WO2013125393A1 - ころ軸受の組立装置および組立方法 - Google Patents
ころ軸受の組立装置および組立方法 Download PDFInfo
- Publication number
- WO2013125393A1 WO2013125393A1 PCT/JP2013/053263 JP2013053263W WO2013125393A1 WO 2013125393 A1 WO2013125393 A1 WO 2013125393A1 JP 2013053263 W JP2013053263 W JP 2013053263W WO 2013125393 A1 WO2013125393 A1 WO 2013125393A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- roller
- alignment
- roller group
- rollers
- jig
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/10—Aligning parts to be fitted together
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
- F16C43/06—Placing rolling bodies in cages or bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/24—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for radial load mainly
- F16C19/26—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for radial load mainly with a single row of rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/44—Needle bearings
- F16C19/46—Needle bearings with one row or needles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
- Y10T29/49643—Rotary bearing
- Y10T29/49679—Anti-friction bearing or component thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
- Y10T29/49643—Rotary bearing
- Y10T29/49679—Anti-friction bearing or component thereof
- Y10T29/49682—Assembling of race and rolling anti-friction members
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53104—Roller or ball bearing
Definitions
- the present invention relates to a roller bearing assembling apparatus and assembling method used when assembling a roller bearing having a plurality of rollers, in particular, a full-roller type radial roller bearing.
- ⁇ A radial roller bearing is incorporated in the rotation support part for supporting the rotating shaft while supporting a large radial load.
- a so-called full-roller type radial roller bearing is used in which the load capacity is increased without providing a cage.
- FIG. 11 shows an assembling apparatus having a conventional structure described in Japanese Patent Laid-Open No. 5-329721.
- the assembling apparatus 1 includes an alignment guide member 2, a guide bar 3, a push-in cylinder 4, a roller supply unit 5, a shutter member 6, and a pair of chuck members 7a and 7b.
- the alignment guide member 2 is provided with a through-hole 8 penetrating in the axial direction at the center and having a funnel-shaped receiving portion at the top.
- the guide bar 3 is arranged in the vertical direction (vertical direction in FIG. 11), and its base end is connected to the output shaft 10 of the electric motor 9, and its tip is loosely inserted into the through hole 8.
- a plurality of grooves 11 are formed at equal intervals in the circumferential direction on the outer peripheral surface of the tip portion of the guide bar 3.
- the push-in cylinder 4 is disposed around an intermediate portion of the guide bar 3 so as to be capable of relative displacement in the axial direction with respect to the guide bar 3.
- the roller supply means 5 sequentially supplies a plurality of rollers R toward an annular alignment space 12 formed between the inner peripheral surface of the through hole 8 and the outer peripheral surface of the guide bar 3.
- the shutter member 6 is provided to be horizontally movable along the lower end surface of the alignment guide member 2, and can open and close the lower end opening of the through hole 8.
- the pair of chuck members 7a and 7b have concave arc-shaped holding portions on their mutually opposing surfaces, and can move in the distance (horizontal movement).
- a plurality of rollers R are directed toward the alignment space 12 via the receiving part of the through-hole 8 by the roller supply unit 5 with the lower end opening of the through-hole 8 being closed by the shutter member 6.
- the rollers R that have contacted the outer peripheral surface of the guide bar 3 are rotated by the rotation of the guide bar 3 and are aligned in parallel with each other in an annular shape in the alignment space 12.
- the group of rollers G arranged in an annular shape is held by a pair of holding portions of the chuck members 7a and 7b, and the shutter member 6 is moved to expose the lower end opening of the through hole 8.
- the roller group G is pushed downward from the alignment space 12 by the distal end surface (lower end surface) of the push-in cylinder 4 by relative displacement of the push-in cylinder 4 downward, and is provided below the alignment guide member 2. It is incorporated inside the outer ring W.
- the assembly device 1 having the conventional structure allows the plurality of rollers R to be arranged in an annular shape in the alignment space 12 and the group of rollers G to be incorporated into the inner side of the outer ring W at a time, a full-roller type radial roller bearing The work efficiency of the assembly work can be improved.
- the roller R is inclined or dropped from the inner side of the outer ring W until the inner ring is assembled inside the roller group G.
- a holder having an elastically reduced diameter is inserted inside the roller group G and held. It is disclosed that the roller R is pressed and held toward the outer ring raceway formed on the inner peripheral surface of the outer ring W by the elasticity of the tool.
- the roller R may be inclined or dropped immediately after the roller group G is assembled and before the holder is inserted.
- the rollers R are brought into metal contact with the outer peripheral surface of the guide bar 3 and are rotated by the rotation of the guide bar 3 in order to align the rollers R in an annular shape. For this reason, there is also a problem that the roller R may be caught between the outer peripheral surface of the guide bar 3 and the inner peripheral surface of the through-hole 8 and cause damage to the rolling surface of the roller R.
- the groove 11 for enhancing the effect of rotating the roller R is formed on the outer peripheral surface of the front end portion of the guide bar 3, the rolling surface of the roller R is more easily damaged. If the rotational speed of the guide bar 3 is increased in order to shorten the work time required for aligning the rollers R, the rolling surfaces of the rollers R are more likely to be damaged. It is difficult to shorten the work time for making it happen.
- Japanese Patent Application Laid-Open No. 2008-68374 discloses an annular formed between a cylindrical inner peripheral surface of a housing and an outer peripheral surface of a central axis arranged in a horizontal direction in order to align a plurality of rollers in an annular shape.
- a roller bearing assembling apparatus that is configured so that rollers arranged in parallel in the alignment space are sequentially dropped in a direction parallel to the axial direction and rotated by the central shaft, and is simplified and miniaturized. It is disclosed.
- this assembling apparatus also has the same problem in that the roller may be caught between the outer peripheral surface of the central shaft and the inner peripheral surface of the housing, and the roller rolling surface may be damaged.
- the roller bearing assembling apparatus and the assembling method of the present invention include an outer ring, a planetary gear, a tappet roller, and the like having a roller group composed of a plurality of rollers aligned in parallel with each other in an annular alignment space and having a raceway surface on an inner peripheral surface. It is used for incorporation inside the track member.
- the roller bearing assembling apparatus of the present invention includes an insertion jig that is used for assembling inside the raceway member of the roller group.
- the insertion jig includes a guide member, a holding member, a guide rod, and an extrusion tube.
- the guide member has a guide hole into which the roller group pushed in the axial direction from the alignment space can be inserted.
- the holding member is disposed in the guide hole, and can be inserted into the roller group inserted into the guide hole in an elastically reduced diameter state.
