 0.05 seconds or more and 15 seconds or less, and in the step (4),
- the temperature of the heat treatment is 105 ° C. to 220 ° C.
- the heat treatment time is 10 seconds to 300 seconds.
- Further preferred temperatures and times are the temperatures of 120 ° C. to 200 ° C. in the step (3) and the times of heating and pressurization of 0.2 seconds to 10 seconds, and in the step (4).
- the temperature of the heat treatment is 120 ° C. or more and 200 ° C. or less, and the time of the heat treatment is 30 seconds or more and 180 seconds or less.
- the temperature of the step (3) and the temperature of the step (4) are the same. The reason is that fixing becomes uniform in the pattern formed on the medium to be dyed.
- the step (5) of removing the transfer paper from the printing medium is physically peeling the transfer paper from the printing medium.
- the removal method is a conventionally known method and is not particularly limited.
- the transfer printing method of the present invention comprises the step (3), the step (4) and the step (5) in this order. That is, it is sufficient if step (4) is performed after step (3) and step (5) is performed after step (4). Other treatments may be performed in the middle of each step as long as the effects of the present invention are not impaired.
- the transfer printing method of the present invention preferably includes the step (6) of washing the printing medium after the step (5). In the step (6), unnecessary components of the pigment ink are removed from the printing medium, and as a result, the fixability or the definition is improved.
- the method of washing with water is a conventionally known method and is not particularly limited.
- the pigment ink By transferring the pigment ink from the transfer paper to the printing medium, a pattern can be formed on the printing medium without being limited to polyester. Furthermore, the process can be simplified without the need for pretreatment of the printing medium. It is physically difficult to transfer the pigment ink from the transfer paper to the printing medium.
- the pigment ink has color developability and definition, and the pigment ink is transferred from the transfer paper It became possible to transfer to the medium to be stained.
- the printing medium is not particularly limited to fibers.
- fibers are vegetable fibers such as cotton and hemp, animal fibers such as silk, wool, alpaca, angora, cashmere and mohair, regenerated fibers such as rayon, cupra and polynosic, semi-synthetic such as acetate, triacetate and promix
- synthetic fibers such as fibers, nylon, polyester, acrylic, polyvinyl chloride and polyurethane.
- Examples of the structure of the fiber include woven fabric, knitted fabric, non-woven fabric, etc., single spinning, mixed spinning, mixed spinning, cross-weaving and the like. Furthermore, these configurations may be combined.
- part by mass and % by mass represent “parts by mass” and “% by mass” of the dry solid content or the amount of the substantial component, respectively.
- the coating amount of the coating layer represents the dry solid content.
- Step (1) of Preparing Transfer Paper> Pulp slurry consisting of 100 parts by weight of LBKP with a freeness of 380 ml csf, 10 parts by weight of calcium carbonate as a filler, 1.2 parts by weight of amphoteric starch, 0.8 parts by weight of sulfuric acid band, 0.1 parts by weight of alkyl ketene dimer type sizing agent It was added, made into a paper with a Fourdrinier paper machine, starch oxide was attached 1.5 g / m 2 per one side on both sides with a size press, machine calendered to prepare a base paper of 80 g / m 2 basis weight .
- Coating layer coating liquid 75 parts by mass of carboxymethylcellulose (Celogen (registered trademark) 6A, manufactured by Dai-ichi Kogyo Seiyaku Co., Ltd.) and 15 parts by mass of silica (Mizkasyl (registered trademark) P527, manufactured by Mizusawa Chemical Industry Co., Ltd.) are dissolved in water and dispersed, and further urethane disper 10 parts by mass of John (Hydran (registered trademark) WLS 201: manufactured by DIC Corporation) was added to adjust the concentration of the coating solution to 13% by mass to obtain a coating layer coating solution.
- Transfer paper Coating layer Coating solution is coated using an air knife coater to a coating amount of 5 g / m 2 on one side of a base paper and dried using a hot air drier, and finally a roll of transfer paper And sheet-like transfer paper were obtained.
- the design for evaluation by (magenta, yellow, black) was printed to finally obtain a roll-like transfer sheet and a sheet-like transfer sheet.
- As the pigment ink LYOSPERSE ink manufactured by Huntsman was used.
- the dye ink 1 used was an EA ink manufactured by Kiwa Chemical Co., Ltd. as an acid ink for dyeing nylon
- the dye ink 2 was used an NOVACLON MI ink manufactured by Huntsman as a reaction ink for dyeing cotton.
- Step (4) in which the transfer paper and the printing medium are in close contact with each other and heat-treated without pressure
- the transfer paper and the printing medium were heat-treated by the following method while maintaining the close contact state.
- H2: Heating with heat press The heating temperature and time are described in Table 1. The dye ink was subjected to steaming treatment.
- Step (5) of Removing Transfer Paper from Printing Media After the heat treatment, the transfer paper was peeled off from the printing medium. No post-treatment for fixing was performed on the obtained printing medium.
- Step (6) of Washing the medium to be dyed The printing medium from which the transfer paper was removed in the step (5) was washed with running water. The presence or absence of water washing is described in Table 1.
- ⁇ Fixability> The printed medium on which the pattern was formed was washed 5 times in a fully automatic washing machine standard mode. The detergent was not used. About the pattern formed in the printing medium, before and after washing, color change change before and after washing was evaluated sensory based on the following criteria. In the present invention, if the evaluation is 2, 3 or 4, the printing medium is assumed to have fixability. 4: No discoloration was observed and it is good. 3: No noticeable color loss was observed, and generally good. 2: A slight discoloration is observed. It is a practical lower limit. 1: Decoloration is recognized and it is bad.
- ⁇ Coloring property> In the medium to be dyed, measure the color density of the solid image portion of four colors (black, cyan, magenta, yellow) using an optical densitometer (X-rite (registered trademark) 530, manufactured by Sakata Inks Engineering Co., Ltd.). Color density values were summed. The color development was judged according to the following criteria. In the present invention, if the evaluation is 2, 3 or 4, the printing medium is considered to have color development. 4: Total value is 4.0 or more 3: Total value is 3.5 or more and less than 4.0 2: Total value is 3.0 or more and less than 3.5 1: Total value is less than 3.0
- ⁇ Fineness> The definition of the pattern formed on the medium to be printed was subjected to sensory evaluation according to the following criteria. In the present invention, if the evaluation is 3 or 4, the medium to be dyed has fineness. 4: The outline of the pattern is very clear and at a good level. 3: The outline of the pattern is clear and generally good level. 2: The outline of the pattern is almost clear and at a practical level. 1: The outline of the design is not clear, and it is practically impossible level.
- Examples 1 to 31 corresponding to the transfer printing method of the present invention have versatility, simplicity, fixability, color development and definition. It is understood that Comparative Examples 1 to 8 which do not fall under the transfer printing method of the present invention can not satisfy any of these effects. Also, mainly from the comparison of Example 5, Example 12 and Example 19 with Example 7, Example 14, and Example 21, the printing medium after the step (5) of removing the transfer paper from the printing medium It can be seen that it is preferable to have the step (6) of washing with water. Also, mainly from the comparison between Examples 1, 13, 22, 23 and 26, and the comparison between Examples 9, 20, 27 and 31, the temperature of step (3) is 120 ° C. or more and 200 ° C.
- the heating and pressurizing time is 0.2 seconds or more and 10 seconds or less.
- the comparisons between Examples 3, 23, 24 and 29 and the comparisons between Examples 4, 6, 25 and 30, and in Examples 29 and 30 which are at a level that causes no problem in practice
- the color of the medium to be printed is slightly discolored, so it is preferable that the temperature for the heat treatment in step (4) is 120 ° C. or more and 200 ° C. or less, and the heat treatment time is preferably 30 seconds or more and 180 seconds or less I understand.
