WO2017022575A1 - フッ素樹脂フィルムの製造方法 - Google Patents
フッ素樹脂フィルムの製造方法 Download PDFInfo
- Publication number
- WO2017022575A1 WO2017022575A1 PCT/JP2016/071905 JP2016071905W WO2017022575A1 WO 2017022575 A1 WO2017022575 A1 WO 2017022575A1 JP 2016071905 W JP2016071905 W JP 2016071905W WO 2017022575 A1 WO2017022575 A1 WO 2017022575A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fluororesin
- extrusion die
- producing
- flow rate
- temperature
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/251—Design of extruder parts, e.g. by modelling based on mathematical theories or experiments
- B29C48/2511—Design of extruder parts, e.g. by modelling based on mathematical theories or experiments by modelling material flow, e.g. melt interaction with screw and barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/251—Design of extruder parts, e.g. by modelling based on mathematical theories or experiments
- B29C48/2511—Design of extruder parts, e.g. by modelling based on mathematical theories or experiments by modelling material flow, e.g. melt interaction with screw and barrel
- B29C48/2515—Design of extruder parts, e.g. by modelling based on mathematical theories or experiments by modelling material flow, e.g. melt interaction with screw and barrel in the die zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/3001—Extrusion nozzles or dies characterised by the material or their manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
- C08F214/262—Tetrafluoroethene with fluorinated vinyl ethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
- C08F214/265—Tetrafluoroethene with non-fluorinated comonomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08L27/20—Homopolymers or copolymers of hexafluoropropene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/926—Flow or feed rate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluorethene, e.g. ePTFE, i.e. expanded polytetrafluorethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/008—Wide strips, e.g. films, webs
Abstract
Description
[1]溶融成形可能なフッ素樹脂を含むフッ素樹脂材料を押出ダイから押し出してフッ素樹脂フィルムを製造する方法であって、前記押出ダイの温度が、305~355℃であり、下式(1)で求められる前記フッ素樹脂材料の平均流速v0.95が、1×10-4m/秒以上である、フッ素樹脂フィルムの製造方法。
v0.95=Q0.95/A0.95 (1)
ただし、前記押出ダイの流入口から前記押出ダイのマニホールドの端部までの距離xを1とし、
Q0.95は、前記流入口からx=0.95の位置における前記マニホールド内を流れる前記フッ素樹脂材料の流量(m3/秒)であり、
A0.95は、前記流入口からx=0.95の位置における前記マニホールドの断面積(m2)である。
[3]下式(2)で求められる前記フッ素樹脂の溶融流れ速度安定性S60が、0.7~1.3である、[1]または[2]のフッ素樹脂フィルムの製造方法。
S60=MFR60/MFR0 (2)
ただし、MFR60は、空気雰囲気下で前記押出ダイの温度で60分間加熱した後の前記フッ素樹脂について測定した、前記押出ダイの温度および荷重49Nにおける前記フッ素樹脂の溶融流れ速度であり、
MFR0は、前記押出ダイの温度で60分間加熱する前の前記フッ素樹脂について測定した、前記押出ダイの温度および荷重49Nにおける前記フッ素樹脂の溶融流れ速度である。
[4]JIS K7210:1999に準じて測定される、372℃および荷重49Nにおける前記フッ素樹脂の溶融流れ速度が、20~70g/10分である、[1]~[3]のいずれかのフッ素樹脂フィルムの製造方法。
[5]前記押出ダイがコートハンガー型ダイである、[1]~[4]のいずれかのフッ素樹脂フィルムの製造方法。
[6]前記押出ダイのリップ開度が0.5~3.0mmである、[1]~[5]のいずれかのフッ素樹脂フィルムの製造方法。
[8]前記フッ素樹脂が、テトラフルオロエチレンに由来する単位と、接着性官能基を有する単量体に由来する単位と、含フッ素単量体(ただし、前記テトラフルオロエチレンを除く。)に由来する単位とを有する共重合体である、[1]~[7]のいずれかのフッ素樹脂フィルムの製造方法。
[9]前記接着性官能基を有する単量体が環状酸無水物基を有する単量体である、[8]のフッ素樹脂フィルムの製造方法。
[10]前記含フッ素単量体が、ヘキサフルオロプロピレンまたはCF2=CFORf1で表される単量体(ただし、Rf1は、炭素数1~10のペルフルオロアルキル基、または炭素数2~10のペルフルオロアルキル基の炭素原子間にエーテル性酸素原子を有する基である。)である、[8]または[9]のフッ素樹脂フィルムの製造方法。
「溶融流動性を示す」とは、荷重49Nの条件下、樹脂の融点以上の温度において、溶融流れ速度が0.1~1,000g/10分の範囲内にある温度が存在することを意味する。
「融点」とは、示差走査熱量測定(DSC)法で測定した融解ピークの最大値に対応する温度を意味する。
「溶融流れ速度」とは、JIS K7210:1999(ISO 1133:1997)に規定されるメルトマスフローレート(MFR)を意味する。
「単位」とは、単量体が重合することによって形成された該単量体に由来する構成単位を意味する。単位は、重合反応によって直接形成された構成単位であってもよく、重合体を処理することによって該単位の一部が別の構造に変換された構成単位であってもよい。なお、単位名は単量体名に「単位」を付して表す。
「酸無水物基」とは、-C(=O)-O-C(=O)-で表される基を意味する。
本発明のフッ素樹脂フィルムの製造方法は、溶融成形可能なフッ素樹脂を含むフッ素樹脂材料を押出ダイから押し出してフッ素樹脂フィルムを製造する方法であって、押出ダイの温度を特定の範囲とし、かつ押出ダイのマニホールド内を流れるフッ素樹脂材料の流量を特定の範囲とすることに特徴がある。
溶融成形可能なフッ素樹脂としては、公知のものが挙げられ、たとえば、テトラフルオロエチレン/フルオロアルキルビニルエーテル系共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン系共重合体(FEP)、エチレン/テトラフルオロエチレン系共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン/クロロトリフルオロエチレン系共重合体(ECTFE)、後述する接着性フッ素樹脂等が挙げられる。
接着性官能基としては、カルボニル基含有基(カルボキシ基、酸無水物基、ハロホルミル基、ケト基、カーボネート基、アミド結合、ウレタン結合、ウレア結合、エステル結合)、ヒドロキシ基、エポキシ基、イソシアナート基、アミノ基、チオール基およびエーテル結合等が挙げられる。積層体とした際に溶融成形可能なフッ素樹脂を含む層と他の層との接着性に特に優れる点から、カルボニル基含有基、ヒドロキシ基、エポキシ基およびイソシアナート基からなる群から選択される接着性官能基が好ましく、カルボニル基含有基が特に好ましい。カルボニル基含有基としては、カルボキシ基、酸無水物基、フルオロホルミル基およびカーボネート基からなる群から選ばれるカルボニル基含有基が好ましい。
接着性官能基の含有量は、溶融NMR分析、フッ素含有量分析、赤外吸収スペクトル分析等の方法によって算出できる。たとえば、特開2007-314720号公報に記載のように、赤外吸収スペクトル分析等の方法を用いて、接着性フッ素樹脂を構成する全単位中の、接着性官能基を有する単位の割合(モル%)を求め、該割合から接着性官能基の含有量を算出できる。
以下、TFEに由来する単位を「単位(u1)」と記し、接着性官能基を有する単量体に由来する単位を「単位(u2)」と記し、TFE以外の含フッ素単量体に由来する単位を「単位(u3)」と記す。また、単位(u1)と単位(u2)と単位(u3)とを有する共重合体を「共重合体(A1)」と記し、単位(u1)と単位(u3)とを有し、接着性官能基を主鎖末端に有する共重合体を「共重合体(A2)」と記す。
環状酸無水物基を有する単量体としては、無水イタコン酸(以下、IAHとも記す。)、無水シトラコン酸(以下、CAHとも記す。)、5-ノルボルネン-2,3-ジカルボン酸無水物(以下、NAHとも記す。)、無水マレイン酸等が挙げられる。共重合体(A1)を容易に製造できる点から、IAH、CAHおよびNAHからなる群から選ばれる環状酸無水物基を有する単量体が好ましく、積層体とした際に共重合体(A1)を含む層と他の層との接着性に特に優れる点から、NAHが特に好ましい。
接着性官能基を有する単量体は、1種を単独で用いてもよく、2種以上を併用してもよい。
フルオロオレフィン(ただし、TFEを除く。):ビニルフルオリド、ビニリデンフルオリド(以下、VDFとも記す。)、トリフルオロエチレン、クロロトリフルオロエチレン(以下、CTFEとも記す。)、ヘキサフルオロプロピレン(以下、HFPとも記す。)等、
CF2=CFORf1(ただし、Rf1は、炭素数1~10のペルフルオロアルキル基、または炭素数2~10のペルフルオロアルキル基の炭素原子間にエーテル性酸素原子を有する基である。)、
CF2=CFORf2SO2X1(ただし、Rf2は、炭素数1~10のペルフルオロアルキレン基、または炭素数2~10のペルフルオロアルキレン基の炭素原子間にエーテル性酸素原子を有する基であり、X1は、ハロゲン原子またはヒドロキシ基である。)、
CF2=CFORf3CO2X2(ただし、Rf3は、炭素数1~10のペルフルオロアルキレン基、または炭素数2~10のペルフルオロアルキレン基の炭素原子間にエーテル性酸素原子を有する基であり、X2は、水素原子または炭素数1~3のアルキル基である。)、
CF2=CF(CF2)pOCF=CF2(ただし、pは、1または2である。)、
CH2=CX3(CF2)qX4(ただし、X3は、水素原子またはフッ素原子であり、qは、2~10の整数であり、X4は、水素原子またはフッ素原子である。)、
ペルフルオロ(2-メチレン-4-メチル-1、3-ジオキソラン)等。
CF2=CFORf1としては、CF2=CFOCF2CF3、CF2=CFOCF2CF2CF3(以下、PPVEとも記す。)、CF2=CFOCF2CF2CF2CF3、CF2=CFO(CF2)8F等が挙げられ、PPVEが好ましい。
CH2=CX3(CF2)qX4としては、CH2=CH(CF2)2F、CH2=CH(CF2)3F、CH2=CH(CF2)4F、CH2=CH(CF2)6F、CH2=CF(CF2)3H、CH2=CF(CF2)4H等が挙げられ、CH2=CH(CF2)4FまたはCH2=CH(CF2)2Fが好ましい。
含フッ素単量体は、1種を単独で用いてもよく、2種以上を併用してもよい。
単位(u2)の割合は、単位(u1)、単位(u2)および単位(u3)の合計に対して、0.01~5モル%が好ましく、0.05~3モル%がより好ましく、0.05~2モル%が特に好ましい。
単位(u3)の割合は、単位(u1)、単位(u2)および単位(u3)の合計に対して、0.1~49.99モル%が好ましく、0.5~49.9モル%がより好ましく、1~49.9モル%が特に好ましい。
各単位の割合が前記範囲内であれば、共重合体(A1)が溶融成形性、耐薬品性、機械的特性(高温での弾性率、耐屈曲性等)、耐熱性、低誘電率、低誘電損失等に優れ、積層体とした際に共重合体(A1)を含む層と他の層との接着性に特に優れる。
各単位の割合は、共重合体(A1)の溶融NMR分析、フッ素含有量分析、赤外吸収スペクトル分析等によって算出できる。
非フッ素系単量体としては、炭素数3以下のオレフィン(エチレン、プロピレン等)、ビニルエステル(酢酸ビニル等)等が挙げられる。
非フッ素系単量体は、1種を単独で用いてもよく、2種以上を併用してもよい。
単位(u4)の割合は、単位(u1)、単位(u2)および単位(u3)の合計に対して、5~90モル%が好ましく、5~80モル%がより好ましく、10~65モル%が特に好ましい。
重合方法、重合条件等としては、特許文献1に記載された方法または条件が挙げられ、好ましい形態も同様である。
単量体の重合に用いられるラジカル重合開始剤、連鎖移動剤、有機溶媒等としては、特許文献1に記載されたものが挙げられ、好ましい形態も同様である。
共重合体(A1)の融点の下限値は、260℃が好ましく、280℃がより好ましく、290℃が特に好ましい。上限値は、320℃が好ましく、310℃が特に好ましい。
溶融成形可能なフッ素樹脂としては、フッ素樹脂フィルムの製造時の押出ダイの温度および荷重49Nにおける溶融流れ速度が、7g/10分以上であるものが好ましく、7~40g/10分であるものがより好ましく、10~30g/10分であるものが特に好ましい。押出ダイの温度および荷重49Nにおける溶融流れ速度が前記範囲の下限値以上であれば、溶融樹脂の延伸性が充分となり、フィルムの耳切れ等の欠陥が発生しにくく、また、フッ素樹脂フィルムの膜厚のムラが抑えられる。押出ダイの温度および荷重49Nにおける溶融流れ速度が前記範囲の上限値以下であれば、フッ素樹脂フィルムの延伸による薄肉化が容易であり、かつ、充分な溶融張力を有するため、フッ素樹脂フィルムの膜厚偏差を小さくできる。
上記を満足する溶融成形可能なフッ素樹脂の372℃および荷重49Nにおける溶融流れ速度は、20~70g/10分が好ましく、20~50g/10分がより好ましく、30~50g/10分が特に好ましい。
S60=MFR60/MFR0 (2)
ただし、MFR60は、空気雰囲気下でフッ素樹脂フィルムの製造時の押出ダイの温度で60分間加熱した後のフッ素樹脂について測定した、押出ダイの温度および荷重49Nにおけるフッ素樹脂の溶融流れ速度であり、MFR0は、押出ダイの温度で60分間加熱する前のフッ素樹脂について測定した、押出ダイの温度および荷重49Nにおけるフッ素樹脂の溶融流れ速度である。
フッ素樹脂材料は、溶融成形可能なフッ素樹脂を含む。
溶融成形可能なフッ素樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。
フッ素樹脂材料が溶融成形可能な非フッ素系樹脂を含む場合、溶融成形可能な非フッ素系樹脂の含有割合は、フッ素樹脂材料に対して、0.01~20質量%が好ましく、0.1~10質量%が特に好ましい。
フッ素樹脂材料が無機フィラーを含む場合、無機フィラーの含有量は、樹脂成分100質量部に対して、0.1~100質量部が好ましく、0.1~60質量部が特に好ましい。
フッ素樹脂材料は、通常、ペレット化され、フィルム製造に用いられる。
ペレット化は、たとえば、2軸押出機を用いてフッ素樹脂材料をストランド状に溶融押出した後、ペレタイザで切断することによって行われる。
フッ素樹脂フィルムの製造は、たとえば、図1に示す製造装置を用い、押出機100によってフッ素樹脂材料のペレットを溶融し、押出機100から押し出された溶融樹脂を押出ダイ102に供給し、押出ダイ102から溶融樹脂をフィルム状に吐出し、フィルム状溶融体104を一対の冷却ロール106に接触させ、冷却してフッ素樹脂フィルム108とすることによって行われる。
フィルム用押出ダイは、押出ダイの幅方向にわたって材料を分配するためのマニホールドを内部に有するものであればよい。押出ダイとしては、T型ダイ、コートハンガー型ダイ、マニホールド型インフレーションダイ等が挙げられる。
また、図4は、コートハンガー型ダイにおけるパドル形マニホールドの断面形状を示す断面図であり、図5は、同じく涙形マニホールドの断面形状を示す断面図である。いずれの図においても、符号は、図3と同じ符号の部位を示す。
押出ダイにおけるマニホールドの断面形状は、特に限定されない。マニホールドの断面形状としては、円形、図2および図3に示すような四角形、図4に示すようなパドル形、図5に示すような涙形等が挙げられる。
フッ素樹脂フィルムの製造時の押出ダイの温度は、305~355℃であり、315~340℃が好ましく、320~335℃が特に好ましい。押出ダイの温度が前記範囲の下限値以上であれば、フッ素樹脂フィルムを安定して溶融吐出でき、フッ素樹脂材料の成形およびフッ素樹脂フィルムの製造が可能である。押出ダイの温度が前記範囲の上限値以下であれば、溶融成形可能なフッ素樹脂の劣化に伴う欠陥(ゲル化に伴うフィッシュアイ等)が発生しにくい。
フッ素樹脂フィルムの製造時における、押出ダイのマニホールド内のフッ素樹脂材料の流速は、フッ素樹脂フィルムの欠陥(フィッシュアイ等)に影響を与える。すなわち、マニホールドの両端付近では、フッ素樹脂材料の流量が少なくなるため、フッ素樹脂材料の流速が、押出ダイの流入口におけるフッ素樹脂材料の流速に比べ、遅くなる。その結果、マニホールドの両端付近においてフッ素樹脂材料が滞留しやすくなり、上述したように、フッ素樹脂の劣化(ゲル化等)によってフッ素樹脂の溶融流れ速度が低下したり、熱分解によってフッ素樹脂の溶融流れ速度が上昇したりする。
v0.95=Q0.95/A0.95 (1)
