WO2014115401A1 - スパンボンド不織布 - Google Patents
スパンボンド不織布 Download PDFInfo
- Publication number
- WO2014115401A1 WO2014115401A1 PCT/JP2013/080416 JP2013080416W WO2014115401A1 WO 2014115401 A1 WO2014115401 A1 WO 2014115401A1 JP 2013080416 W JP2013080416 W JP 2013080416W WO 2014115401 A1 WO2014115401 A1 WO 2014115401A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- crystalline polypropylene
- polypropylene
- bending stiffness
- low crystalline
- Prior art date
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
Definitions
- the present invention relates to a spunbonded nonwoven fabric that has been embossed.
- a nonwoven fabric has been used as a sheet member constituting an absorbent article such as a disposable diaper or a urine collecting pad. Since the nonwoven fabric which comprises a disposable diaper etc. is what touches the infant's skin directly, for example, it needs to be especially excellent in a softness
- embossing is a process in which a nonwoven fabric is introduced between an embossing roll having a plurality of embossments (protrusions) on the surface and an anvil roll having a flat surface, and the unevenness is applied to the nonwoven fabric by the pressing pressure of both rolls. It means processing to be given.
- the fibers constituting the nonwoven fabric can be disconnected from each other, or the surface area of the nonwoven fabric that is in direct contact with the skin of the wearer is reduced, so that sensory evaluation that the flexibility of the nonwoven fabric is increased can be obtained.
- the stiffness and elasticity of the nonwoven fabric will decrease, and if the surface of the nonwoven fabric has noticeable fluff, the texture will be poor. It becomes. And even if a disposable diaper is formed with such a nonwoven fabric, a good wearing feeling cannot be provided. For this reason, the nonwoven fabric must maintain not only flexibility, but also a good texture that comprehensively considers stiffness, elasticity, fluffing, and the like.
- the stiffness of the nonwoven fabric depends on the bending rigidity of the nonwoven fabric, and the elasticity of the nonwoven fabric is affected by the compression characteristics of the nonwoven fabric.
- adjusting the fiber diameter and the basis weight of the constituent fibers to increase the bending rigidity of the nonwoven fabric will reduce the compressive properties of the nonwoven fabric, resulting in the loss of elasticity of the nonwoven fabric.
- the compressive properties of the nonwoven fabric are increased in order to give good elasticity to the nonwoven fabric, there is a problem that the bending rigidity of the nonwoven fabric is lowered and the stiffness of the nonwoven fabric is deteriorated.
- the present invention provides a spunbonded non-woven fabric that has been embossed to overcome the above-mentioned problems of the prior art, and exhibits a suitable performance such as flexibility, stiffness, elasticity, etc. This is a technical issue.
- the inventors of the present invention have intensively studied the means for solving the above technical problems, and as a result, by adjusting the physical configuration of embossing imparted to the nonwoven fabric and the chemical configuration of the constituent fibers of the nonwoven fabric, the rigidity against bending is increased. Nevertheless, it was found that a nonwoven fabric with a return to compression can be obtained. In other words, a spunbond nonwoven fabric that is evaluated to have a better texture than conventional spunbond nonwoven fabrics by sensory evaluation is obtained if the compression characteristics are in a specific range, even though the bending stiffness is higher than that of the conventional spunbond nonwoven fabric. It was. Then, the inventors have conceived that the problems of the prior art can be solved based on the above knowledge, and completed the present invention. Specifically, the present invention has the following configuration.
- the present invention relates to a spunbond nonwoven fabric.
- a thermoplastic resin is spun into continuous fibers and accumulated, and then the fibers are heated and heated by an embossing roll having a plurality of embossments arranged in the direction of flow of the fibers and in the direction orthogonal thereto. Obtained by pressing.
- the embossed area ratio of the emboss applied to the nonwoven fabric is 5 to 12%.
- the shortest distance between adjacent embosses is 1.5 to 3 mm.
- the bending stiffness index (bending stiffness [g / cm 2 / cm] / weight per unit area [g / m 2 ] ⁇ 10 4 ) measured by a KES bending stiffness tester is 5 to 15 cm ⁇ 1 . Further, the compression resilience (RC%) by the KES compression characteristic tester is 60 to 75%.
- the physical characteristic of the emboss provided to a nonwoven fabric is specified as a factor for keeping a compression characteristic in a predetermined range. That is, as in the above configuration, making the embossed area ratio relatively small, and relatively widening the shortest distance between adjacent embosses, while relatively increasing the bending stiffness index of the spunbond nonwoven fabric, and This is one factor in setting the compression resilience to a relatively high value.
- the flexural rigidity index and the compression resilience are within the range of values unique to the present invention, so that the flexibility, stiffness, elasticity, etc. show appropriate performance, and the texture It is possible to provide an excellent nonwoven fabric.
- the chemical structure of the fibers constituting the spunbonded nonwoven fabric of the present invention will be described.
- the constituent fiber has the chemical structure described below, the bending stiffness index and the compression resilience can be set within the range of values unique to the present invention.
- the thermoplastic resin forming the spunbonded nonwoven fabric is preferably a polypropylene resin.
- the said polypropylene resin contains a low crystalline polypropylene and a highly crystalline polypropylene.
- the content of the low crystalline polypropylene is preferably 5 to 50% by weight based on the total content of the low crystalline polypropylene and the high crystalline polypropylene.
- the melt flow rate of the low crystalline polypropylene is preferably 30 to 70 g / 10 minutes.
- the melt flow rate of the highly crystalline polypropylene is preferably 20 to 100 g / 10 minutes.
- the spunbonded nonwoven fabric of the present invention is manufactured using a polypropylene resin composition containing low crystalline polypropylene and high crystalline polypropylene.
- the low crystalline polypropylene refers to crystalline polypropylene having a moderate disorder in stereoregularity. Specifically, polypropylene satisfying the following characteristics is used.
- the low crystalline polypropylene used in the present invention has a mesopentad fraction [mmmm] of 30 to 80 mol%.