Abstract
汎用性、簡素性、定着性、発色性および精細性を満足する転写捺染法を提供することである。課題は、転写用紙を準備する工程(1)、前記転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)、前記転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)、転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)、および転写紙を被捺染媒体から除去する工程(5)を有し、前記工程(3)、前記工程(4)および前記工程(5)がこの順番で有する転写捺染法によって達成される。
Description
本発明は、転写紙を用いて、布帛などの被捺染媒体に図柄を形成する転写捺染法に関する。
布帛などに図柄を形成させる方法として、昇華性の染料から成る昇華型捺染インクで図柄を形成した転写紙のインクが付着した面と布帛などの被捺染媒体の捺染する面とを対向させた状態で加熱し、図柄を被捺染媒体に転写する転写捺染法が公知である(例えば、特許文献1参照)。転写紙の図柄は、グラビア印刷方式、スクリーン印刷方式、電子写真印刷方式およびインクジェット印刷方式などの印刷方式で形成する。図柄は、使用するインクの自由度が比較的高いことから、インクジェット印刷方式で形成される場合が多い。
インクジェット印刷方式などにより、直接、被捺染媒体に図柄を形成するダイレクト捺染法が知られている(例えば、特許文献2参照)。
ダイレクト捺染方法の捺染インクには、染料インクと顔料インクとがある。染料インクを使用した捺染は、種々の色に対応した色材の化合物があるために発色および色調に優れた図柄を被捺染媒体に形成することができる。しかしながら、染料インクは、被捺染媒体に対する定着が不足する場合がある。さらに、定着の不足によって図柄の精細さが低下する場合がある。従って、染料インクでは、定着を補うために、図柄が形成された被捺染媒体に対して固着処理などの煩雑な後処理が必要になる。一方、顔料インクは、染料インクに比べて発色および色調に劣るものの、耐光性、耐水性の点で染料インクよりも優れる。また、顔料インクを用いたダイレクト捺染法は、染料インクよりも被捺染媒体に対する定着に優れるために、被捺染媒体に対する煩雑な後処理が不要になる。
このようなことから、顔料インクを用いるダイレクト捺染方法が注目される。
ダイレクト捺染方法の捺染インクには、染料インクと顔料インクとがある。染料インクを使用した捺染は、種々の色に対応した色材の化合物があるために発色および色調に優れた図柄を被捺染媒体に形成することができる。しかしながら、染料インクは、被捺染媒体に対する定着が不足する場合がある。さらに、定着の不足によって図柄の精細さが低下する場合がある。従って、染料インクでは、定着を補うために、図柄が形成された被捺染媒体に対して固着処理などの煩雑な後処理が必要になる。一方、顔料インクは、染料インクに比べて発色および色調に劣るものの、耐光性、耐水性の点で染料インクよりも優れる。また、顔料インクを用いたダイレクト捺染法は、染料インクよりも被捺染媒体に対する定着に優れるために、被捺染媒体に対する煩雑な後処理が不要になる。
このようなことから、顔料インクを用いるダイレクト捺染方法が注目される。
しかし、被捺染媒体が染料インクまたは顔料インクを直接上手く受理することは困難である。そこで、ダイレクト捺染法は、染料インクまたは顔料インクに対する被捺染媒体の受理能力を向上させるために、あらかじめ被捺染媒体の前処理が必要である場合が多い。そのために、前処理の手間、コストおよび被捺染媒体の風合いが変わるなどの欠点を有する。
昇華型捺染インクを用いて図柄を形成した転写紙を、被捺染媒体に密着させて加熱処理し、インクを転写紙から被捺染媒体へ転写する転写捺染法がある。しかしながら、昇華型捺染インクで捺染できる被捺染媒体は、ポリエステル繊維からなるものに限られ、コットンやナイロンといったその他の繊維からなるものを捺染することができない。
水に難溶性の染料であり、一般的には分散剤で微粒子分散化した状態で染料を含む分散染料インクを用いて図柄を形成した転写紙を、被捺染媒体に密着させて加熱処理し、インクを転写紙から被捺染媒体へ転写する転写捺染法がある。しかしながら、分散染料インクで捺染できる被捺染媒体は、ポリエステル、アセテート、トリアセテートなどの疎水性繊維からなるものにほぼ限られる。
そこで、本発明者らは、種々の被捺染媒体に対する定着に優れる顔料インクに着目し、被捺染媒体へインクを受理させ易い転写捺染法を基に、被捺染媒体に形成した図柄の発色および精細さが満足できる転写捺染法を検討し、発明に至った。
水に難溶性の染料であり、一般的には分散剤で微粒子分散化した状態で染料を含む分散染料インクを用いて図柄を形成した転写紙を、被捺染媒体に密着させて加熱処理し、インクを転写紙から被捺染媒体へ転写する転写捺染法がある。しかしながら、分散染料インクで捺染できる被捺染媒体は、ポリエステル、アセテート、トリアセテートなどの疎水性繊維からなるものにほぼ限られる。
そこで、本発明者らは、種々の被捺染媒体に対する定着に優れる顔料インクに着目し、被捺染媒体へインクを受理させ易い転写捺染法を基に、被捺染媒体に形成した図柄の発色および精細さが満足できる転写捺染法を検討し、発明に至った。
本発明の目的は、顔料インクを用いて、下記の項目を有する転写捺染法を提供することである。
被捺染媒体がポリエステルに限定されないこと(汎用性)
被捺染媒体の前処理が不要であること(簡素性)
被捺染媒体に形成された図柄が、十分に定着すること(定着性)
被捺染媒体に形成された図柄が、十分な発色を有すること(発色性)
被捺染媒体に形成された図柄が、十分に精細であること(精細性)
被捺染媒体がポリエステルに限定されないこと(汎用性)
被捺染媒体の前処理が不要であること(簡素性)
被捺染媒体に形成された図柄が、十分に定着すること(定着性)
被捺染媒体に形成された図柄が、十分な発色を有すること(発色性)
被捺染媒体に形成された図柄が、十分に精細であること(精細性)
本発明者らは、上記の課題を解決するために鋭意研究を重ねた結果、本発明の目的は、以下により達成される。
[1]転写用紙を準備する工程(1)、前記転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)、前記転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)、転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)、および転写紙を被捺染媒体から除去する工程(5)を有し、前記工程(3)、前記工程(4)および前記工程(5)がこの順番で有する転写捺染法。
[2]前記工程(5)の後に被捺染媒体を水洗する工程(6)を有する前記[1]に記載の転写捺染法。
本発明により、汎用性、簡素性、定着性、発色性および精細性を有する転写捺染法を提供することができる。
以下に本発明を詳細に説明する。
本発明は、転写用紙を準備する工程(1)、前記転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)、前記転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)、転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)、および転写紙を被捺染媒体から除去する工程(5)を有し、前記工程(3)、前記工程(4)および前記工程(5)がこの順番で有する転写捺染法である。
本発明は、転写用紙を準備する工程(1)、前記転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)、前記転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)、転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)、および転写紙を被捺染媒体から除去する工程(5)を有し、前記工程(3)、前記工程(4)および前記工程(5)がこの順番で有する転写捺染法である。