- the guide rod is disposed in series with the holding member in the axial direction in the guide hole.
- the push-out cylinder is inserted into the guide hole and is provided around the holding member and the guide rod. And by pushing the pushing cylinder relative to the guide member in the axial direction, the roller group and the holding member inserted inside the roller group are simultaneously pushed out from the guide hole in the axial direction, The roller group and the holding member are simultaneously incorporated inside the raceway member.
- the guide hole of the guide member includes an inner peripheral surface that defines the alignment space on the outer diameter side and has an inner diameter that is substantially equal to the inner diameter of the inner peripheral surface of the track member.
- the holding member In a free state, the holding member has an outer diameter slightly larger than the inscribed circle of the roller group when the roller group is assembled inside the alignment space or the raceway member and pressed against the inner peripheral surface thereof.
- An outer peripheral surface having a diameter is provided.
- the guide rod has an outer diameter that is slightly smaller than the outer diameter of the outer peripheral surface in the free state of the holding member and has an outer diameter substantially equal to the outer diameter of the outer peripheral surface that defines the alignment space on the inner diameter side. With a surface.
- the extruded cylinder is slightly larger than an outer peripheral surface having an outer diameter slightly smaller than an inner peripheral surface of the guide hole and an outer diameter of the outer peripheral surface of the guide rod, and the holding member is in a free state. And an inner peripheral surface having an inner diameter slightly smaller than the outer diameter of the outer peripheral surface.
- the roller group is removed from the alignment space in the axial direction, and at the same time, the inner peripheral surface of the guide hole of the guide member prevents the roller group from expanding in diameter. It becomes possible to insert the holding member in a state where the diameter of the holding member is elastically reduced.
- the roller group is held in the guide hole of the guide member while being pressed radially outward by the holding member. Further, when the roller group is pushed out in the axial direction by the push-out cylinder, the roller group and the holding member are simultaneously incorporated inside the raceway member. And the said roller group is hold
- the alignment space is preferably formed by an alignment jig.
- the alignment jig uses the pushing means for extruding the roller group from the alignment space in the axial direction, and the fluid is ejected into the alignment space, and the flow of the fluid is used to generate the alignment space.
- An alignment fluid supply means for allowing each of the rollers sequentially supplied in the axial direction to move in the circumferential direction of the alignment space and aligning the rollers in parallel in the alignment space; It is preferable to provide.
- the roller bearing assembling method is a method of assembling a roller group composed of a plurality of rollers aligned in parallel with each other in an annular alignment space into an inner side of a race member having a raceway surface on an inner peripheral surface.
- the holding member is inserted inside the roller group in an elastically reduced diameter state, The roller group and the holding member are simultaneously incorporated inside the raceway member.
- the “roller” includes a needle having a larger axial length (a larger aspect ratio) than a diameter.
- a plurality of rollers can be incorporated as a roller group inside the raceway member in a state where they are arranged in parallel with each other in an annular shape.
- the roller group is incorporated inside the holding member while pressing the roller group radially outward by the elasticity of the holding member. Therefore, it is possible to effectively prevent the rollers constituting the roller group from inclining or dropping from the state immediately after the roller group is incorporated inside the raceway member.
- rollers are aligned using the flow of fluid (fluid pressure) ejected by the alignment fluid supply means, it is possible to effectively prevent damage to the rolling surfaces of the rollers.
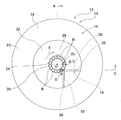
- FIG. 1 is a plan view schematically showing an alignment jig constituting an assembly apparatus as an example of an embodiment of the present invention with a part thereof omitted.
- FIG. 2 is a cross-sectional view taken along line AOBC in FIG.
- FIG. 3 is a cross-sectional perspective view schematically showing a part of the alignment jig shown in FIG.
- FIG. 4 is an enlarged view of the central portion of FIG.
- FIG. 5 is an enlarged view of a portion D in FIG.
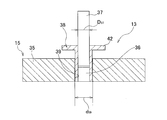
- FIG. 6 is a cross-sectional view showing an insertion jig constituting an assembly apparatus as an example of an embodiment of the present invention.
- FIG. 1 is a plan view schematically showing an alignment jig constituting an assembly apparatus as an example of an embodiment of the present invention with a part thereof omitted.
- FIG. 2 is a cross-sectional view taken along line AOBC in FIG.
- FIG. 3 is a cross-sectional perspective view schematically showing a part of the alignment
- FIG. 7 is a cross-sectional view showing a holding member of an insertion jig constituting an assembly apparatus of an example of an embodiment of the present invention.
- FIG. 8A is a cross-sectional view of the assembly apparatus showing a state before the roller group is moved from the alignment jig shown in FIG. 1 to the insertion jig
- FIG. 8C is a sectional view of the assembling apparatus showing a state after the roller group is moved to the insertion jig
- FIG. 8C is an assembling apparatus showing a state after the roller group and the holding member are assembled from the insertion jig to the outer ring.
- FIG. 9 is a vertical sectional view showing, as a reference example, an alignment jig constituting another type of assembly apparatus in a state where a part thereof is omitted.
- 10 is a cross-sectional view taken along line EE in FIG.
- FIG. 11 is a partial sectional view showing an assembling apparatus for a full-roller type radial roller bearing having a conventional structure.
- the assembling apparatus 13 includes an alignment jig 14 and an insertion jig 15 and is used to incorporate a plurality of rollers R inside an outer ring W constituting a full-roller type radial roller bearing.
- the alignment jig 14 of the present invention includes a jig body 16, roller supply means 17, and alignment fluid supply means 18.
- the jig body 16 includes a guide cylinder 19, a guide shaft 20, an extrusion jig 21, and a lid (not shown), and a plurality of rollers are arranged in parallel in a portion surrounded by these members.
- An alignment space 26 having a predetermined spatial shape that can be aligned with each other is formed.
- the guide tube 19 has a stepped cylindrical shape, and includes a thick part 22 on the inner diameter side half and a thin part 23 on the outer diameter side half.
- a through hole 24 penetrating in the axial direction is formed at the center of the thick portion 22.
- the thin portion 23 is in an annular shape and is provided so as to protrude radially outward from the outer peripheral surface of one end portion (lower end portion) in the axial direction of the thick portion 22.
- the guide shaft 20 has a cylindrical shape and is loosely inserted into the through hole 24 concentrically with the through hole 24. 1/2 of the difference [delta] between the outer diameter D 20 of the inner diameter d 24 and the guide shaft 20 of the through-hole 24 is slightly larger than the diameter D R of the roller R ( ⁇ / 2> D R ).
- a roller supply position S (FIG. 1, FIG. 1) is a position where a roller R is supplied from the roller supply means 17 on a part of the outer peripheral surface of the guide shaft 20. Cutouts 43 are formed in portions facing the diagonal lattice portions in FIGS. 4 and 5.
- the extrusion jig 21 has a flanged cylindrical shape, and is inserted into the through hole 24 from the lower side of the guide tube 19 with one axial end portion (upper end portion) inserted into the guide shaft 20. Further, an outward flange 25 is provided at the other axial end (lower end) of the pushing jig 21.
- the outer diameter D 21 of the portion deviated from the outward flange portion 25 in the axial direction is slightly smaller than the inner diameter d 24 of the through-hole 24 (D 21 ⁇ d 24) .
- the inner diameter d 21 of the extrusion jig 21 is slightly larger than the outer diameter D 20 of the guide shaft 20 (d 21> D 20) .
- the outer diameter D 25 of the outward flange 25 is sufficiently larger than the inner diameter d 24 of the through hole 24 (D 25 > d 24 ).
- the extrusion jig 21 is in the axial direction (the front and back direction in FIG. 1, the direction in FIG. 2 and FIG. 3) with respect to the guide cylinder 19, the guide shaft 20, and the lid, which are other members constituting the jig body 16. It is provided so as to be capable of relative displacement in the vertical direction.
- the axial position of the extrusion jig 21 is the distance m from one axial end surface (upper surface) to the upper surface of the guide cylinder 19. , and it regulates the slightly larger position than the axial dimension L R of the roller R.
- the lid body is detachably provided on the upper surface of the thick portion 22 constituting the guide cylinder 19, and is fixed to the upper surface of the thick portion 22 when the alignment jig 14 is in operation. Close the top opening. Further, a part of the lid is provided with a through hole for inserting a lower end portion of the chute portion 27 constituting the roller supply means 17.
- the inner peripheral surface of the through hole 24 provided in the guide cylinder 19, the outer peripheral surface of the guide shaft 20, the one end surface in the axial direction of the pushing jig 21, and the lower surface of the lid are defined.
- An annular space is an alignment space 26.
- the alignment space 26 has an annular shape, and has a space shape in which a plurality of rollers R can be aligned in parallel with each other in the circumferential direction that is the length direction thereof. With the plurality of rollers R aligned in the alignment space 26, the width direction of the alignment space 26 coincides with the axial direction of the rollers R.
- the extrusion jig 21 is relatively displaced in the width direction of the alignment space 26 that is the same direction as the axial direction of the extrusion jig 21 with respect to the guide cylinder 19, the guide shaft 20, and the lid body.
- One end surface (upper surface) in the axial direction which is an end surface of the, is movable in the alignment space 26 in the width direction (the axial direction of the extrusion jig 21 at the R).
- the roller supply means 17 includes a chute portion 27 and a roller supply fluid supply means 28, and a direction that coincides with the width direction of the alignment space 26 (front and back direction in FIG. 1, up and down direction in FIGS. 2 and 3).
- the rollers R are held in a state of being arranged in series in the axial direction, and the rollers R are sequentially supplied into the alignment space 26.
- Chute portion 27 is a hollow cylindrical, is formed to extend in the vertical direction inside the roller supply unit 17, slightly larger than the diameter D R of the inner diameter roller R, the total length aligned space 26
- the total length (16 in the illustrated example) of rollers R is longer than or equal to the axial length when the rollers R are arranged in series in the axial direction.
- the lower end portion of the chute portion 27 is positioned above a part of the alignment space 26 in the circumferential direction in a state of being inserted into a through hole formed in the lid body.
- a portion (a part in the circumferential direction) in which the lower end portion of the chute portion 27 is located above the alignment space 26 is a position where the roller R is supplied from the chute portion 27 into the alignment space 26.
- the roller supply position S (the oblique lattice position in FIGS. 1, 4 and 5).
- the roller supply fluid supply means 28 generates a flow of fluid in the chute portion 27 toward the alignment space 26 (from the upper side to the lower side), so that the roller R accommodated in the chute portion 27 is provided.
- the fluid pressure directed toward the alignment space 26 is applied.
- the fluid supplied by the roller supply fluid supply means 28 is air. That is, the roller supply fluid supply means 28 includes an air ejection nozzle 29 and an actuator connected to the compressor, and the tip of the air ejection nozzle 29 is connected to the upper end opening of the chute portion 27.
- the alignment fluid supply means 18 is directed from the direction perpendicular to the supply direction of the rollers R (the width direction of the alignment space 26) with respect to the rollers R supplied into the alignment space 26 by the roller supply means 17 (FIGS. 1 to 3).
- the fluid is ejected from the right side to the left side.
- the fluid supplied by the alignment fluid supply means 18 is air. That is, the alignment fluid supply means 18 includes an air ejection nozzle 30 and an actuator 31 connected to the compressor, and the air ejection nozzle 30 communicates with both inner and outer peripheral surfaces of the thick portion 22 constituting the guide cylinder 19. It is inserted into the insertion hole 32 that is formed so that the tip end portion faces the roller supply position S in the alignment space 26.
- the proximal end portion of the air ejection nozzle 30 is connected to an actuator 31 installed on the upper surface of the thin portion 23 constituting the guide tube 19. Further, in this example, the arrangement direction of the air ejection nozzle 30 is inclined by a predetermined angle ⁇ (see FIG. 4) with respect to the radial direction (radial direction) of the thick portion 22. Thereby, the air ejected from the air ejection nozzle 30 is easy to flow in the length direction (circumferential direction, arrow X direction in FIGS. 1, 4, and 5) in the alignment space 26.
- the actuator constituting the roller supply fluid supply means 28 and the actuator 31 constituting the alignment fluid supply means 18 are connected to a controller, and the respective operating states are controlled by this controller. Yes. Specifically, the actuator constituting the roller supply fluid supply means 28 is controlled to repeat execution and stop (ON and OFF), thereby supplying and not supplying air into the chute portion 27. The operation of the fluid pressure on the roller R is made intermittent by repeating it alternately at regular intervals, such as every 20 ms, every 50 ms, or every 100 ms. On the other hand, the actuator 31 constituting the aligning fluid supply means 18 is controlled so as to be continuously operated so that air is continuously supplied into the aligning space 26.
- the roller R first supplied to the alignment space 26 moves in the circumferential direction of the alignment space 26 and returns to the roller supply position S
- the roller R is moved to the roller supply position.
- Two stopper members 33 are provided for stopping on the front side of S.
