WO2014014063A1 - 一次防錆塗料組成物およびその用途 - Google Patents
一次防錆塗料組成物およびその用途 Download PDFInfo
- Publication number
- WO2014014063A1 WO2014014063A1 PCT/JP2013/069538 JP2013069538W WO2014014063A1 WO 2014014063 A1 WO2014014063 A1 WO 2014014063A1 JP 2013069538 W JP2013069538 W JP 2013069538W WO 2014014063 A1 WO2014014063 A1 WO 2014014063A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- zinc
- powder
- primary
- coating composition
- rust
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D183/00—Coating compositions based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Coating compositions based on derivatives of such polymers
- C09D183/02—Polysilicates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/24—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D183/00—Coating compositions based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Coating compositions based on derivatives of such polymers
- C09D183/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/10—Anti-corrosive paints containing metal dust
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/10—Anti-corrosive paints containing metal dust
- C09D5/103—Anti-corrosive paints containing metal dust containing Al
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/10—Anti-corrosive paints containing metal dust
- C09D5/106—Anti-corrosive paints containing metal dust containing Zn
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/48—Stabilisers against degradation by oxygen, light or heat
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/66—Additives characterised by particle size
- C09D7/69—Particle size larger than 1000 nm
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/70—Additives characterised by shape, e.g. fibres, flakes or microspheres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0893—Zinc
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
Definitions
- the third method is to dilute the primary anti-corrosion paint with a large amount of organic solvent to lower the solid content concentration of the paint.
- This method is a realistic method that can be applied to a thin film at present, but as a result, the amount of volatile organic compounds (VOC) generated per coating area increases, and there is a problem in terms of environmental impact. Even if a thin coating film is obtained, the amount of binder per unit area of the steel sheet surface to be coated is reduced, the covering effect is lost, and the rust prevention function of the steel sheet is reduced.
- VOC volatile organic compounds
- the weight average molecular weight (Mw) of the siloxane-based binder (A) is 1000 to 6000, preferably 1200 to 5000, and more preferably 1300 to 4000.
- Mw is a value in terms of standard polystyrene measured by a gel permeation chromatography (GPC) method, and details thereof are as described in Examples.
- the mass ratio ((B) / (A)) in the coating obtained by mixing the main ingredient component and the pigment paste component is within the above range. It is preferable to adjust.
- a preferred embodiment of the coating composition of the present invention preferably contains spherical zinc-based powder (b-2) together with scaly zinc-based powder (b-1).
- the content of the scaly zinc-based powder (b-1) is 15 to 90% by mass with respect to the total content of zinc powder (B) being 100% by mass
- the spherical zinc-based powder (b-2) Is preferably 10 to 85% by mass
- the content of scaly zinc-based powder (b-1) is 15 to 70% by mass
- the content of spherical zinc-based powder (b-2) is More preferably, it is 30 to 85% by mass.
- the scaly zinc-based powder (b-1) preferably has a median diameter (D50) of 30 ⁇ m or less and an average thickness of 1 ⁇ m or less; a median diameter (D50) of 5 to 20 ⁇ m and an average thickness A thickness of 0.2 to 0.9 ⁇ m is more preferable. Further, the aspect ratio (median diameter / average thickness) represented by the ratio between the median diameter (D50) and the average thickness is preferably 10 to 150, and more preferably 20 to 100.
- the median diameter can be measured using a laser scattering diffraction type particle size distribution measuring apparatus, for example, “SALD 2200” (trade name; manufactured by Shimadzu Corporation).
- SALD 2200 trade name; manufactured by Shimadzu Corporation
- the average thickness was determined by observing the scaly zinc-based powder (b-1) using a scanning electron microscope (SEM), for example, “XL-30” (trade name; manufactured by Philips), and several tens to several hundreds. It can be calculated by measuring the thickness of the powder particles and determining the average value.
- the spherical zinc-based powder (b-2) preferably has a median diameter (D50) of 2 to 15 ⁇ m, more preferably 2 to 7 ⁇ m.
- the median diameter can be measured using a laser scattering diffraction type particle size distribution measuring device, for example, “SALD 2200” (trade name; manufactured by Shimadzu Corporation).
- the above-mentioned (C) is particularly preferable from the viewpoint of enhancing the anticorrosive effect of the spherical zinc-based powder. It is preferable to use together.
- the conductive pigment serves to connect the zinc particles, and these energization effects can be supplemented.
- an effective sacrificial anticorrosive effect can be obtained and good rust prevention properties can be exhibited.
- Examples of commercially available anticorrosive pigments include, for example, zinc phosphate-based (aluminum) compound: LF Bousei CP-Z (trade name; manufactured by Kikuchi Color Co., Ltd.), zinc phosphite-based (calcium) compound: PROTEX YM- 70 (trade name; manufactured by Taihei Chemical Industry Co., Ltd.), zinc phosphite-based (strontium) compound: Protex YM-92NS (trade name; manufactured by Taihei Chemical Industrial Co., Ltd.), aluminum tripolyphosphate compound: K White # 84 (trade name; manufactured by Teika Co., Ltd.), cyanamide zinc compound: LF Bousei ZK-32 (manufactured by Kikuchi Color Co., Ltd.).
- the coating composition of the present invention contains one or both of molybdenum (metal molybdenum) and a molybdenum compound as a zinc antioxidant (so-called white rust inhibitor). It is preferable to contain.
- molybdenum compounds include molybdenum oxides such as molybdenum trioxide, molybdenum sulfide, molybdenum halides, molybdic acid, ammonium molybdate, phosphomolybdic acid, silicomolybdic acid, alkali metal salts of molybdic acid, and alkalis of phosphomolybdic acid.
- molybdenum oxides such as molybdenum trioxide, molybdenum sulfide, molybdenum halides
- molybdic acid ammonium molybdate
- phosphomolybdic acid phosphomolybdic acid
- silicomolybdic acid alkali metal salts of molybdic acid
- alkalis of phosphomolybdic acid alkalis of phosphomolybdic acid.
- the total content of molybdenum and molybdenum compounds is preferably 0.05 to 5.0 parts by mass, more preferably 100 parts by mass of zinc powder (B).
- the amount is 0.3 to 3.0 parts by mass, more preferably 0.5 to 2.0 parts by mass.
- An anti-settling agent may be used alone or in combination of two or more.
- the amount of paint used per painted area can be reduced along with this, the amount of VOC generated per painted area is usually 95 g / m 2 or less, which has little impact on the environment. Accordingly, the content of zinc powder (B) per painted area is usually 36 g / m 2 or less, which is excellent in terms of resource protection.
- the antirust property after long-term exposure of a coating film is excellent, and even if compared with the inorganic zinc primary antirust coating material currently spread widely.
- the top coat adhesion of the coating film is excellent, and various top coating paints can be coated on the primary anticorrosive coating film of the present invention. (4) Since the coating film is thin, the processing speed can be increased in the welding / cutting step of the steel sheet.
- the primary rust preventive coating composition of the present invention is usually used as a two-component composition. That is, the coating composition is usually composed of a main ingredient component (vehicle) and a pigment paste component. It is preferable to prepare the primary rust preventive paint by storing the main ingredient component and the pigment paste component in separate containers before use, and thoroughly stirring and mixing them immediately before use.
- the main component usually contains a siloxane-based binder (A) and an organic solvent.
- the main component may be prepared by mixing the siloxane-based binder (A) and an organic solvent; hydrochloric acid or the like is added to a mixed solution of at least one selected from alkylsilicate and methyltrialkoxysilane and the organic solvent. It may be prepared by adding and stirring to form a partially hydrolyzed condensate.
- the main ingredient component may contain a film-forming main element such as a binder other than the siloxane-based binder (A).
- the method for producing a substrate with a rust preventive coating and a substrate with a primary rust preventive coating film according to the present invention includes a step of painting the above-mentioned primary rust preventive coating composition on a substrate surface such as a steel plate (painting step), It has the process (curing process) which hardens a coating composition and forms a primary antirust coating film.
- the above coating conditions are set so that the average dry film thickness is, for example, 15 to 30 ⁇ m.
- the primary rust preventive coating composition of the present invention has PVC set in a specific range as described above, and the interparticle distance of the pigment component in the coating film is appropriately maintained, the scaly zinc-based composition
- the flat surface of the powder (b-1) is oriented substantially parallel to the coating film surface, and the thickness direction of the scaly zinc-based powder (b-1) is the direction perpendicular to the substrate surface. Since the average thickness of the flaky zinc-based powder (b-1) is usually as thin as 1 ⁇ m or less, a thin coating film can be obtained as a result. Therefore, it is possible to stably form a thin-film primary rust-preventive coating film without reducing the coating material discharge flow rate of the coating machine, and there is no problem of the above (i) to (iii).