本発明において、「転写用紙」とは、転写捺染法に用いられ、転写する図柄が印刷される前の白紙状態にある紙をいう。「転写紙」とは、転写用紙において被捺染媒体へ転写する図柄が印刷された状態にある紙をいう。
転写用紙は、転写する図柄を印刷できる用紙であれば、特に限定されない。転写用紙には、製造コスト削減のために塗工層を有しない非塗工紙および紙支持体上にインクを良好に受理するための塗工層を有する塗工紙のいずれを用いてよい。非塗工紙および塗工紙は、通常の、オフセット印刷方式、グラビア印刷方式、スクリーン印刷方式、電子写真印刷方式およびインクジェット印刷方式などの印刷方式などに使用する各種印刷用紙を用いることができる。
転写用紙を準備する工程(1)は、従来公知の方法によって非塗工紙もしくは塗工紙を製造して転写用紙を得ること、または市販される塗工紙もしくは非塗工紙の各種印刷用紙を入手して転写用紙を得ること、である。
非塗工紙は、例えば、LBKP(Leaf Bleached Kraft Pulp)、NBKP(Needle Bleached Kraft Pulp)などの化学パルプ、GP(Groundwood Pulp)、PGW(Pressure GroundWood pulp)、RMP(Refiner Mechanical Pulp)、TMP(ThermoMechanical Pulp)、CTMP(ChemiThermoMechanical Pulp)、CMP(ChemiMechanical Pulp)、CGP(ChemiGroundwood Pulp)などの機械パルプ、およびDIP(DeInked Pulp)などの古紙パルプから選ばれる少なくとも1種のパルプに、炭酸カルシウム、タルク、クレー、カオリンなどの各種填料、さらに、サイズ剤、定着剤、歩留まり剤、カチオン化剤、紙力剤などの各種添加剤を必要に応じて配合した紙料を抄造した抄造紙である。さらに非塗工紙には、抄造紙にカレンダー処理、澱粉やポリビニルアルコール等で表面サイズ処理、あるいは表面処理等を施した上質紙が含まれる。さらに非塗工紙には、表面サイズ処理や表面処理を施した後にカレンダー処理した上質紙が含まれる。
抄造は、紙料を酸性、中性またはアルカリ性に調整して、従来公知の抄紙機を用いて行われる。抄紙機の例としては、長網抄紙機、ツインワイヤー抄紙機、コンビネーション抄紙機、円網抄紙機、ヤンキー抄紙機等を挙げることができる。
紙料中には、その他の添加剤として顔料分散剤、増粘剤、流動性改良剤、消泡剤、抑泡剤、離型剤、発泡剤、浸透剤、着色染料、着色顔料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤、耐水化剤、湿潤紙力増強剤、乾燥紙力増強剤などから選ばれる1種または2種以上を、本発明の所望の効果を損なわない範囲で、適宜配合することができる。
抄造は、紙料を酸性、中性またはアルカリ性に調整して、従来公知の抄紙機を用いて行われる。抄紙機の例としては、長網抄紙機、ツインワイヤー抄紙機、コンビネーション抄紙機、円網抄紙機、ヤンキー抄紙機等を挙げることができる。
紙料中には、その他の添加剤として顔料分散剤、増粘剤、流動性改良剤、消泡剤、抑泡剤、離型剤、発泡剤、浸透剤、着色染料、着色顔料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤、耐水化剤、湿潤紙力増強剤、乾燥紙力増強剤などから選ばれる1種または2種以上を、本発明の所望の効果を損なわない範囲で、適宜配合することができる。
塗工紙は、例えば、原紙の少なくとも片面に塗工層を有する。塗工層は、原紙に塗工層塗工液を塗工および乾燥することによって原紙に設けることができる。
原紙に塗工層を設ける方法は特に限定されない。例えば、製紙分野で従来公知の塗工装置および乾燥装置を用いて塗工および乾燥する方法を挙げることができる。塗工装置の例としては、サイズプレス、ゲートロールコーター、フィルムトランスファーコーター、ブレードコーター、ロッドコーター、エアナイフコーター、コンマコーター、グラビアコーター、バーコーター、Eバーコーター、カーテンコーター等を挙げることができる。乾燥装置の例としては、直線トンネル乾燥機、アーチドライヤー、エアループドライヤー、サインカーブエアフロートドライヤー等の熱風乾燥機、赤外線加熱ドライヤー、マイクロ波等を利用した乾燥機等の各種乾燥装置を挙げることができる。
原紙は、LBKP(Leaf Bleached Kraft Pulp)、NBKP(Needle Bleached Kraft Pulp)などの化学パルプ、GP(Groundwood Pulp)、PGW(Pressure GroundWood pulp)、RMP(Refiner Mechanical Pulp)、TMP(ThermoMechanical Pulp)、CTMP(ChemiThermoMechanical Pulp)、CMP(ChemiMechanical Pulp)、CGP(ChemiGroundwood Pulp)などの機械パルプ、およびDIP(DeInked Pulp)などの古紙パルプから選ばれる少なくとも1種のパルプに、炭酸カルシウム、タルク、クレー、カオリンなどの各種填料、さらに、サイズ剤、定着剤、歩留まり剤、カチオン化剤、紙力剤などの各種添加剤を必要に応じて配合した紙料を抄造した抄造紙である。さらに原紙には、抄造紙にカレンダー処理、澱粉やポリビニルアルコール等で表面サイズ処理、あるいは表面処理等を施した上質紙が含まれる。さらに原紙には、表面サイズ処理や表面処理を施した後にカレンダー処理した上質紙が含まれる。
抄造は、紙料を酸性、中性またはアルカリ性に調整して、従来公知の抄紙機を用いて行われる。抄紙機の例としては、長網抄紙機、ツインワイヤー抄紙機、コンビネーション抄紙機、円網抄紙機、ヤンキー抄紙機等を挙げることができる。
紙料中には、その他の添加剤として顔料分散剤、増粘剤、流動性改良剤、消泡剤、抑泡剤、離型剤、発泡剤、浸透剤、着色染料、着色顔料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤、耐水化剤、湿潤紙力増強剤、乾燥紙力増強剤などから選ばれる1種または2種以上を、本発明の所望の効果を損なわない範囲で、適宜配合することができる。塗工層を有する塗工紙の場合、例えば、インクジェット印刷方式などで印刷が可能であれば、原紙に代えて樹脂シート支持体を使用することができる。
塗工層は、特に限定されない。好ましくは、樹脂バインダー、並びに必要に応じて塗工紙分野で従来公知の白色顔料および/または各種添加剤を含有する塗工層である。添加剤の例としては、分散剤、定着剤、増粘剤、流動性改良剤、消泡剤、離型剤、発泡剤、浸透剤、着色顔料、着色染料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤などを挙げることができる。さらに塗工層は、必要に応じて転写捺染法で従来公知の各種助剤を含有することができる。助剤は、塗工層塗工液の各種物性を最適化する、あるいは転写された顔料インクの染着性を向上させるため等に加えるものである。助剤は、例えば、各種界面活性剤、保湿剤、湿潤剤、pH調整剤、アルカリ剤、濃染化剤、脱気剤および還元防止剤などを挙げることができる。
樹脂バインダーの例としては、澱粉および各種変性澱粉、カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体、カゼイン、ゼラチン、大豆蛋白、プルラン、アラビアゴム、カラヤゴム、アルブミン等の天然高分子樹脂またはその誘導体、ポリビニルピロリドン、ポリビニルアルコールおよび各種変性ポリビニルアルコール、ポリアクリルアミド、ポリエチレンイミン、ポリプロピレングリコール、ポリエチレングリコール、マレイン酸系樹脂、アクリル系樹脂、メタクリル酸エステル-ブタジエン系共重合体樹脂、スチレン-ブタジエン系共重合体樹脂、エチレン-酢酸ビニル系共重合体樹脂あるいはこれらのカルボキシ基等の官能基含有単量体による官能基変性共重合体樹脂、メラミン樹脂、尿素樹脂等の熱硬化合成樹脂、ポリウレタン系樹脂、不飽和ポリエステル樹脂、ポリビニルブチラール、アルキッド樹脂ラテックス等を挙げることができる。
白色顔料の例としては、炭酸カルシウム、カオリン、タルク、サチンホワイト、リトポン、酸化チタン、酸化亜鉛、シリカ、アルミナ、水酸化アルミニウム、活性白土、珪藻土などの無機白色顔料、およびプラスチック顔料などの有機白色顔料を挙げることができる。
