WO2017033867A1 - 不織布及びそれを備えた吸収性物品 - Google Patents
不織布及びそれを備えた吸収性物品 Download PDFInfo
- Publication number
- WO2017033867A1 WO2017033867A1 PCT/JP2016/074271 JP2016074271W WO2017033867A1 WO 2017033867 A1 WO2017033867 A1 WO 2017033867A1 JP 2016074271 W JP2016074271 W JP 2016074271W WO 2017033867 A1 WO2017033867 A1 WO 2017033867A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- region
- treatment agent
- degrees
- fiber treatment
- Prior art date
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 346
- 230000002745 absorbent Effects 0.000 title claims description 48
- 239000002250 absorbent Substances 0.000 title claims description 48
- 239000000835 fiber Substances 0.000 claims abstract description 290
- 239000000470 constituent Substances 0.000 claims abstract description 112
- 210000002700 urine Anatomy 0.000 claims abstract description 45
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 23
- 239000003795 chemical substances by application Substances 0.000 claims description 128
- -1 fatty acid ester Chemical class 0.000 claims description 38
- 229920001296 polysiloxane Polymers 0.000 claims description 32
- 238000004519 manufacturing process Methods 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 20
- 125000000217 alkyl group Chemical group 0.000 claims description 16
- 125000004432 carbon atom Chemical group C* 0.000 claims description 16
- 239000002563 ionic surfactant Substances 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 13
- 239000002736 nonionic surfactant Substances 0.000 claims description 12
- 229920003171 Poly (ethylene oxide) Polymers 0.000 claims description 9
- 239000000126 substance Substances 0.000 claims description 9
- 235000014113 dietary fatty acids Nutrition 0.000 claims description 8
- 239000000194 fatty acid Substances 0.000 claims description 8
- 229930195729 fatty acid Natural products 0.000 claims description 8
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 claims description 6
- 239000004215 Carbon black (E152) Substances 0.000 claims description 5
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 5
- 239000011737 fluorine Substances 0.000 claims description 5
- 229910052731 fluorine Inorganic materials 0.000 claims description 5
- 229930195733 hydrocarbon Natural products 0.000 claims description 5
- 150000002430 hydrocarbons Chemical class 0.000 claims description 5
- 125000005702 oxyalkylene group Chemical group 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 4
- 229910052783 alkali metal Inorganic materials 0.000 claims description 3
- 125000003277 amino group Chemical group 0.000 claims description 3
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims description 3
- 150000002009 diols Chemical group 0.000 claims description 3
- 125000003700 epoxy group Chemical group 0.000 claims description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 3
- 125000005641 methacryl group Chemical group 0.000 claims description 3
- 150000005846 sugar alcohols Polymers 0.000 claims description 3
- KWIUHFFTVRNATP-UHFFFAOYSA-N Betaine Natural products C[N+](C)(C)CC([O-])=O KWIUHFFTVRNATP-UHFFFAOYSA-N 0.000 claims description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 claims description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 2
- 239000005977 Ethylene Substances 0.000 claims description 2
- 229910019142 PO4 Inorganic materials 0.000 claims description 2
- 229960003237 betaine Drugs 0.000 claims description 2
- 238000010030 laminating Methods 0.000 claims description 2
- 239000010452 phosphate Substances 0.000 claims description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 149
- 239000007788 liquid Substances 0.000 description 53
- 239000006096 absorbing agent Substances 0.000 description 17
- 230000000052 comparative effect Effects 0.000 description 15
- 210000001124 body fluid Anatomy 0.000 description 7
- 239000003921 oil Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- 102000008186 Collagen Human genes 0.000 description 6
- 108010035532 Collagen Proteins 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 6
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 6
- 239000010839 body fluid Substances 0.000 description 6
- 229920001436 collagen Polymers 0.000 description 6
- 230000002209 hydrophobic effect Effects 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 4
- 239000002253 acid Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000029142 excretion Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920001451 polypropylene glycol Polymers 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- RAXXELZNTBOGNW-UHFFFAOYSA-O Imidazolium Chemical compound C1=C[NH+]=CN1 RAXXELZNTBOGNW-UHFFFAOYSA-O 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229920002125 Sokalan® Polymers 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- GWTCIAGIKURVBJ-UHFFFAOYSA-L dipotassium;dodecyl phosphate Chemical compound [K+].[K+].CCCCCCCCCCCCOP([O-])([O-])=O GWTCIAGIKURVBJ-UHFFFAOYSA-L 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 239000004584 polyacrylic acid Substances 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- CTTJWXVQRJUJQW-UHFFFAOYSA-N 2,2-dioctyl-3-sulfobutanedioic acid Chemical compound CCCCCCCCC(C(O)=O)(C(C(O)=O)S(O)(=O)=O)CCCCCCCC CTTJWXVQRJUJQW-UHFFFAOYSA-N 0.000 description 1
- HVYJSOSGTDINLW-UHFFFAOYSA-N 2-[dimethyl(octadecyl)azaniumyl]acetate Chemical compound CCCCCCCCCCCCCCCCCC[N+](C)(C)CC([O-])=O HVYJSOSGTDINLW-UHFFFAOYSA-N 0.000 description 1
- WLDHEUZGFKACJH-ZRUFZDNISA-K Amaranth Chemical compound [Na+].[Na+].[Na+].C12=CC=C(S([O-])(=O)=O)C=C2C=C(S([O-])(=O)=O)C(O)=C1\N=N\C1=CC=C(S([O-])(=O)=O)C2=CC=CC=C12 WLDHEUZGFKACJH-ZRUFZDNISA-K 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- 241000357292 Monodactylus Species 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000001110 calcium chloride Substances 0.000 description 1
- 229910001628 calcium chloride Inorganic materials 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- BWIIMRFKCNBWEH-UHFFFAOYSA-L dipotassium;octadecyl phosphate Chemical compound [K+].[K+].CCCCCCCCCCCCCCCCCCOP([O-])([O-])=O BWIIMRFKCNBWEH-UHFFFAOYSA-L 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 229960000878 docusate sodium Drugs 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000921 elemental analysis Methods 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000012847 fine chemical Substances 0.000 description 1
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000004895 liquid chromatography mass spectrometry Methods 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000259 polyoxyethylene lauryl ether Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- OTYBMLCTZGSZBG-UHFFFAOYSA-L potassium sulfate Chemical compound [K+].[K+].[O-]S([O-])(=O)=O OTYBMLCTZGSZBG-UHFFFAOYSA-L 0.000 description 1
- 229910052939 potassium sulfate Inorganic materials 0.000 description 1
- 235000011151 potassium sulphates Nutrition 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000011002 quantification Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- ZFDPAZDODACYOG-UHFFFAOYSA-M sodium;[(1,5-dimethyl-3-oxo-2-phenylpyrazol-4-yl)amino]methanesulfonate Chemical compound [Na+].CN1C(C)=C(NCS([O-])(=O)=O)C(=O)N1C1=CC=CC=C1 ZFDPAZDODACYOG-UHFFFAOYSA-M 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000036325 urinary excretion Effects 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/643—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds containing silicon in the main chain
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
- A61F2013/51178—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers with the combination of nonwoven webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
- A61F2013/51355—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability for improving fluid flow
Definitions
- the present invention relates to a nonwoven fabric and an absorbent article provided with the same.
- wetback The phenomenon in which the body fluid held in the absorber returns is generally referred to as wetback, and various proposals have been made to prevent this.
- a method for controlling the hydrophilicity of a surface sheet which is a member located on the skin-facing surface side of the absorber, that is, the degree of familiarity with water.
- the surface sheet of the absorbent article has two layers, an upper layer positioned on the liquid-receiving side surface and a lower layer positioned on the absorber side, and the upper layer and the lower layer are formed of continuous filaments. It is described that the lower layer has higher hydrophilicity than the lower layer.
- Patent Document 2 describes a surface sheet of an absorbent article in which concave portions and convex portions are alternately formed by embossing in a predetermined pattern.
- the concave portion has hydrophilicity
- the convex portion has hydrophobicity
- the concave portion is a high density region having a relatively high fiber density
- the convex portion is a low density region having a relatively low fiber density.
- the concave portion is not provided with an opening or the like, and has improved hydrophilicity by providing hydrophilicity, so that the bodily fluid absorbed by the absorber is subsequently subjected to pressure. Even in this case, it is described in the same document that reversal is prevented.
- the first region and the second region having different hydrophilicity of the constituent fibers are along the thickness direction.
- a non-woven fabric that is made to produce The first region is a region including the surface of the nonwoven fabric, the second region is a region adjacent to the first region when viewed along the thickness direction of the nonwoven fabric,
- the hydrophilicity is represented by a contact angle with water
- a nonwoven fabric is provided in which the contact angle of the constituent fibers in the first region is larger than the contact angle of the constituent fibers in the second region.
- the present invention also provides an absorbent article comprising the above-mentioned nonwoven fabric and having a first region of the nonwoven fabric arranged so as to face the wearer's skin.
- FIG. 1 is a cross-sectional view in the thickness direction showing one embodiment of the nonwoven fabric of the present invention.
- Fig.2 (a) is a perspective view of an example of the nonwoven fabric shown in FIG. 1
- FIG.2 (b) is a perspective view of another example of the nonwoven fabric shown in FIG.
- FIG. 3 is a cross-sectional view in the thickness direction showing another embodiment of the nonwoven fabric of the present invention.
- FIG. 4 is a cross-sectional view in the thickness direction showing still another embodiment of the nonwoven fabric of the present invention.
- FIG. 5 is a cross-sectional view in the thickness direction showing still another embodiment of the nonwoven fabric of the present invention.
- the present invention relates to an improvement of a nonwoven fabric and an absorbent article provided therewith, and more specifically, a nonwoven fabric capable of maintaining liquid permeability control even after a plurality of liquid passages and an absorbent article provided therewith It is about.
- the present inventor has made a liquid permeate through a nonwoven fabric having two or more regions having different hydrophilicities along the thickness direction, and a region located on the upper layer side which is a layer on the liquid receiving side, and It was found that not only the region located on the lower layer side, which is the layer on the absorber side, becomes hydrophobic, but also the region located on the lower layer side becomes more hydrophobic than the region located on the upper layer side.
- FIG. 1 is a cross-sectional view in the thickness direction showing one embodiment of the nonwoven fabric of the present invention.
- the nonwoven fabric 10 shown in the figure is composed of a laminated structure including a first nonwoven fabric layer 11 and a second nonwoven fabric layer 12.
- the 1st nonwoven fabric layer 11 and the 2nd nonwoven fabric layer 12 are joined partially, and the several junction part 13 is formed.
- the 1st nonwoven fabric layer 11 protrudes in the direction away from the 2nd nonwoven fabric layer 12 in parts other than the junction part 13.
- a plurality of convex portions 14 are formed on the nonwoven fabric 10.
- a space 16 defined by the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 is formed inside the convex portion 14.
- a concave portion 15 is formed between adjacent convex portions 14, and the joint portion 13 is located in the concave portion 15.
- the nonwoven fabric 10 has an uneven structure on the surface of the first nonwoven fabric layer 11.
- the surface of the second nonwoven fabric layer 12 of the nonwoven fabric 10 is generally flat.
- FIG. 1 is a view of the nonwoven fabric 10 as viewed along its thickness direction.
- the convex portions 14 of the nonwoven fabric 10 can be arranged in the form of dots.
- the convex part 14 and the recessed part 15 are alternately arrange
- the convex portions 14 and the concave portions 15 are alternately arranged along the Y direction orthogonal to the X direction.
- a nonwoven fabric having such a structure can be produced by, for example, a method described in JP-A No. 2004-174234.
- FIG. 2B instead of the structure shown in FIG. 2A, the structure shown in FIG. 2B can be adopted.
- convex portions 14 extending along one direction X in the plane and concave portions 15 extending along the X direction alternately along the Y direction orthogonal to the X direction. It has a structure arranged in In any of the embodiments shown in FIGS. 2A and 2B, a space 16 is formed inside the convex portion 14.
- the nonwoven fabric 10 is characterized in that the hydrophilic state after passing artificial urine through the nonwoven fabric 10 differs in the thickness direction T of the nonwoven fabric 10. Specifically, in the nonwoven fabric 10, when artificial urine is passed through, a first region and a second region in which the hydrophilicity of the constituent fibers are different from each other are generated along the thickness direction T.
- the first region is a region including the surface of the nonwoven fabric 10.
- the second region is a region adjacent to the first region when viewed along the thickness direction T of the nonwoven fabric 10. “Adjacent” is a state in which no other region is interposed between the two regions of interest and the two regions are in direct contact with each other.
- the nonwoven fabric 10 is used, for example, when the nonwoven fabric 10 is incorporated into an absorbent article and the absorbent article is attached (at the time of liquid return), the space The case where the area is crushed and the two areas are in direct contact with each other is also included in the adjacent area.
- the 1st nonwoven fabric layer 11 is an area
- the second nonwoven fabric layer 12 is a region corresponding to the second region.
- the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 are different from each other in hydrophilicity of their constituent fibers after passing the artificial urine through the nonwoven fabric 10.
- Hydrophilicity refers to the property of compatibility with water. High hydrophilicity tends to be compatible with water, and highly hydrophilic fibers tend to wet and spread on the surface. If the hydrophilicity is low, the compatibility with water is not good, and the fibers having low hydrophilicity tend to be repelled on the surface. In the present invention, the degree of hydrophilicity of the fiber is quantitatively expressed by the contact angle with water. The contact angle with water is measured by the method described later. Low hydrophilicity is synonymous with a large contact angle, and high hydrophilicity is synonymous with a small contact angle.
- region in the state after a liquid flow is more than the contact angle of the constituent fiber of the 2nd nonwoven fabric layer 12 which is a 2nd area
- the first nonwoven fabric layer 11 is lower in hydrophilicity than the second nonwoven fabric layer 12 in the state after liquid passage.
- the hydrophilicity of the constituent fibers increases from the first nonwoven fabric layer 11 toward the second nonwoven fabric layer 12 along the thickness direction T when viewed as a whole of the nonwoven fabric 10 after liquid passage. A gradient is formed.
- the nonwoven fabric 10 control of the liquid permeability is maintained even after a plurality of times of liquid passage.
- the nonwoven fabric 10 since the hydrophilic gradient is formed along the thickness direction T of the nonwoven fabric 10, the nonwoven fabric 10 is used as a surface sheet of the absorbent article, and the first nonwoven fabric layer 11 in the nonwoven fabric 10 is used as the skin of the wearer.
- the absorbent article arranged so as to oppose the liquid, the wetback of the liquid once absorbed and held in the absorbent body is effectively prevented by the nonwoven fabric 10 having a hydrophilic gradient.
- the above-mentioned artificial urine flow means that 90 g of artificial urine is passed through the nonwoven fabric 10 at a rate of 5.0 g / sec under no-pressure condition under the condition that the nonwoven fabric 10 is placed on the absorbent body.
- the artificial urine is supplied to the nonwoven fabric 10 by using a liquid injection pump (manufactured by ISMATEC, MCP-J) by guiding the liquid discharge port 10 mm above the nonwoven fabric placed on the absorbent body with a silicon tube.
- the absorber the surface sheet was removed from the Marys (registered trademark) tape type S size manufactured by Kao Corporation manufactured in 2013, and the absorber was used.
- the supply amount of 90 g assumes the average excretion amount of infants.
- the supply rate of 5.0 g / sec assumes the urinary excretion speed during excretion of infants.
