WO2018142912A1 - コネクタ及びこれを備えた電気接続アセンブリの製造方法 - Google Patents
コネクタ及びこれを備えた電気接続アセンブリの製造方法 Download PDFInfo
- Publication number
- WO2018142912A1 WO2018142912A1 PCT/JP2018/000931 JP2018000931W WO2018142912A1 WO 2018142912 A1 WO2018142912 A1 WO 2018142912A1 JP 2018000931 W JP2018000931 W JP 2018000931W WO 2018142912 A1 WO2018142912 A1 WO 2018142912A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electric wire
- connection
- terminals
- connector
- wire
- Prior art date
Links
Images















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/02—Soldered or welded connections
- H01R4/021—Soldered or welded connections between two or more cables or wires
- H01R4/022—Soldered or welded connections between two or more cables or wires comprising preapplied solder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/04—Pins or blades for co-operation with sockets
- H01R13/05—Resilient pins or blades
- H01R13/055—Resilient pins or blades co-operating with sockets having a rectangular transverse section
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/59—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures
- H01R12/592—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures connections to contact elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/62—Means for facilitating engagement or disengagement of coupling parts or for holding them in engagement
- H01R13/629—Additional means for facilitating engagement or disengagement of coupling parts, e.g. aligning or guiding means, levers, gas pressure electrical locking indicators, manufacturing tolerances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/02—Soldered or welded connections
- H01R4/023—Soldered or welded connections between cables or wires and terminals
- H01R4/024—Soldered or welded connections between cables or wires and terminals comprising preapplied solder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0235—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections for applying solder
Definitions
- the present invention relates to a connector constituting an electrical connection assembly used in an automobile or the like and a method for manufacturing the electrical connection assembly including the connector.
- Patent Document 1 discloses a connector that is connected to a plurality of electric wires arranged as described above and an assembly including the connector that is connected by soldering.
- the connector described in Patent Document 1 includes a plurality of thin plate-like terminals corresponding to each of a plurality of electric wires, and a housing that holds the plurality of terminals.
- the housing has a flat terminal arrangement surface, and holds the plurality of terminals so that the plurality of terminals are exposed on the terminal arrangement surface.
- the insulation coating is removed in advance and the conductor is exposed, and the plurality of electric wires are held at a portion near the tip so that the ends of the conductor are aligned in a row. .
- a cream solder is set in advance on the surface of the terminal, and a tip of each conductor of the plurality of terminals is pressed onto the surface of the terminal by a heater in a state of being positioned on the cream solder; When the cream solder is heated, soldering between the tip of the conductor and the surface of the terminal is performed.
- the present invention is a connector constituting an electrical connection assembly including a plurality of electric wires and a connector, and a method for manufacturing the electric connection assembly including the connector, and is included in the plurality of electric wires and the connector.
- An object of the present invention is to provide a device capable of stabilizing the relative position with a terminal and ensuring high connection reliability.
- a connector constituting an electrical connection assembly including a plurality of electric wires by being connected to a plurality of electric wires each including a conductor, and a plurality of terminals corresponding to each of the plurality of electric wires And a plurality of connection members made of solder and applied to each of the plurality of terminals, and the plurality of electric wires on the plurality of terminals in a state of being arranged at intervals in the electric wire arrangement direction orthogonal to the longitudinal direction.
- An insulating housing that collectively holds the plurality of terminals in an arrangement in which the plurality of terminals are arranged in the electric wire arrangement direction so as to be connected in a conductive manner via the connection members.
- Each of the plurality of terminals includes an outer protrusion that protrudes further outward than the surface of the insulating housing, and the outer protrusion is located at a position farther outside the insulating housing than the surface of the insulating housing. It has an electric wire connection surface connectable with the conductor of an electric wire, and the said connection member adheres on the said electric wire connection surface.
- the surface of the connecting member fixed on the electric wire connection surface of at least some of the plurality of terminals is located on both sides of the electric wire arrangement direction of the electric wire, and the surface of the electric wire with respect to the electric wire connection surface. It has an uneven shape including a restricting portion that restricts relative displacement in the electric wire arrangement direction.
- FIG. 6 is a front view showing a cross section taken along line VI-VI in FIG. 5. It is a perspective view which shows the state before a ditch
- FIG. 12 is a cross-sectional side view showing the process shown in FIG. 11.
- FIG. 13 is an enlarged view of a region surrounded by a frame line XIII in FIG. 12.
- FIG. 12 is a perspective view which shows the state by which the said connection object site
- FIG. 12 is a cross-sectional front view which shows the state of FIG. It is a perspective view which shows the state with which the cover was mounted
- the electrical connection assembly includes a plurality of electric wires 10 and a connector CN for connecting the plurality of electric wires 10 to another connector.
- Each of the plurality of electric wires 10 includes a conductor 12 and an insulating film 14 covering the conductor 12 as shown in FIGS. 10 and 13.
- the plurality of electric wires 10 are connected to the connector CN in a state of being arranged in parallel to each other with an interval in the electric wire arrangement direction orthogonal to the longitudinal direction.
- the electric wire used in the present invention may be a so-called bare electric wire that does not have the insulating coating 14. Or what is called a ribbon electric wire may be comprised when the insulation coating of the adjacent electric wire mutually connects continuously through a thin-plate part.
- the connector CN includes a plurality of terminals 20 corresponding to each of the plurality of electric wires 10, an insulating housing 30 that collectively holds the plurality of terminals 20, and each of which is made of solder, and is provided to each of the plurality of terminals 20.
- Each of the plurality of terminals 20 is a male terminal composed of a single long metal plate, and includes a held portion 22, an electrical contact portion 23, and an outer side as shown in FIG.
- a protrusion 24 is provided.
- the held portion 22 is a portion held by the insulating housing 30 as described later.
- the electrical contact portion 23 is a male contact portion, and has a shape that can be fitted to the female contact portion of the counterpart terminal. Specifically, it has a shape extending linearly from the held portion 22 in a first direction to be described later.
- the outer protruding portion 24 is a portion that protrudes from the held portion 22 to the side opposite to the electric contact portion 23 and is connected to the corresponding electric wire 10 among the plurality of electric wires 10. The outer protrusion 24 will be described in detail later.
- the insulating housing 30 is formed of an insulating material such as synthetic resin, and integrally includes a terminal holding portion 32, a hood 33, and an electric wire holding portion 34.
- the terminal holding portion 32 is a portion that holds the held portion 22 of each of the plurality of terminals 20, and is in a block shape in this embodiment.
- the terminal holding portion 32 is configured to allow the electric wires 10 to be connected to the outer protrusions 24 of the plurality of terminals 20 in a conductive manner in a state where the electric wires 10 are arranged at intervals in the electric wire arrangement direction.
- the plurality of terminals 20 are collectively held in an arrangement in which the plurality of terminals 20 are arranged in the wire arrangement direction.
- the terminal holding part 32 holds the held part 22 of the terminal 20 in a state where each terminal 20 penetrates the terminal holding part 32 in a direction parallel to the first direction.
- the first direction is a direction orthogonal to both the longitudinal direction of the electric wire 10 and the electric wire arrangement direction in a state in which the electric wire 10 is connected to the terminal 20, and in the posture shown in FIG. is there. That is, in the posture shown in FIG. 12, a portion of the terminal 20 including the held portion 22 penetrates the terminal holding portion 32 in the vertical direction.
- the held portion 22 may be fixed to the terminal holding portion 32 by press-fitting the held portion 22 into a through hole provided in the terminal holding portion 32, or may be performed using an adhesive or the like. May be.
- each terminal 20 is in a direction opposite to the first direction (shown in FIG. 12) from the held portion 22 with the held portion 22 held by the terminal holding portion 32 as described above. In this posture, it extends downward) and fits in the direction with the female contact portion of the counterpart terminal.
- the hood 33 is integrally connected to the terminal holding portion 32 and has a cylindrical shape that surrounds the electrical contact portion 23 on the outer side in a direction orthogonal to the axial direction of the electrical contact portion 23 (vertical direction in the posture shown in FIG. 12). Make.
- the outer protrusion 24 of each terminal 20 integrally includes a first protrusion 26 and a second protrusion 27 as shown in FIGS.
- the first protruding portion 26 protrudes from the surface of the terminal holding portion 32 (upper surface 32a in FIG. 13) in the first direction (upward in FIG. 13).
- the second protrusion 27 is a second direction that is closer to the direction parallel to the surface of the terminal holding part 32 than the first direction from the upper end of the first protrusion 26 and is orthogonal to the wire arrangement direction. (In this embodiment, it extends in the direction parallel to the upper surface 32a; the left-right direction in FIG. 13).
- connection surface 27a is so-called soldered to the connection target portion in a state where the connection target portion, which is a specific portion of the conductor 12 of the electric wire 10, is placed on the connection member 70 (that is, It is a surface that can be electrically connected (using the connection member 70 as a connection medium).
- the wire connection surface 27a according to this embodiment extends in a direction parallel to the upper surface 32a of the terminal holding part 32.
- connection member 70 are fixed to the wire connection surfaces 27a of the plurality of terminals 20, respectively.
- the connection member 70 has a cross-sectional shape that bulges upward from the wire connection surface 27 a and is set on the wire connection surface 27 a so as to extend along the longitudinal direction of the wire 10.
- a special uneven shape specifically, a shape including a concave groove 72 as shown in FIG. 6 is provided on the surface of the connecting member 70.
- the concave groove 72 is a concave portion extending in the longitudinal direction of the electric wire 10, and by receiving the electric wire 10 fitting into the concave groove 72 as shown in FIG. 10, the electric wire arrangement direction (
- the terminal 20 has a shape that regulates relative displacement in the width direction (left and right direction in FIG. 10).
- each of the concave grooves 72 has a pair of positioning inclined surfaces 73 and 74.
- the pair of positioning inclined surfaces 73 and 74 are inclined so as to approach each other in a direction parallel to the wire arrangement direction as they go toward the bottom of the concave groove 72.
- the pair of positioning inclined surfaces 73 and 74 are positioned on both sides of the electric wire 10 in the electric wire arrangement direction and function as a restricting portion that restricts relative displacement of the electric wire 10 in the electric wire arrangement direction with respect to the electric wire connection surface 27a. .
- the protrusion dimension in which the first protrusion 26 protrudes in the first direction from the upper surface 32a of the terminal holding part 32 is appropriately set.
- the protrusion dimension is a surface of the surface of the second protrusion 27 that faces the upper surface 32a of the terminal holding portion 32, that is, an inner surface that is the surface opposite to the wire connection surface 27a ( In FIG. 13, the second projecting portion 27 is extended so that the second projecting portion 27 extends in the second direction at a position where the lower surface 27 b is spaced outward from the upper surface of the terminal holding portion 32 (upper side in FIG. 13).
- the dimension to be positioned is set.
- the protrusion dimension is set to the same dimension for all the terminals 20. Therefore, the terminal holding part 32 holds the terminal 20 so that the wire connection surfaces 27a of the terminals 20 are arranged on the same plane. Or contrary to this embodiment, a specific height difference may be given between the electric wire connection surfaces 27a.
- the arrangement of the plurality of terminals 20 can be freely set.
- the wire connection surfaces 27a of the plurality of terminals 20 are arranged in the wire arrangement direction among the plurality of terminals 20 in addition to being arranged at intervals in the wire arrangement direction.
- the held portions 22 of the plurality of terminals 20 are held so that the electric wire connection surfaces 27a of the adjacent terminals 20 are arranged with their positions shifted in the longitudinal direction of the electric wires 10 (vertical direction in FIG. 2). Specifically, in the arrangement shown in FIG.
- a plurality of outer protrusions 24 each having the electric wire connection surface 27a are arranged along three rows arranged in a direction parallel to the longitudinal direction of the electric wire 10, And the position of the electric wire connection surface 27a of the outer protrusion part 24 arrange
- column is each said electric wire arrangement direction with respect to the position of the electric wire connection surface 27a of the outer protrusion part 24 arrange
- the electric wire holding part 34 extends from the terminal holding part 32 along a direction parallel to the second direction, and each of the electric wires 10 extends in the posture in which the electric wires 10 extend along the second direction. Hold.
- the electric wire holding part 34 according to this embodiment has a plurality of parallel electric wire holding grooves 34a respectively corresponding to the plural electric wires 10, and the electric wires 10 are fitted in the electric wire holding grooves 34a.
- the electric wire 10 is supported from below.
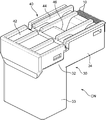
- the connector CN further includes a cover 40 as shown in FIG.
- the cover 40 is detachably attached to the insulating housing 30 so as to cover the outer protruding portion 24 of the terminal 20 and the electric wires 10 connected thereto from above.
- the cover 40 integrally includes a terminal cover portion 42 that covers the terminal holding portion 32 and an electric wire cover portion 44 that covers the electric wire holding portion 34.
- the electric wire holding portion 34 has a curved portion 36 that is curved so that the upper surface of the electric wire holding portion 34, that is, the surface on which the electric wire holding groove 34 a is formed is recessed downward at the intermediate position in the second direction.
- the lower surface of the wire cover portion 44 of the cover 40 has a curved portion 46 bulging downward corresponding to the curved portion 36.
- the bending portion 46 and the bending portion 36 have a shape capable of restraining the intermediate portion in a state where the intermediate portion of each electric wire 10 is bent downward. It effectively inhibits the tension of the electric wire 10 from acting on the connection portion between the 12 connection target portions and the electric wire connection surface 27a.
- the wire holding part 34 and the cover 40 are not essential in the present invention, and can be omitted. Conversely, when the connection target portion of the conductor 12 of each electric wire 10 is set not in the vicinity of the end of the electric wire 10 but in the intermediate portion in the longitudinal direction, on both sides of the terminal holding portion 32 in the longitudinal direction of the electric wire 10.
- the electric wire holding part 34 and the electric wire cover part 44 of the cover 40 corresponding thereto may be provided.
- the electrical connection assembly can be manufactured, for example, by a method including the following 1) electric wire preparation step, 2) connector preparation step, 3) connection step, and 4) cutting step.
- the several electric wire 10 mentioned above is prepared beforehand.
- the plurality of electric wires 10 are prepared such that the insulating coating 14 of each electric wire 10 is made of a specific synthetic resin.
- the specific synthetic resin is a synthetic resin that has an insulating property at room temperature and can be melted or decomposed at the melting temperature (for example, 380 to 400 ° C.) of the solder constituting the connecting member 70.
- the specific synthetic resin polyurethane, polyester, nylon and the like are suitable.
- the thickness of the insulating coating 14 is set to such a thickness that the insulating coating 14 can be removed and the conductor 12 can be exposed by the heating while ensuring an insulating state at room temperature. For the thickness, for example, a dimension approximating the thickness of the insulating coating in a normal enameled wire can be applied.
- This step includes the following 2-1) connecting member applying step, 2-2) terminal setting step, and 2-3) concave groove forming step.
- connection member application step The connection member 70 is fixed to the electric wire connection surfaces 27a of the plurality of terminals 20 constituting the connector CN.
- the shape of the connecting member 70 at this stage can be freely set.
- the wire connecting surface 70 has a cross-sectional shape such that the central portion of the wire connecting surface 27a rises in the width direction (direction parallel to the wire arranging direction). 27a is fixed.
- the connection member 70 may be applied to the terminal 20 by fixing the solder constituting the connection member 70 to the electric wire connection surface 27a in a solid state, or a paste-like solder (connection member). 70) may be applied to each electric wire connection surface 27a.
- Terminal setting step is a step of fixing the plurality of terminals 20 to the insulating housing 30, that is, a step of holding the plurality of terminals 20 in the insulating housing 30.
- the terminals 20 are inserted and press-fitted from above into a plurality of through holes formed in advance in the terminal holding portion 32 of the insulating housing 30 (that is, terminals surrounding the through holes).
- the held portion 22 is bitten into the inner peripheral surface of the holding portion 32), or the held portion 22 is fixed to the terminal holding portion 32 by other means such as an adhesive, whereby the terminal holding portion 32 is
- the plurality of terminals 20 are respectively fixed at the positions.
- the terminal setting step may be performed before the connection member applying step. That is, the connection member 70 may be applied in a state where the plurality of terminals 20 are respectively held in the insulating housing 30. However, when the application of the connection member 70 is performed with heating of the connection member 70 (heating exceeding the melting point of the solder), the insulation housing 30 is in a state where the terminals 20 are already held by the insulation housing 30. Therefore, heat resistance sufficient to withstand the heating is required, and the material of the insulating housing 30 is restricted accordingly. Accordingly, the connecting member application step is performed before the terminal setting step, that is, the connection members 70 are applied to the plurality of terminals 20 before the plurality of terminals 20 are set in the insulating housing 30. Is more preferable.
- Concave groove forming step This step is a step of plastically deforming each of the connection members 70 in the state shown in FIG. 8 to shape them into a shape as shown in FIG. A step of forming the concave groove 72.
- the plastic deformation of each connecting member 70 made of solder as described above is performed, for example, by pressing a die having a shape corresponding to the concave groove 72 (in this embodiment, a substantially V-shaped die) to the connecting member 70. Can be easily generated.
- the shape of the groove 72 can be freely set by selecting the shape of the mold.
- This concave groove forming step may be performed before or simultaneously with the terminal setting step and the connecting member applying step.
- the concave groove 72 may be formed after the connection member 70 is applied to each terminal 20 and before the terminal 20 is held by the insulating housing 30, or the concave groove 72 is already formed.
- the member 70 may be fixed to the electric wire connection surface 27 a of the terminal 20.
- the groove forming step is performed after the connection member applying step and the terminal setting step, that is, the positioning of the plurality of terminals 20 with respect to the insulating housing 30 by holding the plurality of terminals 20 by the insulating housing 30.
- Forming the concave groove 72 in a state where the plurality of terminals 20 are already positioned is not only the positioning of each terminal 20 and the electric wire 10 corresponding to the terminal 20 but also the insulating housing 30.
- the concave groove forming step may be performed for all the terminals 20 included in the connector CN, or may be performed for only some of the terminals 20 among the terminals 20. That is, the concave groove 72 may be formed only in a part of the connection members 70. For example, when the widths of the wire connection surfaces of the plurality of terminals and the connection members fixed to the terminals differ depending on the terminals, the concave grooves may be formed only in the small connection members that require particularly high positioning accuracy. .
- connection process includes a connection target portion set in each conductor 12 of the plurality of electric wires 10 in a state where the plurality of electric wires 10 are arranged at intervals in the electric wire arrangement direction. This is a step of electrically connecting the corresponding wire connection surfaces 27a of the respective terminals 20.
- the connection process according to this embodiment includes the following 3-1) wire engagement process and 3-2) connection member melting process.
- This step corresponds to the connection member whose surface includes the restricting portion of the connection member 70 (in this embodiment, all connection members 70 in which the concave groove 72 is formed).
- the step of restricting the relative displacement of the electric wire 10 in the electric wire arrangement direction with respect to the connecting member 70 by engaging the connection target portion of the electric wire and the concave groove 72, that is, the electric wire of each terminal 20 Determining the relative position of the electric wire 10 with respect to the connection surface 27a.
- the plurality of electric wires 10 are set in the intermediate region in the longitudinal direction of the plurality of electric wires 10 while maintaining the state in which the electric wires 10 are arranged at intervals in the electric wire arrangement direction as shown in FIG.
- the connection target part that is being connected is fitted into the concave grooves 72 with the connection target part being covered by the insulating coating 14.
- the plurality of electric wires 10 are held at positions on both outer sides of the connection target part, more preferably both ends of the connector CN in the front-rear direction (the second direction and the direction parallel to the electric wire longitudinal direction). This is done by holding the outer position. In the holding, it is preferable that the electric wires 10 are fitted into the concave grooves 72 while an appropriate tension is applied to each of the electric wires 10.
- the holding can be performed by, for example, a bobbin around which the plurality of electric wires 10 are wound, a holding tool that holds the electric wires 10 from both sides in a direction orthogonal to both the longitudinal direction and the electric wire arrangement direction, and the like. is there.
- the concave groove 72 has a pair of left and right positioning inclined surfaces 73 and 74, the connection target portion of each electric wire 10 is guided between the positioning inclined surfaces 73 and 74. It is smoothly inserted into the concave groove 72, and in the state after the insertion, it is positioned at an appropriate position on the wire connection surface 27a (generally, the width direction of the wire connection surface 27a, that is, the central position in the wire arrangement direction). At the same time, deviation from the position in the wire arrangement direction is restricted. This increases the reliability of the connection between the electric wire 10 and the electric wire connection surface 27a.
- the concave groove 72 extends in a direction (second direction) parallel to the longitudinal direction of the electric wire 10, not only the positioning of the connection target portion of the electric wire 10 in the electric wire arrangement direction but also the connection target portion. It is possible to hold the posture in a preferable posture (that is, a posture extending in the second direction).
- connection member melting step This step remains in the engaged state, that is, in a state where the connection target portion (of the conductor 12) of the electric wire 10 is fitted in the concave groove 72 of the connection member 70.
- the solder constituting the connection member 70 is heated and melted to electrically connect the connection target portion and the wire connection surface 27a through the connection member 70 as a medium.
- a portion of the insulating coating 14 of each electric wire 10 that covers the connection target portion of the conductor 12 is heated together with the connection member 70, thereby melting the insulating coating 14 covering the connection target portion.
- connection member 70 between the conductor 12 exposed by the disassembly and the conductor 12 exposed by removing the insulating coating 14 and the wire connection surface 27a to which the connection member 70 including the concave groove 72 is fixed is used. Mediating electrical connection is achieved simultaneously.
- the pressing and heating of the electric wire 10 against the electric wire connecting surface 27a can be efficiently performed using the heater 50 shown in FIGS.
- the heater 50 has a flat lower surface constituting the heating surface 52.
- the heating surface 52 is pressed against the electric wires 10 set on the electric wire connection surfaces 27a via the connection members 70, that is, the heating surface 52 and the electric wire connection surfaces 27a.
- the heating surface 52 is pressed toward the plurality of wire connection surfaces 27a with the plurality of connection target portions and the connection member 70 respectively sandwiched between the plurality of wire connection surfaces 27a.
- the melting by heating of the connecting member 70 by the heater 52 and the melting or decomposition of the insulating coating 14 by heating of the insulating coating 14 covering the connection target site are simultaneously performed. Melting or decomposing the insulating coating 14 allows the insulating coating 14 to be removed from the surface of the conductor 12.
- connection member 70 thus melted is solidified by subsequent natural cooling or forced cooling, so that the connection member 70 is in direct contact with the connection target portion of the conductor 12 as shown in FIGS. 14 and 15. While holding 70, it is fixed in a shape that forms an electrical connection between the connection target portion and the terminal 20. That is, the connection member 70 functions as a positioning member that positions the electric wire 10 with respect to the electric wire connection surface 27a before the heating, and connects the electric wire connection surface 27a and the conductor 12 of the electric wire 10 by the heating. Function as a connection medium. In addition, the transition from the positioning state to the connection state can be efficiently performed by a simple operation of melting the connection member 70 by heating.
- the terminal holding portion 32 of the insulating housing 30 holds the terminals 20 so that the electric wire connection surfaces 27a are arranged on the same plane, that is, the terminals 20 are the flat surfaces. Since the arrangement terminals are configured, the plurality of connection members 70 are simultaneously and uniformly heated using a single flat heating surface 52 to connect the electric wire connection surfaces 27 a and the conductors 12 of the electric wires 10. It is possible to make good simultaneous connection with the site.
- each said wire connection surface 27a is provided in the outer side protrusion part 24 which protrudes on the outer side (in FIG. 13 etc.) of the said terminal holding part 32 from the upper surface 32a of the terminal holding part 32.
- an appropriate portion is cut in the longitudinal direction of the electric wire 10.
- This cutting can be efficiently performed by, for example, sandwiching the electric wire 10 at an appropriate cutting position and shearing in a direction orthogonal to the longitudinal direction of the electric wire 10 and the electric wire arrangement direction with a pair of cutting tools. is there.
- the connector CN according to the embodiment is connected to the terminals of the plurality of electric wires 10, and thus each electric wire 10 is positioned on the opposite side of the electric wire holding portion 34 with the terminal holding portion 32 in between ( Preferably, it is cut at a position immediately adjacent to the outer surface of the terminal holding portion 32.
- a cover 40 as shown in FIG. 16 is attached as necessary to complete the electrical connection assembly. Note that the cutting step and the attachment of the cover 40 are not essential in the present invention, and can be omitted as appropriate.
- the present invention is not limited to the embodiment described above.
- the present invention includes, for example, the following forms.
- connection member The specific shape of the recessed part formed in a connection member is not limited.
- the said shape should just be a shape including the control part which controls the displacement of the said electric wire arrangement direction of the said electric wire by accept
- the concave portion is, for example, a concave groove surrounded by a bottom wall on a plane and a pair of side walls rising from both ends in the width direction of the bottom wall, that is, a concave groove having a rectangular cross section opening upward.
- the concave groove having a pair of positioning inclined surfaces as shown in the embodiment has an advantage that the positioning inclined surfaces can reliably contact the outer peripheral surface of the electric wire and can be positioned more accurately. .
- the surface shape of the connecting member according to the present invention is not limited to the concave shape including the concave portion into which the conductor of the electric wire is fitted as described above, and the concave and convex portions including the restriction portion that regulates the relative displacement of the electric wires in the electric wire arrangement direction.
- the restriction portion may be a protrusion formed at an interval in the longitudinal direction of the electric wire on both sides of the electric wire.
- it may include a first wall that stands upright on one side of the electric wire and a second wall that stands upright on the other side of the electric wire at a position shifted from the first wall in the electric wire longitudinal direction.
- the position of the restricting portion in the width direction of the wire connection surface is not limited.
- the connecting member is plastically deformed so that a part of the connecting member protrudes to the outside of both ends in the width direction of the electric wire connecting surface, and the restricting portion is formed in the protruding portion. It is also possible to hold an electric wire having a diameter larger than the width.
- connection member is not limited to the thing by plastic deformation of solder which constitutes the connection member concerned.
- the regulation part can be formed, for example, by removing the connection member, preforming with a mold, or arranging a plurality of solder pieces on the wire connection surface.
- connection member 70 is melted by heating with a heater and simultaneously with the melting or decomposition of the insulating coating 14 from the surface of the conductor 12.
- the removal is performed, the removal of the insulating coating 14 may be performed in advance before heating. That is, the insulating coating is removed in advance before the connecting step by a so-called skinning process so as to expose the connection target portion of the conductor set in each of the plurality of electric wires, and the conductor exposed as described above in the connecting step Soldering with an electric wire connection surface may be performed directly.
- the material constituting the insulating coating does not necessarily have to be melted or decomposed. Needless to say, it is not necessary to remove the insulation coating when each wire is a bare wire.
- a connector constituting an electrical connection assembly including a plurality of electric wires and a connector and a method for manufacturing an electrical connection assembly including the connector, which effectively uses a connection member made of solder The thing which can ensure high connection reliability by utilizing and stabilizing the relative position of the said several electric wire and the terminal contained in the said connector is provided.
- a connector constituting an electrical connection assembly including a plurality of electric wires by being connected to a plurality of electric wires each including a conductor, and a plurality of terminals corresponding to each of the plurality of electric wires And a plurality of connection members made of solder and applied to each of the plurality of terminals, and the plurality of electric wires on the plurality of terminals in a state of being arranged at intervals in the electric wire arrangement direction orthogonal to the longitudinal direction.
- An insulating housing that collectively holds the plurality of terminals in an arrangement in which the plurality of terminals are arranged in the electric wire arrangement direction so as to be connected in a conductive manner via the connection members.
- Each of the plurality of terminals includes an outer protrusion that protrudes further outward than the surface of the insulating housing, and the outer protrusion is located at a position farther outside the insulating housing than the surface of the insulating housing. It has an electric wire connection surface connectable with the conductor of an electric wire, and the said connection member adheres on the said electric wire connection surface.
- the surface of the connecting member fixed on the electric wire connection surface of at least some of the plurality of terminals is located on both sides of the electric wire arrangement direction of the electric wire, and the surface of the electric wire with respect to the electric wire connection surface. It has an uneven shape including a restricting portion that restricts relative displacement in the electric wire arrangement direction.
- connection member made of solder As described above is positioned on both sides of the electric wire in the electric wire arrangement direction and restrains it, so that the connection member and the connection member are fixed. Furthermore, the relative position of the electric wire with respect to the electric wire connection surface can be stabilized. Then, by melting the connecting member in this state, the conductor of the electric wire and the electric wire connecting surface can be connected through the connecting member, and the connection member is then solidified, so that high connection reliability is achieved. Can be obtained. That is, according to the present invention, using the connecting member for connecting the electric wire connection surface of the terminal and the corresponding electric wire conductor, positioning of the electric wire with respect to the electric wire connection surface, in particular, the electric wire arrangement direction Positioning can be achieved.
- the shape of the surface of the connection member includes a recess having a shape that restricts displacement of the wire in the wire arrangement direction by accepting the corresponding wire to be fitted, and an inner surface of the recess is the restriction What constitutes the part is suitable.
- the said recessed part stabilizes the relative position about the said wire arrangement direction of the said electric wire with respect to the said electric wire connection surface to which the said connection member and the said connection member adhere by accepting the fitting of the electric wire to the said recessed part. Can do.
- the concave portion is a concave groove extending in a direction parallel to the longitudinal direction of the electric wire.
- the concave groove not only has a relative position in the electric wire arrangement direction of the electric wire with respect to the electric wire connection surface to which the connection member is fixed, but also an attitude of the electric wire on the electric wire connection surface (a direction in which the electric wire extends). It can be stabilized.
- the concave groove has a pair of positioning inclined surfaces that incline toward the bottom of the concave groove so as to approach each other in a direction parallel to the wire arrangement direction.
- the pair of positioning inclined surfaces can surely come into contact with the electric wire fitted in the concave groove between the pair of positioning inclined surfaces, and positioning of the electric wire with respect to the electric wire connection surface by the contact. Make sure.
- the present invention also provides a method for manufacturing an electrical connection assembly including a plurality of electric wires and the connector.
- This method includes a connector preparation step of preparing the connector, and a connection target portion set in each conductor of the plurality of electric wires in a state where the plurality of electric wires are arranged at intervals in the electric wire arrangement direction. And a connecting step of electrically connecting the corresponding electric wire connecting surfaces.
- the connection step includes the connection member such that relative restriction in the wire arrangement direction of the connection target portion of the electric wire corresponding to the connection member including the restriction portion among the connection members is restricted by the restriction portion.
- the relative position of the electric wire with respect to the electric wire connecting surface to which the connecting member is fixed is determined by engaging the electric wire, and the solder constituting the connecting member is heated in the engaged state. And electrically connecting the connection object part and the electric wire connection surface via the connection member by melting.
- the relative position of the connection target portion with respect to the wire connection surface of the terminal to which the connection member is fixed can be stabilized by engaging the connection member having the restriction portion and the connection target portion of the electric wire.
- the connection member having the restriction portion and the connection target portion of the electric wire In addition to being able to efficiently connect electrically the connection object part and the wire connection surface through the connection member by heating and melting the solder constituting the connection member in that state. it can.
- the connector preparing step includes fixing the connection member to each of the wire connection surfaces of the plurality of terminals, holding the plurality of terminals on the insulating housing, and at least a part of the plurality of terminals. It is preferable to include plastically deforming the connection member fixed to the wire connection surface of the terminal to form the restricting portion on the surface of the connection member. According to this method, it is possible to easily form a restricting portion having a preferable shape by plastic deformation of the connecting member using the characteristics of the solder constituting the connecting member.
- the restricting portion is formed after the plurality of terminals are held by the insulating housing.
- the holding portion is held by the insulating housing, and the regulating portion is formed in a state where the positioning of the plurality of terminals with respect to the insulating housing and the positioning of the plurality of terminals are performed.
- the positioning accuracy of the electric wire with respect to the insulating housing and the positioning accuracy of the plurality of electric wires can be improved.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
Abstract
複数本の電線とコネクタに含まれる端子との相対位置を安定させて高い接続信頼性を確保することが可能な電気接続アセンブリのコネクタが提供される。コネクタは、電線配列方向に並ぶ複数の電線(10)のそれぞれに対応する複数の端子(20)と、絶縁ハウジングと、端子(20)に付与される接続部材(70)と、を備える。各端子(20)は電線接続面(27a)を有する。接続部材(70)は、はんだからなって電線接続面(27a)に固着され、電線(10)の導体(12)と電線接続面(27a)との電気的接続を行う。接続部材(70)の表面は、電線接続面(27a)に対する電線(10)の電線配列方向への相対変位を規制する規制部(73,74)を含む凹凸形状を有する。
Description
本発明は、自動車等に使用される電気接続アセンブリを構成するコネクタ及びこれを備えた電気接続アセンブリを製造するための方法に関する。
自動車等に用いられる配線材として、複数本の電線がその軸方向と直交する特定方向に配列された偏平状のものが知られている。当該配線材に含まれる前記複数本の電線を他の回路に接続する手段として、当該複数本の電線を端子及びハウジングを含むコネクタの当該端子に接続することが、行われる。
前記のように配列された複数本の電線に接続されるコネクタ及びこれを備えたアセンブリとして、当該接続がはんだ付けによって行われるものが特許文献1に記載されている。当該特許文献1に記載されるコネクタは、複数の電線のそれぞれに対応する薄板状の複数の端子と、当該複数の端子を保持するハウジングと、を備える。当該ハウジングは平坦な端子配列面を有し、当該端子配列面上で前記複数の端子が露出するように当該複数の端子を保持する。一方、複数本の電線のそれぞれの端末では予め絶縁被覆が除去されて導体が露出しており、当該導体の先端が一列に揃うように前記複数本の電線が当該先端に近い部位で保持される。
前記コネクタにおいて、前記端子の表面に予めクリームはんだがセットされており、前記複数本の端子のそれぞれの導体の先端が前記クリームはんだ上に位置決めされた状態でヒータにより前記端子の表面に押圧されかつ前記クリームはんだが加熱されることにより、当該導体の先端と前記端子の表面とのはんだ付けが行われる。
前記のようなアセンブリの製造では、複数の電線をまとめて保持しながら当該複数の電線のそれぞれの端末において導体が露出した部分を複数の端子の表面の上に載せて両者のはんだ付けが行われるので、各端子に対する各電線の端末の相対位置が不安定である。このように、各端子に対して各端末をはんだ付けする位置が不安定であることは、当該端子と当該端子との接続の信頼性の向上の妨げとなる。この課題は、電線の細径化及び端子の小型化が進むにつれてより深刻となる。
本発明は、複数本の電線とコネクタとを備えた電気接続アセンブリを構成するコネクタ及びこれを備えた電気接続アセンブリを製造するための方法であって、当該複数本の電線と当該コネクタに含まれる端子との相対位置を安定させて高い接続信頼性を確保することが可能なものを提供することを目的とする。
提供されるのは、それぞれが導体を含む複数の電線と接続されることにより、当該複数の電線を含む電気接続アセンブリを構成するコネクタであって、前記複数の電線のそれぞれに対応する複数の端子と、はんだからなり、前記複数の端子のそれぞれに付与される複数の接続部材と、前記複数の電線がその長手方向と直交する電線配列方向に間隔をおいて並んだ状態で前記複数の端子にそれぞれ前記接続部材を介して導通可能に接続されることを可能にするように前記複数の端子が前記電線配列方向に並ぶ配列で前記複数の端子を一括して保持する絶縁ハウジングと、を備える。前記複数の端子のそれぞれは、前記絶縁ハウジングの表面よりもさらに外側に突出する外側突出部を含み、当該外側突出部は、前記絶縁ハウジングの表面よりも前記絶縁ハウジングの外側に離れた位置で前記電線の導体と接続可能な電線接続面を有し、当該電線接続面上に前記接続部材が固着される。前記複数の端子のうちの少なくとも一部の端子の前記電線接続面上に固着される前記接続部材の表面は、前記電線の前記電線配列方向の両側に位置して前記電線接続面に対する前記電線の前記電線配列方向の相対変位を規制する規制部を含む凹凸形状を有する。
本発明の好ましい実施の形態を、図面を参照しながら説明する。
図1~図16は本発明の実施の形態に係る電気接続アセンブリ及びその製造方法を示す。前記電気接続アセンブリは、複数本の電線10と、当該複数本の電線10を他のコネクタに接続するためのコネクタCNと、を備える。
前記複数本の電線10のそれぞれは、図10及び図13にも示すように、導体12と、当該導体12を被覆する絶縁被膜14と、を有する。前記複数本の電線10は、その長手方向と直交する電線配列方向に間隔をおいて互いに平行に並んだ状態で前記コネクタCNに接続される。本発明において用いられる電線は、前記絶縁被膜14を有しない、いわゆる裸電線であってもよい。あるいは、互いに隣接する電線の絶縁被覆同士が薄板部分を介して相互に一体に連なることにより、いわゆるリボン電線を構成するものであってもよい。
前記コネクタCNは、前記複数の電線10のそれぞれに対応する複数の端子20と、当該複数の端子20をまとめて保持する絶縁ハウジング30と、それぞれがはんだからなり、前記複数の端子20にそれぞれ付与される複数の接続部材70と、を備える。
この実施の形態に係る前記複数の端子20のそれぞれは、単一の長尺な金属板により構成された雄型端子であり、図4に示すような被保持部22、電気接触部23及び外側突出部24を有する。前記被保持部22は後述のように前記絶縁ハウジング30に保持される部位である。前記電気接触部23は、この実施の形態では雄型の接触部であって相手方端子の雌型の接触部と嵌合可能な形状を有する。具体的には、前記被保持部22から後述の第1方向に直線状に延びる形状を有する。前記外側突出部24は、前記被保持部22から前記電気接触部23と反対の側に突出して前記複数の電線10のうちの対応する電線10に接続される部位である。当該外側突出部24については後に詳述する。
前記絶縁ハウジング30は、合成樹脂等の絶縁材料により成形されたもので、端子保持部32と、フード33と、電線保持部34と、を一体に有する。
前記端子保持部32は、前記複数の端子20のそれぞれの前記被保持部22を保持する部位であり、この実施の形態ではブロック状をなす。当該端子保持部32は、電線10が前記の電線配列方向に間隔をおいて並んだ状態で前記複数の端子20の外側突出部24にそれぞれ導通可能に接続されることを可能にするように前記複数の端子20を当該複数の端子20が前記電線配列方向に並ぶ配列で一括して保持する。
具体的に、当該端子保持部32は、当該端子保持部32を前記各端子20が前記第1方向と平行な方向に貫通する状態で当該端子20の被保持部22を保持する。前記第1方向は、前記端子20に前記電線10が接続された状態において当該電線10の長手方向及び電線配列方向の双方に対して直交する方向であり、図12に示される姿勢では上方向である。つまり、図12に示される姿勢において前記端子20のうち前記被保持部22を含む部分が前記端子保持部32を上下方向に貫通する。当該端子保持部32への当該被保持部22の固定は、当該端子保持部32に設けられた貫通孔への当該被保持部22の圧入により行われてもよいし、接着剤等により行われてもよい。
前記各端子20の電気接触部23は、前記のように被保持部22が前記端子保持部32に保持された状態で当該被保持部22から前記第1方向と反対の方向(図12に示される姿勢では下方向)に延び、当該方向に前記相手方端子の雌型接触部と嵌合する。前記フード33は、前記端子保持部32と一体につながり、前記電気接触部23の軸方向(図12に示される姿勢では上下方向)と直交する方向の外側で当該電気接触部23を囲む筒状をなす。
前記各端子20の外側突出部24は、図4,図5及び図13に示すような第1突出部26及び第2突出部27を一体に有する。前記第1突出部26は、前記端子保持部32の表面(図13では上面32a)から前記第1方向(図13では上方向)に突出する。前記第2突出部27は、前記第1突出部26の上端から前記第1方向よりも前記端子保持部32の表面と平行な方向に近い方向であって前記電線配列方向と直交する第2方向(この実施の形態では前記上面32aと平行な方向;図13では左右方向)に延びる。
前記第2突出部27の表面のうち、前記端子保持部32の表面(図13では上面32a)と反対側の面である外側面(図13では上面)は電線接続面27aを構成する。当該電線接続面27aは、その上に前記電線10の導体12の特定の部位である接続対象部位が前記接続部材70を介して載せられた状態で当該接続対象部位といわゆるはんだ付けにより(つまり前記接続部材70を接続媒体として)電気的に接続されることが可能な面である。この実施の形態に係る電線接続面27aは、前記端子保持部32の上面32aと平行な方向に延びる。
前記複数の接続部材70は、前記複数の端子20の電線接続面27aにそれぞれ固着される。当該接続部材70は、前記電線接続面27aから上向きに膨出するような断面形状を有し、前記電線10の長手方向に沿って延びるように前記電線接続面27aの上にセットされている。
さらに、このコネクタCNの特徴として、前記接続部材70の表面に特別な凹凸形状、具体的には図6に示すような凹溝72を含む形状が与えられている。当該凹溝72は、前記電線10の長手方向に延びる凹部であり、当該凹溝72に図10に示すように前記電線10が嵌まり込むのを受け入れることにより当該電線10の前記電線配列方向(端子20の幅方向;図10では左右方向)の相対変位を規制する形状を有する。
図6に示すように、前記各凹溝72は、一対の位置決め傾斜面73,74を有する。当該一対の位置決め傾斜面73,74は、当該凹溝72の底部に向かうに従って互いに前記電線配列方向と平行な方向に近づく向きに傾斜する。当該一対の位置決め傾斜面73,74は、前記電線配列方向について前記電線10の両側に位置して当該電線10の前記電線接続面27aに対する前記電線配列方向の相対変位を規制する規制部として機能する。
前記第1突出部26が前記端子保持部32の上面32aよりも前記第1方向に突出する突出寸法は、適宜設定される。この実施の形態では、前記突出寸法は、前記第2突出部27の表面のうち前記端子保持部32の上面32aと対向する面、つまり前記電線接続面27aと反対側の面である内側面(図13では下面)27b、が当該端子保持部32の上面から外側(図13では上側)に離間した位置で前記第2突出部27が前記第2方向に延びるように当該第2突出部27を位置させる寸法に設定されている。当該突出寸法は、全ての端子20について同一の寸法に設定されている。従って、当該端子保持部32は、前記各端子20の電線接続面27aが同一平面上に並ぶように当該端子20を保持する。あるいは、この実施の形態とは逆に、当該電線接続面27a同士の間に特定の高低差が与えられてもよい。
前記複数の端子20の配列も自由に設定されることが可能である。この実施の形態に係る端子保持部32は、前記複数の端子20の前記電線接続面27aが前記電線配列方向に間隔をおいて並ぶのに加え、前記複数の端子20のうち前記電線配列方向に隣接する端子20の電線接続面27aが前記電線10の長手方向(図2の上下方向)に互いに位置をずらして並ぶように、当該複数の端子20の被保持部22を保持する。具体的に、図2に示される配列では、それぞれが前記電線接続面27aをもつ複数の外側突出部24が前記電線10の長手方向と平行な方向に並ぶ3本の列に沿って配列され、かつ、各列に配置される外側突出部24の電線接続面27aの位置が当該列に隣接する列に配置される外側突出部24の電線接続面27aの位置に対して前記電線配列方向にそれぞれずれている。
前記電線保持部34は、前記端子保持部32から前記第2方向と平行な方向に沿って延び、前記複数の電線10のそれぞれを当該複数の電線10が前記第2方向に沿って延びる姿勢で保持する。この実施の形態に係る電線保持部34は、前記複数の電線10にそれぞれ対応した複数本の平行な電線保持溝34aを有し、当該電線保持溝34aに前記各電線10が嵌まり込んだ状態で当該電線10を下から支持する。
この実施の形態に係る前記コネクタCNは、さらに、図16に示すようなカバー40を備える。当該カバー40は、前記端子20の外側突出部24及びこれに接続される前記各電線10を上から覆うように前記絶縁ハウジング30に着脱可能に装着される。具体的に、この実施の形態に係るカバー40は、前記端子保持部32を覆う端子カバー部42と、前記電線保持部34を覆う電線カバー部44と、を一体に有する。
前記電線保持部34は、当該電線保持部34の上面すなわち前記電線保持溝34aが形成される面が前記第2方向の中間位置において下向きに凹むように湾曲する湾曲部36を有する。一方、前記カバー40の電線カバー部44の下面は、前記湾曲部36に対応して下向きに膨出する湾曲部46を有する。当該湾曲部46と前記湾曲部36は、前記各電線10の中間部位を下向きに湾曲させた状態で当該中間部位を拘束することが可能な形状を有し、これにより、当該各電線10の導体12の接続対象部位と前記電線接続面27aとの接続箇所に電線10の張力が作用することを有効に抑止する。
前記電線保持部34及び前記カバー40は本発明において必須のものではなく、省略されることが可能である。逆に、前記各電線10の導体12の接続対象部位が当該電線10の端末付近ではなく長手方向中間部位に設定される場合には、当該電線10の長手方向について前記端子保持部32の両側にそれぞれ前記電線保持部34及びこれに対応する前記カバー40の電線カバー部44が設けられてもよい。
次に、前記電気接続アセンブリを製造するための方法について説明する。当該電気接続アセンブリは、例えば次の1)電線用意工程、2)コネクタ用意工程、3)接続工程、及び4)切断工程を含む方法によって製造されることが可能である。
1)電線用意工程
上述した複数の電線10が予め用意される。この実施の形態では、前記複数の電線10として、各電線10の絶縁被膜14が特定の合成樹脂からなるものが用意される。当該特定の合成樹脂とは、常温で絶縁性を有する一方、前記接続部材70を構成するはんだの溶融温度(例えば380~400°C)において溶融または分解されることが可能な合成樹脂である。当該特定の合成樹脂としては、ポリウレタン、ポリエステル、ナイロン等が好適である。前記絶縁被膜14の厚みは、常温状態で絶縁状態を確保しながら前記加熱によって当該絶縁被膜14の除去及び前記導体12の露出を達成できるような厚みに設定されている。当該厚みには、例えば通常のエナメル線における絶縁被覆の厚みに近似した寸法が適用されることが可能である。
上述した複数の電線10が予め用意される。この実施の形態では、前記複数の電線10として、各電線10の絶縁被膜14が特定の合成樹脂からなるものが用意される。当該特定の合成樹脂とは、常温で絶縁性を有する一方、前記接続部材70を構成するはんだの溶融温度(例えば380~400°C)において溶融または分解されることが可能な合成樹脂である。当該特定の合成樹脂としては、ポリウレタン、ポリエステル、ナイロン等が好適である。前記絶縁被膜14の厚みは、常温状態で絶縁状態を確保しながら前記加熱によって当該絶縁被膜14の除去及び前記導体12の露出を達成できるような厚みに設定されている。当該厚みには、例えば通常のエナメル線における絶縁被覆の厚みに近似した寸法が適用されることが可能である。
2)コネクタ用意工程
この工程では上述したコネクタCNが用意される。この工程は、次の2-1)接続部材付与工程、2-2)端子セット工程、及び2-3)凹溝形成工程を含む。
この工程では上述したコネクタCNが用意される。この工程は、次の2-1)接続部材付与工程、2-2)端子セット工程、及び2-3)凹溝形成工程を含む。
2-1)接続部材付与工程
前記コネクタCNを構成する複数の端子20のそれぞれの電線接続面27aに、前記接続部材70が固着される。この段階での接続部材70の形状は自由に設定されることが可能である。一般には当該接続部材70が図7及び図8に示すように前記電線接続面27aの幅方向(電線配列方向と平行な方向)の中央部が盛り上がるような断面形状をもつように前記電線接続面27aに固着される。前記端子20への前記接続部材70の付与は、当該接続部材70を構成するはんだを固形状態のまま前記電線接続面27aに固着させることにより行われてもよいし、ペースト状のはんだ(接続部材70)が各電線接続面27aに塗布されることにより行われてもよい。
前記コネクタCNを構成する複数の端子20のそれぞれの電線接続面27aに、前記接続部材70が固着される。この段階での接続部材70の形状は自由に設定されることが可能である。一般には当該接続部材70が図7及び図8に示すように前記電線接続面27aの幅方向(電線配列方向と平行な方向)の中央部が盛り上がるような断面形状をもつように前記電線接続面27aに固着される。前記端子20への前記接続部材70の付与は、当該接続部材70を構成するはんだを固形状態のまま前記電線接続面27aに固着させることにより行われてもよいし、ペースト状のはんだ(接続部材70)が各電線接続面27aに塗布されることにより行われてもよい。
2-2)端子セット工程
この工程は、前記複数の端子20を前記絶縁ハウジング30に固定する工程、つまり当該絶縁ハウジング30に当該複数の端子20を保持させる工程である。具体的に、この実施の形態では、前記絶縁ハウジング30の端子保持部32に予め形成された複数の貫通孔に対して上から端子20が挿通されて圧入される(つまり当該貫通孔を囲む端子保持部32の内周面に当該被保持部22を食い込ませる)、あるいは、接着剤等の他の手段により端子保持部32に被保持部22を固着させることにより、当該端子保持部32の所定の位置に前記複数の端子20がそれぞれ固定される。
この工程は、前記複数の端子20を前記絶縁ハウジング30に固定する工程、つまり当該絶縁ハウジング30に当該複数の端子20を保持させる工程である。具体的に、この実施の形態では、前記絶縁ハウジング30の端子保持部32に予め形成された複数の貫通孔に対して上から端子20が挿通されて圧入される(つまり当該貫通孔を囲む端子保持部32の内周面に当該被保持部22を食い込ませる)、あるいは、接着剤等の他の手段により端子保持部32に被保持部22を固着させることにより、当該端子保持部32の所定の位置に前記複数の端子20がそれぞれ固定される。
前記端子セット工程は、前記接続部材付与工程の前に行われてもよい。つまり、前記絶縁ハウジング30に前記複数の端子20がそれぞれ保持された状態で前記接続部材70の付与が行われてもよい。しかし、当該接続部材70の付与が当該接続部材70の加熱(はんだの融点を超える加熱)を伴って行われる場合、前記各端子20が既に絶縁ハウジング30に保持されている状態では当該絶縁ハウジング30に前記加熱に耐えるだけの耐熱性が求められ、その分当該絶縁ハウジング30の材質に制約が与えられることになる。従って、前記接続部材付与工程は前記端子セット工程の前に行われること、つまり、前記複数の端子20が前記絶縁ハウジング30にセットされる前に当該複数の端子20にそれぞれ前記接続部材70が付与されること、がより好ましい。
2-3)凹溝形成工程
この工程は、図8に示される状態の前記接続部材70のそれぞれを塑性変形させて図10に示すような形状に整形する工程、つまり、当該接続部材70に前記凹溝72を形成する工程、である。前記のようにはんだからなる各接続部材70の塑性変形は、例えば、前記接続部材70に前記凹溝72に対応する形状の型(この実施の形態では略V字状の型)を押付けることにより、容易に生じさせることが可能である。換言すれば、前記型の形状の選定により、前記凹溝72の形状を自由に設定することが可能である。
この工程は、図8に示される状態の前記接続部材70のそれぞれを塑性変形させて図10に示すような形状に整形する工程、つまり、当該接続部材70に前記凹溝72を形成する工程、である。前記のようにはんだからなる各接続部材70の塑性変形は、例えば、前記接続部材70に前記凹溝72に対応する形状の型(この実施の形態では略V字状の型)を押付けることにより、容易に生じさせることが可能である。換言すれば、前記型の形状の選定により、前記凹溝72の形状を自由に設定することが可能である。
この凹溝形成工程は、前記端子セット工程や前記接続部材付与工程の前あるいは同時に行われてもよい。例えば、各端子20に接続部材70が付与されてから当該端子20が絶縁ハウジング30に保持される前に凹溝72が形成されてもよいし、あるいは、既に凹溝72が形成されている接続部材70が端子20の電線接続面27aに固着されてもよい。しかし、前記接続部材付与工程及び前記端子セット工程の後に凹溝形成工程を行うこと、つまり、前記絶縁ハウジング30による前記複数の端子20の保持によって当該絶縁ハウジング30に対する当該複数の端子20の位置決め及び当該複数の端子20同士の位置決めが既に行われている状態で前記凹溝72を形成すること、は、各端子20とこれに対応する電線10との位置決めだけでなく、前記絶縁ハウジング30に対する前記各電線10の位置決めの精度及び複数の電線10同士の位置決めの精度も高めることを可能にする利点がある。後者の場合、例えば、前記複数の端子20のそれぞれに対応する複数の型を一体に包有する金型を前記各接続部材70に押し当てることにより、前記凹溝27のそれぞれを一括して効率よく形成することが可能である。
前記凹溝形成工程は、前記コネクタCNに含まれる全ての端子20について行われてもよいし、当該全ての端子20のうちの一部の端子20についてのみ行われてもよい。つまり、一部の接続部材70にのみ前記凹溝72が形成されてもよい。例えば、複数の端子の電線接続面及びこれに固着される接続部材の幅が当該端子によって異なる場合に、特に高い位置決め精度が要求される小幅の接続部材にのみ前記凹溝が形成されてもよい。
3)接続工程
この工程は、前記複数の電線10が前記電線配列方向に互いに間隔をおいて配列された状態で当該複数の電線10のそれぞれの導体12において設定されている接続対象部位とこれに対応する前記各端子20の電線接続面27aとを電気的に接続する工程である。この実施の形態に係る接続工程は、次の3-1)電線係合工程及び3-2)接続部材溶融工程を含む。
この工程は、前記複数の電線10が前記電線配列方向に互いに間隔をおいて配列された状態で当該複数の電線10のそれぞれの導体12において設定されている接続対象部位とこれに対応する前記各端子20の電線接続面27aとを電気的に接続する工程である。この実施の形態に係る接続工程は、次の3-1)電線係合工程及び3-2)接続部材溶融工程を含む。
3-1)電線係合工程
この工程は、前記接続部材70のうちその表面が前記規制部を含む接続部材(この実施の形態では前記凹溝72が形成された全ての接続部材70)に対応する前記電線の前記接続対象部位と前記凹溝72とを係合することにより、前記接続部材70に対する前記電線配列方向への前記電線10の相対変位を規制する工程、つまり前記各端子20の電線接続面27aに対する前記電線10の相対位置を決める工程、である。
この工程は、前記接続部材70のうちその表面が前記規制部を含む接続部材(この実施の形態では前記凹溝72が形成された全ての接続部材70)に対応する前記電線の前記接続対象部位と前記凹溝72とを係合することにより、前記接続部材70に対する前記電線配列方向への前記電線10の相対変位を規制する工程、つまり前記各端子20の電線接続面27aに対する前記電線10の相対位置を決める工程、である。
この実施の形態では、前記複数の電線10が図1に示されるように前記電線配列方向に互いに間隔をおいて配列された状態を保持しながら、当該複数の電線10の長手方向中間領域において設定されている前記接続対象部位を、当該接続対象部位を前記絶縁被膜14が覆ったままの状態で、前記各凹溝72内に嵌め込むことが行われる。
前記複数の電線10の保持は、前記接続対象部位を挟んでその両外側の位置、より好ましくは前記コネクタCNの前後方向(前記第2方向及び電線長手方向と平行な方向)の両端よりも両外側の位置を保持することにより、行われる。当該保持では、前記複数の電線10のそれぞれに適度の張力が与えられながら当該電線10が前記各凹溝72内に嵌め込まれることが好ましい。当該保持は、例えば、前記複数の電線10が巻き付けられるボビンや、前記各電線10をその長手方向及び電線配列方向の双方に直交する方向の両側から挟み込む挟持具等によって、行われることが可能である。
この実施の形態では、前記凹溝72が左右一対の位置決め傾斜面73,74を有するので、前記各電線10の接続対象部位は前記位置決め傾斜面73,74同士の間に誘い込まれるようにして凹溝72内に円滑に嵌入され、かつ、その嵌入後の状態では電線接続面27a上の適当な位置(一般には当該電線接続面27aの幅方向つまり電線配列方向の中央位置)に位置決めされるとともに当該位置から電線配列方向に逸脱することが規制される。このことは、当該電線10と当該電線接続面27aとの間の接続の信頼性を高める。特に、前記凹溝72は、前記電線10の長手方向と平行な方向(第2方向)に延びるので、前記電線配列方向についての電線10の接続対象部位の位置決めだけでなく、当該接続対象部位の姿勢も好ましい姿勢(つまり前記第2方向に延びる姿勢)に保持することが可能である。
3-2)接続部材溶融工程
この工程は、前記係合がなされた状態、つまり前記接続部材70の凹溝72に前記電線10の(導体12の)接続対象部位が嵌め込まれた状態、のままで当該接続部材70を構成するはんだを加熱して溶融させることにより、当該接続部材70を媒介として前記接続対象部位と前記電線接続面27aとを電気的に接続する工程である。この実施の形態では、前記各電線10の絶縁被膜14のうち前記導体12の接続対象部位を覆う部分が前記接続部材70とともに加熱され、これにより、当該接続対象部位を覆う前記絶縁被膜14の溶融または分解による前記導体12の表面からの除去と、当該絶縁被膜14の除去により露出する前記導体12と前記凹溝72を含む接続部材70が固着された電線接続面27aとの当該接続部材70を媒介とする電気的接続と、が同時に達成される。
この工程は、前記係合がなされた状態、つまり前記接続部材70の凹溝72に前記電線10の(導体12の)接続対象部位が嵌め込まれた状態、のままで当該接続部材70を構成するはんだを加熱して溶融させることにより、当該接続部材70を媒介として前記接続対象部位と前記電線接続面27aとを電気的に接続する工程である。この実施の形態では、前記各電線10の絶縁被膜14のうち前記導体12の接続対象部位を覆う部分が前記接続部材70とともに加熱され、これにより、当該接続対象部位を覆う前記絶縁被膜14の溶融または分解による前記導体12の表面からの除去と、当該絶縁被膜14の除去により露出する前記導体12と前記凹溝72を含む接続部材70が固着された電線接続面27aとの当該接続部材70を媒介とする電気的接続と、が同時に達成される。
前記電線接続面27aに対する電線10の押圧及び加熱は図11~図13に示されるヒータ50を用いて効率的に行われることが可能である。当該ヒータ50は、加熱面52を構成する平坦な下面を有する。前記各電線接続面27a上に前記接続部材70を介してセットされた前記各電線10に対して前記加熱面52が上から押付けられること、つまり、前記加熱面52と前記各電線接続面27aとの間に当該複数の電線接続面27aにそれぞれ対応する複数の接続対象部位及び前記接続部材70を挟んだ状態で当該加熱面52が前記複数の電線接続面27aに向けて押圧されること、により、前記ヒータ52による前記接続部材70の加熱による溶融と、前記接続対象部位を覆う前記絶縁被膜14の加熱による当該絶縁被膜14の溶融または分解と、が同時に行われる。当該絶縁被膜14の溶融または分解は、当該絶縁被膜14を前記導体12の表面から除去することを可能にする。
このようにして溶融した前記接続部材70は、その後の自然冷却または強制冷却によって固化することにより、図14及び図15に示すように前記導体12の接続対象部位に直接接触した状態で当該接続部材70を保持しながら当該接続対象部位と端子20との電気的接続を形成する形状に固定される。つまり、当該接続部材70は、その加熱の前に電線接続面27aに対する電線10の位置決めを行う位置決め部材として機能するとともに、当該加熱によって当該電線接続面27aと当該電線10の導体12とを接続するための接続媒体として機能する。しかも、その位置決め状態から接続状態への移行を当該接続部材70の加熱による溶融という簡単な操作で効率よく行うことを可能にする。
特に、この実施の形態では、前記各電線接続面27aが同一平面上に並ぶように前記絶縁ハウジング30の端子保持部32が前記各端子20を保持している、つまり前記各端子20は前記平面配列端子を構成している、ので、単一の平面状の加熱面52を用いて前記複数の接続部材70を同時に均等に加熱して各電線接続面27aと各電線10の導体12の接続対象部位との同時接続を良好に行うことが可能である。
また、この実施の形態では、前記各電線接続面27aが端子保持部32の上面32aから当該端子保持部32の外側(図13等では上側)に突出する外側突出部24に設けられているので、前記端子20の外側突出部24を挟んでその両側の位置で前記電線10を前記絶縁ハウジング30の表面(好ましくは端子保持部32の上面32a)に押付けることにより、当該電線10を図13に示すように当該外側突出部24で外向きに凸となる形状に変形させる状態で前記接続工程を行うことが可能である。具体的に、図11~図13に示される例では、前記ヒータ50において予め設けられた押付け部54であって前記加熱面52よりもさらに外側に突出する部位と、前記ヒータ50とは別に用意された押え部材60と、の協働によって行われる。
4)切断工程
前記のようにして接続工程が完了した後、電線10の長手方向についてその適当な部位が切断される。この切断は、例えば、一対の切断具により前記電線10の長手方向及び電線配列方向と直交する方向に当該電線10を適当な切断位置で挟んでせん断することによって効率的に行われることが可能である。前記実施の形態に係るコネクタCNは前記複数の電線10の端末に接続されるものであり、よって、前記各電線10は前記端子保持部32を挟んで前記電線保持部34と反対側の位置(好ましくは端子保持部32の外側面のすぐ近傍の位置)で切断される。
前記のようにして接続工程が完了した後、電線10の長手方向についてその適当な部位が切断される。この切断は、例えば、一対の切断具により前記電線10の長手方向及び電線配列方向と直交する方向に当該電線10を適当な切断位置で挟んでせん断することによって効率的に行われることが可能である。前記実施の形態に係るコネクタCNは前記複数の電線10の端末に接続されるものであり、よって、前記各電線10は前記端子保持部32を挟んで前記電線保持部34と反対側の位置(好ましくは端子保持部32の外側面のすぐ近傍の位置)で切断される。
当該切断工程の後、必要に応じて図16に示すようなカバー40が装着されることにより、電気接続アセンブリが完成する。なお、当該切断工程や当該カバー40の装着は、本発明において必須ではなく、適宜省略されることが可能である。
本発明は、以上説明した実施の形態に限定されない。本発明は、例えば次のような形態を含む。
A)接続部材の形状について
接続部材に形成される凹部の具体的な形状は限定されない。当該形状は、当該凹部に電線が嵌まり込むことを許容することにより当該電線の電線配列方向の変位を規制する規制部を含む形状であればよい。当該凹部は、例えば、平面上の底壁と当該底壁の幅方向の両端から立ち上がる一対の側壁とによって囲まれた凹溝、つまり上向きに開口する矩形状断面をもつ凹溝、であってもよい。ただし、前記実施の形態に示されるような一対の位置決め傾斜面を有する凹溝は、当該位置決め傾斜面が確実に電線の外周面に接触してその位置決めをより正確に行うことができる利点を有する。
接続部材に形成される凹部の具体的な形状は限定されない。当該形状は、当該凹部に電線が嵌まり込むことを許容することにより当該電線の電線配列方向の変位を規制する規制部を含む形状であればよい。当該凹部は、例えば、平面上の底壁と当該底壁の幅方向の両端から立ち上がる一対の側壁とによって囲まれた凹溝、つまり上向きに開口する矩形状断面をもつ凹溝、であってもよい。ただし、前記実施の形態に示されるような一対の位置決め傾斜面を有する凹溝は、当該位置決め傾斜面が確実に電線の外周面に接触してその位置決めをより正確に行うことができる利点を有する。
また、本発明に係る接続部材の表面形状は、前記のように電線の導体が嵌まり込む凹部を含むものに限定されず、電線配列方向への電線の相対変位を規制する規制部を含む凹凸形状であればよい。当該規制部は、例えば、電線の両側において電線長手方向に間隔をおいて形成された突起であってもよい。あるいは、電線の一方の側において立直する第1の壁と、当該第1の壁から電線長手方向にずれた位置で電線の他方の側において立直する第2の壁と、を含むものでもよい。
さらに、前記電線接続面の幅方向についての前記規制部の位置も制限されない。例えば、前記接続部材の一部が前記電線接続面の幅方向両端の外側にそれぞれはみ出るように当該接続部材を塑性変形させてそのはみ出し部分に前記規制部を形成することにより、前記電線接続面の幅よりも大きな直径をもつ電線を保持することも可能である。
B)規制部の形成について
接続部材における規制部の形成は、当該接続部材を構成するはんだの塑性変形によるものに限定されない。当該規制部の形成は、例えば、接続部材の除去加工、金型による予備成形、あるいは電線接続面上での複数のはんだピースの並設によっても可能である。
接続部材における規制部の形成は、当該接続部材を構成するはんだの塑性変形によるものに限定されない。当該規制部の形成は、例えば、接続部材の除去加工、金型による予備成形、あるいは電線接続面上での複数のはんだピースの並設によっても可能である。
C)電線接続面と接続対象部位との接続について
前記第1及び第2の実施の形態では、ヒータによる加熱によって接続部材70の溶融と同時に絶縁被膜14の溶融または分解による導体12の表面からの除去が行われるが、当該絶縁被膜14の除去は加熱の前に予め行われてもよい。すなわち、複数の電線のそれぞれにおいて設定された導体の接続対象部位を露出させるように絶縁被覆がいわゆる皮剥ぎ処理によって接続工程の前に予め除去され、前記接続工程において前記のように露出した導体と電線接続面とのはんだ付けが直接的に行われてもよい。この場合、前記絶縁被覆を構成する材料は、必ずしも溶融または分解されるものでなくてもよい。各電線が裸電線の場合には前記絶縁被覆の除去を要しないことはいうまでもない。
前記第1及び第2の実施の形態では、ヒータによる加熱によって接続部材70の溶融と同時に絶縁被膜14の溶融または分解による導体12の表面からの除去が行われるが、当該絶縁被膜14の除去は加熱の前に予め行われてもよい。すなわち、複数の電線のそれぞれにおいて設定された導体の接続対象部位を露出させるように絶縁被覆がいわゆる皮剥ぎ処理によって接続工程の前に予め除去され、前記接続工程において前記のように露出した導体と電線接続面とのはんだ付けが直接的に行われてもよい。この場合、前記絶縁被覆を構成する材料は、必ずしも溶融または分解されるものでなくてもよい。各電線が裸電線の場合には前記絶縁被覆の除去を要しないことはいうまでもない。
以上のように、複数本の電線とコネクタとを備えた電気接続アセンブリを構成するコネクタ及びこれを備えた電気接続アセンブリを製造するための方法であって、はんだにより構成される接続部材を有効に利用して当該複数本の電線と当該コネクタに含まれる端子との相対位置を安定させることにより高い接続信頼性を確保することが可能なものが、提供される。
提供されるのは、それぞれが導体を含む複数の電線と接続されることにより、当該複数の電線を含む電気接続アセンブリを構成するコネクタであって、前記複数の電線のそれぞれに対応する複数の端子と、はんだからなり、前記複数の端子のそれぞれに付与される複数の接続部材と、前記複数の電線がその長手方向と直交する電線配列方向に間隔をおいて並んだ状態で前記複数の端子にそれぞれ前記接続部材を介して導通可能に接続されることを可能にするように前記複数の端子が前記電線配列方向に並ぶ配列で前記複数の端子を一括して保持する絶縁ハウジングと、を備える。前記複数の端子のそれぞれは、前記絶縁ハウジングの表面よりもさらに外側に突出する外側突出部を含み、当該外側突出部は、前記絶縁ハウジングの表面よりも前記絶縁ハウジングの外側に離れた位置で前記電線の導体と接続可能な電線接続面を有し、当該電線接続面上に前記接続部材が固着される。前記複数の端子のうちの少なくとも一部の端子の前記電線接続面上に固着される前記接続部材の表面は、前記電線の前記電線配列方向の両側に位置して前記電線接続面に対する前記電線の前記電線配列方向の相対変位を規制する規制部を含む凹凸形状を有する。
前記のようにはんだからなる接続部材の表面に形成された規制部は、前記電線配列方向について、前記電線の両側に位置してこれを拘束することにより、当該接続部材及び当該接続部材が固着された前記電線接続面に対する前記電線の相対位置を安定させることができる。そして、この状態で当該接続部材を溶融させることにより、当該接続部材を媒介として前記電線の導体と前記電線接続面とを接続することができ、その後の当該接続部材の固化により、高い接続信頼性をもつ電気接続アセンブリを得ることができる。つまり、本発明によれば、前記端子の電線接続面とこれに対応する電線の導体とを接続するための接続部材を利用して当該電線接続面に対する当該電線の位置決め、特に前記電線配列方向についての位置決め、を達成することができる。
前記接続部材の表面の形状は、これに対応する前記電線が嵌まり込むのを受け入れることにより当該電線の前記電線配列方向の変位を規制する形状の凹部を含み、当該凹部の内側面が前記規制部を構成するものが、好適である。当該凹部は、当該凹部への電線の嵌まり込みを受け入れることにより、前記接続部材及び当該接続部材が固着される前記電線接続面に対する前記電線の前記電線配列方向についての相対位置をより安定させることができる。
前記凹部は、前記電線の長手方向と平行な方向に延びる凹溝であることが、好ましい。当該凹溝は、前記接続部材が固着される前記電線接続面に対する前記電線の電線配列方向についての相対位置だけでなく、当該電線接続面上での当該電線の姿勢(当該電線が延びる方向)も安定させることができる。
具体的に、前記凹溝は、前記規制部として、当該凹溝の底部に向かうに従って互いに前記電線配列方向と平行な方向に近づく向きに傾斜する一対の位置決め傾斜面を有するものが、好適である。当該一対の位置決め傾斜面は、当該一対の位置決め傾斜面同士の間の前記凹溝に嵌まり込む電線に対して確実に接触することが可能であり、当該接触によって当該電線の電線接続面に対する位置決めを確実に行う。
また、本発明によれば、複数の電線及び前記コネクタを備えた電気接続アセンブリを製造するための方法が提供される。この方法は、前記コネクタを用意するコネクタ用意工程と、前記複数の電線が前記電線配列方向に互いに間隔をおいて配列された状態で当該複数の電線のそれぞれの導体において設定されている接続対象部位とこれに対応する前記電線接続面とを電気的に接続する接続工程と、を含む。当該接続工程は、前記接続部材のうち前記規制部を含む接続部材に対応する前記電線の前記接続対象部位の前記電線配列方向への相対変位が前記規制部によって規制されるように当該接続部材と当該電線とを係合することにより当該接続部材が固着された前記電線接続面に対する前記電線の相対位置を決めることと、前記係合がなされている状態で前記接続部材を構成する前記はんだを加熱して溶融させることにより当該接続部材を介して前記接続対象部位と前記電線接続面とを電気的に接続することと、を含む。
この方法によれば、規制部を有する接続部材と電線の接続対象部位とを係合することにより当該接続部材が固着された端子の電線接続面に対する前記接続対象部位の相対位置を安定させることができるのに加え、その状態のまま前記接続部材を構成するはんだを加熱して溶融させることにより当該接続部材を媒介として前記接続対象部位と前記電線接続面とを効率よく電気的に接続することができる。
前記コネクタ用意工程は、前記複数の端子の電線接続面のそれぞれに前記接続部材を固着させることと、前記複数の端子を前記絶縁ハウジングに保持させることと、前記複数の端子のうちの少なくとも一部の端子の電線接続面に固着されている前記接続部材を塑性変形させて当該接続部材の表面に前記規制部を形成することと、を含むものが、好ましい。この方法では、前記接続部材を構成するはんだの特性を利用して、当該接続部材の塑性変形により好ましい形状の規制部を容易に形成することができる。
前記規制部を形成することは前記複数の端子が前記絶縁ハウジングに保持された後に行われることが、より好ましい。このように前記絶縁ハウジングによる前記複数の端子の保持によって当該絶縁ハウジングに対する当該複数の端子の位置決め及び当該複数の端子同士の位置決めが行われた状態で前記規制部の形成が行われることにより、当該規制部をもつ接続部材が固着される端子の電線接続面に対する電線の位置決めだけでなく、前記絶縁ハウジングに対する前記電線の位置決めの精度及び複数の電線同士の位置決めの精度も高めることが可能になる。
Claims (7)
- それぞれが導体を有する複数の電線と接続されることにより、当該複数の電線を含む電気接続アセンブリを構成するコネクタであって、
前記複数の電線のそれぞれに対応する複数の端子と、
はんだからなり、前記複数の端子のそれぞれに付与される複数の接続部材と、
前記複数の電線がその長手方向と直交する電線配列方向に間隔をおいて並んだ状態で前記複数の端子にそれぞれ前記接続部材を介して導通可能に接続されることを可能にするように前記複数の端子が前記電線配列方向に並ぶ配列で前記複数の端子を一括して保持する絶縁ハウジングと、を備え、
前記複数の端子のそれぞれは、前記絶縁ハウジングの表面よりもさらに外側に突出する外側突出部を含み、当該外側突出部は、前記絶縁ハウジングの表面よりも前記絶縁ハウジングの外側に離れた位置で前記電線の導体と接続可能な電線接続面を有し、当該電線接続面上に前記接続部材が固着され、
前記複数の端子のうちの少なくとも一部の端子の前記電線接続面上に固着される前記接続部材の表面は、前記電線の前記電線配列方向の両側に位置して前記電線接続面に対する前記電線の前記電線配列方向の相対変位を規制する規制部を含む凹凸形状を有する、コネクタ。 - 請求項1記載のコネクタであって、前記接続部材の表面の形状は、これに対応する前記電線が嵌まり込むのを受け入れることにより当該電線の前記電線配列方向の変位を規制する形状の凹部を含み、当該凹部の内側面が前記規制部を構成する、コネクタ。
- 請求項2記載のコネクタであって、前記凹部は、前記電線の長手方向と平行な方向に延びる凹溝である、コネクタ。
- 請求項3記載のコネクタであって、前記凹溝は、前記規制部として、当該凹溝の底部に向かうに従って互いに前記電線配列方向と平行な方向に近づく向きに傾斜する一対の位置決め傾斜面を有する、コネクタ。
- それぞれが導体を有する複数の電線を含む電気接続アセンブリを製造するための方法であって、
請求項1~4のいずれかに記載のコネクタを用意するコネクタ用意工程と、
前記複数の電線が前記電線配列方向に互いに間隔をおいて配列された状態で当該複数の電線のそれぞれの導体において設定されている接続対象部位とこれに対応する前記電線接続面とを電気的に接続する接続工程と、を含み、
前記接続工程は、前記接続部材のうち前記規制部を含む接続部材に対応する前記電線の前記接続対象部位の前記電線配列方向への相対変位が前記規制部によって規制されるように当該接続部材と当該電線とを係合することにより当該接続部材が固着された前記電線接続面に対する前記電線の相対位置を決めることと、前記係合がなされている状態で前記接続部材を構成する前記はんだを加熱して溶融させることにより当該接続部材を介して前記接続対象部位と前記電線接続面とを電気的に接続することと、を含む、電気接続アセンブリの製造方法。 - 請求項5記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程は、前記複数の端子のうちの少なくとも一部の端子の電線接続面に前記接続部材を固着させることと、前記複数の端子を前記絶縁ハウジングに保持させることと、前記電線接続面に固着されている前記接続部材を塑性変形させて当該接続部材の表面に前記規制部を形成することと、を含む、電気接続アセンブリの製造方法。
- 請求項6記載の電気接続アセンブリの製造方法であって、前記規制部を形成することが、前記複数の端子が前記絶縁ハウジングに保持された後に行われる、電気接続アセンブリの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112018000648.4T DE112018000648B4 (de) | 2017-02-02 | 2018-01-16 | Verbinder und verfahren zum herstellen einer elektrischen verbindungsanordnung, welche mit demselben versehen ist |
| US16/482,414 US10819055B2 (en) | 2017-02-02 | 2018-01-16 | Connector and method for manufacturing electrical connection assembly provided with same |
| CN201880009804.4A CN110249485B (zh) | 2017-02-02 | 2018-01-16 | 连接器及具备该连接器的电连接组件的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-017815 | 2017-02-02 | ||
| JP2017017815A JP6776918B2 (ja) | 2017-02-02 | 2017-02-02 | コネクタ及びこれを備えた電気接続アセンブリの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018142912A1 true WO2018142912A1 (ja) | 2018-08-09 |
Family
ID=63040623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/000931 WO2018142912A1 (ja) | 2017-02-02 | 2018-01-16 | コネクタ及びこれを備えた電気接続アセンブリの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10819055B2 (ja) |
| JP (1) | JP6776918B2 (ja) |
| CN (1) | CN110249485B (ja) |
| DE (1) | DE112018000648B4 (ja) |
| WO (1) | WO2018142912A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6614051B2 (ja) * | 2016-07-12 | 2019-12-04 | 株式会社オートネットワーク技術研究所 | 電気接続アセンブリの製造方法 |
| JP2022124754A (ja) * | 2021-02-16 | 2022-08-26 | 日本航空電子工業株式会社 | ケーブル組立体 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05206627A (ja) * | 1992-01-29 | 1993-08-13 | Fujitsu Ltd | リード接続用電極及びリード・電極の接続方法 |
| JPH118037A (ja) * | 1997-06-19 | 1999-01-12 | Yazaki Corp | 電線と端子との接続方法 |
| JPH1145744A (ja) * | 1997-05-30 | 1999-02-16 | Yazaki Corp | 電線と端子との接続構造及び接続方法並びに端子 |
| US20110034084A1 (en) * | 2009-08-10 | 2011-02-10 | Ant Precision Industry Co., Ltd. | SATA Electrical Connector and Assembly thereof |
| JP4681910B2 (ja) * | 2005-02-21 | 2011-05-11 | 株式会社アイペックス | 電気コネクタ |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69818908T2 (de) | 1997-05-30 | 2004-07-22 | Yazaki Corp. | Verbindungsstruktur zwischen einem Draht und einem Anschlussklemme, Verbindugsverfahren dafür und eine Anschlussklemme |
| JP2001357916A (ja) * | 2000-06-13 | 2001-12-26 | Yazaki Corp | フラット回路体の接続構造 |
| JP2008192577A (ja) * | 2007-02-08 | 2008-08-21 | Hirose Electric Co Ltd | 電気コネクタ |
| CN201204290Y (zh) * | 2008-05-07 | 2009-03-04 | 富士康(昆山)电脑接插件有限公司 | 电连接器 |
| JP2010146939A (ja) | 2008-12-22 | 2010-07-01 | Sumitomo Electric Ind Ltd | フラットケーブルの半田接続方法 |
| CN101997179A (zh) * | 2009-08-28 | 2011-03-30 | 柏腾科技股份有限公司 | 缆线连接器的料带结构及其使用方法 |
| CN101697386A (zh) * | 2009-10-14 | 2010-04-21 | 东莞旭竤电子有限公司 | 微型hdmi连接器及其制作方法 |
| JP2013016367A (ja) * | 2011-07-05 | 2013-01-24 | Auto Network Gijutsu Kenkyusho:Kk | コネクタ支持具、配線具及びワイヤハーネス |
| US9276330B2 (en) * | 2014-01-24 | 2016-03-01 | Foxconn Interconnect Technology Limited | Cable connector assembly having a conductive element for connecting grounding layers of the cable together |
| WO2016195849A1 (en) * | 2015-06-03 | 2016-12-08 | 3M Innovative Properties Company | Low profile electrical connector |
| CN204947098U (zh) * | 2015-09-30 | 2016-01-06 | 乐清市合达电子有限公司 | 一种车用接线端子 |
| JP6658367B2 (ja) * | 2016-07-12 | 2020-03-04 | 株式会社オートネットワーク技術研究所 | コネクタ |
-
2017
- 2017-02-02 JP JP2017017815A patent/JP6776918B2/ja active Active
-
2018
- 2018-01-16 WO PCT/JP2018/000931 patent/WO2018142912A1/ja active Application Filing
- 2018-01-16 DE DE112018000648.4T patent/DE112018000648B4/de active Active
- 2018-01-16 US US16/482,414 patent/US10819055B2/en active Active
- 2018-01-16 CN CN201880009804.4A patent/CN110249485B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05206627A (ja) * | 1992-01-29 | 1993-08-13 | Fujitsu Ltd | リード接続用電極及びリード・電極の接続方法 |
| JPH1145744A (ja) * | 1997-05-30 | 1999-02-16 | Yazaki Corp | 電線と端子との接続構造及び接続方法並びに端子 |
| JPH118037A (ja) * | 1997-06-19 | 1999-01-12 | Yazaki Corp | 電線と端子との接続方法 |
| JP4681910B2 (ja) * | 2005-02-21 | 2011-05-11 | 株式会社アイペックス | 電気コネクタ |
| US20110034084A1 (en) * | 2009-08-10 | 2011-02-10 | Ant Precision Industry Co., Ltd. | SATA Electrical Connector and Assembly thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110249485A (zh) | 2019-09-17 |
| DE112018000648T5 (de) | 2019-10-24 |
| JP6776918B2 (ja) | 2020-10-28 |
| US20200014138A1 (en) | 2020-01-09 |
| JP2018125220A (ja) | 2018-08-09 |
| DE112018000648B4 (de) | 2022-06-15 |
| US10819055B2 (en) | 2020-10-27 |
| CN110249485B (zh) | 2021-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7338334B2 (en) | Method for forming a terminal metal and terminal metal formed by the method | |
| US7244139B2 (en) | Electric connector and method for manufacturing the same | |
| US10714842B2 (en) | Electrical connection assembly and method for manufacturing same | |
| WO2018142912A1 (ja) | コネクタ及びこれを備えた電気接続アセンブリの製造方法 | |
| US10651573B2 (en) | Connector with terminals that are connectable to parallel conductors of a wiring material to form an electrical connection assembly | |
| US10566705B2 (en) | Method for manufacturing electrical connection assembly | |
| US7207829B2 (en) | Electric connector | |
| JP2003346939A (ja) | ソケット装置及び該ソケット装置のリード線接続方法 | |
| US10833468B2 (en) | Method for manufacturing electrical connection assembly | |
| JPH11154578A (ja) | 圧接端子の製造方法 | |
| WO2018012237A1 (ja) | コネクタ及びこれを備えた電気接続アセンブリ | |
| JP6638584B2 (ja) | 電気接続アセンブリの製造方法 | |
| JP3942564B2 (ja) | 同軸ケーブル用コネクタ | |
| JP2005278286A (ja) | 自動車用ジャンクションボックスの製造方法および該方法により製造された自動車用ジャンクションボックス | |
| JPH0460308B2 (ja) | ||
| KR20170031074A (ko) | 개선된 연결 탭 기하학적 형상을 갖는 시이트 금속 부품 | |
| JPS5824910B2 (ja) | 接続装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18748373 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18748373 Country of ref document: EP Kind code of ref document: A1 |