- Preparation Example 2-6 Preparation of pigment paste component 6 1.3 parts TIXOGEL MPZ (trade name; manufactured by Rockwood Clay Additives GmbH) as an anti-settling agent, 6.3 parts xylene, 3.1 parts as an organic solvent Of butyl acetate and 4.1 parts of isobutyl alcohol were charged into a polyethylene container, glass beads were added, and the mixture was shaken with a paint shaker for 3 hours. Next, 20.0 parts of STANDART Zinc flake GTT (trade name; manufactured by ECKART GmbH) was added as scaly zinc powder, and the mixture was further shaken for 5 minutes to disperse the pigment component. Thereafter, the glass beads were removed using an 80-mesh net to prepare pigment paste component 6.
- TIXOGEL MPZ trade name; manufactured by Rockwood Clay Additives GmbH
- Preparation Example 2-7 Preparation of pigment paste component 7
- F-2000 which is a spherical zinc powder
- Pigment paste component 7 was prepared in the same manner as in Preparation Example 2-6 except that the product name (manufactured by Honjo Chemical Co., Ltd.) was used.
- Preparation Examples 2-8, 2-9 Preparation of Pigment Paste Components 8 and 9
- 4.0 parts of zinc oxide (zinc oxide; Huxitec Co., Ltd.) together with zinc powder Pigment paste components 8 and 9 were prepared in the same manner as in the above preparation example, except that (manufactured) was added.
- Preparation Example 2-10 Preparation of pigment paste component 10 1.5 parts of TIXOGEL MPZ (trade name; manufactured by Rockwood Clay Additives GmbH) as an anti-settling agent, 7.5 parts of xylene as an organic solvent, 3.8 parts Butyl acetate and 5.0 parts of isobutyl alcohol were charged into a polyethylene container, glass beads were added, and the mixture was shaken for 3 hours in a paint shaker.
- TIXOGEL MPZ trade name; manufactured by Rockwood Clay Additives GmbH
- Pigment paste component 11 was prepared in the same manner as Preparation Example 2-10 except that the amount of the conductive pigment was changed to 8 parts in Preparation Example 2-10. Prepared.
- Example 1B to 2B Comparative Examples 1B to 2B
- the solution of the alkyl silicate condensate 1 as the main component, the pigment paste components 6 to 9 as the pigment paste components, and the ratio of the condensate 1 solution to the components contained in the pigment paste components 6 to 9 are listed in Table 1B.
- pretreatment was performed by adding a small amount of neutral detergent in the zinc powder and ultrasonically dispersing for 5 minutes, and using a device in which a small amount of neutral detergent was added to ion-exchanged water as the circulating water of the apparatus.
- the pretreated sample was put into this circulating water and the median diameter was measured, and the dispersion time at the time of measurement was 1 minute.
- the average thickness was determined by attaching the sample on the cellophane tape and observing the surface with a scanning electron microscope (SEM) “XL-30” (trade name; manufactured by Philips), with the thickness direction of the sample in the observation direction. A sample perpendicular to the sample was randomly extracted at 30 points, the thickness of the particles was measured, and the average value was calculated. The specific surface area was measured using “Flowsorb II 2300” (trade name; manufactured by Shimadzu Corporation).