- the composition of artificial urine was 1.940% by weight of urea, 0.795% by weight of sodium chloride, 0.110% by weight of magnesium sulfate, 0.062% by weight of calcium chloride, 0.197% by weight of potassium sulfate, red No. 2 (dye ) 0.010% by mass, water (about 96.88% by mass) and polyoxyethylene lauryl ether (about 0.07% by mass) with the surface tension adjusted to 53 ⁇ 1 dyne / cm (23 ° C.) is there.
- the method for measuring the contact angle with water as described above is as follows. After passing artificial urine through the nonwoven fabric 10 under the above-described conditions, fibers are taken out from the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 in the nonwoven fabric 10 and the contact angle of water with the fibers is measured. In addition, the present inventor has confirmed that no change in the contact angle is observed for about half a day after the artificial urine is passed, and in the examples and comparative examples, the contact after the passage by measuring within half a day. Got horns. As a measuring device, an automatic contact angle meter MCA-J manufactured by Kyowa Interface Science Co., Ltd. is used. Distilled water is used to measure the contact angle.
- the amount of liquid discharged from an ink jet type water droplet discharge part (manufactured by Cluster Technology Co., Ltd., pulse injector CTC-25 having a discharge part hole diameter of 25 ⁇ m) is set to 20 picoliters, and a water drop is dropped just above the fiber.
- the state of dripping is recorded on a high-speed recording device connected to a horizontally installed camera.
- the recording device is preferably a personal computer incorporating a high-speed capture device from the viewpoint of image analysis later. In this measurement, an image is recorded every 17 msec.
- the first image of water droplets on the fibers taken out from the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 is attached to the attached software FAMAS (software version is 2.6.2, analysis method is liquid Drop method and analysis method are ⁇ / 2 method, image processing algorithm is non-reflective, image processing image mode is frame, threshold level is 200, and curvature correction is not performed).
- the angle between the surface touching the fiber and the fiber is calculated as the contact angle.
- a fiber treatment agent may be applied in advance to the fibers constituting the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12.
- the fiber treatment agent is a substance that can adhere to the surface of the fiber and change the hydrophilicity of the fiber, and generally a surfactant is preferably used.
- a fiber treatment agent in which the contact angle of the constituent fibers of the first nonwoven fabric layer 11 is larger than the contact angle of the constituent fibers of the second nonwoven fabric layer 12 It is preferable to apply to the constituent fibers of the nonwoven fabric layer in advance.
- the relative hydrophilicity of the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 is as described above.
- the contact angle of the constituent fibers of the first nonwoven fabric layer 11 is 80 degrees after the liquid is passed through. Preferably, the angle is 85 ° or more, more preferably 90 ° or more. Moreover, it is preferable that it is 100 degrees or less, More preferably, it is 97 degrees or less, More preferably, it is 94 degrees or less.
- the contact angle of the constituent fibers of the first nonwoven fabric layer 11 is preferably 80 degrees or more and 100 degrees or less, more preferably 85 degrees or more and 97 degrees or less, and still more preferably 90 degrees or more and 94 degrees or less. .
- the contact angle of the constituent fibers themselves of the second nonwoven fabric layer 12 is preferably 65 degrees or more after liquid passing, on condition that the contact angle of the constituent fibers of the first nonwoven fabric layer 11 is smaller.
- it is 70 degree
- it is preferable that it is 90 degrees or less, More preferably, it is 87 degrees or less, More preferably, it is 84 degrees or less.
- the contact angle of the constituent fibers of the second nonwoven fabric layer 12 is preferably 65 degrees or more and 90 degrees or less, more preferably 70 degrees or more and 87 degrees or less, and further preferably 75 degrees or more and 84 degrees or less after liquid passage. .
- the difference between the contact angle of the constituent fibers of the first nonwoven fabric layer 11 that is the first region and the contact angle of the constituent fibers of the second nonwoven fabric layer 12 that is the second region is From the viewpoint of reducing the back amount and suppressing the return of the liquid to the user, it is preferably greater than 0 degree, more preferably 3 degrees or more, and even more preferably 5 degrees or more. Basically, the larger the contact angle difference, the better. However, it is preferable to suppress the hydrophilicity to some extent in order to allow the liquid to permeate the first nonwoven fabric layer 11 quickly, and from the second nonwoven fabric layer 12 to the absorbent body.
- the upper limit of the contact angle difference is preferably 30 degrees or less, more preferably 25 degrees or less, and even more preferably 20 degrees or less. is there.
- the above is the explanation about the contact angles of the constituent fibers of the first and second nonwoven fabric layers 11 and 12 after the liquid passage.
- the contact angles of the constituent fibers of the first and second nonwoven fabric layers 11 and 12 before the fluid passage. Is preferably as follows. That is, the contact angle of the constituent fibers of the first nonwoven fabric layer 11 is preferably 75 ° or more before passing through, more preferably 78 ° or more, and still more preferably 81 ° or more. Also, it is preferably less than 90 degrees, more preferably 87 degrees or less, and still more preferably 84 degrees or less.
- the contact angle of the constituent fibers of the first nonwoven fabric layer 11 is preferably 75 degrees or more and less than 90 degrees before passing, more preferably 78 degrees or more and 87 degrees or less, and still more preferably 81 degrees or more and 84 degrees or less. .
- the contact angle of the constituent fibers of the first nonwoven fabric layer 11 before liquid passage is smaller than the contact angle of the constituent fibers of the first nonwoven fabric layer 11 after liquid passage.
- the contact angle of the constituent fibers of the second nonwoven fabric layer 12 is smaller than the contact angle of the constituent fibers of the first nonwoven fabric layer 11, it is preferably 60 degrees or more before liquid passing, more preferably It is 65 degrees or more, more preferably 70 degrees or more. Moreover, it is preferable that it is 85 degrees or less, More preferably, it is 80 degrees or less, More preferably, it is 75 degrees or less.
- the contact angle of the constituent fibers of the second nonwoven fabric layer 12 is preferably 60 degrees or more and 85 degrees or less, more preferably 65 degrees or more and 80 degrees or less, and further preferably 70 degrees or more and 75 degrees or less before liquid passage. .
- the difference between the contact angle of the constituent fibers of the first nonwoven fabric layer 11 that is the first region and the contact angle of the constituent fibers of the second nonwoven fabric layer 12 that is the second region (the former-the latter) before the liquid flow is From the viewpoint of reducing the back amount and suppressing the return of the liquid to the user, it is preferably greater than 0 degree, more preferably 3 degrees or more, and even more preferably 5 degrees or more. Basically, the larger the contact angle difference is, the better. However, if the first nonwoven fabric layer 11 is made too hydrophobic, liquid passage may be hindered.
- the upper limit of the contact angle difference is preferably 30 degrees or less, more preferably 25 degrees or less, and still more preferably. It is 20 degrees or less.
- the main component of the fiber treatment agent applied to the constituent fibers in the first region is preferably different from the main component of the fiber treatment agent applied to the constituent fibers in the second region.
- the “main component” refers to a component having a content ratio of 10% by mass or more with respect to all components of the fiber treatment agent in the fiber treatment agent in a state before being applied to the fiber.
- the amount of the fiber treatment agent attached to the fibers is generally 2% by mass or less.
- the reason why the adhesion amount is set so low is that if an excessive amount is applied, a machine for manufacturing is contaminated or the user's skin becomes sticky. Therefore, in the fiber treatment agent to which only a very small amount is applied as described above, a sufficient function on the nonwoven fabric such as hydrophilicity is not exhibited unless the ratio of the main component in the fiber treatment agent is set to 10% by mass or more. For example, when the proportion of the main component is 10% by mass, the proportion of the main component imparted to the fiber is only 0.2% by mass with respect to the fiber treatment agent. Therefore, there may be two or more main components.
- the main components are different between the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 regardless of which main component is focused.
- the minor component in the fiber treatment agent applied to the constituent fibers of the first nonwoven fabric layer 11 and the minor component in the fiber treatment agent applied to the constituent fibers of the second nonwoven fabric layer 12 It is not hindered that the types of and match.
- first region main component The main component (hereinafter also referred to as “first region main component”) of the fiber treatment agent applied to the constituent fibers of the first nonwoven fabric layer 11 (first region) and the second nonwoven fabric layer 12 (second region).
- second region main component When the main component of the fiber treatment agent applied to the constituent fibers (hereinafter also referred to as “second region main component”) is made different, the extent to which both main components are eluted in water upon contact with water is different. It is preferable. In particular, it is preferable that the first region main component has a greater degree of elution into water than the second region main component.
- the second nonwoven fabric layer 12 has higher hydrophilicity than the first nonwoven fabric layer 11 after repeated liquid passage. , Wetback is effectively prevented.
- the constituent fibers of the second nonwoven fabric layer 12 are different from the main components applied to the constituent fibers of the first nonwoven fabric layer 11 (first region).
- the main component is preferably applied in an amount of 40% by mass or more, more preferably 50% by mass or more.
- one of the main components of the fiber treatment agent applied to the constituent fibers is a polyorganosiloxane having a hydrophilic group. Since hydrophilicity can be maintained higher than a constituent fiber, it is preferable.
- the hydrophilic group include a hydroxyl group, a polyoxyalkylene group, an amino group, a diamino group, a polyglyceryl group, an epoxy group, a carbinol group, a carboxyl group, a diol group, and a methacryl group. These hydrophilic groups can be used alone or in combination of two or more.
- hydrophilic groups it is preferable to use a polyoxyalkylene group or a polyglyceryl group from the viewpoint of imparting sufficient hydrophilicity to the fiber surface and improving dispersibility in water and handling properties as a fiber treatment agent.
- the polyoxyalkylene-modified silicone modified with a polyoxyalkylene group can maintain higher hydrophilicity than the constituent fibers of the first nonwoven fabric layer 11 even after liquid passage (that is, keep the contact angle small). It is preferable.
- Polyoxyalkylene-modified silicone is a polymer compound obtained by modifying silicone with polyoxyalkylene.
- polyoxyalkylene used for modification those having a lower alkylene group having 2 to 4 carbon atoms are preferably used, and specific examples thereof include polyoxyethylene (hereinafter also referred to as “POE”) and polyoxypropylene. (Hereinafter also referred to as “POP”) and polyoxybutylene (hereinafter also referred to as “POB”).
- POE polyoxyethylene
- POP polyoxypropylene
- POB polyoxybutylene
- a polyoxyalkylene containing a plurality of POE, POP and POB can also be used.
- the number of repeating oxyalkylene groups in the polyoxyalkylene group is preferably 3 or more, more preferably 5 or more, and still more preferably 7 or more. Moreover, it is preferably 40 or less, more preferably 30 or less, and still more preferably 20 or less.
- the number of repeating oxyalkylene groups is preferably 3 or more and 40 or less, more preferably 5 or more and 30 or less, and still more preferably 7 or more and 20 or less.
- a commercially available product may be used as the polyoxyalkylene-modified silicone. Examples of such commercially available products include “Shin-Etsu Silicone KF-6012” and “Shin-Etsu Silicone X-22-4515” manufactured by Shin-Etsu Chemical Co., Ltd.
- the proportion of the polyoxyalkylene-modified silicone contained in the fiber treatment agent applied to the constituent fibers of the second nonwoven fabric layer 12 is preferably 15% by mass or more, more preferably 20% by mass or more, and 25% by mass. It is still more preferable that it is above. Further, it is preferably 60% by mass or less, more preferably 50% by mass or less, and further preferably 40% by mass or less.
- the proportion of the polyoxyalkylene-modified silicone contained in the fiber treatment agent is preferably 15% by mass to 60% by mass, more preferably 20% by mass to 50% by mass, and more preferably 25% by mass to 40% by mass. More preferably, it is as follows.
- Examples of the substance used as a main component in addition to the polyoxyalkylene-modified silicone include, for example, alkali metal salts of alkyl phosphate esters, POE polyhydric alcohol fatty acid esters, alkyl betaines, alkyl sulfonic acids, alkyl sulfuric acids, dialkyl sulfonic acids, POE alkylamide and the like can be mentioned.
- Examples of the minor component that is not the main component include alkylhydroxysulfobetaine, imidazolium type cationic surfactant, polyethylene glycol, and polypropylene glycol.
- the fiber treatment agent to be applied to the constituent fibers of the first nonwoven fabric layer 11, the composition of the first and second nonwoven fabric layers 11, 12 after the passage is that it contains a hydrophobic substance as a main component. This is preferable because the hydrophilicity of the fibers is easily different from each other.
- the main component of the fiber treatment agent is hydrocarbon oil, fluorine oil, fatty acid ester, polyoxyalkylene-modified silicone, polyorganosiloxane, and nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms. It is preferably at least one selected from the group consisting of agents.
- At least one selected from the group consisting of polyoxyalkylene-modified silicones, polyorganosiloxanes, nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms it is particularly preferable to use at least one selected from the group consisting of polyoxyalkylene-modified silicones, polyorganosiloxanes, nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms. It is preferable to use at least one selected from the group consisting of polyorganosiloxanes, nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms.
- examples of the minor component that is not a main component include alkylsulfonic acid, alkylsulfuric acid, dialkylsulfonic acid, alkylhydroxysulfobetaine, and imidazolium type cationic surface activity.
- Agents polyethylene glycol, polypropylene glycol and the like.
- Identification and quantification of the type of the fiber treatment agent in the nonwoven fabric to which the fiber treatment agent is applied can be performed by, for example, the following method. If the nonwoven fabric is a surface sheet of an absorbent article, collect the required amount of product, peel off the surface sheet of the product from the absorber, and use a solvent such as methanol or ethanol from the peeled surface sheet. Extract the fiber treatment agent. After extraction of the fiber treatment agent, the residue is subjected to column separation, GPC, GC-MS, LC-MS, NMR, IR, solvent extraction using solubility in solvents, recrystallization with mixed solvents, and elemental analysis Thus, the structure of the substance is identified and quantified. The component contained by 10 mass% or more with respect to the total amount is the main component described above.
- a fiber treatment agent to the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12, for example, a case where a fiber treatment agent is applied to fibers before being made into a nonwoven fabric, and a case where a fiber treatment agent is applied to the nonwoven fabric after being made into a nonwoven fabric.
- a specific method for applying the fiber treatment agent for example, immersing the fiber or the nonwoven fabric in the fiber treatment agent, spraying the fiber treatment agent on the fiber or the nonwoven fabric, or fiber or nonwoven fabric using various rolls such as a kiss roll. Coating by various printing methods such as mechanical coating, inkjet, gravure, screen, flexo and the like.
- the fiber treatment agent can be adhered to the surface of the constituent fibers by removing an excessive amount of the fiber treatment agent and subsequently removing volatile components by heat drying or natural drying.
- FIG. 3 shows another embodiment of the nonwoven fabric of the present invention.
- the nonwoven fabric 10 shown in FIG. 1 has a laminated structure of a first nonwoven fabric layer 11 and a second nonwoven fabric layer 12.
- the nonwoven fabric 10 of this embodiment in the nonwoven fabric of the embodiment shown in FIG. 1, no space is formed inside the convex portion 14, and the inside of the convex portion 14 is filled with fibers.
- the surface of the 2nd nonwoven fabric layer 12 is exposed.
- each surface of the nonwoven fabric 10 of the present embodiment is generally flat and does not have an uneven structure.
- the nonwoven fabric layers 11 and 12 are joined discontinuously over the entire area of the opposing surfaces. Since there is no difference in appearance between the front and back surfaces of the nonwoven fabric 10 of the present embodiment, which side of the nonwoven fabric layer is attributed to the first nonwoven fabric layer 11 is determined by the contact angle of the constituent fibers in the nonwoven fabric 10 after liquid passage. To do. Specifically, the non-woven fabric layer on which fibers having a larger contact angle exist is assigned to the first non-woven fabric layer 11.
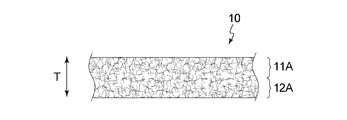
- the nonwoven fabric 10 of the embodiment shown in FIG. 5 is a single layer, unlike the nonwoven fabric of the previous embodiments.
- the first region 11 ⁇ / b> A and the second region 12 ⁇ / b> A having different hydrophilicity of the constituent fibers are formed along the thickness direction T.
- the first region 11 ⁇ / b> A is a region including one surface of the nonwoven fabric 10.
- the second region 12 ⁇ / b> A is a region adjacent to the first region 11 ⁇ / b> A when viewed along the thickness direction T of the nonwoven fabric 10.
- the contact angle of the constituent fibers in the first region 11A is larger than the contact angle of the constituent fibers in the second region 12A after the liquid is passed.
- the hydrophilic gradient of the constituent fibers increases from the first region 11A toward the second region 12A along the thickness direction T when viewed in the entire nonwoven fabric 10 after liquid passage. It is formed.
- the first fiber treatment agent is applied from one surface of the raw nonwoven fabric, and the second fiber treatment agent having a composition different from that of the first fiber treatment agent is applied from the other surface. That's fine.
- a first web made of fibers to which the first fiber treatment agent is applied and a second web made of fibers to which the second fiber treatment agent having a composition different from that of the first fiber treatment agent is laminated Next, the laminated web may be made into a nonwoven fabric.
- the first fiber treatment agent is applied to the first web, the second fiber treatment agent having a composition different from that of the first fiber treatment agent is applied to the second web, and then both the webs are laminated, and then the laminated web is formed. What is necessary is just to use a nonwoven fabric.
- thermoplastic resins having fiber-forming properties can be used as the resin of the fibers constituting the nonwoven fabric in each of the above embodiments.
- resins include polyolefin resins such as polyethylene (PE) and polypropylene, polyester resins such as polyethylene terephthalate (PET) and polybutylene terephthalate, vinyl resins such as polystyrene and polyvinyl chloride, and polyacrylic acid.
- group or polymethacrylic acid type resin which consists of polymethacrylic acid or those esters is mentioned. These resins can be used alone or in combination of two or more.
- a fiber having a single structure is produced from a blend of two or more resins, and a fiber having a composite structure such as a core-sheath type or side-by-side type fiber is used.
- a fiber having a composite structure such as a core-sheath type or side-by-side type fiber is used.
- the case of manufacturing is included.
- the nonwoven fabric 10 of this embodiment is manufactured by air-through treatment of a laminated web, for example, from the viewpoint of air-through treatment conditions and physical properties of the nonwoven fabric
- the core is a polyester resin
- the sheath is a polyolefin resin having a lower melting point than the core. It is preferable to use a fiber having a core-sheath type composite structure.
- the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 may have the same or different types of constituent fibers.
- an absorbent article including the nonwoven fabric described so far is also provided.
- this absorbent article it is preferable to arrange the first nonwoven fabric layer 11 (first region 11A) in the nonwoven fabric so as to face the wearer's skin from the viewpoint of preventing the occurrence of wetback. That is, this nonwoven fabric is suitably used as a top sheet for absorbent articles.
- the absorbent article is generally configured to include a liquid-permeable top sheet, a liquid-holding absorber, and a liquid-impermeable or hardly-permeable back sheet.
- a liquid-permeable top sheet As the absorbent body, a mixed fiber of flap pulp and a water absorbent polymer, or an absorbent sheet in which a water absorbent polymer is interposed between a pair of pulp sheets can be used.
- a synthetic resin film, a film imparted with moisture permeability, a liquid-impermeable nonwoven fabric, and the like can be used.
- the absorbent article may further include various members according to specific uses of the absorbent article. Such members are known to those skilled in the art. For example, when applying an absorbent article to a disposable diaper or a sanitary napkin, a pair or two or more pairs of three-dimensional guards can be disposed on the left and right sides of the topsheet.
- the non-woven fabric of the present invention can be used as a sub-layer sheet for absorbent articles in addition to the above-described surface sheet for absorbent articles by utilizing the hydrophilic gradient that occurs after liquid passage.
- the sublayer sheet is a liquid-permeable sheet that is generally disposed between the surface sheet of the absorbent article and the absorbent body.
- the nonwoven fabric 10 has a two-layer structure of a first nonwoven fabric layer 11 and a second nonwoven fabric layer 12, but instead, the outer surface of the second nonwoven fabric layer 12. Furthermore, you may laminate
- This invention discloses the following nonwoven fabrics and absorbent articles further regarding embodiment mentioned above.
- ⁇ 1> When 90 g of artificial urine is passed at a rate of 5.0 g / sec under no-pressure condition, the first region and the second region having different hydrophilicity of the constituent fibers are generated along the thickness direction.
- Non-woven fabric The first region is a region including the surface of the nonwoven fabric, the second region is a region adjacent to the first region when viewed along the thickness direction of the nonwoven fabric, A nonwoven fabric in which the contact angle of the constituent fibers in the first region is larger than the contact angle of the constituent fibers in the second region when the hydrophilicity is represented by a contact angle with water.
- a fiber treatment agent is applied to each of the constituent fibers of the first region and the second region, When two or more types of main components are present in the fiber treatment agent, the main component is different between the first region and the second region regardless of which main component is ⁇ 1.
- Non-woven fabric ⁇ 3> A fiber treatment agent is applied to each of the constituent fibers of the first region and the second region, ⁇ 1> or ⁇ 2> in which the main component of the fiber treatment agent applied to the constituent fibers in the first region is different from the main component of the fiber treatment agent applied to the constituent fibers in the second region.
- a fiber treatment agent is applied to each of the constituent fibers of the first region and the second region,
- the nonwoven fabric according to any one of ⁇ 1> to ⁇ 3>, wherein a main component of the fiber treatment agent applied to the constituent fibers in the second region is a polyorganosiloxane having a hydrophilic group.
- the hydrophilic group is a hydroxyl group, polyoxyalkylene group, amino group, diamino group, polyglyceryl group, epoxy group, carbinol group, carboxyl group, diol group or methacryl group, or a combination of two or more thereof.
- the nonwoven fabric as described in said ⁇ 4>.
- ⁇ 6> The nonwoven fabric according to ⁇ 4> or ⁇ 5>, wherein the hydrophilic group is a polyoxyalkylene group or a polyglyceryl group.
- a fiber treatment agent is applied to each of the constituent fibers of the first region and the second region,
- the nonwoven fabric according to any one of ⁇ 1> to ⁇ 6>, wherein one of main components of the fiber treatment agent applied to the second region is polyoxyalkylene-modified silicone.
- the proportion of the polyoxyalkylene-modified silicone contained in the fiber treatment agent applied to the constituent fibers in the second region is preferably 15% by mass or more, more preferably 20% by mass or more, and 25% by mass or more.
- the nonwoven fabric according to the above ⁇ 7> more preferably 60% by mass or less, further preferably 50% by mass or less, and further preferably 40% by mass or less.
- the number of repeating oxyalkylene groups in the polyoxyalkylene group is preferably 3 or more, more preferably 5 or more, more preferably 7 or more, and preferably 40 or less, more preferably 30 or less, more preferably 20 or less.
- a fiber treatment agent is applied to each of the constituent fibers of the first region and the second region,
- the main component of the fiber treatment agent applied to the first region is hydrocarbon oil, fluorine oil, fatty acid ester, polyoxyalkylene-modified silicone, polyorganosiloxane, and nonionic having an alkyl group having 16 or more carbon atoms.
- ⁇ 11> It consists of a laminated structure including a first nonwoven fabric layer and a second nonwoven fabric layer, The nonwoven fabric according to any one of ⁇ 1> to ⁇ 10>, wherein the first nonwoven fabric layer is a region corresponding to the first region, and the second nonwoven fabric layer is a region corresponding to the second region.
- the contact angle of the constituent fibers themselves of the first region is preferably 80 degrees or more after passage of artificial urine, more preferably 85 degrees or more, more preferably 90 degrees or more, and 100 degrees or less.
- the contact angle of the constituent fibers of the second region itself is preferably 65 degrees or more after passage of artificial urine, more preferably 70, provided that the contact angle of the constituent fibers of the first region is smaller than the contact angle of the constituent fibers of the first region.
- the difference between the contact angle of the constituent fibers in the first region and the contact angle of the constituent fibers in the second region (the former-the latter) is preferably greater than 0 degree, more preferably 3 More preferably, it is 5 degrees or more, more preferably 5 degrees or more and preferably 30 degrees or less, more preferably 25 degrees or less, and still more preferably 20 degrees or less, according to any one of the above items ⁇ 1> to ⁇ 13> Non-woven fabric.
- the contact angle of the constituent fibers in the first region is preferably 75 ° or more, more preferably 78 ° or more, more preferably 81 ° or more, and less than 90 ° before the artificial urine is passed through. Preferably, it is 87 degrees or less, More preferably, it is 84 degrees or less, The nonwoven fabric as described in any one of said ⁇ 1> thru
- the contact angle of the constituent fibers in the second region is preferably 60 degrees or more, more preferably 65 degrees or more before the artificial urine is passed, on condition that the contact angle of the constituent fibers in the first region is smaller than that. More preferably, it is 70 degrees or more, preferably 85 degrees or less, more preferably 80 degrees or less, and still more preferably 75 degrees or less, according to any one of the above ⁇ 1> to ⁇ 15> Non-woven fabric.
- the difference between the contact angle of the constituent fibers in the first region and the contact angle of the constituent fibers in the second region is preferably greater than 0 degree, more preferably 3 ⁇ 1> to ⁇ 16>, preferably at least 5 degrees, more preferably at least 5 degrees, and preferably at most 30 degrees, more preferably at most 25 degrees, and even more preferably at most 20 degrees.
- Non-woven fabric is preferably greater than 0 degree, more preferably 3 ⁇ 1> to ⁇ 16>, preferably at least 5 degrees, more preferably at least 5 degrees, and preferably at most 30 degrees, more preferably at most 25 degrees, and even more preferably at most 20 degrees.
- the contact angle of the constituent fibers of the first region is less than 90 degrees
- ⁇ 19> The state according to any one of ⁇ 1> to ⁇ 18>, wherein the contact angle of the constituent fibers in the first region is larger than the contact angle of the constituent fibers in the second region in the state before the artificial urine is passed through.
- Non-woven fabric. ⁇ 20> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 19>, wherein the surface of the first region has an uneven structure.
- ⁇ 21> It consists of a laminated structure including a first nonwoven fabric layer corresponding to the first region and a second nonwoven fabric layer corresponding to the second region, The first nonwoven fabric layer and the second nonwoven fabric layer are partially joined to form a plurality of joined portions, and the first nonwoven fabric layer protrudes in a direction away from the second nonwoven fabric layer at a portion other than the joined portions. Forming a plurality of convex portions, The nonwoven fabric according to ⁇ 20>, wherein a space defined by the first nonwoven fabric layer and the second nonwoven fabric layer is formed inside the convex portion.
- a fiber treatment agent is applied to each of the constituent fibers of the first region and the second region,
- One of the main components of the fiber treatment agent applied to the second region is polyoxyalkylene-modified silicone
- the substance used as the main component is alkali metal salt of alkyl phosphate ester, polyoxyethylene polyhydric alcohol fatty acid ester, alkyl betaine, alkyl sulfonic acid, alkyl sulfuric acid, dialkyl sulfonic acid or polyoxy
- the nonwoven fabric according to any one of ⁇ 1> to ⁇ 21>, which is ethylene alkylamide.
- An absorbent article comprising the nonwoven fabric according to any one of ⁇ 1> to ⁇ 22>, wherein a first region of the nonwoven fabric is disposed so as to face the wearer's skin.
- the method for producing a nonwoven fabric according to any one of ⁇ 1> to ⁇ 22> The first fiber treatment agent is applied from one surface of the raw nonwoven fabric, and the second fiber treatment agent having a composition different from that of the first fiber treatment agent is applied from the other surface, The manufacturing method of the nonwoven fabric from which a 1st fiber treatment agent and a 2nd fiber treatment agent differ in a main component.
- ⁇ 26> The method for producing a nonwoven fabric according to any one of ⁇ 1> to ⁇ 22>, Laminating a first web made of fibers to which a first fiber treatment agent has been applied and a second web made of fibers to which a second fiber treatment agent having a composition different from that of the first fiber treatment agent has been applied, Having a process of making a nonwoven fabric, The manufacturing method of the nonwoven fabric from which a 1st fiber treatment agent and a 2nd fiber treatment agent differ in a main component.
- ⁇ 27> The method for producing a nonwoven fabric according to any one of ⁇ 1> to ⁇ 22>,
- the first fiber treatment agent is applied to the first web
- the second fiber treatment agent having a composition different from that of the first fiber treatment agent is applied to the second web
- both the webs are laminated
- the laminated web is made into a non-woven fabric.
- the first fiber treatment agent and the second fiber treatment agent have different main components. Among the first region and the second region adjacent to each other in the thickness direction of the nonwoven fabric, the first fiber treatment agent is added to the first region.
- ⁇ 29> The method according to any one of ⁇ 25> to ⁇ 28>, wherein one of the main components of the second fiber treatment agent is polyoxyalkylene-modified silicone.
- the proportion of the polyoxyalkylene-modified silicone contained in the second fiber treatment agent is preferably 15% by mass or more, more preferably 20% by mass or more, still more preferably 25% by mass or more,
- the production method according to ⁇ 29> preferably 60% by mass or less, more preferably 50% by mass or less, and still more preferably 40% by mass or less.
- the main components of the first fiber treatment agent are hydrocarbon oil, fluorine oil, fatty acid ester, polyoxyalkylene-modified silicone, polyorganosiloxane, and nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms.
- it is at least one selected from the group consisting of, among these substances, polyoxyalkylene-modified silicone, polyorganosiloxane, nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms It is more preferable to use at least one selected from the group consisting of polyorganosiloxane, at least one selected from the group consisting of nonionic and ionic surfactants having an alkyl group having 16 or more carbon atoms. More preferably, any one of the above ⁇ 25> to ⁇ 30> The method of production.
- a nonwoven fabric 10 having the structure shown in FIGS. 1 and 2 (a) was produced according to the method described in JP-A No. 2004-174234.
- the first nonwoven fabric layer 11 uses two types of constituent fibers (one is called “fiber 1” and the other is called “fiber 2”), and the second nonwoven fabric layer 12 uses one type of constituent fiber.
- Each of the first fiber and the second fiber is a core-sheath fiber in which the core is polyethylene terephthalate (PET) and the sheath is polyethylene (PE).
- PET polyethylene terephthalate
- PE polyethylene
- the fineness of the fiber 1 is 2.2 dtex and the fineness of the fiber 2 is 4.4 dtex. Met.
- the constituent fibers used for the second nonwoven fabric layer 12 were core-sheath fibers having a core of polyethylene terephthalate (PET) and a sheath of polyethylene (PE), and the fineness was 2.2 dtex. Both the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12 had a basis weight of 18 g / m 2 .
- the composition ratio of these fibers and the fiber treating agent used for these fibers are as shown in Table 1.
- Each of the nonwoven fabric layers 11 and 12 was composed of an air-through nonwoven fabric. In order to produce the respective nonwoven fabric layers 11 and 12 before lamination, first, about 12 g of fibers weighed were immersed in the fiber treatment agent shown in Table 1, and the fiber treatment agent was applied to the fibers.
- the adhesion amount of the fiber treatment agent was 0.40% with respect to the whole nonwoven fabric.
- the fibers were carded to form a web, and the web was air-through treated to obtain nonwoven fabrics 11 and 12. Thereafter, the nonwoven fabrics 11 and 12 were laminated, and the nonwoven fabric 11 was sucked into a convex shape with a roll having a suction function, and the nonwoven fabrics 11 and 12 were heat-sealed at the joint portion 13 to form an uneven structure. .
- the target nonwoven fabric 10 was obtained.
- Example 2 to 8 and Comparative Examples 1 to 4 In Example 1, what is shown in Table 1 was used as the fiber treatment agent applied to the first nonwoven fabric layer 11 and the second nonwoven fabric layer 12. Except this, it carried out similarly to Example 1, and obtained the nonwoven fabric 10 of the structure shown to FIG.1 and FIG.2 (a).
- Comparative Examples 3 and 4 disposable diapers marketed in October 2013, Moony (registered trademark) Airfit (trade name) S size, manufactured by Unicharm Corporation, and Daio Paper Co., Ltd. GON (registered trademark) first underwear (trade name) S size surface sheet was used as it was.
- the details of the fiber treatment agents shown in Tables 1 and 2 below are as follows.
- Lauryl phosphate potassium salt Potassium hydroxide neutralized product of “Fuosfanol ML-200” manufactured by Toho Chemical Co., Ltd.
- Stearyl phosphate potassium salt Potassium hydroxide neutralized of “Gripper 4131” manufactured by Kao Corporation -Dimethylsilicone: Shin-Etsu Chemical Co., Ltd., "KM-903" -POE (addition mole number 3) lauryl phosphate potassium salt: "Amholex MP-2K” manufactured by Miyoshi Oil & Fats Co., Ltd. POE, POP modified silicone: “X-22-4515” manufactured by Shin-Etsu Chemical Co., Ltd.
- the top part of the uneven structure extended continuously in the longitudinal direction of the surface sheet of a diaper was applied to the 1st nonwoven fabric layer 11, and the bottom part was evaluated to the bottom part of the 2nd nonwoven fabric layer 12, and evaluation was implemented.
- the contact angle after passing through the liquid after spraying a predetermined amount of liquid, spray cold spray to solidify the hot melt and weaken the adhesive force so that it does not reach the liquid passing part.
- the sheet was peeled off and the contact angle after liquid passage was evaluated.
- Comparative Example 4 was evaluated by applying the top of the uneven structure of the top sheet of the diaper to the first nonwoven fabric layer 11 and the bottom of the nonwoven fabric existing further below the second nonwoven fabric layer 12. The contact angle after liquid passing was evaluated in the same manner as in Comparative Example 3.
- the artificial urine absorbed and retained in the absorbent article was absorbed into the collagen film. Then, the mass of the collagen film which absorbed artificial urine was measured. The mass of the collagen film before absorption was subtracted from this mass to calculate the mass of artificial urine absorbed by the collagen film. This value was defined as the wetback amount (the sum of the wetback amount derived from the top sheet and the wetback amount derived from the absorber). In the measurement of the amount of wetback derived from the topsheet, after the third artificial urine was injected and left for 10 minutes, only the topsheet was peeled off, and an OHP film (VF1300 manufactured by KOKUYO) was interposed between the absorber and the topsheet.
- the wetback amount the sum of the wetback amount derived from the top sheet and the wetback amount derived from the absorber.
- the amount of wet back derived from the absorber was determined by subtracting the amount of wet back derived from the topsheet from the above liquid return amount.
- Comparative Example 2 in which the fiber processing agent having the same main component as the first nonwoven fabric layer is applied to the second nonwoven fabric layer has a contact angle difference of 0 degrees after passing through, and the wetback is greater than any of the examples. It has grown up.
- Example 8 in which the second nonwoven fabric layer contains 50% of a main component different from the first nonwoven fabric layer has a contact angle difference after passing through larger than 0 degrees, and wetback. was smaller than Comparative Example 2.
- a nonwoven fabric that can maintain liquid permeability control even after a plurality of times of liquid passage.
- the occurrence of wetback is effectively prevented.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680048926.5A CN107920939A (zh) | 2015-08-24 | 2016-08-19 | 无纺布及具备其的吸收性物品 |
| KR1020187005977A KR102081047B1 (ko) | 2015-08-24 | 2016-08-19 | 부직포 및 그것을 구비한 흡수성 물품 |
| BR112018003750-8A BR112018003750A2 (pt) | 2015-08-24 | 2016-08-19 | tecido não-tecido e artigo absorvente fornecido com o mesmo. |
| RU2018109359A RU2674686C1 (ru) | 2015-08-24 | 2016-08-19 | Нетканый материал и впитывающее изделие с таким нетканым материалом |
| TR2018/02629T TR201802629T1 (tr) | 2015-08-24 | 2016-08-19 | Dokunmamış kumaş ve bununla elde edilen emici ürün. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015164665 | 2015-08-24 | ||
| JP2015-164665 | 2015-08-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017033867A1 true WO2017033867A1 (ja) | 2017-03-02 |
Family
ID=58100226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/074271 WO2017033867A1 (ja) | 2015-08-24 | 2016-08-19 | 不織布及びそれを備えた吸収性物品 |
Country Status (8)
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108374237A (zh) * | 2017-12-23 | 2018-08-07 | 招汉 | 一种干爽型透液无纺布及其制造方法 |
| WO2019076287A1 (en) * | 2017-10-19 | 2019-04-25 | The Procter & Gamble Company | UPPER SHEET COMPRISING NATURAL FIBERS |
| CN111182871A (zh) * | 2017-10-11 | 2020-05-19 | 宝洁公司 | 具有开孔三维材料的吸收制品及其制造方法 |
| EP3639802A4 (en) * | 2017-06-16 | 2021-04-07 | Kao Corporation | ABSORBENT ARTICLE |
| US11173077B2 (en) | 2017-10-19 | 2021-11-16 | The Procter & Gamble Company | Topsheet comprising natural fibers with good mechanical strength |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112018000447T5 (de) | 2017-01-19 | 2019-10-10 | Denso Corporation | Ventiltimingeinstellvorrichtung |
| JP6790925B2 (ja) | 2017-03-07 | 2020-11-25 | 株式会社デンソー | 作動油制御弁、および、これを用いたバルブタイミング調整装置 |
| JP7245963B2 (ja) * | 2017-10-04 | 2023-03-27 | 大和紡績株式会社 | 吸収性物品用不織布、吸収性物品用表面シート、及びそれを含む吸収性物品 |
| JP6429971B1 (ja) * | 2017-10-11 | 2018-11-28 | ユニ・チャーム株式会社 | 吸収性物品の液透過性シート用の不織布及び不織布ロール |
| JP2019103589A (ja) * | 2017-12-12 | 2019-06-27 | 王子ホールディングス株式会社 | 吸収性物品 |
| JP7374404B2 (ja) * | 2018-02-15 | 2023-11-07 | 大和紡績株式会社 | 吸収性物品用不織布および吸収性物品 |
| JP6998356B2 (ja) * | 2019-12-10 | 2022-02-10 | 花王株式会社 | 吸収性物品 |
| JP7371316B2 (ja) * | 2020-03-31 | 2023-10-31 | 大和紡績株式会社 | 吸収性物品用不織布、及びこれを含む吸収性物品 |
| WO2021237507A1 (en) * | 2020-05-27 | 2021-12-02 | The Procter & Gamble Company | Absorbent article with topsheet comprising cellulose-based fibers |
| JP7438889B2 (ja) * | 2020-08-18 | 2024-02-27 | 花王株式会社 | 吸収性物品 |
| CN222765361U (zh) * | 2021-12-24 | 2025-04-18 | 花王株式会社 | 吸收性物品 |
| CN116158910A (zh) * | 2023-02-10 | 2023-05-26 | 深圳全棉时代科技有限公司 | 全棉吸收芯体、全棉芯卫生巾及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09215706A (ja) * | 1996-02-08 | 1997-08-19 | Kao Corp | 親水性不織布並びにそれを用いた吸収性物品 |
| JP2002065738A (ja) * | 2000-09-01 | 2002-03-05 | Uni Charm Corp | 連続フィラメントの表面材を用いた吸収性物品 |
| JP2003175074A (ja) * | 2001-09-11 | 2003-06-24 | Uni Charm Corp | 吸収性物品 |
| JP2006305044A (ja) * | 2005-04-28 | 2006-11-09 | Kao Corp | 吸収性物品の表面シート |
| JP2008038277A (ja) * | 2006-08-04 | 2008-02-21 | Asahi Kasei Fibers Corp | 衛生材料用ポリオレフィン系長繊維不織布 |
| JP2009268559A (ja) * | 2008-05-01 | 2009-11-19 | Daio Paper Corp | 吸収性物品 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100512784C (zh) * | 2004-04-15 | 2009-07-15 | 花王株式会社 | 吸收性物品的表面片 |
| JP4229868B2 (ja) * | 2004-04-27 | 2009-02-25 | 花王株式会社 | 立体不織布 |
| JP5566596B2 (ja) * | 2008-11-17 | 2014-08-06 | ユニ・チャーム株式会社 | 使い捨ての体液吸収性着用物品 |
| RU2500844C2 (ru) * | 2008-12-25 | 2013-12-10 | Као Корпорейшн | Нетканая ткань и способ ее получения |
| CN204237974U (zh) * | 2012-06-22 | 2015-04-01 | 花王株式会社 | 无纺布、吸收性物品以及乳幼儿用尿布 |
| JP5640139B1 (ja) * | 2013-12-03 | 2014-12-10 | 花王株式会社 | 不織布 |
| RU2571144C1 (ru) * | 2013-04-19 | 2015-12-20 | Као Корпорейшн | Средство для обработки нетканого и текстильного материала |
| JP5640140B1 (ja) * | 2013-12-03 | 2014-12-10 | 花王株式会社 | 不織布 |
| CN103417337A (zh) * | 2013-07-17 | 2013-12-04 | 厦门延江工贸有限公司 | 一种无纺布 |
| CN103422256B (zh) * | 2013-07-17 | 2016-08-24 | 厦门延江新材料股份有限公司 | 一种热风无纺布 |
| JP6267501B2 (ja) * | 2013-12-06 | 2018-01-24 | 花王株式会社 | 立体シート |
-
2016
- 2016-08-19 BR BR112018003750-8A patent/BR112018003750A2/pt not_active Application Discontinuation
- 2016-08-19 TW TW105126556A patent/TWI727966B/zh not_active IP Right Cessation
- 2016-08-19 JP JP2016161382A patent/JP6259877B2/ja active Active
- 2016-08-19 CN CN201680048926.5A patent/CN107920939A/zh active Pending
- 2016-08-19 RU RU2018109359A patent/RU2674686C1/ru active
- 2016-08-19 TR TR2018/02629T patent/TR201802629T1/tr unknown
- 2016-08-19 WO PCT/JP2016/074271 patent/WO2017033867A1/ja active Application Filing
- 2016-08-19 KR KR1020187005977A patent/KR102081047B1/ko not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09215706A (ja) * | 1996-02-08 | 1997-08-19 | Kao Corp | 親水性不織布並びにそれを用いた吸収性物品 |
| JP2002065738A (ja) * | 2000-09-01 | 2002-03-05 | Uni Charm Corp | 連続フィラメントの表面材を用いた吸収性物品 |
| JP2003175074A (ja) * | 2001-09-11 | 2003-06-24 | Uni Charm Corp | 吸収性物品 |
| JP2006305044A (ja) * | 2005-04-28 | 2006-11-09 | Kao Corp | 吸収性物品の表面シート |
| JP2008038277A (ja) * | 2006-08-04 | 2008-02-21 | Asahi Kasei Fibers Corp | 衛生材料用ポリオレフィン系長繊維不織布 |
| JP2009268559A (ja) * | 2008-05-01 | 2009-11-19 | Daio Paper Corp | 吸収性物品 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3639802A4 (en) * | 2017-06-16 | 2021-04-07 | Kao Corporation | ABSORBENT ARTICLE |
| CN111182871A (zh) * | 2017-10-11 | 2020-05-19 | 宝洁公司 | 具有开孔三维材料的吸收制品及其制造方法 |
| US11382801B2 (en) | 2017-10-11 | 2022-07-12 | The Procter & Gamble Company | Absorbent articles having apertured, three-dimensional materials and methods for making same |
| WO2019076287A1 (en) * | 2017-10-19 | 2019-04-25 | The Procter & Gamble Company | UPPER SHEET COMPRISING NATURAL FIBERS |
| CN111182870A (zh) * | 2017-10-19 | 2020-05-19 | 宝洁公司 | 包括天然纤维的顶片 |
| US11173077B2 (en) | 2017-10-19 | 2021-11-16 | The Procter & Gamble Company | Topsheet comprising natural fibers with good mechanical strength |
| US11285056B2 (en) | 2017-10-19 | 2022-03-29 | The Procter & Gamble Company | Topsheet comprising natural fibers with good mechanical strength |
| US11291595B2 (en) | 2017-10-19 | 2022-04-05 | The Procter & Gamble Company | Topsheet comprising natural fibers |
| US11369527B2 (en) | 2017-10-19 | 2022-06-28 | The Procter & Gamble Company | Topsheet comprising natural fibers |
| CN108374237A (zh) * | 2017-12-23 | 2018-08-07 | 招汉 | 一种干爽型透液无纺布及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI727966B (zh) | 2021-05-21 |
| RU2674686C1 (ru) | 2018-12-12 |
| TR201802629T1 (tr) | 2018-03-21 |
| JP6259877B2 (ja) | 2018-01-10 |
| TW201713293A (zh) | 2017-04-16 |
| KR20180037223A (ko) | 2018-04-11 |
| CN107920939A (zh) | 2018-04-17 |
| BR112018003750A2 (pt) | 2018-09-25 |
| KR102081047B1 (ko) | 2020-02-25 |
| JP2017042607A (ja) | 2017-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6259877B2 (ja) | 不織布及びそれを備えた吸収性物品 | |
| JP4023996B2 (ja) | 吸収性物品の表面シート | |
| JP4986673B2 (ja) | 吸収性物品 | |
| JP6332805B2 (ja) | 不織布 | |
| JP5016020B2 (ja) | おりものシート | |
| JP6408320B2 (ja) | 親水性不織布及び不織布用繊維処理剤 | |
| JP5809341B1 (ja) | 積層不織布及びその製造方法 | |
| TW201121521A (en) | Absorbent article | |
| TWI516578B (zh) | Non-woven and fiber treatment agent | |
| CN106715786A (zh) | 液膜开裂剂 | |
| WO2014171388A1 (ja) | 不織布及び繊維処理剤 | |
| JP6321505B2 (ja) | 凹凸不織布 | |
| WO2017104511A1 (ja) | 不織布 | |
| TWI550155B (zh) | Not weaving | |
| JP3195231U (ja) | 吸収性物品 | |
| JP2015113548A (ja) | 不織布及び吸収性物品 | |
| JP6587415B2 (ja) | 吸収性物品 | |
| JP6709068B2 (ja) | 吸収性物品 | |
| JP5255323B2 (ja) | 吸収性物品 | |
| JP5096257B2 (ja) | 植毛シート | |
| JP5238449B2 (ja) | 吸収性物品の表面シート | |
| JP5640164B2 (ja) | 不織布及び繊維処理剤 | |
| JP6382709B2 (ja) | 不織布、それを用いた吸収性物品の表面シート、それを用いた吸収性物品、及びその製造方法 | |
| JP2024022963A (ja) | 吸収性物品 | |
| JP2021123816A (ja) | 吸汗シート及びこれを備えた吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16839214 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187005977 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018109359 Country of ref document: RU |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112018003750 Country of ref document: BR |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16839214 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 112018003750 Country of ref document: BR Kind code of ref document: A2 Effective date: 20180226 |