原紙に塗工層を設ける方法は特に限定されない。例えば、製紙分野で従来公知の塗工装置および乾燥装置を用いて塗工および乾燥する方法を挙げることができる。塗工装置の例としては、サイズプレス、ゲートロールコーター、フィルムトランスファーコーター、ブレードコーター、ロッドコーター、エアナイフコーター、コンマコーター、グラビアコーター、バーコーター、Eバーコーター、カーテンコーター等を挙げることができる。乾燥装置の例としては、直線トンネル乾燥機、アーチドライヤー、エアループドライヤー、サインカーブエアフロートドライヤー等の熱風乾燥機、赤外線加熱ドライヤー、マイクロ波等を利用した乾燥機等の各種乾燥装置を挙げることができる。
原紙は、LBKP(Leaf Bleached Kraft Pulp)、NBKP(Needle Bleached Kraft Pulp)などの化学パルプ、GP(Groundwood Pulp)、PGW(Pressure GroundWood pulp)、RMP(Refiner Mechanical Pulp)、TMP(ThermoMechanical Pulp)、CTMP(ChemiThermoMechanical Pulp)、CMP(ChemiMechanical Pulp)、CGP(ChemiGroundwood Pulp)などの機械パルプ、およびDIP(DeInked Pulp)などの古紙パルプから選ばれる少なくとも1種のパルプに、炭酸カルシウム、タルク、クレー、カオリンなどの各種填料、さらに、サイズ剤、定着剤、歩留まり剤、カチオン化剤、紙力剤などの各種添加剤を必要に応じて配合した紙料を抄造した抄造紙である。さらに原紙には、抄造紙にカレンダー処理、澱粉やポリビニルアルコール等で表面サイズ処理、あるいは表面処理等を施した上質紙が含まれる。さらに原紙には、表面サイズ処理や表面処理を施した後にカレンダー処理した上質紙が含まれる。
抄造は、紙料を酸性、中性またはアルカリ性に調整して、従来公知の抄紙機を用いて行われる。抄紙機の例としては、長網抄紙機、ツインワイヤー抄紙機、コンビネーション抄紙機、円網抄紙機、ヤンキー抄紙機等を挙げることができる。
紙料中には、その他の添加剤として顔料分散剤、増粘剤、流動性改良剤、消泡剤、抑泡剤、離型剤、発泡剤、浸透剤、着色染料、着色顔料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤、耐水化剤、湿潤紙力増強剤、乾燥紙力増強剤などから選ばれる1種または2種以上を、本発明の所望の効果を損なわない範囲で、適宜配合することができる。塗工層を有する塗工紙の場合、例えば、インクジェット印刷方式などで印刷が可能であれば、原紙に代えて樹脂シート支持体を使用することができる。
塗工層は、特に限定されない。好ましくは、樹脂バインダー、並びに必要に応じて塗工紙分野で従来公知の白色顔料および/または各種添加剤を含有する塗工層である。添加剤の例としては、分散剤、定着剤、増粘剤、流動性改良剤、消泡剤、離型剤、発泡剤、浸透剤、着色顔料、着色染料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤などを挙げることができる。さらに塗工層は、必要に応じて転写捺染法で従来公知の各種助剤を含有することができる。助剤は、塗工層塗工液の各種物性を最適化する、あるいは転写された顔料インクの染着性を向上させるため等に加えるものである。助剤は、例えば、各種界面活性剤、保湿剤、湿潤剤、pH調整剤、アルカリ剤、濃染化剤、脱気剤および還元防止剤などを挙げることができる。
樹脂バインダーの例としては、澱粉および各種変性澱粉、カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体、カゼイン、ゼラチン、大豆蛋白、プルラン、アラビアゴム、カラヤゴム、アルブミン等の天然高分子樹脂またはその誘導体、ポリビニルピロリドン、ポリビニルアルコールおよび各種変性ポリビニルアルコール、ポリアクリルアミド、ポリエチレンイミン、ポリプロピレングリコール、ポリエチレングリコール、マレイン酸系樹脂、アクリル系樹脂、メタクリル酸エステル-ブタジエン系共重合体樹脂、スチレン-ブタジエン系共重合体樹脂、エチレン-酢酸ビニル系共重合体樹脂あるいはこれらのカルボキシ基等の官能基含有単量体による官能基変性共重合体樹脂、メラミン樹脂、尿素樹脂等の熱硬化合成樹脂、ポリウレタン系樹脂、不飽和ポリエステル樹脂、ポリビニルブチラール、アルキッド樹脂ラテックス等を挙げることができる。
白色顔料の例としては、炭酸カルシウム、カオリン、タルク、サチンホワイト、リトポン、酸化チタン、酸化亜鉛、シリカ、アルミナ、水酸化アルミニウム、活性白土、珪藻土などの無機白色顔料、およびプラスチック顔料などの有機白色顔料を挙げることができる。
転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)は、顔料インクを用いて、グラビア印刷方式、スクリーン印刷方式およびインクジェット印刷方式などからなる群から選ばれる少なくとも1種の印刷方式によって転写用紙に図柄を印刷して、被捺染媒体へ転写する図柄を形成した転写紙を作製することである。転写用紙に図柄を印刷する方法は、画質および使用するインクの自由度が比較的高いことから、インクジェット印刷方式が好ましい。
顔料インクは、色材が顔料であるインクである。色材の顔料は、一般に、顔料インクの溶媒に対して分散状態にある。本発明の顔料インクは、色材である顔料、並びに水およびアルコールなどの各種溶媒に加えて従来公知の顔料分散剤、樹脂、並びに必要に応じて浸透剤、保湿剤、増粘剤、pH調整剤、酸化防止剤および還元剤などの各種助剤を含有することができる。
色材の顔料は、樹脂で被覆されたものを用いることができる。樹脂は、アクリル酸またはメタクリル酸などの少なくともアニオン基を有する単量体を含む樹脂が好ましい。樹脂で被覆された顔料を得る方法は、例えば、以下である。塩基性化合物の存在下に樹脂を溶解した水溶液に顔料を分散させて分散液を得る。前記分散液から、イオン交換手段などを利用して顔料表面に樹脂を析出させる。樹脂で被覆された顔料からなる顔料インクは、インクにおける顔料の分散性に優れること、および被捺染媒体に対する定着性に優れることから好ましい。
色材の顔料は、樹脂で被覆されたものを用いることができる。樹脂は、アクリル酸またはメタクリル酸などの少なくともアニオン基を有する単量体を含む樹脂が好ましい。樹脂で被覆された顔料を得る方法は、例えば、以下である。塩基性化合物の存在下に樹脂を溶解した水溶液に顔料を分散させて分散液を得る。前記分散液から、イオン交換手段などを利用して顔料表面に樹脂を析出させる。樹脂で被覆された顔料からなる顔料インクは、インクにおける顔料の分散性に優れること、および被捺染媒体に対する定着性に優れることから好ましい。
色材の顔料は、さらに無機着色顔料および有機着色顔料に大別できる。色材としては、これらのいずれでもよい。色材の顔料は、カラーインデックスインターナショナルなどのデータベースに「C.I.Pigment」として登録されているものである。色材の顔料は、一般的な例として、カーボンブラック、金属酸化物、金属水酸化物、金属硫化物、フェロシアン化物および金属塩化物などを挙げることができる。さらに有機着色顔料については、アゾ顔料、フタロシアニン顔料、キナクリドン顔料、イソインドリノン顔料、ジオキサジン顔料、ペリレン顔料、ペリノン顔料、チオインジゴ顔料、アンスラキノン顔料およびキノフタロン顔料などを挙げることができる。
インクジェット印刷方式において一般的に使用される4原色(ブラック、シアン、マゼンタ、イエロー)の顔料の例としては、ブラックインクとしてC.I.PigmentBlack7など、シアンインクとしてC.I.PigmentBlue1、C.I.PigmentBlue2、C.I.PigmentBlue15:3、C.I.PigmentBlue16など、マゼンタインクとしてC.I.PigmentRed5、C.I.PigmentRed48:2、C.I.PigmentRed57:1、C.I.PigmentRed112、C.I.PigmentRed122、C.I.PigmentVioret19など、イエローインクとしてC.I.PigmentYellow1、C.I.PigmentYellow3、C.I.PigmentYellow13、C.I.PigmentYellow74、C.I.PigmentYellow83、C.I.PigmentYellow128などを挙げることができる。
昇華性の染料から成る昇華型捺染インク、およびカラーインデックスインターナショナルなどのデータベースに「C.I.Disperse」に該当する分散染料から成る分散染料インクは、本発明の顔料インクに該当しない。
色材の顔料は、精細性の点から、平均粒子径が50nm以上300nm以下であることが好ましい。顔料分散剤は、一般に分散液を調製するのに用いられる分散剤、例えば、高分子分散剤または界面活性剤である。樹脂は、例えば、アクリル系樹脂、スチレン-アクリル系共重合体樹脂、フルオレン系樹脂、ポリウレタン系樹脂、ポリオレフィン系樹脂、ロジン変性樹脂、テルペン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、エポキシ系樹脂、塩化ビニル系樹脂、塩化ビニル-酢酸ビニル系共重合体樹脂、エチレン-酢酸ビニル系共重合体樹脂などを挙げることができる。
転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)は、図柄を形成した転写紙のインクが付着した面と被捺染媒体の捺染する面とを対向させて密着させ、前記密着状態で加熱および加圧することである。
加熱および加圧する方法は、密着させて顔料インクの色材である顔料を転写紙から被捺染媒体へ転写するということが達成される条件であればよく、特に限定されない。加圧は、下記ヒートプレス方式の場合、1kg/cm2以上12kg/cm2以下が好ましく、5kg/cm2以上10kg/cm2以下がより好ましい。ロールニップ方式の場合、線圧10kg/cm以上150kg/cm以下が好ましく、20kg/cm以上70kg/cm以下がより好ましい。この理由は、被捺染媒体を傷めることなく、顔料インクの転写を達成できるからである。加熱は、温度105℃以上220℃以下が好ましく、120℃以上200℃以下がより好ましい。この理由は、被捺染媒体を傷めることなく、顔料インクの転写を達成できるからである。加熱および加圧する時間は、0.05秒以上15秒以下が好ましく、0.2秒以上10秒以下がより好ましい。この理由は、被捺染媒体を傷めることなく、顔料インクの転写を達成できるからである。
より好ましくは、加熱が温度105℃以上220℃以下であり且つ加熱および加圧する時間が0.05秒以上15秒以下である。更に好ましくは、加熱が温度120℃以上200℃以下であり且つ加熱および加圧する時間が、0.2秒以上10秒以下である。
密着は、例えば、フラットベッド型のヒートプレス等のヒートプレス方式またはスーパーカレンダーやソフトカレンダー等のロールニップ方式などにより、達成できる。熱は、プレス温度またはロール温度によって調整できる。加圧は、プレス圧またはニップ圧によって調整できる。
加熱および加圧する方法は、密着させて顔料インクの色材である顔料を転写紙から被捺染媒体へ転写するということが達成される条件であればよく、特に限定されない。加圧は、下記ヒートプレス方式の場合、1kg/cm2以上12kg/cm2以下が好ましく、5kg/cm2以上10kg/cm2以下がより好ましい。ロールニップ方式の場合、線圧10kg/cm以上150kg/cm以下が好ましく、20kg/cm以上70kg/cm以下がより好ましい。この理由は、被捺染媒体を傷めることなく、顔料インクの転写を達成できるからである。加熱は、温度105℃以上220℃以下が好ましく、120℃以上200℃以下がより好ましい。この理由は、被捺染媒体を傷めることなく、顔料インクの転写を達成できるからである。加熱および加圧する時間は、0.05秒以上15秒以下が好ましく、0.2秒以上10秒以下がより好ましい。この理由は、被捺染媒体を傷めることなく、顔料インクの転写を達成できるからである。
より好ましくは、加熱が温度105℃以上220℃以下であり且つ加熱および加圧する時間が0.05秒以上15秒以下である。更に好ましくは、加熱が温度120℃以上200℃以下であり且つ加熱および加圧する時間が、0.2秒以上10秒以下である。
密着は、例えば、フラットベッド型のヒートプレス等のヒートプレス方式またはスーパーカレンダーやソフトカレンダー等のロールニップ方式などにより、達成できる。熱は、プレス温度またはロール温度によって調整できる。加圧は、プレス圧またはニップ圧によって調整できる。
転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)は、密着状態にある転写紙および被捺染媒体に対して加圧せず加熱することである。
加熱処理する方法の例としては、およそ常識的に加圧と呼べない程度の軽く押さえることを含む加圧しない条件によるヒートプレス法、ヒートロールセット法、スチーム法、サーモフィックス法などを挙げことができる。加熱処理の熱源は、例えば、赤外線ランプ、高温蒸気および金属ヒーターなどを挙げることができる。加熱処理の温度は、被捺染媒体を傷めることなく、顔料インクの色材である顔料が被捺染媒体に定着する温度であればよい。加熱処理の温度の例としては、105℃以上220℃以下が好ましく、被捺染媒体を傷め難い観点から120℃以上200℃以下がより好ましい。加熱処理の時間の例としては、10秒以上300秒以下が好ましく、30秒以上180秒以下がより好ましい。
より好ましくは、加熱処理の温度が105℃以上220℃以下であり且つ加熱処理の時間が10秒以上300秒以下である。更に好ましくは、加熱処理の温度が120℃以上200℃以下であり且つ加熱処理の時間が30秒以上180秒以下である。
また、該工程(4)は、前記工程(3)において加熱を実施しつつ加圧を停止するような方法でも達成できる。例えば、ヒートプレス方式であれば、およそ常識的に加圧と呼べない程度の軽く押さえることを含む加圧せずに密着状態にある転写紙および被捺染媒体を加熱する方法、ロールニップ方式であれば、ニップ圧が掛からない状態でヒートロールに密着状態にある転写紙および被捺染媒体を接触させる方法である。ロールニップ方式においては製品の搬送に最低限必要な程度のニップ圧は「加圧せず」と理解される。
加熱処理する方法の例としては、およそ常識的に加圧と呼べない程度の軽く押さえることを含む加圧しない条件によるヒートプレス法、ヒートロールセット法、スチーム法、サーモフィックス法などを挙げことができる。加熱処理の熱源は、例えば、赤外線ランプ、高温蒸気および金属ヒーターなどを挙げることができる。加熱処理の温度は、被捺染媒体を傷めることなく、顔料インクの色材である顔料が被捺染媒体に定着する温度であればよい。加熱処理の温度の例としては、105℃以上220℃以下が好ましく、被捺染媒体を傷め難い観点から120℃以上200℃以下がより好ましい。加熱処理の時間の例としては、10秒以上300秒以下が好ましく、30秒以上180秒以下がより好ましい。
より好ましくは、加熱処理の温度が105℃以上220℃以下であり且つ加熱処理の時間が10秒以上300秒以下である。更に好ましくは、加熱処理の温度が120℃以上200℃以下であり且つ加熱処理の時間が30秒以上180秒以下である。
また、該工程(4)は、前記工程(3)において加熱を実施しつつ加圧を停止するような方法でも達成できる。例えば、ヒートプレス方式であれば、およそ常識的に加圧と呼べない程度の軽く押さえることを含む加圧せずに密着状態にある転写紙および被捺染媒体を加熱する方法、ロールニップ方式であれば、ニップ圧が掛からない状態でヒートロールに密着状態にある転写紙および被捺染媒体を接触させる方法である。ロールニップ方式においては製品の搬送に最低限必要な程度のニップ圧は「加圧せず」と理解される。
前記工程(4)の加熱処理は、前記工程(3)と同じ温度または異なる温度のいずれでもよい。好ましい温度および時間は、前記工程(3)において、加熱が温度105℃以上220℃以下であり且つ加熱および加圧する時間が0.05秒以上15秒以下であり、並びに前記工程(4)において、加熱処理の温度が105℃以上220℃以下であり且つ加熱処理の時間が10秒以上300秒以下である。更に好ましい温度および時間は、前記工程(3)において、加熱が温度120℃以上200℃以下であり且つ加熱および加圧する時間が0.2秒以上10秒以下であり、並びに前記工程(4)において、加熱処理の温度が120℃以上200℃以下であり且つ加熱処理の時間が30秒以上180秒以下である。また好ましくは、前記工程(3)と前記工程(4)とが同じ温度である。この理由は、被捺染媒体に形成された図柄において、定着が均一になるからである。
転写紙を被捺染媒体から除去する工程(5)は、被捺染媒体から転写紙を物理的に剥離することである。除去する方法は、従来公知の方法であって、特に限定されない。
本発明の転写捺染法は、工程(3)、工程(4)および工程(5)をこの順番で有する。すなわち、工程(3)の後に工程(4)が実行され、工程(4)の後に工程(5)が実行されれば足りる。本発明の効果を損なわない限り、各工程の中間に他の処理がなされてもよい。
本発明の転写捺染法は、前記工程(5)の後に被捺染媒体を水洗する工程(6)を有することが好ましい。前記工程(6)により、不要な顔料インクの成分が被捺染媒体から除かれ、結果的に定着性または精細性が良化する。水洗する方法は、従来公知の方法であって、特に限定されない。
本発明の転写捺染法は、前記工程(5)の後に被捺染媒体を水洗する工程(6)を有することが好ましい。前記工程(6)により、不要な顔料インクの成分が被捺染媒体から除かれ、結果的に定着性または精細性が良化する。水洗する方法は、従来公知の方法であって、特に限定されない。
顔料インクを転写紙から被捺染媒体へ転写することにより、ポリエステルに限定されずに被捺染媒体へ図柄を形成することができる。さらに、被捺染媒体の前処理が必要なく、工程を簡素化することができる。顔料インクを転写紙から被捺染媒体へ転写することは物理的に困難である。しかしながら、本発明の前記工程(3)および前記工程(4)、且つ前記工程(4)の後に前記工程(5)を有することにより、発色性および精細性を有し、顔料インクを転写紙から被捺染媒体へ転写することが可能となった。
本発明において、被捺染媒体は繊維を特に限定されない。繊維の例としては、コットンおよび麻などの植物繊維、絹、羊毛、アルパカ、アンゴラ、カシミヤおよびモヘアなどの動物繊維、レーヨン、キュプラおよびポリノジックなどの再生繊維、アセテート、トリアセテートおよびプロミックスなどの半合成繊維、ナイロン、ポリエステル、アクリル、ポリ塩化ビニルおよびポリウレタンなどの合成繊維を挙げることができる。繊維の構造としては、織物、編物、不織布等の単独、混紡、混繊または交織などを挙げることができる。さらに、これらの構成が複合化してもよい。
以下、実施例によって本発明をさらに詳細に説明する。なお、本発明は、これらの実施例に限定されない。ここで「質量部」および「質量%」は、乾燥固形分量あるいは実質成分量の各々「質量部」および「質量%」を表す。塗工層の塗工量は乾燥固形分量を表す。
<転写用紙を準備する工程(1)>
(原紙)
濾水度380mlcsfのLBKP100質量部からなるパルプスラリーに、填料として炭酸カルシウム10質量部、両性澱粉1.2質量部、硫酸バンド0.8質量部、アルキルケテンダイマー型サイズ剤0.1質量部を添加して、長網抄紙機で抄造し、サイズプレス装置で両面に、酸化澱粉を片面あたり1.5g/m2付着させ、マシンカレンダー処理をして坪量80g/m2の原紙を作製した。
(原紙)
濾水度380mlcsfのLBKP100質量部からなるパルプスラリーに、填料として炭酸カルシウム10質量部、両性澱粉1.2質量部、硫酸バンド0.8質量部、アルキルケテンダイマー型サイズ剤0.1質量部を添加して、長網抄紙機で抄造し、サイズプレス装置で両面に、酸化澱粉を片面あたり1.5g/m2付着させ、マシンカレンダー処理をして坪量80g/m2の原紙を作製した。
(塗工層塗工液)
カルボキシメチルセルロース(セロゲン(登録商標)6A、第一工業製薬社製)75質量部、シリカ(ミズカシル(登録商標)P527、水澤化学工業社製)15質量部を水に溶解、分散し、更にウレタンディスパージョン(ハイドラン(登録商標)WLS201:DIC社製)を10質量部添加し、塗工液濃度を13質量%に調整して塗工層塗工液を得た。
カルボキシメチルセルロース(セロゲン(登録商標)6A、第一工業製薬社製)75質量部、シリカ(ミズカシル(登録商標)P527、水澤化学工業社製)15質量部を水に溶解、分散し、更にウレタンディスパージョン(ハイドラン(登録商標)WLS201:DIC社製)を10質量部添加し、塗工液濃度を13質量%に調整して塗工層塗工液を得た。
(転写用紙)
塗工層塗工液を、原紙の片面上に塗工量5g/m2となるようにエアナイフコーターを用いて塗工および熱風乾燥機を用いて乾燥して、最終的にロール状の転写用紙とシート状の転写用紙とを得た。
塗工層塗工液を、原紙の片面上に塗工量5g/m2となるようにエアナイフコーターを用いて塗工および熱風乾燥機を用いて乾燥して、最終的にロール状の転写用紙とシート状の転写用紙とを得た。
<転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)>
ロール状およびシート状の転写用紙に、顔料インクまたは染料インクをセットしたインクジェットプリンター(VJ-1628TD、武藤工業社製)を用いて、顔料インク(シアン、マゼンタ、イエロー、ブラック)または染料インク(シアン、マゼンタ、イエロー、ブラック)による評価用図柄を印刷し、最終的にロール状の転写紙とシート状の転写紙とを得た。
顔料インクには、Huntsman製LYOSPERSEインクを用いた。
染料インク1には、ナイロン染色用酸性インクとして紀和化学製EAインクを、染料インク2には、コットン染色用反応インクとしてHuntsman製NOVACLON MIインクを用いた。
ロール状およびシート状の転写用紙に、顔料インクまたは染料インクをセットしたインクジェットプリンター(VJ-1628TD、武藤工業社製)を用いて、顔料インク(シアン、マゼンタ、イエロー、ブラック)または染料インク(シアン、マゼンタ、イエロー、ブラック)による評価用図柄を印刷し、最終的にロール状の転写紙とシート状の転写紙とを得た。
顔料インクには、Huntsman製LYOSPERSEインクを用いた。
染料インク1には、ナイロン染色用酸性インクとして紀和化学製EAインクを、染料インク2には、コットン染色用反応インクとしてHuntsman製NOVACLON MIインクを用いた。
<転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)>
被捺染媒体として、前処理をしていないポリエステル布、コットン布およびナイロン布を用いた。転写紙の印刷面と被捺染媒体と合わせ、以下の方法で加熱および加圧をしながら密着した。P1ではロール状の転写紙を、P2ではシート状の転写紙を、用いた。
P1:ロールニップ方式(温度、圧および時間は表1に記載)
P2:ヒートプレス方式(温度、圧および時間は表1に記載)
被捺染媒体として、前処理をしていないポリエステル布、コットン布およびナイロン布を用いた。転写紙の印刷面と被捺染媒体と合わせ、以下の方法で加熱および加圧をしながら密着した。P1ではロール状の転写紙を、P2ではシート状の転写紙を、用いた。
P1:ロールニップ方式(温度、圧および時間は表1に記載)
P2:ヒートプレス方式(温度、圧および時間は表1に記載)
<転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)>
前記工程(3)の後、転写紙と被捺染媒体とが密着状態を維持したままで、以下の方法で加熱処理をした。
H1:ヒートロールに接触させて加熱
H2:ヒートプレスで加熱
加熱温度および時間は表1に記載した。
なお、染料インクにおいては、スチーミング処理を施した。
前記工程(3)の後、転写紙と被捺染媒体とが密着状態を維持したままで、以下の方法で加熱処理をした。
H1:ヒートロールに接触させて加熱
H2:ヒートプレスで加熱
加熱温度および時間は表1に記載した。
なお、染料インクにおいては、スチーミング処理を施した。
<転写紙を被捺染媒体から除去する工程(5)>
加熱処理後に、転写紙を被捺染媒体から引き剥がした。得られた被捺染媒体に対して定着に関する後処理を行わなかった。
加熱処理後に、転写紙を被捺染媒体から引き剥がした。得られた被捺染媒体に対して定着に関する後処理を行わなかった。
<被捺染媒体を水洗する工程(6)>
前記工程(5)により転写紙を除去した被捺染媒体を、流水中で水洗した。水洗の有無については表1に記載した。