- test plate was placed on an outdoor exposure stand (in the site of Otake Laboratory, China Paint Co., Ltd.) and left for 2 months or 3 months.
- the test plate is fixed in a tilted state so that the painted surface of the test plate faces the south side and the test plate is 45 degrees with respect to the horizontal.
Abstract
Description
本発明の一次防錆塗料組成物は、シロキサン系結合剤(A)と鱗片状亜鉛系粉末(b-1)を含む亜鉛末(B)とを含有する。また、前記組成物は、前記結合剤(A)以外の他の結合剤等の塗膜形成主要素、前記亜鉛末(B)以外の他の顔料成分、添加剤、有機溶剤等から選択される1種または2種以上をさらに含有してもよい。
塗膜形成主要素とは、塗膜を形成するために必要な主要素である。例えば、重合油、天然樹脂、合成樹脂、セルロール誘導体等の高分子物質が、塗膜形成主要素に分類される。以下のシロキサン系結合剤(A)や他の結合剤は、塗膜形成主要素に分類される。
本発明の塗料組成物は、シロキサン系結合剤(A)を必須成分として含有する。
本発明の塗料組成物は、本発明の目的・効果を損なわない範囲で、シロキサン系結合剤(A)以外の他の結合剤を含有してもよい。他の結合剤としては、例えば、ポリビニルブチラール樹脂が挙げられる。ポリビニルブチラール樹脂の市販品としては、例えば、エスレックB BM-2(商品名;積水化学工業(株)製)が挙げられる。
顔料成分としては、例えば、鱗片状亜鉛系粉末(b-1)、球状亜鉛系粉末(b-2)等の亜鉛末(B)、前記(B)以外の導電性顔料(C)、前記(B)および(C)以外の防錆顔料、前記(B)および(C)以外の無機粉末、モリブデン、モリブデン化合物が挙げられる。本発明の塗料組成物は鱗片状亜鉛系粉末(b-1)を必須成分として含有し、前記他の顔料成分を更に含有してもよい。
本発明の塗料組成物は、亜鉛末(B)を含有する。
本発明の塗料組成物は、鱗片状亜鉛系粉末(b-1)を必須成分として含有する。
本発明の塗料組成物の一好適態様は、球状亜鉛系粉末(b-2)を含有する。
本発明の塗料組成物は、導電性顔料(C)を含有してもよい。前記(C)を併用することで、亜鉛の電気防食作用が効果的となり防錆性を向上させる点で好ましい。鱗片状亜鉛系粉末(b-1)とともに球状亜鉛系粉末(b-2)を用いる場合、特に亜鉛末(B)100質量%に対して鱗片状亜鉛系粉末(b-1)の含有量が15~70質量%であり、球状亜鉛系粉末(b-2)の含有量が30~85質量%である場合は、特に球状亜鉛系粉末の電気防食効果を高める観点から、前記(C)を併用することが好ましい。
本発明の塗料組成物は、補助的に塗膜の防錆性を確保する目的で、亜鉛末(B)および導電性顔料(C)以外の防錆顔料を含有してもよい。防錆顔料としては、例えば、リン酸亜鉛系化合物、リン酸カルシウム系化合物、リン酸アルミニウム系化合物、リン酸マグネシウム系化合物、亜リン酸亜鉛系化合物、亜リン酸カルシウム系化合物、亜リン酸アルミニウム系化合物、亜リン酸ストロンチウム系化合物、トリポリリン酸アルミニウム系化合物、シアナミド亜鉛系化合物、ホウ酸塩化合物、ニトロ化合物、複合酸化物が挙げられる。
本発明の塗料組成物は、亜鉛化合物粉末(ただし、酸化亜鉛、リン酸亜鉛系化合物、亜リン酸亜鉛系化合物、シアナミド亜鉛系化合物を除く。)、鉱物粉末、アルカリガラス粉末、および熱分解ガスを発生する無機化合物粉末から選択される少なくとも1種の無機粉末を含有していてもよい。
本発明の塗料組成物は、モリブデン(金属モリブデン),モリブデン化合物の一方または双方を含有することができる。これらは、亜鉛の酸化防止剤(いわゆる白錆抑制剤)として作用する。
本発明の塗料組成物は、添加剤を含有してもよい。添加剤とは、塗料や塗膜の性能を向上させ、または保持するために用いられる材料である。添加剤としては、例えば、沈降防止剤、乾燥剤、流動性調整剤、消泡剤、分散剤、色分れ防止剤、皮張り防止剤、可塑剤、紫外線吸収剤が挙げられる。
沈降防止剤としては、例えば、有機ベントナイト系、酸化ポリエチレン系、ヒュームドシリカ系、アマイド系等の沈降防止剤が挙げられる。沈降防止剤の市販品としては、例えば、TIXOGEL MPZ(商品名;Rockwood Clay Additives GmbH製)、ディスパロン4200-20(商品名;楠本化成(株)製)、ディスパロンA630-20X(商品名;楠本化成(株)製)、AEROSIL 200(商品名;日本アエロジル(株)製)が挙げられる。
本発明の塗料組成物は、鱗片状亜鉛系粉末(b-1)等の亜鉛末(B)の分散性が向上すること、また塗装工程において鋼板へのなじみ性が良く、鋼板との密着性に優れた塗膜が得られることから、有機溶剤を含有することが好ましい。
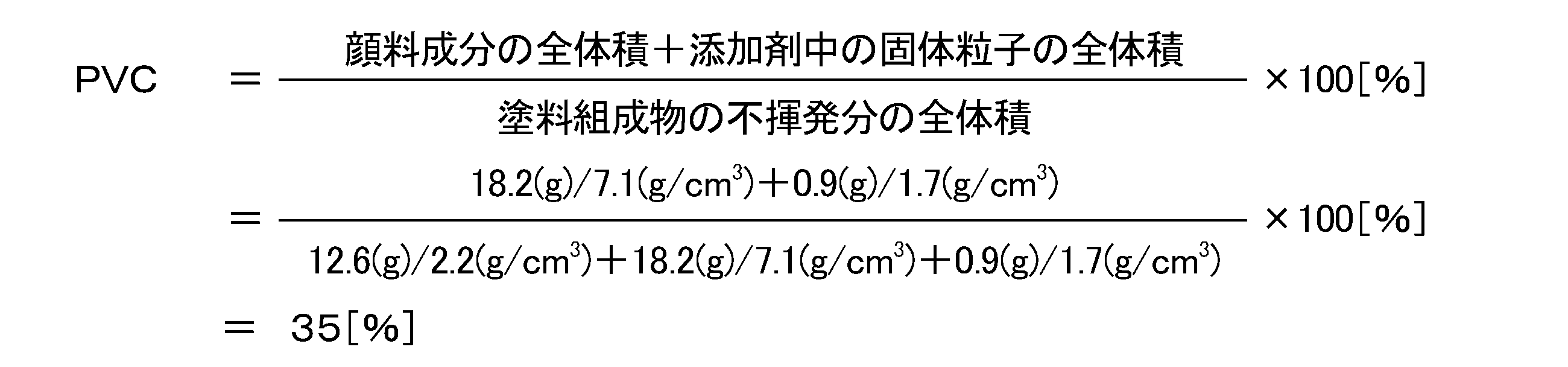
本発明の塗料組成物は、顔料体積濃度(PVC)が35~60%であるという要件を満たす。PVCは、好ましくは37~55%、より好ましくは40~52%である。本発明において顔料体積濃度(PVC)とは、本発明の塗料組成物の不揮発分全体中の、顔料成分と添加剤中の固体粒子とが占める割合(体積基準)を、百分率で表した濃度を指す。

本発明の一次防錆塗料組成物は、2液型組成物として通常用いられる。すなわち、前記塗料組成物は、通常、主剤成分(ビヒクル)と顔料ペースト成分とから構成される。使用前は主剤成分と顔料ペースト成分とを別容器に保存しておき、使用直前にこれらを充分に撹拌・混合して、一次防錆塗料を調製することが好ましい。
本発明の一次防錆塗膜は、上述の一次防錆塗料組成物から形成され;また、本発明の防錆塗膜付き基板は、鋼板等の基板と、前記基板表面に形成された、上述の一次防錆塗料組成物からなる一次防錆塗膜とを有する。
本発明の基板の防錆方法および一次防錆塗膜付き基板の製造方法は、鋼板等の基板表面に、上述の一次防錆塗料組成物を塗装する工程(塗装工程)、および塗装された前記塗料組成物を硬化させて一次防錆塗膜を形成する工程(硬化工程)を有する。
エチルシリケート40(コルコート(株)製)31.5g、工業用エタノール10.4g、脱イオン水5g、および35質量%塩酸0.1gを容器に仕込み、50℃で表1記載の時間攪拌した後、イソプロピルアルコール53gを加えて、アルキルシリケートの縮合物1~6を含有する溶液を調製した。
・装置:日本ウォーターズ社製 2695セパレ-ションモジュール
(Aliance GPC マルチシステム)
・カラム:東ソー社製 TSKgel Super H4000
TSKgel Super H2000
・溶離液:テトラヒドロフラン(THF)
・流速:0.6ml/min
・検出器:Shodex RI-104
・カラム恒温槽温度:40℃
・標準物質:ポリスチレン

沈降防止剤として0.9部のTIXOGEL MPZ(商品名;Rockwood Clay Additives GmbH製)と、有機溶剤として4.6部のキシレン、2.3部の酢酸ブチルおよび2.3部のイソブチルアルコールとをポリエチレン製容器に仕込み、ガラスビーズを加えてペイントシェーカーにて3時間振とうした。次いで、鱗片状亜鉛粉末として18.2部のSTANDART Zinc flake GTT(商品名;ECKART GmbH製)を加えて、さらに5分間振とうして顔料成分を分散させた。その後、80メッシュの網を用いてガラスビーズを除去して顔料ペースト成分1を調製した。
沈降防止剤として2.0部のTIXOGEL MPZ(商品名;Rockwood Clay Additives GmbH製)と、有機溶剤として58.0部のキシレン、10.0部の酢酸ブチルおよび10.0部のイソブチルアルコールとをポリエチレン製容器に仕込み、ガラスビーズを加えてペイントシェーカーにて3時間振とうした。次いで、球状亜鉛粉末として110.0部のF-2000(商品名;本荘ケミカル(株)製)を加えて、さらに5分間振とうして顔料成分を分散させた。その後、80メッシュの網を用いてガラスビーズを除去して顔料ペースト成分2を調製した。
調製例2-2において、有機溶剤として170.0部のキシレン、10.0部の酢酸ブチルおよび10.0部のイソブチルアルコールを用いたこと以外は調製例2-2と同様にして、顔料ペースト成分3を調製した。
調製例2-1において、鱗片状亜鉛粉末としてSTANDART Zinc flake G(商品名;ECKART GmbH製)を用いたこと以外は調製例2-1と同様にして、顔料ペースト成分4を調製した。
調製例2-1において、鱗片状亜鉛粉末としてSTANDART Zinc flake AT(商品名;ECKART GmbH製)を用いたこと以外は調製例2-1と同様にして、顔料ペースト成分5を調製した。
沈降防止剤として1.3部のTIXOGEL MPZ(商品名;Rockwood Clay Additives GmbH製)と、有機溶剤として6.3部のキシレン、3.1部の酢酸ブチルおよび4.1部のイソブチルアルコールとをポリエチレン製容器に仕込み、ガラスビーズを加えてペイントシェーカーにて3時間振とうした。次いで、鱗片状亜鉛粉末として20.0部のSTANDART Zinc flake GTT(商品名;ECKART GmbH製)を加えて、さらに5分間振とうして顔料成分を分散させた。その後、80メッシュの網を用いてガラスビーズを除去して顔料ペースト成分6を調製した。
調製例2-6において、鱗片状亜鉛粉末であるSTANDART Zinc flake GTT(商品名;ECKART GmbH製)にかえて球状亜鉛粉末であるF-2000(商品名;本荘ケミカル(株)製)を用いたこと以外は調製例2-6と同様にして、顔料ペースト成分7を調製した。
調製例2-6,2-7において、亜鉛粉末とともに4.0部の酸化亜鉛3種(酸化亜鉛;ハクスイテック(株)製)を加えたこと以外は前記調製例と同様にして、顔料ペースト成分8,9を調製した。
沈降防止剤として1.5部のTIXOGEL MPZ(商品名;Rockwood Clay Additives GmbH製)と、有機溶剤として7.5部のキシレン、3.8部の酢酸ブチルおよび5.0部のイソブチルアルコールとをポリエチレン製容器に仕込み、ガラスビーズを加えてペイントシェーカーにて3時間振とうした。次いで、鱗片状亜鉛粉末として4.8部のSTANDART Zinc flake GTT(商品名;ECKART GmbH製)、球状亜鉛粉末として19.2部のF-2000(商品名;本荘ケミカル(株)製)、および導電性顔料として4.8部の酸化亜鉛3種(酸化亜鉛;ハクスイテック(株)製)を加えて、さらに5分間振とうして顔料成分を分散させた。その後、80メッシュの網を用いてガラスビーズを除去して顔料ペースト成分10を調製した。
調製例2-10において、導電性顔料の配合量を8部に変更したこと以外は調製例2-10と同様にして、顔料ペースト成分11を調製した。
主剤成分としてアルキルシリケートの縮合物1~6の溶液と、顔料ペースト成分として顔料ペースト成分1~5とを、縮合物1~6の溶液と顔料ペースト成分1~5中の含有成分との比率が表1A~表3A記載の割合(質量基準)にて混合し、一次防錆塗料を調製した。
主剤成分としてアルキルシリケートの縮合物1の溶液と、顔料ペースト成分として顔料ペースト成分6~9とを、縮合物1の溶液と顔料ペースト成分6~9中の含有成分との比率が表1B記載の割合(質量基準)にて混合し、一次防錆塗料を調製した。
主剤成分としてアルキルシリケートの縮合物1の溶液と、顔料ペースト成分として顔料ペースト成分10または11とを、縮合物1の溶液と顔料ペースト成分10または11中の含有成分との比率が表1C記載の割合(質量基準)にて混合し、一次防錆塗料を調製した。
主剤成分としてアルキルシリケートの縮合物1の溶液と、鱗片状亜鉛粉末、球状亜鉛粉末、導電性顔料、沈降防止剤および有機溶剤を含有する顔料ペースト成分とを、含有成分の比率が表2C記載の割合(質量基準)にて混合し、一次防錆塗料を調製した。顔料ペースト成分の調製は、調製例2-10に準じた。
主剤成分としてアルキルシリケートの縮合物1の溶液と、鱗片状亜鉛粉末、球状亜鉛粉末、沈降防止剤および有機溶剤を含有する顔料ペースト成分とを、含有成分の比率が表3C記載の割合(質量基準)にて混合し、一次防錆塗料を調製した。顔料ペースト成分の調製は、調製例2-10に準じた。
アルキルシリケートの縮合物1の溶液(縮合物1のMw=1500)を50g分取し、これを攪拌しながら、エスレックB BM-2(積水化学工業(株)製)3.1gを加えた溶液を調製した。同様にして、縮合物1を含有する溶液41.0gに対して前記「エスレック」3.8gを加えた溶液、縮合物1を含有する溶液38.0gに対して前記「エスレック」4.0gを加えた溶液をそれぞれ調製した。
・アルキルシリケートの縮合物1~6の溶液:調製例1で得られた各溶液(調製例1で得られた各溶液100gにおいて、アルキルシリケートの縮合物1~6のSiO2換算の含有量=エチルシリケート40の質量(31.5g)×エチルシリケート40のSiO2換算の質量濃度(約40質量%)=12.6g;SiO2の比重=2.2g/cm3)
・ポリビニルブチラール樹脂:エスレックB BM-2(積水化学工業(株)製)
・鱗片状亜鉛粉末:
STANDART Zinc flake GTT(ECKART GmbH製;比重=7.1g/cm3;メディアン径(D50)=17μm、平均厚さ=0.7μm、アスペクト比(メディアン径/平均厚さ)=24;比表面積=1.67m2/g)(D50は、(株)島津製作所製レーザー散乱回折式粒度分布測定装置「SALD 2200」を用いて3サンプルのメディアン径を測定した値の平均値である。なお、サンプルに対して、亜鉛粉末中に少量の中性洗剤を添加し5分間超音波分散することにより前処理を行った。さらに装置の循環水としてイオン交換水に中性洗剤を少量添加したものを用い、この循環水に前処理したサンプルを投入しメディアン径の測定を実施した。測定時の分散時間は1分とした。
STANDART Zinc flake AT(ECKART GmbH製;比重=7.1g/cm3;メディアン径(D50)=20μm、平均厚さ=0.4μm、アスペクト比(メディアン径/平均厚さ)=50)
・球状亜鉛粉末:F-2000(本荘ケミカル(株)製;比重=7.1g/cm3;メディアン径(D50)=5μm;比表面積=0.54m2/g)
・酸化亜鉛:酸化亜鉛3種(ハクスイテック(株)製)
・沈降防止剤:TIXOGEL MPZ
(Rockwood Clay Additives GmbH製;比重=1.7g/cm3)
〔顔料体積濃度(PVC)の算出〕
PVCの算出の一例(実施例1A)をあげると、以下のとおりである。
従来の一次防錆塗料(比較例13Aの塗料)からなる塗膜の平均乾燥膜厚が15μmとなるようにライン塗装機(装置名:SP用コンベア塗装機、竹内工作所(株)製)のライン条件(ライン速度:10m/min、塗装圧力:0.2Mpa)を調整した。このライン条件で、実施例および比較例で得られた一次防錆塗料を用いて、以下の(1)~(3)に記載した条件に基づき試験板を作成し、以下の(1)~(3)に記載した評価を行った。
サンドブラスト処理板(JIS G3101,SS400、寸法:150mm×70mm×2.3mm)のブラスト処理面に、ライン塗装機を用いて一次防錆塗料を塗装した。次いで、JIS K5600 1-6の規格に従い、温度23℃、相対湿度50%の恒温室内で1週間乾燥させて、一次防錆塗膜と前記処理板とからなる試験板を作成した。下記表には、この一次防錆塗膜の平均乾燥膜厚を記載した。平均乾燥膜厚は、電磁式膜厚計「LE-370」(商品名;(株)ケット科学研究所製)を用いて測定した。
10:発錆を認めない、または発錆の面積比率は0.01%以下
9:極僅かな発錆、または発錆の面積比率は0.01%を超え0.03%以下
8:僅かな発錆、または発錆の面積比率は0.03%を超え0.1%以下
7:発錆の面積比率は0.1%を超え0.3%以下
6:明瞭な点錆、または発錆の面積比率は0.3%を超え1%以下
5:発錆の面積比率は1%を超え3%以下
4:発錆の面積比率は3%を超え10%以下
3:発錆の面積比率は10%を超え1/6(16%)以下
2:発錆の面積比率は1/6(16%)を超え1/3(33%)以下
1:発錆の面積比率は1/3(33%)を超え1/2(50%)以下
0:発錆の面積比率はほぼ1/2(50%)を超え100%まで
[白錆の発生状態の評価基準]
10:白錆を認めない、または白錆の面積比率は0.01%以下
9:極僅かな白錆、または白錆の面積比率は0.01%を超え0.03%以下
8:僅かな白錆、または白錆の面積比率は0.03%を超え0.1%以下
7:白錆の面積比率は0.1%を超え0.3%以下
6:明瞭な白錆の点、または白錆の面積比率は0.3%を超え1%以下
5:白錆の面積比率は1%を超え3%以下
4:白錆の面積比率は3%を超え10%以下
3:白錆の面積比率は10%を超え1/6(16%)以下
2:白錆の面積比率は1/6(16%)を超え1/3(33%)以下
1:白錆の面積比率は1/3(33%)を超え1/2(50%)以下
0:白錆の面積比率はほぼ1/2(50%)を超え100%まで
(2)上塗り塗膜の付着性
サンドブラスト処理板(JIS G3101,SS400、寸法:150mm×70mm×2.3mm)のブラスト処理面に、ライン塗装機を用いて一次防錆塗料を塗装した。次いで、JIS K5600 1-6の規格に従い、温度23℃、相対湿度50%の恒温室内で1週間放置して、下記表記載の平均乾燥膜厚を有する一次防錆塗膜を形成した。この一次防錆塗膜上に、ハイソリッドのエポキシ塗料(商品名:ノバ2000、中国塗料(株)製)をエアスプレーガンで塗装した後、1週間放置して膜厚320μmの硬化塗膜(上塗り塗膜)を形成した。
2枚のサンドブラスト処理板(JIS G3101,SS400、下板寸法:600mm×100mm×12mm、上板寸法:600mm×50mm×12mm)の表面に、ライン塗装機を用いて一次防錆塗料を塗装した。次いで、JIS K5600 1-6の規格に従い、温度23℃、相対湿度50%の恒温室内で1週間乾燥させて、下記表記載の平均乾燥膜厚を有する、図1(a)に示されるような上板および下板を準備した。図1(a)~(c)において、サンドブラスト処理板のうちの密な斜線部は塗装箇所を示す。




表1A~表3Aより、以下の点が示される。

表1Bより、以下の点が示される。
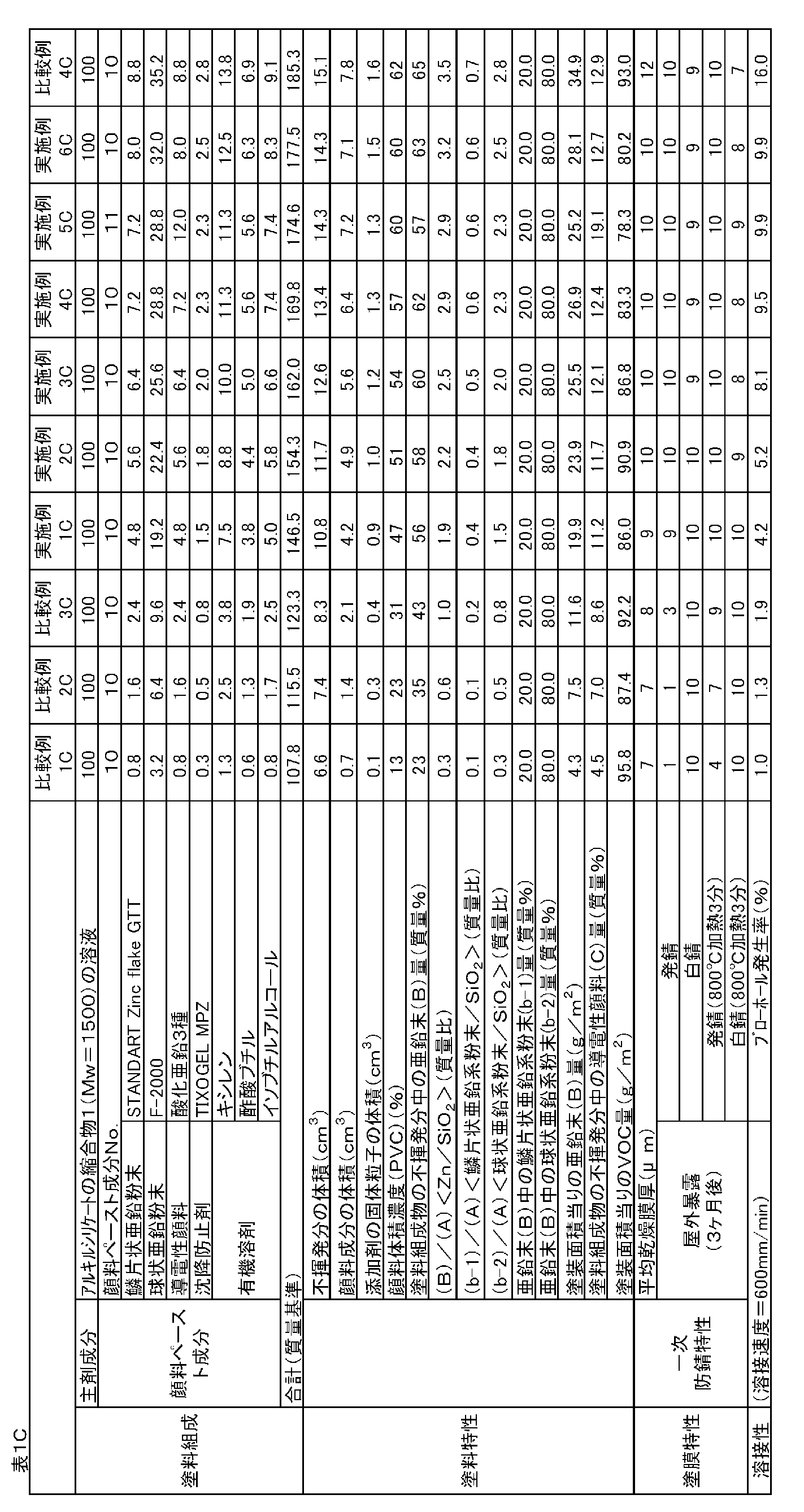
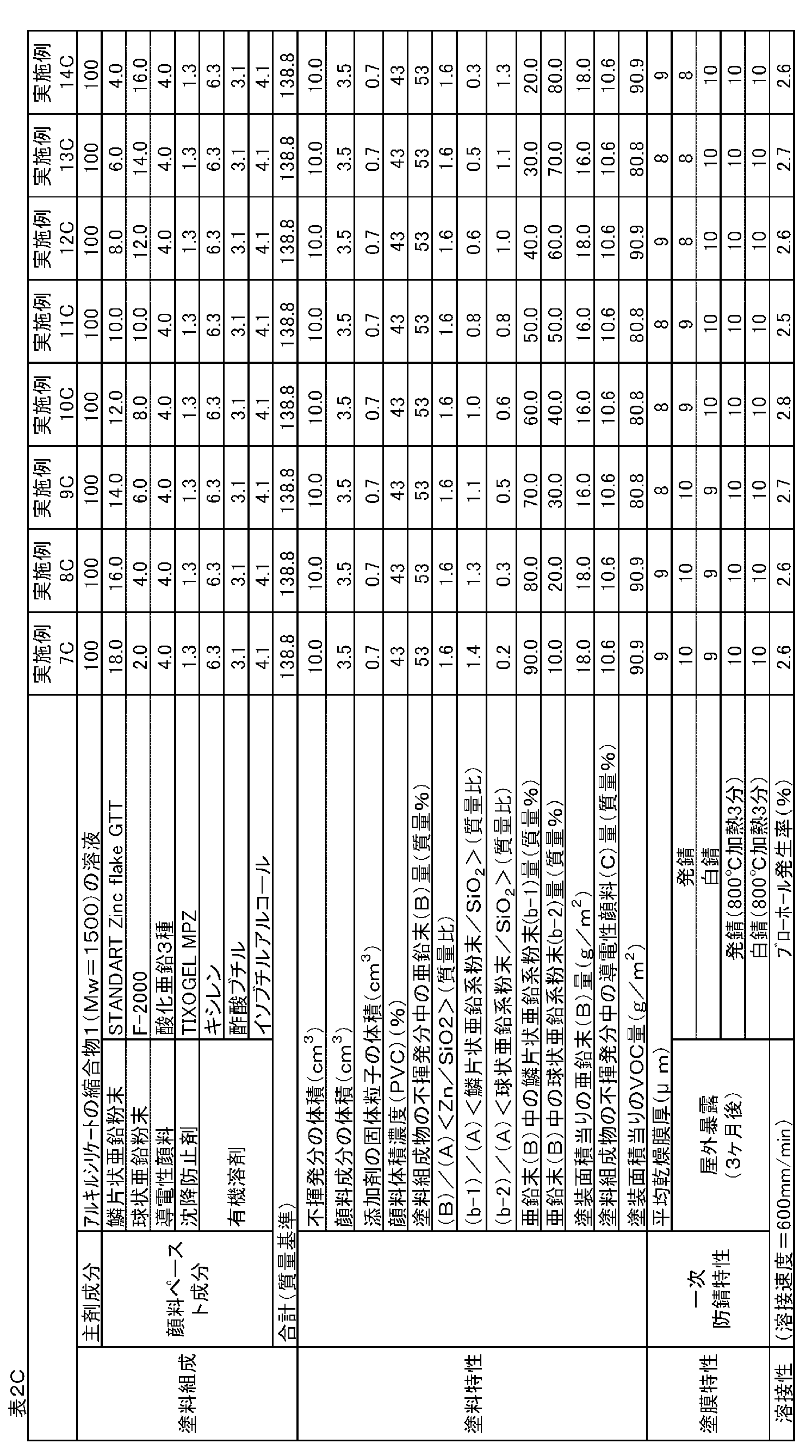

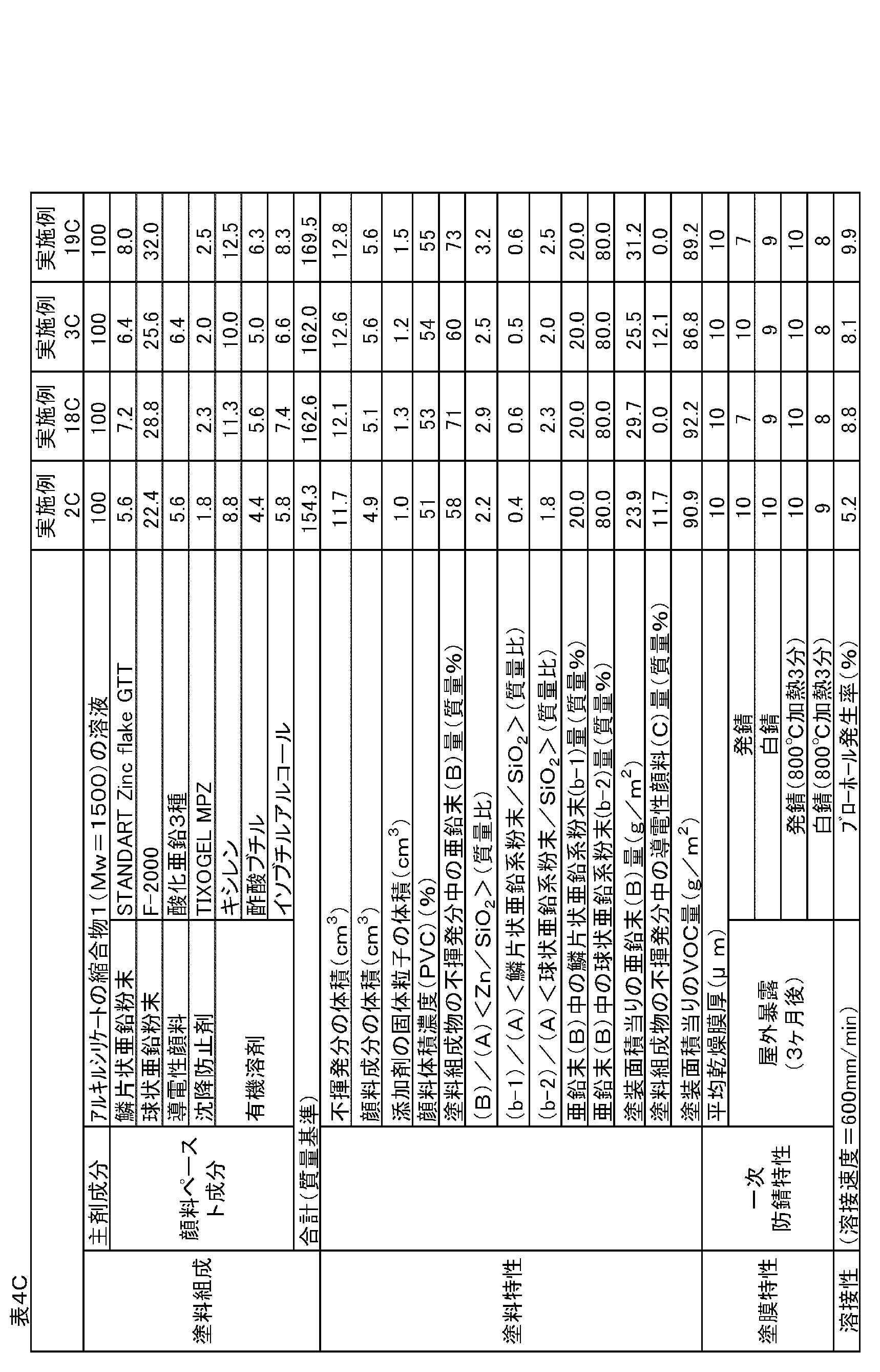
表1Cより、鱗片状亜鉛粉末および球状亜鉛粉末の併用系において、発錆防止性については、PVCが35%以上の場合は良好であったのに対して、PVCが35%未満の場合は不良であり;溶接性については、PVCが60%以下の場合、ブローホール発生率が10%以下で良好であったのに対して、PVCが60%を超える場合、ブローホール発生率が10%を超え不良であった。
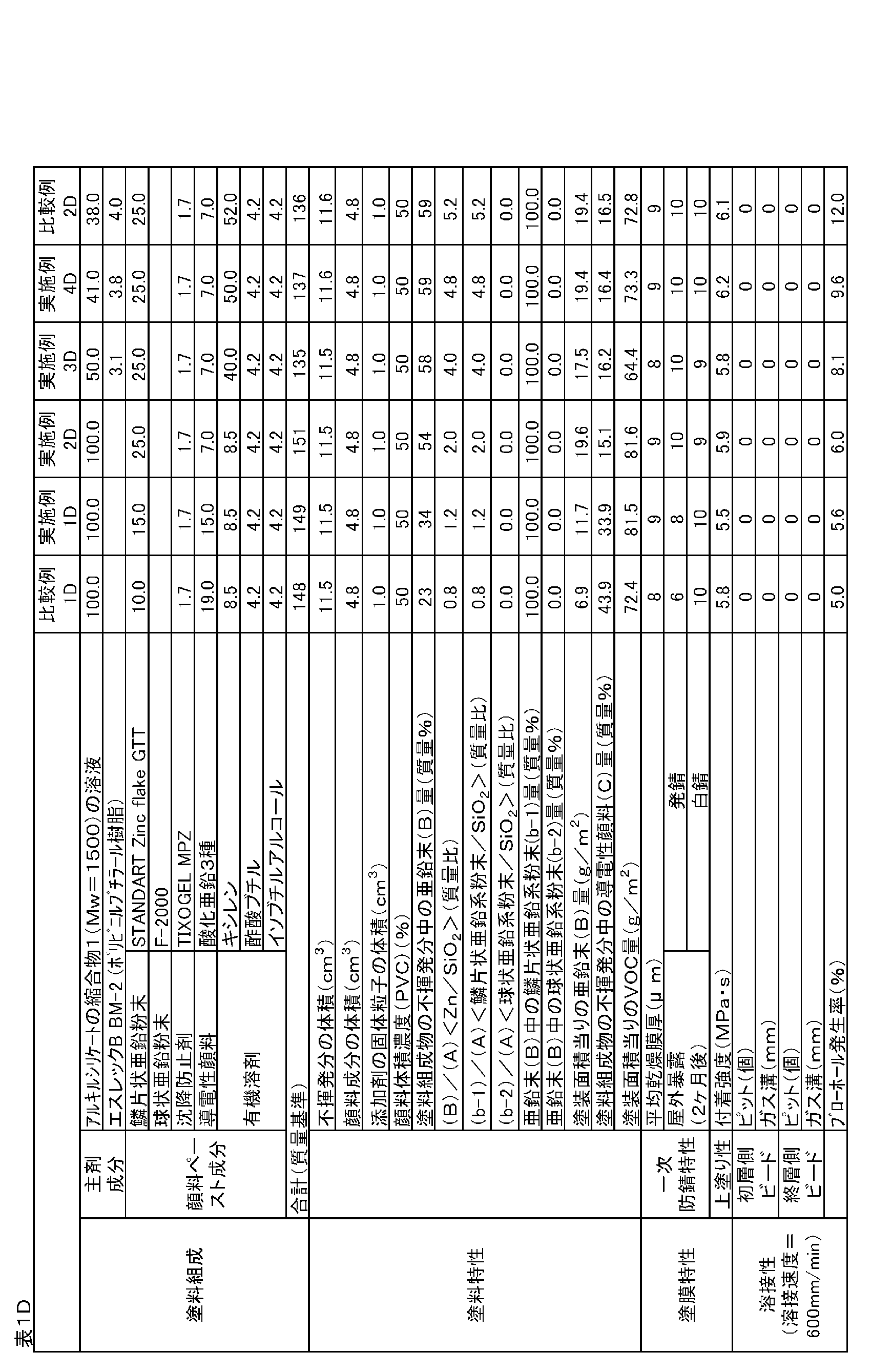
表1Dより、以下の点が示される。
20・・・サンドブラスト処理板(上板)
Claims (14)
- (A)ゲルパーミエーションクロマトグラフィー(GPC)法により測定される標準ポリスチレン換算の重量平均分子量(Mw)が1000~6000であるシロキサン系結合剤と、
(B)鱗片状亜鉛系粉末(b-1)を含む亜鉛末と
を含有し、
顔料体積濃度(PVC)が35~60%であり、かつ、亜鉛末(B)とSiO2換算のシロキサン系結合剤(A)との質量比((B)/(A))が1.0~5.0である
ことを特徴とする一次防錆塗料組成物。 - 亜鉛末(B)の含有量の合計100質量%に対して、鱗片状亜鉛系粉末(b-1)の含有量が15質量%以上であることを特徴とする請求項1に記載の一次防錆塗料組成物。
- 鱗片状亜鉛系粉末(b-1)とSiO2換算のシロキサン系結合剤(A)との質量比((b-1)/(A))が1.0~5.0であることを特徴とする請求項1または2に記載の一次防錆塗料組成物。
- 亜鉛末(B)として、鱗片状亜鉛系粉末(b-1)とともに球状亜鉛系粉末(b-2)をさらに含有することを特徴とする請求項1または2に記載の一次防錆塗料組成物。
- 亜鉛末(B)の含有量の合計100質量%に対して、鱗片状亜鉛系粉末(b-1)の含有量が15~90質量%であり、球状亜鉛系粉末(b-2)の含有量が10~85質量%であることを特徴とする請求項4に記載の一次防錆塗料組成物。
- さらに導電性顔料(C)を含有する
ことを特徴とする請求項1~5のいずれか1項に記載の一次防錆塗料組成物。 - 導電性顔料(C)が、酸化亜鉛であることを特徴とする請求項6に記載の一次防錆塗料組成物。
- 鱗片状亜鉛系粉末(b-1)が、鱗片状亜鉛粉末および鱗片状亜鉛合金粉末から選択される少なくとも1種を含むことを特徴とする請求項1~7のいずれか1項に記載の一次防錆塗料組成物。
- 鱗片状亜鉛系粉末(b-1)のメディアン径(D50)が30μm以下であり、かつ平均厚さが1μm以下であることを特徴とする請求項1~8のいずれか1項に記載の一次防錆塗料組成物。
- シロキサン系結合剤(A)が、アルキルシリケートおよびメチルトリアルコキシシランから選択される少なくとも1種の化合物の縮合物であることを特徴とする請求項1~9のいずれか1項に記載の一次防錆塗料組成物。
- 請求項1~10のいずれか1項に記載の一次防錆塗料組成物から形成された一次防錆塗膜であって、平均乾燥膜厚が10μm以下である一次防錆塗膜。
- 基板と、前記基板表面に形成された、請求項1~10のいずれか1項に記載の一次防錆塗料組成物からなる塗膜とを有することを特徴とする一次防錆塗膜付き基板。
- 基板表面に、請求項1~10のいずれか1項に記載の一次防錆塗料組成物を塗装する工程、および塗装された前記塗料組成物を硬化させて一次防錆塗膜を形成する工程を有することを特徴とする基板の防錆方法。
- 基板表面に、請求項1~10のいずれか1項に記載の一次防錆塗料組成物を塗装する工程、および塗装された前記塗料組成物を硬化させて一次防錆塗膜を形成する工程を有することを特徴とする一次防錆塗膜付き基板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112015001003A BR112015001003A2 (pt) | 2012-07-20 | 2013-07-18 | composição de revestimento de prevenção à ferrugem primária e usos da mesma |
| KR1020147036518A KR101711273B1 (ko) | 2012-07-20 | 2013-07-18 | 1차 방청 도료 조성물 및 그의 용도 |
| JP2014525868A JP5905097B2 (ja) | 2012-07-20 | 2013-07-18 | 一次防錆塗料組成物およびその用途 |
| EP13819793.4A EP2876144B1 (en) | 2012-07-20 | 2013-07-18 | Primary rust preventive coating composition and use thereof |
| CN201380032983.0A CN104395418B (zh) | 2012-07-20 | 2013-07-18 | 一次防锈涂料组合物及其用途 |
| ES13819793.4T ES2647289T3 (es) | 2012-07-20 | 2013-07-18 | Composición de recubrimiento de prevención de oxidación primaria y uso de la misma |
| IN34DEN2015 IN2015DN00034A (ja) | 2012-07-20 | 2015-01-02 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-161685 | 2012-07-20 | ||
| JP2012161685 | 2012-07-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014014063A1 true WO2014014063A1 (ja) | 2014-01-23 |
Family
ID=49948885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/069538 WO2014014063A1 (ja) | 2012-07-20 | 2013-07-18 | 一次防錆塗料組成物およびその用途 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP2876144B1 (ja) |
| JP (1) | JP5905097B2 (ja) |
| KR (1) | KR101711273B1 (ja) |
| CN (1) | CN104395418B (ja) |
| BR (1) | BR112015001003A2 (ja) |
| ES (1) | ES2647289T3 (ja) |
| IN (1) | IN2015DN00034A (ja) |
| WO (1) | WO2014014063A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104559755A (zh) * | 2014-12-25 | 2015-04-29 | 上海海隆石油化工研究所 | 低膜高防锈蚀保护底漆 |
| WO2016047479A1 (ja) * | 2014-09-26 | 2016-03-31 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2016047480A1 (ja) * | 2014-09-26 | 2016-03-31 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| CN105949366A (zh) * | 2016-05-12 | 2016-09-21 | 上海保立佳新材料有限公司 | 金属防锈乳液及其制备方法与应用 |
| JP2017128693A (ja) * | 2016-01-22 | 2017-07-27 | 中国塗料株式会社 | 一次防錆塗料組成物およびその用途 |
| JP2017170399A (ja) * | 2016-03-25 | 2017-09-28 | 関西ペイント株式会社 | 耐熱塗装方法 |
| JP2017186480A (ja) * | 2016-04-08 | 2017-10-12 | 中国塗料株式会社 | 防錆塗膜付き鋼板の製造方法 |
| WO2018008728A1 (ja) * | 2016-07-06 | 2018-01-11 | 関西ペイント株式会社 | 無機ジンクリッチペイント |
| JP2018065975A (ja) * | 2016-10-21 | 2018-04-26 | 日産自動車株式会社 | 防錆塗膜形成組成物、塗装物品及び防錆塗料組成物 |
| JP2019006982A (ja) * | 2017-06-23 | 2019-01-17 | 中国塗料株式会社 | 耐熱塗料組成物、耐熱塗膜、耐熱塗膜付き基材およびその製造方法 |
| WO2019088155A1 (ja) | 2017-10-31 | 2019-05-09 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2020045487A1 (ja) * | 2018-08-31 | 2020-03-05 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| JP2020070353A (ja) * | 2018-10-31 | 2020-05-07 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2020262366A1 (ja) | 2019-06-27 | 2020-12-30 | 中国塗料株式会社 | 一次防錆塗料組成物、一次防錆塗膜付き基板およびその製造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6592344B2 (ja) * | 2015-12-01 | 2019-10-16 | 日本製鉄株式会社 | Snイオンを利用した厚膜形無機ジンクリッチペイント塗料組成物 |
| KR20200000101A (ko) * | 2018-06-22 | 2020-01-02 | 피피지에스에스씨(주) | 방청 도료 조성물 및 이를 이용한 방청막 |
| CN113993638B (zh) * | 2019-07-03 | 2023-07-14 | 中国涂料株式会社 | 耐热涂料组合物、耐热涂膜、附有耐热涂膜的基材及其制造方法 |
| EP3892692A1 (en) * | 2020-04-09 | 2021-10-13 | Jotun A/S | Composition |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60133072A (ja) | 1983-12-22 | 1985-07-16 | Mitsui Mining & Smelting Co Ltd | 溶接性良好な一次防錆塗料組成物 |
| JP2006291149A (ja) * | 2005-04-14 | 2006-10-26 | Project Japan:Kk | 防汚塗料及び鉄鋼材の防汚方法 |
| JP2007507331A (ja) * | 2003-10-03 | 2007-03-29 | ヘンペル エイ/エス | 少なくとも2つのタイプの官能性ポリシロキサン化合物を含有するタイコート組成物及び支持体上に塗膜を形成させるための該組成物の使用方法 |
| JP2008081667A (ja) * | 2006-09-28 | 2008-04-10 | Yuken Industry Co Ltd | 防錆塗料 |
| WO2009093319A1 (ja) | 2008-01-24 | 2009-07-30 | Yuken Industry Co., Ltd. | 防錆塗料組成物およびその組成物を用いた防錆塗膜を有する部材の製造方法 |
| JP2012036279A (ja) | 2010-08-05 | 2012-02-23 | Higa Miyoko | 防錆塗料、物品、ナット、及び連結具 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60137973A (ja) * | 1983-12-27 | 1985-07-22 | Mitsui Mining & Smelting Co Ltd | 溶接性良好な塗料組成物 |
| JPS62273272A (ja) * | 1986-05-20 | 1987-11-27 | Nippon Oil & Fats Co Ltd | 防錆塗料組成物 |
| JP4583839B2 (ja) * | 2003-09-04 | 2010-11-17 | 中国塗料株式会社 | 一次防錆塗料組成物、および一次防錆塗膜付き鋼板 |
| JP4131244B2 (ja) * | 2004-02-19 | 2008-08-13 | 榊原 康寛 | 防錆剤及び塗装物品 |
| JP2006213909A (ja) * | 2005-01-06 | 2006-08-17 | Shieldtechs Inc | 防錆性および/または導電性に優れた樹脂組成物並びに樹脂組成物被覆部材 |
| WO2009081452A1 (ja) * | 2007-12-25 | 2009-07-02 | Restoration Environment Rebirth Co., Ltd. | 防食剤およびその製造方法 |
| JP2010269497A (ja) * | 2009-05-20 | 2010-12-02 | Nippon Steel Corp | 少なくとも1層のプライマー層を有する鋼材、及び鋼材用プライマー組成物 |
| BR112013006118A2 (pt) * | 2010-09-14 | 2016-05-31 | Chugoku Marine Paints | composição aquosa de revestimento e método para prevenção de oxidação usando a composição de revestimento aquoso |
| CN102002318A (zh) * | 2010-10-25 | 2011-04-06 | 湖北中科博策新材料研究院 | 一种鳞片状锌基无机硅酸锌重防腐蚀涂料及制备方法 |
-
2013
- 2013-07-18 KR KR1020147036518A patent/KR101711273B1/ko active IP Right Grant
- 2013-07-18 EP EP13819793.4A patent/EP2876144B1/en active Active
- 2013-07-18 CN CN201380032983.0A patent/CN104395418B/zh active Active
- 2013-07-18 BR BR112015001003A patent/BR112015001003A2/pt not_active Application Discontinuation
- 2013-07-18 ES ES13819793.4T patent/ES2647289T3/es active Active
- 2013-07-18 JP JP2014525868A patent/JP5905097B2/ja active Active
- 2013-07-18 WO PCT/JP2013/069538 patent/WO2014014063A1/ja active Application Filing
-
2015
- 2015-01-02 IN IN34DEN2015 patent/IN2015DN00034A/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60133072A (ja) | 1983-12-22 | 1985-07-16 | Mitsui Mining & Smelting Co Ltd | 溶接性良好な一次防錆塗料組成物 |
| JP2007507331A (ja) * | 2003-10-03 | 2007-03-29 | ヘンペル エイ/エス | 少なくとも2つのタイプの官能性ポリシロキサン化合物を含有するタイコート組成物及び支持体上に塗膜を形成させるための該組成物の使用方法 |
| JP2006291149A (ja) * | 2005-04-14 | 2006-10-26 | Project Japan:Kk | 防汚塗料及び鉄鋼材の防汚方法 |
| JP2008081667A (ja) * | 2006-09-28 | 2008-04-10 | Yuken Industry Co Ltd | 防錆塗料 |
| WO2009093319A1 (ja) | 2008-01-24 | 2009-07-30 | Yuken Industry Co., Ltd. | 防錆塗料組成物およびその組成物を用いた防錆塗膜を有する部材の製造方法 |
| JP2012036279A (ja) | 2010-08-05 | 2012-02-23 | Higa Miyoko | 防錆塗料、物品、ナット、及び連結具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2876144A4 |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2016047480A1 (ja) * | 2014-09-26 | 2017-06-15 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2016047479A1 (ja) * | 2014-09-26 | 2016-03-31 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2016047480A1 (ja) * | 2014-09-26 | 2016-03-31 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| CN106715621B (zh) * | 2014-09-26 | 2020-03-03 | 中国涂料株式会社 | 防锈涂料组合物及其用途 |
| CN106715621A (zh) * | 2014-09-26 | 2017-05-24 | 中国涂料株式会社 | 防锈涂料组合物及其用途 |
| CN106715620A (zh) * | 2014-09-26 | 2017-05-24 | 中国涂料株式会社 | 防锈涂料组合物及其用途 |
| JPWO2016047479A1 (ja) * | 2014-09-26 | 2017-06-15 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| CN106715620B (zh) * | 2014-09-26 | 2019-09-10 | 中国涂料株式会社 | 防锈涂料组合物及其用途 |
| EP3199605A4 (en) * | 2014-09-26 | 2018-04-25 | Chugoku Marine Paints, Ltd. | Rust-inhibiting paint composition and application for same |
| CN104559755A (zh) * | 2014-12-25 | 2015-04-29 | 上海海隆石油化工研究所 | 低膜高防锈蚀保护底漆 |
| JP2017128693A (ja) * | 2016-01-22 | 2017-07-27 | 中国塗料株式会社 | 一次防錆塗料組成物およびその用途 |
| JP2017170399A (ja) * | 2016-03-25 | 2017-09-28 | 関西ペイント株式会社 | 耐熱塗装方法 |
| JP2017186480A (ja) * | 2016-04-08 | 2017-10-12 | 中国塗料株式会社 | 防錆塗膜付き鋼板の製造方法 |
| CN105949366B (zh) * | 2016-05-12 | 2018-06-15 | 上海保立佳新材料有限公司 | 金属防锈乳液及其制备方法与应用 |
| CN105949366A (zh) * | 2016-05-12 | 2016-09-21 | 上海保立佳新材料有限公司 | 金属防锈乳液及其制备方法与应用 |
| WO2018008728A1 (ja) * | 2016-07-06 | 2018-01-11 | 関西ペイント株式会社 | 無機ジンクリッチペイント |
| JP2018065975A (ja) * | 2016-10-21 | 2018-04-26 | 日産自動車株式会社 | 防錆塗膜形成組成物、塗装物品及び防錆塗料組成物 |
| JP7089938B2 (ja) | 2017-06-23 | 2022-06-23 | 中国塗料株式会社 | 耐熱塗料組成物、耐熱塗膜、耐熱塗膜付き基材およびその製造方法 |
| JP2019006982A (ja) * | 2017-06-23 | 2019-01-17 | 中国塗料株式会社 | 耐熱塗料組成物、耐熱塗膜、耐熱塗膜付き基材およびその製造方法 |
| WO2019088155A1 (ja) | 2017-10-31 | 2019-05-09 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| KR20200074198A (ko) | 2017-10-31 | 2020-06-24 | 주고꾸 도료 가부시키가이샤 | 방청도료 조성물 및 그의 용도 |
| JPWO2019088155A1 (ja) * | 2017-10-31 | 2020-09-17 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2020045487A1 (ja) * | 2018-08-31 | 2020-03-05 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| JPWO2020045487A1 (ja) * | 2018-08-31 | 2021-08-10 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| JP7247203B2 (ja) | 2018-08-31 | 2023-03-28 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| JP2020070353A (ja) * | 2018-10-31 | 2020-05-07 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| JP7203569B2 (ja) | 2018-10-31 | 2023-01-13 | 中国塗料株式会社 | 防錆塗料組成物およびその用途 |
| WO2020262366A1 (ja) | 2019-06-27 | 2020-12-30 | 中国塗料株式会社 | 一次防錆塗料組成物、一次防錆塗膜付き基板およびその製造方法 |
| KR20220024670A (ko) | 2019-06-27 | 2022-03-03 | 주고꾸 도료 가부시키가이샤 | 1차 방청도료 조성물, 1차 방청도막 부착 기판 및 그의 제조방법 |
| JP7467453B2 (ja) | 2019-06-27 | 2024-04-15 | 中国塗料株式会社 | 一次防錆塗料組成物、一次防錆塗膜付き基板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| IN2015DN00034A (ja) | 2015-05-22 |
| CN104395418B (zh) | 2016-10-26 |
| EP2876144A4 (en) | 2016-03-09 |
| KR101711273B1 (ko) | 2017-02-28 |
| JP5905097B2 (ja) | 2016-04-20 |
| EP2876144A1 (en) | 2015-05-27 |
| BR112015001003A2 (pt) | 2017-06-27 |
| EP2876144B1 (en) | 2017-08-30 |
| ES2647289T3 (es) | 2017-12-20 |
| KR20150013907A (ko) | 2015-02-05 |
| JPWO2014014063A1 (ja) | 2016-07-07 |
| CN104395418A (zh) | 2015-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5905097B2 (ja) | 一次防錆塗料組成物およびその用途 | |
| JP6967079B2 (ja) | 防錆塗料組成物およびその用途 | |
| JP7247203B2 (ja) | 防錆塗料組成物およびその用途 | |
| JP7467453B2 (ja) | 一次防錆塗料組成物、一次防錆塗膜付き基板およびその製造方法 | |
| CN104603213A (zh) | 包含空心玻璃球和导电颜料的防腐蚀锌底漆涂料组合物 | |
| JP6282751B2 (ja) | 防錆塗料組成物およびその用途 | |
| JP6282750B2 (ja) | 防錆塗料組成物およびその用途 | |
| WO2010123028A1 (ja) | 導電性金属塗料及び導電性金属塗料による防食方法並びに防食補修方法 | |
| KR101130297B1 (ko) | 안료분리형 아연계 수성도료 조성물 | |
| JP7203569B2 (ja) | 防錆塗料組成物およびその用途 | |
| KR20160127936A (ko) | 판상 아연분말이 혼합된 수성 컬러도료 조성물 | |
| JP6726469B2 (ja) | 2液型一次防錆塗料、一次防錆塗料組成物の製造方法および基材の防錆方法 | |
| JP2001295071A (ja) | 鋼板前処理方法 | |
| JP6767150B2 (ja) | 防錆塗膜付き鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13819793 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20147036518 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2014525868 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013819793 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013819793 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015001003 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015001003 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150115 |