ただし、図2および図3に示すように、押出ダイの流入口の中央から押出ダイのマニホールドの端部までの距離をx=1とし、Q0.95は、流入口からx=0.95の位置におけるマニホールド内を流れるフッ素樹脂材料の流量(m3/秒)であり、A0.95は、流入口からx=0.95の位置におけるマニホールドの断面積(m2)である。
Q0.95=1/2×Q0×(1-0.95) (3)
ただし、Q0は、押出ダイの流入口に供給されるフッ素樹脂材料の流量(m3/秒)である。Q0は、押出機の吐出量(kg/時間)をフッ素樹脂の溶融比重(kg/m3)で割った値である。溶融比重は、一般に温度および圧力に応じて変化する。溶融比重は、東洋精機製作所社製P-V-Tテストシステムを用いて、その温度依存性・圧力依存性を測定し、圧力依存性から大気圧条件での溶融比重を外挿して算出できる。
また、マニホールドは、押出ダイの幅方向にわたって材料を均一に分配するために、左右対称に設計されていることから、フッ素樹脂材料の平均流速v0.95は、流入口から左右に分岐したマニホールドのうちのいずれか一方側において求めればよい。
フッ素樹脂材料の平均流速v0.95の上限値は、流路内部での材料の粘度に依存し、極端に流速が上昇することにより押出ダイ内部の圧力勾配が著しく増大し、押出ダイが変形したり、材料の流動によって材料が発熱する等の現象が生じることから、5×10-2m/秒が好ましく、1×10-2m/秒が特に好ましい。
以上説明した本発明のフッ素樹脂フィルムの製造方法にあっては、押出ダイの温度を305~355℃としているため、溶融成形可能なフッ素樹脂の劣化に伴う欠陥(ゲル化に伴うフィッシュアイ等)を抑えつつ、フッ素樹脂フィルムを安定性して製造できる。また、上述したフッ素樹脂材料の平均流速v0.95を1×10-4m/秒以上としているため、溶融成形可能なフッ素樹脂の劣化に伴う欠陥(ゲル化に伴うフィッシュアイ等)を抑えつつ、フッ素樹脂フィルムを長時間安定して製造できる。
例1~10は製造例であり、例11~13、16~19、21~23、25~28、30~31および33は実施例であり、例14、15、20、24、29、32および34は比較例である。
(融点)
示差走査熱量計(DSC装置、セイコーインスツル社製)を用い、フッ素樹脂を10℃/分の速度で昇温したときの融解ピークを記録し、極大値に対応する温度(℃)を融点とした。
(溶融比重)
東洋精機製作所社製P-V-Tテストシステムを用い、各材料の305℃から360℃の大気圧下での溶融比重を求め、その平均値を求めたところ、1,500kg/m3であった。
(溶融流れ速度)
メルトインデクサー(テクノセブン社製)を用い、所定の温度および荷重49Nの条件下で直径2mm、長さ8mmのノズルから、10分間に流出するフッ素樹脂の質量(g)を測定した。
(溶融流れ速度安定性)
フッ素樹脂のペレットの一部をサンプリングし、フッ素樹脂フィルムの製造時の押出ダイの温度および荷重49Nにおけるフッ素樹脂の溶融流れ速度MFR0を測定した。また、フッ素樹脂のペレットの一部をサンプリングし、空気雰囲気のオーブン中でフッ素樹脂フィルムの製造時の押出ダイの温度で60分間加熱した後、フッ素樹脂フィルムの製造時の押出ダイの温度および荷重49Nにおけるフッ素樹脂の溶融流れ速度MFR60を測定した。下式(2)から溶融流れ速度安定性S60を求めた。
S60=MFR60/MFR0 (2)
フッ素樹脂フィルムの厚さは、高精度デジマチックマイクロメータ MDH-25M(ミツトヨ社製)を用いて測定した。
(フィッシュアイ)
フッ素樹脂フィルムにおけるフィッシュアイは、フッ素樹脂フィルムを目視で観察し、フッ素樹脂フィルムの製造開始を0時間としたときのフィッシュアイが確認された時間を記録した。
(耳切れ)
フッ素樹脂フィルムの製造時に、押し出ししながらその端部の押出ダイを出た後の変形挙動を目視で観察した。定常状態において、フィルム端部の形状が大きく変化せず、成形されるフッ素樹脂フィルムの幅も安定している状態で、いわゆる安定的なネッキングを示した場合を「耳切れなし」と評価した。一方で、定常状態でフィルム端部が延伸された際に伸びたり、切れたりする周期的な変形挙動を示す場合を、「耳切れあり」と評価した。
(厚薄精度)
フッ素樹脂フィルムの厚薄精度は、下式(4)から求めた。
厚薄精度(%)=(フッ素樹脂フィルムの最大厚さ-フッ素樹脂フィルムの最小厚さ)/フッ素樹脂フィルムの平均厚さ×100 (4)
撹拌機およびジャケットを備えた内容積94Lのステンレス製重合槽を真空引きした後、メタノールの0.107質量%、PPVEの9.1質量%を含む1,3-ジクロロ-1,1,2,2,3-ペンタフルオロプロパン(旭硝子社製、AK225cb)(以下、AK225cbとも記す。)溶液の86.8kg(56L)を仕込み、重合槽内部を撹拌しながら、槽内温を50℃にした。次いで、重合槽の内圧が0.89MPa(ゲージ圧)になるまでTFEガスを仕込み、内温が安定してから、ビス(ペルフルオロブチリル)ペルオキシドの0.4質量%AK225cb溶液を3mL/分(4.65g/分)の速度で添加して重合を開始した。重合中、内圧が0.89MPa(ゲージ圧)で一定になるよう、TFEガスを添加した。また、TFEガスの消費速度が0.8kg/時間を維持するように、ビス(ペルフルオロブチリル)ペルオキシドの0.4質量%AK225cb溶液の添加速度を調整した。併せて、重合中に添加されるTFEガスに対して0.16モル%の比率で、NAH(日立化成社製、無水ハイミック酸)の0.73質量%AK225cb溶液を連続的に添加した。反応開始からTFEガスの7.7kgを添加したところで重合槽を冷却し、残ガスをパージして重合を終了した。
重合で得られたスラリは、水の共存下に撹拌しながら加熱し、溶媒および残モノマーを共重合体から分離するとともに、共重合体を粒状に造粒し、共重合体(A1-1)の7.9kgを得た。
重合槽に仕込むAK225cb溶液中のメタノールの濃度を0.145質量%に変更する以外は例1と同様に重合を行い、共重合体(A1-2)の7.9kgを得た。
共重合体(A1-2)の比重は2.15であった。共重合体(A1-2)の組成は、TFE単位/PPVE単位/NAH単位=97.9/2.0/0.1(モル%)であった。共重合体(A1-2)の融点は300℃、温度372℃および荷重49Nにおける溶融流れ速度は、39.7g/10分であった。
重合槽に仕込むAK225cb溶液中のメタノールの濃度を0.174質量%に変更する以外は例1と同様に重合を行い、共重合体(A1-3)の7.9kgを得た。
共重合体(A1-3)の比重は2.15であった。共重合体(A1-3)の組成は、TFE単位/PPVE単位/NAH単位=97.9/2.0/0.1(モル%)であった。共重合体(A1-3)の融点は300℃、温度372℃および荷重49Nにおける溶融流れ速度は、57.8g/10分であった。
重合槽に仕込むAK225cb溶液中のメタノールの濃度を0.197質量%に変更する以外は例1と同様に重合を行い、共重合体(A1-4)の7.9kgを得た。
共重合体(A1-4)の比重は2.15であった。共重合体(A1-4)の組成は、TFE単位/PPVE単位/NAH単位=97.9/2.0/0.1(モル%)であった。共重合体(A1-4)の融点は300℃、温度372℃および荷重49Nにおける溶融流れ速度は、80.8g/10分であった。
(ペルフルオロブチリル)ペルオキシドを0.36質量%の濃度でAK225cbに溶解した重合開始剤溶液を調製した。
NAHを0.3質量%の濃度でAK225cbに溶解したNAH溶液を調製した。
重合開始8時間後、TFEガスの32kgを仕込んだ時点で、重合槽内の温度を室温まで降温するとともに、圧力を常圧までパージした。得られたスラリをAK225cbと固液分離した後、150℃で15時間乾燥することによって、共重合体(A1-5)の造粒物の33kgを得た。
例1で得た共重合体(A1-1)を、ベント機構つき2軸押出機(東芝機械社製)を用い、ベント部を脱気して0.1気圧に維持しながら、温度320℃、吐出量5kg/時間、回転数200rpm(1分間あたりの回転数)でストランド状に押し出した後、ペレタイザで切断し、共重合体(A1-1)のペレットを得た。
共重合体(A1-1)を、共重合体(A1-2)~(A1-5)に変更した以外は、例6と同様にして共重合体(A1-1)~(A1-5)のペレットを得た。
押出機としては、SML社製φ90mm押出機を用意した。押出ダイとしては、マニホールドの断面形状が図4に示すパドル形である、幅1.6mのコートハンガー型ダイ(以下、押出ダイ(I)とも記す。)を用意した。
共重合体(A1-1)のペレットを押出機に供給し、押出機から、温度320℃、吐出量50kg/時間(ライン速度10m/分)で共重合体(A1-1)を溶融押し出しし、溶融樹脂を直接押出ダイ(I)に供給し、押出ダイ(I)から溶融樹脂をフィルム状に吐出した。この際、押出ダイ(I)の温度は325℃であり、押出ダイ(I)のリップ開度は0.8mmであった。押出ダイ(I)から吐出したフィルム状溶融体を、吐出直後に延伸させ、冷却ロールと接触させ、冷却してフッ素樹脂フィルムとした。この際、エアーギャップ(押出ダイ(I)から吐出して冷却ロールに接触するまでの距離)は100mmであった。フッ素樹脂フィルムの引取速度を調節することによって、厚さが100μm、25μmおよび12μmのフッ素樹脂フィルムを得た。
押出ダイ温度を表1および2に示すように変更した以外は、例11と同様にして例12~15のフッ素樹脂フィルムを得た。
なお、平均流速v0.05は下式(5)から、流量Q0.05は下式(6)から求めることができる。
v0.05=Q0.05/A0.05 (5)
Q0.05=1/2×Q0×(1-0.05) (6)

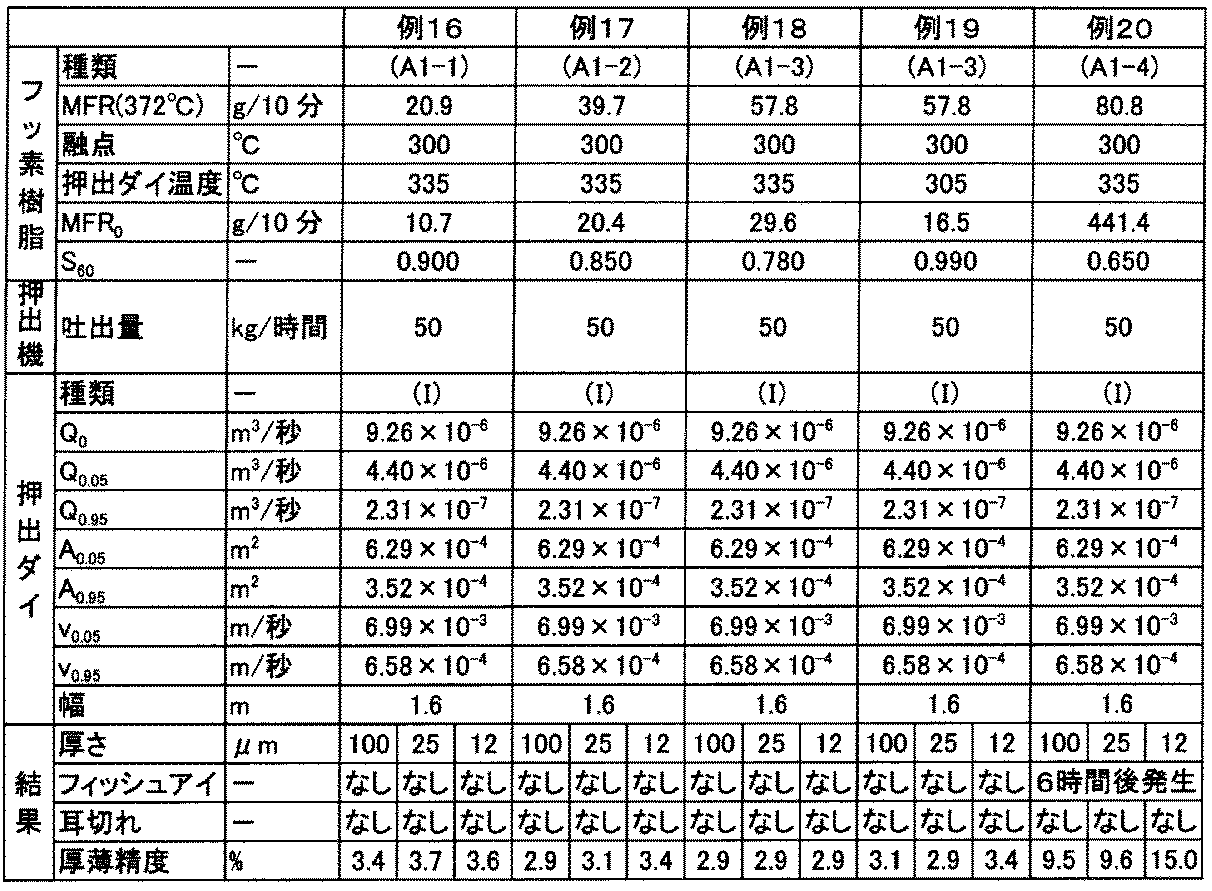
押出ダイの温度が355℃超である例14においては、フッ素樹脂フィルムにフィッシュアイが発生した。
共重合体(A1-1)を共重合体(A1-2)~(A1-4)に変更した以外は、例12と同様にして例17、18、20のフッ素樹脂フィルムを得た。
出ダイ温度を表2に示すように変更した以外は、例18と同様にして例19のフッ素樹脂フィルムを得た。
共重合体(A1-1)の押出機からの吐出量を表3に示すように変更した以外は、例12と同様にして例21~25のフッ素樹脂フィルムを得た。例21、22および25においては、リップ開度を1.8mmとした。

一方、平均流速v0.95が1×10-4m/秒未満である例24においては、製造開始から4時間後にフッ素樹脂フィルムにフィッシュアイが発生した。また、経時的にフッ素樹脂の溶融流れ速度が低下することから、平均流速が低い例24の場合、フッ素樹脂材料が押出ダイの内部を流動中に増粘し、フィッシュアイの発生による不均一性の増加との相乗効果により、溶融延伸性が損なわれる。その結果、フィルム成形時に最も延伸変性が大きいフィルム端部である「耳」のところで、フッ素樹脂フィルムの連続的かつ定常的な溶融延伸ができなくなり、耳切れが発生した。さらに、フィルム端部の延伸成形が安定的でないため、フッ素樹脂フィルム全体が振動し、厚薄精度が低下した。
押出ダイ(I)を、押出ダイ(II)~(V)に変更した以外は、例12と同様にして例26~29のフッ素樹脂フィルムを得た。
押出ダイ(II)~(V)は、マニホールドの断面形状が図5に示す涙形であり、幅が1.6mであり、マニホールドの断面積A0.05およびA0.95が表4に示す値であるコートハンガー型ダイである。

平均流速v0.95が1×10-4m/秒未満である例29においては、押出ダイの内部におけるフッ素樹脂材料の流速が著しく遅いため、フッ素樹脂材料の滞留が起こり、フィッシュアイが多量に発生した。また、フィッシュアイがあるため、厚薄精度も著しく低下した。
共重合体(A1-1)を共重合体(A1-5)に変更し、かつ押出ダイの温度を表5に示すように変更した以外は、例11と同様にして例30~32のフッ素樹脂フィルムを得た。

押出ダイの温度が355℃超である例32においては、製造開始から3時間後にフッ素樹脂フィルムにフィッシュアイが発生した。また、溶融流れ速度が7g/10分未満であるため、耳切れが発生し、厚薄精度にも劣った。
銅箔として、電解銅箔(福田金属箔粉社製、CF-T4X-SVR-12、厚さ:12μm、Rz:1.2μm)を用意した。
例11で得た厚さ25μmのフッ素樹脂フィルムと銅箔とを、フィルム/銅箔/フィルムの順序で積層し、温度360℃、圧力1.3MPaの条件で10分間プレスして、3層構成のコンポジットフィルムを得た。
フッ素樹脂フィルムを、例14で得られた厚さ25μmのフッ素樹脂フィルムに変更した以外は、例33と同様にしてコンポジットフィルムを得て、剥離強度を測定した。剥離強度は、5.5N/cmであった。
なお、2015年8月4日に出願された日本特許出願2015-153854号の明細書、特許請求の範囲、要約書および図面の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
Claims (10)
- 溶融成形可能なフッ素樹脂を含むフッ素樹脂材料を押出ダイから押し出してフッ素樹脂フィルムを製造する方法であって、
前記押出ダイの温度が、305~355℃であり、
下式(1)で求められる前記フッ素樹脂材料の平均流速v0.95が、1×10-4m/秒以上である、フッ素樹脂フィルムの製造方法。
v0.95=Q0.95/A0.95 (1)
ただし、前記押出ダイの流入口から前記押出ダイのマニホールドの端部までの距離xを1とし、
Q0.95は、前記流入口からx=0.95の位置における前記マニホールド内を流れる前記フッ素樹脂材料の流量(m3/秒)であり、
A0.95は、前記流入口からx=0.95の位置における前記マニホールドの断面積(m2)である。 - 前記押出ダイの温度および荷重49Nにおける前記フッ素樹脂の溶融流れ速度が、7g/10分以上である、請求項1に記載のフッ素樹脂フィルムの製造方法。
- 下式(2)で求められる前記フッ素樹脂の溶融流れ速度安定性S60が、0.7~1.3である、請求項1または2に記載のフッ素樹脂フィルムの製造方法。
S60=MFR60/MFR0 (2)
ただし、
MFR60は、空気雰囲気下で前記押出ダイの温度で60分間加熱した後の前記フッ素樹脂について測定した、前記押出ダイの温度および荷重49Nにおける前記フッ素樹脂の溶融流れ速度であり、
MFR0は、前記押出ダイの温度で60分間加熱する前の前記フッ素樹脂について測定した、前記押出ダイの温度および荷重49Nにおける前記フッ素樹脂の溶融流れ速度である。 - JIS K7210:1999に準じて測定される、372℃および荷重49Nにおける前記フッ素樹脂の溶融流れ速度が、20~70g/10分である、請求項1~3のいずれか一項に記載のフッ素樹脂フィルムの製造方法。
- 前記押出ダイがコートハンガー型ダイである、請求項1~4のいずれか一項に記載のフッ素樹脂フィルムの製造方法。
- 前記押出ダイのリップ開度が0.5~3.0mmである、請求項1~5のいずれか一項に記載のフッ素樹脂フィルムの製造方法。
- 前記フッ素樹脂が、接着性官能基を有するフッ素樹脂である、請求項1~6のいずれか一項に記載のフッ素樹脂フィルムの製造方法。
- 前記フッ素樹脂が、テトラフルオロエチレンに由来する単位と、接着性官能基を有する単量体に由来する単位と、含フッ素単量体(ただし、前記テトラフルオロエチレンを除く。)に由来する単位とを有する共重合体である、請求項1~7のいずれか一項に記載のフッ素樹脂フィルムの製造方法。
- 前記接着性官能基を有する単量体が環状酸無水物基を有する単量体である、請求項8に記載のフッ素樹脂フィルムの製造方法。
- 前記含フッ素単量体が、ヘキサフルオロプロピレンまたはCF2=CFORf1で表される単量体(ただし、Rf1は、炭素数1~10のペルフルオロアルキル基、または炭素数2~10のペルフルオロアルキル基の炭素原子間にエーテル性酸素原子を有する基である。)である、請求項8または9に記載のフッ素樹脂フィルムの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017532521A JP6780645B2 (ja) | 2015-08-04 | 2016-07-26 | フッ素樹脂フィルムの製造方法 |
| KR1020177031971A KR102443760B1 (ko) | 2015-08-04 | 2016-07-26 | 불소 수지 필름의 제조 방법 |
| EP16832854.0A EP3332941B1 (en) | 2015-08-04 | 2016-07-26 | Method for producing fluororesin film |
| CN201680045549.XA CN107848180B (zh) | 2015-08-04 | 2016-07-26 | 氟树脂膜的制造方法 |
| US15/786,787 US10730219B2 (en) | 2015-08-04 | 2017-10-18 | Method for producing fluororesin film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-153854 | 2015-08-04 | ||
| JP2015153854 | 2015-08-04 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/786,787 Continuation US10730219B2 (en) | 2015-08-04 | 2017-10-18 | Method for producing fluororesin film |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017022575A1 true WO2017022575A1 (ja) | 2017-02-09 |
Family
ID=57943892
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/071905 WO2017022575A1 (ja) | 2015-08-04 | 2016-07-26 | フッ素樹脂フィルムの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10730219B2 (ja) |
| EP (1) | EP3332941B1 (ja) |
| JP (1) | JP6780645B2 (ja) |
| KR (1) | KR102443760B1 (ja) |
| CN (1) | CN107848180B (ja) |
| TW (1) | TWI698469B (ja) |
| WO (1) | WO2017022575A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022107398A (ja) * | 2021-01-08 | 2022-07-21 | 日本碍子株式会社 | 押出成形用ダイ及び押出成形機 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112585196B (zh) * | 2018-08-24 | 2023-09-08 | Agc株式会社 | 膜、膜的制造方法、层叠体及包装材料 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010030238A (ja) * | 2008-07-31 | 2010-02-12 | Japan Steel Works Ltd:The | 押出成形用ダイ及びダイ流路決定方法 |
| JP2014141646A (ja) * | 2012-12-25 | 2014-08-07 | Daikin Ind Ltd | 透明性に優れたフッ素樹脂フィルム |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060237864A1 (en) * | 2003-04-10 | 2006-10-26 | Yoshikuni Morita | Method for producing optical film |
| JP3920805B2 (ja) * | 2003-04-10 | 2007-05-30 | 五洋紙工株式会社 | 光学用フィルムの製造法 |
| US7579418B2 (en) * | 2003-05-14 | 2009-08-25 | E. I. Du Pont De Nemours And Company | Extrusion process and product |
| US7122609B2 (en) * | 2003-05-14 | 2006-10-17 | E. I. Du Pont De Nemours And Company | High melt flow fluoropolymer |
| JP4957079B2 (ja) | 2006-05-29 | 2012-06-20 | 旭硝子株式会社 | プリント回路基板およびその製造方法 |
| WO2009009361A2 (en) * | 2007-07-11 | 2009-01-15 | 3M Innovative Properties Company | Methods for melt-processing thermoplastic fluoropolymers |
| GB0801194D0 (en) * | 2008-01-23 | 2008-02-27 | 3M Innovative Properties Co | Processing aid compositions comprising fluoropolymers having long-chain branches |
| JP2010030283A (ja) | 2008-06-30 | 2010-02-12 | Riso Kagaku Corp | インクジェット印刷方法及びインクセット |
| US20100034919A1 (en) * | 2008-08-08 | 2010-02-11 | E. I. Du Pont De Nemours And Company | Melt Processible Semicrystalline Fluoropolymer having Repeating Units Arising from Tetrafluoroethylene, Hexafluoropropylene, and Hydrocarbon Monomer Having a Carboxyl Group and a Polymerizable Carbon-Carbon Double Bond and Multi-Layer Articles Comprising a Layer of the Melt Processible Semicrystalline Fluoropolymer |
| JP2011530627A (ja) * | 2008-08-08 | 2011-12-22 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | テトラフルオロエチレン、ヘキサフルオロプロピレン、カルボキシル基および重合可能な炭素−炭素二重結合を有する炭化水素モノマーから生じる繰り返し単位を有する溶融処理可能な半結晶フルオロポリマーならびに溶融処理可能な半結晶フルオロポリマーの層を含む多層物品 |
| JP2012056083A (ja) | 2009-01-08 | 2012-03-22 | Asahi Glass Co Ltd | フッ素樹脂フィルムの製造方法、および農業ハウス用フィルムならびに太陽電池パネル用表皮材フィルム |
| WO2011082294A1 (en) * | 2009-12-30 | 2011-07-07 | Dow Global Technologies Llc | Method for extruding polymer |
| KR101295525B1 (ko) * | 2011-06-17 | 2013-08-12 | (주)이쎌텍 | 전지의 분리막용 미세다공성 필름 제조 장치 및 그 장치를 이용한 필름 제조방법 |
| JP5752106B2 (ja) | 2011-12-22 | 2015-07-22 | ダイキン工業株式会社 | 離型フィルム |
| EP2840115B1 (en) * | 2012-04-20 | 2018-06-06 | Daikin Industries, Ltd. | Composition mainly composed of ptfe, mixed powder, molding material, filtering medium for filter, air filter unit, and porous membrane manufacturing method |
| TWI690582B (zh) | 2013-11-29 | 2020-04-11 | 日商Agc股份有限公司 | 接著薄膜及撓性金屬積層板 |
| JP6256075B2 (ja) | 2014-02-13 | 2018-01-10 | 住友電気工業株式会社 | 炭化珪素半導体装置 |
-
2016
- 2016-07-26 KR KR1020177031971A patent/KR102443760B1/ko active IP Right Grant
- 2016-07-26 CN CN201680045549.XA patent/CN107848180B/zh active Active
- 2016-07-26 WO PCT/JP2016/071905 patent/WO2017022575A1/ja active Application Filing
- 2016-07-26 JP JP2017532521A patent/JP6780645B2/ja active Active
- 2016-07-26 EP EP16832854.0A patent/EP3332941B1/en active Active
- 2016-08-01 TW TW105124309A patent/TWI698469B/zh not_active IP Right Cessation
-
2017
- 2017-10-18 US US15/786,787 patent/US10730219B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010030238A (ja) * | 2008-07-31 | 2010-02-12 | Japan Steel Works Ltd:The | 押出成形用ダイ及びダイ流路決定方法 |
| JP2014141646A (ja) * | 2012-12-25 | 2014-08-07 | Daikin Ind Ltd | 透明性に優れたフッ素樹脂フィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3332941A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022107398A (ja) * | 2021-01-08 | 2022-07-21 | 日本碍子株式会社 | 押出成形用ダイ及び押出成形機 |
| JP7213275B2 (ja) | 2021-01-08 | 2023-01-26 | 日本碍子株式会社 | 押出成形用ダイ及び押出成形機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017022575A1 (ja) | 2018-05-31 |
| US10730219B2 (en) | 2020-08-04 |
| CN107848180A (zh) | 2018-03-27 |
| TW201714930A (zh) | 2017-05-01 |
| TWI698469B (zh) | 2020-07-11 |
| KR102443760B1 (ko) | 2022-09-15 |
| EP3332941A4 (en) | 2019-03-20 |
| EP3332941A1 (en) | 2018-06-13 |
| EP3332941B1 (en) | 2021-10-13 |
| JP6780645B2 (ja) | 2020-11-04 |
| KR20180037137A (ko) | 2018-04-11 |
| CN107848180B (zh) | 2019-10-18 |
| US20180036931A1 (en) | 2018-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6565936B2 (ja) | 積層板およびフレキシブルプリント基板の製造方法 | |
| US10507631B2 (en) | Laminate, printed circuit board and method for producing laminate | |
| JP7405074B2 (ja) | スピーカー振動板及び医療用カテーテル | |
| US10729018B2 (en) | Process for producing laminate and process for producing printed board | |
| TW201711540A (zh) | 印刷基板用材料、金屬積層板、彼等之製造方法及印刷基板之製造方法 | |
| WO2017022575A1 (ja) | フッ素樹脂フィルムの製造方法 | |
| WO2017209133A1 (ja) | フッ素樹脂の製造方法 | |
| US10304583B2 (en) | Insulating tape for covering, and method for producing structure | |
| JP4959911B2 (ja) | フッ素樹脂フィルム及び該フィルムの層を含有する積層体 | |
| JP2017119741A (ja) | 樹脂およびフィルム | |
| US20160340455A1 (en) | Method for producing electric wire, method for producing molded artile, and method for producing resin material containing modified fluororesin | |
| JP2019054034A (ja) | 立体成形回路部品用樹脂組成物、立体成形品及びその製造方法、ならびに立体成形回路部品及びその製造方法 | |
| JP7251550B2 (ja) | フィルム、フィルムの製造方法、積層体及び包装材料 | |
| JP2015133480A (ja) | カバーレイ用接着フィルム、カバーレイ、配線板、及び電子機器の製造方法 | |
| WO2021200627A1 (ja) | フッ素樹脂フィルム及びその製法 | |
| JP2014030998A (ja) | 積層体 | |
| JP7320412B2 (ja) | 高周波回路基板用樹脂フィルム及びその製造方法、並びに高周波回路基板 | |
| JP7336417B2 (ja) | スピーカの振動板用樹脂フィルム及びその製造方法、並びにスピーカの振動板 | |
| JP4993343B2 (ja) | フッ素樹脂製接着性フィルム | |
| WO2023286801A1 (ja) | 樹脂組成物、樹脂組成物の製造方法および成形体 | |
| TW202402918A (zh) | 固體組成物、電路基板、及固體組成物之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16832854 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177031971 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017532521 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016832854 Country of ref document: EP |