前記工程(5)により転写紙を除去した被捺染媒体を、流水中で水洗した。水洗の有無については表1に記載した。
図柄が形成された被捺染媒体について、下記の項目を評価した。
<定着性>
図柄が形成された被捺染媒体を、全自動洗濯機標準モードで5回洗濯した。なお、洗剤は使用しなかった。洗濯前後について、被捺染媒体に形成された図柄について、洗濯前後の色落ち変化を下記の基準により官能評価した。本発明において、評価が2、3または4であれば、被捺染媒体は定着性を有するものとする。
4:色落ちが認められず、良好である。
3:目立った色落ちが認められず、概ね良好である。
2:僅かに色落ちが認められる。実用下限である。
1:色落ちが認められ、不良である。
図柄が形成された被捺染媒体を、全自動洗濯機標準モードで5回洗濯した。なお、洗剤は使用しなかった。洗濯前後について、被捺染媒体に形成された図柄について、洗濯前後の色落ち変化を下記の基準により官能評価した。本発明において、評価が2、3または4であれば、被捺染媒体は定着性を有するものとする。
4:色落ちが認められず、良好である。
3:目立った色落ちが認められず、概ね良好である。
2:僅かに色落ちが認められる。実用下限である。
1:色落ちが認められ、不良である。
<発色性>
被捺染媒体において、4色(ブラック、シアン、マゼンタ、イエロー)のベタ画像部を光学濃度計(X-rite(登録商標)530、サカタインクスエンジニアリング社製)を用いて色濃度を測定し、4色の色濃度値を合計した。発色性を下記の基準により判断した。本発明において、評価が2、3または4であれば、被捺染媒体は発色性を有するものとする。
4:合計の値が4.0以上
3:合計の値が3.5以上4.0未満
2:合計の値が3.0以上3.5未満
1:合計の値が3.0未満
被捺染媒体において、4色(ブラック、シアン、マゼンタ、イエロー)のベタ画像部を光学濃度計(X-rite(登録商標)530、サカタインクスエンジニアリング社製)を用いて色濃度を測定し、4色の色濃度値を合計した。発色性を下記の基準により判断した。本発明において、評価が2、3または4であれば、被捺染媒体は発色性を有するものとする。
4:合計の値が4.0以上
3:合計の値が3.5以上4.0未満
2:合計の値が3.0以上3.5未満
1:合計の値が3.0未満
<精細性>
被捺染媒体に形成された図柄について、精細性を下記の基準により官能評価した。本発明において、評価が3または4であれば、被捺染媒体は精細性を有するものとする。
4:図柄の輪郭が極めて明瞭であり、良好なレベル。
3:図柄の輪郭が明瞭であり、概ね良好レベル。
2:図柄の輪郭がほぼ明瞭であり、実用可能なレベル。
1:図柄の輪郭が明瞭でなく、実用上不可レベル。
被捺染媒体に形成された図柄について、精細性を下記の基準により官能評価した。本発明において、評価が3または4であれば、被捺染媒体は精細性を有するものとする。
4:図柄の輪郭が極めて明瞭であり、良好なレベル。
3:図柄の輪郭が明瞭であり、概ね良好レベル。
2:図柄の輪郭がほぼ明瞭であり、実用可能なレベル。
1:図柄の輪郭が明瞭でなく、実用上不可レベル。
評価結果を表1に示す。
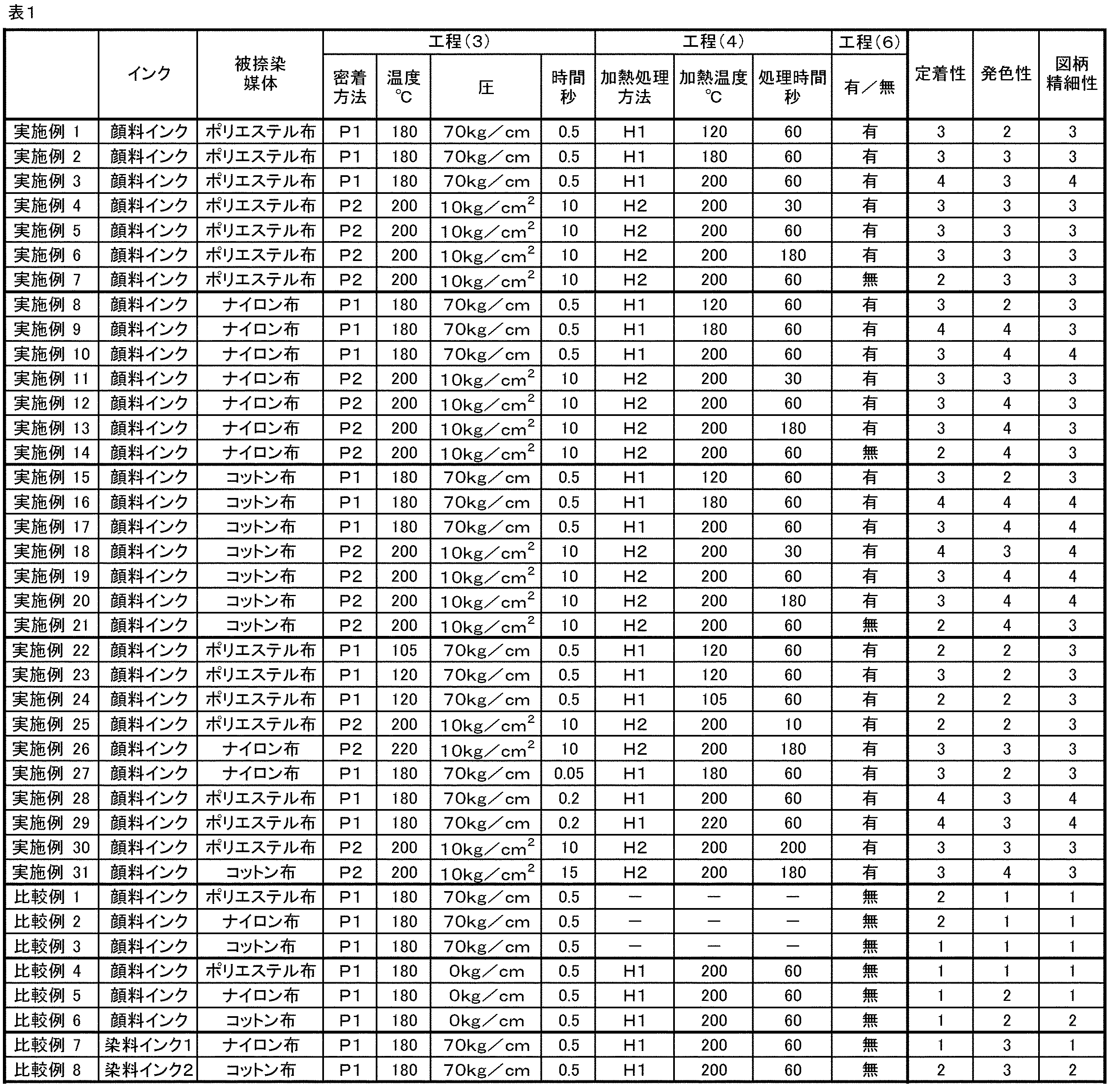
表1の結果から、本発明の転写捺染法に該当する実施例1~31は、汎用性、簡素性、定着性、発色性および精細性を有することが分かる。本発明の転写捺染法に該当しない比較例1~8は、これらの効果のいずれかを満足できないと分かる。
また主に、実施例5、実施例12および実施例19と実施例7、実施例14および実施例21との対比から、転写紙を被捺染媒体から除去する工程(5)の後に被捺染媒体を水洗する工程(6)を有することが好ましいと分かる。
また主に、実施例1、13、22、23および26の間の対比、並びに実施例9、20、27および31の間の対比から、工程(3)の温度が120℃以上200℃以下であり、加熱および加圧する時間が0.2秒以上10秒以下であることが好ましいと分かる。
また主に、実施例3、23、24および29の間の対比、並びに実施例4、6、25および30の間の対比、並びに実用上問題ないレベルであるものの実施例29および30では局所的に極僅か被捺染媒体に変色が認められることから、工程(4)の加熱処理する温度が120℃以上200℃以下であり、加熱処理する時間が30秒以上180秒以下であることが好ましいと分かる。
また主に、実施例5、実施例12および実施例19と実施例7、実施例14および実施例21との対比から、転写紙を被捺染媒体から除去する工程(5)の後に被捺染媒体を水洗する工程(6)を有することが好ましいと分かる。
また主に、実施例1、13、22、23および26の間の対比、並びに実施例9、20、27および31の間の対比から、工程(3)の温度が120℃以上200℃以下であり、加熱および加圧する時間が0.2秒以上10秒以下であることが好ましいと分かる。
また主に、実施例3、23、24および29の間の対比、並びに実施例4、6、25および30の間の対比、並びに実用上問題ないレベルであるものの実施例29および30では局所的に極僅か被捺染媒体に変色が認められることから、工程(4)の加熱処理する温度が120℃以上200℃以下であり、加熱処理する時間が30秒以上180秒以下であることが好ましいと分かる。
Claims (6)
- 転写用紙を準備する工程(1)、前記転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)、前記転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)、転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)、および転写紙を被捺染媒体から除去する工程(5)を有し、前記工程(3)、前記工程(4)および前記工程(5)がこの順番で有する転写捺染法。
- 転写用紙を準備する工程(1)、前記転写用紙に顔料インクを用いて図柄を形成して転写紙を得る工程(2)、前記転写紙と被捺染媒体とを密着させ加熱および加圧する工程(3)、加圧を解除し、転写紙と被捺染媒体とが密着状態のままで加圧せず加熱処理する工程(4)、および転写紙を被捺染媒体から除去する工程(5)を有し、前記工程(3)の後に前記工程(4)が実行され、前記工程(4)の後に前記工程(5)が実行される転写捺染法。
- 前記工程(5)の後に被捺染媒体を水洗する工程(6)を有する請求項1または2に記載の転写捺染法。
- 前記工程(3)において、加熱が温度120℃以上200℃以下であり、加熱および加圧する時間が0.2秒以上10秒以下である請求項1から3のいずれかに記載の転写捺染法。
- 前記工程(4)において、加熱処理の温度が120℃以上200℃以下であり、加熱処理の時間が30秒以上180秒以下である請求項1から3のいずれかに記載の転写捺染法。
- 前記工程(3)において、加熱が温度120℃以上200℃以下であり且つ加熱および加圧する時間が0.2秒以上10秒以下であり、並びに前記工程(4)において、加熱処理の温度が120℃以上200℃以下であり且つ加熱処理の時間が30秒以上180秒以下である請求項1から3のいずれかに記載の転写捺染法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18820407.7A EP3643833A4 (en) | 2017-06-22 | 2018-04-09 | TRANSFER PRINTING PROCESS |
| US16/620,598 US20200095726A1 (en) | 2017-06-22 | 2018-04-09 | Transfer textile printing method |
| CN201880041645.6A CN110770389A (zh) | 2017-06-22 | 2018-04-09 | 转印印染法 |
| JP2018519983A JPWO2018235395A1 (ja) | 2017-06-22 | 2018-04-09 | 転写捺染法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-121982 | 2017-06-22 | ||
| JP2017121982 | 2017-06-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018235395A1 true WO2018235395A1 (ja) | 2018-12-27 |
Family
ID=64735674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/014975 WO2018235395A1 (ja) | 2017-06-22 | 2018-04-09 | 転写捺染法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200095726A1 (ja) |
| EP (1) | EP3643833A4 (ja) |
| JP (1) | JPWO2018235395A1 (ja) |
| CN (1) | CN110770389A (ja) |
| WO (1) | WO2018235395A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50108012A (ja) * | 1974-02-04 | 1975-08-26 | ||
| JPS5249385A (en) * | 1976-10-01 | 1977-04-20 | Lewis Edward Joseph | Material for decorating textile |
| JP2004067807A (ja) | 2002-08-05 | 2004-03-04 | Seiko Epson Corp | インクジェット捺染用インク、それを用いた捺染方法及び印捺物 |
| JP2015124324A (ja) | 2013-12-27 | 2015-07-06 | セイコーエプソン株式会社 | インク組成物及び記録方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4314865Y1 (ja) * | 1966-09-14 | 1968-06-21 | ||
| ZA801283B (en) * | 1979-03-07 | 1981-03-25 | Decor Innovations | Decoration of flexible substrates |
| JP2008274516A (ja) * | 2007-03-30 | 2008-11-13 | Art:Kk | 分散染料による合成繊維材料の乾式転写捺染法並びに転写紙 |
| WO2011055817A2 (ja) * | 2009-11-09 | 2011-05-12 | Yamamoto Genshi | 繊維材料又は皮革材料のペーパー捺染法 |
| JP6257878B2 (ja) * | 2012-03-30 | 2018-01-10 | 日本製紙株式会社 | 捺染印刷用転写紙および捺染方法 |
| WO2016144350A1 (en) * | 2015-03-11 | 2016-09-15 | Hewlett-Packard Development Company, L.P. | Transfer of latex-containing ink compositions |
| JP5970588B1 (ja) * | 2015-06-15 | 2016-08-17 | 株式会社 Smi | 水性染料系印刷インキ、並びに、この水性染料系印刷インキを用いる印刷方法及び捺染法 |
-
2018
- 2018-04-09 CN CN201880041645.6A patent/CN110770389A/zh active Pending
- 2018-04-09 EP EP18820407.7A patent/EP3643833A4/en not_active Withdrawn
- 2018-04-09 WO PCT/JP2018/014975 patent/WO2018235395A1/ja unknown
- 2018-04-09 US US16/620,598 patent/US20200095726A1/en not_active Abandoned
- 2018-04-09 JP JP2018519983A patent/JPWO2018235395A1/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50108012A (ja) * | 1974-02-04 | 1975-08-26 | ||
| JPS5249385A (en) * | 1976-10-01 | 1977-04-20 | Lewis Edward Joseph | Material for decorating textile |
| JP2004067807A (ja) | 2002-08-05 | 2004-03-04 | Seiko Epson Corp | インクジェット捺染用インク、それを用いた捺染方法及び印捺物 |
| JP2015124324A (ja) | 2013-12-27 | 2015-07-06 | セイコーエプソン株式会社 | インク組成物及び記録方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3643833A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200095726A1 (en) | 2020-03-26 |
| EP3643833A1 (en) | 2020-04-29 |
| JPWO2018235395A1 (ja) | 2020-04-23 |
| EP3643833A4 (en) | 2021-03-31 |
| CN110770389A (zh) | 2020-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017217274A1 (ja) | 転写用紙 | |
| JP2017196748A (ja) | 転写用紙 | |
| JP6345096B2 (ja) | ペーパー捺染法に用いる捺染用紙 | |
| JP7328186B2 (ja) | 転写捺染用紙 | |
| US11104173B2 (en) | Transfer paper | |
| WO2018235395A1 (ja) | 転写捺染法 | |
| JP6645327B2 (ja) | 昇華型インクジェット捺染用転写紙とその製造方法 | |
| JP6514670B2 (ja) | 転写用紙 | |
| JP6488259B2 (ja) | 転写用紙 | |
| JP6656203B2 (ja) | 転写用紙 | |
| JP6829040B2 (ja) | 転写用紙 | |
| JP6514667B2 (ja) | 転写用紙 | |
| JP2019195972A (ja) | 転写用紙 | |
| JP6845820B2 (ja) | 転写用紙 | |
| JP6514669B2 (ja) | 転写用紙 | |
| JP6514674B2 (ja) | 転写用紙 | |
| JP2018202780A (ja) | 転写用紙 | |
| JP6463301B2 (ja) | 転写用紙 | |
| JP6765345B2 (ja) | 転写用紙 | |
| JP2019195921A (ja) | 転写用紙 | |
| WO2021085058A1 (ja) | 転写捺染用紙及び転写捺染法 | |
| JP2019148041A (ja) | 転写用紙 | |
| JP6912335B2 (ja) | 捺染方法 | |
| JP2019195971A (ja) | 転写用紙 | |
| JP2023181604A (ja) | 転写捺染用紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018519983 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18820407 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018820407 Country of ref document: EP Effective date: 20200122 |