- the racemic pentad fraction [rrrr] and [1-mmmm] satisfy the relationship [rrrr] / [1-mmmm] ⁇ 0.1.
- the racemic meso racemic meso pentad fraction [rmrm] is more than 2.5 mol%.
- the mesotriad fraction [mm], the racemic triad fraction [rr], and the triad fraction [mr] satisfy the relationship [mm] ⁇ [rr] / [mr] 2 ⁇ 2.0.
- the weight average molecular weight (Mw) is 10,000 to 200,000.
- molecular weight distribution (Mw / Mn) is less than 4,
- the boiling diethyl ether extraction amount is 0 to 10% by weight.
- the fiber diameter of the constituent fibers can be mentioned.
- the fiber diameter of the constituent fibers of the spunbonded nonwoven fabric of the present invention is preferably 0.5 to 1 dtex.
- the spunbonded nonwoven fabric of the present invention preferably contains a lubricant in the fiber layer that forms at least one of the front surface and the back surface.
- the present invention is a spunbonded nonwoven fabric that has been embossed, and can provide a nonwoven fabric that exhibits appropriate performance in terms of flexibility, stiffness, elasticity, and the like, and has an excellent texture.
- FIG. 1 is a schematic perspective view showing an example of embossing.
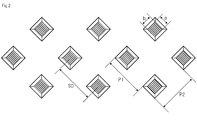
- FIG. 2 is a schematic plan view showing an example of an emboss pattern.
- FIG. 3 is a schematic plan view showing an example of a dot-like emboss pattern.
- FIG. 4 is a schematic plan view showing an example of a linear emboss pattern.
- FIG. 5 is a schematic plan view showing the arrangement of emboss patterns used in the examples.
- a thermoplastic resin is spun into continuous fibers and accumulated, and then the fibers are heated and heated by an embossing roll having a plurality of embossments arranged in the direction of flow of the fibers and in the direction orthogonal thereto. Obtained by pressing.
- a spunbonded nonwoven fabric first obtains a fiber web by introducing a long fiber group discharged from a melt spinneret into an air soccer or the like, drawing it, opening it, and collecting it on a conveyor. Then, it manufactures by joining between the long fiber groups which form a fiber web by a suitable means.
- the spunbonded nonwoven fabric of the present invention is produced by embossing to provide irregularities regularly arranged in the direction of flow of the conveyor and in the direction orthogonal thereto, and thermally bonding between the long fiber groups forming the fiber web. Is done. Since the spunbond nonwoven fabric obtained by embossing does not use a binder to adhere between long fibers, there is less irritation to the skin and the advantage of being superior to the spunbond nonwoven fabric by hot air heating is superior. is there.
- the nonwoven fabric of the present invention introduces a fiber web between an embossing roll having heated projection-like embossing and an anvil roll having a smooth surface, and heat-presses the fiber web with the press pressure of both rolls, It is obtained by heat-sealing between the long fiber groups at a portion corresponding to the protrusions.
- the physical configuration of embossing applied to the nonwoven fabric and the chemical configuration of the constituent fibers of the nonwoven fabric are adjusted so that the bending stiffness index and the compression resilience (compression recovery rate) are in a predetermined range. .
- the spunbonded nonwoven fabric of the present invention has a bending stiffness index of 5 to 15 cm ⁇ 1 .
- the bending stiffness index is represented by an equation of bending stiffness [g / cm 2 / cm] / weight per unit area [g / m 2 ] ⁇ 10 4 measured by a KES bending stiffness tester.
- the bending stiffness index is defined within the range of the amount of the bending stiffness [g / cm 2 / cm] of the spunbonded nonwoven fabric (measured by a KES bending stiffness tester) normalized by the basis weight [g / m 2 ]. It is a thing.
- the bending stiffness index [cm ⁇ 1 ] is mainly an index indicating the stiffness and firmness of the spunbonded nonwoven fabric. If the bending stiffness index is 5 cm ⁇ 1 , the spunbond nonwoven fabric will not be stiff, the touch when touching the skin will be reduced, and the texture of the nonwoven fabric will be impaired. On the other hand, if the bending stiffness index exceeds 15 cm ⁇ 1 , the spunbond nonwoven fabric will be hard and inferior in the texture of the nonwoven fabric. Therefore, spunbonded nonwoven fabric of the present invention is preferably a bending stiffness index is 5 ⁇ 15cm -1, may be 6 ⁇ 14cm -1 or 7 ⁇ 13cm -1, is 6 ⁇ 10 cm -1 It is particularly preferred.
- the spunbonded nonwoven fabric of the present invention has a bending stiffness index of 5 to 15 cm ⁇ 1, which is a relatively high value.
- the spunbonded nonwoven fabric exhibits a bending stiffness index as in the present invention, it usually tends to be hard to the touch and damage the texture.
- the spunbonded nonwoven fabric of the present invention has a compression resilience ( The compression recovery rate) can be maintained at a relatively high value, so it becomes a non-woven fabric with firm resilience despite its strong stiffness, and the sensory evaluation evaluates that it feels better than conventional spunbond non-woven fabrics. Obtainable.
- the spunbonded nonwoven fabric of the present invention has a compression resilience (RC%) of 60 to 75%.
- the compression resilience (RC%) means that the closer the value is to 100%, the better the resilience to compression, and is mainly an index indicating the elasticity of the spunbonded nonwoven fabric.
- the spunbond nonwoven fabric of the present invention has a relatively high bending rigidity, it can be evaluated that the texture is better than that of the conventional spunbond nonwoven fabric by maintaining the compression resilience in the specific range. That is, since the spunbond nonwoven fabric of the present invention has a relatively high bending stiffness index of 5 to 15 cm ⁇ 1 , if the compression resilience (RC%) is less than 60%, the nonwoven fabric does not have elasticity and is hard.
- the spunbond nonwoven fabric of the present invention has a relatively high bending rigidity, if the compression resilience (RC%) exceeds 75%, the touch is hard and the elasticity is too strong.
- the spunbonded nonwoven fabric of the present invention preferably has a compression resilience (RC%) of 60 to 75%, may be 62 to 74%, 63 to 73%, or 65 to 72%. Particularly preferred is 66 to 72%.
- the spunbonded nonwoven fabric of the present invention has a flexural rigidity index in the range of 5 to 15 cm ⁇ 1 and a compression resilience (RC%) in the range of 60 to 75%.
- the nonwoven fabric has a return to compression despite its high rigidity against.
- the spunbonded nonwoven fabric of the present invention can be evaluated by sensory evaluation as having a better texture than the conventional spunbonded nonwoven fabric.
- the physical configuration of embossing imparted to the nonwoven fabric and the chemical configuration of the constituent fibers of the nonwoven fabric may be adjusted appropriately. Therefore, hereinafter, the physical configuration of embossing imparted to the spunbonded nonwoven fabric of the present invention and the chemical configuration of the fibers constituting the spunbonded nonwoven fabric of the present invention will be described.
- the spunbonded nonwoven fabric of the present invention introduces a fiber web between an embossing roll having a plurality of embossments arranged in the flow direction of the fibers and the orthogonal direction thereof, and an anvil roll having a smooth surface, and heats and pressurizes the fibers.
- FIG. 1 is a perspective view showing an outline of a plurality of embosses formed on the surface of the embossing roll.
- FIG. 1 shows an example of embossing formed in a general dot shape.
- FIG. 2 is a plan view showing an outline of the emboss formed on the surface of the emboss. As shown in FIG. 1 and FIG.
- the plurality of embosses of the embossing roll are preferably aligned at regular intervals in the flow direction of fibers constituting the nonwoven fabric and in the direction perpendicular thereto.
- FIG.1 and FIG.2 has shown the top part of each embossing by making the oblique line.
- the embossed area ratio of embossing for heating and pressurizing between fibers is 5 to 12%.
- the embossed area ratio here means the ratio of the total plane area of a plurality of embosses to the total plane area of the peripheral surface of the embossing roll including the total plane area and the non-embossed portion.
- the top 11 of each emboss 10 forms a plane.
- the ratio of the total planar area of the embossing to the total planar area of the peripheral surface of the embossing roll is obtained, the ratio of the total area of the recesses stamped on the spunbonded nonwoven fabric as the total area embossed Can be requested.
- the embossed area ratio can be generally obtained by the following calculation formula.
- the emboss area ratio can also be obtained from one emboss pattern.
- the following calculation formula may be used.
- a ⁇ b planar area of the embossed protrusion
- P1 ⁇ P2 unit area including the planar area of the embossed protrusion and the area of the non-embossed portion
- the nonwoven fabric can be given flexibility, and the bending stiffness index and compression resilience of the nonwoven fabric can be set to the values specific to the present invention.
- One factor for adjusting the range That is, when the embossed area ratio is less than 5%, the bending stiffness index of the nonwoven fabric is decreased to be less than 5 cm ⁇ 1 , and the compression resilience (RC%) is less than 60% without causing appropriate elasticity. The texture of the unique nonwoven fabric cannot be demonstrated.
- the embossed area ratio exceeds 12%, the flexural rigidity index of the nonwoven fabric exceeds 15 cm ⁇ 1 , and the compression resilience (RC%) is less than 60% without causing appropriate elasticity.
- the embossed area ratio is preferably 5 to 12%, preferably 5.5 to 10%, 6 to 9%, or 7 to 8%, and preferably 6.4 to 8%. Particularly preferred is 3%.
- the shortest distance between adjacent embosses is 1.5 to 3 mm.
- the shortest distance between adjacent embosses is indicated by the symbol SD.
- the shortest distance SD between the embosses may be measured by measuring the distance between the centers of the flat tops of adjacent embosses.
- the shortest distance between the embosses is less than 1.5 mm or more than 3 mm, it is difficult to set the bending stiffness index of the nonwoven fabric to 5 to 15 cm ⁇ 1 and the compression resilience (RC%) to 60 to 75%. become.
- the shortest distance between the embosses is preferably 1.5 to 3 mm, and may be 1.5 mm to 2 mm, or 1.5 mm to 1.7 mm.
- the shape of the emboss is a triangular prism, a quadrangular prism, a cylinder, a triangular frustum, a quadrangular frustum, a truncated cone, a linear shape, a diagonal shape, a square lattice shape, a houndstooth lattice shape, or the like,
- any shape can be adopted. Also good. Moreover, it is good also as giving a so-called round process or a chamfering process to the corner
- each emboss 10 is a quadrangular pyramid, and the top 11 of the emboss 10 is a square.
- the direction where one diagonal of the square which forms the top part 11 is extended is the flow direction (the left-right direction of FIG. 2) which comprises the spunbond nonwoven fabric. ), And the direction in which the other diagonal lines of the square extend coincides with the direction orthogonal to the flow direction (vertical direction in FIG. 2).
- the embossed shape may be a dot shape as shown in FIGS. 1 and 2.
- FIGS. 3 and 4 show examples of emboss patterns different from the patterns shown in FIGS. Further, for each pattern shown in FIGS. 3 and 4, the shortest distance between the embosses is indicated by a symbol SD.
- the present invention can also employ the emboss pattern shown in FIGS.
- each emboss is a truncated pyramid.
- the embossing is such that the direction in which two diagonal lines of the square forming the top of the embossing extend is the flow direction of the fibers constituting the spunbonded nonwoven fabric (the left-right direction in FIG. 2) and its orthogonal It is inclined about 45 degrees with respect to the direction (vertical direction in FIG. 2).
- each emboss has a recess at the center position of the top, and the shape of the top is a square shape.
- the width of the recess formed on the top of each emboss is not set as “the shortest distance SD between adjacent embosses”, and The distance between the embosses having a square shape is measured as “the shortest distance SD between adjacent embosses”.
- each emboss is a truncated cone.
- FIG. 4A and FIG. 4B show a linear emboss pattern. More specifically, FIG. 4A shows a square lattice emboss pattern.
- a square lattice pattern is a plurality of straight lines extending in parallel along the flow direction (the left-right direction in FIG. 4) of the fibers constituting the spunbonded nonwoven fabric.
- the interval between linear embosses extending in the flow direction or the orthogonal direction is measured as “the shortest distance SD between adjacent embosses”.
- FIG. 4B shows a houndstooth emboss pattern.
- the staggered pattern is a plurality of linear embosses extending in parallel along the first direction and along the second direction.
- the straight embosses extending in parallel mean patterns that cross each other to form a lattice shape.
- the first direction and the second direction are directions different from at least the fiber flow direction and the orthogonal direction.
- the staggered emboss pattern has a first direction inclined about 45 degrees with respect to the flow direction and the orthogonal direction of the fiber, and the second direction is the first direction.
- the pattern is orthogonal to the direction 1 and the space between the lattices forms a square.
- the interval between linear embosses extending in the first direction or the second direction is measured as “the shortest distance SD between adjacent embosses”.
- FIG. 5A shows a dot emboss pattern arranged in a square lattice pattern. That is, in the pattern shown in FIG. 5A, square frustum-shaped embosses are arranged at positions corresponding to each of a plurality of continuous square corners.
- FIG. 5B shows a dot emboss pattern arranged in a triangular lattice pattern. That is, in the pattern shown in FIG. 5B, the frustoconical emboss is arranged at a position corresponding to each of the corners of a plurality of continuous equilateral triangles.
- the spunbonded nonwoven fabric of the present invention is preferably produced using a polypropylene resin composition containing low crystalline polypropylene and high crystalline polypropylene.
- the low crystalline polypropylene means a crystalline polypropylene whose stereoregularity is moderately disturbed, and specifically refers to a polypropylene that satisfies the following characteristics (a) to (h).
- the standard for crystallinity differentiation is the melting point, a melting point of 100 ° C. or higher is a high crystalline polypropylene, and a melting point of less than 100 ° C. is a low crystalline polypropylene.
- the low crystalline polypropylene used in the present invention has a melt flow rate (MFR) of 30 to 70 g / 10 min.
- MFR melt flow rate
- the melt flow rate of the low crystalline polypropylene is more preferably 35 to 65 g / 10 minutes, and particularly preferably 40 to 60 g / 10 minutes.
- (B) [mmmm] 30-80 mol%
- the low crystalline polypropylene used in the present invention has a [mmmm] (mesopentad fraction) of 30 to 80 mol%. If [mmmm] is less than 30 mol%, solidification after melting is very slow, and the fibers adhere to the take-up roll, making continuous molding difficult. On the other hand, if [mmmm] exceeds 80 mol%, the crystallinity is too high and yarn breakage is likely to occur. From such a viewpoint, [mmmm] is preferably 30 to 80 mol%, or 40 to 70 mol%, and particularly preferably 50 to 60 mol%.
- the low crystalline polypropylene used in the present invention has [rrrr] / (1- [mmmm]) of 0.1 or less.
- [Rrrr] means the racemic pentad fraction.
- [rrrr] / (1- [mmmm]) is an index indicating the uniformity of the regularity distribution of the low crystalline polypropylene. When this value is increased, it becomes a mixture of highly stereoregular polypropylene and atactic polypropylene like polypropylene produced using an existing catalyst system, and causes stickiness.
- [rrrr] / (1- [mmmm]) is preferably a positive number of 0.1 or less, and more preferably 0.05 or less or 0.04 or less.
- the low crystalline polypropylene used in the present invention has [rmrm] (racemic meso racemic meso pentad fraction) exceeding 2.5 mol%.
- [rmrm] is 2.5 mol% or less, the randomness of the low-crystalline polypropylene is reduced, and the crystallinity is increased by crystallization with an isotactic polypropylene block chain, and yarn breakage is likely to occur.
- [rmrm] is preferably 2.6 mol% or more, more preferably 2.7 mol% or more.
- the upper limit is usually about 10 mol%. That is, the low crystalline polypropylene preferably satisfies 10 mol% ⁇ [rmrm]> 2.5 mol%.
- the low crystalline polypropylene used in the present invention has [mm] ⁇ [rr] / [mr] 2 of 2.0 or less.
- [mm] means a mesotriad fraction.
- [Rr] means the racemic triad fraction.
- [Mr] means the triad fraction.
- [mm] ⁇ [rr] / [mr] 2 represents an index of randomness of the polymer, and the smaller this value, the higher the randomness, and the yarn breakage and stickiness are suppressed.
- [mm] ⁇ [rr] / [mr] 2 is preferably 0.2 to 2.0, and preferably 0.25 to 1.8 or 0.5 to 1.5. It is particularly preferred.
- Weight average molecular weight (Mw) 10000 to 200000
- the low crystalline polypropylene used in the present invention has a weight average molecular weight (Mw) of 10,000 to 200,000.
- Mw weight average molecular weight
- the weight average molecular weight is 10,000 or more, the viscosity of the low crystalline polypropylene is not too low and is moderate, so that yarn breakage during spinning is suppressed.
- the weight average molecular weight is 200,000 or less, the viscosity of the low crystalline polypropylene is not too high, and the spinnability is improved.
- the weight average molecular weight is preferably 10,000 to 200,000, particularly preferably 30,000 to 100,000 or 40,000 to 80,000.
- the low crystalline polypropylene used in the present invention preferably has a molecular weight distribution (Mw / Mn) of less than 4.
- Mw / Mn molecular weight distribution
- This molecular weight distribution is preferably 3 or less or 2 or less.
- Boiling diethyl ether extract amount 0 to 10% by weight
- the low crystalline polypropylene used in the present invention has a boiling diethyl ether extract of 10,000 to 200,000.
- the amount of boiling diethyl ether extracted is an indicator of sticky components. From the viewpoint of suppressing bleeding of the sticky component on the surface of the nonwoven fabric, the content is preferably 0 to 10% by weight, and more preferably 0 to 5% by weight.
- Temperature rising fractionation chromatography (TREF) is also an indicator of the amount of sticky components. TREF is preferably 0 to 20% by weight, particularly preferably 0 to 10% by weight or 0 to 5% by weight, at an elution temperature of 25 ° C. or less.
- a raw material composition suitable for the production of the desired nonwoven fabric can be obtained by compensating for the defects of the high crystalline polypropylene.
- a method for producing a low crystalline polypropylene having the above-described chemical structure a method using a metallocene catalyst can be mentioned.
- the metallocene catalyst for example, a metallocene catalyst obtained by combining a transition metal compound forming a crosslinked structure via two crosslinking groups and a cocatalyst may be used.
- the manufacturing method of a low crystalline polypropylene the manufacturing method of the polypropylene described in patent 4242498 can be referred, for example.
- High crystalline polypropylene The type of the highly crystalline polypropylene used in the present invention is not particularly limited as long as it can satisfy the physical properties relating to the polypropylene resin composition described later.
- Examples of the highly crystalline polypropylene include a propylene homopolymer, a propylene random copolymer, and a propylene block copolymer.
- High crystalline polypropylene has a melt flow rate (MFR) of 20 to 100 g / 10 min.
- the MFR of the highly crystalline polypropylene is preferably 50 to 100 g / 10 minutes, and more preferably 70 to 100 g / 10 minutes.
- the highly crystalline polypropylene has a melting point of 100 ° C. or higher, and may be 150 to 167 ° C. or 155 to 165 ° C.
- the polypropylene resin used in the present invention can be obtained by mixing the above-mentioned low crystalline polypropylene and high crystalline polypropylene.
- the content of low crystalline polypropylene is 5 to 50% by weight based on the total of low crystalline polypropylene and high crystalline polypropylene. If the content of the low crystalline polypropylene is less than 5% by weight, the drawbacks of the high crystalline polypropylene cannot be compensated, and it becomes difficult to achieve fine denier of the fiber without increasing the number of shots.
- the fibers are less likely to be cut and the spinnability is improved, so that fine denier fibers can be stably produced.
- the content of the low crystalline polypropylene is preferably 5 to 50% by weight, particularly preferably 10 to 50% or 20 to 50% by weight.
- the polypropylene resin used in the present invention preferably has a melt flow rate (MFR) of 20 to 100 g / 10 min. If the MFR of the polypropylene resin composition is less than 20 g / 10 minutes, the spinnability is lowered. On the other hand, if the MFR of the polypropylene resin composition exceeds 100 g / 10 min, the compression resilience of the nonwoven fabric made of polypropylene resin is lowered, and this compression resilience (RC%) is 60 to 75% as described above. It cannot be kept within the proper range.
- MFR melt flow rate
- the nonwoven fabric made of the polypropylene resin of the present invention has a relatively high flexural rigidity index, if the compression resilience (RC%) is out of the range of 60 to 75%, it is excellent in sensory evaluation regarding the texture of the nonwoven fabric. The result cannot be obtained.
- the MFR of the polypropylene resin composition is preferably 20 to 100 g / 10 minutes, may be 20 to 90 g / 10 minutes, or 20 to 80 g / 10 minutes, and 20 to 70 g / 10 minutes. It is particularly preferred.
- the polypropylene resin used in the present invention may contain other thermoplastic resins and additives as long as the above physical properties are satisfied.
- other thermoplastic resins include olefin polymers, specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, ethylene. -Vinyl acetate copolymer, hydrogenated styrene elastomer and the like. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- additives can be blended, for example, lubricant, foaming agent, crystal nucleating agent, anti-glare stabilizer, ultraviolet absorber, light stabilizer, heat stabilizer, antistatic agent, Release agent, flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, pigment, dye, plasticizer, softener, aging
- additives such as inhibitors, hydrochloric acid absorbents, chlorine scavengers, antioxidants, and anti-tack agents.
- the nonwoven fabric of the present invention has a lubricant on the fiber layer forming at least one surface of the front surface or the back surface. It is preferable to contain.
- the lubricant may be applied to the nonwoven fabric, or may be sprayed to adhere to the nonwoven fabric.
- examples of lubricants include erucic acid amide, oleic acid amide, stearic acid amide, behenic acid amide and other fatty acid amides, butyl stearate, and silicone oil.
- the amount of lubricant to be added can be adjusted as appropriate. For example, it may be about 1000 to 3000 ppm, 1500 to 2500 ppm, or 2000 ppm.
- High crystalline polypropylene and low crystalline polypropylene were mixed to produce resins 1 to 13, which are polypropylene resin samples.
- resins 1 to 13 which are polypropylene resin samples.
- highly crystalline polypropylene trade name: SA06 manufactured by Nippon Polypro Co., Ltd. was used.
- low crystalline polypropylene Idemitsu Kosan's trade name: L-MODU S901 was used.
- the above-mentioned high crystalline polypropylene and low crystalline polypropylene were mixed in a predetermined amount based on the weight% to obtain resins 1 to 13 as polypropylene resin samples.
- Resins 1 to 13, which are polypropylene resin samples, each exhibited the characteristics shown in Table 1 below.
- erucic acid amide trade name: fatty acid amide E manufactured by Kao Corporation was used as the lubricant.
- the “square lattice shape” has the arrangement shown in FIG. 5A
- the “triangular lattice shape” has the arrangement shown in FIG. 5B.
- the bending stiffness index, compression resilience (compression recovery rate), fluffing, and texture were measured and evaluated. The results of measurement evaluation are shown in Table 2 below.
- melt flow rate MFR [g / 10 min]
- MFR plastics-thermoplastic melt mass flow rate
- MVR melt volume flow rate
- a melt indexer MELT manufactured by Toyo Seiki Co., Ltd.
- INDEXER S-101 melt indexer
- the measurement was performed with an orifice diameter of 2.095 mm, an orifice length of 0.8 mm, and a load of 2160 g.
- the measurement temperature was measured at 230 ° C., and the amount of molten polymer discharged (g) per 10 minutes was calculated from the time required for discharging a fixed volume.
- Formation index was measured by FMT-MIII (light transmission fluctuation method) manufactured by Nomura Corporation.
- the sample shape was 20 ⁇ 20 cm, and the aperture (sensitivity) of the CCD camera used was 12.
- Fineness [dtex] Except for 10 cm at both ends of the produced nonwoven fabric, a 1 cm square test piece was sampled by dividing into approximately 5 equal parts in the width direction, the fiber diameter was measured 20 points at a time with a microscope, and the fineness was calculated from the average value.
- Weight per unit area [g / m 2 ] Except for 10 cm at both ends of the manufactured nonwoven fabric, five test pieces of 20 cm in length and 20 cm in width were arbitrarily sampled to measure the mass, and the average value was calculated by converting the weight per unit area.
- Embossed area ratio Except for 10cm at both ends of the manufactured nonwoven fabric, sample a 1cm square test piece by dividing into approximately 5 equal parts in the width direction, take an enlarged image of the nonwoven fabric with a microscope, and use an image processing program The area ratio of the concave portions of the nonwoven fabric corresponding to embossing was measured for each 20 points, and the average value was calculated. The embossed area ratio was calculated
- Embossed area ratio [%] top area [mm 2 ] ⁇ dot number density [1 / mm 2 ]
- the top surface area [mm 2] Example 1 is 0.145 mm 2, the number of dot density [1 / mm 2] was 0.444444.
- the top area [mm 2 ] of Example 2 was 0.332 mm 2 and the dot number density was 0.25.
- Top area of Example 3 [mm 2] is 0.145 mm 2, the number of dot density was 0.5132.
- Top area of Example 4 [mm 2] is 0.145 mm 2, the number of dot density was 0.444444.
- Top area of Example 5 [mm 2] is 0.145 mm 2, the number of dot density was 0.444444.
- Top area of Example 6 [mm 2] is 0.145 mm 2, the number of dot density was 0.444444.
- the top area [mm 2 ] of Comparative Example 1 was 0.332 mm 2 , and the dot number density was 0.081633.
- Top area of Comparative Example 2 [mm 2] is 0.478mm 2, the number of dot density had 0.346021.
- Top area of Comparative Example 3 [mm 2] is 0.332mm 2, the number of dot density was 0.081633.
- Top area of Comparative Example 4 [mm 2] is 0.283mm 2, the number of dot density was 0.444444.
- Temperature rising fractionation chromatography (TREF) Dissolution 10 ml of o-dichlorobenzene was added to 60 mg of the sample, and the mixture was heated and stirred for 60 minutes with an aluminum block heater equipped with a magnetic stirrer set at 150 ° C.
- Analysis temperature rise fractionation Under the following conditions, the sample solution was cooled and crystallized, and subsequently the sample elution amount at the time of temperature increase was measured, and the sample elution amount was plotted against the temperature.
- the bending stiffness index is 6 or more, and the compression recovery rate is 60, despite having a relatively high bending stiffness index.
- the level of fluffing was practically acceptable, and the texture evaluation was determined to be relatively good.
- a spunbonded nonwoven fabric with no fluff and good texture can be produced by making the return to compression suitable despite the high rigidity against bending.
- the bending stiffness index and the compression recovery of the nonwoven fabric are greatly influenced by the embossed area ratio and the distance between the embosses.
- the embossed area ratio is set to 6.4 to 8.3%, and the distance between the embosses is set to 1.5. It was suitable to be ⁇ 2 mm.
- Example 1 and Example 4 have the same emboss area ratio and distance between embosses, the resin used is different. That is, in Example 1, resin 2 (containing 20% by weight of low crystalline resin) was used, and in Example 4, resin 7 (containing no low crystalline resin) was used.
- the nonwoven fabric of Example 1 containing a low crystalline resin has a relatively low bending stiffness index and a relatively high compression recovery rate, so that the texture evaluation is In contrast to the best judgment, the nonwoven fabric of Example 4 that does not contain a low crystalline resin has a high flexural rigidity index, but has a low compression recovery rate and a slightly damaged texture. Met.
- the nonwoven fabric has not only the embossed area ratio and the distance between the embosses, but also the amount of low crystalline resin and the chemical structure thereof are adjusted to a preferable value range, so that the bending stiffness index and the compression recovery rate of the nonwoven fabric are particularly good. A preferable value range is obtained, and the texture becomes even better.
- the present invention relates to a spunbonded nonwoven fabric used for absorbent articles such as disposable diapers. For this reason, this invention can be utilized suitably in manufacturing industries, such as a disposable diaper.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380071110.0A CN105008607B (zh) | 2013-01-22 | 2013-11-11 | 纺粘无纺布 |
| AU2013374986A AU2013374986B2 (en) | 2013-01-22 | 2013-11-11 | Spunbond nonwoven cloth |
| KR1020157021567A KR101786630B1 (ko) | 2013-01-22 | 2013-11-11 | 스펀 본드 부직포 |
| BR112015017418A BR112015017418A2 (pt) | 2013-01-22 | 2013-11-11 | pano não tecido de fiação contínua |
| NZ709533A NZ709533A (en) | 2013-01-22 | 2013-11-11 | Spunbond nonwoven cloth |
| EA201591136A EA030981B1 (ru) | 2013-01-22 | 2013-11-11 | Фильерное нетканое полотно |
| PH12015501500A PH12015501500A1 (en) | 2013-01-22 | 2015-06-30 | Spunbond nonwoven cloth |
| HK15111326.5A HK1210508A1 (en) | 2013-01-22 | 2015-11-17 | Spunbond nonwoven cloth |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013008997A JP6115146B2 (ja) | 2013-01-22 | 2013-01-22 | スパンボンド不織布 |
| JP2013-008997 | 2013-01-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014115401A1 true WO2014115401A1 (ja) | 2014-07-31 |
Family
ID=51227205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/080416 WO2014115401A1 (ja) | 2013-01-22 | 2013-11-11 | スパンボンド不織布 |
Country Status (11)
| Country | Link |
|---|---|
| JP (1) | JP6115146B2 (ru) |
| KR (1) | KR101786630B1 (ru) |
| CN (1) | CN105008607B (ru) |
| AU (1) | AU2013374986B2 (ru) |
| BR (1) | BR112015017418A2 (ru) |
| EA (1) | EA030981B1 (ru) |
| HK (1) | HK1210508A1 (ru) |
| MY (1) | MY177718A (ru) |
| NZ (1) | NZ709533A (ru) |
| PH (1) | PH12015501500A1 (ru) |
| WO (1) | WO2014115401A1 (ru) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180291543A1 (en) * | 2016-12-14 | 2018-10-11 | First Quality Nonwovens, Inc. | Multi-denier hydraulically treated nonwoven fabrics and method of making the same |
| EP3321408A4 (en) * | 2015-07-06 | 2019-03-13 | Mitsui Chemicals, Inc. | SPONGE NON-MATERIAL AND SANITARY PRODUCTS |
| WO2019167851A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | スパンボンド不織布 |
| CN111212939A (zh) * | 2017-10-17 | 2020-05-29 | 东丽株式会社 | 纺粘无纺布 |
| WO2020226950A1 (en) * | 2019-05-03 | 2020-11-12 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| US11149360B2 (en) | 2017-06-30 | 2021-10-19 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11160694B2 (en) * | 2017-01-31 | 2021-11-02 | The Procter & Gamble Company | Three-dimensional substrates and absorbent articles having the same |
| US11214893B2 (en) | 2017-06-30 | 2022-01-04 | The Procter & Gamble Company | Shaped nonwoven |
| US11999150B2 (en) | 2019-05-03 | 2024-06-04 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2719524C1 (ru) * | 2016-08-23 | 2020-04-21 | Одзи Холдингз Корпорейшн | Фильерный нетканый материал, лист и впитывающее изделие |
| JP2018145536A (ja) * | 2017-03-01 | 2018-09-20 | 出光興産株式会社 | スパンボンド不織布 |
| JP6976698B2 (ja) * | 2017-03-14 | 2021-12-08 | 旭化成株式会社 | カイロ用長繊維不織布、及びこれを用いた使い捨てカイロ |
| WO2018189780A1 (ja) * | 2017-04-10 | 2018-10-18 | 花王株式会社 | 複合伸縮部材及びそれを備えた使い捨ておむつ |
| JP6972944B2 (ja) * | 2017-11-09 | 2021-11-24 | 王子ホールディングス株式会社 | 熱可塑性シートの熱加工装置 |
| WO2020066622A1 (ja) * | 2018-09-28 | 2020-04-02 | 東レ株式会社 | スパンボンド不織布 |
| JP6557440B1 (ja) * | 2019-01-25 | 2019-08-07 | 三井化学株式会社 | スパンボンド不織布、スパンボンド不織布の製造方法、エンボスロール |
| CN109750418B (zh) * | 2019-01-30 | 2020-12-18 | 寿光市万虹无纺布有限公司 | 一种超宽幅可拼接无纺布及其制备方法 |
| CN110894642B (zh) * | 2019-12-16 | 2021-06-22 | 中科纺织研究院(青岛)有限公司 | 一种甲壳素改性pp纺粘无纺布 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192803A (ja) * | 1988-01-23 | 1989-08-02 | Asahi Chem Ind Co Ltd | 新規な使い捨て衛生材料 |
| JP2000336569A (ja) * | 1999-05-26 | 2000-12-05 | Oji Paper Co Ltd | 柔軟化長繊維不織布 |
| WO2011030893A1 (ja) * | 2009-09-14 | 2011-03-17 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| JP2012072535A (ja) * | 2010-08-30 | 2012-04-12 | Asahi Kasei Fibers Corp | 柔軟性のある長繊維不織布 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3370791B2 (ja) * | 1994-09-13 | 2003-01-27 | 昭和電工株式会社 | ポリプロピレン樹脂組成物およびその製造方法 |
| KR20010023057A (ko) * | 1997-08-19 | 2001-03-26 | 가즈토 도미나가 | 프로필렌계 중합체 조성물 및 이로부터 제조된 필름 |
| BRPI0708134A2 (pt) * | 2006-02-21 | 2011-05-17 | Ahlstroem Oy | método para a manufatura de uma tela não-tecida e tela não-tecida |
| US20100168704A1 (en) * | 2008-12-31 | 2010-07-01 | Thomas Oomman P | Method of forming an elastic laminate including a cross-linked elastic film |
| PL2616580T3 (pl) * | 2010-09-14 | 2014-08-29 | Thueringisches Inst Fuer Textil Und Kunststoff Forschung E V | Włóknina spod filiery o wysokiej funkcjonalności wytworzona z włókien zawierających cząstki i sposób jej wytwarzania |
-
2013
- 2013-01-22 JP JP2013008997A patent/JP6115146B2/ja active Active
- 2013-11-11 KR KR1020157021567A patent/KR101786630B1/ko active IP Right Grant
- 2013-11-11 CN CN201380071110.0A patent/CN105008607B/zh active Active
- 2013-11-11 BR BR112015017418A patent/BR112015017418A2/pt not_active Application Discontinuation
- 2013-11-11 EA EA201591136A patent/EA030981B1/ru not_active IP Right Cessation
- 2013-11-11 NZ NZ709533A patent/NZ709533A/en not_active IP Right Cessation
- 2013-11-11 AU AU2013374986A patent/AU2013374986B2/en not_active Ceased
- 2013-11-11 MY MYPI2015001846A patent/MY177718A/en unknown
- 2013-11-11 WO PCT/JP2013/080416 patent/WO2014115401A1/ja active Application Filing
-
2015
- 2015-06-30 PH PH12015501500A patent/PH12015501500A1/en unknown
- 2015-11-17 HK HK15111326.5A patent/HK1210508A1/xx not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192803A (ja) * | 1988-01-23 | 1989-08-02 | Asahi Chem Ind Co Ltd | 新規な使い捨て衛生材料 |
| JP2000336569A (ja) * | 1999-05-26 | 2000-12-05 | Oji Paper Co Ltd | 柔軟化長繊維不織布 |
| WO2011030893A1 (ja) * | 2009-09-14 | 2011-03-17 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| JP2012072535A (ja) * | 2010-08-30 | 2012-04-12 | Asahi Kasei Fibers Corp | 柔軟性のある長繊維不織布 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3321408A4 (en) * | 2015-07-06 | 2019-03-13 | Mitsui Chemicals, Inc. | SPONGE NON-MATERIAL AND SANITARY PRODUCTS |
| US10767296B2 (en) * | 2016-12-14 | 2020-09-08 | Pfnonwovens Llc | Multi-denier hydraulically treated nonwoven fabrics and method of making the same |
| US20180291543A1 (en) * | 2016-12-14 | 2018-10-11 | First Quality Nonwovens, Inc. | Multi-denier hydraulically treated nonwoven fabrics and method of making the same |
| US11160694B2 (en) * | 2017-01-31 | 2021-11-02 | The Procter & Gamble Company | Three-dimensional substrates and absorbent articles having the same |
| US11746441B2 (en) | 2017-06-30 | 2023-09-05 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11149360B2 (en) | 2017-06-30 | 2021-10-19 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11214893B2 (en) | 2017-06-30 | 2022-01-04 | The Procter & Gamble Company | Shaped nonwoven |
| US11634838B2 (en) | 2017-06-30 | 2023-04-25 | The Procter & Gamble Company | Shaped nonwoven |
| US11939701B2 (en) | 2017-06-30 | 2024-03-26 | The Procter & Gamble Company | Shaped nonwoven |
| CN111212939B (zh) * | 2017-10-17 | 2022-08-02 | 东丽株式会社 | 纺粘无纺布 |
| CN111212939A (zh) * | 2017-10-17 | 2020-05-29 | 东丽株式会社 | 纺粘无纺布 |
| JPWO2019167851A1 (ja) * | 2018-02-28 | 2021-01-07 | 東レ株式会社 | スパンボンド不織布 |
| WO2019167851A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | スパンボンド不織布 |
| JP7283386B2 (ja) | 2018-02-28 | 2023-05-30 | 東レ株式会社 | スパンボンド不織布 |
| WO2020226950A1 (en) * | 2019-05-03 | 2020-11-12 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| US11999150B2 (en) | 2019-05-03 | 2024-06-04 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| US12043019B2 (en) | 2019-05-03 | 2024-07-23 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6115146B2 (ja) | 2017-04-19 |
| KR101786630B1 (ko) | 2017-10-18 |
| HK1210508A1 (en) | 2016-04-22 |
| EA201591136A1 (ru) | 2016-04-29 |
| PH12015501500B1 (en) | 2015-09-28 |
| NZ709533A (en) | 2016-05-27 |
| AU2013374986A1 (en) | 2015-07-16 |
| KR20150105980A (ko) | 2015-09-18 |
| CN105008607B (zh) | 2017-09-29 |
| JP2014141752A (ja) | 2014-08-07 |
| EA030981B1 (ru) | 2018-10-31 |
| MY177718A (en) | 2020-09-23 |
| BR112015017418A2 (pt) | 2017-07-11 |
| CN105008607A (zh) | 2015-10-28 |
| PH12015501500A1 (en) | 2015-09-28 |
| AU2013374986B2 (en) | 2016-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6115146B2 (ja) | スパンボンド不織布 | |
| JP4599366B2 (ja) | メルトフローレートの高い繊維を含有する柔軟で伸張性のある不織布ウェブ | |
| JP6618002B2 (ja) | 捲縮繊維及び不織布 | |
| US9693912B2 (en) | Spunbonded nonwoven fabrics | |
| CN107835876B (zh) | 纺粘无纺织物及卫生材料 | |
| JP7221987B2 (ja) | 捲縮型複合纎維の不織布及びその積層体、並びにその物品 | |
| TWI770366B (zh) | 紡黏不織布 | |
| CN109640909B (zh) | 纺粘无纺布、片材和吸收性物品 | |
| JP6771012B2 (ja) | メルトブロー不織布 | |
| WO2018139523A1 (ja) | スパンボンド不織布 | |
| JPWO2018092444A1 (ja) | スパンボンド不織布およびその製造方法 | |
| JP2019026955A (ja) | スパンボンド不織布 | |
| CN111587303B (zh) | 纺粘无纺布、卫生材料及纺粘无纺布的制造方法 | |
| JP7172250B2 (ja) | スパンボンド不織布 | |
| JP7376675B2 (ja) | 巻縮型複合繊維の不織布、及びその積層体、並びにその物品 | |
| WO2020067516A1 (ja) | ホットメルト裏抜け抑制不織布 | |
| JP2020196962A (ja) | スパンボンド不織布 | |
| JP7211070B2 (ja) | スパンボンド不織布 | |
| JP7376676B2 (ja) | 巻縮型複合纎維の不織布、及びその積層体、並びにその物品 | |
| JP7378419B2 (ja) | 不織布及びその製造方法 | |
| KR20240105379A (ko) | 스펀본드 부직포 | |
| JP2020196961A (ja) | スパンボンド不織布 | |
| TW202142756A (zh) | 紡黏不織布 | |
| JP2018053399A (ja) | スパンボンド不織布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13873104 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12015501500 Country of ref document: PH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 201591136 Country of ref document: EA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201504366 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2013374986 Country of ref document: AU Date of ref document: 20131111 Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015017418 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 20157021567 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13873104 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 112015017418 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150721 |