WO2018105665A1 - 鉛蓄電池及びその製造方法 - Google Patents
鉛蓄電池及びその製造方法 Download PDFInfo
- Publication number
- WO2018105665A1 WO2018105665A1 PCT/JP2017/043874 JP2017043874W WO2018105665A1 WO 2018105665 A1 WO2018105665 A1 WO 2018105665A1 JP 2017043874 W JP2017043874 W JP 2017043874W WO 2018105665 A1 WO2018105665 A1 WO 2018105665A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electrode plate
- plate group
- electrode
- lead
- less
- Prior art date
Links
- 238000003860 storage Methods 0.000 title claims abstract description 48
- 238000004519 manufacturing process Methods 0.000 title claims description 31
- 238000000034 method Methods 0.000 title claims description 25
- 239000002253 acid Substances 0.000 claims description 38
- 125000006850 spacer group Chemical group 0.000 claims description 35
- 230000001133 acceleration Effects 0.000 claims description 18
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 14
- 239000007772 electrode material Substances 0.000 description 14
- 238000005192 partition Methods 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- 230000015572 biosynthetic process Effects 0.000 description 13
- 238000006243 chemical reaction Methods 0.000 description 12
- 239000000835 fiber Substances 0.000 description 12
- 230000035882 stress Effects 0.000 description 12
- 239000000463 material Substances 0.000 description 10
- 239000008151 electrolyte solution Substances 0.000 description 9
- -1 polypropylene Polymers 0.000 description 9
- 239000007788 liquid Substances 0.000 description 8
- 239000007773 negative electrode material Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 229910000978 Pb alloy Inorganic materials 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 239000003365 glass fiber Substances 0.000 description 5
- 239000007774 positive electrode material Substances 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 210000005069 ears Anatomy 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 239000012784 inorganic fiber Substances 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 230000032683 aging Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 101100532584 Clostridium perfringens (strain 13 / Type A) sspC1 gene Proteins 0.000 description 1
- 101100095550 Homo sapiens SENP7 gene Proteins 0.000 description 1
- 101150098865 SSP2 gene Proteins 0.000 description 1
- 229910001245 Sb alloy Inorganic materials 0.000 description 1
- 102100031406 Sentrin-specific protease 7 Human genes 0.000 description 1
- 229910001128 Sn alloy Inorganic materials 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 239000002140 antimony alloy Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000002142 lead-calcium alloy Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/06—Lead-acid accumulators
- H01M10/08—Selection of materials as electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/06—Lead-acid accumulators
- H01M10/12—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/06—Lead-acid accumulators
- H01M10/12—Construction or manufacture
- H01M10/128—Processes for forming or storing electrodes in the battery container
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/06—Lead-acid accumulators
- H01M10/12—Construction or manufacture
- H01M10/14—Assembling a group of electrodes or separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/06—Lead-acid accumulators
- H01M10/12—Construction or manufacture
- H01M10/16—Suspending or supporting electrodes or groups of electrodes in the case
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/665—Composites
- H01M4/667—Composites in the form of layers, e.g. coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/72—Grids
- H01M4/73—Grids for lead-acid accumulators, e.g. frame plates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/112—Monobloc comprising multiple compartments
- H01M50/114—Monobloc comprising multiple compartments specially adapted for lead-acid cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
- H01M50/466—U-shaped, bag-shaped or folded
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present invention relates to a lead storage battery and a method for manufacturing the same.
- Lead acid batteries are used for various purposes such as vehicle engine start and backup power supply.
- a lead storage battery for starting an engine of a vehicle supplies power to various electric and electronic devices mounted on the vehicle as well as supplying power to the cell motor for starting the engine.
- efforts to protect the environment and improve fuel efficiency include, for example, micro-hybrids such as idling stop vehicles (hereinafter referred to as “ISS vehicles”) that reduce engine operation time, and power generation control vehicles that reduce alternator power generation by engine power.
- ISS vehicles idling stop vehicles
- power generation control vehicles that reduce alternator power generation by engine power.
- Application of lead-acid batteries to cars is being studied.
- Patent Document 1 suppresses the occurrence of damage to the pole column due to the vibration by causing a cylindrical body having a lower electrical resistance than the pole column base material to exist inside the pole column made of a lead alloy. Propose to do.
- Patent Document 1 requires a change in the material and configuration of the pole column, which leads to an increase in manufacturing cost. Therefore, without changing the configuration of the pole column, Development of new technology that can suppress the occurrence of breakage is required.
- an object of the present invention is to provide a lead-acid battery and a method for manufacturing the same that can suppress the occurrence of damage to the pole column during vibration.
- a lead storage battery includes a battery chamber having a cell chamber, an upper surface being open, an electrode terminal, a lid for closing the opening, a plurality of electrode plates, and the plurality of electrode plates.
- a clearance (X ⁇ Y1) that is a difference between the width X of the cell chamber and the thickness Y1 of the electrode plate group in the stacking direction of the plurality of electrode plates is less than 1.2 mm.
- the pole column breakage is particularly likely to occur when vibration is applied to the lead storage battery in the electrode plate stacking direction.
- a strong stress stress in the peripheral direction of the pole column and stress in the stacking direction of the electrode plates
- fluttering of the electrode plate group can be suppressed by setting the clearance (XY1) to less than 1.2 mm.
- the stress on the polar column can be reduced and the occurrence of damage to the polar column can be suppressed.
- Clearance (XY1) may be 0.7 mm or less. In this case, the occurrence of the pole column breakage tends to be further suppressed.
- the method for producing a lead-acid battery includes a step of preparing a battery case having a cell chamber and having an upper surface open, a plurality of electrode plates, and the plurality of electrode plates A step of preparing an electrode plate group having a strap for connecting electrode plates of the same polarity, a step of preparing a lid provided with electrode terminals, a step of accommodating the electrode plate group in a cell chamber, and a pole column Electrically connecting the strap to the electrode terminal.
- a clearance (XY2) that is a difference between the width X of the cell chamber and the thickness Y2 of the electrode plate group in the stacking direction of the plurality of electrode plates is less than 1.2 mm. According to this manufacturing method, the lead acid battery which can suppress generation
- the electrode plate group when the electrode plate group is accommodated in the cell chamber, the electrode plate group may be pushed in by applying a pressure of 1.0 N or more to the electrode plate group in a direction perpendicular to the opening of the battery case.
- the electrode plate group may be configured such that a pressure of 1.0 N or more is required in a direction perpendicular to the opening of the battery case when the electrode plate group is inserted into the cell chamber.
- the electrode plate group in the cell chamber is in a state where a sufficient compressive force is applied from the battery case to the electrode plate stacking direction (thickness direction of the electrode plate group). Therefore, the stress to the pole column due to the vibration of the electrode plate group is further reduced, and the occurrence of the pole column breakage is further suppressed.
- Clearance (XY2) may be 0.7 mm or less. In this case, the occurrence of the pole column breakage tends to be further suppressed.
- the resonance frequency of the pole column when the lead storage battery is vibrated in the stacking direction of the plurality of electrode plates may be 38 Hz or more. In this case, the occurrence of the pole column breakage tends to be further suppressed.
- the maximum acceleration of the pole column when the lead storage battery is vibrated by applying an acceleration of 1 G in the stacking direction of the plurality of electrode plates may be 5.5 G or less. In this case, the occurrence of the pole column breakage tends to be further suppressed.
- the electrode plate group may have a sheet-like spacer between adjacent electrode plates. In this case, since the stress to the pole column due to the vibration of the electrode plate group is further reduced, the occurrence of damage to the pole column tends to be further suppressed.
- a lead-acid battery and a method for manufacturing the same which can suppress the occurrence of damage to the pole column during vibration.
- FIG. 1 is a perspective view showing the overall configuration and internal structure of a lead-acid battery according to one embodiment.
- FIG. 2 is a perspective view showing a battery case used in the lead storage battery of FIG.
- FIG. 3 is a cross-sectional view taken along line III-III in FIG.
- FIG. 4 is a perspective view showing an example of a group of electrode plates accommodated in the first cell chamber.
- FIG. 5 is a perspective view showing an example of an electrode plate group accommodated in the second cell chamber.
- FIG. 6 is a front view of the electrode plate.
- FIG. 7 is a front view of the electrode plate group of FIG. 5 viewed from the stacking direction of the electrode plates.
- FIG. 8 is a view showing a bag-shaped separator and an electrode plate accommodated in the bag-shaped separator.
- FIG. 9A is a diagram showing an example of the separator
- FIG. 9B is a cross-sectional view taken along line Ib-Ib in FIG. 9A
- FIG. 10 is a cross-sectional view showing an example of the arrangement of separators, spacers, and electrode plates.
- Fig.11 (a) is a figure which shows the process of accommodating an electrode plate group in the cell chamber of a battery case
- FIG.11 (b) is a figure which shows the state in which the electrode plate group was accommodated in the cell chamber of the battery case. .
- FIG. 1 is a perspective view showing an overall configuration of a lead storage battery according to an embodiment.
- the lead acid battery 1 shown in FIG. 1 is a liquid lead acid battery.
- a lead storage battery 1 according to this embodiment includes a battery case 2 having an open top surface, a lid 3 that closes the opening of the battery case 2, and an electrode plate group 4 accommodated in the battery case 2. And an electrolyte solution (not shown) such as dilute sulfuric acid, and a pole column 5 (positive column and negative column 5b) extending from the lid 3 into the battery case 2.
- the lid 3 includes an electrode terminal 6 (a positive terminal 6 a and a negative terminal 6 b), and a liquid stopper 7 that closes a liquid injection port provided in the lid 3.
- the positive terminal 6a is connected to one end of a positive pole (not shown), and the negative terminal 6b is connected to one end of the negative pole 5b.
- the lid 3 is made of, for example, polypropylene.
- FIG. 2 is a perspective view showing a battery case used in the lead storage battery of FIG. 1, and FIG. 3 is a cross-sectional view taken along the line III-III of FIG.
- the battery case 2 has a rectangular parallelepiped shape, a rectangular bottom surface portion, a pair of long side surface portions adjacent to the long side portion of the bottom surface portion, and a short side portion of the bottom surface portion. And a pair of short side portions adjacent to each other.
- the battery case 2 is made of, for example, polypropylene.
- the inside of the battery case 2 is divided into six sections by five partition walls 21, and the first to sixth cell chambers 22a to 22f (hereinafter, depending on the case) are arranged along the longitudinal direction of the battery case 2. "Cell chamber 22") is formed.
- the cell chamber 22 is a space in which the electrode plate group 4 is inserted.
- the electrode plate group 4 is accommodated in each cell chamber 22 of the battery case 2 such that the stacking direction of the electrode plates 8 is the longitudinal direction of the battery case 2.
- the height direction of the battery case 2 (direction perpendicular to the opening surface) is formed on both side surfaces of the partition wall 21 and the pair of inner wall surfaces 23 facing the partition wall 21 of the battery case 2.
- a plurality of ribs (rib portions) 24 may be provided. That is, the partition wall 21 may include a flat portion 25 and a plurality of ribs 24 extending in the height direction of the battery case 2 protruding from the flat portion 25.
- the rib 24 has a function of appropriately pressing (compressing) the electrode plate group inserted into the cell chamber 22 in the stacking direction of the electrode plates 8.
- the width X of each cell chamber 22 (length in the stacking direction of the electrode plates 8) can be adjusted by the height of the ribs 24 and the like.
- the widths of the plurality of cell chambers 22 may be the same or different.
- the width X of the cell chamber is the shortest distance between the facing partition walls 21 or the inner wall surface of the battery case 2 facing the partition walls 21 when the partition walls 21 do not have the ribs 24.
- 23 is defined as the shortest distance to 23 (hereinafter referred to as “inter-wall distance Xa”).
- the width X of the cell chamber is defined as a value obtained by subtracting the highest rib height Ha from the inter-wall distance Xa (see FIG. 3). .)
- the width X of the cell chamber is [distance between walls Xa] ⁇ (2 ⁇ [rib height Ha]).
- FIG. 4 is a perspective view showing the first electrode plate group 4a accommodated in the first cell chamber 22a.
- FIG. 5 is a perspective view showing the second electrode plate group 4b accommodated in the second cell chamber 22b.
- the structure of the electrode group 4 is demonstrated.
- the sixth electrode plate group accommodated in the sixth cell chamber 22f has the same structure as the first electrode plate group 4a.
- the third to fifth electrode plate groups housed in the third to fifth cell chambers 22c, 22d, and 22e have the same configuration as the second electrode plate group 4b.
- the electrode plate group 4 is a laminate of a plurality of electrode plates 8 (a positive electrode plate 8a and a negative electrode plate 8b), and includes a plate-like positive electrode (positive electrode plate) 8a and a plate-like electrode plate 8a.
- a negative electrode (negative electrode plate) 8b and a separator 9 and a spacer 10 disposed between the positive electrode plate 8a and the negative electrode plate 8b are provided.
- the electrode plate group 4 has a structure in which positive electrode plates 8 a and negative electrode plates 8 b are alternately stacked in the longitudinal direction of the battery case 2 via separators 9 and spacers 10. That is, the positive electrode plate 8 a and the negative electrode plate 8 b are arranged so that their main surfaces extend in a direction perpendicular to the opening surface of the battery case 2.
- the electrode plate group 4 When viewed from the stacking direction of the electrode plates 8, the electrode plate group 4 has a rectangular shape in which the height direction of the battery case 2 is the short direction and the short direction of the battery case 2 is the long direction. The same applies to the electrode plate 8.
- the electrode plate 8 (positive electrode plate 8a and negative electrode plate 8b) includes an electrode active material filling part 11 (positive electrode active material filling part 11a and negative electrode active material filling part 11b) and a current collector 12 (positive electrode current collector 12a and negative electrode current collector).
- edge part 13 (The positive electrode ear
- the electrode active material filling unit 11 is composed of an electrode active material. That is, the electrode active material is held by the current collector 12 to constitute the electrode active material filling portion 11.
- the current collector 12 constitutes a current conduction path to the electrode active material.
- a material obtained by removing the positive electrode current collector from the positive electrode plate is referred to as a “positive electrode active material”, and a material obtained by removing the negative electrode current collector from the negative electrode plate is referred to as a “negative electrode active material”.
- Examples of the current collector 12 and the ear 13 include a lead-calcium-tin alloy, a lead-calcium alloy, and a lead-antimony alloy.
- the current collector 12 provided with the ears 13 can be obtained by forming these lead alloys in a lattice shape by a gravity casting method, an expanding method, a punching method, or the like.
- the electrode plate group 4 includes straps 14 (positive electrode side straps 14 a and negative electrode side straps 14 b) that connect electrode plates having the same polarity (negative electrode plates 8 b and positive electrode plates 8 a).
- straps 14 positive electrode side straps 14 a and negative electrode side straps 14 b
- the ear portions 13a of the plurality of positive electrode plates 8a are collectively welded by the positive side straps 14a
- the ear portions 13b of the plurality of negative electrode plates 8b are collectively welded by the negative side straps 14b.
- the electrode plate group 4 has a thickness (length in the stacking direction of the electrode plates) Y1.
- At least one of the positive side strap 14a and the negative side strap 14b has an inter-cell connecting portion 15, and the polarity of the polar plate group 4 accommodated in the adjacent cell chamber 22 via the inter-cell connecting portion 15 is increased. It is connected to a different strap 14 (positive side strap 14a or negative side strap 14b).
- the inter-cell connecting portion 15 is provided on the positive electrode side strap 14a, and the negative electrode side strap 14b is electrically connected to the negative electrode terminal 6b via the negative electrode column 5b.
- an inter-cell connecting portion is provided on the negative electrode side strap, and the positive electrode side strap is electrically connected to the positive electrode terminal 6a via the positive electrode column.
- the strap 14 is welded to one end of the connecting member 16 on the upper surface thereof (the surface opposite to the surface welded to the ear 13).
- the other end of the connecting member 16 is welded to the lower end (the end on the battery case 2 side) of the pole column 5 to electrically connect the strap 14 and the pole column 5 to each other.
- the connecting member 16 has, for example, a plate shape and is composed of lead and / or a lead alloy.
- FIG. 6 is a front view of the electrode plate 8.
- the front surface of an electrode plate is the surface which looked at the electrode plate from the lamination direction of this electrode plate.
- the ear 13 of the electrode plate 8 is located on the center side of the electrode plate 8 when viewed from the front of the electrode plate 8. Therefore, the lead storage battery of this embodiment tends to exhibit excellent charge / discharge characteristics.
- the ears 13 in the electrode plate 8 are arranged such that the shortest distance a from the longitudinal center C of the electrode plate 8 (current collector 12) shown in FIG. It may be provided so as to protrude from one end.
- the shortest distance a may be 6 mm or less, or 0 mm or less from the viewpoint of excellent charge / discharge characteristics.
- the shortest distance a is the center of the current collector 12 in the longitudinal direction and from the point C located at one end of the current collector 12 in the short direction, the root of the ear portion 13 (the ear portion 13 and the current collector 12 and It can be obtained by measuring the shortest distance to the connection part.
- the thickness Y1 of the electrode plate group 4 described above is not particularly limited.
- the thickness Y1 of the electrode plate group means the thickness of the electrode plate group in a state where the compressive force from the battery case 2 is not applied to the electrode plate group 4, and after the formation The thickness of the electrode plate group.
- FIG. 7 is a front view of the electrode plate group 4 viewed from the stacking direction of the electrode plates 8.
- the thickness of the electrode plate group 4 is the same as that of the electrode active material filling portion 11 (the negative electrode active material filling portion 11b in FIG. 7) of the electrode plate 8 (the negative electrode plate 8b in FIG. 7) located on the outermost side of the electrode plate group 4.
- One point at the center P1 in the longitudinal direction of the electrode plate group 4 in the range r of ⁇ 3 mm in the short direction from the boundary with the frame portion located on the ear side of the current collector of the electrode plate, right side from the center Is defined as an average value of the thickness of the electrode plate group 4 measured at a total of three points, one point at an arbitrary position P2 and one point at an arbitrary position P3 on the left side of the center.
- the separator is arranged on the outermost side of the electrode plate group 4, the height of the rib 91 of the separator is not included in the thickness of the electrode plate group 4.
- the thickness of the electrode plate group 4 is measured at the position of the portion (base part) 92 that supports the rib 91 in the separator 9.
- the partition wall 51 of the battery case 2 does not have the rib 53
- the rib 42 of the separator arranged on the outermost side of the electrode plate group contacts the partition wall 51 or the inner wall surface 50 of the battery case 2 The height H of the rib 42 is included in the thickness of the electrode plate group.
- the thickness Y1 of the electrode plate group 4 in the lead storage battery after chemical conversion is, for example, sufficient for a system in which the electrode plate group 4 after chemical conversion is taken out and washed with water for 1 hour and the sulfuric acid-removed electrode plate group 4 is not present in oxygen. It can be measured after drying.
- the distance between the negative electrode plate 8b and the positive electrode plate 8a that are adjacent to each other via the separator 9 in the electrode plate group 4 is preferably 0.4 mm or more, more preferably from the viewpoint of suppressing permeation short circuit. It is 0.5 mm or more, more preferably 0.55 mm or more.
- the distance between the electrode plates is preferably 0.8 mm or less, more preferably 0.75 mm or less, still more preferably 0.7 mm or less, from the viewpoint of further suppressing the occurrence of damage to the pole columns. Is more preferably 0.65 mm or less, and particularly preferably 0.6 mm or less.
- the distance between the electrode plates is preferably 0.4 to 0.8 mm, more preferably 0.4 to 0.75 mm, still more preferably 0.5 to 0.7 mm. More preferably, the thickness is 0.55 to 0.65 mm, and particularly preferably 0.55 to 0.6 mm.
- the distance between the electrode plates means the distance between the electrode plates in a state where the compressive force from the battery case 2 is not applied to the electrode plate group 4.
- the thickness of the separator 9 is the sum of the thickness of the base portion 92 and the height of the rib 91.
- the average value of the thickness be the thickness of the separator 9.
- the separator 9 when the separator 9 is bag shape, the separator 9 is expand
- the liquid for example, sulfuric acid
- the difference (clearance: XY1) between the width X (unit: mm) of the cell chamber 22 in the battery case 2 and the thickness Y1 (unit: mm) of the electrode plate group 4 is: It is less than 1.2 mm.
- the clearance (XY1) is less than 1.2 mm, it is possible to reduce the stress on the pole column that occurs when the lead-acid battery vibrates, and to suppress the occurrence of breakage of the pole column. it can.
- the clearance (XY1) is preferably 0.9 mm or less, more preferably 0.7 mm or less, still more preferably 0.6 mm or less, and even more preferably It is 0.4 mm or less, particularly preferably 0 mm or less, particularly preferably less than 0 mm, and very preferably ⁇ 0.4 mm or less.
- the clearance (XY1) may be ⁇ 1.0 mm or more, ⁇ 0.4 mm or more, 0 mm or more, or 0.4 mm or more from the viewpoint of suppressing a short circuit.
- the clearance (XY1) is ⁇ 1.0 mm or more and less than 1.2 mm, ⁇ 1.0 to 0.9 mm, ⁇ 1.0 to 0.7 mm, ⁇ 1.0 to 0.6 mm, -1.0 to 0.4 mm, -1.0 to 0 mm, -1.0 mm to less than 0 mm, -1.0 to -0.4 mm, -0.4 mm to less than 1.2 mm, -0.4 to 0 .9 mm, -0.4 to 0.7 mm, -0.4 to 0.6 mm, -0.4 to 0.4 mm, -0.4 to 0 mm, -0.4 mm to less than 0 mm, 0 mm to 1.2 mm Less than, 0-0.9mm, 0-0.7mm, 0-0.6mm, 0-0.4mm, 0.4mm or more but less than 1.2mm, 0.4-0.9mm, 0.4-0.7mm Alternatively, it may be 0.4 to 0.6 mm.
- the electrode plate group 4 is configured to require a pressure of 1.0 N or more in a direction perpendicular to the opening of the battery case 2 when the electrode plate group 4 is inserted into the cell chamber. From the standpoint that the acceleration during vibration can be reduced and the occurrence of damage to the pole column can be further suppressed, the electrode plate group 4 is perpendicular to the opening of the battery case 2 when the electrode plate group 4 is inserted into the cell chamber. You may be comprised so that the pressurization of 5.0N or more or 11.0N or more may be needed to a direction. The electrode plate group 4 before being inserted into the cell chamber 22 is an unformed electrode plate group.
- the separator 9 according to the present embodiment may include at least one material selected from the group consisting of glass, pulp, and synthetic resin, for example. Further, the separator 9 according to the present embodiment may be a flexible separator. Among the separators 9, it is preferable to use a synthetic resin from the viewpoint that the short circuit can be further suppressed and that the electrode group 4 is easily compressed by having flexibility. Further, among synthetic resins, polyolefin (for example, polyethylene) is particularly preferable. Hereinafter, the separator 9 of this embodiment will be described with reference to FIGS. 8 and 9.
- FIG. 8 shows the separator 9 of the present embodiment and the electrode plate 8 (for example, the negative electrode plate 8b) accommodated in the separator 9 of the present embodiment.
- the separator 9 has a bag shape, and the negative electrode plate 8 b is accommodated in the bag-shaped separator 9.
- FIG. 9A is a front view showing the separator 90 used for manufacturing the bag-shaped separator 9, and FIG. 9B is a cross-sectional view of the separator 90.
- the separator 90 is formed in a long sheet shape.
- the separator 90 includes a flat base portion 92, a plurality of convex (for example, linear) ribs 91, and mini-ribs 93.
- the base portion 92 supports the rib 91 and the mini rib 93.
- a plurality of ribs 91 are formed at the center in the width direction of the separator 90 so as to extend in the longitudinal direction of the separator 90.
- the plurality of ribs 91 are disposed substantially parallel to each other on the one surface 90 a of the separator 90.
- the interval between the ribs 91 is, for example, 3 to 15 mm.
- One end of the rib 91 in the height direction is integrated with the base portion 92.
- Ribs are not disposed on the other surface 90b of the separator 90, and the other surface 90b of the separator 90 is a flat surface.
- a plurality of (many) mini-ribs 93 are formed on both sides of the separator 90 in the width direction so as to extend in the longitudinal direction of the separator 90.
- the mini-rib 93 has a separator strength to prevent the corners of the electrode from breaking through the separator and short-circuiting when the lead-acid battery 1 vibrates in the lateral direction (the stacking direction of the electrode plates 8 and the longitudinal direction of the battery case 2).
- the height, width, and interval of the mini-ribs 93 are preferably smaller than the ribs 91.
- the cross-sectional shape of the mini-rib 93 may be the same as or different from the rib 91.
- the cross-sectional shape of the mini-rib 93 is preferably a semicircular shape. Further, the mini-rib 93 may not be formed in the separator 90.
- the thickness T of the base portion 92 is 0.25 mm or less, 0.2 mm or less, or 0.15 mm from the viewpoint of preventing a short circuit between the positive electrode plate and the negative electrode plate and obtaining excellent charge acceptability and discharge characteristics. It may be the following.
- the thickness T of the base portion 92 can be set to 0.05 mm or more or 0.1 mm or more from the viewpoint that the clearance (XY1) is easily adjusted within the above-described range and that the short-circuit suppressing effect is excellent.
- the height H of the rib 91 is preferably 1.25 mm or less, more preferably 1.0 mm or less, and more preferably 0.75 mm or less from the viewpoint of suppressing oxidative deterioration of the base portion by the positive electrode plate and obtaining excellent charge acceptability. Is more preferable.
- the height H of the rib 91 is, for example, not less than 0.3 mm, not less than 0.4 mm, or not less than 0.4 mm, from the viewpoint of easily adjusting the clearance (XY1) within the above-described range and suppressing oxidation deterioration at the positive electrode. It may be 0.5 mm or more.
- the thickness of the separator 90 in the portion where the rib 91 is provided (the total of the thickness H of the base portion 92 and the height T of the rib 91) is, for example, 0.4 to 0.75 mm. 7mm, 0.4-0.65mm, 0.4-0.6mm, 0.5-0.75mm, 0.55-0.75mm, 0.6-0.75mm, or 0.6-0.7mm It may be.
- the ratio H / T of the height H of the rib 91 to the thickness T of the base portion 92 is 2 or more, 2.4 or more, or 3 from the viewpoint of obtaining excellent charge acceptance and excellent oxidation resistance of the separator. It may be above.
- the ratio H / T is 2 or more, a portion that does not contact the electrode plate 8 (for example, the positive electrode plate 8a) can be sufficiently secured, so that it is presumed that the oxidation resistance of the separator is improved.
- the ratio H / T is 6 or less, 5 or less, 4.5 or less, or 4 or less from the viewpoint of obtaining excellent charge acceptability, the viewpoint of excellent rib shape retention, and the effect of suppressing the short circuit. It may be.
- the ratio H / T is 6 or less, the distance between the positive electrode plate 8a and the negative electrode plate 8b is sufficient, and it is assumed that short-circuiting is suppressed. Further, when the ratio H / T is 6 or less, it is presumed that the battery characteristics such as charge acceptability are favorably maintained without damaging the ribs when the lead storage battery 1 is assembled.
- the upper base width B of the rib 91 shown in FIG. 9 (b) may be 0.1 mm or more or 0.2 mm or more, and 2 mm or less, 1 mm, from the viewpoint of excellent rib shape retention and oxidation resistance. Or less than 0.8 mm.
- the upper base width B of the rib 91 may be, for example, 0.2 to 0.8 mm, 0.1 to 2 mm, 0.2 to 1 mm, or 0.2 to 0.8 mm.
- the bottom width A of the rib 91 shown in FIG. 9 (b) may be 0.2 mm or more, 0.3 mm or more, or 0.4 mm or more, and 4 mm or less from the viewpoint of excellent rib shape retention. It may be 2 mm or less, or 1 mm or less.
- the lower bottom width A of the rib 91 may be, for example, 0.2 to 4 mm, 0.3 to 2 mm, or 0.4 to 1 mm.
- the ratio (B / A) between the upper base width B and the lower base width A may be 0.1 or more, 0.2 or more, or 0.3 or more from the viewpoint of excellent shape retention of the ribs, It may be 1 or less, 0.8 or less, or 0.6 or less.
- the ratio (B / A) may be, for example, 0.1 to 1, 0.2 to 0.8, or 0.3 to 0.6.
- the above-described separator 90 is cut into an appropriate length, and is bent into a U-shape or a V-shape at approximately the center in the longitudinal direction on the surface of the separator 90 where the rib 91 is not provided, thereby obtaining a laminated sheet. Subsequently, both sides of the laminated sheet are mechanically sealed to form a mechanical seal portion 94. Thereby, the bag-shaped separator 9 shown in FIG. 8 is obtained. Note that pressure bonding or heat welding may be performed instead of the mechanical seal.
- the method of disposing the electrode plate 8 in the obtained bag-shaped separator 9 may be a method of disposing the electrode plate before mechanically sealing, pressure bonding, or heat welding the both side portions of the laminated sheet. From the viewpoint of excellent productivity, it is preferable to prepare the bag-shaped separator 9 first, and then dispose the electrode plate in the bag-shaped separator 9.
- FIG. 10 is a cross-sectional view showing the arrangement of the bag-shaped separator 9, spacer 10, and electrode plate 8 in the electrode plate group 4.
- the other end in the height direction of the rib 91 is in contact with the spacer 10.
- the base portion 92 faces the spacer 10 in the height direction of the rib 91.
- the other surface 90b of the separator 9 faces or is in contact with the negative electrode plate 8b.
- the spacer 10 is formed in a sheet shape, for example.
- the spacer 10 is, for example, a porous film (porous film), and is, for example, a nonwoven fabric.
- the constituent material of the spacer 10 is not particularly limited as long as it is a material having resistance to the electrolytic solution. Specific examples of the constituent material of the spacer 10 include organic fiber, inorganic fiber, pulp, and inorganic oxide powder.
- a constituent material of the spacer 10 a mixed fiber containing inorganic fibers and pulp may be used, or an organic-inorganic mixed fiber containing organic fibers and inorganic fibers may be used.
- the organic fiber examples include polyolefin fiber (polyethylene fiber, polypropylene fiber, etc.), polyethylene terephthalate fiber, and the like.
- the inorganic fiber examples include glass fiber.
- the spacer 10 is preferably a glass mat formed by processing glass fibers into a felt shape from the viewpoint of further reducing the stress on the pole column caused by the vibration of the electrode plate group.
- Examples of the glass fiber include chopped strands and milled fibers.
- the glass mat may consist only of glass fiber, and may contain other materials (for example, the above-mentioned organic fiber etc.) other than glass fiber.
- the thickness of the spacer 10 may be 0.1 mm or more, 0.5 mm or more, or 1.0 mm or more from the viewpoint of further reducing the stress to the pole column.
- the thickness of the spacer 10 may be 2.0 mm or less, 1.0 mm or less, or 0.5 mm or less from the viewpoint of easily obtaining excellent charge / discharge characteristics.
- the composition of the pole column is not particularly limited, and examples thereof include alloys containing lead, Sb, As, and the like (for example, lead alloys).
- the pole column may have a cylindrical shape or a conical shape, for example.
- the height of the pole column 5 (the length in the direction in which the pole column 5 extends) may be 100 mm or less, 90 mm or less, or 70 mm or less from the viewpoint of further suppressing the occurrence of damage to the pole column.
- the height of the pole 5 may be 50 mm or more, 60 mm or more, or 80 mm or more from the viewpoint of connecting the electrode plate group to the terminals 6a and 6b.
- the lead storage battery 1 of the present embodiment having the above-described configuration, it is possible to suppress the occurrence of damage to the pole column during vibration.
- the occurrence of damage to the pole poles when vibration is applied in the stacking direction of the electrode plates tends to be suppressed.
- the resonance frequency of the pole 5 when the lead storage battery 1 is vibrated in the stacking direction of the electrode plates 8 (the thickness direction of the electrode plate group 4) is, for example, 38 Hz or more.
- the resonance frequency of the pole column 5 can be set to 38 Hz or higher by adjusting the clearance (XY1). From the viewpoint of further suppressing the occurrence of breakage of the pole column, the resonance frequency of the pole column 5 may be 38 Hz or more, and may be 40 Hz or more.
- the resonance frequency of the polar column 5 may be 75 Hz or less or 60 Hz or less from the viewpoint that resonance easily converges and damage to the polar column hardly occurs. From these viewpoints, it may be 38 to 75 Hz, 38 to 60 Hz, 40 to 75 Hz, or 40 to 60 Hz.
- the pole column 5 even if the pole column 5 resonates when the lead storage battery 1 is vibrated in the stacking direction of the electrode plates 8 (thickness direction of the electrode plate group 4), the pole at the time of resonance
- the maximum acceleration of the column 5 can be made sufficiently small.
- the maximum acceleration of the pole 5 when the lead storage battery 1 is vibrated by applying a 1 G acceleration in the stacking direction of the electrode plates 8 (the thickness direction of the electrode plate group 4) is, for example, 5.5 G or less. In the present embodiment, the maximum acceleration of the pole 5 can be made 5.5 G or less by adjusting the clearance (XY1).
- the maximum acceleration of the pole pole 5 may be 4.1 G or less, or 3.6 G or less.
- the maximum acceleration of the pole column 5 is, for example, 1.0 G or more, 3.6 G or more, or 4.1 G or more. From these viewpoints, the maximum acceleration of the pole 5 is 1.0 to 5.5 G, 1.0 to 4.1 G, 1.0 to 3.6 G, 3.6 to 4.1 G, 3.6 to 5 .5G or 4.1-5.5G.
- the method of manufacturing the lead storage battery of the present embodiment described above includes, for example, the step of preparing the battery case 2, the electrode plate group 4 (unformed electrode plate group), the lid 3, the electrode pole 5, and the connecting member 16 described above.
- the width of the cell chamber 22 (length in the stacking direction of the electrode plates) X (unit: mm) and the electrode plate group 4 (unformed)
- the clearance (XY2) which is the difference from the thickness Y2 (unit: mm) of the electrode plate group) is less than 1.2 mm.
- the measuring method of the thickness Y2 of the unformed electrode plate group is the same as the measuring method of the thickness Y1 of the electrode plate group after forming.
- the step of preparing the electrode plate group 4 includes, for example, an electrode plate manufacturing step for obtaining an unformed electrode plate (an unformed positive plate and an unformed negative plate), and an unformed negative electrode obtained in the electrode plate manufacturing step.
- the electrode plate group 4 is formed by laminating a bag-shaped separator 9 having a plate disposed therein, a spacer 10 and an unformed positive electrode plate in this order, and connecting (welding or the like) the ears 13 of the same polarity electrode plate with a strap 14. And obtaining a step.
- the electrode active material paste (the positive electrode active material paste and the negative electrode active material paste) is filled in the current collector 12 (for example, a current collector grid such as a cast grid or an expanded grid).
- the current collector 12 for example, a current collector grid such as a cast grid or an expanded grid
- the electrode active material paste contains, for example, a raw material (lead powder or the like) of the electrode active material, and may further contain other additives.
- the electrode active material paste can be obtained, for example, by adding an additive (reinforcing staple fiber or the like) and water to the raw material of the electrode active material, adding dilute sulfuric acid, and kneading.
- the step of accommodating the electrode plate group 4 in the cell chamber 22 of the battery case 2 is performed when the electrode plate group 4 is accommodated in the cell chamber 22, as shown in FIGS. 11 (a) and 11 (b).
- 4 is preferably a step of pushing the electrode plate group 4 into the cell chamber 22 by applying a pressure of 1.0 N or more in a direction perpendicular to the opening of the battery case 2.
- the electrode plate group 4 is placed in the battery case 2 while applying a compressive force in the stacking direction of the electrode plates 8 (thickness direction of the electrode plate group 4) from the battery case 2 (for example, the partition wall 21) to the electrode plate group 4.
- a compressive force in the stacking direction of the electrode plates 8 thickness direction of the electrode plate group 4 from the battery case 2 (for example, the partition wall 21) to the electrode plate group 4.
- the electrode plate group 4 when the clearance (XY2) is 1.2 mm or more, the electrode plate group 4 is not pushed into the cell chamber of the battery case 2 by its own weight. If the clearance (XY2) is smaller than 1.2 mm, pressure F is applied to the electrode plate group 4 and the electrode plate is applied to the cell chamber 22 of the battery case 2. Group 4 needs to be pushed in. The reason why it is necessary to push the electrode plate group 4 into the cell chamber 22 of the battery case 2 even when the clearance (XY2) is a positive value is not clear, but is shown in FIG. Thus, it is guessed that it is because the electrode plate group 4 has a structure spreading downward.
- the clearance (XY2) is preferably 0.9 mm or less, more preferably 0.7 mm or less, still more preferably 0.6 mm or less, and even more preferably 0.4 mm or less. It is particularly preferably 0 mm or less, particularly preferably less than 0 mm, and very preferably ⁇ 0.4 mm or less.
- the clearance (XY2) may be ⁇ 1.0 mm or more, ⁇ 0.4 mm or more, 0 mm or more, or 0.4 mm or more from the viewpoint of suppressing a short circuit.
- the clearance (XY2) is ⁇ 1.0 mm or more and less than 1.2 mm, ⁇ 1.0 to 0.9 mm, ⁇ 1.0 to 0.7 mm, ⁇ 1.0 to 0.6 mm, -1.0 to 0.4 mm, -1.0 to 0 mm, -1.0 mm to less than 0 mm, -1.0 to -0.4 mm, -0.4 mm to less than 1.2 mm, -0.4 to 0 .9 mm, -0.4 to 0.7 mm, -0.4 to 0.6 mm, -0.4 to 0.4 mm, -0.4 to 0 mm, -0.4 mm to less than 0 mm, 0 mm to 1.2 mm Less than, 0-0.9mm, 0-0.7mm, 0-0.6mm, 0-0.4mm, 0.4mm or more but less than 1.2mm, 0.4-0.9mm, 0.4-0.7mm Alternatively, it may be 0.4 to 0.6 mm.
- the pole column 5 and the ear portion having the same polarity as the electrode terminal 6 to which the pole column 5 is connected are coupled.
- the strap 14 to be connected is electrically connected via the connecting member 16. You may join the connection member 16 and the pole 5, and the connection member 16 and the strap 14 by welding (for example, penetration welding).
- the electrolytic solution is supplied (injected) into the battery case 2 of the unformed battery obtained by the step of accommodating the electrode plate group 4 in the cell chamber 22 of the battery case 2. To do.
- the step of forming the non-chemical cell may be, for example, a step of forming a battery case by supplying an electrolytic solution and then applying a direct current. After the formation, the specific gravity of the electrolytic solution may be adjusted to an appropriate specific gravity. Thereby, the formed lead acid battery (liquid type lead acid battery) 1 is obtained.
- Chemical conversion conditions and specific gravity of sulfuric acid can be adjusted according to the properties of the electrode active material. Further, the chemical conversion treatment is not limited to being performed after obtaining the non-chemical conversion battery, and may be performed after aging and drying in the electrode manufacturing process (tank chemical conversion).
- the lead storage battery according to the present embodiment is a liquid lead storage battery, but the lead storage battery may be, for example, a control valve type lead storage battery, a sealed lead storage battery, or the like.
- the number of positive plates 8a and negative plates 8b in the electrode plate group 4 shown in FIGS. 4 and 5 is seven negative plates with respect to six positive plates, but the number of positive plates and negative plates is, for example, Eight negative plates may be provided for seven positive plates, eight negative plates may be provided for eight positive plates, and nine negative plates may be provided for eight positive plates. As the number of positive plates and negative plates increases, cycle life characteristics (for example, ISS cycle performance) tend to be improved.
- the negative electrode plate 8 b is accommodated in the bag-shaped separator 9 in the above embodiment, but the positive electrode plate 8 a may be accommodated in the bag-shaped separator 9.
- the positive electrode plate 8a may penetrate the separator 9 due to the elongation of the positive electrode current collector 12a. It is preferable to be accommodated.
- the separator 9 of the said embodiment has the convex ribs 91 and 93, the separator 9 does not need to have the convex ribs 91 and 93.
- the spacer 10 is arranged between the positive electrode plate 8 a and the separator 9, but the spacer 10 is arranged between the negative electrode plate 8 b and the separator 9. May be. Further, the number of spacers 10 may be two or more, or zero.
- the spacer 10 is not provided between the separator 9 and the positive electrode plate 8a, the other end in the height direction of the rib 91 may be in contact with the positive electrode plate 8a, and the other surface 90b of the separator 9 may be opposed to or in contact with the negative electrode plate 8b. .
- the other end of the rib 91 in the height direction may be in contact with the negative electrode plate 8b, and the other surface 90b of the separator 9 may be opposed to or in contact with the spacer 10 or the positive electrode plate 8a.
- a battery case was prepared, which was composed of a box whose upper surface was opened and whose interior was divided into six cell chambers by partition walls.
- the width X of each cell chamber ([distance between walls Xa] ⁇ 2 ⁇ [rib height Ha]) was 36.6 mm.
- ribs are not provided on the inner wall of the battery case facing the partition walls, and the negative electrode active material filling of the negative electrode plate located on the outermost side of the electrode plate group accommodated in the battery case is not provided.
- the width X of the cell chamber was measured at a height of ⁇ 3 mm from the boundary between this portion and the frame portion located on the ear portion side of the current collector of the negative electrode plate.
- separator B base portion thickness T: 0.25 mm, rib height H: 0.55 mm
- separator C base portion thickness T: 0.25 mm, Rib height H: 0.65 mm
- separator D base portion thickness T: 0.20 mm, rib height H: 0.35 mm
- Example 1 [Preparation of current collector] An expanded lattice (current collector) was produced by subjecting a rolled sheet made of a lead alloy to an expanding process. At this time, an ear portion was provided at one end of the current collector so that the shortest distance a from the center in the longitudinal direction of the current collector was 6.0 mm.
- Electrode plate Lead powder and lead (Pb 3 O 4 ), an additive, and water were mixed and kneaded, and further kneaded while dilute sulfuric acid was added little by little to prepare a positive electrode active material paste. Similarly, lead powder, an additive, and water were mixed and kneaded, and further kneaded while adding dilute sulfuric acid little by little to prepare a negative electrode active material paste. Next, the current collector was filled with the positive electrode active material paste and the negative electrode active material paste, respectively, and aged in an atmosphere of a temperature of 50 ° C. and a humidity of 98% for 24 hours. Then, it dried and obtained the unchemically formed positive electrode plate and the unformed negative electrode plate.
- Electrode group An unchemically formed negative electrode plate was disposed in the bag-shaped separator A. Eight unformed negative electrode plates and seven unformed positive plate inserted into the bag-like separator A were alternately laminated. Subsequently, the ears of the same polarity electrode plates were welded together by a cast on strap (COS) method to produce an electrode plate group. The thickness Y2 of the electrode plate group was 35.9 mm.
- the electrode group was housed in the cell chamber of the battery case, and the strap of the electrode plate and the pole column were connected via a connecting member to assemble a 12V battery (corresponding to D23 size defined in JIS D 5301).
- a pressure F of 6.5 N is applied to the electrode plate group in a direction perpendicular to the opening of the battery case to bring the electrode plate group into the cell case of the battery case. I pushed it in.
- the pole column a lead alloy pole column was used as the pole column.
- An electrolytic solution (dilute sulfuric acid) was injected into the battery, and then formed in a 35 ° C. water bath at a current of 18.6 A for 18 hours to obtain a liquid lead acid battery.
- the thickness Y1 of the electrode plate group after the formation was 35.9 mm.
- the thickness Y1 of the electrode plate group after the formation is sufficient in a system in which the electrode plate group is removed from the battery after the formation and washed with water for 1 hour, and the electrolyte solution is removed from the system without oxygen. It was measured after drying.
- Example 2 Example 1 with the exception of using a bag-shaped separator B as the separator and adjusting the thickness Y2 of the electrode plate group before chemical conversion and the thickness Y1 of the electrode plate group after chemical conversion to 36.7 mm.
- a lead storage battery was produced in the same manner.
- the pressure F applied to the electrode group in the direction perpendicular to the opening of the battery case was 9.5N.
- Example 3 The thickness of the positive electrode plate and the negative electrode plate is changed, and a bag-shaped separator C is used as the separator.
- the thickness Y2 of the electrode plate group before formation and the thickness Y1 of the electrode plate group after formation are 36.6 mm.
- a lead-acid battery was produced in the same manner as in Example 1 except that the adjustment was made as described above.
- the pressure F applied to the electrode plate group in the direction perpendicular to the opening of the battery case was 11.0 N.
- Example 4 The thickness of the positive electrode plate and the negative electrode plate is changed, and a bag-shaped separator C is used as a separator.
- the thickness Y2 of the electrode plate group before formation and the thickness Y1 of the electrode plate group after formation are 37.5 mm.
- a lead-acid battery was produced in the same manner as in Example 1 except that the adjustment was made as described above.
- the pressure F applied to the electrode plate group in the direction perpendicular to the opening of the battery case was greater than 11.0N.
- Example 5 Example 1 except that a bag-shaped separator C was used as the separator and the thickness Y2 of the electrode group before formation and the thickness Y1 of the electrode group after formation were adjusted to 38.3 mm. A lead storage battery was produced in the same manner.
- the pressure F applied to the electrode plate group in the direction perpendicular to the opening of the battery case was greater than 11.0N.
- Example 6 The thickness of the positive electrode plate and the negative electrode plate was changed, and a glass mat (trade name: SSP2, manufactured by Nippon Sheet Glass Co., Ltd.) was used as a spacer between the bag-shaped separator containing the unformed negative plate and the unformed positive plate. (Thickness: 0.20 mm) is used, and a bag-shaped separator D is used as a separator so that the thickness Y2 of the electrode plate group before chemical conversion and the thickness Y1 of the electrode plate group after chemical conversion are 35.9 mm.
- a lead-acid battery was produced in the same manner as in Example 1 except that the adjustment was made.
- the pressure F applied to the electrode plate group in the direction perpendicular to the opening of the battery case was 6.5 N.
- Example 1 The thickness of the positive electrode plate and the negative electrode plate is changed, and a bag-shaped separator B is used as a separator.
- the thickness Y2 of the electrode plate group before formation and the thickness Y1 of the electrode plate group after formation are 35.0 mm.
- a lead-acid battery was produced in the same manner as in Example 1 except that the adjustment was made as described above.
- the pressure F applied to the electrode plate group in the direction perpendicular to the opening of the battery case was 3.5N.
- ⁇ Vibration test> A vibration test was performed on the lead storage batteries of Examples and Comparative Examples. Specifically, the lead-acid battery was vibrated in the stacking direction of the electrode plates (thickness direction of the electrode plate group) under the following conditions. The vibration test was performed a plurality of times while changing the frequency. [conditions] Test device: Random vibration control system (i230 / SA2M) (trade name, manufactured by IMV Corporation) Frequency: 24.0Hz, 37.5Hz, 39.5Hz, 45.5Hz, 51.0Hz Vibration time at each frequency: 1200 minutes
- SYMBOLS 1 Lead acid battery, 2 ... Battery case, 3 ... Lid, 4 ... Electrode board group, 5 ... Electrode pole, 6 ... Electrode terminal, 7 ... Electrode plug, 8 ... Electrode plate, 9, 90 ... Separator, 10 ... Spacer 11 ... Electrode active material filling part, 12 ... Current collector, 13 ... Ear part, 14 ... Strap, 15 ... Inter-cell connection part, 16 ... Connecting member, 22 ... Cell room, X ... Cell room width, Y1, Y2: Thickness of the electrode plate group.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Secondary Cells (AREA)
- Cell Separators (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
セル室を有し、上面が開口している電槽と、電極端子を有し、開口を閉じる蓋と、複数の電極板、及び、該複数の電極板のうち、同極性の電極板同士を連結するストラップを有し、セル室に収容された極板群と、蓋から電槽内に延び、ストラップを電極端子に電気的に接続する極柱と、を備え、複数の電極板の積層方向におけるセル室の幅Xと極板群の厚さY1との差であるクリアランス(X-Y1)が1.2mm未満である、鉛蓄電池。
Description
本発明は鉛蓄電池及びその製造方法に関する。
鉛蓄電池は車両のエンジン始動用及びバックアップ電源用といった様々な用途に用いられている。特に車両のエンジン始動用鉛蓄電池は、エンジン始動用セルモータへの電力供給とともに、車両に搭載された各種電気及び電子機器へ電力を供給する。近年、環境保護及び燃費改善の取り組みとして、例えば、エンジンの動作時間を少なくするアイドリングストップ車(以下、「ISS車」という)、エンジンの動力によるオルタネータの発電を低減する発電制御車等のマイクロハイブリッド車への鉛蓄電池の応用が検討されている。
ところで、鉛蓄電池を車両に搭載して用いる場合、車両の振動に伴い、鉛蓄電池に強い振動が加わることがある。この場合、鉛蓄電池の構成物品の一つである極柱に直接応力が加わり、極柱が破損するおそれがある。これに対し、特許文献1は、鉛合金よりなる極柱の内部に、極柱母材よりも電気抵抗の低い筒状体を存在させることで、上記振動に伴う極柱の破損の発生を抑制することを提案している。
しかしながら、特許文献1に開示されている技術は、極柱の材料及び構成の変更を必要とするものであり、製造コストの上昇につながるため、極柱の構成を変更することなく、極柱の破損の発生を抑制し得る新たな技術の開発が求められる。
そこで、本発明は、振動時における極柱の破損の発生を抑制し得る、鉛蓄電池及びその製造方法を提供することを目的とする。
本発明の一側面の鉛蓄電池は、セル室を有し、上面が開口している電槽と、電極端子を有し、開口を閉じる蓋と、複数の電極板、及び、該複数の電極板のうち、同極性の電極板同士を連結するストラップを有し、セル室に収容された極板群と、蓋から電槽内に延び、ストラップを電極端子に電気的に接続する極柱と、を備える。この鉛蓄電池において、複数の電極板の積層方向におけるセル室の幅Xと極板群の厚さY1との差であるクリアランス(X-Y1)が1.2mm未満である。
上記鉛蓄電池によれば、鉛蓄電池に強い振動が加わることにより生じる極柱への応力を低減することができ、極柱の破損の発生を抑制することができる。
本発明者らの検討の結果明らかになったことであるが、極柱の破損は、鉛蓄電池に対して電極板の積層方向に振動が加わった場合に特に発生しやすくなる。この原因の一つとしては、上記振動によって極柱に対して強い応力(極柱の周囲方向への応力及び電極板の積層方向への応力)が加わることが考えられる。一方、本発明の鉛蓄電池によれば、クリアランス(X-Y1)を1.2mm未満とすることで、極板群のばたつきを抑制することができる。その結果、上記極柱への応力を低減することができ、極柱の破損の発生を抑制できると考えられる。
クリアランス(X-Y1)は0.7mm以下であってよい。この場合、極柱の破損の発生が更に抑制される傾向がある。
本発明の他の側面の鉛蓄電池の製造方法は、セル室を有し、且つ、上面が開口している電槽を準備する工程と、複数の電極板、及び、該複数の電極板のうち、同極性の電極板同士を連結するストラップを有する極板群を準備する工程と、電極端子を備える蓋を準備する工程と、セル室に極板群を収容する工程と、極柱を介してストラップを電極端子に電気的に接続する工程と、を備える。この製造方法において、複数の電極板の積層方向におけるセル室の幅Xと極板群の厚さY2との差であるクリアランス(X-Y2)が1.2mm未満である。この製造方法によれば、振動時における極柱の破損の発生を抑制することができる鉛蓄電池を提供することができる。
上記製造方法では、セル室に極板群を収容する際、極板群に対して電槽の開口に垂直な方向に1.0N以上の圧力を加えて極板群を押し込んでよい。換言すれば、極板群は、該極板群をセル室に挿入する際に電槽の開口に垂直な方向に1.0N以上の加圧が必要となるように構成されていてよい。この場合、セル室内の極板群は、電槽から電極板の積層方向(極板群の厚さ方向)に充分な圧縮力が加わった状態となる。そのため、極板群の振動に起因する極柱への応力が更に低減され、極柱の破損の発生が更に抑制される。
クリアランス(X-Y2)は0.7mm以下であってよい。この場合、極柱の破損の発生が更に抑制される傾向がある。
上記鉛蓄電池及びその製造方法において、鉛蓄電池を複数の電極板の積層方向に振動させたときの極柱の共振周波数は38Hz以上であってよい。この場合、極柱の破損の発生が更に抑制される傾向がある。
上記鉛蓄電池及びその製造方法において、鉛蓄電池を複数の電極板の積層方向に1Gの加速度を加えて振動させたときの極柱の最大加速度は5.5G以下であってよい。この場合、極柱の破損の発生が更に抑制される傾向がある。
上記鉛蓄電池及びその製造方法において、極板群は、隣り合う電極板間にシート状のスペーサを有していてよい。この場合、極板群の振動に起因する極柱への応力が更に低減されるため、極柱の破損の発生が更に抑制される傾向がある。
本発明によれば、振動時における極柱の破損の発生を抑制し得る、鉛蓄電池及びその製造方法が提供される。
<鉛蓄電池>
図1は、一実施形態の鉛蓄電池の全体構成を示す斜視図である。図1に示す鉛蓄電池1は液式鉛蓄電池である。図1に示すように、本実施形態に係る鉛蓄電池1は、上面が開口している電槽2と、電槽2の開口を閉じる蓋3と、電槽2に収容された極板群4及び希硫酸等の電解液(図示せず。)と、蓋3から電槽2内に延びる極柱5(正極柱及び負極柱5b)と、を備えている。
図1は、一実施形態の鉛蓄電池の全体構成を示す斜視図である。図1に示す鉛蓄電池1は液式鉛蓄電池である。図1に示すように、本実施形態に係る鉛蓄電池1は、上面が開口している電槽2と、電槽2の開口を閉じる蓋3と、電槽2に収容された極板群4及び希硫酸等の電解液(図示せず。)と、蓋3から電槽2内に延びる極柱5(正極柱及び負極柱5b)と、を備えている。
(蓋)
図1に示すように、蓋3は、電極端子6(正極端子6a及び負極端子6b)と、蓋3に設けられた注液口を閉塞する液口栓7と、を備えている。正極端子6aは正極柱(図示せず。)の一端に接続され、負極端子6bは、負極柱5bの一端に接続されている。蓋3は、例えば、ポリプロピレンで形成されている。
図1に示すように、蓋3は、電極端子6(正極端子6a及び負極端子6b)と、蓋3に設けられた注液口を閉塞する液口栓7と、を備えている。正極端子6aは正極柱(図示せず。)の一端に接続され、負極端子6bは、負極柱5bの一端に接続されている。蓋3は、例えば、ポリプロピレンで形成されている。
(電槽)
図2は、図1の鉛蓄電池に用いられる電槽を示す斜視図であり、図3は、図2のIII-III線に沿った断面図である。図2及び図3に示すように、電槽2は直方体状を呈しており、長方形状の底面部と、底面部の長辺部に隣接する一対の長手側面部と、底面部の短辺部に隣接する一対の短手側面部とからなる。以下では、底面部の長辺部に沿う方向及び底面部の短辺部に沿う方向をそれぞれ電槽2の長手方向及び短手方向とする。電槽2は、例えばポリプロピレンで形成されている。
図2は、図1の鉛蓄電池に用いられる電槽を示す斜視図であり、図3は、図2のIII-III線に沿った断面図である。図2及び図3に示すように、電槽2は直方体状を呈しており、長方形状の底面部と、底面部の長辺部に隣接する一対の長手側面部と、底面部の短辺部に隣接する一対の短手側面部とからなる。以下では、底面部の長辺部に沿う方向及び底面部の短辺部に沿う方向をそれぞれ電槽2の長手方向及び短手方向とする。電槽2は、例えばポリプロピレンで形成されている。
電槽2の内部は、5枚の隔壁21によって6区画に分割されており、電槽2の長手方向に沿って並ぶように第1~第6のセル室22a~22f(以下、場合により、「セル室22」と総称する。)が形成されている。セル室22は極板群4が挿入される空間である。極板群4は、電極板8の積層方向が電槽2の長手方向となるように、電槽2の各セル室22に収容されている。
図2及び図3に示すように、隔壁21の両側面と、電槽2の隔壁21と対向する一対の内壁面23とには、電槽2の高さ方向(開口面に垂直な方向)に延びる複数のリブ(リブ部)24が設けられていてよい。すなわち、隔壁21は、平坦部25と、平坦部25から隆起した電槽2の高さ方向に延びる複数のリブ24と、を有していてよい。リブ24は、セル室22に挿入された極板群を、電極板8の積層方向において適切に加圧(圧縮)する機能を有する。
各セル室22の幅X(電極板8の積層方向における長さ)は、リブ24の高さ等によって調整することができる。複数のセル室22の幅は同一でも異なっていてもよい。なお、本明細書において、セル室の幅Xは、隔壁21がリブ24を有しない場合、対向する隔壁21間の最短距離、又は、隔壁21と該隔壁21に対向する電槽2の内壁面23との間の最短距離(以下、「壁間距離Xa」という。)と定義される。隔壁21及び/又は電槽2の内壁面23がリブを有する場合、セル室の幅Xは、壁間距離Xaから、最も高いリブの高さHaを引いた値と定義される(図3参照。)。例えば、対向する2つの隔壁21のリブの高さHaが同一である場合、セル室の幅Xは、[壁間距離Xa]-(2×[リブの高さHa])となる。
(極板群)
極板群4は、単電池とも呼ばれており、起電力は2Vである。自動車用の電装品は、直流電圧12Vを昇圧又は降圧して駆動するため、6個の極板群4を直列に接続して、2V×6=12Vとしている。そのため、鉛蓄電池1を自動車用の電装品として用いる場合、セル室は6個必要となる。なお、鉛蓄電池1を他の用途で用いる場合は、セル室の数は6個に限定されるものではない。
極板群4は、単電池とも呼ばれており、起電力は2Vである。自動車用の電装品は、直流電圧12Vを昇圧又は降圧して駆動するため、6個の極板群4を直列に接続して、2V×6=12Vとしている。そのため、鉛蓄電池1を自動車用の電装品として用いる場合、セル室は6個必要となる。なお、鉛蓄電池1を他の用途で用いる場合は、セル室の数は6個に限定されるものではない。
図4は、第1のセル室22aに収容される第1の極板群4aを示す斜視図である。図5は、第2のセル室22bに収容される第2の極板群4bを示す斜視図である。以下では、図4及び図5を参照して、極板群4の構成について説明する。なお、図示はないが、第6のセル室22fに収容される第6の極板群は、第1の極板群4aと同様の構造を有している。また、第3~第5のセル室22c,22d,22eに収容される第3~第5の極板群は第2の極板群4bと同様の構成を有している。
図4及び図5に示すように、極板群4は、複数の電極板8(正極板8a及び負極板8b)の積層体であり、板状の正極(正極板)8aと、板状の負極(負極板)8bと、正極板8aと負極板8bとの間に配置されたセパレータ9及びスペーサ10と、を備えている。
極板群4は、正極板8a及び負極板8bが、セパレータ9及びスペーサ10を介して、電槽2の長手方向に交互に積層された構造を有している。すなわち、正極板8a及び負極板8bは、それらの主面が電槽2の開口面と垂直方向に広がるように配置されている。極板群4は、電極板8の積層方向から視て、電槽2の高さ方向が短手方向となり、電槽2の短手方向が長手方向となる、矩形状を呈している。電極板8も同様である。
電極板8(正極板8a及び負極板8b)は、電極活物質充填部11(正極活物質充填部11a及び負極活物質充填部11b)と、集電体12(正極集電体12a及び負極集電体12b)と、集電体の短手方向の一端から突出した耳部13(正極耳部13a及び負極耳部13b)と、を有している。電極活物質充填部11は電極活物質で構成されている。すなわち、電極活物質は、集電体12に保持されて電極活物質充填部11を構成している。集電体12は電極活物質への電流の導電路を構成している。なお、本明細書では、正極板から正極集電体を除いたものを「正極活物質」と称し、負極板から負極集電体を除いたものを「負極活物質」と称する。
集電体12及び耳部13は、例えば、鉛-カルシウム-錫合金、鉛-カルシウム合金及び鉛-アンチモン合金が挙げられる。これらの鉛合金を重力鋳造法、エキスパンド法、打ち抜き法等で格子状に形成することにより耳部13が設けられた集電体12を得ることができる。
図4及び図5に示すように、極板群4は、同極性の電極板同士(負極板8b同士,正極板8a同士)を連結するストラップ14(正極側ストラップ14a,負極側ストラップ14b)を有する。具体的には、複数の正極板8aの耳部13a同士が、正極側ストラップ14aで集合溶接されており、複数の負極板8bの耳部13b同士が、負極側ストラップ14bで集合溶接されている。これにより、極板群4は、厚さ(電極板の積層方向の長さ)Y1を有している。正極側ストラップ14a及び負極側ストラップ14bの少なくとも一方は、セル間接続部15を有しており、該セル間接続部15を介して隣り合うセル室22に収容された極板群4における極性の異なるストラップ14(正極側ストラップ14a又は負極側ストラップ14b)に接続されている。図4に示す第1の極板群4aでは、正極側ストラップ14aにセル間接続部15が設けられ、負極側ストラップ14bが負極柱5bを介して負極端子6bに電気的に接続されている。また、図示はないが、第6の極板群では、負極側ストラップにセル間接続部が設けられ、正極側ストラップが正極柱を介して正極端子6aに電気的に接続されている。
ストラップ14は、その上面(耳部13と溶接された面とは反対側の面)において連結部材16の一端に溶接されている。連結部材16の他端は、極柱5の下端(電槽2側の端)に溶接され、ストラップ14と極柱5とを互いに電気的に接続している。連結部材16は、例えば、板状であり、鉛及び/又は鉛合金で構成されている。
図6は、電極板8の正面図である。なお、電極板の正面とは、電極板を、該電極板の積層方向から視た面である。図6に示すように、電極板8の耳部13が、電極板8の正面から視て電極板8の中央側に位置する。そのため、本実施形態の鉛蓄電池は、優れた充放電特性を示す傾向がある。
電極板8(集電体12)における耳部13は、図6に示す電極板8(集電体12)の長手方向の中央Cからの最短距離aが0mm以上となるように集電体12の一端から突出するように設けられていてよい。上記最短距離aは、充放電特性に優れる観点から、6mm以下、又は0mm以下であってよい。最短距離aは、集電体12の長手方向の中央であって、集電体12の短手方向の一端に位置する点Cから、耳部13の根元(耳部13と集電体12との接続部分)までの最短距離を測定することで得られる。
上述した極板群4の厚さY1は、特に限定されず、電極板8(負極板8b及び正極板8a)の厚さ、セパレータ9の厚さ、スペーサ10の厚さ、極板間距離等によって調整することができる。なお、本明細書において、極板群の厚さY1とは、極板群4に対して電槽2からの圧縮力が加わっていない状態での極板群の厚さを意味し、化成後の極板群の厚さを意味する。
極板群4の厚さY1の測定方法について図7を参照して具体的に説明する。図7は、極板群4を電極板8の積層方向から視た正面図である。極板群4の厚さは、極板群4の最も外側にある電極板8(図7においては負極板8b)の電極活物質充填部11(図7においては負極活物質充填部11b)と、該電極板が有する集電体の耳部側に位置するフレーム部分との境界より短手方向に±3mmの範囲rにおいて、極板群4の長手方向の中央P1で1点、中央より右側の任意の位置P2で1点、中央より左側の任意の位置P3で1点の計3点で測定した極板群4の厚さの平均値と定義される。ここで、図7のように、極板群4の最も外側にセパレータが配置された構成の場合、該セパレータのリブ91の高さは極板群4の厚さには含めない。すなわち、極板群4の最も外側にセパレータ9が配置された構成の場合、該セパレータ9におけるリブ91を支持する部分(ベース部)92の位置で極板群4の厚さを測定する。ただし、電槽2の隔壁51がリブ53を有しない場合等、極板群の最も外側に配置されたセパレータのリブ42が電槽2の隔壁51又は内壁面50に接触する場合には、当該リブ42の高さHを極板群の厚さに含めるものとする。化成後の鉛蓄電池における極板群4の厚さY1は、例えば、化成後の極板群4を取り出し1時間水洗をし、硫酸の取り除かれた極板群4を酸素の存在しない系において充分に乾燥させた後に測定することができる。
極板群4におけるセパレータ9を介して隣り合う負極板8bと正極板8aとの距離(極板間距離)は、浸透短絡を抑制できる観点から、好ましくは0.4mm以上であり、より好ましくは0.5mm以上であり、更に好ましくは0.55mm以上である。極板間距離は、極柱の破損の発生が更に抑制される観点から、好ましくは0.8mm以下であり、より好ましくは0.75mm以下であり、更に好ましくは0.7mm以下であり、更により好ましくは0.65mm以下であり、特に好ましくは0.6mm以下である。これらの観点から、極板間距離は、好ましくは0.4~0.8mmであり、より好ましくは0.4~0.75mmであり、更に好ましくは0.5~0.7mmであり、更により好ましくは0.55~0.65mmであり、特に好ましくは0.55~0.6mmである。なお、極板間距離は、極板群4に対して電槽2からの圧縮力が加わっていない状態での極板間距離を意味する。
電極板8とセパレータ9とが接している場合、及び、電極板8とスペーサ10とが接している場合には、例えば、極板群4から、すべてのセパレータ9及びスペーサ10を抜き取り、抜き取った全てのセパレータ9及びスペーサ10について、該セパレータ9及びスペーサ10の上端(短手方向における耳部側の端部)から下端(短手方向における耳部側とは反対側の端部)に向かって約8mmの箇所で厚さを測定し、セパレータ9についての測定値の平均値と、スペーサ10についての測定値の平均値との和を極板間距離とすることができる。セパレータ9がリブ91を有する場合、セパレータ9の厚さは、ベース部92の厚さとリブ91の高さの和である。例えば、セパレータ9の長手方向に複数本形成されたリブ91のうち、最も外側に配置された2本のリブ上及びそれらの中点に配置されたリブ上の計3点で測定した厚さの平均値をセパレータ9の厚さとする。セパレータ9がリブ91を有しない場合、セパレータ9の長手方向の中央で1点、中央より右側の任意の位置で1点、中央より左側の任意の位置で1点の計3点で測定した厚さの平均値をセパレータ9の厚さとする。なお、セパレータ9が袋状である場合、セパレータ9を展開して厚さを測定する。また、化成後の鉛蓄電池1における、極板群4に圧縮力が加わっていない状態での極板間距離は、化成後の鉛蓄電池1より極板群4を取り出し1時間水洗をし、電解液(例えば硫酸)の取り除かれた極板群4を酸素の存在しない系において充分に乾燥させた後に、上記方法によって測定することができる。
本実施形態に係る鉛蓄電池1において、電槽2におけるセル室22の幅X(単位:mm)と極板群4の厚さY1(単位:mm)の差(クリアランス:X-Y1)は、1.2mm未満である。本実施形態では、クリアランス(X-Y1)が1.2mm未満であることにより、鉛蓄電池の振動時に生じる極柱への応力を低減することができ、極柱の破損の発生を抑制することができる。上記効果が顕著となる観点から、クリアランス(X-Y1)は、好ましくは0.9mm以下であり、より好ましくは0.7mm以下であり、更に好ましくは0.6mm以下であり、更により好ましくは0.4mm以下であり、特に好ましくは0mm以下であり、特により好ましくは0mm未満であり、極めて好ましくは-0.4mm以下である。クリアランス(X-Y1)は、短絡を抑制できる観点から、-1.0mm以上、-0.4mm以上、0mm以上、又は0.4mm以上であってよい。これらの観点から、クリアランス(X-Y1)は、-1.0mm以上1.2mm未満、-1.0~0.9mm、-1.0~0.7mm、-1.0~0.6mm、-1.0~0.4mm、-1.0~0mm、-1.0mm以上0mm未満、-1.0~-0.4mm、-0.4mm以上1.2mm未満、-0.4~0.9mm、-0.4~0.7mm、-0.4~0.6mm、-0.4~0.4mm、-0.4~0mm、-0.4mm以上0mm未満、0mm以上1.2mm未満、0~0.9mm、0~0.7mm、0~0.6mm、0~0.4mm、0.4mm以上1.2mm未満、0.4~0.9mm、0.4~0.7mm又は0.4~0.6mmであってよい。
本実施形態では、クリアランス(X-Y1)が1.2mm未満であること等の理由から、極板群4をセル室22に挿入する際に電槽2の開口に垂直な方向に1.0N以上の加圧が必要となる。換言すれば、極板群4は、極板群4をセル室に挿入する際に電槽2の開口に垂直な方向に1.0N以上の加圧が必要となるように構成されている。振動時の加速度を低減することができ、極柱の破損の発生を更に抑制できる観点では、極板群4は、極板群4をセル室に挿入する際に電槽2の開口に垂直な方向に5.0N以上又は11.0N以上の加圧が必要となるように構成されていてよい。なお、上記セル室22に挿入する前の極板群4は未化成の極板群である。
次に、極板群4を構成するセパレータ9及びスペーサ10について説明する。
[セパレータ]
本実施形態に係るセパレータ9は、例えば、ガラス、パルプ、及び合成樹脂からなる群より選択される少なくとも1種の材料を含んでいてよい。また、本実施形態に係るセパレータ9は、可撓性を有するセパレータであってよい。セパレータ9の中でも、短絡をより抑制できる観点及び可撓性を有することにより極板群4の圧縮が容易である観点から、合成樹脂を用いることが好ましい。更に、合成樹脂の中でも特に、ポリオレフィン(例えばポリエチレン)が好ましい。以下、本実施形態のセパレータ9について図8及び図9を用いて説明する。
本実施形態に係るセパレータ9は、例えば、ガラス、パルプ、及び合成樹脂からなる群より選択される少なくとも1種の材料を含んでいてよい。また、本実施形態に係るセパレータ9は、可撓性を有するセパレータであってよい。セパレータ9の中でも、短絡をより抑制できる観点及び可撓性を有することにより極板群4の圧縮が容易である観点から、合成樹脂を用いることが好ましい。更に、合成樹脂の中でも特に、ポリオレフィン(例えばポリエチレン)が好ましい。以下、本実施形態のセパレータ9について図8及び図9を用いて説明する。
図8は、本実施形態のセパレータ9と、本実施形態のセパレータ9に収容される電極板8(例えば負極板8b)とを示す図面である。図8に示すように、本実施形態では、セパレータ9が袋状をなしており、負極板8bが袋状のセパレータ9に収容されている。
図9(a)は、袋状のセパレータ9の作製に用いるセパレータ90を示す正面図であり、図9(b)は、セパレータ90の断面図である。図9(a)及び図9(b)に示すように、セパレータ90は、長尺のシート状に形成されている。セパレータ90は、平板状のベース部92と、凸状(例えば線状)の複数のリブ91と、ミニリブ93とを備えている。ベース部92は、リブ91及びミニリブ93を支持している。セパレータ90がリブ91を有する場合、極板間距離をより厳密に設定することができるとともに、電極板の表面と電解液との接触性を向上させることができる。リブ91は、セパレータ90の幅方向における中央において、セパレータ90の長手方向に延びるように複数(多数本)形成されている。複数のリブ91は、セパレータ90の一方面90aにおいて互いに略平行に配置されている。リブ91の間隔は、例えば3~15mmである。リブ91の高さ方向の一端はベース部92に一体化している。セパレータ90の他方面90bにはリブは配置されておらず、セパレータ90の他方面90bは平坦面となっている。
ミニリブ93は、セパレータ90の幅方向における両側において、セパレータ90の長手方向に延びるように複数(多数本)形成されている。ミニリブ93は、鉛蓄電池1が横方向(電極板8の積層方向、電槽2の長手方向)に振動した際に、電極の角がセパレータを突き破って短絡することを防止するためにセパレータ強度を向上させる機能を有する。なお、ミニリブ93の高さ、幅及び間隔は、何れもリブ91よりも小さいことが好ましい。また、ミニリブ93の断面形状は、リブ91と同一であってもよく、異なっていてもよい。ミニリブ93の断面形状は、半円型であることが好ましい。また、セパレータ90においてミニリブ93は形成されていなくてもよい。
ベース部92の厚さTは、正極板と負極板との短絡を防止する観点、並びに、優れた充電受入性及び放電特性を得る観点から、0.25mm以下、0.2mm以下又は0.15mm以下であってよい。ベース部92の厚さTは、クリアランス(X-Y1)を上述した範囲内に調整しやすい観点及び短絡の抑制効果に優れる観点から、0.05mm以上又は0.1mm以上とすることができる。
リブ91の高さHは、正極板によるベース部の酸化劣化を抑制する観点及び優れた充電受入性を得る観点から、1.25mm以下が好ましく、1.0mm以下がより好ましく、0.75mm以下が更に好ましい。リブ91の高さHは、クリアランス(X-Y1)を上述した範囲内に調整しやすい観点及び正極での酸化劣化を抑制する観点から、例えば、0.3mm以上であり、0.4mm以上又は0.5mm以上であってもよい。
リブ91が設けられた部分のセパレータ90の厚さ(ベース部92の厚さHとリブ91の高さTの合計)は、例えば0.4~0.75mmであり、0.4~0.7mm、0.4~0.65mm、0.4~0.6mm、0.5~0.75mm、0.55~0.75mm、0.6~0.75mm、又は0.6~0.7mmであってもよい。
ベース部92の厚さTに対するリブ91の高さHの比率H/Tは、優れた充電受入性を得る観点及びセパレータの耐酸化性に優れる観点から、2以上、2.4以上、又は3以上であってよい。比率H/Tが2以上であると、電極板8(例えば正極板8a)と接触しない部分を充分に確保できるため、セパレータの耐酸化性が向上すると推察される。比率H/Tは、優れた充電受入性を得る観点、リブの形状保持性に優れる観点、及び、短絡の抑制効果に優れる観点から、6以下、5以下、4.5以下、又は4以下であってよい。比率H/Tが6以下であると、正極板8aと負極板8bとの間の距離が充分であることから短絡が抑制されると推察される。また、比率H/Tが6以下であると、鉛蓄電池1を組み立てた際にリブが破損することなく、充電受入性等の電池特性が良好に維持されると推察される。
図9(b)に示すリブ91の上底幅Bは、リブの形状保持性及び耐酸化性に優れる観点から、0.1mm以上又は0.2mm以上であってよく、また、2mm以下、1mm以下、又は0.8mm以下であってよい。リブ91の上底幅Bは、例えば、0.2~0.8mm、0.1~2mm、0.2~1mm、又は0.2~0.8mmであってよい。
図9(b)に示すリブ91の下底幅Aは、リブの形状保持性に優れる観点から、0.2mm以上、0.3mm以上、又は0.4mm以上であってよく、また、4mm以下、2mm以下、又は1mm以下であってよい。リブ91の下底幅Aは、例えば、0.2~4mm、0.3~2mm、又は0.4~1mmであってよい。
上底幅Bと下底幅Aの比率(B/A)は、リブの形状保持性に優れる観点から、0.1以上、0.2以上、又は0.3以上であってよく、また、1以下、0.8以下、又は0.6以下であってよい。比率(B/A)は、例えば、0.1~1、0.2~0.8、又は0.3~0.6であってよい。
セパレータ90を用いて袋状のセパレータ9を作製する方法の一例を以下に示す。まず、上述したセパレータ90を適切な長さに切断し、該セパレータ90のリブ91を設けていない面上の長手方向のおおよそ中央においてU字状又はV字状に折り曲げ、積層シートを得る。続いて、積層シートの両側部をメカニカルシールしメカニカルシール部94を形成する。これにより、図8に示す袋状のセパレータ9が得られる。なお、メカニカルシールにかえて、圧着又は熱溶着を行ってもよい。
得られた袋状のセパレータ9内に電極板8を配置する方法は、上記積層シートの両側部をメカニカルシール、圧着又は熱溶着する前に、電極板を配置する方法であってもよい。生産性に優れる観点から、袋状のセパレータ9を先に作製し、その後、袋状のセパレータ9内に電極板を配置することが好ましい。
[スペーサ]
スペーサ10は、正極板8aとセパレータ9との間に設けられている。本実施形態では、極板群4がスペーサ10を備えるため、極板群の振動に起因する極柱への応力を更に低減することができ、極柱の破損の発生を更に抑制することができる。図10は、極板群4における袋状のセパレータ9、スペーサ10及び電極板8の配置を示す断面図である。図10に示すように、極板群4において、リブ91の高さ方向の他端は、スペーサ10に接している。ベース部92は、リブ91の高さ方向においてスペーサ10と対向している。セパレータ9の他方面90bは、負極板8bと対向又は接している。
スペーサ10は、正極板8aとセパレータ9との間に設けられている。本実施形態では、極板群4がスペーサ10を備えるため、極板群の振動に起因する極柱への応力を更に低減することができ、極柱の破損の発生を更に抑制することができる。図10は、極板群4における袋状のセパレータ9、スペーサ10及び電極板8の配置を示す断面図である。図10に示すように、極板群4において、リブ91の高さ方向の他端は、スペーサ10に接している。ベース部92は、リブ91の高さ方向においてスペーサ10と対向している。セパレータ9の他方面90bは、負極板8bと対向又は接している。
スペーサ10は、例えば、シート状に形成されている。スペーサ10は、例えば多孔性の膜(多孔膜)であり、例えば不織布である。スペーサ10の構成材料は、電解液に対して耐性を有する材料であれば、特に制限されるものではない。スペーサ10の構成材料としては、具体的には、有機繊維、無機繊維、パルプ、無機酸化物粉末等が挙げられる。スペーサ10の構成材料として、無機繊維及びパルプを含む混合繊維を用いてもよく、有機繊維及び無機繊維を含む有機無機混合繊維を用いてもよい。有機繊維としては、ポリオレフィン繊維(ポリエチレン繊維、ポリプロピレン繊維等)、ポリエチレンテレフタレート繊維などが挙げられる。無機繊維としては、ガラス繊維等が挙げられる。極板群の振動に起因する極柱への応力を更に低減する観点から、スペーサ10は、好ましくは、ガラス繊維をフェルト状に加工することにより形成されるガラスマットである。ガラス繊維としては、例えば、チョップドストランド、ミルドファイバー等が挙げられる。なお、ガラスマットはガラス繊維のみからなっていてよく、ガラス繊維以外の他の材料(例えば上述の有機繊維等)を含んでいてもよい。
スペーサ10の厚さは、極柱への応力を更に低減する観点から、0.1mm以上、0.5mm以上、又は1.0mm以上であってよい。スペーサ10の厚さは、優れた充放電特性が得られやすい観点から、2.0mm以下、1.0mm以下であってよく、0.5mm以下であってよい。
(極柱)
極柱の組成は特に限定されず、例えば鉛、Sb、As等を含む合金(例えば鉛合金)などが挙げられる。極柱の形状は例えば円柱状であってよく、円錐状であってもよい。
極柱の組成は特に限定されず、例えば鉛、Sb、As等を含む合金(例えば鉛合金)などが挙げられる。極柱の形状は例えば円柱状であってよく、円錐状であってもよい。
極柱5の高さ(極柱5が延びる方向の長さ)は、極柱の破損の発生が更に抑制される観点から、100mm以下、90mm以下、又は70mm以下であってよい。極柱5の高さは、極板群から端子6a、6bに接続する観点から、50mm以上、60mm以上、又は80mm以上であってよい。
以上の構成を備える本実施形態の鉛蓄電池1によれば、振動時における極柱の破損の発生を抑制し得る。特に、従来の鉛蓄電池と比較して、電極板の積層方向に振動が加わった場合の極柱の破損の発生が抑制される傾向がある。
また、本実施形態の鉛蓄電池1では、鉛蓄電池1を電極板8の積層方向(極板群4の厚さ方向)に振動させたとしても極柱5が共振しづらい。鉛蓄電池1を電極板8の積層方向(極板群4の厚さ方向)に振動させたときの極柱5の共振周波数は例えば38Hz以上である。本実施形態では、クリアランス(X-Y1)を調整することで、上記極柱5の共振周波数を38Hz以上とすることができる。極柱の破損の発生を更に抑制する観点では、上記極柱5の共振周波数は38Hz以上であってよく、40Hz以上であってよい。極柱5の共振周波数は、共振が収束しやすく、極柱の破損が起こり難い観点から、75Hz以下又は60Hz以下であってよい。これらの観点から、38~75Hz、38~60Hz、40~75Hz、又は40~60Hzであってよい。
また、本実施形態の鉛蓄電池1では、鉛蓄電池1を電極板8の積層方向(極板群4の厚さ方向)に振動させたときに極柱5が共振したとしても、共振時における極柱5の最大加速度を充分に小さくすることができる。鉛蓄電池1を電極板8の積層方向(極板群4の厚さ方向)に1Gの加速度を加えて振動させたときの極柱5の最大加速度は例えば5.5G以下である。本実施形態では、クリアランス(X-Y1)を調整することで、上記極柱5の最大加速度を5.5G以下とすることができる。極柱の破損の発生を更に抑制する観点では、上記極柱5の最大加速度は4.1G以下であってよく、3.6G以下であってよい。外部振動及び、収納された極板群が共振する性質を考慮した場合、極柱5の最大加速度は、例えば、1.0G以上、3.6G以上、又は4.1G以上である。これらの観点から、極柱5の最大加速度は、1.0~5.5G、1.0~4.1G、1.0~3.6G、3.6~4.1G、3.6~5.5G又は4.1~5.5Gであってよい。
以上説明した本実施形態の鉛蓄電池の製造方法は、例えば、上述した電槽2、極板群4(未化成の極板群)、蓋3、極柱5、連結部材16を準備する工程と、電槽2のセル室22に極板群4を収容する工程と、極柱5(正極柱及び負極柱5b)を介して極板群4のストラップ14(正極側ストラップ14a及び負極側ストラップ14b)を電極端子6(正極端子6a及び負極端子6b)に電気的に接続する工程と、蓋3で電槽2の開口を閉じる工程と、電槽2内に電解液を供給する工程と、電解液を供給した後の未化成電池を化成する工程と、を備える。この製造方法では、図11(a)及び図11(b)に示すように、セル室22の幅(電極板の積層方向の長さ)X(単位:mm)と極板群4(未化成の極板群)の厚さY2(単位:mm)との差であるクリアランス(X-Y2)が1.2mm未満である。未化成の極板群の厚さY2の測定方法は、化成後の極板群の厚さY1の測定方法と同様である。
極板群4を準備する工程は、例えば、未化成の電極板(未化成の正極板及び未化成の負極板)を得る電極板製造工程と、電極板製造工程で得られた未化成の負極板を内部に配置した袋状のセパレータ9、スペーサ10及び未化成の正極板をこの順に積層させ、同極性の電極板の耳部13をストラップ14で連結(溶接等)させて極板群4を得る工程と、を有していてよい。電極板製造工程では、例えば、電極活物質ペースト(正極活物質ペースト及び負極活物質ペースト)を集電体12(例えば、鋳造格子体、エキスパンド格子体等の集電体格子)に充填した後に、熟成及び乾燥を行うことにより未化成の電極板を得る。
電極活物質ペーストは、例えば、電極活物質の原料(鉛粉等)を含有しており、他の添加剤を更に含有していてもよい。電極活物質ペーストは、例えば、電極活物質の原料に添加剤(補強用短繊維等)及び水を加えた後、希硫酸を加え、混練することで得られる。
電槽2のセル室22に極板群4を収容する工程は、図11(a)及び図11(b)に示すように、セル室22に極板群4を収容する際、極板群4に対して電槽2の開口に垂直な方向に1.0N以上の圧力を加えて極板群4をセル室22内に押し込む工程であることが好ましい。これにより、電極板8の積層方向(極板群4の厚さ方向)の圧縮力を電槽2(例えば隔壁21)から極板群4に付与しながら極板群4を電槽2内に収容することができる。
なお、本発明者らの知見によれば、クリアランス(X-Y2)が1.2mm以上である場合には極板群4を押し込むことなく、極板群4を自重により電槽2のセル室22内に落とし込むことができるが、クリアランス(X-Y2)が1.2mmより小さい場合には、極板群4に対して圧力Fを加えて、電槽2のセル室22に対して極板群4を押し込む必要がある。クリアランス(X-Y2)が正の値である場合にも、極板群4を電槽2のセル室22に対して押し込む必要がある理由は、明らかではないが、図11(a)に示すように、極板群4が下方に広がった構造を有しているためであると推察される。
本実施形態では、クリアランス(X-Y2)は、好ましくは0.9mm以下であり、より好ましくは0.7mm以下であり、更に好ましくは0.6mm以下であり、更により好ましくは0.4mm以下であり、特に好ましくは0mm以下であり、特により好ましくは0mm未満であり、極めて好ましくは-0.4mm以下である。クリアランス(X-Y2)は、短絡を抑制できる観点から、-1.0mm以上、-0.4mm以上、0mm以上、又は0.4mm以上であってよい。これらの観点から、クリアランス(X-Y2)は、-1.0mm以上1.2mm未満、-1.0~0.9mm、-1.0~0.7mm、-1.0~0.6mm、-1.0~0.4mm、-1.0~0mm、-1.0mm以上0mm未満、-1.0~-0.4mm、-0.4mm以上1.2mm未満、-0.4~0.9mm、-0.4~0.7mm、-0.4~0.6mm、-0.4~0.4mm、-0.4~0mm、-0.4mm以上0mm未満、0mm以上1.2mm未満、0~0.9mm、0~0.7mm、0~0.6mm、0~0.4mm、0.4mm以上1.2mm未満、0.4~0.9mm、0.4~0.7mm又は0.4~0.6mmであってよい。未化成の極板群の厚さY2の測定方法は、化成後の極板群の厚さY1の測定方法と同様である。
極柱5を介して極板群4のストラップ14を電極端子6に電気的に接続する工程では、極柱5と、該極柱5が接続される電極端子6と同極性の耳部を連結するストラップ14と、を連結部材16を介して電気的に接続する。連結部材16と極柱5、及び、連結部材16とストラップ14とは、溶接(例えば貫通溶接)によって接合してよい。
電槽2内に電解液を供給する工程では、上記電槽2のセル室22に極板群4を収容する工程により得られた未化成電池の電槽2内に電解液を供給(注入)する。
未化成電池を化成する工程は、例えば、電解液を供給した後、直流電流を通電して電槽化成する工程であってよい。化成後は、電解液の比重を適切な比重に調整してよい。これにより、化成された鉛蓄電池(液式鉛蓄電池)1が得られる。
化成条件及び硫酸の比重は電極活物質の性状に応じて調整することができる。また、化成処理は、未化成電池を得た後に実施されることに限られず、電極製造工程における熟成及び乾燥後に実施されてもよい(タンク化成)。
以上、本実施形態の鉛蓄電池及びその製造方法の一実施形態について説明したが、本発明は上記実施形態に限定されない。
例えば、本実施形態に係る鉛蓄電池は液式鉛蓄電池であるが、鉛蓄電池は、例えば、制御弁式鉛蓄電池、密閉式鉛蓄電池等であってもよい。
また、図4及び図5に示す極板群4における正極板8a及び負極板8bの枚数は、正極板6枚に対し負極板7枚であるが、正極板及び負極板の枚数は、例えば、正極板7枚に対し負極板8枚であってもよく、正極板8枚に対し負極板8枚であってもよく、正極板8枚に対し負極板9枚であってもよい。正極板及び負極板の枚数が増えるほど、サイクル寿命特性(例えばISSサイクル性能)が向上する傾向がある。
また、図4及び図5に示すように、上記実施形態では負極板8bが袋状のセパレータ9に収容されているが、正極板8aを袋状のセパレータ9に収容してもよい。ただし、袋状のセパレータ9を正極板8aに適用した場合、正極集電体12aの伸びにより正極板8aがセパレータ9を貫通する可能性があることから、負極板8bが袋状のセパレータ9に収容されていることが好ましい。また、上記実施形態のセパレータ9は凸状のリブ91,93を有するが、セパレータ9は凸状のリブ91,93を有しなくてもよい。
また、図4及び図5に示すように、上記実施形態では、スペーサ10が正極板8aとセパレータ9との間に配置されているが、スペーサ10は負極板8bとセパレータ9との間に配置されていてもよい。また、スペーサ10の枚数は2枚以上であってよく、0枚であってもよい。セパレータ9と正極板8aとの間にスペーサ10を有しない場合、リブ91の高さ方向の他端が正極板8aに接し、セパレータ9の他方面90bが負極板8bと対向又は接していてよい。また、リブ91の高さ方向の他端が負極板8bに接し、セパレータ9の他方面90bがスペーサ10又は正極板8aと対向又は接していてよい。
以下、実施例により本発明を具体的に説明する。ただし、本発明は下記の実施例のみに限定されるものではない。
[電槽の準備]
上面が開放された箱体からなり、内部が隔壁によって6つのセル室に区切られた電槽を準備した。各セル室の幅X([壁間距離Xa]-2×[リブの高さHa])は36.6mmであった。なお、本実施例では、隔壁及び隔壁と対向する電槽の内壁面にはリブは設けられておらず、電槽に収容された極板群の最も外側に位置する負極板の負極活物質充填部と、該負極板が有する集電体の耳部側に位置するフレーム部分との境界より±3mmの高さにおいてセル室の幅Xを測定した。
上面が開放された箱体からなり、内部が隔壁によって6つのセル室に区切られた電槽を準備した。各セル室の幅X([壁間距離Xa]-2×[リブの高さHa])は36.6mmであった。なお、本実施例では、隔壁及び隔壁と対向する電槽の内壁面にはリブは設けられておらず、電槽に収容された極板群の最も外側に位置する負極板の負極活物質充填部と、該負極板が有する集電体の耳部側に位置するフレーム部分との境界より±3mmの高さにおいてセル室の幅Xを測定した。
[袋状のセパレータの作製]
微多孔シートからなり、一方面に複数の線状のリブを有する所定寸法長さのセパレータ(ポリエチレン製、ベース部の厚さT:0.25mm、リブの高さH:0.50mm)を準備し、該セパレータのリブを設けていない面の長手方向のおおよそ中央においてU字状に折り曲げ、積層シートを得た。続いて、積層シートの両側部をメカニカルシールし、袋状のセパレータAを得た。リブの高さが異なること以外は同一のセパレータB(ベース部の厚さT:0.25mm、リブの高さH:0.55mm)、セパレータC(ベース部の厚さT:0.25mm、リブの高さH:0.65mm)及びセパレータD(ベース部の厚さT:0.20mm、リブの高さH:0.35mm)を準備し、同様にして袋状のセパレータB、C及びDを得た。
微多孔シートからなり、一方面に複数の線状のリブを有する所定寸法長さのセパレータ(ポリエチレン製、ベース部の厚さT:0.25mm、リブの高さH:0.50mm)を準備し、該セパレータのリブを設けていない面の長手方向のおおよそ中央においてU字状に折り曲げ、積層シートを得た。続いて、積層シートの両側部をメカニカルシールし、袋状のセパレータAを得た。リブの高さが異なること以外は同一のセパレータB(ベース部の厚さT:0.25mm、リブの高さH:0.55mm)、セパレータC(ベース部の厚さT:0.25mm、リブの高さH:0.65mm)及びセパレータD(ベース部の厚さT:0.20mm、リブの高さH:0.35mm)を準備し、同様にして袋状のセパレータB、C及びDを得た。
(実施例1)
[集電体の作製]
鉛合金からなる圧延シートにエキスパンド加工を施すことによりエキスパンド格子体(集電体)を作製した。この際、集電体の長手方向の中央からの最短距離aが6.0mmとなるように集電体の一端に耳部を設けた。
[集電体の作製]
鉛合金からなる圧延シートにエキスパンド加工を施すことによりエキスパンド格子体(集電体)を作製した。この際、集電体の長手方向の中央からの最短距離aが6.0mmとなるように集電体の一端に耳部を設けた。
[電極極板の作製]
鉛粉及び鉛丹(Pb3O4)と、添加剤と、水とを混合して混練し、希硫酸を少量ずつ添加しながら更に混練して、正極活物質ペーストを作製した。同様に、鉛粉と、添加剤と、水とを混合して混練し、希硫酸を少量ずつ添加しながら更に混練して、負極活物質ペーストを作製した。次いで、上記集電体にこの正極活物質ペースト及び負極活物質ペーストをそれぞれ充填し、温度50℃、湿度98%の雰囲気で24時間熟成した。その後、乾燥して未化成の正極板及び未化成の負極板を得た。
鉛粉及び鉛丹(Pb3O4)と、添加剤と、水とを混合して混練し、希硫酸を少量ずつ添加しながら更に混練して、正極活物質ペーストを作製した。同様に、鉛粉と、添加剤と、水とを混合して混練し、希硫酸を少量ずつ添加しながら更に混練して、負極活物質ペーストを作製した。次いで、上記集電体にこの正極活物質ペースト及び負極活物質ペーストをそれぞれ充填し、温度50℃、湿度98%の雰囲気で24時間熟成した。その後、乾燥して未化成の正極板及び未化成の負極板を得た。
[極板群の作製]
袋状のセパレータA内に未化成の負極板を配置した。袋状のセパレータAに挿入された未化成の負極板8枚と未化成の正極板7枚と、を交互に積層した。続いて、キャストオンストラップ(COS)方式で同極性の極板の耳部同士を溶接して極板群を作製した。極板群の厚さY2は、35.9mmであった。
袋状のセパレータA内に未化成の負極板を配置した。袋状のセパレータAに挿入された未化成の負極板8枚と未化成の正極板7枚と、を交互に積層した。続いて、キャストオンストラップ(COS)方式で同極性の極板の耳部同士を溶接して極板群を作製した。極板群の厚さY2は、35.9mmであった。
[電池の組み立て]
電極群を電槽のセル室に収容するととともに、電極板のストラップと極柱とを連結部材を介して接続し、12V電池(JIS D 5301規定のD23サイズに相当)を組み立てた。極板群を電槽のセル室に収容する際には、極板群に対して電槽の開口に垂直な方向に6.5Nの圧力Fを加えて極板群を電槽のセル室に押し込んだ。極柱としては、鉛合金製の極柱を用いた。
電極群を電槽のセル室に収容するととともに、電極板のストラップと極柱とを連結部材を介して接続し、12V電池(JIS D 5301規定のD23サイズに相当)を組み立てた。極板群を電槽のセル室に収容する際には、極板群に対して電槽の開口に垂直な方向に6.5Nの圧力Fを加えて極板群を電槽のセル室に押し込んだ。極柱としては、鉛合金製の極柱を用いた。
この電池に電解液(希硫酸)を注入し、その後、35℃の水槽中、通電電流18.6Aで18時間の条件で化成して液式鉛蓄電池を得た。化成後の極板群の厚さY1は35.9mmであった。本実施例では、化成後の極板群の厚さY1は、化成後の電池より極板群を取り出し1時間水洗をし、電解液の取り除かれた極板群を酸素の存在しない系において十分に乾燥させてから測定した。
(実施例2)
セパレータとして、袋状のセパレータBを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が36.7mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは9.5Nであった。
セパレータとして、袋状のセパレータBを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が36.7mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは9.5Nであった。
(実施例3)
正極板及び負極板の厚さを変更し、セパレータとして、袋状のセパレータCを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が36.6mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは11.0Nであった。
正極板及び負極板の厚さを変更し、セパレータとして、袋状のセパレータCを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が36.6mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは11.0Nであった。
(実施例4)
正極板及び負極板の厚さを変更し、セパレータとして、袋状のセパレータCを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が37.5mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは11.0Nよりも大きかった。
正極板及び負極板の厚さを変更し、セパレータとして、袋状のセパレータCを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が37.5mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは11.0Nよりも大きかった。
(実施例5)
セパレータとして、袋状のセパレータCを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が38.3mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは11.0Nよりも大きかった。
セパレータとして、袋状のセパレータCを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が38.3mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは11.0Nよりも大きかった。
(実施例6)
正極板及び負極板の厚さを変更し、未化成の負極板を入れた袋状のセパレータと未化成の正極板との間にスペーサとしてガラスマット(商品名:SSP2、日本板硝子株式会社製、厚さ:0.20mm)を配置し、セパレータとして、袋状のセパレータDを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が35.9mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは6.5Nであった。
正極板及び負極板の厚さを変更し、未化成の負極板を入れた袋状のセパレータと未化成の正極板との間にスペーサとしてガラスマット(商品名:SSP2、日本板硝子株式会社製、厚さ:0.20mm)を配置し、セパレータとして、袋状のセパレータDを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が35.9mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは6.5Nであった。
(比較例1)
正極板及び負極板の厚さを変更し、セパレータとして、袋状のセパレータBを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が35.0mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは3.5Nであった。
正極板及び負極板の厚さを変更し、セパレータとして、袋状のセパレータBを用い、化成前の極板群の厚さY2及び化成後の極板群の厚さY1が35.0mmとなるように調整したこと以外は、実施例1と同様にして鉛蓄電池を作製した。極板群をセル室に収容する際に極板群に対して電槽の開口に垂直な方向に加えた圧力Fは3.5Nであった。
<共振周波数及び最大加速度の測定>
実施例及び比較例において、電池の組み立て工程で得られた電解液を注入する前の12V電池(JIS D 5301規定のD23サイズに相当)に対し、電極板の積層方向(極板群の厚さ方向)に振動を加えて、極柱の共振周波数及び最大加速度を測定した。測定は、ランダム振動制御システム(i230/SA2M)を用いて行い、10~100Hzの周波数帯で加速度1Gで振動させた際に加速度が最大となる周波数を共振周波数とした。結果を表1に示す。
実施例及び比較例において、電池の組み立て工程で得られた電解液を注入する前の12V電池(JIS D 5301規定のD23サイズに相当)に対し、電極板の積層方向(極板群の厚さ方向)に振動を加えて、極柱の共振周波数及び最大加速度を測定した。測定は、ランダム振動制御システム(i230/SA2M)を用いて行い、10~100Hzの周波数帯で加速度1Gで振動させた際に加速度が最大となる周波数を共振周波数とした。結果を表1に示す。
<振動試験>
実施例及び比較例の鉛蓄電池に対し、振動試験を行った。具体的には、以下の条件で鉛蓄電池を電極板の積層方向(極板群の厚さ方向)に振動させた。なお、振動試験は振動数を変更して複数回行った。
[条件]
試験装置:ランダム振動制御システム(i230/SA2M)(商品名、IMV株式会社製)
振動数:24.0Hz、37.5Hz、39.5Hz、45.5Hz、51.0Hz
各振動数での振動時間:1200分
実施例及び比較例の鉛蓄電池に対し、振動試験を行った。具体的には、以下の条件で鉛蓄電池を電極板の積層方向(極板群の厚さ方向)に振動させた。なお、振動試験は振動数を変更して複数回行った。
[条件]
試験装置:ランダム振動制御システム(i230/SA2M)(商品名、IMV株式会社製)
振動数:24.0Hz、37.5Hz、39.5Hz、45.5Hz、51.0Hz
各振動数での振動時間:1200分
試験後の鉛蓄電池の蓋を取り外し、目視により試験後の鉛蓄電池における極柱の破損の発生の有無を確認した。いずれの振動数でも極柱に破損が発生しなかった場合をAとし、いずれかの振動数で極柱に亀裂が発生した場合をB、いずれかの振動数で極柱が破断した場合をCとした。結果を表1に示す。
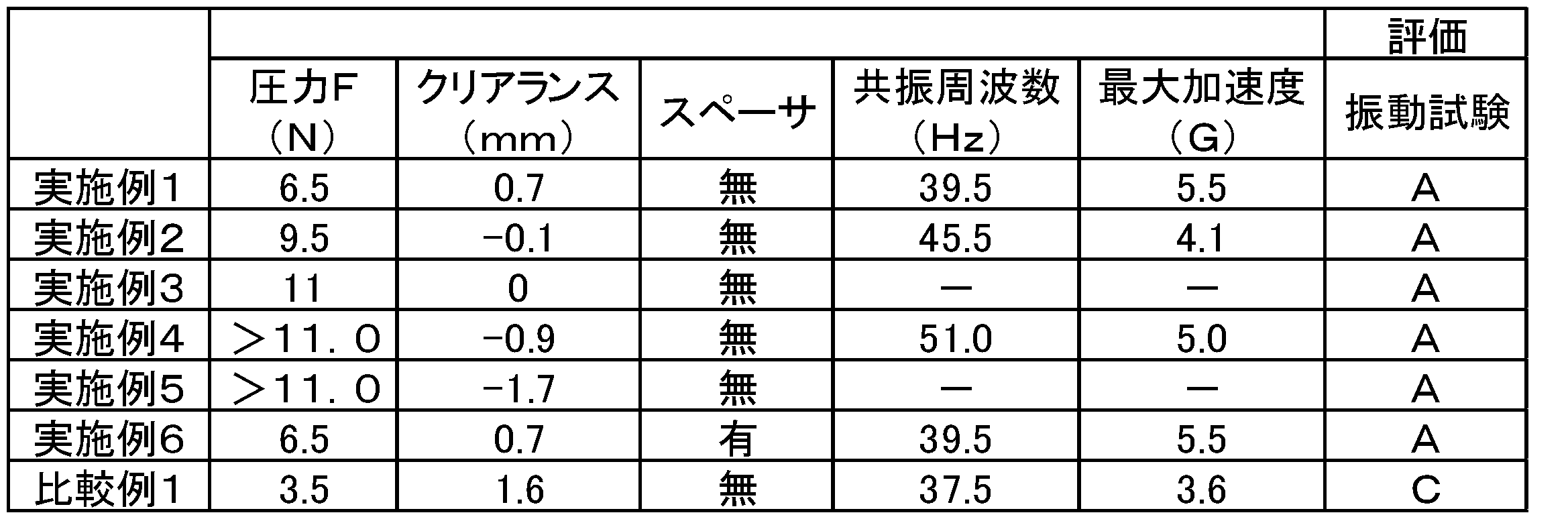
1…鉛蓄電池、2…電槽、3…蓋、4…極板群、5…極柱、6…電極端子、7…液口栓、8…電極板、9,90…セパレータ、10…スペーサ、11…電極活物質充填部、12…集電体、13…耳部、14…ストラップ、15…セル間接続部、16…連結部材、22…セル室、X…セル室の幅、Y1,Y2…極板群の厚さ。
Claims (12)
- セル室を有し、上面が開口している電槽と、
電極端子を有し、前記開口を閉じる蓋と、
複数の電極板、及び、該複数の電極板のうち、同極性の電極板同士を連結するストラップを有し、前記セル室に収容された極板群と、
前記蓋から前記電槽内に延び、前記ストラップを前記電極端子に電気的に接続する極柱と、
を備え、
前記複数の電極板の積層方向における前記セル室の幅Xと前記極板群の厚さY1との差であるクリアランス(X-Y1)が1.2mm未満である、鉛蓄電池。 - 前記クリアランス(X-Y1)が0.7mm以下である、請求項1に記載の鉛蓄電池。
- 前記鉛蓄電池を前記複数の電極板の積層方向に振動させたときの前記極柱の共振周波数が38Hz以上である、請求項1又は2に記載の鉛蓄電池。
- 前記鉛蓄電池を前記複数の電極板の積層方向に1Gの加速度を加えて振動させたときの前記極柱の最大加速度が5.5G以下である、請求項1~3のいずれか一項に記載の鉛蓄電池。
- 前記極板群が、隣り合う電極板間にシート状のスペーサを有する、請求項1~4のいずれか一項に記載の鉛蓄電池。
- 前記極板群は、前記極板群を前記セル室に挿入する際に前記電槽の前記開口に垂直な方向に1.0N以上の加圧が必要となるように構成されている、請求項1~5のいずれか一項に記載の鉛蓄電池。
- セル室を有し、且つ、上面が開口している電槽を準備する工程と、
複数の電極板、及び、該複数の電極板のうち、同極性の電極板同士を連結するストラップを有する極板群を準備する工程と、
電極端子を備える蓋を準備する工程と、
前記セル室に前記極板群を収容する工程と、
極柱を介して前記ストラップを前記電極端子に電気的に接続する工程と、を備え、
前記複数の電極板の積層方向における前記セル室の幅Xと前記極板群の厚さY2との差であるクリアランス(X-Y2)が1.2mm未満である、鉛蓄電池の製造方法。 - 前記セル室に前記極板群を収容する際、前記極板群に対して前記電槽の前記開口に垂直な方向に1.0N以上の圧力を加えて前記極板群を前記セル室内に押し込む、請求項7に記載の鉛蓄電池の製造方法。
- 前記クリアランス(X-Y2)が0.7mm以下である、請求項7又は8に記載の鉛蓄電池の製造方法。
- 前記鉛蓄電池を前記複数の電極板の積層方向に振動させたときの前記極柱の共振周波数が38Hz以上である、請求項7~9のいずれか一項に記載の鉛蓄電池の製造方法。
- 前記鉛蓄電池を前記複数の電極板の積層方向に1Gの加速度を加えて振動させたときの前記極柱の最大加速度が5.5G以下である、請求項7~10のいずれか一項に記載の鉛蓄電池の製造方法。
- 前記極板群が、隣り合う電極板間にシート状のスペーサを有する、請求項7~11のいずれか一項に記載の鉛蓄電池の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018515685A JP6432708B2 (ja) | 2016-12-07 | 2017-12-06 | 鉛蓄電池及びその製造方法 |
| EP17879536.5A EP3553872A4 (en) | 2016-12-07 | 2017-12-06 | LEAD ACCUMULATOR BATTERY AND MANUFACTURING METHOD THEREOF |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/086430 WO2018105066A1 (ja) | 2016-12-07 | 2016-12-07 | 液式鉛蓄電池及びその製造方法 |
| JPPCT/JP2016/086430 | 2016-12-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018105665A1 true WO2018105665A1 (ja) | 2018-06-14 |
Family
ID=62490822
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/086430 WO2018105066A1 (ja) | 2016-12-07 | 2016-12-07 | 液式鉛蓄電池及びその製造方法 |
| PCT/JP2017/043874 WO2018105665A1 (ja) | 2016-12-07 | 2017-12-06 | 鉛蓄電池及びその製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/086430 WO2018105066A1 (ja) | 2016-12-07 | 2016-12-07 | 液式鉛蓄電池及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP3553871A4 (ja) |
| JP (5) | JP6432708B2 (ja) |
| WO (2) | WO2018105066A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020105484A1 (ja) * | 2018-11-20 | 2020-05-28 | 株式会社Gsユアサ | 鉛蓄電池 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7015098B2 (ja) * | 2018-12-18 | 2022-02-02 | 古河電池株式会社 | 鉛蓄電池 |
| JP7501528B2 (ja) | 2019-05-31 | 2024-06-18 | 株式会社Gsユアサ | 鉛蓄電池 |
| JP2021068533A (ja) * | 2019-10-18 | 2021-04-30 | 古河電池株式会社 | 鉛蓄電池 |
| JP7328129B2 (ja) * | 2019-11-27 | 2023-08-16 | 古河電池株式会社 | 鉛蓄電池用正極板、鉛蓄電池 |
| JP7090395B2 (ja) * | 2020-01-08 | 2022-06-24 | 古河電池株式会社 | 液式鉛蓄電池 |
| JP7459669B2 (ja) | 2020-06-05 | 2024-04-02 | 株式会社Gsユアサ | 鉛蓄電池 |
| WO2023210636A1 (ja) * | 2022-04-26 | 2023-11-02 | 株式会社Gsユアサ | 鉛蓄電池 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05159797A (ja) * | 1991-12-02 | 1993-06-25 | Japan Storage Battery Co Ltd | 密閉形鉛蓄電池 |
| JPH07130390A (ja) * | 1993-11-05 | 1995-05-19 | Matsushita Electric Ind Co Ltd | 密閉形鉛蓄電池 |
| JP2002208431A (ja) * | 2001-01-10 | 2002-07-26 | Furukawa Battery Co Ltd:The | 鉛蓄電池 |
| JP2005190748A (ja) * | 2003-12-25 | 2005-07-14 | Furukawa Battery Co Ltd:The | 蓄電池用極板群の電槽への挿入方法 |
| JP2009252625A (ja) | 2008-04-09 | 2009-10-29 | Panasonic Corp | 鉛蓄電池 |
| JP2014507774A (ja) * | 2011-05-11 | 2014-03-27 | グリッドテンシャル エナジー インコーポレイテッド | 改良されたバッテリーおよび組立方法 |
| JP2015053220A (ja) * | 2013-09-09 | 2015-03-19 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03138856A (ja) * | 1989-10-24 | 1991-06-13 | Matsushita Electric Ind Co Ltd | 鉛蓄電池 |
| JPH0722063A (ja) * | 1993-06-28 | 1995-01-24 | Shin Kobe Electric Mach Co Ltd | 蓄電池の製造方法 |
| JPH07130391A (ja) * | 1993-11-02 | 1995-05-19 | Matsushita Electric Ind Co Ltd | 密閉型鉛蓄電池の製造法 |
| JP2000315520A (ja) * | 1999-04-28 | 2000-11-14 | Furukawa Battery Co Ltd:The | 鉛蓄電池の製造法 |
| JP5061451B2 (ja) * | 2004-11-08 | 2012-10-31 | 株式会社Gsユアサ | 鉛蓄電池用負極集電体 |
| JP4752365B2 (ja) * | 2005-07-13 | 2011-08-17 | パナソニック株式会社 | 鉛蓄電池 |
| JP5012047B2 (ja) * | 2007-01-29 | 2012-08-29 | パナソニック株式会社 | 鉛蓄電池 |
| JP2009064748A (ja) * | 2007-09-10 | 2009-03-26 | Panasonic Corp | 制御弁式鉛蓄電池 |
| JP2010218943A (ja) * | 2009-03-18 | 2010-09-30 | Panasonic Corp | 鉛蓄電池 |
| JP5381312B2 (ja) * | 2009-05-15 | 2014-01-08 | パナソニック株式会社 | 鉛蓄電池 |
| KR101146324B1 (ko) * | 2009-09-29 | 2012-05-21 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP5748181B2 (ja) * | 2010-09-29 | 2015-07-15 | 株式会社Gsユアサ | 鉛蓄電池及びこの鉛蓄電池を搭載したアイドリングストップ車 |
| JP5656068B2 (ja) | 2010-12-07 | 2015-01-21 | 株式会社Gsユアサ | 液式鉛蓄電池 |
| JP5994557B2 (ja) * | 2012-10-12 | 2016-09-21 | 株式会社豊田自動織機 | 蓄電装置の製造方法および蓄電装置 |
| JP6398111B2 (ja) * | 2013-11-22 | 2018-10-03 | 日立化成株式会社 | 鉛蓄電池 |
| JP6686368B2 (ja) * | 2014-10-27 | 2020-04-22 | 日立化成株式会社 | 極板群挿入装置及び極板群挿入方法 |
| JP6520249B2 (ja) * | 2015-03-13 | 2019-05-29 | 株式会社Gsユアサ | 鉛蓄電池の製造方法 |
-
2016
- 2016-12-07 EP EP16923478.8A patent/EP3553871A4/en not_active Withdrawn
- 2016-12-07 WO PCT/JP2016/086430 patent/WO2018105066A1/ja unknown
-
2017
- 2017-12-06 JP JP2018515685A patent/JP6432708B2/ja active Active
- 2017-12-06 EP EP17879536.5A patent/EP3553872A4/en not_active Withdrawn
- 2017-12-06 WO PCT/JP2017/043874 patent/WO2018105665A1/ja unknown
- 2017-12-06 JP JP2017234599A patent/JP2018098197A/ja active Pending
-
2018
- 2018-10-16 JP JP2018195144A patent/JP6743861B2/ja active Active
- 2018-11-06 JP JP2018208888A patent/JP6638795B2/ja active Active
-
2020
- 2020-07-29 JP JP2020128225A patent/JP6965971B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05159797A (ja) * | 1991-12-02 | 1993-06-25 | Japan Storage Battery Co Ltd | 密閉形鉛蓄電池 |
| JPH07130390A (ja) * | 1993-11-05 | 1995-05-19 | Matsushita Electric Ind Co Ltd | 密閉形鉛蓄電池 |
| JP2002208431A (ja) * | 2001-01-10 | 2002-07-26 | Furukawa Battery Co Ltd:The | 鉛蓄電池 |
| JP2005190748A (ja) * | 2003-12-25 | 2005-07-14 | Furukawa Battery Co Ltd:The | 蓄電池用極板群の電槽への挿入方法 |
| JP2009252625A (ja) | 2008-04-09 | 2009-10-29 | Panasonic Corp | 鉛蓄電池 |
| JP2014507774A (ja) * | 2011-05-11 | 2014-03-27 | グリッドテンシャル エナジー インコーポレイテッド | 改良されたバッテリーおよび組立方法 |
| JP2015053220A (ja) * | 2013-09-09 | 2015-03-19 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3553872A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020105484A1 (ja) * | 2018-11-20 | 2020-05-28 | 株式会社Gsユアサ | 鉛蓄電池 |
| JPWO2020105484A1 (ja) * | 2018-11-20 | 2021-09-30 | 株式会社Gsユアサ | 鉛蓄電池 |
| JP7424310B2 (ja) | 2018-11-20 | 2024-01-30 | 株式会社Gsユアサ | 鉛蓄電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3553872A1 (en) | 2019-10-16 |
| EP3553871A1 (en) | 2019-10-16 |
| EP3553871A4 (en) | 2020-01-15 |
| JP2018098197A (ja) | 2018-06-21 |
| JP6743861B2 (ja) | 2020-08-19 |
| EP3553872A4 (en) | 2020-01-01 |
| JP6965971B2 (ja) | 2021-11-10 |
| JP2019036553A (ja) | 2019-03-07 |
| JPWO2018105665A1 (ja) | 2018-12-06 |
| JP2020174058A (ja) | 2020-10-22 |
| JP2019016612A (ja) | 2019-01-31 |
| WO2018105066A1 (ja) | 2018-06-14 |
| JP6638795B2 (ja) | 2020-01-29 |
| JP6432708B2 (ja) | 2018-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6432708B2 (ja) | 鉛蓄電池及びその製造方法 | |
| EP3424094B1 (en) | Battery pack | |
| KR20190009340A (ko) | 커버 어셈블리를 포함한 배터리 모듈 | |
| JP6594307B2 (ja) | 取外し可能な複数のセルを有するモジュール、モジュールを備えるバッテリ、およびバッテリを備える車 | |
| JP2015159068A (ja) | 電池モジュールおよび電池セル | |
| JP6398111B2 (ja) | 鉛蓄電池 | |
| JP2014238983A (ja) | 鉛蓄電池 | |
| JP7365014B2 (ja) | 鉛蓄電池 | |
| JP2014530470A (ja) | ペースティング基板を有する電極を備えたフラデッド型鉛酸蓄電池 | |
| JP2019102364A (ja) | 鉛蓄電池 | |
| JP6318852B2 (ja) | 鉛蓄電池 | |
| JP7185977B2 (ja) | 鉛蓄電池 | |
| JP2009170129A (ja) | 鉛蓄電池およびその製造方法 | |
| JP6459699B2 (ja) | 鉛蓄電池の製造方法 | |
| JP6778388B2 (ja) | 鉛蓄電池 | |
| JP2014075288A (ja) | 鉛蓄電池 | |
| JP5860344B2 (ja) | 角形二次電池の製造方法 | |
| JP2023522680A (ja) | 電池セル及びその製造方法並びに製造システム、電池及び電力消費装置 | |
| JP6999430B2 (ja) | 鉛蓄電池 | |
| JP2015185478A (ja) | 密閉型鉛蓄電池 | |
| WO2021162073A1 (ja) | 電極板の製造方法、電極板、及び鉛蓄電池 | |
| CN221632700U (zh) | 蓄电装置 | |
| JP6497460B2 (ja) | 鉛蓄電池 | |
| JP2000251923A (ja) | 角型蓄電池 | |
| KR102083261B1 (ko) | 배터리 셀 탭 연결 파티션 및 이를 이용한 배터리 모듈 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018515685 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17879536 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017879536 Country of ref document: EP Effective date: 20190708 |