WO2016190370A1 - 鋼板及びその製造方法 - Google Patents
鋼板及びその製造方法 Download PDFInfo
- Publication number
- WO2016190370A1 WO2016190370A1 PCT/JP2016/065509 JP2016065509W WO2016190370A1 WO 2016190370 A1 WO2016190370 A1 WO 2016190370A1 JP 2016065509 W JP2016065509 W JP 2016065509W WO 2016190370 A1 WO2016190370 A1 WO 2016190370A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- carbides
- steel sheet
- annealing
- temperature
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
Cは、鋼中で炭化物を形成し、鋼の強化及びフェライト粒の微細化に有効な元素である。冷間加工における梨地の発生を抑制し、冷間鍛造部品の表面美観を確保するためには、フェライト粒径の粗大化の抑制が必須であるが、0.10%未満では、炭化物の体積率が不足し、焼鈍中の炭化物の粗大化を抑制することができなくなるので、Cは0.10%以上とする。好ましくは0.11%以上である。
Siは、脱酸剤として作用し、また、炭化物の形態に影響を及ぼす元素である。脱酸効果を得るフェライト粒内の炭化物の個数を低減し、フェライト粒界上の炭化物の個数を増やすためには、2段ステップ型の焼鈍により、焼鈍中に、オーステナイト相を生成させ、一旦、炭化物を溶解した後徐冷し、フェライト粒界への炭化物生成を促進する必要がある。
Mnは、2段ステップ型の焼鈍において、炭化物の形態を制御する元素である。0.30%未満では、2段目の焼鈍後の徐冷において、フェライト粒界上に炭化物を生成させることが困難となるので、Mnは0.30%以上とする。好ましくは0.33%以上である。
Alは、鋼の脱酸剤として作用しフェライトを安定化する元素である。0.001%未満では、添加効果が十分に得られないので、Alは0.001%以上とする。好ましくは0.004%以上である。
Cr及びMoは靭性を向上させる元素である。Crは、熱処理時の炭化物の安定化に有効な元素である。0.50%未満では、浸炭時に炭化物を残存させることが困難となり、表層におけるオーステナイト粒径の粗大化を招き、耐衝撃特性の低下を引き起こすので、Crは0.50%以上とする。好ましくは0.52%以上である。
Moは、炭化物の形態制御に有効な元素である。0.001%未満では、添加効果が十分に得られないので、Moは0.001%以上とする。好ましくは0.017%以上である。
Pは、フェライト粒界に偏析し、粒界炭化物の生成を抑制する元素である。少ないほど好ましい。Pの含有量は0でもよいが、精錬工程で0.0001%未満に高純度化するためには、精錬に長時間を要し、製造コストの大幅な増加を招くので、実質的な下限は0.0001~0.0013%である。
Sは、MnSなどの非金属介在物を形成する不純物元素である。非金属介在物は、冷間鍛造時に割れ発生の起点となるので、Sは少ないほど好ましい。Sの含有量は0でもよいが、Sを0.0001%未満に低減すると、精錬コストが大幅に増加するので、実質的な下限は0.0001~0.0012%である。
Nは、フェライト粒界へ偏析し、粒界上の炭化物の生成を抑制する元素である。少ないほど好ましい。Nの含有量は0でもよいが、0.0001%未満に低減すると、精錬コストが大幅に増加するので、実質的な下限は0.0001~0.0006%である。
Oは、鋼中に酸化物を形成する元素である。フェライト粒内に存在する酸化物は、炭化物の生成サイトとなるため、少ないほうが好ましい。Oの含有量は0でもよいが、Oを0.0001%未満に低減すと、精錬コストが大幅に増加するので、実質的な下限は0.0001~0.0006%である。
Tiは、炭化物の形態の制御に重要な元素であり、多量の含有により、フェライト粒内の炭化物の生成を促す元素であり、少ないほど好ましい。Tiの含有量は0でもよいが、0.0001%未満に低減すると、精錬コストが大幅に増加するので、実質的な下限は0.0001~0.0006%である。
Bは、冷間鍛造時における転位のすべりの制御に有効な元素である。多量の含有により、すべり系の活動が制限されるので、Bは、少ないほうが好ましい。Bの含有量は0でもよい。0.0001%未満のBの検出には細心の注意が必要であるとともに、分析装置によっては、検出下限以下に至る。
Snは、鋼原料(スクラップ)から混入する元素であり、少ないほど好ましい。Snの含有量は0でもよいが、0.001%未満に低減すると、精錬コストが大幅に増加するので、実質的な下限は0.001~0.002%である。
Sbは、Snと同様に、鋼原料(スクラップ)から混入する元素である。Sbは、粒界に偏析し、粒界炭化物の個数比率を低下させるので、少ないほど好ましい。Sbの含有量は0でもよいが、0.001%未満へ低減すると、精錬コストが大幅に増加するので、実質的な下限は0.001~0.002%である。
Asは、Sn、Sbと同様に、鋼原料(スクラップ)から混入する元素である、Asは、粒界に偏析し、粒界炭化物の個数比率を低下させるので、少ないほど好ましい。Asの含有量は0でもよいが、0.001%未満へ低減すると、精錬コストが大幅に増加するので、実質的な下限は0.001~0.002%である。
Nbは、炭化物の形態制御に有効な元素であり、また、組織を微細化して、靭性の向上に寄与する元素である。0.001%未満では、添加効果が十分に得られないので、Nbは0.001%以上とするのが好ましい。より好ましくは0.002%以上である。
Vも、Nbと同様に、炭化物の形態制御に有効な元素であり、また、組織を微細化して、靭性の向上に寄与する元素である。0.001%未満では、添加効果が十分に得られないので、Vは0.001%以上とするのが好ましい。より好ましくは0.004%以上である。
Cuは、微細な析出物を形成し、強度の向上に寄与する元素である。0.001%未満では、強度向上効果が十分に得られないので、Cuは0.001%以上とするのが好ましい。より好ましくは0.008%以上である。
Wも、Nb、Vと同様に、炭化物の形態制御に有効な元素である。0.001%未満では、添加効果が十分に得られないので、Wは0.001%以上とするのが好ましい。より好ましくは0.003%以上である。
Taも、Nb、V、Wと同様に、炭化物の形態制御に有効な元素である。0.001%未満では、添加効果が十分に得られないので、Taは0.001%以上とするのが好ましい。好ましくは0.007%以上である。
Niは、部品の耐衝撃特性の向上に有効な元素である。0.001%未満では、添加効果が十分に得られないので、Niは0.001%以上とするのが好ましい。より好ましくは0.002%以上である。
Mgは、微量の添加で硫化物の形態を制御できる元素である。0.0001%未満では、添加効果が十分に得られないので、Mgは0.0001%以上とするのが好ましい。より好ましくは0.0008%以上である。
Caは、Mgと同様に、微量の添加で硫化物の形態を制御できる元素である。0.001%未満では、添加効果が十分に得られないので、Caは0.001%以上とするのが好ましい。より好ましくは0.003%以上である。
Yは、Mg、Caと同様に、微量の添加で硫化物の形態を制御できる元素である。0.001%未満では、添加効果が十分に得られないので、Yは0.001%以上とするのが好ましい。より好ましくは0.003%以上である。
Zrは、Mg、Ca、Yと同様に、微量の添加で硫化物の形態を制御できる元素である。0.001%未満では、添加効果が十分に得られないので、Zrは0.001%以上とするのが好ましい。より好ましくは0.004%以上である。
Laは、微量の添加で硫化物の形態制御に有効な元素であり、また、粒界に偏析し、粒界炭化物の個数比率を低下させる元素である。0.001%未満では、形態制御効果が十分に得られないので、Laは0.001%以上とするのが好ましい。より好ましくは0.003%以上である。
Ceは、Laと同様に、微量の添加で硫化物の形態を制御できる元素であり、また、粒界に偏析し、粒界炭化物の個数比率を低下させる元素である。0.001%未満では、形態制御効果が十分に得られないので、Ceは0.001%以上とするのが好ましい。より好ましくは0.003%以上である。
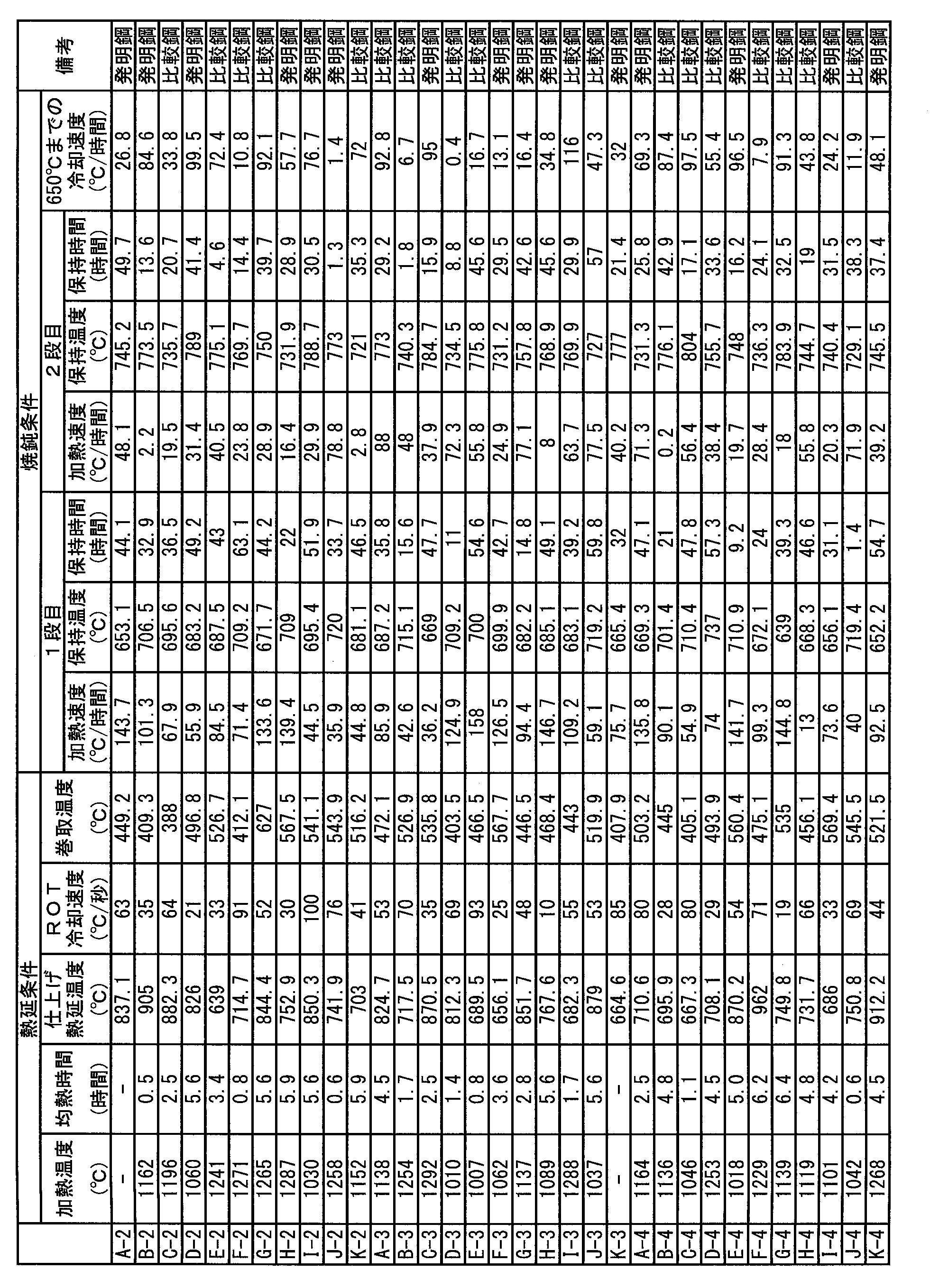
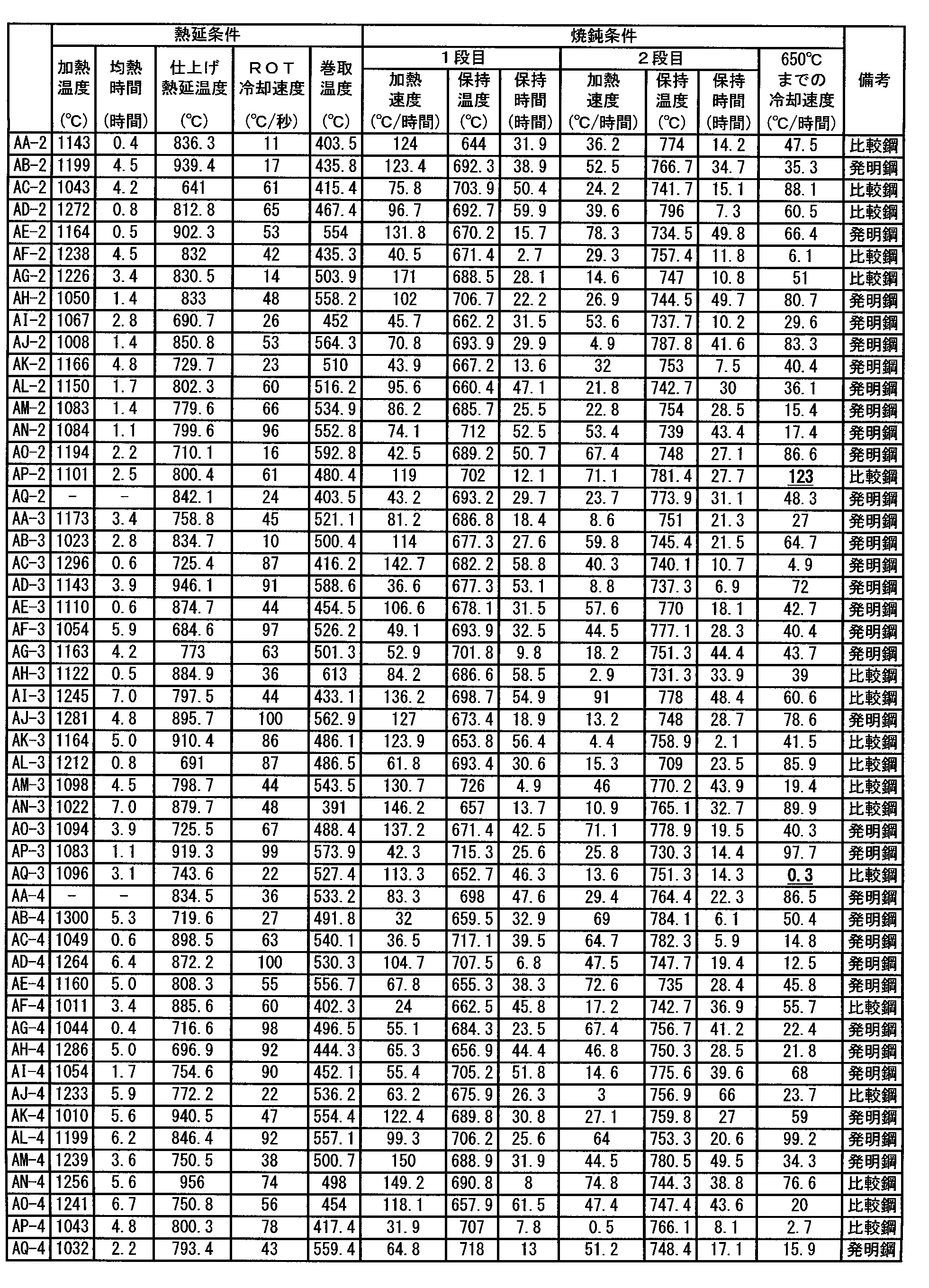
所要の成分組成を有する溶鋼を連続鋳造してスラブとし、該スラブを、常法通り、そのまま熱間圧延に供し、又は、一旦冷却後加熱して、熱間圧延に供し、650℃以上950℃以下の温度域で仕上げ熱延を終了する。仕上げ圧延後の熱延鋼板をROT上で冷却し、巻取温度400℃以上600℃以下で巻き取る。
熱延鋼板に、酸洗後、2つの温度域で保持する2段ステップ型の焼鈍を施すが、その際、1段目の焼鈍において、熱延鋼板に、焼鈍温度まで30℃/時間以上150℃/時間以下の加熱速度で加熱し、650℃以上720℃以下の温度域に3時間以上60時間以下保持する焼鈍を施す。
仕上げ熱延温度:650℃以上950℃以下
巻取温度:400℃以上600℃以下
焼鈍温度までの加熱速度:30℃/時間以上150℃/時間
焼鈍温度:650℃以上720℃以下
焼鈍温度での保持時間:3時間以上60時間以下
焼鈍温度までの加熱速度:1℃/時間以上80℃/時間
焼鈍温度:725℃以上790℃以下
焼鈍温度での保持時間:3時間以上50時間以下
冷却停止温度:650℃
冷却速度:1℃/時間以上100℃/時間以下


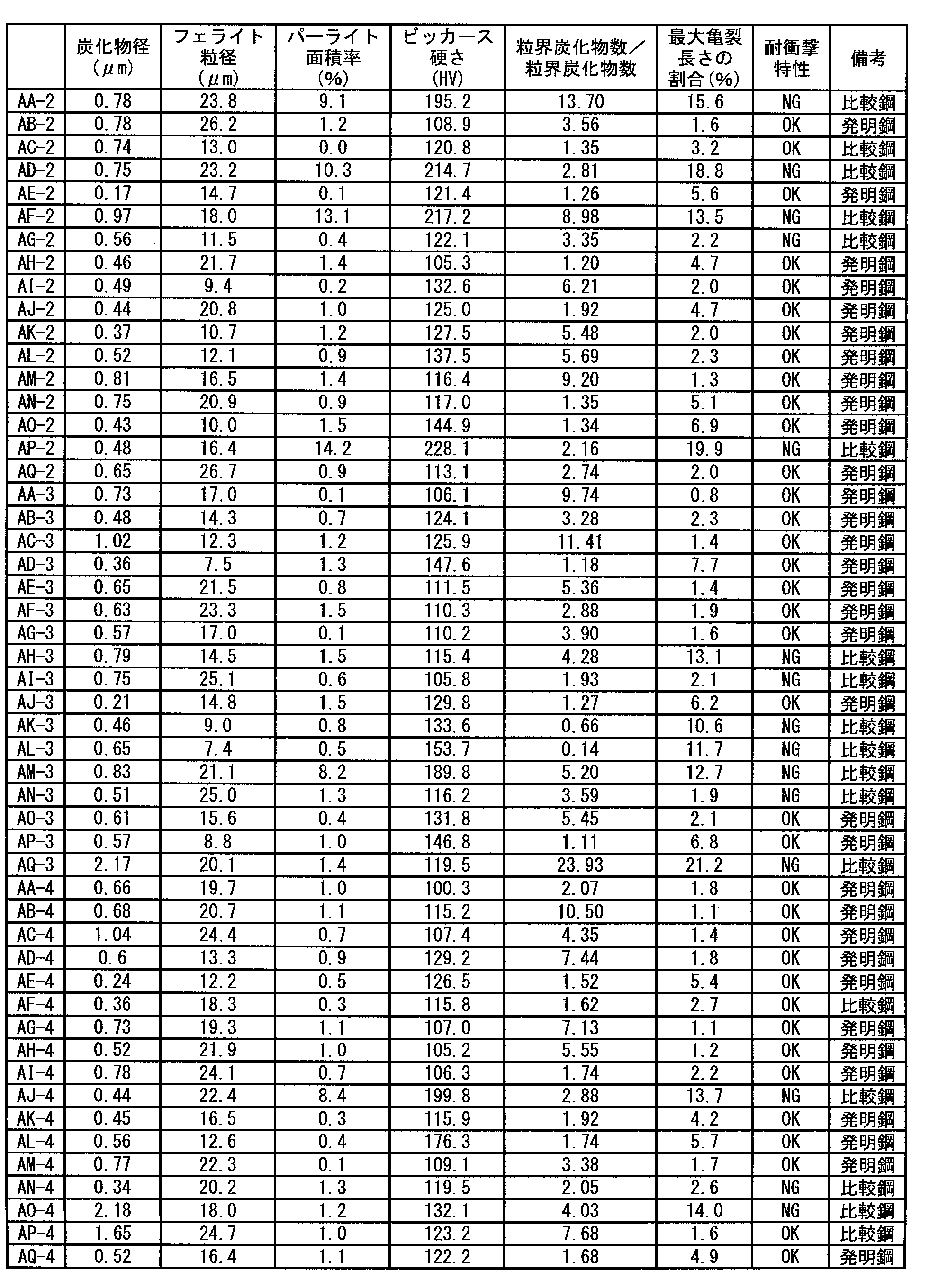
2 カップ状試験材
3 き裂
4 サンプル
5 落錘
L 亀裂の最大長さ
Claims (2)
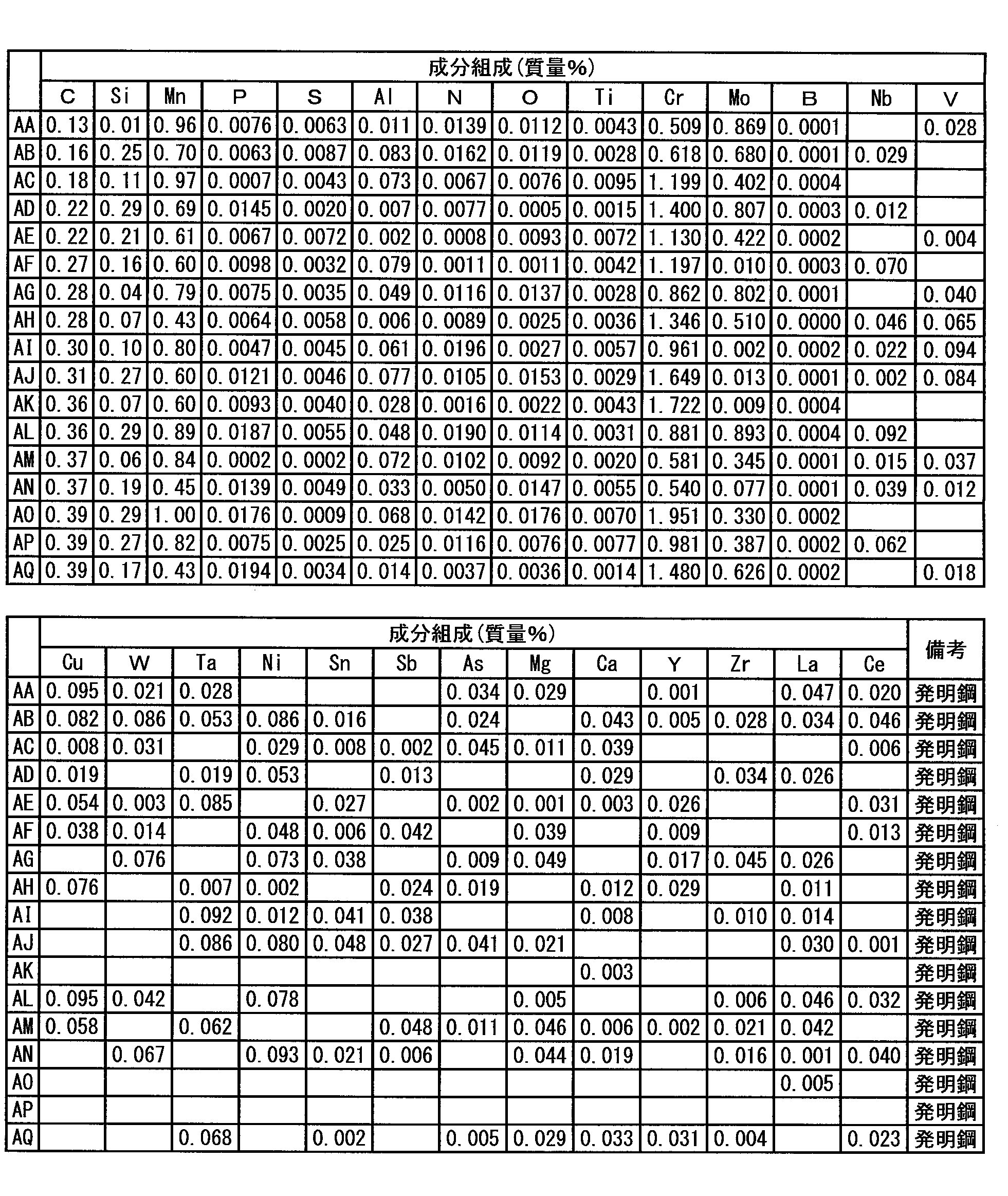
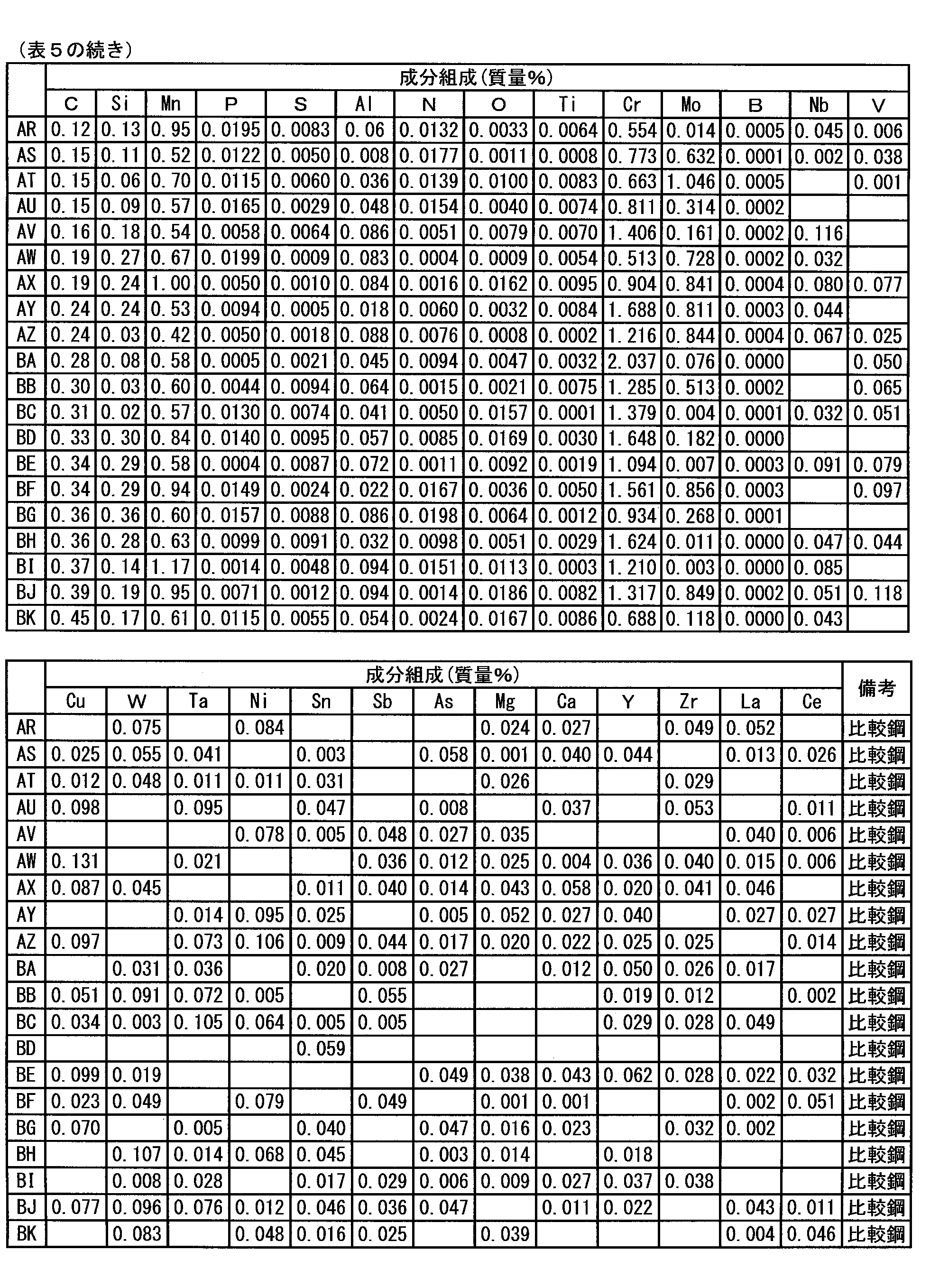
- 成分組成が、質量%で、
C :0.10~0.40%、
Si:0.01~0.30%、
Mn:0.30~1.00%、
Al:0.001~0.10%、
Cr:0.50~2.00%、
Mo:0.001~1.00%、
P :0.020%以下、
S :0.010%以下、
N :0.020%以下、
O :0.020%以下、
Ti:0.010%以下、
B :0.0005%以下、
Sn:0.050%以下、
Sb:0.050%以下、
As:0.050%以下、
Nb:0.10%以下、
V :0.10%以下、
Cu:0.10%以下、
W :0.10%以下、
Ta:0.10%以下、
Ni:0.10%以下、
Mg:0.050%以下、
Ca:0.050%以下、
Y :0.050%以下、
Zr:0.050%以下、
La:0.050%以下、及び
Ce:0.050%
を含み、残部Fe及び不純物である低炭素鋼板であって、
上記低炭素鋼板の金属組織が、
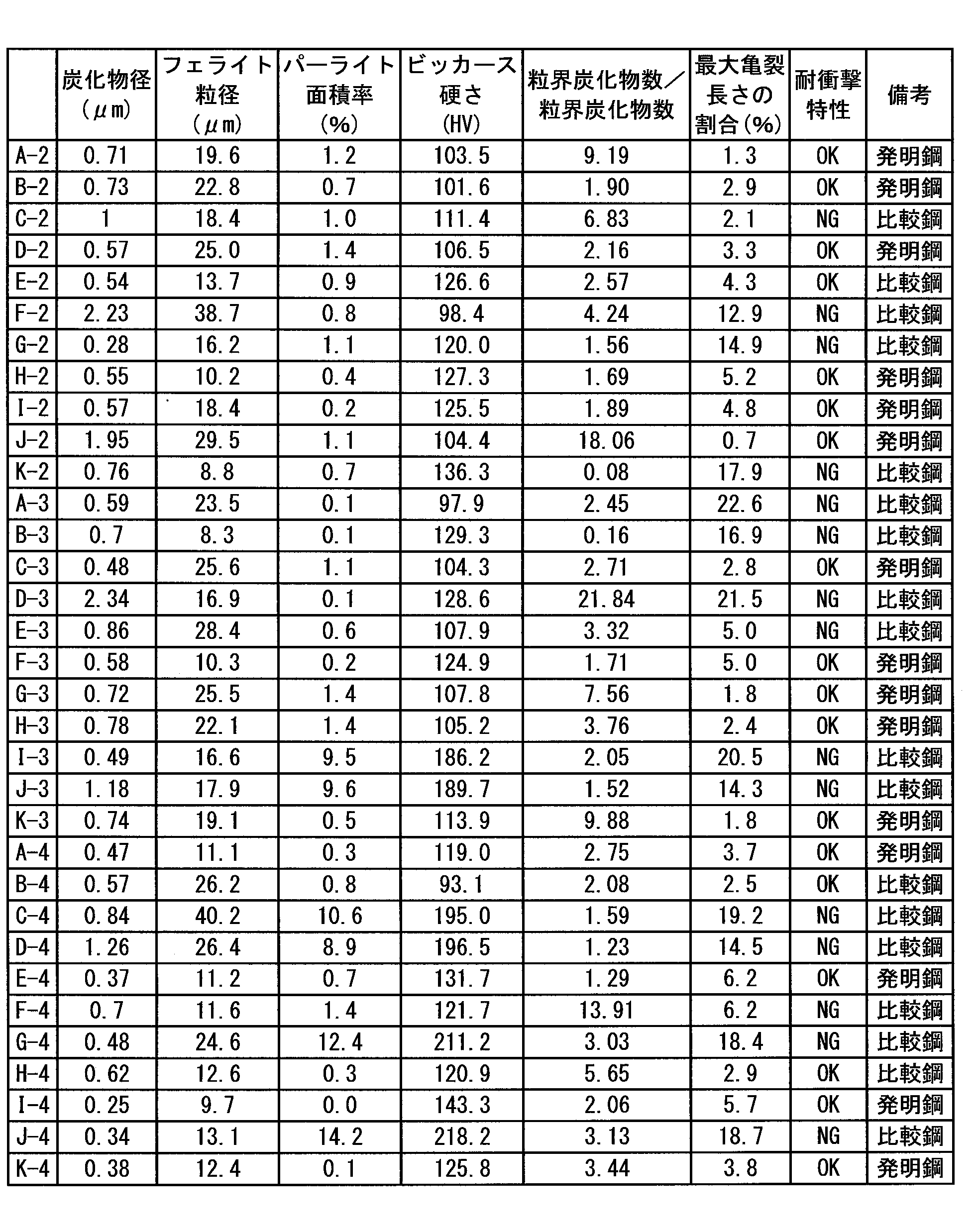
炭化物粒径が0.4~2.0μm、
パーライト面積率が6%以下、及び
フェライト粒内の炭化物の個数に対するフェライト粒界の炭化物の個数の比率が1超、
を満たし、
上記低炭素鋼板のビッカース硬さが100HV以上180HV以下である
ことを特徴とする鋼板。 - 請求項1に記載の鋼板を製造する製造方法であって、
請求項1に記載の成分組成の鋼片を650℃以上950℃以下の温度域で仕上げ熱延を完了する熱間圧延を施して熱延鋼板とし、
上記熱延鋼板を400℃以上600℃以下で巻き取り、
巻き取った熱延鋼板に酸洗を施し、酸洗した熱延鋼板を30℃/時間以上150℃/時間以下の加熱速度で、650℃以上720℃以下の焼鈍温度に加熱して、3時間以上60時間以下保持する1段目の焼鈍を施し、次いで、
熱延鋼板を1℃/時間以上80℃/時間以下の加熱速度で、725℃以上790℃以下の焼鈍温度に加熱して、3時間以上50時間以下保持する2段目の焼鈍を施し、焼鈍後の熱延鋼板を、1℃/時間以上100℃/時間以下の冷却速度で650℃まで冷却する
ことを特徴とする鋼板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680030099.7A CN107614727B (zh) | 2015-05-26 | 2016-05-25 | 钢板及其制造方法 |
| BR112017024692-9A BR112017024692A2 (ja) | 2015-05-26 | 2016-05-25 | A steel plate and a manufacturing method for the same |
| US15/576,177 US20180230582A1 (en) | 2015-05-26 | 2016-05-25 | Steel plate and method of production of same |
| JP2016559466A JP6119923B1 (ja) | 2015-05-26 | 2016-05-25 | 鋼板及びその製造方法 |
| KR1020177033291A KR102029565B1 (ko) | 2015-05-26 | 2016-05-25 | 강판 및 그의 제조 방법 |
| EP16800074.3A EP3305929A4 (en) | 2015-05-26 | 2016-05-25 | Steel sheet and method for producing same |
| MX2017015016A MX2017015016A (es) | 2015-05-26 | 2016-05-25 | Placa de acero y metodo de produccion de la misma. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-106745 | 2015-05-26 | ||
| JP2015106745 | 2015-05-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016190370A1 true WO2016190370A1 (ja) | 2016-12-01 |
Family
ID=57393441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/065509 WO2016190370A1 (ja) | 2015-05-26 | 2016-05-25 | 鋼板及びその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20180230582A1 (ja) |
| EP (1) | EP3305929A4 (ja) |
| JP (1) | JP6119923B1 (ja) |
| KR (1) | KR102029565B1 (ja) |
| CN (1) | CN107614727B (ja) |
| BR (1) | BR112017024692A2 (ja) |
| MX (1) | MX2017015016A (ja) |
| TW (1) | TWI604071B (ja) |
| WO (1) | WO2016190370A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2016190397A1 (ja) * | 2015-05-26 | 2017-06-15 | 新日鐵住金株式会社 | 鋼板及びその製造方法 |
| CN108251756A (zh) * | 2017-12-04 | 2018-07-06 | 广东精铟海洋工程股份有限公司 | 一种铌微合金化低温高性能钢及其制备方法 |
| WO2018155254A1 (ja) * | 2017-02-21 | 2018-08-30 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| WO2019044970A1 (ja) | 2017-08-31 | 2019-03-07 | 新日鐵住金株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| WO2019044971A1 (ja) * | 2017-08-31 | 2019-03-07 | 新日鐵住金株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| JP6587038B1 (ja) * | 2018-10-02 | 2019-10-09 | 日本製鉄株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| JP2020002447A (ja) * | 2018-06-29 | 2020-01-09 | Jfeスチール株式会社 | 浸炭部材 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180105891A1 (en) * | 2015-04-10 | 2018-04-19 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet with excellent cold workability during forming and method for manufacturing the same |
| EP3312299A4 (en) * | 2015-06-17 | 2018-12-05 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet and manufacturing method |
| CN109926500B (zh) * | 2019-01-07 | 2020-11-24 | 安徽力源数控刃模具制造有限公司 | 一种合金铝板压弧模具材料及其加工工艺 |
| JP6927427B2 (ja) * | 2019-01-30 | 2021-08-25 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| JP7323850B2 (ja) * | 2020-06-26 | 2023-08-09 | 日本製鉄株式会社 | 鋼材及び浸炭鋼部品 |
| RU2758716C1 (ru) * | 2020-08-20 | 2021-11-01 | Публичное акционерное общество «Северсталь» (ПАО "Северсталь") | Способ производства горячекатаного проката из инструментальной стали |
| RU2765047C1 (ru) * | 2020-12-28 | 2022-01-25 | Публичное акционерное общество «Северсталь» (ПАО «Северсталь») | Способ производства листов толщиной 2-20 мм из высокопрочной износостойкой стали (варианты) |
| CN115612924B (zh) * | 2022-09-19 | 2023-09-12 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种铅铋堆用铁素体/马氏体耐热钢及其制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11269553A (ja) * | 1998-03-25 | 1999-10-05 | Nisshin Steel Co Ltd | 伸びフランジ性に優れた中・高炭素鋼板の製造方法 |
| WO2007088985A1 (ja) * | 2006-01-31 | 2007-08-09 | Jfe Steel Corporation | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| WO2007111080A1 (ja) * | 2006-03-28 | 2007-10-04 | Jfe Steel Corporation | 極軟質高炭素熱延鋼板およびその製造方法 |
| JP2009024233A (ja) * | 2007-07-20 | 2009-02-05 | Nisshin Steel Co Ltd | 焼入れ性、疲労特性、靭性に優れた高炭素鋼板及びその製造方法 |
| JP2010235977A (ja) * | 2009-03-30 | 2010-10-21 | Nisshin Steel Co Ltd | 高加工性浸炭用鋼板 |
| JP2010280929A (ja) * | 2009-06-02 | 2010-12-16 | Sumitomo Metal Ind Ltd | 窒化処理および高周波焼入処理が施される用途に供される鋼材 |
| JP2015117406A (ja) * | 2013-12-18 | 2015-06-25 | 新日鐵住金株式会社 | 打ち抜き性に優れる中・高炭素鋼板およびその製造方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03264645A (ja) * | 1982-03-29 | 1991-11-25 | Kobe Steel Ltd | 伸びフランジ性等にすぐれた高強度鋼板 |
| JPH06116679A (ja) | 1992-10-06 | 1994-04-26 | Sumitomo Metal Ind Ltd | 冷間加工性と浸炭焼入性に優れた鋼及び浸炭焼入方法 |
| JP3319684B2 (ja) | 1996-01-23 | 2002-09-03 | 日産自動車株式会社 | 浸炭かさ歯車用鋼材、高靱性浸炭かさ歯車及びその製造方法 |
| JP3629851B2 (ja) | 1996-11-28 | 2005-03-16 | 大同特殊鋼株式会社 | プラズマ浸炭用冷間工具鋼 |
| JP2001524168A (ja) * | 1997-05-08 | 2001-11-27 | ザ ティムケン カンパニー | 鋼組成物、および粒度調整されたミクロ組織を有する冷間成型および浸炭処理部品の製造方法 |
| JP2006213951A (ja) | 2005-02-02 | 2006-08-17 | Sanyo Special Steel Co Ltd | 冷間加工性に優れ、浸炭時の結晶粒の粗大化を防止し、耐衝撃特性、耐衝撃疲労特性に優れた浸炭部品用鋼 |
| JP4738028B2 (ja) * | 2005-03-15 | 2011-08-03 | 日新製鋼株式会社 | 被削性に優れた中・高炭素鋼板の製造方法 |
| JP2007270331A (ja) * | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP4992277B2 (ja) * | 2006-03-31 | 2012-08-08 | Jfeスチール株式会社 | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP4992275B2 (ja) * | 2006-03-31 | 2012-08-08 | Jfeスチール株式会社 | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2008274416A (ja) * | 2007-03-30 | 2008-11-13 | Nippon Steel Corp | 疲労特性と伸びフランジ性に優れた熱延鋼板およびその製造方法 |
| JP5064525B2 (ja) * | 2010-02-18 | 2012-10-31 | 新日本製鐵株式会社 | 異方性が小さく焼入性に優れた高炭素鋼板及びその製造方法 |
| JP5655436B2 (ja) * | 2010-08-31 | 2015-01-21 | Jfeスチール株式会社 | 深絞り性に優れた高強度鋼板およびその製造方法 |
| JP5965117B2 (ja) | 2011-08-15 | 2016-08-03 | 山陽特殊製鋼株式会社 | 耐結晶粒粗大化特性および加工性ならびに靱性に優れた浸炭部品用の機械構造用鋼 |
| WO2013035848A1 (ja) * | 2011-09-09 | 2013-03-14 | 新日鐵住金株式会社 | 中炭素鋼板、焼き入れ部材およびそれらの製造方法 |
| KR20140110994A (ko) * | 2012-01-05 | 2014-09-17 | 제이에프이 스틸 가부시키가이샤 | 고탄소 열연 강판 및 그 제조 방법 |
| JP5812048B2 (ja) * | 2013-07-09 | 2015-11-11 | Jfeスチール株式会社 | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 |
| JP6123551B2 (ja) * | 2013-07-31 | 2017-05-10 | Jfeスチール株式会社 | 耐疲労性およびスリット加工後の形状凍結性に優れた高強度熱延鋼板およびその製造方法 |
| CN103469089B (zh) * | 2013-09-11 | 2016-01-27 | 马鞍山市安工大工业技术研究院有限公司 | 一种饼形晶粒深冲双相钢板及其制备方法 |
| US20180105891A1 (en) * | 2015-04-10 | 2018-04-19 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet with excellent cold workability during forming and method for manufacturing the same |
| KR102029566B1 (ko) * | 2015-05-26 | 2019-10-07 | 닛폰세이테츠 가부시키가이샤 | 강판 및 그 제조 방법 |
| ES2769275T3 (es) * | 2015-05-26 | 2020-06-25 | Nippon Steel Corp | Chapa de acero y procedimiento para su fabricación |
| EP3312299A4 (en) * | 2015-06-17 | 2018-12-05 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet and manufacturing method |
-
2016
- 2016-05-25 JP JP2016559466A patent/JP6119923B1/ja active Active
- 2016-05-25 EP EP16800074.3A patent/EP3305929A4/en not_active Withdrawn
- 2016-05-25 KR KR1020177033291A patent/KR102029565B1/ko active IP Right Grant
- 2016-05-25 BR BR112017024692-9A patent/BR112017024692A2/ja active Search and Examination
- 2016-05-25 MX MX2017015016A patent/MX2017015016A/es unknown
- 2016-05-25 WO PCT/JP2016/065509 patent/WO2016190370A1/ja active Application Filing
- 2016-05-25 US US15/576,177 patent/US20180230582A1/en not_active Abandoned
- 2016-05-25 CN CN201680030099.7A patent/CN107614727B/zh active Active
- 2016-05-26 TW TW105116491A patent/TWI604071B/zh not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11269553A (ja) * | 1998-03-25 | 1999-10-05 | Nisshin Steel Co Ltd | 伸びフランジ性に優れた中・高炭素鋼板の製造方法 |
| WO2007088985A1 (ja) * | 2006-01-31 | 2007-08-09 | Jfe Steel Corporation | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| WO2007111080A1 (ja) * | 2006-03-28 | 2007-10-04 | Jfe Steel Corporation | 極軟質高炭素熱延鋼板およびその製造方法 |
| JP2009024233A (ja) * | 2007-07-20 | 2009-02-05 | Nisshin Steel Co Ltd | 焼入れ性、疲労特性、靭性に優れた高炭素鋼板及びその製造方法 |
| JP2010235977A (ja) * | 2009-03-30 | 2010-10-21 | Nisshin Steel Co Ltd | 高加工性浸炭用鋼板 |
| JP2010280929A (ja) * | 2009-06-02 | 2010-12-16 | Sumitomo Metal Ind Ltd | 窒化処理および高周波焼入処理が施される用途に供される鋼材 |
| JP2015117406A (ja) * | 2013-12-18 | 2015-06-25 | 新日鐵住金株式会社 | 打ち抜き性に優れる中・高炭素鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3305929A4 * |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2016190397A1 (ja) * | 2015-05-26 | 2017-06-15 | 新日鐵住金株式会社 | 鋼板及びその製造方法 |
| KR20190109463A (ko) * | 2017-02-21 | 2019-09-25 | 제이에프이 스틸 가부시키가이샤 | 고탄소 열연 강판 및 그 제조 방법 |
| US11359267B2 (en) | 2017-02-21 | 2022-06-14 | Jfe Steel Corporation | High-carbon hot-rolled steel sheet and method for manufacturing the same |
| WO2018155254A1 (ja) * | 2017-02-21 | 2018-08-30 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| JP6402842B1 (ja) * | 2017-02-21 | 2018-10-10 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| KR102288156B1 (ko) * | 2017-02-21 | 2021-08-11 | 제이에프이 스틸 가부시키가이샤 | 고탄소 열연 강판 및 그 제조 방법 |
| CN110325657A (zh) * | 2017-02-21 | 2019-10-11 | 杰富意钢铁株式会社 | 高碳热轧钢板及其制造方法 |
| JPWO2019044970A1 (ja) * | 2017-08-31 | 2019-11-07 | 日本製鉄株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| KR20190062474A (ko) | 2017-08-31 | 2019-06-05 | 닛폰세이테츠 가부시키가이샤 | 침탄용 강판, 및 침탄용 강판의 제조 방법 |
| KR20190060805A (ko) | 2017-08-31 | 2019-06-03 | 닛폰세이테츠 가부시키가이샤 | 침탄용 강판, 및 침탄용 강판의 제조 방법 |
| WO2019044971A1 (ja) * | 2017-08-31 | 2019-03-07 | 新日鐵住金株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| WO2019044970A1 (ja) | 2017-08-31 | 2019-03-07 | 新日鐵住金株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| US11639536B2 (en) | 2017-08-31 | 2023-05-02 | Nippon Steel Corporation | Steel sheet for carburizing, and method for manufacturing steel sheet for carburizing |
| KR102219032B1 (ko) | 2017-08-31 | 2021-02-23 | 닛폰세이테츠 가부시키가이샤 | 침탄용 강판, 및 침탄용 강판의 제조 방법 |
| US10934609B2 (en) | 2017-08-31 | 2021-03-02 | Nippon Steel Corporation | Steel sheet for carburizing, and method for manufacturing steel sheet for carburizing |
| KR102235355B1 (ko) | 2017-08-31 | 2021-04-02 | 닛폰세이테츠 가부시키가이샤 | 침탄용 강판, 및 침탄용 강판의 제조 방법 |
| CN108251756B (zh) * | 2017-12-04 | 2019-01-29 | 广东精铟海洋工程股份有限公司 | 一种铌微合金化低温高性能钢及其制备方法 |
| CN108251756A (zh) * | 2017-12-04 | 2018-07-06 | 广东精铟海洋工程股份有限公司 | 一种铌微合金化低温高性能钢及其制备方法 |
| JP2020002447A (ja) * | 2018-06-29 | 2020-01-09 | Jfeスチール株式会社 | 浸炭部材 |
| JP6587038B1 (ja) * | 2018-10-02 | 2019-10-09 | 日本製鉄株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
| KR20200039611A (ko) | 2018-10-02 | 2020-04-16 | 닛폰세이테츠 가부시키가이샤 | 침탄용 강판, 및 침탄용 강판의 제조 방법 |
| WO2020070810A1 (ja) * | 2018-10-02 | 2020-04-09 | 日本製鉄株式会社 | 浸炭用鋼板、及び、浸炭用鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2017015016A (es) | 2018-04-13 |
| EP3305929A4 (en) | 2018-11-21 |
| CN107614727B (zh) | 2020-01-14 |
| BR112017024692A2 (ja) | 2018-07-24 |
| JPWO2016190370A1 (ja) | 2017-06-15 |
| EP3305929A1 (en) | 2018-04-11 |
| US20180230582A1 (en) | 2018-08-16 |
| EP3305929A9 (en) | 2019-07-17 |
| KR102029565B1 (ko) | 2019-10-07 |
| KR20170138508A (ko) | 2017-12-15 |
| JP6119923B1 (ja) | 2017-04-26 |
| TWI604071B (zh) | 2017-11-01 |
| TW201708569A (zh) | 2017-03-01 |
| CN107614727A (zh) | 2018-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6119923B1 (ja) | 鋼板及びその製造方法 | |
| JP6119924B1 (ja) | 鋼板及びその製造方法 | |
| JP6206601B2 (ja) | 鋼板及び製造方法 | |
| JP6160783B2 (ja) | 鋼板及びその製造方法 | |
| JP5387073B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス用鋼板部材の製造方法 | |
| JP6070912B1 (ja) | 成形時の冷間加工性に優れた鋼板及びその製造方法 | |
| KR101892526B1 (ko) | 고탄소 열연 강판 및 그 제조 방법 | |
| JP6728929B2 (ja) | 加工性及び焼入れ・焼戻し後の耐摩耗特性に優れる高炭素鋼板及びその製造方法 | |
| JP6519012B2 (ja) | 冷間成形性と熱処理後靭性に優れた低炭素鋼板及び製造方法 | |
| JP5142158B2 (ja) | 冷延鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016559466 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16800074 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177033291 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15576177 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2017/015016 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016800074 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017024692 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112017024692 Country of ref document: BR Kind code of ref document: A2 Effective date: 20171117 |