- the stopper members 33 are rod-shaped, and are arranged one by one in parallel to the air ejection nozzle 30 on both the upper and lower sides of the air ejection nozzle 30 in a direction perpendicular to the direction in which the air ejection nozzle 30 is disposed.
- the front end surface of the stopper member 33 is a simple flat surface, but it can also be a partially cylindrical concave surface that can contact the entire outer surface of the roller R.
- the stopper member 33 is inserted into a pair of insertion holes 34 formed so as to communicate the inner and outer peripheral surfaces of the thick portion 22 constituting the guide cylinder 19.
- the insertion jig 15 includes a guide member 35, a holding member 36, a guide rod 37, and an extrusion cylinder 38.
- the insertion jig 15 can simultaneously incorporate the roller group G and the holding member 36 inside the outer ring W in a state where the holding member 36 is inserted inside the roller group G aligned in an annular shape by the alignment jig 14.
- a guide hole 39 is formed in the guide member 35 so as to penetrate the central portion in the axial direction.
- the holding member 36 is for pressing the rollers R constituting the roller group G toward the outer ring raceway of the outer ring W to hold the roller group G, and is disposed in the guide hole 39.
- the holding member 36 is made of an elastic material such as rubber or synthetic resin, and includes a cylindrical portion 40 and a bottom portion 41 that closes one axial end of the cylindrical portion 40. It has a bottomed cylindrical shape.
- Outer diameter D 40 in a free state of the cylindrical portion 40, rollers incorporate the group G to the inside of the outer ring W or the guide hole 39, of the inscribed circle of the roller group G in the case where pressing these inner circumferential surface Slightly larger than the diameter.
- the holding member 36 having such a configuration can be inserted inside the roller group G inserted in the axial direction into the guide hole 39 in an elastically reduced diameter state.
- the guide rod 37 has a cylindrical shape, and is arranged in series with the holding member 36 in the guide hole 39 in the axial direction, and a portion near the outer periphery of one end surface (lower end surface) in the axial direction constitutes the holding member 36. It is in contact with the other axial end surface (upper end surface) of the cylindrical portion 40.
- the push-out cylinder 38 is for extruding the roller group G inserted into the guide hole 39 in the axial direction from the guide hole 39, and is inserted into the guide hole 39 without rattling. And provided around the guide rod 37.
- the pushing cylinder 38 has a flanged cylindrical shape, and one axial end portion (lower end portion) thereof is inserted into the guide hole 39 from above the guide member 35. Further, an outward flange 42 is provided at the other axial end portion (upper end portion) of the extruded cylinder 38.
- the pushing cylinder 38 is substantially the same as the pushing jig 21 of the alignment jig 14 in terms of shape and dimensions.
- the alignment jig 14 is used to align the plurality of rollers R in an annular shape in parallel with each other.
- all (16) rollers R to be aligned in the alignment space 26 are inserted in the axial direction from the upper end opening of the chute 27 constituting the roller supply means 17 of the alignment jig 14.
- the first (first) roller R inserted first is supplied from the chute portion 27 to the roller supply position S in the alignment space 26, and the remaining (2 to 16th) rollers R are supplied.
- the chute 27 is housed in the axially arranged state in series.
- the tip end (lower end) of the roller supply fluid supply means 28 is inserted into the chute portion 27, and the air supplied to the alignment space 26 side inside the chute portion 27 by the roller supply fluid supply means 28.
- the air is continuously ejected from the horizontal direction, which is a direction orthogonal to the supply direction (vertical direction) of the rollers R, by the alignment fluid supply means 18 through the air ejection nozzle 30.
- the top roller R has a downward pressing force in which the air pressure by the roller supply fluid supply means 28 is added to the weight of the remaining roller R placed above, and the horizontal air pressure.
- the vertical air pressure by the roller supply fluid supply means 28 and the horizontal air pressure by the alignment fluid supply means 18 are such that the roller R is moved in the horizontal direction while the downward pressing force is acting on the roller R.
- the air pressure of the roller supply fluid supply means 28 or the air pressure of the alignment fluid supply means 18 can be changed according to the number of rollers R remaining in the chute portion 27. In addition, it is preferable to obtain
- the leading roller R is moved from the roller supply position S to the length direction of the alignment space 26 by the horizontal air pressure ( 1, FIG. 4 and FIG. 5 (forward in the direction of the arrow X), and it is discharged from the roller supply position S in an instant, or the movement is periodically repeated little by little, and finally from the roller supply position S. Discharge.
- the downward pressing force does not act, so the leading roller R is caused by the air ejected from the air ejection nozzle 30.
- the alignment space 26 can be relatively easily moved in the length direction so as to be blown off in the circumferential direction until it comes into contact with the front end surface of the stopper member 33.
- the leading roller R When the leading roller R is removed from the roller supply position S, it is removed from the chute portion 27 by the downward pressing force in which the weight of the roller R and the air pressure of the air supplied by the roller supply fluid supply means 28 are added together.
- the second roller R is supplied immediately.
- the roller supply fluid supply means 28 applies the downward air pressure, so that the roller supply speed can be increased and the roller supply position S can be set regardless of the air pressure acting in the horizontal direction. It is possible to effectively prevent the posture of the roller R supplied from being greatly inclined.
- the second roller R also has a length of the alignment space 26 from the roller supply position S by the air ejected from the air ejection nozzle 30 when the roller supply fluid supply means 28 is stopped.
- the lid body and the roller supply means 17 are removed from the upper surface of the thick portion 22 constituting the guide cylinder 19, and the alignment jig 14 is inserted. It is moved below the jig 15. Specifically, as shown in FIG. 8A, a through hole 24 provided in the guide tube 19 of the alignment jig 14 and a guide hole 39 provided in the guide member 35 of the insertion jig 15 are provided. The alignment jig 14 is moved below the insertion jig 15 so as to be concentric. Then, from this state, the pushing jig 21 of the alignment jig 14 is relatively displaced upward.
- the roller group G aligned in an annular shape in the alignment space 26 is pushed upward from the alignment space 26 and taken out in the axial direction. Then, the roller group G is inserted into the guide hole 39 while the pushing cylinder 38 of the insertion jig 15 is pushed upward by the upper end surface of the roller group G. As a result, the holding member 36 is inserted into the roller group G in an elastically contracted state while the diameter of the roller group G is prevented from expanding by the inner peripheral surface of the guide hole 39. Note that the upward movement of the holding member 36 is blocked by the guide rod 37.
- rollers R not only can a plurality of rollers R be arranged inside the outer ring W in a state where they are aligned in parallel with each other in an annular shape, but the roller R incorporated inside the outer ring W is in a state immediately after being assembled. Therefore, it is possible to effectively prevent tilting or falling off. That is, after aligning the rollers R using the alignment jig 14, the extrusion jig 21 is replaced with another member of the jig body 16 with the lid body removed from the upper surface of the thick portion 22 of the guide cylinder 19.
- the roller group G aligned in an annular shape can be easily taken out by relative displacement upward.
- the roller group G taken out from the through-hole 24 is not inserted into the outer ring W as it is, but is once moved into the guide hole 39 of the insertion jig 15 and held therein.
- the roller group G and the holding member 36 can be simultaneously incorporated inside the outer ring W.
- the holding member 36 can press and hold the rollers R constituting the roller group G toward the outer ring raceway formed on the inner peripheral surface of the outer ring W in a state of being incorporated inside the outer ring W. It is possible to effectively prevent the roller R from inclining or falling off from the state immediately after the roller R is incorporated inside the outer ring W.
- the rollers R when aligning the plurality of rollers R in an annular shape, the rollers R are not aligned by being rotated by a rotating shaft (guide bar) but are aligned with the rollers R by the alignment fluid supply means 18.
- the rollers R are aligned by utilizing a flow of air (air pressure) ejected toward the air. For this reason, it is possible to align the rollers R in the alignment space 26 while effectively preventing damage to the rolling surfaces of the rollers R. Further, the alignment time can be shortened easily by increasing the speed of the air ejected by the alignment fluid supply means 18 or increasing the ejection amount.
- the roller R stored in the chute portion 27 is pressed toward the alignment space 26 using the roller supply fluid supply means 28. For this reason, it is possible to increase the supply speed of the roller R to the roller supply position S as compared with the case where the roller supply fluid supply means 28 is not provided, which is advantageous in shortening the alignment time. . Further, the posture of the roller R supplied to the roller supply position S can be prevented from being inclined regardless of the air pressure acting in the horizontal direction with respect to the roller R. Further, since the supply and non-supply of air into the chute portion 27 are controlled to be repeated alternately, the leading roller R can be adjusted without excessively increasing the air pressure by the alignment fluid supply means 18.
- the roller R can be moved from the roller supply position S regardless of the weight of the remaining roller R, regardless of the force pressed against the upper surface of the pushing jig 21 by the air pressure by the supply fluid supply means 28. This leads to a reduction in the size of these fluid supply means, which is advantageous in reducing the size and weight of the alignment jig 14.
- the air supplied by the roller supply fluid supply means 28 and the alignment fluid supply means 18 is supplied from the inner peripheral surface of the guide tube 19 (through hole 24), the outer peripheral surface of the extrusion jig 21, and Further, it can be discharged to the outside through an annular minute gap formed between the outer peripheral surface of the guide shaft 20 and the inner peripheral surface of the pushing jig 21.
- the cross-sectional shape of the insertion hole 32 for inserting the air ejection nozzle 30 is an oblong shape in order to adjust the ejection direction of the air ejection nozzle 30, it is between the air ejection nozzle 30 and the insertion hole 32. It can also be discharged from the gap.
- a dedicated discharge hole for discharging the supplied air to the outside can be formed in a part of the guide tube 19.
- the shape of the holding member 36 is not limited to the illustrated structure. That is, as long as the roller R constituting the roller group G can be pressed toward the raceway surface of the outer ring (track member) while being inserted inside the annularly arranged roller group G, the roller group G can be held. It is sufficient, and any structure of a hollow shape and a solid shape can be adopted, and various shapes such as a circular shape and a star shape can be adopted as the radial cross-sectional shape.
- the roller supply fluid supply means 28 intermittently supplies air.
- the present invention is not limited to the control method in which the alignment fluid supply means 18 continuously supplies air.
- the roller supply fluid supply means 28 can be set to supply air continuously, or the alignment fluid supply means 18 can be set to supply air intermittently.
- the air supply can be switched intermittently. If controlled in this way, an air flow toward the alignment space 26 is always generated for the roller R inserted into the upper end opening of the chute 27 and falling, so that the supply speed of the roller R is increased. This is advantageous in reducing the alignment time.
- the fluid supplied by the alignment fluid supply means 18 and the roller supply fluid supply means 28 is not limited to air, and various fluids such as water and oil can also be used.
- FIG. 9 to 10 show a second example of the embodiment of the present invention.
- the alignment jig 14a is used when a plurality of rollers R are linearly aligned in parallel with each other and the rollers R are supplied to another apparatus.
- the alignment jig 14a includes a jig body 16a, roller supply means 17a, and alignment fluid supply means 18a.
- the jig main body 16a is composed of a roller supply case 44 alone, and a linear alignment space 26a is formed inside the roller supply case 44.
- the left-right direction in FIG. 9 and the front-back direction in FIG. 10 correspond to the width direction, and the up-down direction in FIG.
- a through hole 46 through which the roller R can be inserted is formed at one end portion in the length direction (upper end portion in FIG. 9) of one side wall 45a. Is formed.
- the roller supply case 44 is connected to another device (not shown) at the lower portion thereof, and the lower end portion of the alignment space 26a is opened to supply the roller R to the other device.
- the roller supply means 17a includes a chute portion 27a and a roller supply fluid supply means (not shown), and a direction that coincides with the width direction of the alignment space 26a (the left-right direction in FIG. 9 and the front-back direction in FIG. 10). ), A plurality of rollers R are held in a state of being arranged in series in the axial direction, and the rollers R are sequentially supplied to the alignment space 26a. For this reason, the chute
- the roller supply fluid supply means of the roller supply means 17a is configured in the same manner as in the first example of the embodiment, and the air flow toward the alignment space 26a is provided inside the chute portion 27a.
- the roller R accommodated in the chute portion 27a is pressed toward the alignment space 26a.
- the alignment fluid supply means 18a includes an air ejection nozzle 30a and an actuator.
- the roller R supplied to the alignment space 26a by the roller supply means 17a has a supply direction of the roller R (the width of the alignment space 26a).
- the air is ejected from a direction orthogonal to the direction (from the upper side to the lower side in FIGS. 9 and 10). For this reason, an insertion hole 32 a penetrating in the vertical direction is formed in the top plate 47 of the roller supply case 44.
- the tip part of the air ejection nozzle 30a inserted in the insertion hole 32a is the position where the roller R is supplied from the chute part 27a in the alignment space 26a, the roller supply position S (the upper end of the alignment space 26a) ).
- the roller R is inserted in the axial direction from one end opening of the chute portion 27a of the roller supply means 17a.
- the roller supply fluid supply means constantly generates an air flow toward the alignment space 26a inside the chute portion 27a, and the first roller R inserted first from the chute portion 27a to the alignment space 26a.
- the roller R is supplied to the roller supply position S and the air pressure in the horizontal direction is applied to the roller R, and the roller R is stopped at the roller supply position S.
- the alignment fluid supply means 18a ejects air from above, which is a direction orthogonal to the supply direction of the rollers R, through the air ejection nozzle 30a (continues ejection).
- the air pressure in the horizontal direction by the roller supply fluid supply means and the air pressure directed downward are applied to the leading roller R.
- the downward air pressure overcomes the horizontal air pressure acting on the roller R and moves the roller R from the roller supply position S.
- the pressing force directed in the horizontal direction does not act, so the leading roller R is ejected from the air ejection nozzle 30a. It is blown off by the action of air and gravity and is relatively easily moved in the length direction of the alignment space 26a.
- the second roller R When the top roller R is out of the roller supply position S, the second roller R is immediately supplied from the chute portion 27a. Particularly in the case of this example, since the air pressure directed in the horizontal direction is always applied by the roller supply fluid supply means, the roller R supplied to the roller supply position S irrespective of the action of the air pressure directed downward and the gravity. It is possible to effectively prevent the posture of the camera from being greatly inclined.
- the second roller R is also moved in the length direction of the alignment space 26a from the roller supply position S by the air ejected from the air ejection nozzle 30a. In this example, the roller supply to the roller supply position S and the movement of the roller R from the roller supply position S are sequentially repeated in this way. Accordingly, the rollers R can be sequentially supplied from the lower end opening of the alignment space 26a to another device while aligning the plurality of rollers R in the linear alignment space 26a in parallel with each other.
- the control method by the controller of the actuator for the roller supply fluid supply means and the actuator 30a of the alignment fluid supply means 18a is a roller supply fluid supply means.
- the arrangement fluid supply means 18a is not limited to a structure that continuously supplies air. That is, air can be supplied intermittently or continuously by the actuator constituting the roller supply fluid supply means and the actuator 30a constituting the alignment fluid supply means 18a. About another structure and an effect, it is the same as that of the case of the 1st example of embodiment.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Automatic Assembly (AREA)
- Mounting Of Bearings Or Others (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Description
図1~図8は、本発明の実施の形態の第1例を示している。組立装置13は、整列治具14と、挿入治具15とから構成され、総ころ型のラジアルころ軸受を構成する外輪Wの内側に、複数のころRを組み込むために使用される。
図9~図10は、本発明の実施の形態の第2例を示している。本例の場合、整列治具14aは、複数のころRを直線状に互いに並列に整列させて、別の装置にころRを供給する際に使用される。整列治具14aは、治具本体16aと、ころ供給手段17aと、整列用流体供給手段18aとを備える。
2 整列ガイド部材
3 ガイドバー
4 押し込み筒
5 ころ供給手段
6 シャッタ部材
7a、7b チャック部材
8 貫通孔
9 電動モータ
10 出力軸
11 溝
12 整列空間
13 組立装置
14、14a 整列治具
15 挿入治具
16、16a 治具本体
17、17a ころ供給手段
18、18a 整列用流体供給手段
19 ガイド筒
20 ガイド軸
21 押し出し治具
22 厚肉部
23 薄肉部
24 貫通孔
25 外向鍔部
26、26a 整列空間
27、27a シュート部
28 ころ供給用流体供給手段
29 エア噴出ノズル
30、30a エア噴出ノズル
31 アクチュエータ
32、32a 挿通孔
33 ストッパ部材
34 挿通孔
35 ガイド部材
36 保持部材
37 ガイドロッド
38 押し出し筒
39 ガイド孔
40 円筒部
41 底部
42 外向鍔部
43 切り欠き
44 ころ供給用ケース
45 側壁部
46 通孔
47 天板
G ころ群
R ころ
S ころ供給位置
W ワーク
Claims (3)
- 円環状の整列空間に互いに並列に整列した複数のころからなるころ群を、内周面に軌道面を有する軌道部材の内側に組み込むための挿入治具を備えるころ軸受の組立装置であって、
前記挿入治具が、
前記整列空間から軸方向に押し出された前記ころ群を挿入可能なガイド孔を有するガイド部材と、
前記ガイド孔内に配置され、当該ガイド孔内に挿入された前記ころ群の内側に弾性的に縮径した状態で挿入可能な保持部材と、
前記ガイド孔内に、軸方向に関して前記保持部材と直列に配置されたガイドロッドと、
前記ガイド孔内に挿入され、前記保持部材および前記ガイドロッドの周囲に設けられた押し出し筒と、
を備え、前記押し出し筒を前記ガイド部材に対して軸方向に相対変位させることで、前記ころ群および当該ころ群の内側に挿入された前記保持部材を、前記ガイド孔内から軸方向に同時に押し出し、当該ころ群および当該保持部材を、前記軌道部材の内側に同時に組み込むことを可能としている、
ころ軸受の組立装置。 - 前記整列空間が形成された整列治具をさらに備え、当該整列治具が、前記ころ群を当該整列空間から軸方向に押し出すための押し出し手段と、前記整列空間内に流体を噴出して、当該流体の流れを利用して、前記整列空間内に軸方向に順次供給された前記ころのそれぞれを該整列空間の円周方向に移動させ、前記整列空間内に前記ころを互いに並列に整列させることを可能とする、整列用流体供給手段とを備える、請求項1に記載のころ軸受の組立装置。
- 円環状の整列空間に互いに並列に整列した複数のころからなるころ群を、内周面に軌道面を有する軌道部材の内側に組み込む、ころ軸受の組立方法であって、
前記ころ群を前記整列空間から軸方向に取り出すと同時に、当該ころ群の直径が広がることを阻止しつつ、当該ころ群の内側に保持部材を弾性的に縮径した状態で挿入する工程と、
前記ころ群および前記保持部材を、前記軌道部材の内側に同時に組み込む工程と、
を備える、ころ軸受の組立方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380001722.2A CN103619532B (zh) | 2012-02-23 | 2013-02-12 | 滚柱轴承的组装装置 |
| KR1020147023345A KR101568954B1 (ko) | 2012-02-23 | 2013-02-12 | 롤러 베어링의 조립 장치 및 조립 방법 |
| JP2014500660A JP5737472B2 (ja) | 2012-02-23 | 2013-02-12 | ころ軸受の組立装置および組立方法 |
| US14/379,769 US9797455B2 (en) | 2012-02-23 | 2013-02-12 | Roller bearing assembly apparatus and roller bearing assembly method |
| EP13751199.4A EP2818275B1 (en) | 2012-02-23 | 2013-02-12 | Method for assembling and device for assembling roller bearing |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-036995 | 2012-02-23 | ||
| JP2012-037165 | 2012-02-23 | ||
| JP2012037165 | 2012-02-23 | ||
| JP2012036995 | 2012-02-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013125393A1 true WO2013125393A1 (ja) | 2013-08-29 |
Family
ID=49005580
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/053262 WO2013125392A1 (ja) | 2012-02-23 | 2013-02-12 | ころ整列装置およびころ整列方法 |
| PCT/JP2013/053263 WO2013125393A1 (ja) | 2012-02-23 | 2013-02-12 | ころ軸受の組立装置および組立方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/053262 WO2013125392A1 (ja) | 2012-02-23 | 2013-02-12 | ころ整列装置およびころ整列方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9797455B2 (ja) |
| EP (2) | EP2818275B1 (ja) |
| JP (2) | JP5737472B2 (ja) |
| KR (2) | KR101622500B1 (ja) |
| CN (2) | CN103619532B (ja) |
| WO (2) | WO2013125392A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016175156A (ja) * | 2015-03-20 | 2016-10-06 | 日本碍子株式会社 | 組み立て品を生産する方法 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105500273B (zh) * | 2016-01-21 | 2017-08-25 | 洛阳轴研科技股份有限公司 | 一种轴承用径向滚子装配装置 |
| JP6692201B2 (ja) * | 2016-03-31 | 2020-05-13 | 株式会社Fuji | 部品供給装置 |
| CN106041529B (zh) * | 2016-08-15 | 2018-05-01 | 大连华控工业装备有限公司 | 全自动双列圆锥轴承装配线 |
| CN106799579B (zh) * | 2017-03-10 | 2019-02-22 | 陈琼瑜 | 一种阀芯压盖自动组装装置 |
| CN106958608B (zh) * | 2017-05-20 | 2022-10-04 | 无锡沃尔德轴承有限公司 | 一种轴承滚子装配装置 |
| CN109352554B (zh) * | 2018-11-23 | 2020-09-18 | 浙江贝良风能电子科技有限公司 | 一种轴承外圈加工用定位调节模具 |
| CN109611457A (zh) * | 2018-12-25 | 2019-04-12 | 江苏联动轴承股份有限公司 | 一种异型保持架及滚子安装机构 |
| CN109531560B (zh) * | 2019-01-09 | 2021-04-09 | 中国工程物理研究院激光聚变研究中心 | 大长径比轴孔装配分析系统及方法 |
| JP7034976B2 (ja) * | 2019-03-18 | 2022-03-14 | Towa株式会社 | ワーク保持部及びワーク保持部回転ユニット |
| CN110509023B (zh) * | 2019-09-03 | 2021-05-04 | 四川九洲电器集团有限责任公司 | 一种焊环插入装置及焊环自动插入方法 |
| CN111015157B (zh) * | 2019-12-18 | 2021-05-11 | 浙江辛子精工机械有限公司 | 一种闭式滚柱丝杠机构装配方法 |
| CN111188842B (zh) * | 2020-02-17 | 2021-04-27 | 聊城鲁寰轴承有限公司 | 一种轴承钢珠自动压紧装置 |
| CN111230494A (zh) * | 2020-03-26 | 2020-06-05 | 深圳市创想三维科技有限公司 | 轴承压合机 |
| CN111462778B (zh) * | 2020-04-07 | 2021-08-24 | 泉州台商投资区长矽工业设计有限公司 | 一种用于磁头自动入壳整形设备 |
| KR102157190B1 (ko) * | 2020-07-29 | 2020-09-17 | 에이스이엔지 주식회사 | 차량용 배터리 인디케이터 조립장치 |
| CN112013032B (zh) * | 2020-08-19 | 2021-11-16 | 苏州渭塘文化产业发展有限公司 | 一种轴承装配设备上的保持架上料架 |
| CN112128255B (zh) * | 2020-10-26 | 2022-04-19 | 烟台汽车工程职业学院 | 一种机械用高速轴承内外圈自动装配装置 |
| CN112621205A (zh) * | 2020-12-10 | 2021-04-09 | 汪庆文 | 一种轴承加工用连续性上料设备及其使用方法 |
| CN114321193B (zh) * | 2021-12-28 | 2022-09-27 | 常州市武滚轴承有限公司 | 一种滚针轴承装配涂脂一体机 |
| CN114453635A (zh) * | 2022-03-16 | 2022-05-10 | 中国铁建重工集团股份有限公司 | 一种籽粒破碎辊辊筒夹具 |
| CN115539519B (zh) * | 2022-10-31 | 2024-02-02 | 黄石人本轴承有限公司 | 一种满滚子无外圈圆柱滚子轴承装配机及其使用方法 |
| CN116906457B (zh) * | 2023-09-11 | 2023-11-14 | 常州市武滚轴承有限公司 | 一种圆柱滚子轴承组合装配工装 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05329721A (ja) | 1991-12-26 | 1993-12-14 | Honda Motor Co Ltd | ニードルローラの組立方法及び組立装置 |
| JP2004068838A (ja) * | 2002-08-01 | 2004-03-04 | Tanaka Seimitsu Kogyo Kk | ニードルベアリング組付装置 |
| JP2007160414A (ja) * | 2005-12-09 | 2007-06-28 | Honda Motor Co Ltd | ニードルベアリングの組付装置 |
| JP2008068374A (ja) | 2006-09-15 | 2008-03-27 | Ntn Corp | 総ころ軸受機構の組立装置 |
| JP2009150491A (ja) | 2007-12-21 | 2009-07-09 | Jtekt Corp | ころ保持具及びころ軸受の組立方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3116543A (en) * | 1959-10-23 | 1964-01-07 | Kenney Mfg Co | Ball bearing assembly and loading apparatus |
| US3495755A (en) * | 1967-05-29 | 1970-02-17 | Russell Co Inc Arthur | Fluid operated inserting tool |
| JPS5676353A (en) | 1979-11-29 | 1981-06-23 | Mitsubishi Motors Corp | Automatic assembling device for needle roller |
| JP2629371B2 (ja) | 1989-09-05 | 1997-07-09 | 日本精工株式会社 | ころ軸受の組み付け方法ところ軸受の組み付けユニット |
| JPH04283032A (ja) | 1991-03-06 | 1992-10-08 | Mitsubishi Pencil Co Ltd | 直線摺動用ボールベアリングの組立て部品 |
| JPH0773815B2 (ja) * | 1991-09-24 | 1995-08-09 | 先生精機株式会社 | コロ軸受の組み立て方法 |
| JPH11301850A (ja) | 1998-04-20 | 1999-11-02 | Sony Corp | バルクフィーダ |
| JP5280900B2 (ja) | 2009-03-17 | 2013-09-04 | セイコーインスツル株式会社 | ワークの分離装置、ワークの分離方法、ニードルベアリングの製造方法、カムフォロアの製造方法、ニードルベアリング、並びにカムフォロア |
| CN201493660U (zh) * | 2009-05-21 | 2010-06-02 | 常州金球轴承厂 | 实体套圈滚滚针轴承装配机 |
| CN201866111U (zh) | 2010-10-28 | 2011-06-15 | 常州光洋轴承股份有限公司 | 密排型滚动体的组合套 |
| ITVI20110322A1 (it) | 2011-12-15 | 2013-06-16 | M A S R L | Macchina per l'assemblaggio di sistemi meccanici comprendenti elementi in moto rotatorio relativo |
-
2013
- 2013-02-12 WO PCT/JP2013/053262 patent/WO2013125392A1/ja active Application Filing
- 2013-02-12 US US14/379,769 patent/US9797455B2/en not_active Expired - Fee Related
- 2013-02-12 US US14/379,779 patent/US9611895B2/en not_active Expired - Fee Related
- 2013-02-12 JP JP2014500660A patent/JP5737472B2/ja not_active Expired - Fee Related
- 2013-02-12 KR KR1020147023342A patent/KR101622500B1/ko active IP Right Grant
- 2013-02-12 KR KR1020147023345A patent/KR101568954B1/ko active IP Right Grant
- 2013-02-12 CN CN201380001722.2A patent/CN103619532B/zh not_active Expired - Fee Related
- 2013-02-12 CN CN201380002215.0A patent/CN103717348B/zh not_active Expired - Fee Related
- 2013-02-12 EP EP13751199.4A patent/EP2818275B1/en not_active Not-in-force
- 2013-02-12 JP JP2014500659A patent/JP5725254B2/ja active Active
- 2013-02-12 WO PCT/JP2013/053263 patent/WO2013125393A1/ja active Application Filing
- 2013-02-12 EP EP13751336.2A patent/EP2818276B1/en not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05329721A (ja) | 1991-12-26 | 1993-12-14 | Honda Motor Co Ltd | ニードルローラの組立方法及び組立装置 |
| JP2004068838A (ja) * | 2002-08-01 | 2004-03-04 | Tanaka Seimitsu Kogyo Kk | ニードルベアリング組付装置 |
| JP2007160414A (ja) * | 2005-12-09 | 2007-06-28 | Honda Motor Co Ltd | ニードルベアリングの組付装置 |
| JP2008068374A (ja) | 2006-09-15 | 2008-03-27 | Ntn Corp | 総ころ軸受機構の組立装置 |
| JP2009150491A (ja) | 2007-12-21 | 2009-07-09 | Jtekt Corp | ころ保持具及びころ軸受の組立方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016175156A (ja) * | 2015-03-20 | 2016-10-06 | 日本碍子株式会社 | 組み立て品を生産する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103717348A (zh) | 2014-04-09 |
| US20150013164A1 (en) | 2015-01-15 |
| EP2818275B1 (en) | 2018-04-04 |
| KR20140119137A (ko) | 2014-10-08 |
| EP2818275A4 (en) | 2015-12-02 |
| EP2818275A1 (en) | 2014-12-31 |
| JPWO2013125393A1 (ja) | 2015-07-30 |
| EP2818276A1 (en) | 2014-12-31 |
| US9611895B2 (en) | 2017-04-04 |
| US9797455B2 (en) | 2017-10-24 |
| CN103619532A (zh) | 2014-03-05 |
| KR101622500B1 (ko) | 2016-05-18 |
| KR20140119138A (ko) | 2014-10-08 |
| EP2818276A4 (en) | 2015-12-09 |
| JPWO2013125392A1 (ja) | 2015-07-30 |
| CN103619532B (zh) | 2016-04-20 |
| US20150075004A1 (en) | 2015-03-19 |
| JP5737472B2 (ja) | 2015-06-17 |
| CN103717348B (zh) | 2017-03-29 |
| KR101568954B1 (ko) | 2015-11-12 |
| JP5725254B2 (ja) | 2015-05-27 |
| EP2818276B1 (en) | 2017-09-27 |
| WO2013125392A1 (ja) | 2013-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5737472B2 (ja) | ころ軸受の組立装置および組立方法 | |
| US20080163479A1 (en) | Needle Roller Bearing Manufacturing Apparatus and Needle Roller Bearing Manufacturing Method | |
| JP2006205263A (ja) | ベアリング組付装置 | |
| KR20090005363A (ko) | 공작기계에 바 소재를 연속적으로 로딩하기 위한 설비 | |
| JP4203475B2 (ja) | ベアリングのボール配列装置 | |
| US10632579B2 (en) | Assembly device of ball screw and assembly method of ball screw | |
| JP2010120152A (ja) | ニードルローラベアリング製造装置およびニードルローラベアリングの製造方法 | |
| JP4655885B2 (ja) | ボールねじ装置の組立装置およびその組立方法 | |
| JP4398291B2 (ja) | 玉軸受製造装置及び玉軸受製造方法 | |
| JP2010135757A (ja) | 配設装置 | |
| KR101340132B1 (ko) | 회전기구를 이용한 볼 베어링의 볼 세퍼레이터 조립장치 | |
| JP5146993B2 (ja) | ボールねじの組立装置及びそれを用いたボールねじの組立方法 | |
| JP2008296304A (ja) | ボールねじ、ボールねじの組立装置及びそれを用いたボールねじの組立方法 | |
| JP4995139B2 (ja) | ボールねじの組立装置及びそれを用いたボールねじの組立方法 | |
| KR102516318B1 (ko) | 볼 스크류의 그리스 도포 장치 및 방법 | |
| JP4305060B2 (ja) | バルブコッタの組付装置および組付方法 | |
| JP4618115B2 (ja) | ボールねじ装置の組立装置およびその組立方法 | |
| JP2012082902A (ja) | ボールねじ | |
| JP2008296324A (ja) | ボールねじ、ボールねじの組立装置及びそれを用いたボールねじの組立方法 | |
| JP2013252598A (ja) | ホールカッター装置 | |
| JP2009133371A (ja) | 運動装置 | |
| JP2012225442A (ja) | リニアガイド装置用案内レール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201380001722.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13751199 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014500660 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013751199 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14379769 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147023345 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |