WO2016052647A1 - 樹脂発泡シート及び樹脂発泡成形品の製造方法 - Google Patents
樹脂発泡シート及び樹脂発泡成形品の製造方法 Download PDFInfo
- Publication number
- WO2016052647A1 WO2016052647A1 PCT/JP2015/077805 JP2015077805W WO2016052647A1 WO 2016052647 A1 WO2016052647 A1 WO 2016052647A1 JP 2015077805 W JP2015077805 W JP 2015077805W WO 2016052647 A1 WO2016052647 A1 WO 2016052647A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin foam
- resin
- foam molded
- sheet
- molded product
- Prior art date
Links
- 239000006260 foam Substances 0.000 title claims abstract description 254
- 229920005989 resin Polymers 0.000 title claims abstract description 247
- 239000011347 resin Substances 0.000 title claims abstract description 247
- 238000004519 manufacturing process Methods 0.000 title claims description 24
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 71
- 239000011342 resin composition Substances 0.000 claims abstract description 28
- 229920006122 polyamide resin Polymers 0.000 claims abstract description 22
- 238000012545 processing Methods 0.000 claims abstract description 14
- 238000010521 absorption reaction Methods 0.000 claims description 46
- 238000003856 thermoforming Methods 0.000 claims description 45
- 229920002647 polyamide Polymers 0.000 claims description 35
- 238000002425 crystallisation Methods 0.000 claims description 9
- 230000008025 crystallization Effects 0.000 claims description 9
- 235000013305 food Nutrition 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 8
- 238000000113 differential scanning calorimetry Methods 0.000 claims 1
- 230000008859 change Effects 0.000 description 35
- 238000000034 method Methods 0.000 description 25
- 210000004027 cell Anatomy 0.000 description 16
- 238000005187 foaming Methods 0.000 description 16
- 238000000465 moulding Methods 0.000 description 16
- 238000001125 extrusion Methods 0.000 description 15
- 238000012643 polycondensation polymerization Methods 0.000 description 13
- 239000004088 foaming agent Substances 0.000 description 11
- 238000001816 cooling Methods 0.000 description 9
- 229920002292 Nylon 6 Polymers 0.000 description 8
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 8
- -1 undecane lactam Chemical class 0.000 description 8
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 7
- 239000004744 fabric Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 239000002667 nucleating agent Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 5
- 239000003570 air Substances 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 229920005990 polystyrene resin Polymers 0.000 description 5
- 238000004080 punching Methods 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 4
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 4
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 4
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 238000000691 measurement method Methods 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- 229920002302 Nylon 6,6 Polymers 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229920006020 amorphous polyamide Polymers 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 3
- IJDNQMDRQITEOD-UHFFFAOYSA-N sec-butylidene Natural products CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- 239000004604 Blowing Agent Substances 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 2
- 229920000571 Nylon 11 Polymers 0.000 description 2
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Chemical compound CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000001282 iso-butane Substances 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N isopentane Chemical compound CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 2
- KIDHWZJUCRJVML-UHFFFAOYSA-N putrescine Chemical compound NCCCCN KIDHWZJUCRJVML-UHFFFAOYSA-N 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 2
- 235000017557 sodium bicarbonate Nutrition 0.000 description 2
- 125000001989 1,3-phenylene group Chemical group [H]C1=C([H])C([*:1])=C([H])C([*:2])=C1[H] 0.000 description 1
- CBCKQZAAMUWICA-UHFFFAOYSA-N 1,4-phenylenediamine Chemical compound NC1=CC=C(N)C=C1 CBCKQZAAMUWICA-UHFFFAOYSA-N 0.000 description 1
- YCGKJPVUGMBDDS-UHFFFAOYSA-N 3-(6-azabicyclo[3.1.1]hepta-1(7),2,4-triene-6-carbonyl)benzamide Chemical compound NC(=O)C1=CC=CC(C(=O)N2C=3C=C2C=CC=3)=C1 YCGKJPVUGMBDDS-UHFFFAOYSA-N 0.000 description 1
- WRDNCFQZLUCIRH-UHFFFAOYSA-N 4-(7-azabicyclo[2.2.1]hepta-1,3,5-triene-7-carbonyl)benzamide Chemical compound C1=CC(C(=O)N)=CC=C1C(=O)N1C2=CC=C1C=C2 WRDNCFQZLUCIRH-UHFFFAOYSA-N 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- AKAGXGBQEKFWHD-UHFFFAOYSA-N CC(C)=C(C)CCN=O Chemical compound CC(C)=C(C)CCN=O AKAGXGBQEKFWHD-UHFFFAOYSA-N 0.000 description 1
- 238000003109 Karl Fischer titration Methods 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- RSJKGSCJYJTIGS-UHFFFAOYSA-N N-undecane Natural products CCCCCCCCCCC RSJKGSCJYJTIGS-UHFFFAOYSA-N 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 210000000170 cell membrane Anatomy 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- NEHMKBQYUWJMIP-NJFSPNSNSA-N chloro(114C)methane Chemical compound [14CH3]Cl NEHMKBQYUWJMIP-NJFSPNSNSA-N 0.000 description 1
- HRYZWHHZPQKTII-UHFFFAOYSA-N chloroethane Chemical compound CCCl HRYZWHHZPQKTII-UHFFFAOYSA-N 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- AFABGHUZZDYHJO-UHFFFAOYSA-N dimethyl butane Natural products CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 1
- 229940077445 dimethyl ether Drugs 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- FPAFDBFIGPHWGO-UHFFFAOYSA-N dioxosilane;oxomagnesium;hydrate Chemical compound O.[Mg]=O.[Mg]=O.[Mg]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O FPAFDBFIGPHWGO-UHFFFAOYSA-N 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 229960003750 ethyl chloride Drugs 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- WOLATMHLPFJRGC-UHFFFAOYSA-N furan-2,5-dione;styrene Chemical compound O=C1OC(=O)C=C1.C=CC1=CC=CC=C1 WOLATMHLPFJRGC-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910001872 inorganic gas Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000012693 lactam polymerization Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- DDLUSQPEQUJVOY-UHFFFAOYSA-N nonane-1,1-diamine Chemical compound CCCCCCCCC(N)N DDLUSQPEQUJVOY-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920006128 poly(nonamethylene terephthalamide) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 229910000027 potassium carbonate Inorganic materials 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 239000012925 reference material Substances 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000009291 secondary effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000013547 stew Nutrition 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000007666 vacuum forming Methods 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 239000006200 vaporizer Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
- B29C44/507—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying extruding the compound through an annular die
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/04—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
- B29C44/5627—After-treatment of articles, e.g. for altering the shape by mechanical deformation, e.g. crushing, embossing, stretching
- B29C44/5636—After-treatment of articles, e.g. for altering the shape by mechanical deformation, e.g. crushing, embossing, stretching with the addition of heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/22—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/02—Combined thermoforming and manufacture of the preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a general shape other than plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/32—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed at least two layers being foamed and next to each other
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0066—Use of inorganic compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/14—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent organic
- C08J9/141—Hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/865—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
- B29K2105/045—Condition, form or state of moulded material or of the material to be shaped cellular or porous with open cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0063—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/22—All layers being foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0257—Polyamide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/06—Open cell foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/02—Open containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/03—Extrusion of the foamable blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/14—Saturated hydrocarbons, e.g. butane; Unspecified hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/04—Foams characterised by their properties characterised by the foam pores
- C08J2205/052—Closed cells, i.e. more than 50% of the pores are closed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2425/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Derivatives of such polymers
- C08J2425/02—Homopolymers or copolymers of hydrocarbons
- C08J2425/04—Homopolymers or copolymers of styrene
- C08J2425/08—Copolymers of styrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
ポリスチレンペーパーは、所定の輪郭形状となるように外形加工されてフラットな形状の樹脂発泡成形品として利用される他に食品トレーなどといった立体形状を有する樹脂発泡成形品の原材料として広く用いられている。
この種の樹脂発泡成形品を製造する際には、通常、長尺帯状の樹脂発泡シートをロール状に巻き取った原反ロールと呼ばれるものが原材料として用いられる。
具体的には、樹脂発泡成形品は、該原反ロールから繰り出した樹脂発泡シートを単に打抜加工したり、熱成形によって立体形状を付与した後に打抜加工したりする方法によって作製されている。
熱成形を行う場合、樹脂発泡成形品は、樹脂発泡シートを輻射加熱ヒーターなどで加熱して軟化させる予備加熱工程と、該予備加熱工程で軟化させた樹脂発泡シートを成形型の表面形状に追従するように変形させて当該樹脂発泡シートに製品形状を形成させる成形工程と、該樹脂発泡シートを製品の輪郭形状に沿って切断して該樹脂発泡シートから樹脂発泡成形品を切り出す切断工程とを順に実施するような方法によって作製されている。
なお、この種の樹脂発泡シートとしては、PSPのような樹脂発泡層単独のシートのみならず、樹脂発泡層と樹脂フィルム層とが積層一体化されたタイプのものが知られている。
また、この種の樹脂発泡シートとしては、GPPSを主成分としたポリスチレン系の樹脂組成物で樹脂発泡層を形成させたものだけでなく、下記特許文献1に示すようにポリアミド系樹脂組成物によって形成された樹脂発泡層を有するものが知られている。
しかし、従来の樹脂発泡成形品は、ポリアミド系樹脂組成物によって形成された樹脂発泡層を有する樹脂発泡シートを原材料として採用すると、上記のような要望を満足させることが難しいという問題を有している。
そこで、本発明は、このような問題を解決することを課題としている。
従って、本発明によれば、外形加工前後における樹脂発泡層の吸水率の変化が少なく、当該吸水率の変化に伴う樹脂発泡成形品の外形変化を抑制することができる。
また、本発明に係る樹脂発泡シートは、フラットシートを熱成形したトレーやフラットボードを使って組立てた箱などの立体形状を有する樹脂発泡成形品の形成に有用なものである。
本発明に係る樹脂発泡シートは、樹脂発泡層が備えられ、樹脂発泡成形品の形成に用いられる樹脂発泡シートであって、前記樹脂発泡層は、ポリアミド系樹脂組成物からなり、温度23℃、相対湿度60%における平衡吸水率に対して30%以上の水分を含んでいる。
即ち、本発明に係る樹脂発泡シートは、少なくとも一つの樹脂発泡層を有するものであり、該樹脂発泡層がポリアミド系樹脂組成物によって形成されたものである。
そして、上記のように本発明に係る樹脂発泡シートは、前記樹脂発泡層の温度23℃、相対湿度60%における平衡吸水率を100%とした際に、30%以上の水分が前記樹脂発泡層に含まれているものである。
以下においては、本発明の効果をより顕著に発揮させ易い点において樹脂発泡シートが熱成形に用いられる場合を例にして樹脂発泡シートや樹脂発泡成形品の製造方法について説明する。
また、以下においては、熱成形用の樹脂発泡シートが単一の樹脂発泡層により構成されている場合を例にして本発明の実施の形態について説明する。
本実施形態における樹脂発泡シート100は、図1に示すように長尺帯状に形成されている。
本実施形態における樹脂発泡シート100(以下、単に「発泡シート」ともいう)は、前記樹脂発泡層がポリアミド系樹脂組成物によって形成されている。
本実施形態の前記ポリアミド系樹脂組成物は、ポリアミド系樹脂(A)を主成分とし、さらに、発泡のための成分(B)、及び、各種添加剤(C)を含有している。
前記発泡シートの形成に用いるポリアミド系樹脂としては、単独縮重合型のものでも、共縮重合型のものであっても良い。
前記ポリアミド系樹脂は、単独縮重合型のものであれば、例えば、ε-カプロラクタムの開環重合によって得られるポリアミド6、ウンデカンラクタムの開環重合によって得られるポリアミド11、ラウリルラクタムの開環重合によって得られるポリアミド12などとすることができる。
また、前記ポリアミド系樹脂は、共縮重合型のものであれば、テトラメチレンジアミンとアジピン酸との縮重合によって得られるポリアミド4,6、ヘキサメチレンジアミンとアジピン酸との縮重合によって得られるポリアミド6,6、ヘキサメチレンジアミンとセバシン酸との縮重合によって得られるポリアミド6,10、ヘキサメチレンジアミンとテレフタル酸との縮重合によって得られるポリアミド6T、ヘキサメチレンジアミンとイソフタル酸との縮重合によって得られるポリアミド6I、ノナンジアミンとテレフタル酸との縮重合によって得られるポリアミド9T、メチルペンタジアミンとテレフタル酸との縮重合によって得られるポリアミド5MT、カプロラクタムとラウリルラクタムとの縮重合によって得られるポリアミド6,12などとすることができる。
さらに、前記ポリアミド系樹脂は、共縮重合型のものであれば、いわゆる芳香族ポリアミドでも良く、p-フェニレンジアミンとテレフタル酸との縮重合によって得られるポリ-p-フェニレンテレフタルアミド、m-フェニレンジアミンとイソフタル酸との縮重合によって得られるポリ-m-フェニレンイソフタルアミドなどとすることができる。
前記ポリアミド系樹脂組成物におけるポリアミド系樹脂の含有量は、通常、50質量%以上である。
前記ポリアミド系樹脂組成物における該ポリアミド系樹脂の含有量は、75質量%以上であることが好ましく、90質量%以上であることが特に好ましい。
前記ポリアミド系樹脂組成物に含有させることができるポリアミド系樹脂以外の他樹脂としては、例えば、ポリスチレン樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ポリカーボネート樹脂等が挙げられる。
前記ポリアミド系樹脂組成物の全樹脂成分に占める当該他樹脂の割合は、通常、0質量%を超え50質量%以下である
他樹脂の前記割合は、10質量%以下であることが好ましく、5質量%以下であることがより好ましい。
上記のような樹脂を発泡させるための成分としては、発泡剤(B1)ならびに気泡核剤(B2)などが挙げられる。
前記発泡剤としては、一般的な樹脂の押出発泡において用いられている発泡剤と同様のものを採用することができる。
該発泡剤としては、例えば、プロパン、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタン、ヘキサン等の炭化水素類、アセトン、メチルエチルケトン、アセチルアセトンなどのケトン類、ジメチルエーテルなどのエーテル類、メチルクロライド、エチルクロライド等のハロゲン化炭化水素類、二酸化炭素、窒素、空気等の無機ガス類などが挙げられる。
これらの中でも発泡剤は、ノルマルブタン、イソブタン、ジメチルエーテル、二酸化炭素の何れかであることが好ましい。
前記ポリアミド系樹脂組成物における該発泡剤の含有量としては、ポリアミド系樹脂組成物に含まれる全樹脂成分100質量部に対して0.5質量部以上10質量部以下であることが好ましい。
前記気泡核剤は、広く一般に用いられているものを採用することができる。
前記気泡核剤としては、例えば、タルク、マイカ、シリカ、珪藻土、アルミナ、酸化チタン、酸化亜鉛、酸化マグネシウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、炭酸カリウム、炭酸カルシウム、炭酸マグネシウム、硫酸カリウム、硫酸バリウム、炭酸水素ナトリウム、ガラスビーズなどの無機化合物;ポリテトラフルオロエチレン、アゾジカルボンアミド、炭酸水素ナトリウムとクエン酸の混合物などの有機化合物;窒素などの不活性ガスなどが挙げられる。
本実施形態においては、前記気泡核剤がタルクであることが好ましい。
なお、気泡核剤は、一種単独で用いても、二種以上を混合して併用してもよい。
前記ポリアミド系樹脂組成物における該気泡核剤の添加量としては、ポリアミド系樹脂組成物に含まれる全樹脂成分100質量部に対して0.01質量部以上10質量部以下であることが好ましい。
前記添加剤としては、従来から熱可塑性樹脂の加工に用いられているものを適宜必要に応じて含有させれば良い。
前記添加剤としては、例えば、耐候剤、光安定剤、紫外線吸収剤、酸化防止剤、顔料、染料、難燃剤、結晶核剤、結晶化遅延剤、可塑剤、滑剤、界面活性剤、分散剤、充填剤、補強剤、帯電防止剤などが挙げられる。
より詳しくは、例えば、前記発泡剤を除いたすべての材料を所定の比率でドライブレンドした配合物、又は、フルコンパウンド化した配合物を用意し、この配合物をサーキュラーダイやフラットダイなどを装着した押出機に供給し、該押出機内で前記配合物を溶融混練するとともに該押出機の途中において前記発泡剤を圧入し、溶融混練された前記配合物に前記発泡剤を加えてさらに溶融混練を実施して、得られた溶融混練物をサーキュラーダイやフラットダイのダイスリットからシート状に押出発泡させることで前記発泡シートを得ることができる。
そして、ダイスリットから押出発泡された長尺帯状の発泡シートは、ロール状に巻き取られて熱成形用の原反ロールとされる。
該熱成形は、通常、真空成形、圧空成形、真空・圧空成形、プレス成形、マッチモールド成形などの内の何れかの方法で実施される。
該熱成形後は、トムソン刃型やパンチングプレスを用いた打抜加工が製品形状の形成された発泡シートに対して施され、該発泡シートが製品(樹脂発泡成形品)と抜き桟とに分離される。
即ち、本実施形態に係る発泡シートには、外形加工として熱成形による立体形状の賦与と、打抜加工による輪郭形状の賦与とが実施される。
該工程では発泡シート内に残存している発泡剤によって気泡膜に新たな発泡が生じ、該発泡は、押出時の発泡と区別する意味で「2次発泡」と呼ばれている。
この発泡シートを加熱する工程では、発泡シートの表面が最も高温となって最も軟化した状態となる。
そして、熱成形に際しては、このような状態の発泡シートが成形型に圧接される。
従って、発泡シートに異物が付着したりしていると、該異物が単に発泡シート上に載っているだけのものであっても熱成形後の発泡シートに対して食い込んだ状態になって取り除くことが不可能になる。
そのようなことから、通常、発泡シートは、前記のようにダイスリットからの押出発泡に連続してロール状に巻き取られた後は、速やかに埃除けのポリ袋が被せられたりしている。
また、一般的にポリアミド系樹脂製の発泡シートは、ポリスチレン樹脂製の発泡シートなどに比べて2次発泡し難い。
そのため発泡剤の散逸を防止して少しでも2次発泡し易くする意味においてポリアミド系樹脂製の発泡シートは、気密性を保った状態で保管されることが好ましい。
ここで、押出発泡の際、ポリアミド系樹脂は熱劣化を防ぐために十分に乾燥して使用し、さらに高温の溶融状態の樹脂をダイスから吐出すると同時に樹脂に含まれる水分が気化逸散するため、押出発泡直後の発泡シートは、通常、水分が殆ど含まれていない。
そして、前記のような理由から気密性を保った状態で保管された発泡シートは、熱成形時においても水分が低い状態に維持されている。
そうすると、熱成形後の樹脂発泡成形品は、常温常湿の環境下に置かれることで平衡吸水率に達するまで吸水してしまい該吸水によって外形変化を起こしてしまうことになる。
そして、本実施形態においては、該吸水工程によって発泡シートを温度23℃、相対湿度60%における平衡吸水率に対して30%以上の水分を含んだ状態にさせる。
即ち、本実施形態においては、発泡シートの温度23℃、相対湿度60%における平衡吸水率に対する水分含有量が30%未満の発泡シートを作製するシート作製工程と、該シート作製工程で得られた発泡シートに吸水させて前記水分含有量を平衡吸水率の30%以上とする吸水工程とを実施し、該吸水工程後の発泡シートに対して外形加工を実施する。
本実施形態においては、上記のような状態の発泡シートに熱成形が実施されることになるため、熱成形後の樹脂発泡成形品が吸水することを抑制させることができる。
そのため、本実施形態の樹脂発泡成形品の製造方法においては、外形変化を起こし難い樹脂発泡成形品を得ることができる。
なお、このような効果をより顕著に発揮させる上において、外形加工される発泡シートの水分含有量は、前記平衡吸水率に対して40%以上であることが好ましく、60%以上であることがより好ましく、75%以上であることが特に好ましい。
ただし、その場合は発泡シートが所定の水分を含有するまでに長い時間を要する。
そのため、前記吸水工程は、このような方法に代えて、原反ロールを加熱・加湿環境下(例えば、30℃~50℃、相対湿度50%~相対湿度95%)に保管し、発泡シートの吸水を促進させるようにして実施してもよい。
なお、原反ロールは、金属や樹脂のような非透湿性でできた巻芯に巻き取られているような場合、当該原反ロールが広幅で大径なものになるほど、巻芯に近い部分と外周部とで吸水の度合いが異なり易い。
また、巻芯が無い場合や、巻芯が透湿性を有する場合などにおいても、原反ロールの内周部と外周部との間の中間部は、内周部や外周部に比べて水分含有量が低いものになり易い。
従って、前記吸水工程は、原反ロールを巻き替える巻替工程や原反ロールを緩めて発泡シート間に隙間を設ける工程を含んでいることが好ましい。
具体的には、発泡シートの水分量は、以下のような方法で確認することができる。
(水分量測定方法)
発泡シートから約70mgの試料を採取する。
該試料を(株)三菱化学アナリテック社製カールフィッシャー水分測定装置CA-200及び水分気化装置VA-236Sにセットして水分量を測定する。
測定時の陽極液、陰極液にはそれぞれ(株)エーピーアイ コーポレーション製アクアミクロンAX、アクアミクロンCXUを使用する。
測定温度は230℃とする。
キャリアガスは窒素を用い、その流量は250mL/minとする。
発泡シートからの試料の採取、及び、水分量の測定は3回実施する。
また、試料を入れない容器だけでのブランク試験を2回実施し、得られた水分量の平均値を求める。
試料を測定して得られた水分量の値からブランク試験で得られた水分量の値を差し引いて各試料の水分量を算出する。
発泡シートの吸水率は、以下のような方法で確認することができる。
(吸水率の求め方)
試料の水分量を試料の質量で除して水分割合(質量%)を求める。
該水分割合を3つの試料それぞれについて求め、算術平均値を発泡シートの吸水率(質量%)とする。
発泡シートの温度23℃、相対湿度60%における平衡吸水率は、発泡シートを温度23℃、相対湿度60%下に静置しながら24時間おきに発泡シートの質量を測定し、質量変化が±0.1%以内となった時点で上記と同様に水分量を測定して求めることができる。
なお、ポリアミド系樹脂の温度23℃、相対湿度60%における平衡吸水率は公知であり、例えば、ポリアミド6で3.5質量%、ポリアミド6,6で2.5質量%、ポリアミド6,10で1.5質量%程度である。
前記発泡シートの坪量は、通常、100g/m2以上1000g/m2以下である。
一方で、前記発泡シートは、熱成形における作業性や熱成形によって得られる樹脂発泡成形品の強度などを考えると連続気泡率が低い方が好ましい。
前記発泡シートの連続気泡率は、5%以上60%以下であることが好ましく、10%以上40%以下であることがより好ましく、15%以上30%以下であることが特に好ましい。
ここで、連続気泡率は次のようにして測定することができる。
(連続気泡率測定方法)
発泡シートから、縦25mm×横25mmの試験片を複数枚切り出す。
切り出した試験片を空間があかないよう重ね合わせて厚み約25mmの試験体を5個作製する。
得られた試験体の外寸を、ミツトヨ社製「デジマチックキャリパ」を用いて、1/100mmまで測定し、見掛けの体積(cm3)を求める。
次に、空気比較式比重計1000型(東京サイエンス社製)を用いて、1-1/2-1気圧法により試験体の体積(cm3)を求める。
下記式により連続気泡率(%)を計算し、5つの試験体の連続気泡率の算術平均値を求め、該平均値を発泡シートの連続気泡率とする。
なお、測定は、試験体をJIS K7100-1999 記号23/50、2級の環境下で16時間保管した後、JIS K7100-1999 記号23/50、2級の環境下で実施する。
また、空気比較式比重計は、標準球(大28.96cc 小8.58cc)にて補正する。
連続気泡率(%)=100×(見かけ体積-空気比較式比重計測定体積)/見かけ体積
気泡の数が少ない発泡シートは、気泡数の多いものに比べて気泡膜が厚くなるため断熱性や緩衝性に劣るものとなる。
一方で、発泡シートの平均気泡径が小さすぎると、発泡シート内に存在する気泡の数が多大なものになる。
発泡シートに含まれている気泡の数が多くなりすぎると、気泡膜の厚みが薄くなりすぎて気泡膜に破れが生じ易くなるため、発泡シートは機械強度に劣るものとなる。
そのようなことから発泡シートの平均気泡径は、100μm以上1000μm以下が好ましく、100μm以上800μm以下がより好ましく、100μm以上600μm以下がさらに好ましい。
(平均気泡径測定方法)
図5に示すように、発泡シートFSを幅方向中央部において、シート面に垂直で押出方向(MD:Machine Direction)に平行する面(図5の面α)と、シート面に垂直で押出方向に直交する幅方向(TD:Transverse Direction)に平行する面(図5の面β)に沿って切断し、断面を走査電子顕微鏡(株)日立製作所製S-3000Nまたは(株)日立ハイテクノロジーズ製S-3400Nにて18~20倍(場合によっては200倍)に拡大して撮影する。このとき、撮影した写真をA4用紙の1/4の大きさに印刷し、印刷した写真の上に描いた60mmの直線上に存在する気泡の数が10~20個程度となるように前記の電子顕微鏡での拡大倍率を調整する。
MDに平行する断面の写真をA4用紙上に4画像印刷する。
この印刷した写真上にMDに平行する方向と、該方向対して垂直となるシート厚み方向(VD:Vertical direction)とに沿って任意の直線を引く。
また、TDに平行する断面の写真をA4用紙上に4画像印刷し、この印刷した写真上にTDに平行する方向と、該方向対して垂直となるシート厚み方向(VD)とに沿って任意の直線を引く。
全ての直線の長さは、原則的に60mmとし、これらの直線上に存在する気泡数から下記式(1)を使って各方向(MD、TD、VD)における気泡の平均弦長(t)を算出する。
平均弦長 t(mm)=60/(気泡数×写真の倍率)・・・(1)
ただし、発泡シートの厚みが薄く、VD(シート厚み方向)に60mm長さ分の気泡数が数えられない場合は、30mm又は20mm分の気泡数を数えて60mm分の気泡数に換算する。任意の直線はできる限り気泡が接点でのみ接しないようにする。接点でのみ接してしまう気泡がある場合はこの気泡も気泡数に含める。計測は1方向につき2枚の写真を用いて、それぞれ3箇所、計6箇所とする。
写真の倍率は写真上のスケールバーを株式会社ミツトヨ製「デジマチックキャリパ」にて1/100mmまで計測し、下記式(2)により求める。
写真の倍率=スケールバー実測値(mm)/スケールバーの表示値(mm)・・・(2)
そして次式(3)により各方向における気泡径Dを算出する。
D(mm)=t/0.616・・・(3)
さらにそれらの積の3乗根を発泡シートの平均気泡径とする。
平均気泡径(mm)=(DMD×DTD×DVD)1/3・・・(4)
DMD:MDの気泡径(mm)
DTD:TDの気泡径(mm)
DVD:VDの気泡径(mm)
発泡シートは、含有するポリアミド系樹脂が結晶化していることで、熱変形などを防止することができる。
発泡シートに含まれるポリアミド系樹脂の結晶化度は、10%以上であることが好ましい。
該ポリアミド系樹脂が結晶性を有することは、示差走査熱量計装置(例えば、株式会社 日立ハイテクサイエンス製、商品名「DSC7000X」)を用いて確認することができる。
即ち、ポリアミド系樹脂が融解にともなう吸熱や結晶化にともなう発熱を示すことによって該ポリアミド系樹脂が結晶性を有することを確認することができる。
また、発泡シートにおけるポリアミド系樹脂の結晶化度も示差走査熱量計装置を用いて確認することができる。
具体的には、ポリアミド系樹脂の結晶化度は、JIS K7122:2012「プラスチックの転移熱測定方法」に記載されている方法で測定できる。但し、サンプリング方法・温度条件に関しては以下の通りとする。
試料をアルミニウム製測定容器の底にすきまのないよう試料を約5mg充てんして、窒素ガス流量20mL/minのもと、30℃から-40℃まで降温した後10分間保持し、-40℃から290℃まで昇温(1st Heating)、10分間保持後290℃から-40℃まで降温(Cooling)、10分間保持後-40℃から290℃まで昇温(2nd Heating)した時のDSC曲線を得る。なお、全ての昇温・降温は速度10℃/minで行い、基準物質はアルミナを用いる。
結晶化熱量から算出される結晶化度とは、Cooling過程にみられる結晶化ピークの面積から求められる結晶化熱量Q(J/g)を該ポリアミド系樹脂の完全結晶の理論融解熱量ΔHf(J/g)で除して求められる割合である。結晶化熱量は装置付属の解析ソフトを用い、高温側のベースラインからDSC曲線が離れる点と、そのDSC曲線が再び低温側のベースラインへ戻る点とを結ぶ直線と、DSC曲線に囲まれる部分の面積から算出される。
つまり、結晶化度は次式より求められる。
結晶化度(%)=(Q(J/g)/ΔHf(J/g)×100
そのようなことから発泡シートは、使用されているポリアミド系樹脂の種類によらず、上記のような測定を行った際に20J/g以上の結晶化熱量を示すことが好ましく、30J/g以上の結晶化熱量を示すことがより好ましい。
なお、樹脂発泡成形品は、大型のものほど寸法変化によって生じる問題が顕在化し易い。
言い換えれば、樹脂発泡成形品が比較的大型のものである方が寸法変化を抑制できるという効果が顕著になる。
また、本実施形態の樹脂発泡成形品は、ポリアミド系樹脂によって優れた耐熱性と機械的強度を有する。
比較的大型で寸法変化に係る効果が顕著に発揮されるとともに軽量性や機械的強度に対する要望が強いことから本実施形態の方法によって作製されることが好ましい樹脂発泡成形品としては、例えば、ダッシュボード、ドアパネル、天井材及び座席シートなどに使用される自動車用内装材などが挙げられる。
また、寸法安定性、軽量性、耐薬品性、耐油性及び、耐熱性などに関する要望が強いことから本実施形態の方法によって作製されることが好ましい樹脂発泡成形品としては、例えば、自動車のエンジンルーム内に装着される自動車用部品などが挙げられる。
なお、樹脂発泡成形品として比較的小型であっても、収容した食品を電子レンジで加熱するための食品収容用容器などの樹脂発泡成形品は、寸法安定性、軽量性、耐油性、ガスバリア性及び、耐熱性に対する要望が強い。
そのため、前記食品収容用容器も本実施形態の方法によって作製されることが好ましい樹脂発泡成形品として挙げられる。
また、寸法安定性、軽量性、及び緩衝性などに関する要望が強いことから本実施形態の方法によって作製されることが好ましい前記樹脂発泡成形品としては、例えば、トレーなどが挙げられる。
前記トレーに収用するものとしては、例えば、モーターやモーター用のローターなどが挙げられる。
前記モーターや前記ローターを収容する容器は、前記モーターや前記ローターを搬送する際に回転軸が衝突するなどして局所的に強い力を受けやすい。
本実施形態の方法によって作製される樹脂発泡成形品は、ポリスチレン樹脂発泡成形品などの汎用の発泡成形品に比べて強度において優ることから上記のような用途に用いられることが好ましい。
上記のような用途で用いられる樹脂発泡成形品の寸法変化率は、常温では1%以下、150℃以下では3%以下が好ましい。
特に食品収容用容器が蓋付容器である場合には、本実施形態の方法によって作製されることがより好ましいものとなる。
この点について以下に説明する。
そのため、外形変化が生じ難いという本発明の効果を有効に発揮させ易い点において、前記発泡シートによって作製される樹脂発泡成形品は、容器本体と、該容器本体に嵌着される蓋体とを備えた蓋付容器であることが好ましく、該蓋付容器の容器本体であることが特に好ましい。
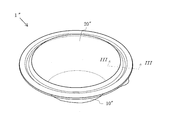
図2aは、レンジアップ容器などとして用いられる樹脂発泡成形品について示したものである。
図2bは、図2aに示した蓋付容器1における容器本体10と蓋体20との嵌合状況を示したもので図2aにおけるI-I線矢視断面の様子を示した図である。
この図には、容器本体10に蓋体20が内嵌合される蓋付容器1(以下「第1蓋付容器1」ともいう)が示されている。
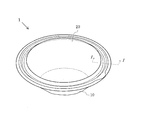
また、図3aは、容器本体10’に蓋体20’が外嵌合される蓋付容器1’ (以下「第2蓋付容器1’」ともいう)を示したもので、図3bは、図3aにおけるII-II線矢視断面を示した図である。
さらに、図4aは、容器本体10”に蓋体20”が内外嵌合される蓋付容器1” (以下「第3蓋付容器1”」ともいう)を示したもので、図4bは、図4aにおけるIII-III線矢視断面を示した図である。
なお、第1蓋付容器1の蓋体20は、通常、容器本体10の開口部にはまり込む部分の大きさが容器本体10の開口部よりも僅かに大きくなるように作製される。
このことにより第1蓋付容器1は、図2aに符号xで示した容器本体10と蓋体20との当接部に強い圧力を作用させることができる。
また、第3蓋付容器1”についても第1蓋付容器1と同様に容器本体10”と蓋体20”との当接部x”に強い圧力を作用させることができる。
そのため、第1蓋付容器1や第3蓋付容器1”のような蓋体が内嵌合される蓋付容器は、シチューなどの液体を多く含む食品を収容する目的において広く用いられている。
この種の蓋付容器において容器本体が収縮すると該容器本体への蓋体の着脱が困難になるおそれがある。
また、この種の蓋付容器において容器本体が変形すると前記当接部x,x”に作用する圧力が不十分となって液体を収容させた際に該液体が容器外に漏れ出し易くなるおそれがある。
このようなことから、本実施形態の樹脂発泡成形品は、その具体的な態様を、上記に例示した蓋付容器の容器本体とすることで優れた効果を発揮する。
一方、前記第2蓋付容器1’は、第1蓋付容器1などに比べて密閉性が劣るものの容器本体10’に対する蓋体20’の着脱が容易であるという利点を有する。
該第2蓋付容器1’においては、容器本体が変形すると蓋体20’が必要以上に容器本体10’から外れ易くなってしまうおそれを有する。
従って、容器本体が寸法安定性に優れることで発揮される2次的な効果は、樹脂発泡成形品が第2蓋付容器1’である場合においても発揮される。
また、厚手のビーズ発泡成形体やボード発泡成形体からスライスして切り出されたシート状の発泡体についても本実施形態の押出発泡シートと同じく熱成形に利用することができる。
なお、本実施形態の樹脂発泡シートが、ポリアミド系樹脂組成物からなる樹脂発泡層を2層以上備えているタイプのものである場合、全ての樹脂発泡層が温度23℃、相対湿度60%における平衡吸水率に対して30%以上の水分含有量となっている必要はなく、少なくともこのような水分含有量の層が1以上備えられていればよい。
即ち、平坦な樹脂発泡成形品であっても、外形加工後に寸法変化等が生じないことが求められているのは、熱成形によって立体形状が付与された樹脂発泡成形品と同じであり、平坦な樹脂発泡成形品の形成に利用される樹脂発泡シートも本発明の樹脂発泡シートとして意図する範囲である。
また、フラットなシートやボードといった樹脂発泡成形品を製造する製造方法も、本発明の樹脂発泡成形品の製造方法として意図する範囲のものである。
(実施例1)
ポリアミド系樹脂として、ポリアミド6(ユニチカ社製、商品名「A1030BRT」; 密度1.13g/cm3)を用意した。
該ポリアミド6は、予め120℃にて4時間除湿乾燥を行って使用した。
この樹脂(ポリアミド6)100質量部に対し、スチレン・無水マレイン酸共重合体(CRAY VALLEY社製、商品名「SMA1000P」)が0.3質量部、タルク粉末のポリエチレンテレフタレート(PET)によるマスターバッチ(タルク40%、PET 60% ; テラボウ社製、商品名「PET-F40-1」)が2.5質量部となるように配合し、これらの配合物をタンブラーミキサーにて混合した。
直径70mmの円環状スリットで、且つ、スリット幅が0.6mmのサーキュラーダイを単軸押出機(口径65mm、L/D=34)の先端にセットし、さらにこのサーキュラーダイの押出方向前方に円筒状の冷却用マンドレル(直径205mm、長さ400mm)を配置した。
該冷却用マンドレル内に冷却を循環させるとともに前記押出機を所定の温度に設定し、該押出機のホッパーに前記配合物を供給して押出機内で溶融混練した。
また、押出機バレルの途中から発泡剤としてブタンを圧入し前記溶融混練物に加えてさらに溶融混練を実施した。
押出時の樹脂温度を230℃に設定し、前記サーキュラーダイのダイスリットから溶融状態のポリアミド系樹脂組成物を吐出量40kg/hにて押出発泡させ、円筒状の発泡体を形成させた。
この円筒状の発泡体を前記冷却用マンドレルによって拡径し、該冷却用マンドレルよりもさらに下流側に配した引取機によって引き取らせた。
そして、冷却用マンドレルの外周面を前記発泡体の内周面に摺接させて発泡体を冷却するとともに冷却用マンドレルの下流側において該円筒状発泡体を押出方向に沿って切断した。
そして、円筒状発泡体を平坦な帯状にして前記引取機によりロール状に巻き取らせた。
得られた発泡シートの密度は0.24g/cm3、坪量は200g/m2、連続気泡率は20.0%であった。
得られた発泡シートを330mm×330mmに裁断し、23℃、相対湿度60%の条件下で168時間放置した。
その際、発泡シートの水分量は3.8質量%であった。(温度23℃、相対湿度60%における平衡吸水率に対して100%の水分を含んでいた。)
この発泡シートを再加熱して熱成形を行い樹脂発泡成形品を作製した。
この樹脂発泡成形品を23℃、相対湿度60%下で168時間放置した。
結果、樹脂発泡成形品の成形直後に対する寸法変化率は0.41%であった。
すなわち、発泡シートの4端をクランプして、上下のヒーター温度が330℃に設定された予熱用の加熱炉に導入した。
この加熱炉にて7秒間発泡シートを加熱し、次いでこの発泡シートをプレス成形機に導入して成形を実施した。
このとき、成形型はポリテトラフロロエチレン樹脂コートによる表面処理が施されたアルミ製の金型を用いた。
発泡シートを該成形型で成形し、開口部および底面部の大きさが50(縦)×50(横)mm、深さが30mmの角箱状の樹脂発泡成形品を作製した。
(寸法変化率測定方法)
開口部および底面部の大きさが50(縦)×50(横)mm、深さが30mmの凹状の樹脂発泡成形品における、成形直後の縦(底面部)、横(底面部)、深さの寸法(L1、L2、L3)を測定する。
その後、樹脂発泡成形品を23℃、相対湿度60%下で168時間放置し、放置後の縦(底面部)、横(底面部)、高さの寸法(L3、L4、L5)を測定する。
下記式よりそれぞれの寸法変化率の絶対値(A、B、C)を求め、その平均値を樹脂発泡成形品の寸法変化率とする。
縦(底面部)の変化率の絶対値A(%)=|100×((L3-L1)/L1)|
横(底面部)の変化率の絶対値B(%)=|100×((L4-L2)/L2)|
深さの変化率の絶対値C(%)=|100×((L5-L3)/L3)|
成形品の寸法変化率(%)=(A+B+C)/3
水分含有量が2.5質量%(温度23℃、相対湿度60%における平衡吸水率に対して65.8%)となるように調節した発泡シートを用いたこと以外は実施例1と同様に熱成形を実施して角箱状の樹脂発泡成形品を作製し、寸法変化率を求めた。
なお、発泡シートは、330mm×330mmに切り出した後、23℃、相対湿度60%の環境下に保持する時間を調節してその水分量が2.5質量%となるようにした。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が0.61%であった。
水分含有量が1.7質量%(温度23℃、相対湿度60%における平衡吸水率に対して44.7%)となるように調節した発泡シートを用いたこと以外は実施例1と同様に熱成形を実施して角箱状の樹脂発泡成形品を作製し、寸法変化率を求めた。
なお、発泡シートは、330mm×330mmに切り出した後、23℃、相対湿度60%の環境下に保持する時間を調節してその水分量が1.7質量%となるようにした。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が0.75%であった。
水分含有量が1.2質量%(温度23℃、相対湿度60%における平衡吸水率に対して31.6%)となるように調節した発泡シートを用いたこと以外は実施例1と同様に熱成形を実施して角箱状の樹脂発泡成形品を作製し、寸法変化率を求めた。
なお、発泡シートは、330mm×330mmに切り出した後、23℃、相対湿度60%の環境下に保持する時間を調節してその水分量が1.2質量%となるようにした。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が0.85%であった。
ポリアミド系樹脂として、ポリアミド6,6(ユニチカ社製、商品名「E2046」:密度1.14g/cm3)を用いたこと、この樹脂(ポリアミド6,6)100質量部に対するスチレン・無水マレイン酸共重合体(SMA1000P)の使用量を0.3質量部に代えて1.2質量部としたこと、並びに、押出時の樹脂温度を230℃に代えて280℃とした以外は実施例1と同様に発泡シートを作製した。
得られた発泡シートを水分量が3.0質量%(温度23℃、相対湿度60%における平衡吸水率に対して100%)の状態で熱成形を行い樹脂発泡成形品を作製した。
この樹脂発泡成形品を23℃、相対湿度60%下で168時間放置した。
結果、樹脂発泡成形品の成形直後に対する寸法変化率は0.26%であった。
実施例5で作製した発泡シートを、水分含有量が2.0質量%(温度23℃、相対湿度60%における平衡吸水率に対して66.7%)となるように調節した。
これを実施例1~5と同様に熱成形し、角箱状の樹脂発泡成形品を作製した。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が0.33%であった。
実施例5で作製した発泡シートを、水分含有量が1.1質量%(温度23℃、相対湿度60%における平衡吸水率に対して36.7%)となるように調節した。
これを実施例1~5と同様に熱成形し、角箱状の樹脂発泡成形品を作製した。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が0.68%であった。
ポリアミド系樹脂として、非晶性ポリアミド(ユニチカ社製、商品名「CX-2600」:密度1.11g/cm3)を用いたこと、この樹脂(非晶性ポリアミド)100質量部に対するスチレン・無水マレイン酸共重合体(SMA1000P)の使用量を0.3質量部に代えて0.8質量部としたこと、並びに、押出時の樹脂温度を230℃に代えて220℃とした以外は実施例1と同様に発泡シートを作製した。
得られた発泡シートを水分量が2.0質量%(温度23℃、相対湿度60%における平衡吸水率に対して100%)の状態で熱成形を行い樹脂発泡成形品を作製した。
この樹脂発泡成形品を23℃、相対湿度60%下で168時間放置した。
結果、樹脂発泡成形品の成形直後に対する寸法変化率は0.13%であった。
ポリアミド系樹脂として、ポリアミド6(ユニチカ社製、商品名「A1030BRT」と非晶性ポリアミド(ユニチカ社製、商品名「CX-2600」)とを5:5の質量比(「A1030BRT」:「CX-2600」)でブレンドして用いたこと、この樹脂100質量部に対するスチレン・無水マレイン酸共重合体(SMA1000P)の使用量を0.3質量部に代えて0.8質量部としたこと以外は実施例1と同様に発泡シートを作製した。
得られた発泡シートを水分量が3.2質量%(温度23℃、相対湿度60%における平衡吸水率に対して100%)の状態で熱成形を行い樹脂発泡成形品を作製した。
この樹脂発泡成形品を23℃、相対湿度60%下で168時間放置した。
結果、樹脂発泡成形品の成形直後に対する寸法変化率は0.35%であった。
水分含有量が製造直後の0.24質量%(温度23℃、相対湿度60%における平衡吸水率に対して6.3%)のままの状態を維持させた発泡シートを用いたこと以外は実施例1と同様に熱成形を実施して角箱状の樹脂発泡成形品を作製し、寸法変化率を求めた。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が1.90%であった。
水分含有量が0.48質量%(温度23℃、相対湿度60%における平衡吸水率に対して16.0%)の状態の発泡シートを用いたこと以外は実施例5と同様に熱成形を実施して角箱状の樹脂発泡成形品を作製し、寸法変化率を求めた。
この発泡シートを熱成形して得られた角箱状の樹脂発泡成形品は、成形直後に対する寸法変化率が1.18%であった。
実施例1、5、8-9で作製された発泡シートの諸特性を測定した結果を下記の表に示す。

実施例1、5、8-9で作製された発泡シートを熱成形して各実施例、比較例の樹脂発泡成形品を作製した際の成形前のシート加熱条件を下記の表に示す。
なお、ヒーター温度は、設定値であり、シート表面温度は、日油技研工業社製「サーモラベル5E-125」(商品名)、及び、「サーモラベル5E-170」(商品名)で測定された値である。

各実施例、比較例で得られた樹脂発泡成形品(角箱)を120℃の環境下で22時間保持し、温度23℃、相対湿度60%の場所に1時間放置した後の熱変形の度合いを評価した(耐熱性試験1)。
また、樹脂発泡成形品(角箱)を150℃の環境下で22時間保持し、温度23℃、相対湿度60%の場所に1時間放置した後の熱変形の度合いを評価した(耐熱性試験2)。
評価は、吸水前後の寸法変化率と同様にして変形度合いを測定した。
結果を、これまでの評価結果とともに下記の表に示す。

Claims (8)
- 樹脂発泡層が備えられ、樹脂発泡成形品の形成に用いられる樹脂発泡シートであって、
前記樹脂発泡層は、ポリアミド系樹脂組成物からなり、温度23℃、相対湿度60%における平衡吸水率に対して30%以上の水分を含んでいる樹脂発泡シート。 - 前記樹脂発泡層を示差走査熱量分析した際に観察される結晶化熱量が20J/g以上である請求項1記載の樹脂発泡シート。
- 樹脂発泡層が備えられている樹脂発泡シートを外形加工して樹脂発泡成形品を製造する樹脂発泡成形品の製造方法であって、
前記樹脂発泡層がポリアミド系樹脂組成物によって形成されている樹脂発泡シートを用い、且つ、
前記樹脂発泡層が、該樹脂発泡層の温度23℃、相対湿度60%における平衡吸水率に対して30%以上の水分を含んでいる状態で前記外形加工を実施する樹脂発泡成形品の製造方法。 - 前記外形加工が熱成形を伴う外形加工であり、立体形状を有する樹脂発泡成形品を作製する請求項3記載の樹脂発泡成形品の製造方法。
- 製造する前記樹脂発泡成形品が、収容した食品を電子レンジで加熱するための食品収容用容器である請求項3又は4記載の樹脂発泡成形品の製造方法。
- 製造する前記樹脂発泡成形品が、自動車用内装材である請求項3又は4記載の樹脂発泡成形品の製造方法。
- 製造する前記樹脂発泡成形品が、自動車のエンジンルーム内に装着される自動車用部品である請求項3又は4記載の樹脂発泡成形品の製造方法。
- 製造する前記樹脂発泡成形品が、トレーである請求項3又は4記載の樹脂発泡成形品の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177005120A KR101917615B1 (ko) | 2014-09-30 | 2015-09-30 | 수지 발포 시트 및 수지 발포 성형품의 제조 방법 |
| EP15847785.1A EP3202829B1 (en) | 2014-09-30 | 2015-09-30 | Use of a resin expanded sheet, and method for producing a resin expanded molded article |
| CN201580045800.8A CN106604955B (zh) | 2014-09-30 | 2015-09-30 | 树脂发泡片材和树脂发泡成形品的制造方法 |
| JP2016552134A JP6248210B2 (ja) | 2014-09-30 | 2015-09-30 | 樹脂発泡シート及び樹脂発泡成形品の製造方法 |
| US15/323,774 US20170157814A1 (en) | 2014-09-30 | 2015-09-30 | Resin expanded sheet and method for producing resin expanded molded article |
| US16/704,170 US20200108531A1 (en) | 2014-09-30 | 2019-12-05 | Resin expanded sheet and method for producing resin expanded molded article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014200882 | 2014-09-30 | ||
| JP2014-200882 | 2014-09-30 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/323,774 A-371-Of-International US20170157814A1 (en) | 2014-09-30 | 2015-09-30 | Resin expanded sheet and method for producing resin expanded molded article |
| US16/704,170 Division US20200108531A1 (en) | 2014-09-30 | 2019-12-05 | Resin expanded sheet and method for producing resin expanded molded article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016052647A1 true WO2016052647A1 (ja) | 2016-04-07 |
Family
ID=55630671
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/077805 WO2016052647A1 (ja) | 2014-09-30 | 2015-09-30 | 樹脂発泡シート及び樹脂発泡成形品の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20170157814A1 (ja) |
| EP (1) | EP3202829B1 (ja) |
| JP (1) | JP6248210B2 (ja) |
| KR (1) | KR101917615B1 (ja) |
| CN (1) | CN106604955B (ja) |
| TW (1) | TWI643755B (ja) |
| WO (1) | WO2016052647A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018053079A (ja) * | 2016-09-28 | 2018-04-05 | 積水化成品工業株式会社 | 樹脂発泡シート、樹脂複合体、樹脂複合体の製造方法 |
| WO2023054542A1 (ja) * | 2021-09-30 | 2023-04-06 | 旭化成株式会社 | ポリアミド系樹脂発泡粒子、ポリアミド系樹脂組成物、及び製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3632970B1 (de) * | 2018-10-04 | 2022-04-27 | Basf Se | Verfahren zur kontinuierlichen herstellung eines teilkristallinen thermoplastischen polymerschaums |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05261806A (ja) * | 1992-03-18 | 1993-10-12 | Unitika Ltd | ポリアミド二軸延伸フィルムの製造方法 |
| JPH0642746U (ja) * | 1992-11-05 | 1994-06-07 | 積水化成品工業株式会社 | 食品容器 |
| JPH0847978A (ja) * | 1994-08-08 | 1996-02-20 | Asahi Chem Ind Co Ltd | 耐熱性ロール状フィルム及びその製造法 |
| JP2000086800A (ja) * | 1998-09-14 | 2000-03-28 | Sekisui Plastics Co Ltd | ポリアミド系樹脂発泡体及びその製造方法 |
| WO2004006991A1 (ja) * | 2002-07-12 | 2004-01-22 | Kuraray Co., Ltd. | 多孔質膜 |
| JP2007069103A (ja) * | 2005-09-06 | 2007-03-22 | Nagoya Oil Chem Co Ltd | マスキング材 |
| JP2014114405A (ja) * | 2012-12-12 | 2014-06-26 | Toray Ind Inc | 芳香族ポリアミド多孔質フィルムの製造方法および芳香族ポリアミド多孔質フィルム |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3152054A (en) * | 1962-07-16 | 1964-10-06 | Du Pont | Process for treatment of polycaprolactam articles |
| US3451974A (en) * | 1965-12-01 | 1969-06-24 | Du Pont | Process for moisture conditioning of nylon |
| US6596782B1 (en) * | 1996-04-05 | 2003-07-22 | Kaneka Corporation | Hydrous polyolefin resin composition, preexpanded particles produced therefrom, process for producing the same, and expanded molding |
| JP4352706B2 (ja) * | 2003-01-14 | 2009-10-28 | 日本精工株式会社 | 動力伝達に適した樹脂歯車 |
| GB0500985D0 (en) * | 2005-01-18 | 2005-02-23 | Zotefoams Plc | Polyamide foams, process to make them and applications thereof |
| JP2008200206A (ja) * | 2007-02-19 | 2008-09-04 | Seiko Instruments Inc | 生体情報測定システム、生体情報測定用送信機及び生体情報測定用受信機 |
| FR2960545B1 (fr) * | 2010-05-28 | 2014-11-28 | Rhodia Operations | Polyamide modifie sulfonate aux proprietes barrieres ameliorees |
| CA2813713C (en) * | 2010-10-08 | 2018-04-24 | Mitsubishi Gas Chemical Company, Inc. | Polyamide resin moldings |
| JP5801072B2 (ja) * | 2011-03-16 | 2015-10-28 | バンドー化学株式会社 | 発泡歯車 |
| JP5703249B2 (ja) | 2012-03-08 | 2015-04-15 | 積水化成品工業株式会社 | ポリアミド系樹脂発泡シート及びその製造方法 |
-
2015
- 2015-09-30 TW TW104132060A patent/TWI643755B/zh active
- 2015-09-30 CN CN201580045800.8A patent/CN106604955B/zh active Active
- 2015-09-30 US US15/323,774 patent/US20170157814A1/en not_active Abandoned
- 2015-09-30 WO PCT/JP2015/077805 patent/WO2016052647A1/ja active Application Filing
- 2015-09-30 JP JP2016552134A patent/JP6248210B2/ja active Active
- 2015-09-30 EP EP15847785.1A patent/EP3202829B1/en active Active
- 2015-09-30 KR KR1020177005120A patent/KR101917615B1/ko active IP Right Grant
-
2019
- 2019-12-05 US US16/704,170 patent/US20200108531A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05261806A (ja) * | 1992-03-18 | 1993-10-12 | Unitika Ltd | ポリアミド二軸延伸フィルムの製造方法 |
| JPH0642746U (ja) * | 1992-11-05 | 1994-06-07 | 積水化成品工業株式会社 | 食品容器 |
| JPH0847978A (ja) * | 1994-08-08 | 1996-02-20 | Asahi Chem Ind Co Ltd | 耐熱性ロール状フィルム及びその製造法 |
| JP2000086800A (ja) * | 1998-09-14 | 2000-03-28 | Sekisui Plastics Co Ltd | ポリアミド系樹脂発泡体及びその製造方法 |
| WO2004006991A1 (ja) * | 2002-07-12 | 2004-01-22 | Kuraray Co., Ltd. | 多孔質膜 |
| JP2007069103A (ja) * | 2005-09-06 | 2007-03-22 | Nagoya Oil Chem Co Ltd | マスキング材 |
| JP2014114405A (ja) * | 2012-12-12 | 2014-06-26 | Toray Ind Inc | 芳香族ポリアミド多孔質フィルムの製造方法および芳香族ポリアミド多孔質フィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3202829A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018053079A (ja) * | 2016-09-28 | 2018-04-05 | 積水化成品工業株式会社 | 樹脂発泡シート、樹脂複合体、樹脂複合体の製造方法 |
| WO2023054542A1 (ja) * | 2021-09-30 | 2023-04-06 | 旭化成株式会社 | ポリアミド系樹脂発泡粒子、ポリアミド系樹脂組成物、及び製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101917615B1 (ko) | 2018-11-12 |
| US20200108531A1 (en) | 2020-04-09 |
| JPWO2016052647A1 (ja) | 2017-04-27 |
| JP6248210B2 (ja) | 2017-12-13 |
| TW201617215A (zh) | 2016-05-16 |
| KR20170032458A (ko) | 2017-03-22 |
| US20170157814A1 (en) | 2017-06-08 |
| EP3202829B1 (en) | 2020-01-29 |
| TWI643755B (zh) | 2018-12-11 |
| EP3202829A1 (en) | 2017-08-09 |
| CN106604955B (zh) | 2019-06-18 |
| CN106604955A (zh) | 2017-04-26 |
| EP3202829A4 (en) | 2018-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200108531A1 (en) | Resin expanded sheet and method for producing resin expanded molded article | |
| JP5649175B2 (ja) | ポリスチレン系樹脂積層発泡シートからなる容器を容器本体として用いた内嵌合容器 | |
| JP5898552B2 (ja) | ポリスチレン系樹脂発泡シート及びポリスチレン系樹脂製の成形容器 | |
| JP2008044209A (ja) | 二軸延伸ナイロンフィルム、ラミネート包材及び二軸延伸ナイロンフィルムの製造方法 | |
| CN112739779B (zh) | 树脂组合物、成型体、及其应用 | |
| JP4616042B2 (ja) | ポリプロピレン系樹脂積層発泡体及びその成形品 | |
| JP6715149B2 (ja) | 樹脂発泡シート及び樹脂発泡成形品の製造方法 | |
| KR101842601B1 (ko) | 외관이 개선된 내열재, 이의 제조방법 및 이를 포함하는 포장 용기 | |
| JP7183284B2 (ja) | リッドフィルムを含む包装容器およびその製造方法 | |
| JP6266571B2 (ja) | 樹脂発泡シート、及び、樹脂発泡成形品 | |
| JP2007131766A (ja) | ポリプロピレン系樹脂発泡シート、ポリプロピレン系樹脂積層発泡シートおよびそれらを熱成形して得られる容器 | |
| JP6892297B2 (ja) | ポリスチレン系樹脂積層発泡シート、及びポリスチレン系樹脂多層発泡シート | |
| JP7010782B2 (ja) | ポリスチレン系樹脂積層発泡シート及び容器 | |
| JP6466248B2 (ja) | 熱成形用ポリスチレン系樹脂発泡シート | |
| WO2020194198A1 (ja) | 積層発泡シート | |
| JP4976530B2 (ja) | ポリプロピレン系樹脂積層発泡体及びその成形品 | |
| JP6208445B2 (ja) | 熱成形シート積層用ポリプロピレン系延伸フィルム | |
| JP2002309027A (ja) | 熱可塑性樹脂発泡シート及び発泡成形体 | |
| KR20240012495A (ko) | 공압출 시트 | |
| JP2007023091A (ja) | 熱成形シ−ト用一軸延伸ポリプロピレンフィルム | |
| JP2014198436A (ja) | 積層発泡シート、及び、食品用容器 | |
| KR102275884B1 (ko) | 습도 안정성이 우수한 냉간 성형용 나일론 필름 | |
| JP2007125797A (ja) | ポリプロピレン系樹脂多層発泡シートおよびその成形体 | |
| WO2014123026A1 (ja) | 二軸延伸フィルムの製造方法、二軸延伸フィルム、および、ラミネートフィルム | |
| JP2001322164A (ja) | ポリプロピレン系樹脂発泡シートの成形方法及び発泡容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15847785 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016552134 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15323774 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015847785 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015847785 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177005120 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |