WO2013031884A1 - 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス - Google Patents
合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス Download PDFInfo
- Publication number
- WO2013031884A1 WO2013031884A1 PCT/JP2012/071992 JP2012071992W WO2013031884A1 WO 2013031884 A1 WO2013031884 A1 WO 2013031884A1 JP 2012071992 W JP2012071992 W JP 2012071992W WO 2013031884 A1 WO2013031884 A1 WO 2013031884A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- laminated glass
- layer
- interlayer film
- layers
- mol
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10605—Type of plasticiser
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/14—Homopolymers or copolymers of acetals or ketals obtained by polymerisation of unsaturated acetals or ketals or by after-treatment of polymers of unsaturated alcohols
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/246—All polymers belonging to those covered by groups B32B27/32 and B32B27/30
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
- Y10T428/24975—No layer or component greater than 5 mils thick
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31627—Next to aldehyde or ketone condensation product
- Y10T428/3163—Next to acetal of polymerized unsaturated alcohol [e.g., formal butyral, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31859—Next to an aldehyde or ketone condensation product
Definitions
- the present invention relates to an interlayer film for laminated glass used for obtaining laminated glass, and more specifically, an interlayer film for laminated glass having a multilayer structure in which a plurality of layers containing a thermoplastic resin are laminated, and the laminated glass
- the present invention relates to a method for producing an interlayer film.
- the present invention also relates to a laminated glass using the interlayer film for laminated glass.
- Laminated glass is superior in safety even if it is damaged by an external impact and the amount of glass fragments scattered is small. For this reason, the said laminated glass is widely used for a motor vehicle, a rail vehicle, an aircraft, a ship, a building, etc.
- the laminated glass is manufactured by sandwiching an interlayer film for laminated glass between a pair of glass plates.
- Patent Document 1 discloses that 100 parts by weight of polyvinyl acetal having a degree of acetalization of 60 to 85 mol% and at least one of alkali metal salts and alkaline earth metal salts.
- a sound insulation layer containing 0.001 to 1.0 part by weight of a metal salt and 30 parts by weight or more of a plasticizer is disclosed.
- Patent Document 1 below also describes a multilayer intermediate film in which the sound insulation layer is laminated on another layer, and has a laminated structure of other layers / sound insulation layers / other layers.
- Patent Document 2 discloses an intermediate film in which two or more layers having different sound transmission losses (TL values) are alternately stacked. In this intermediate film, the thickness ratios of adjacent layers are all in the range of 0.9 to 1.1.
- Example 2 of Patent Document 2 describes a multilayer intermediate film in which two layers A and B are laminated in a laminated structure of A / B / A / B / A / B.
- Patent Document 3 discloses an intermediate film in which two or more layers having different Young's moduli are laminated.
- Examples 1 and 2 of Patent Document 3 describe a multilayer intermediate film in which two layers A and B are laminated in a laminated structure of A / B / A.
- JP 2007-070200 A Japanese Patent Laid-Open No. 7-172879 Japanese Patent Laid-Open No. 2003-192402
- a laminated glass used for a fuel vehicle using an internal combustion engine is particularly required to have sound insulation in a relatively low frequency range.
- the laminated glass used in a fuel vehicle using an internal combustion engine has high sound insulation in a high frequency range.
- the high sound-insulation property in a high frequency region is calculated
- the laminated glass is not sufficiently sound-insulating in the high frequency region, and therefore avoids a decrease in sound-insulating property due to the coincidence effect. It may not be possible. In particular, the sound insulation properties at around 20 ° C. of this laminated glass may not be sufficient.
- the coincidence effect means that when a sound wave is incident on the glass plate, the transverse wave propagates on the glass surface due to the rigidity and inertia of the glass plate, and the transverse wave and the incident sound resonate. This is a phenomenon that occurs.
- An object of the present invention is to provide an interlayer film for laminated glass having a high tear strength, a method for producing the interlayer film for laminated glass, and a laminated glass using the interlayer film for laminated glass.
- a limited object of the present invention is to provide an interlayer film for laminated glass capable of obtaining a laminated glass excellent in sound insulation, a method for producing the interlayer film for laminated glass, and a laminated glass using the interlayer film for laminated glass Is to provide.
- a laminated glass which is a laminated glass interlayer film used for obtaining a laminated glass, has a laminate in which 10 or more first layers containing a thermoplastic resin are laminated. An intermediate film is provided.
- the laminate includes a laminate in which ten or more first layers containing polyvinyl acetal which is the thermoplastic resin and a plasticizer are laminated.
- the degree of acetylation of the polyvinyl acetal is 8 mol% or less and the degree of acetalization is 70 mol% or more, or the acetyl of the polyvinyl acetal The degree of conversion exceeds 8 mol%.
- the average thickness of the first layer is 5 nm or more and 100 ⁇ m or less.
- the thickness of the laminate is 0.05 mm or more and 3 mm or less.
- At least one of the thickness ratios of the adjacent first layers exceeds 1.1.
- At least one of the thickness ratios of the adjacent first layers exceeds 1.2.
- one or two second layers that are thicker than the thicknesses of all the first layers are provided, and one surface of the laminate is provided. Or the said 2nd layer is laminated
- the second layer contains polyvinyl acetal and a plasticizer.
- the outer surface of the second layer opposite to the laminate side is embossed.
- the thickness of the second layer per layer is 0.05 mm or more and 1 mm or less.
- the laminate is obtained by a multilayer melt extrusion method.
- the thermoplastic resin is a first polyvinyl acetal and a second polyvinyl acetal, and the first layer includes the first polyvinyl acetal.
- the first layer containing the second polyvinyl acetal is alternately laminated with a total of 10 layers or more, and the degree of polymerization of the first polyvinyl acetal and the second polyvinyl acetal is different by 10 or more.
- the manufacturing method of the intermediate film for laminated glasses which concerns on this invention is a manufacturing method of the intermediate film for laminated glasses mentioned above, Comprising: The 1st layer containing a thermoplastic resin is laminated
- the laminate is formed by a multi-manifold method or a feed block method.
- one or two second layers that are thicker than the thicknesses of all the first layers are formed on one of the laminates.
- a step of laminating the surface or both surfaces is further provided.
- the laminated glass according to the present invention includes the first laminated glass member, the second laminated glass member, and the above-described interlayer film for laminated glass sandwiched between the first and second laminated glass members. .
- the interlayer film for laminated glass according to the present invention has a laminate in which 10 or more first layers containing a thermoplastic resin are laminated, the tear strength can be increased.
- FIG. 1 is a cross-sectional view schematically showing an interlayer film for laminated glass according to the first embodiment of the present invention.
- FIG. 2 is a cross-sectional view schematically showing an interlayer film for laminated glass according to the second embodiment of the present invention.
- FIG. 3 is a cross-sectional view schematically showing an interlayer film for laminated glass according to the third embodiment of the present invention.
- FIG. 4 is a cross-sectional view schematically showing an interlayer film for laminated glass according to the fourth embodiment of the present invention.
- FIG. 5 is a cross-sectional view schematically showing a laminated glass provided with the interlayer film for laminated glass shown in FIG.
- FIG. 6 is a cross-sectional view schematically showing a laminated glass provided with the interlayer film for laminated glass shown in FIG.
- FIG. 7 is a diagram for explaining the shape of the evaluation sample used for the measurement of the tear strength of the example and the comparative example.
- the interlayer film for laminated glass according to the present invention is used for obtaining laminated glass.
- the interlayer film for laminated glass according to the present invention has a laminate in which 10 or more first layers containing a thermoplastic resin are laminated.
- the tear strength of an intermediate film can be increased by laminating many first layers to produce an intermediate film for laminated glass.
- the number of stacked layers of the first layer is 5 or more when the thickness of the stacked body is the same, compared to the case where the number of stacked layers of the first layer is 4 or less.
- the tear strength of the film is increased and the number of stacked layers of the first layer is 10 or more, the number of stacked layers of the first layer is 9 or less compared to the case where the number of stacked layers of the first layer is 9 or less.
- the tear strength is further increased.
- the number of the first layers is 10 or more in order to increase the tear strength of the intermediate film.
- the penetration resistance of the laminated glass provided with the interlayer film for laminated glass is increased by increasing the tear strength.
- the interlayer film for laminated glass according to the present invention has a laminate in which ten or more first layers containing a thermoplastic resin are stacked, the sound insulation of the interlayer film can be improved.
- the interlayer film for laminated glass according to the present invention may include the above laminate and other layers.
- the laminate itself may be the interlayer film for laminated glass according to the present invention.
- the interlayer film for laminated glass according to the present invention may be a single laminate or a composite laminate in which another layer is laminated on the laminate.
- the interlayer film for laminated glass according to the present invention is the above laminated body or includes at least the above laminated body.
- the interlayer film for laminated glass according to the present invention preferably has a laminate in which 10 or more first layers containing polyvinyl acetal and a plasticizer are laminated.
- first layers containing polyvinyl acetal and a plasticizer are laminated.
- the first layer is preferably laminated with 20 or more layers, more preferably 40 or more layers, and more than 80 layers. Most preferred. The reason for this is that as the number of layers increases, the stress concentration points are dispersed and the starting point of breakage is less likely to occur, so that the tear strength increases.
- the upper limit of the number of layers is not particularly limited, but since the transparency of the intermediate film is further improved, the number of layers is preferably 20000 layers or less, more preferably 5000 layers or less, and 1000 layers or less. More preferably. This is because each layer tends to be smooth and stress concentration points are dispersed.
- the tear strength can be increased.
- the average thickness of the first layer is 100 ⁇ m or less so that the number of stacked layers of the first layer increases when the thickness of the stacked body is the same, the number of stacked layers of the first layer As compared with the case where the average thickness of the first layer exceeds 100 ⁇ m so as to reduce the tear strength, the tear strength is further increased.
- FIG. 1 schematically shows a cross-sectional view of an interlayer film for laminated glass according to a first embodiment of the present invention.
- the intermediate film 1 shown in FIG. 1 is a laminated body 2 in which a plurality of first layers 11A to 11K are laminated.
- the laminate 2 is configured by laminating at least ten first layers 11A to 11K.
- the laminate 2 is configured by laminating eleven first layers 11A to 11K.
- the first layers 11A to 11K include a thermoplastic resin.
- the first layers 11A to 11K preferably contain polyvinyl acetal and a plasticizer.
- the first layers 11A to 11K are stacked in the thickness direction of the stacked body 2.
- the compositions of the first layers 11A to 11K may be the same or different and are preferably the same.
- the first surface 2a of the laminate 2 and the second surface 2b opposite to the first surface 2a are surfaces on which laminated glass members are laminated, respectively.
- FIG. 2 schematically shows a cross-sectional view of an interlayer film for laminated glass according to the second embodiment of the present invention.
- the intermediate film 21 shown in FIG. 2 is a laminated body 22 in which a plurality of first layers 31A to 31F and 32A to 32E are laminated.
- the laminate 22 is configured by laminating at least ten first layers 31A to 31F and 32A to 32E. Specifically, the laminate 22 is configured by laminating eleven first layers 31A to 31F and 32A to 32E.
- the first layers 31A to 31F and 32A to 32E contain a thermoplastic resin.
- the first layers 31A to 31F and 32A to 32E preferably contain polyvinyl acetal and a plasticizer.
- the compositions of the first layers 31A to 31F and 32A to 32E may be the same or different.
- the compositions of the first layers 31A to 31F may be the same or different and are preferably the same.
- the compositions of the first layers 32A to 32E may be the same or different, and are preferably the same.
- the first layers 31A to 31F and the first layers 32A to 32E have different thicknesses.
- the thickness of the first layers 31A to 31F is smaller than the thickness of the first layers 32A to 32E.
- the thickness of the plurality of first layers may be the same or different.
- the first layers 31A to 31F and the first layers 32A to 32E are alternately stacked in the thickness direction of the stacked body 22.
- the first surface 22a and the second surface 22b of the laminate 22 are surfaces on which laminated glass members are laminated, respectively.
- FIG. 3 schematically shows a cross-sectional view of an interlayer film for laminated glass according to a third embodiment of the present invention.
- the intermediate film 41 shown in FIG. 3 is laminated on the laminate 2 shown in FIG. 1, the second layer 42 laminated on the first surface 2 a of the laminate 2, and the second surface 2 b of the laminate 2.
- a second layer 43 The second layers 42 and 43 are different from the first layers 31A to 31F and 32A to 32E.
- the second layers 42 and 43 are surface layers.
- the composition of the second layer 42 and the second layer 43 may be the same or different.
- One second layer 42 may be stacked only on the first surface 2a of the stacked body 2, and the second layer 43 may not be stacked on the second surface 2b. That is, the intermediate film has one or two second layers different from the first layer, and the second layer is laminated on one surface or both surfaces of the laminated body. May be.
- the two second layers 42 and 43 are preferably laminated one by one on the first surface 2 a and the second surface 2 b of the laminate 2.
- the outer surfaces 42a and 43a opposite to the laminate 2 side of the second layers 42 and 43 are embossed although not shown.
- the outer surfaces 42a and 43a do not necessarily have to be embossed.
- the outer surface of the second layer can be easily embossed, and the uneven pattern by the embossing Can be formed only in the second layer without being formed in the first layer.
- the outer surfaces 42a and 43a of the second layers 42 and 43 are surfaces on which laminated glass members are laminated.
- the higher the tear strength of the laminate 2 the higher the tear strength of the intermediate film 41 having the laminate 2 and the second layers 42 and 43.
- the sound insulation of the intermediate film 41 having the laminate 2 and the second layers 42 and 43 increases as the sound insulation of the laminate 2 increases.
- FIG. 4 schematically shows a cross-sectional view of an interlayer film for laminated glass according to a fourth embodiment of the present invention.
- the intermediate film 51 illustrated in FIG. 4 is stacked on the stacked body 22 illustrated in FIG. 2, the second layer 42 stacked on the first surface 22 a of the stacked body 22, and the second surface 22 b of the stacked body 22. And a second layer 43.
- the outer surfaces 42a and 43a of the second layers 42 and 43 are surfaces on which laminated glass members are laminated.
- the average thickness of the first layer is preferably 5 nm or more, more preferably 50 nm or more, still more preferably 100 nm or more, preferably 100 ⁇ m or less, more preferably 50 ⁇ m.
- it is more preferably 10 ⁇ m or less.
- the thickness of the thinnest first layer is preferably 5 nm or more, more preferably 50 nm or more.
- the thickness of the thickest first layer is preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less.
- the thickness of each first layer is preferably 5 nm or more, more preferably 50 nm or more, and further The thickness is preferably 100 nm or more, preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less, and still more preferably 10 ⁇ m or less.
- the thickness of each of the first layers may be less than 100 ⁇ m.
- the thickness of each of the two first layers located on the outermost surface of the laminate is preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less, and even more preferably 10 ⁇ m or less.
- the thickness of each of the two first layers located on the outermost surface of the laminate may be less than 100 ⁇ m.
- At least one of the thickness ratios of the adjacent first layers is preferably more than 1.1, more preferably more than 1.2. Further, at least one of the thickness ratios of the adjacent first layers may be 10 or less, preferably 5 or less, and may be 2 or less. Even when at least one thickness ratio is not less than the above lower limit and not more than the above upper limit, an intermediate film excellent in tear strength and sound insulation can be obtained. Further, for example, by increasing the thickness of the layer that effectively increases the tear strength or sound insulation, the tear strength or sound insulation of the intermediate film can be further enhanced.
- the thickness ratio of the adjacent first layer indicates the ratio (A / B) of the thicker thickness A to the thinner thickness B. It is preferable that at least one thickness ratio (A / B) among the thickness ratios (A / B) of the adjacent first layers is not less than the above lower limit, and preferably not more than the above upper limit.
- the thickness of the laminate is preferably 0.05 mm or more, more preferably 0.25 mm or more, preferably 1.5 mm or less, more preferably 1.0 mm or less.
- the thickness of the laminate is not less than the above lower limit, the tear strength and penetration resistance of the interlayer film are further enhanced.
- the thickness of the laminate is not more than the above upper limit, the transparency of the intermediate film is further increased.
- the thickness of the intermediate film is preferably 0.05 mm or more, more preferably 0.25 mm or more, preferably 1.5 mm or less, more preferably 1.0 mm or less.
- the thickness of the intermediate film is not less than the above lower limit, the tear strength and penetration resistance of the intermediate film are further enhanced.
- the thickness of the intermediate film is not more than the above upper limit, the transparency of the intermediate film is further increased.
- the thickness of each second layer is preferably 0.05 mm or more, more preferably 0.00. It is 25 mm or more, preferably 1.5 mm or less, more preferably 1.0 mm or less.
- the thickness of each second layer may exceed 10 ⁇ m, may exceed 50 ⁇ m, and may be 100 ⁇ m or more.
- the thickness of the entire second layer is not particularly limited, but preferably exceeds 0.1 T, more preferably 0.2 T or more, preferably 0.9 T or less, more Preferably it is 0.8T or less.
- the total thickness of the second layer is the thickness of one second layer when one second layer is used, and the thickness of two second layers when two second layers are used. It is thickness.
- the composition of the first layer and the second layer may be the same or different.
- the composition of the first layer and the second layer is preferably different.
- the thickness of the second layer is greater than each thickness of all the first layers, and is greater than the maximum thickness of the first layer.
- the ten-point average roughness Rz of the outer surface of the embossed second layer Is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more, preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less.
- the ten-point average roughness Rz is measured according to JIS B0601: 1994.
- the thermoplastic resin is preferably a polyvinyl acetal resin.
- the thermoplastic resin is a first polyvinyl acetal and a second polyvinyl acetal, and the first polyvinyl acetal is The first layer containing the first polyvinyl acetal and the first polyvinyl acetal containing the second polyvinyl acetal are alternately laminated in total 10 layers or more, and the degree of polymerization of the first polyvinyl acetal and the second polyvinyl acetal is It is preferable that the difference is 10 or more.
- the first layer includes a thermoplastic resin.
- the second layer preferably contains a thermoplastic resin.
- the said thermoplastic resin only 1 type may be used and 2 or more types may be used together.
- thermoplastic resin examples include polyvinyl acetal (polyvinyl acetal resin), ethylene-vinyl acetate copolymer, ethylene-acrylic copolymer, polyurethane, and polyvinyl alcohol. Thermoplastic resins other than these may be used.
- the thermoplastic resin is preferably polyvinyl acetal.
- the first layer preferably contains polyvinyl acetal as the thermoplastic resin, and contains polyvinyl acetal and a plasticizer. More preferably.
- the second layer preferably contains polyvinyl acetal as the thermoplastic resin, and contains polyvinyl acetal and a plasticizer. More preferably.
- the polyvinyl acetal contained in the first and second layers can be produced, for example, by acetalizing polyvinyl alcohol with an aldehyde.
- the saponification degree of the polyvinyl alcohol is generally in the range of 70 to 99.9 mol%.
- the polymerization degree of polyvinyl alcohol for obtaining the polyvinyl acetal contained in the first and second layers is preferably 200 or more, more preferably 500 or more, still more preferably more than 1700, particularly preferably 2000 or more, preferably Is 5000 or less, more preferably 4000 or less, even more preferably 3000 or less, still more preferably less than 3000, and particularly preferably 2800 or less.
- the polyvinyl acetal is preferably a polyvinyl acetal obtained by acetalizing polyvinyl alcohol having a degree of polymerization of not less than the above lower limit and not more than the above upper limit. When the polymerization degree is equal to or higher than the lower limit, the penetration resistance of the laminated glass is further enhanced. When the polymerization degree is not more than the above upper limit, the intermediate film can be easily molded.
- the polymerization degree of polyvinyl alcohol for obtaining the polyvinyl acetal contained in the first layer is preferably more than 1700, more preferably 2000 or more, preferably 3000. Is less than.
- the degree of polymerization of the polyvinyl alcohol indicates an average degree of polymerization, and the average degree of polymerization is determined by a method based on JIS K6726 “Testing method for polyvinyl alcohol”.
- an aldehyde having 1 to 10 carbon atoms is preferably used as the aldehyde.
- the aldehyde having 1 to 10 carbon atoms include formaldehyde, acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde, n-valeraldehyde, 2-ethylbutyraldehyde, n-hexylaldehyde, n-octylaldehyde, Examples include n-nonyl aldehyde, n-decyl aldehyde, and benzaldehyde.
- n-butyraldehyde n-hexylaldehyde or n-valeraldehyde is preferable, and n-butyraldehyde is more preferable.
- the said aldehyde only 1 type may be used and 2 or more types may be used together.
- the polyvinyl acetal contained in the first and second layers is preferably polyvinyl butyral.
- the interlayer film for laminated glass according to the present invention preferably contains polyvinyl butyral as the polyvinyl acetal contained in the first and second layers. By using polyvinyl butyral, the adhesive strength of the interlayer film to the laminated glass member is more appropriately expressed. Further, the light resistance and weather resistance of the intermediate film are further enhanced.
- the hydroxyl group content (hydroxyl content) of the polyvinyl acetal contained in the first layer is preferably 31 mol% or less.
- the content rate of the hydroxyl group of polyvinyl acetal is low, the hydrophilic property of polyvinyl acetal will become low and the content of a plasticizer can be increased. As a result, the sound insulation of the laminated glass is further enhanced.
- the content of hydroxyl groups in the polyvinyl acetal contained in the first layer is preferably 13 mol% or more, more preferably 18 mol% or more, still more preferably 20 mol% or more, particularly preferably 21.5 mol% or more, More preferably, it is 30 mol% or less, More preferably, it is 28 mol% or less, Most preferably, it is 26 mol% or less.
- the hydroxyl group content is equal to or higher than the lower limit, the adhesive strength of the first layer is further increased.
- the content of the hydroxyl group is not more than the above upper limit, the sound insulating property of the laminated glass is further enhanced. Furthermore, the flexibility of the intermediate film is increased, and the handling property of the intermediate film is further improved.
- the content of hydroxyl groups in the polyvinyl acetal contained in the second layer is preferably 26 mol% or more, more preferably 27 mol% or more, still more preferably 28 mol% or more, preferably 35 mol% or less, more preferably 33 The mol% or less, more preferably 32 mol% or less, particularly preferably 31.5 mol% or less.
- the hydroxyl group content is at least the above lower limit, the adhesive strength of the interlayer film is further increased.
- the hydroxyl group content is less than or equal to the above upper limit, the flexibility of the intermediate film is increased, and the handleability of the intermediate film is further improved.
- the hydroxyl group content of the polyvinyl acetal contained in the first layer is lower than the hydroxyl group content of the polyvinyl acetal contained in the second layer. Is preferably 1 mol% or more, more preferably 3 mol% or less, still more preferably 5 mol% or less, and particularly preferably 7 mol% or less.
- the hydroxyl group content of the polyvinyl acetal can be determined, for example, by measuring in accordance with JIS K6728 “Testing methods for polyvinyl butyral” or in accordance with ASTM D1396-92.
- the acetylation degree (acetyl group amount) of the polyvinyl acetal contained in the first layer is preferably 0.1 mol% or more, more preferably 0.4 mol% or more, still more preferably 0.8 mol% or more, Preferably it is 30 mol% or less, More preferably, it is 25 mol% or less, More preferably, it is 20 mol% or less, Most preferably, it is 15 mol% or less.
- the degree of acetylation of the polyvinyl acetal contained in the second layer is preferably 0.1 mol% or more, more preferably 0.4 mol% or more, preferably 20 mol% or less, more preferably 5 mol% or less, Preferably it is 2 mol% or less, Most preferably, it is 1.5 mol% or less.
- the degree of acetylation is not less than the above lower limit, the compatibility between the polyvinyl acetal and the plasticizer is further enhanced, and the glass transition temperature of the interlayer film is sufficiently lowered.
- the acetylation degree is not more than the above upper limit, the moisture resistance of the intermediate film is further enhanced.
- the acetylation degree of the polyvinyl acetal contained in the first layer is preferably higher than the acetylation degree of the polyvinyl acetal contained in the second layer. More preferably 0.1 mol% or more, still more preferably 0.5 mol% or more, still more preferably 1 mol% or more, particularly preferably 5 mol% or more, and more preferably 10 mol% or more. High is most preferred.
- the degree of acetalization of the polyvinyl acetal contained in the first layer may be higher than the degree of acetalization of the polyvinyl acetal contained in the second layer. preferable.
- the degree of acetylation can be measured, for example, according to JIS K6728 “Testing methods for polyvinyl butyral” or according to ASTM D1396-92.
- the degree of acetalization of the polyvinyl acetal contained in the first layer is preferably 50 mol% or more, more preferably 53 mol% or more, still more preferably 60 mol% or more, particularly preferably 63 mol% or more, preferably 85 mol%. % Or less, more preferably 83 mol%, still more preferably 80 mol% or less, particularly preferably 78 mol% or less.
- the degree of acetalization of the polyvinyl acetal contained in the second layer is preferably 55 mol% or more, more preferably 60 mol% or more, still more preferably 65 mol% or more, particularly preferably 67 mol% or more, preferably 80 mol%.
- the degree of acetalization is not less than the above lower limit, the compatibility between the polyvinyl acetal and the plasticizer is further enhanced, and the glass transition temperature of the interlayer film is sufficiently lowered.
- the reaction time required in order to manufacture polyvinyl acetal can be shortened as the said acetalization degree is below the said upper limit.
- the degree of acetalization is a value obtained by dividing a mole fraction obtained by dividing the amount of ethylene groups to which acetal groups are bonded by the total amount of ethylene groups in the main chain, as a percentage (mol%).
- the degree of acetalization is determined by measuring the degree of acetylation (acetyl group content) and hydroxyl group content (vinyl alcohol content) by a method based on JIS K6728 “Testing methods for polyvinyl butyral” or a method based on ASTM D1396-92. In addition, it can be calculated by subtracting the degree of acetylation and the hydroxyl group content from 100 mol%.
- the degree of acetalization (butyralization degree) and the degree of acetylation were measured by a method according to JIS K6728 “Testing method for polyvinyl butyral” or ASTM D1396-92. Can be calculated from Measurement by a method based on ASTM D1396-92 is preferred.
- the polyvinyl acetal contained in the first layer has an acetylation degree a of 8 mol% or less and an acetalization degree a of 70 mol%. It is preferably polyvinyl acetal A as described above, or polyvinyl acetal B having an acetylation degree b exceeding 8 mol%.
- the polyvinyl acetal contained in the first layer may be the polyvinyl acetal A or the polyvinyl acetal B.
- the degree of acetylation a of the polyvinyl acetal A is 8 mol% or less, preferably 7.5 mol% or less, more preferably 7 mol% or less, still more preferably 6.5 mol% or less, particularly preferably 5 mol% or less, Preferably it is 0.1 mol% or more, More preferably, it is 0.5 mol% or more, More preferably, it is 0.8 mol% or more, Most preferably, it is 1 mol% or more.
- the acetylation degree a is not more than the above upper limit and not less than the above lower limit, the migration of the plasticizer can be easily controlled, and the sound insulation of the laminated glass can be further enhanced.
- the degree of acetalization a of the polyvinyl acetal A is 70 mol% or more, preferably 70.5 mol% or more, more preferably 71 mol% or more, still more preferably 71.5 mol% or more, particularly preferably 72 mol% or more, Preferably it is 85 mol% or less, More preferably, it is 83 mol% or less, More preferably, it is 81 mol% or less, Most preferably, it is 79 mol% or less.
- the acetalization degree a is not less than the above lower limit, the sound insulation of the laminated glass is further enhanced.
- the reaction time required in order to manufacture polyvinyl acetal A can be shortened as the said acetalization degree a is below the said upper limit.
- the hydroxyl group content a of the polyvinyl acetal A is preferably at least 18 mol%, more preferably at least 19 mol%, even more preferably at least 20 mol%, particularly preferably at least 21 mol%, preferably at most 31 mol%. Preferably it is 30 mol% or less, More preferably, it is 29 mol% or less, Most preferably, it is 28 mol% or less.
- the hydroxyl group content a is equal to or higher than the lower limit, the adhesive strength of the interlayer film is further increased.
- the hydroxyl group content a is not more than the above upper limit, the sound insulation of the laminated glass is further enhanced.
- the polyvinyl acetal A is preferably polyvinyl butyral.
- the degree of acetylation b of the polyvinyl acetal B is more than 8 mol%, preferably 9 mol% or more, more preferably 9.5 mol% or more, still more preferably 10 mol% or more, particularly preferably 10.5 mol%. Above, preferably 30 mol% or less, more preferably 28 mol% or less, still more preferably 26 mol% or less, and particularly preferably 24 mol% or less.
- the acetylation degree b is not less than the above lower limit, the sound insulation of the laminated glass is further enhanced.
- the acetylation degree b is less than or equal to the above upper limit, the reaction time required for producing polyvinyl acetal B can be shortened.
- the acetalization degree b of the polyvinyl acetal B is preferably 50 mol% or more, more preferably 53 mol% or more, still more preferably 55 mol% or more, particularly preferably 60 mol% or more, preferably 80 mol% or less, more preferably Is 78 mol% or less, more preferably 76 mol% or less, and particularly preferably 74 mol% or less.
- the acetalization degree b is not less than the above lower limit, the sound insulating property of the laminated glass is further enhanced.
- the acetalization degree b is less than or equal to the above upper limit, the reaction time required for producing polyvinyl acetal B can be shortened.
- the hydroxyl group content b of the polyvinyl acetal B is preferably at least 18 mol%, more preferably at least 19 mol%, even more preferably at least 20 mol%, particularly preferably at least 21 mol%, preferably at most 31 mol%. Preferably it is 30 mol% or less, More preferably, it is 29 mol% or less, Most preferably, it is 28 mol% or less.
- the hydroxyl group content b is equal to or higher than the lower limit, the adhesive strength of the interlayer film is further increased.
- the hydroxyl group content b is not more than the above upper limit, the sound insulation of the laminated glass is further enhanced.
- the polyvinyl acetal B is preferably polyvinyl butyral.
- the polyvinyl acetal having a total acetalization degree and acetylation degree of 65 mol% or more as the polyvinyl acetal contained in the first layer is obtained.
- C is preferably included.
- the acetalization degree c of the polyvinyl acetal C is preferably 60 mol% or more, more preferably 63 mol% or more, still more preferably 66 mol% or more, preferably 85 mol% or less, more preferably 82 mol% or less, still more preferably Is 79 mol% or less.
- the reaction time required in order to manufacture polyvinyl acetal C can be shortened as the said acetalization degree a is below the said upper limit.
- the degree of acetylation c of the polyvinyl acetal C is preferably 0.1 mol% or more, more preferably 0.5 mol% or more, still more preferably 0.8 mol% or more, preferably 5 mol% or less, more preferably 3 The mol% or less, more preferably 2 mol% or less.
- the acetylation degree c is not more than the above upper limit and not less than the above lower limit, the migration of the plasticizer can be easily controlled, and the sound insulation of the laminated glass can be further enhanced.
- the laminate includes a first layer X containing the polyvinyl acetal A or the polyvinyl acetal B and a first layer containing the polyvinyl acetal C.
- the first layer X containing the polyvinyl acetal A or the polyvinyl acetal B and the first layer Y containing the polyvinyl acetal C are preferably laminated alternately.
- the polyvinyl acetal A or polyvinyl acetal B and the polyvinyl acetal C are preferably different in polymerization degree, more preferably 10 or more in polymerization degree.
- the first layer preferably contains a plasticizer.
- the second layer preferably contains a plasticizer.
- the said plasticizer only 1 type may be used and 2 or more types may be used together.
- plasticizer examples include organic acid ester plasticizers such as monobasic organic acid esters and polybasic organic acid esters, and organic phosphate esters such as organic phosphate ester plasticizers and organic phosphite plasticizers. A plasticizer etc. are mentioned. Of these, organic acid ester plasticizers are preferred.
- the plasticizer is preferably a liquid plasticizer.
- Examples of the monobasic organic acid ester include glycol esters obtained by a reaction between glycol and a monobasic organic acid.
- Examples of the glycol include triethylene glycol, tetraethylene glycol, and tripropylene glycol.
- Examples of the monobasic organic acid include butyric acid, isobutyric acid, caproic acid, 2-ethylbutyric acid, heptylic acid, n-octylic acid, 2-ethylhexylic acid, n-nonylic acid, and decylic acid.
- polybasic organic acid ester examples include ester compounds of a polybasic organic acid and an alcohol having a linear or branched structure having 4 to 8 carbon atoms.
- polybasic organic acid examples include adipic acid, sebacic acid, and azelaic acid.
- organic acid ester plasticizer examples include triethylene glycol di-2-ethylbutyrate, triethylene glycol di-2-ethylhexanoate, triethylene glycol dicaprylate, triethylene glycol di-n-octanoate, triethylene Glycol di-n-heptanoate, tetraethylene glycol di-n-heptanoate, dibutyl sebacate, dioctyl azelate, dibutyl carbitol adipate, ethylene glycol di-2-ethylbutyrate, 1,3-propylene glycol di-2-ethyl Butyrate, 1,4-butylene glycol di-2-ethylbutyrate, diethylene glycol di-2-ethylbutyrate, diethylene glycol di-2-ethylhexanoate, dipropylene glycol di-2-e Rubutyrate, triethylene glycol di-2-ethylpentanoate, tetraethylene glycol di
- organic phosphate plasticizer examples include tributoxyethyl phosphate, isodecyl diphenyl phosphate, triisopropyl phosphate, and the like.
- the plasticizer preferably contains a diester plasticizer represented by the following formula (1). By using this diester plasticizer, the sound insulation of the laminated glass is further enhanced.
- R1 and R2 each represents an organic group having 5 to 10 carbon atoms
- R3 represents an ethylene group, an isopropylene group or an n-propylene group
- p represents an integer of 3 to 10
- R1 and R2 in the above formula (1) are each preferably an organic group having 6 to 10 carbon atoms.
- the plasticizer preferably contains at least one of triethylene glycol di-2-ethylhexanoate (3GO) and triethylene glycol di-2-ethylbutyrate (3GH). More preferably, it contains 2-ethylhexanoate.
- the content of the plasticizer is preferably 20 parts by weight or more, more preferably 30 parts by weight or more, and still more preferably 40 parts by weight with respect to 100 parts by weight of the polyvinyl acetal. Part or more, particularly preferably 50 parts by weight or more, preferably 80 parts by weight or less, more preferably 78 parts by weight or less, still more preferably 75 parts by weight or less, particularly preferably 72 parts by weight or less.
- the content of the plasticizer is not less than the above lower limit, the tear strength of the interlayer film and the penetration resistance of the laminated glass are further enhanced.
- the content of the plasticizer is not more than the above upper limit, the transparency of the interlayer film is further enhanced.
- the content of the plasticizer is preferably 25 parts by weight or more, more preferably 30 parts by weight or more, still more preferably 35 parts by weight or more, preferably 100 parts by weight of the polyvinyl acetal. 50 parts by weight or less, more preferably 45 parts by weight or less, still more preferably 43 parts by weight or less, and particularly preferably 38 parts by weight or less.
- the content of the plasticizer is not less than the above lower limit, the adhesive strength of the interlayer film is increased, and the penetration resistance of the laminated glass is further increased.
- the content of the plasticizer is not more than the above upper limit, the transparency of the interlayer film is further enhanced.
- the content of the plasticizer relative to 100 parts by weight of the polyvinyl acetal of the first layer and the laminate is the plasticity of 100 parts by weight of the polyvinyl acetal of the second layer. More than the content of the agent, preferably 5 parts by weight or more, more preferably 10 parts by weight or more, still more preferably 15 parts by weight or more, and more preferably 20 parts by weight or more. Particularly preferred.
- the laminated body includes a first layer X containing the polyvinyl acetal A or the polyvinyl acetal B, and a first layer containing the polyvinyl acetal C.
- the amount of the plasticizer is 100 parts by weight of the polyvinyl acetal A or polyvinyl acetal B contained in the first layer X
- the amount of the plasticizer is 100 parts by weight of the polyvinyl acetal C contained in the first layer Y. More than the content of the agent, preferably 5 parts by weight or more, more preferably 10 parts by weight or more, and particularly preferably 15 parts by weight or more.
- the first and second layers are respectively an ultraviolet absorber, an antioxidant, a light stabilizer, a flame retardant, an antistatic agent, a pigment, a dye, and an adhesive as necessary.
- Additives such as a force adjusting agent, a moisture resistant agent, a fluorescent brightening agent, and an infrared absorber may be included.
- Examples of the method for producing an interlayer film for laminated glass according to the present invention include a wet lamination method, a dry lamination method, an extrusion coating method, a multilayer melt extrusion method, a hot melt lamination method, and a heat lamination method.
- the intermediate film for laminated glass according to the present invention is preferably obtained by a multilayer melt extrusion molding method because it is easy to produce and an interlayer film that is more excellent in tear strength and sound insulation is obtained.
- the multilayer melt extrusion method include a multi-manifold method and a feed block method.
- the method for producing an interlayer film for laminated glass according to the present invention includes a thermoplastic resin. It is preferable to provide a step of forming a laminate in which 10 or more layers of one layer are laminated by a multilayer melt extrusion method. From the viewpoint of more easily producing an interlayer film and improving the tear strength, adhesive strength, penetration resistance and sound insulation in a balanced manner, the laminate is formed by a multi-manifold method or a feed block method. Is preferred.
- the method for producing an interlayer film for laminated glass according to the present invention preferably includes a step of laminating one or two of the second layers on one surface or both surfaces of the laminate.
- Examples of a method for embossing the outer surface of the second layer opposite to the laminate side include an embossing roll method and a lip embossing method.
- the embossing roll method is preferable because embossing can be performed so that a certain uneven pattern is quantitatively formed.
- the interlayer film for laminated glass according to the present invention is used for obtaining laminated glass.
- FIG. 5 is a cross-sectional view schematically showing an example of a laminated glass using the intermediate film 1 shown in FIG.
- the laminated glass 61 shown in FIG. 5 includes a first laminated glass member 62, a second laminated glass member 63, and the intermediate film 1.
- the intermediate film 1 is sandwiched between the first and second laminated glass members 62 and 63.
- the first laminated glass member 62 is laminated on the first surface 2a of the laminate 2 that is the intermediate film 1.
- the second laminated glass member 63 is laminated on the second surface 2 b of the laminate 2 that is the intermediate film 1. Therefore, the laminated glass 61 is configured by laminating the first laminated glass member 62, the laminated body 2 as the intermediate film 1, and the second laminated glass member 63 in this order.
- FIG. 6 schematically shows an example of a laminated glass using the intermediate film 41 shown in FIG. 3 in a sectional view.
- a laminated glass 71 shown in FIG. 6 includes a first laminated glass member 62, a second laminated glass member 63, and an intermediate film 41.
- the intermediate film 41 includes the second layer 42, the stacked body 2, and the second layer 43.
- the intermediate film 41 is sandwiched between the first and second laminated glass members 62 and 63.
- the first laminated glass member 62 is laminated on the outer surface 42 a of the second layer 42.
- the second laminated glass member 63 is laminated on the outer surface 43 a of the second layer 43.
- first and second laminated glass members include glass plates and PET (polyethylene terephthalate) films.
- Laminated glass includes not only laminated glass in which an intermediate film is sandwiched between two glass plates, but also laminated glass in which an intermediate film is sandwiched between a glass plate and a PET film or the like.
- Laminated glass is a laminated body provided with a glass plate, and preferably at least one glass plate is used.
- the glass plate examples include inorganic glass and organic glass.
- the inorganic glass examples include float plate glass, heat ray absorbing plate glass, heat ray reflecting plate glass, polished plate glass, mold plate glass, netted plate glass, and lined plate glass.
- the organic glass is a synthetic resin glass substituted for inorganic glass.
- examples of the organic glass include polycarbonate plates and acrylic resin plates.
- examples of the acrylic resin plate include a polymethyl methacrylate plate.
- the thickness of the first and second laminated glass members is preferably 0.5 mm or more, more preferably 1 mm or more, preferably 5 mm or less, more preferably 3 mm or less. Moreover, when a laminated glass member is a glass plate, the thickness of this glass plate becomes like this. Preferably it is 1 mm or more, Preferably it is 3 mm or less. When the laminated glass member is a PET film, the thickness of the PET film is preferably 0.03 mm or more, and preferably 0.5 mm or less.
- the method for producing the laminated glass is not particularly limited.
- the intermediate film is sandwiched between the first and second laminated glass members, passed through a pressing roll, or put in a rubber bag and sucked under reduced pressure, and the first and second laminated glass members and The air remaining between the interlayer film is degassed. Thereafter, it is pre-adhered at about 70 to 110 ° C. to obtain a laminate.
- the laminate is put in an autoclave or pressed, and is pressed at about 120 to 150 ° C. and a pressure of 1 to 1.5 MPa. In this way, a laminated glass can be obtained.
- the outer surface of the second layer opposite to the laminated body is embossed, the air remaining between the first and second laminated glass members and the intermediate film is more effective. Can be degassed.
- Laminated glass can be used for automobiles, railway vehicles, aircraft, ships and buildings. Laminated glass can be used in addition to these.
- the laminated glass is preferably laminated glass for buildings or vehicles, and more preferably laminated glass for vehicles.
- Laminated glass can be used for a windshield, side glass, rear glass, roof glass, or the like of an automobile.
- the haze value of the laminated glass is preferably 3% or less, more preferably 2% or less, even more preferably 1% or less, still more preferably 0.5% or less, and particularly preferably 0.4% or less.
- the haze value of the laminated glass can be measured according to JIS K6714.
- the first layer preferably does not contain a filler
- the second layer preferably does not contain a filler.
- the degree of butyralization degree of acetalization
- the degree of acetylation degree of acetylation
- the hydroxyl group content of polyvinyl butyral used in Examples and Comparative Examples were measured by a method based on ASTM D1396-92.
- the same numerical value as the method based on ASTM D1396-92 was shown.
- Example 1 Polyvinyl butyral B (using n-butyraldehyde, polyvinyl alcohol having an average polymerization degree of 2310, butyralization degree 64.2 mol%, acetylation degree 12.9 mol%, hydroxyl group content 22.9 mol% )
- a composition for forming the first layer by adding 60 parts by weight of triethylene glycol di-2-ethylhexanoate (3GO) as a plasticizer to 100 parts by weight and kneading sufficiently with a mixing roll. B was obtained.
- 3GO triethylene glycol di-2-ethylhexanoate
- the composition B for forming the first layer was supplied to the main extruder. Further, the composition B for forming the first layer was also supplied to the sub-extruder. A multi-layer feed block was attached to the tip of the main extruder and the sub-extruder.
- the thickness of the first layer extruded from the main extruder and the sub-extruder is set as shown in Table 1 below, and the first layer extruded from the main extruder and the first layer extruded from the sub-extruder are set.
- a laminate having the thickness shown in Table 1 below was obtained as an intermediate film.
- Examples 2 to 6 In the same manner as in Example 1, a 10-layer laminate was obtained by extrusion molding, and then several sets of multi-layer blocks that can be divided and laminated were attached to the downstream portion, and the number of layers was determined by laminating a plurality of 10-layer laminates. By increasing the number of layers shown in Table 1 below, a laminate having the thickness shown in Table 1 below was obtained as an intermediate film.
- Example 7 An intermediate film was obtained in the same manner as in Example 1 except that the thickness of the first layer was set as shown in Table 1 below.
- the thickness of the first layer was set as shown in Table 1 below, and an intermediate film was obtained in the same manner as in Example 1 except that a total of six first layers were laminated.
- Example 9 To 100 parts by weight of polyvinyl butyral X (using n-butyraldehyde, using polyvinyl alcohol having an average degree of polymerization of 1700, butyralization degree 68 mol%, acetylation degree 1 mol%, hydroxyl group content 31 mol%) 38 parts by weight of a plasticizer triethylene glycol di-2-ethylhexanoate (3GO) was added, and kneaded sufficiently with a mixing roll to obtain a composition X for forming the first layer.
- a plasticizer triethylene glycol di-2-ethylhexanoate (3GO) triethylene glycol di-2-ethylhexanoate
- Example 2 The same as in Example 1 except that the composition B for forming the first layer was supplied to the main extruder and the composition X for forming the first layer was supplied to the sub-extruder. Thus, an intermediate film was obtained.
- Example 10 to 14 In the same manner as in Example 9, a 10-layer laminate was obtained by extrusion molding, and then several sets of multilayer blocks that can be divided and laminated were attached to the downstream portion, and the number of layers was determined by laminating a plurality of 10-layer laminates. By increasing the number of layers shown in Table 2 below, a laminate having the thickness shown in Table 2 below was obtained as an intermediate film.
- Example 15 An intermediate film was obtained in the same manner as in Example 9 except that the thickness of the first layer was set as shown in Table 2 below.
- Example 17 Polyvinyl butyral C (using n-butyraldehyde, polyvinyl alcohol having an average polymerization degree of 1720, butyralization degree 68.8 mol%, acetylation degree 0.8 mol%, hydroxyl group content 30.4 mol% ) Add 39.5 parts by weight of triethylene glycol di-2-ethylhexanoate (3GO) as a plasticizer to 100 parts by weight and knead thoroughly with a mixing roll to form a second layer. Composition C was obtained.
- 3GO triethylene glycol di-2-ethylhexanoate
- composition C for forming the obtained second layer was extruded to obtain a second layer having a thickness shown in Table 3 below.
- the two second layers were laminated one by one on the first surface and the second surface of the first layer laminate obtained in Example 1 to obtain a laminate. Thereafter, the obtained laminate was passed between embossing rolls, and the outer surface of the second layer was embossed with a 10-point average roughness Rz shown in Table 3 below to obtain an intermediate film.
- Example 18 An intermediate film was obtained in the same manner as in Example 17 except that the laminate of the first layer obtained in Example 1 was changed to the laminate obtained in Example 9.
- Example 19 An intermediate film was obtained in the same manner as in Example 17 except that the laminate of the first layer obtained in Example 1 was changed to the laminate obtained in Example 12.
- Example 20 In the same manner as in Example 18, a 10-layer laminate was obtained by extrusion molding, and then several sets of multi-layer blocks that can be divided and laminated were attached to the downstream portion, and the number of layers was determined by laminating a plurality of 10-layer laminates. The number of layers shown in Table 3 below was increased to obtain a laminate having the thickness shown in Table 3 below. An intermediate film was obtained in the same manner as in Example 17 except that the obtained laminate of the first layer was used.
- Example 1 The thickness of the first layer was set as shown in Table 3 below, and an interlayer film was obtained in the same manner as in Example 1 except that a total of four first layers were laminated.
- Composition B for forming the first layer obtained in Example 1 was extruded to obtain a single-layer intermediate film having a thickness shown in Table 3 below.
- the obtained interlayer film was cut into a length of 30 mm and a width of 320 mm. Next, an interlayer film is sandwiched between two transparent float glasses (length 25 mm ⁇ width 305 mm ⁇ thickness 2.0 mm), held at 90 ° C. for 30 minutes with a vacuum laminator, and vacuum pressed to obtain a laminate. It was. In the laminate, the intermediate film portion protruding from the glass was cut off to obtain a laminated glass used for the sound insulation test.
- the loss factor was measured by the central vibration method under the condition of 20 ° C. using a multi-channel analyzer “SA-01” (manufactured by Rion). The loss factor in the fourth-order mode (around 3150 Hz) of the resonance frequency of the obtained loss factor was evaluated.
- the obtained laminated glass (length 30 cm ⁇ width 30 cm) was adjusted so that the surface temperature was 23 ° C.
- a rigid sphere having a mass of 2260 g and a diameter of 82 mm was dropped from the height of 4 m to the center portion of the laminated glass for each of the six laminated glasses.
- the case where the hard sphere did not penetrate within 5 seconds after the collision of the hard sphere was regarded as acceptable. If the number of laminated glasses in which the hard sphere did not penetrate within 5 seconds after the collision of the hard sphere was 3 or less, it was rejected. In the case of four sheets, the penetration resistance of six new laminated glasses was evaluated.
- Polyvinyl butyral A (using n-butyraldehyde, polyvinyl alcohol having an average degree of polymerization of 4000, butyralization degree 79 mol%, acetylation degree 0.8 mol%, hydroxyl group content 22.2 mol%) 100 60 parts by weight of a plasticizer triethylene glycol di-2-ethylhexanoate (3GO) is added to parts by weight, and the mixture A is sufficiently kneaded with a mixing roll to form a composition A for forming the first layer. Obtained.
- n-butyraldehyde polyvinyl alcohol having an average degree of polymerization of 4000, butyralization degree 79 mol%, acetylation degree 0.8 mol%, hydroxyl group content 22.2 mol%
- 3GO triethylene glycol di-2-ethylhexanoate
- Example 21 the composition B supplied to the main extruder and the sub-extruder was changed to the composition A.
- Example 22 to 24 the composition B supplied to the main extruder was changed to the composition A.
- Example 21 an interlayer film was obtained in the same manner as in Example 17 except that the composition B was changed to the composition A.
- Example 22 an intermediate film was obtained in the same manner as in Example 18 except that the composition B was changed to the composition A.
- Example 23 an interlayer film was obtained in the same manner as in Example 19 except that the composition B was changed to the composition A.
- Example 24 an interlayer film was obtained in the same manner as in Example 20 except that the composition B was changed to the composition A.
- Example 21 to 24 The tear strength and haze value of the interlayer films obtained in Examples 21 to 24 were evaluated in the same manner as the interlayer films obtained in Examples 17 to 20. Regarding the tear strength and haze value, the evaluation results of Examples 21 to 24 are all good, Example 21 shows the same evaluation result as Example 17, and Example 22 shows the same evaluation result as Example 18. Example 23 showed the same evaluation results as Example 19, and Example 24 showed the same evaluation results as Example 20.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
引き裂き強度が高い合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供する。 本発明は、合わせガラスを得るために用いられる合わせガラス用中間膜1である。合わせガラス用中間膜1は、熱可塑性樹脂を含む第1の層11A~11Kが10層以上積層されている積層体2を有する。本発明に係る合わせガラスは、第1の合わせガラス部材と、第2の合わせガラス部材と、第1,第2の合わせガラス部材の間に挟み込まれた合わせガラス用中間膜1とを備える。
Description
本発明は、合わせガラスを得るために用いられる合わせガラス用中間膜に関し、より詳細には、熱可塑性樹脂を含む層が複数積層されている多層構造を有する合わせガラス用中間膜及び該合わせガラス用中間膜の製造方法に関する。また、本発明は、該合わせガラス用中間膜を用いた合わせガラスに関する。
合わせガラスは、外部衝撃を受けて破損してもガラスの破片の飛散量が少なく、安全性に優れている。このため、上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に広く使用されている。上記合わせガラスは、一対のガラス板の間に合わせガラス用中間膜を挟み込むことにより、製造されている。
上記合わせガラス用中間膜の一例として、下記の特許文献1には、アセタール化度が60~85モル%のポリビニルアセタール100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001~1.0重量部と、30重量部以上の可塑剤とを含む遮音層が開示されている。さらに、下記の特許文献1には、上記遮音層が他の層に積層されており、他の層/遮音層/他の層の積層構造を有する多層中間膜も記載されている。
下記の特許文献2には、音響透過損失(TL値)が異なる2種以上の層が交互に4層以上積層されている中間膜が開示されている。この中間膜では、隣接する層の厚み比は全て0.9~1.1の範囲内にある。特許文献2の実施例2では、2つの層A,BがA/B/A/B/A/Bの積層構造で積層された多層中間膜が記載されている。
下記の特許文献3では、ヤング率が異なる2種類以上の層を積層した中間膜が開示されている。特許文献3の実施例1,2では、2つの層A,BがA/B/Aの積層構造で積層された多層中間膜が記載されている。
上記特許文献1~3に記載のような従来の中間膜を用いて合わせガラスを構成した場合には、該中間膜の引き裂き強度が低いという問題がある。
また、近年、自動車業界全般において、化石燃料価格の高騰に対応したり、地球温暖化の影響を考慮してCO2を削減したりするために、燃費を向上することが重要な課題となっている。このための車の軽量化が重要となっている。
また、近年、内燃機関を用いた燃料自動車から、電気モータを用いた電気自動車及び内燃機関と電気モータとを用いたハイブリッド電気自動車等への移行が進行している。内燃機関を用いた燃料自動車に用いられる合わせガラスでは、比較的低周波域での遮音性が特に求められている。但し、内燃機関を用いた燃料自動車に用いられる合わせガラスでも、高周波域での遮音性が高いことが望ましい。これに対して、電気モータを利用した電気自動車及びハイブリッド電気自動車に用いられる合わせガラスでは、電気モータの駆動音を効果的に遮断するために、高周波域における高い遮音性が特に求められる。
上記特許文献1~3に記載のような従来の中間膜を用いて合わせガラスを構成した場合には、合わせガラスの高周波域における遮音性が充分ではなく、従ってコインシデンス効果による遮音性の低下が避けられないことがある。特に、この合わせガラスの20℃付近での遮音性が充分ではないことがある。
ここで、コインシデンス効果とは、ガラス板に音波が入射したとき、ガラス板の剛性と慣性とによって、ガラス面上を横波が伝播して横波と入射音とが共鳴し、その結果、音の透過が起こる現象をいう。
本発明の目的は、引き裂き強度が高い合わせガラス用中間膜、該合わせガラス用中間膜の製造方法、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
本発明の限定的な目的は、遮音性に優れている合わせガラスを得ることができる合わせガラス用中間膜、該合わせガラス用中間膜の製造方法、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
本発明の広い局面によれば、合わせガラスを得るために用いられる合わせガラス用中間膜であって、熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を有する、合わせガラス用中間膜が提供される。
本発明に係る合わせガラス用中間膜のある特定の局面では、上記熱可塑性樹脂であるポリビニルアセタールと可塑剤とを含む第1の層が10層以上積層されている積層体を有する。
本発明に係る合わせガラス用中間膜のある特定の局面では、上記ポリビニルアセタールのアセチル化度が8モル%以下であり、かつアセタール化度が70モル%以上であるか、又は上記ポリビニルアセタールのアセチル化度が8モル%を超える。
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記第1の層の平均厚みは5nm以上、100μm以下である。
本発明に係る合わせガラス用中間膜の別の特定の局面では、上記積層体の厚みは0.05mm以上、3mm以下である。
本発明に係る合わせガラス用中間膜のさらに別の特定の局面では、隣接する上記第1の層の厚み比の内の少なくとも1つが、1.1を超える。
本発明に係る合わせガラス用中間膜の他の特定の局面では、隣接する上記第1の層の厚み比の内の少なくとも1つが、1.2を超える。
本発明に係る合わせガラス用中間膜の別の特定の局面では、全ての上記第1の層の各厚みよりも厚い第2の層を1つ又は2つ有し、上記積層体の一方の表面又は両方の表面に、上記第2の層が積層されている。
本発明に係る合わせガラス用中間膜のさらに別の特定の局面では、上記第2の層が、ポリビニルアセタールと可塑剤とを含む。
本発明に係る合わせガラス用中間膜のさらに別の特定の局面では、上記第2の層の上記積層体側とは反対の外側の表面が、エンボス加工されている。
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記第2の層の1層当たりの厚みが0.05mm以上、1mm以下である。
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、上記積層体は、多層溶融押出成形法により得られている。
本発明に係る合わせガラス用中間膜の別の特定の局面では、上記熱可塑性樹脂が第1のポリビニルアセタールと第2のポリビニルアセタールとであり、上記第1のポリビニルアセタールを含む第1の層と上記第2のポリビニルアセタールを含む第1の層とが交互に合計で10層以上積層されており、上記第1のポリビニルアセタールと上記第2のポリビニルアセタールとの重合度が10以上異なる。
また、本発明に係る合わせガラス用中間膜の製造方法は、上述した合わせガラス用中間膜の製造方法であって、熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を、多層溶融押出成形法により成形する工程を備える。
本発明に係る合わせガラス用中間膜の製造方法のある特定の局面では、上記積層体を、マルチマニホールド法又はフィードブロック法により成形する。
本発明に係る合わせガラス用中間膜の製造方法の他の特定の局面では、全ての前記第1の層の各厚みよりも厚い1つ又は2つの第2の層を、上記積層体の一方の表面又は両方の表面に積層する工程がさらに備えられる。
本発明に係る合わせガラスは、第1の合わせガラス部材と、第2の合わせガラス部材と、該第1,第2の合わせガラス部材の間に挟み込まれた上述した合わせガラス用中間膜とを備える。
本発明に係る合わせガラス用中間膜は、熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を有するので、引き裂き強度を高めることができる。
以下、本発明の詳細を説明する。
本発明に係る合わせガラス用中間膜は、合わせガラスを得るために用いられる。本発明に係る合わせガラス用中間膜は、熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を有する。このように、多くの第1の層を積層して合わせガラス用中間膜を作製することにより、中間膜の引き裂き強度を高めることができる。上記積層体の厚みが同じであるときに、上記第1の層の積層数が5層以上である場合には、上記第1の層の積層数が4層以下である場合と比べて、中間膜の引き裂き強度が高くなり、更に、上記第1の層の積層数が10層以上である場合には、上記第1の層の積層数が9層以下である場合と比べて、中間膜の引き裂き強度がより一層高くなる。本発明では、中間膜の引き裂き強度を高くするために、上記第1の層の積層数は10層以上である。また、引き裂き強度を高めることで、合わせガラス用中間膜を備えた合わせガラスの耐貫通性が上昇する。よって、同等の耐貫通能力を維持したままで、従来のガラス板より薄いガラス板を、合わせガラスを得るために用いることが可能となり、自動車の軽量化を図ることができる。さらに、本発明に係る合わせガラス用中間膜は、熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を有するので、中間膜の遮音性も高めることができる。
本発明に係る合わせガラス用中間膜は、上記積層体と他の層とを含んでいてもよい。上記積層体自体が、本発明に係る合わせガラス用中間膜であってもよい。本発明に係る合わせガラス用中間膜は、上記積層体単体であってもよく、上記積層体に他の層が積層された複合積層体であってもよい。本発明に係る合わせガラス用中間膜は、上記積層体であるか、又は上記積層体を少なくとも含む。
本発明に係る合わせガラス用中間膜は、ポリビニルアセタールと可塑剤とを含む第1の層が10層以上積層されている積層体を有することが好ましい。このようにポリビニルアセタールと可塑剤とを含む多くの第1の層を積層して合わせガラス用中間膜を作製することにより、中間膜の引き裂き強度を高めることができ、更に、中間膜の遮音性も高めることができる。
中間膜の引き裂き強度をより一層高める観点からは、上記第1の層が、20層以上積層されていることが好ましく、40層以上積層されていることがより好ましく、80層以上積層されていることが最も好ましい。この理由は、層が増えるほど応力集中点が分散され、破断起点が生じにくいために引き裂き強度が高くなるためである。上記積層数の上限は特に限定されないが、中間膜の透明性がより一層向上することから、上記積層数は20000層以下であることが好ましく、5000層以下であることがより好ましく、1000層以下であることが更に好ましい。この理由は、各層が平滑になりやすく、応力集中点が分散されるためである。
熱可塑性樹脂を含有する第1の層が10層以上積層されており、該第1の層の平均厚みが100μm以下である場合にも、引き裂き強度を高めることができる。上記積層体の厚みが同じであるときに、上記第1の層の積層数が多くなるように上記第1の層の平均厚みが100μm以下である場合には、上記第1の層の積層数が少なくなるように上記第1の層の平均厚みが100μmを超える場合と比べて、引き裂き強度がより一層高くなる。
以下、図面を参照しつつ、本発明の具体的な実施形態及び実施例を説明することにより本発明を明らかにする。
図1に、本発明の第1の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
図1に示す中間膜1は、複数の第1の層11A~11Kが積層されている積層体2である。積層体2は、少なくとも10層の第1の層11A~11Kが積層されて構成されている。具体的には、積層体2は、11層の第1の層11A~11Kが積層されて構成されている。第1の層11A~11Kは、熱可塑性樹脂を含む。第1の層11A~11Kは、ポリビニルアセタールと可塑剤とを含むことが好ましい。第1の層11A~11Kは、積層体2の厚み方向に積層されている。第1の層11A~11Kの組成は同一であってもよく、異なっていてもよく、同一であることが好ましい。
中間膜1では、積層体2の第1の表面2aと第1の表面2aとは反対の第2の表面2bとがそれぞれ、合わせガラス部材が積層される面である。
図2に、本発明の第2の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
図2に示す中間膜21は、複数の第1の層31A~31F,32A~32Eが積層されている積層体22である。積層体22は、少なくとも10層の第1の層31A~31F,32A~32Eが積層されて構成されている。具体的には、積層体22は、11層の第1の層31A~31F,32A~32Eが積層されて構成されている。第1の層31A~31F,32A~32Eは、熱可塑性樹脂を含む。第1の層31A~31F,32A~32Eは、ポリビニルアセタールと可塑剤とを含むことが好ましい。第1の層31A~31Fと32A~32Eとの組成は、同一であってもよく、異なっていてもよい。第1の層31A~31Fの組成は、同一であってもよく、異なっていてもよく、同一であることが好ましい。第1の層32A~32Eの組成は、同一であってもよく、異なっていてもよく、同一であることが好ましい。
第1の層31A~31Fと第1の層32A~32Eとは厚みが異なる。第1の層31A~31Fの厚みは、第1の層32A~32Eの厚みよりも薄い。このように複数の第1の層の厚みは同一であってもよく、異なっていてもよい。第1の層31A~31Fと第1の層32A~32Eとは交互に、積層体22の厚み方向に積層されている。
中間膜21では、積層体22の第1の表面22aと第2の表面22bとはそれぞれ合わせガラス部材が積層される面である。
図3に、本発明の第3の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
図3に示す中間膜41は、図1に示す積層体2と、積層体2の第1の表面2aに積層された第2の層42と、積層体2の第2の表面2bに積層された第2の層43とを備える。第2の層42,43は、第1の層31A~31F,32A~32Eとは異なる。第2の層42,43は表面層である。第2の層42と第2の層43との組成は同一であってもよく、異なっていてもよい。1つの第2の層42が、積層体2の第1の表面2aのみに積層されていてもよく、第2の表面2bに第2の層43が積層されていなくてもよい。すなわち、上記中間膜は、上記第1の層とは異なる第2の層を1つ又は2つ有し、上記積層体の一方の表面又は両方の表面に、上記第2の層が積層されていてもよい。2つの第2の層42,43が、積層体2の第1の表面2aと第2の表面2bとに1層ずつ積層されていることが好ましい。
第2の層42,43の積層体2側とは反対の外側の表面42a,43aは、図示しないが、エンボス加工されている。外側の表面42a,43aは、必ずしもエンボス加工されていなくてもよい。第2の層を設けて、第1の層よりも第2の層の厚みを厚くすることで、第2の層の外側の表面を容易にエンボス加工することができ、更にエンボス加工による凹凸模様を第1の層に形成せずに第2の層のみに形成することが容易になる。中間膜41では、第2の層42,43の外側の表面42a,43aは合わせガラス部材が積層される面である。
なお、積層体2の引き裂き強度が高いほど、積層体2と第2の層42,43とを有する中間膜41の引き裂き強度が高くなる。また、積層体2の遮音性が高いほど、積層体2と第2の層42,43とを有する中間膜41の遮音性が高くなる。
図4に、本発明の第4の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
図4に示す中間膜51は、図2に示す積層体22と、積層体22の第1の表面22aに積層された第2の層42と、積層体22の第2の表面22bに積層された第2の層43とを備える。中間膜51では、第2の層42,43の外側の表面42a,43aは合わせガラス部材が積層される面である。
上記中間膜の引き裂き強度をより一層高める観点からは、上記第1の層の平均厚みは、好ましくは5nm以上、より好ましくは50nm以上、更に好ましくは100nm以上、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは10μm以下である。最も薄い上記第1の層の厚みは、好ましくは5nm以上、より好ましくは50nm以上である。最も厚い上記第1の層の厚みは、好ましくは100μm以下、より好ましくは50μm以下である。上記中間膜の引き裂き強度をより一層高める観点からは、上記第1の層の1層当たりの厚み(全ての第1の層の各厚み)は、好ましくは5nm以上、より好ましくは50nm以上、更に好ましくは100nm以上、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは10μm以下である。上記第1の層の1層当たりの厚み(全ての第1の層の各厚み)は、100μm未満であってもよい。上記積層体の最表面に位置する2つの第1の層の1層当たりの厚みは、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは10μm以下である。上記積層体の最表面に位置する2つの第1の層の1層当たりの厚みは、100μm未満であってもよい。
隣接する上記第1の層の厚み比の内の少なくとも1つは、1.1を超えることが好ましく、1.2を超えることがより好ましい。また、隣接する上記第1の層の厚み比の内の少なくとも1つは、10以下であってもよく、5以下であることが好ましく、2以下であってもよい。少なくとも1つの厚み比が上記下限以上及び上記上限以下であっても、引裂き強度及び遮音性に優れた中間膜が得られる。また、例えば、引き裂き強度又は遮音性を効果的に高める層の厚みを厚くすることで、上記中間膜の引き裂き強度又は遮音性をより一層高めることができる。隣接する上記第1の層の厚み比は、厚い方の厚みAの薄い方の厚みBに対する比(A/B)を示す。隣接する上記第1の層の上記厚み比(A/B)の内の少なくとも1つの厚み比(A/B)が上記下限以上であることが好ましく、上記上限以下であることが好ましい。
上記積層体の厚みは、好ましくは0.05mm以上、より好ましくは0.25mm以上、好ましくは1.5mm以下、より好ましくは1.0mm以下である。上記積層体の厚みが上記下限以上であると、中間膜の引き裂き強度及び耐貫通性がより一層高くなる。上記積層体の厚みが上記上限以下であると、中間膜の透明性がより一層高くなる。
上記中間膜の厚みは、好ましくは0.05mm以上、より好ましくは0.25mm以上、好ましくは1.5mm以下、より好ましくは1.0mm以下である。上記中間膜の厚みが上記下限以上であると、中間膜の引き裂き強度及び耐貫通性がより一層高くなる。上記中間膜の厚みが上記上限以下であると、中間膜の透明性がより一層高くなる。
中間膜の遮音性をより一層良好にする観点からは、上記第2の層の1層当たりの厚み(全ての第2の層の各厚み)は好ましくは0.05mm以上、より好ましくは0.25mm以上、好ましくは1.5mm以下、より好ましくは1.0mm以下である。上記第2の層の厚みが上記下限以上であると、中間膜の厚みが厚くなりすぎず、中間膜及び合わせガラスの遮音性がより一層高くなり、更に可塑剤のブリードアウトを抑制できる。上記第2の層の1層当たりの厚み(全ての第2の層の各厚み)は、10μmを超えていてもよく、50μmを超えていてもよく、100μm以上であってもよい。
上記積層体の厚みをTとしたときに、上記第2の層全体の厚みは特に限定されないが、好ましくは0.1Tを超え、より好ましくは0.2T以上、好ましくは0.9T以下、より好ましくは0.8T以下である。上記第2の層全体の厚みは、1つの第2の層を用いる場合には1つの第2の層の厚みであり、2つの第2の層を用いる場合には2つの第2の層の厚みである。上記第1の層と上記第2の層との組成は同一であってもよく、異なっていてもよい。上記第1の層と上記第2の層との組成は異なることが好ましい。上記第2の層の厚みは、全ての上記第1の層の各厚みよりも厚く、第1の層の最大厚みよりも厚い。
中間膜と合わせガラス部材との接着性をより一層高くし、合わせガラスの耐貫通性をより一層高める観点からは、上記エンボス加工された第2の層の外側の表面の十点平均粗さRzは、好ましくは0.1μm以上、より好ましくは1μm以上、好ましくは100μm以下、より好ましくは50μm以下である。上記十点平均粗さRzは、JIS B0601:1994に準拠して測定される。
上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。引き裂き強度、接着力、耐貫通性及び遮音性をバランスよく良好にする観点からは、上記熱可塑性樹脂が、第1のポリビニルアセタールと第2のポリビニルアセタールとであり、上記第1のポリビニルアセタールを含む第1の層と上記第2のポリビニルアセタールを含む第1の層とが交互に合計で10層以上積層されており、上記第1のポリビニルアセタールと上記第2のポリビニルアセタールとの重合度が10以上異なることが好ましい。
以下、本発明に係る合わせガラス用中間膜に含まれる各成分の詳細を説明する。
(熱可塑性樹脂)
上記第1の層は、熱可塑性樹脂を含む。上記第2の層は熱可塑性樹脂を含むことが好ましい。上記熱可塑性樹脂は1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層は、熱可塑性樹脂を含む。上記第2の層は熱可塑性樹脂を含むことが好ましい。上記熱可塑性樹脂は1種のみが用いられてもよく、2種以上が併用されてもよい。
上記熱可塑性樹脂としては、ポリビニルアセタール(ポリビニルアセタール樹脂)、エチレン-酢酸ビニル共重合体、エチレン-アクリル共重合体、ポリウレタン及びポリビニルアルコール等が挙げられる。これら以外の熱可塑性樹脂を用いてもよい。
引き裂き強度、接着力、耐貫通性及び遮音性をバランスよく良好にする観点からは、上記熱可塑性樹脂はポリビニルアセタールであることが好ましい。引き裂き強度、接着力、耐貫通性及び遮音性をバランスよくより一層良好にする観点からは、上記第1の層は上記熱可塑性樹脂としてポリビニルアセタールを含むことが好ましく、ポリビニルアセタールと可塑剤とを含むことがより好ましい。引き裂き強度、接着力、耐貫通性及び遮音性をバランスよくより一層良好にする観点からは、上記第2の層は上記熱可塑性樹脂としてポリビニルアセタールを含むことが好ましく、ポリビニルアセタールと可塑剤とを含むことがより好ましい。
上記第1,第2の層に含まれる上記ポリビニルアセタールは、例えば、ポリビニルアルコールをアルデヒドによりアセタール化することにより製造できる。上記ポリビニルアルコールのけん化度は、一般に、70~99.9モル%の範囲内である。
上記第1,第2の層に含まれる上記ポリビニルアセタールを得るためのポリビニルアルコールの重合度は、好ましくは200以上、より好ましくは500以上、更に好ましくは1700を超え、特に好ましくは2000以上、好ましくは5000以下、より好ましくは4000以下、より一層好ましくは3000以下、更に好ましくは3000未満、特に好ましくは2800以下である。上記ポリビニルアセタールは、重合度が上記下限以上及び上記上限以下であるポリビニルアルコールをアセタール化することにより得られるポリビニルアセタールであることが好ましい。上記重合度が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記重合度が上記上限以下であると、中間膜の成形が容易になる。
合わせガラスの遮音性をより一層高める観点からは、上記第1の層に含まれる上記ポリビニルアセタールを得るためのポリビニルアルコールの重合度は、好ましくは1700を超え、より好ましくは2000以上、好ましくは3000未満である。
上記ポリビニルアルコールの重合度は平均重合度を示し、該平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
上記アルデヒドとして、一般には、炭素数が1~10のアルデヒドが好適に用いられる。上記炭素数が1~10のアルデヒドとしては、例えば、ホルムアルデヒド、アセトアルデヒド、プロピオンアルデヒド、n-ブチルアルデヒド、イソブチルアルデヒド、n-バレルアルデヒド、2-エチルブチルアルデヒド、n-ヘキシルアルデヒド、n-オクチルアルデヒド、n-ノニルアルデヒド、n-デシルアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、n-ブチルアルデヒド、n-ヘキシルアルデヒド又はn-バレルアルデヒドが好ましく、n-ブチルアルデヒドがより好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1,第2の層に含まれる上記ポリビニルアセタールはそれぞれ、ポリビニルブチラールであることが好ましい。本発明に係る合わせガラス用中間膜は、上記第1,第2の層に含まれる上記ポリビニルアセタールとしてそれぞれ、ポリビニルブチラールを含むことが好ましい。ポリビニルブチラールの使用により、合わせガラス部材に対する中間膜の接着力がより一層適度に発現する。さらに、中間膜の耐光性及び耐候性等がより一層高くなる。
上記第1の層に含まれるポリビニルアセタールの水酸基の含有率(水酸基量)は、31モル%以下であることが好ましい。ポリビニルアセタールの水酸基の含有率が低いと、ポリビニルアセタールの親水性が低くなり、可塑剤の含有量を多くすることができる。この結果、合わせガラスの遮音性がより一層高くなる。
上記第1の層に含まれる上記ポリビニルアセタールの水酸基の含有率は好ましくは13モル%以上、より好ましくは18モル%以上、更に好ましくは20モル%以上、特に好ましくは21.5モル%以上、より好ましくは30モル%以下、更に好ましくは28モル%以下、特に好ましくは26モル%以下である。上記水酸基の含有率が上記下限以上であると、上記第1の層の接着力がより一層高くなる。上記水酸基の含有率が上記上限以下であると、合わせガラスの遮音性がより一層高くなる。さらに、中間膜の柔軟性が高くなり、中間膜の取扱性がより一層良好になる。
上記第2の層に含まれるポリビニルアセタールの水酸基の含有率は好ましくは26モル%以上、より好ましくは27モル%以上、更に好ましくは28モル%以上、好ましくは35モル%以下、より好ましくは33モル%以下、更に好ましくは32モル%以下、特に好ましくは31.5モル%以下である。上記水酸基の含有率が上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率が上記上限以下であると、中間膜の柔軟性が高くなり、中間膜の取扱性がより一層良好になる。
合わせガラスの遮音性をより一層高める観点からは、上記第1の層に含まれるポリビニルアセタールの水酸基の含有率は、上記第2の層に含まれるポリビニルアセタールの水酸基の含有率よりも、低いことが好ましく、1モル%以上低いことがより好ましく、3モル%以上低いことがより一層好ましく、5モル%以上低いことが更に好ましく、7モル%以上低いことが特に好ましい。
上記ポリビニルアセタールの水酸基の含有率は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して、又はASTM D1396-92に準拠して測定することにより求めることができる。
上記第1の層に含まれる上記ポリビニルアセタールのアセチル化度(アセチル基量)は好ましくは0.1モル%以上、より好ましくは0.4モル%以上、更に好ましくは0.8モル%以上、好ましくは30モル%以下、より好ましくは25モル%以下、更に好ましくは20モル%以下、特に好ましくは15モル%以下である。上記第2の層に含まれるポリビニルアセタールのアセチル化度は好ましくは0.1モル%以上、より好ましくは0.4モル%以上、好ましくは20モル%以下、より好ましくは5モル%以下、更に好ましくは2モル%以下、特に好ましくは1.5モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタールと可塑剤との相溶性がより一層高くなり、かつ中間膜のガラス転移温度が十分に低くなる。上記アセチル化度が上記上限以下であると、中間膜の耐湿性がより一層高くなる。
合わせガラスの遮音性をより一層高める観点からは、上記第1の層に含まれるポリビニルアセタールのアセチル化度は、上記第2の層に含まれるポリビニルアセタールのアセチル化度よりも、高いことが好ましく、0.1モル%以上高いことがより好ましく、0.5モル%以上高いことがより一層好ましく、1モル%以上高いことが更に好ましく、5モル%以上高いことが特に好ましく、10モル%以上高いことが最も好ましい。
また、合わせガラスの遮音性をより一層高める観点からは、上記第1の層に含まれるポリビニルアセタールのアセタール化度は、上記第2の層に含まれるポリビニルアセタールのアセタール化度よりも高いことが好ましい。
上記アセチル化度は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して又はASTM D1396-92に準拠して測定できる。
上記第1の層に含まれるポリビニルアセタールのアセタール化度は好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは60モル%以上、特に好ましくは63モル%以上、好ましくは85モル%以下、より好ましくは83モル%、更に好ましくは80モル%以下、特に好ましくは78モル%以下である。上記第2の層に含まれるポリビニルアセタールのアセタール化度は好ましくは55モル%以上、より好ましくは60モル%以上、更に好ましくは65モル%以上、特に好ましくは67モル%以上、好ましくは80モル%以下、より好ましくは78モル%以下、更に好ましくは76モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタールと可塑剤との相溶性がより一層高くなり、かつ中間膜のガラス転移温度が十分に低くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタールを製造するために必要な反応時間を短縮できる。
上記アセタール化度は、アセタール基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。
上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法又はASTM D1396-92に準拠した方法により、アセチル化度(アセチル基量)と水酸基の含有率(ビニルアルコール量)とを測定し、100モル%からアセチル化度と水酸基の含有率とを差し引くことにより算出され得る。
なお、ポリビニルアセタールがポリビニルブチラールである場合には、上記アセタール化度(ブチラール化度)及びアセチル化度は、JIS K6728「ポリビニルブチラール試験方法」又はASTM D1396-92に準拠した方法により測定された結果から算出され得る。ASTM D1396-92に準拠した方法による測定が好ましい。
上記第1の層の遮音性がより一層高くなることから、上記第1の層に含まれる上記ポリビニルアセタールは、アセチル化度aが8モル%以下であり、かつアセタール化度aが70モル%以上であるポリビニルアセタールAであるか、又はアセチル化度bが8モル%を超えるポリビニルアセタールBであることが好ましい。上記第1の層に含まれる上記ポリビニルアセタールは、上記ポリビニルアセタールAであってもよく、上記ポリビニルアセタールBであってもよい。
上記ポリビニルアセタールAのアセチル化度aは8モル%以下、好ましくは7.5モル%以下、より好ましくは7モル%以下、更に好ましくは6.5モル%以下、特に好ましくは5モル%以下、好ましくは0.1モル%以上、より好ましくは0.5モル%以上、更に好ましくは0.8モル%以上、特に好ましくは1モル%以上である。上記アセチル化度aが上記上限以下及び上記下限以上であると、可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができる。
上記ポリビニルアセタールAのアセタール化度aは70モル%以上、好ましくは70.5モル%以上、より好ましくは71モル%以上、更に好ましくは71.5モル%以上、特に好ましくは72モル%以上、好ましくは85モル%以下、より好ましくは83モル%以下、更に好ましくは81モル%以下、特に好ましくは79モル%以下である。上記アセタール化度aが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度aが上記上限以下であると、ポリビニルアセタールAを製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタールAの水酸基の含有率aは好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率aが上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率aが上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
上記ポリビニルアセタールAはポリビニルブチラールであることが好ましい。
上記ポリビニルアセタールBのアセチル化度bは、8モル%を超え、好ましくは9モル%以上、より好ましくは9.5モル%以上、更に好ましくは10モル%以上、特に好ましくは10.5モル%以上、好ましくは30モル%以下、より好ましくは28モル%以下、更に好ましくは26モル%以下、特に好ましくは24モル%以下である。上記アセチル化度bが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセチル化度bが上記上限以下であると、ポリビニルアセタールBを製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタールBのアセタール化度bは好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは55モル%以上、特に好ましくは60モル%以上、好ましくは80モル%以下、より好ましくは78モル%以下、更に好ましくは76モル%以下、特に好ましくは74モル%以下である。上記アセタール化度bが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度bが上記上限以下であると、ポリビニルアセタールBを製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタールBの水酸基の含有率bは好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率bが上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率bが上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
上記ポリビニルアセタールBはポリビニルブチラールであることが好ましい。
また、引き裂き強度がより一層高い合わせガラス用中間膜が得られることから、上記第1の層に含まれるポリビニルアセタールとして、アセタール化度とアセチル化度との合計が65モル%以上であるポリビニルアセタールCを含むことが好ましい。
上記ポリビニルアセタールCのアセタール化度cは好ましくは60モル%以上、より好ましくは63モル%以上、更に好ましくは66モル%以上、好ましくは85モル%以下、より好ましくは82モル%以下、更に好ましくは79モル%以下である。上記アセタール化度cが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度aが上記上限以下であると、ポリビニルアセタールCを製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタールCのアセチル化度cは好ましくは0.1モル%以上、より好ましくは0.5モル%以上、更に好ましくは0.8モル%以上、好ましくは5モル%以下、より好ましくは3モル%以下、更に好ましくは2モル%以下である。上記アセチル化度cが上記上限以下及び上記下限以上であると、可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができる。
引き裂き強度及び遮音性をより一層良好にする観点からは、上記積層体は、上記ポリビニルアセタールA又は上記ポリビニルアセタールBを含有する第1の層Xと、上記ポリビニルアセタールCを含有する第1の層Yとを有することが好ましく、上記ポリビニルアセタールA又は上記ポリビニルアセタールBを含有する第1の層Xと上記ポリビニルアセタールCを含有する第1の層Yとが交互に積層されていることが好ましい。上記ポリビニルアセタールA又はポリビニルセタールBとポリビニルアセタールCとは、重合度が異なることが好ましく、重合度が10以上異なることがより好ましい。
(可塑剤)
上記第1の層は可塑剤を含むことが好ましい。上記第2の層は可塑剤を含むことが好ましい。上記可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層は可塑剤を含むことが好ましい。上記第2の層は可塑剤を含むことが好ましい。上記可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記可塑剤としては、例えば、一塩基性有機酸エステル及び多塩基性有機酸エステルなどの有機酸エステル可塑剤、並びに有機リン酸エステル可塑剤及び有機亜リン酸エステル可塑剤などの有機リン酸エステル可塑剤等が挙げられる。なかでも、有機酸エステル可塑剤が好ましい。上記可塑剤は液状可塑剤であることが好ましい。
上記一塩基性有機酸エステルとしては、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2-エチル酪酸、ヘプチル酸、n-オクチル酸、2-エチルヘキシル酸、n-ノニル酸及びデシル酸等が挙げられる。
上記多塩基性有機酸エステルとしては、多塩基性有機酸と、炭素数4~8の直鎖又は分岐構造を有するアルコールとのエステル化合物等が挙げられる。上記多塩基性有機酸としては、アジピン酸、セバシン酸及びアゼライン酸等が挙げられる。
上記有機酸エステル可塑剤としては、トリエチレングリコールジ-2-エチルブチレート、トリエチレングリコールジ-2-エチルヘキサノエート、トリエチレングリコールジカプリレート、トリエチレングリコールジ-n-オクタノエート、トリエチレングリコールジ-n-ヘプタノエート、テトラエチレングリコールジ-n-ヘプタノエート、ジブチルセバケート、ジオクチルアゼレート、ジブチルカルビトールアジペート、エチレングリコールジ-2-エチルブチレート、1,3-プロピレングリコールジ-2-エチルブチレート、1,4-ブチレングリコールジ-2-エチルブチレート、ジエチレングリコールジ-2-エチルブチレート、ジエチレングリコールジ-2-エチルヘキサノエート、ジプロピレングリコールジ-2-エチルブチレート、トリエチレングリコールジ-2-エチルペンタノエート、テトラエチレングリコールジ-2-エチルブチレート、ジエチレングリコールジカプリレート、アジピン酸ジヘキシル、アジピン酸ジオクチル、アジピン酸ヘキシルシクロヘキシル、アジピン酸ヘプチルとアジピン酸ノニルとの混合物、アジピン酸ジイソノニル、アジピン酸ジイソデシル、アジピン酸ヘプチルノニル、セバシン酸ジブチル、油変性セバシン酸アルキド、及びリン酸エステルとアジピン酸エステルとの混合物等が挙げられる。これら以外の有機酸エステル可塑剤を用いてもよい。上述のアジピン酸エステル以外の他のアジピン酸エステルを用いてもよい。
上記有機リン酸エステル可塑剤としては、トリブトキシエチルホスフェート、イソデシルジフェニルホスフェート及びトリイソプロピルホスフェート等が挙げられる。
上記可塑剤は、下記式(1)で表されるジエステル可塑剤を含むことが好ましい。このジエステル可塑剤の使用により、合わせガラスの遮音性がより一層高くなる。

上記式(1)中、R1及びR2はそれぞれ、炭素数5~10の有機基を表し、R3は、エチレン基、イソプロピレン基又はn-プロピレン基を表し、pは3~10の整数を表す。上記式(1)中のR1及びR2はそれぞれ、炭素数6~10の有機基であることが好ましい。
上記可塑剤は、トリエチレングリコールジ-2-エチルヘキサノエート(3GO)及びトリエチレングリコールジ-2-エチルブチレート(3GH)の内の少なくとも1種を含むことが好ましく、トリエチレングリコールジ-2-エチルヘキサノエートを含むことがより好ましい。
上記第1の層及び上記積層体全体に関しては、上記ポリビニルアセタール100重量部に対して、上記可塑剤の含有量は好ましくは20重量部以上、より好ましくは30重量部以上、更に好ましくは40重量部以上、特に好ましくは50重量部以上、好ましくは80重量部以下、より好ましくは78重量部以下、更に好ましくは75重量部以下、特に好ましくは72重量部以下である。上記可塑剤の含有量が上記下限以上であると、中間膜の引き裂き強度及び合わせガラスの耐貫通性がより一層高くなる。上記可塑剤の含有量が上記上限以下であると、中間膜の透明性がより一層高くなる。
上記第2の層に関しては、上記ポリビニルアセタール100重量部に対して、上記可塑剤の含有量は好ましくは25重量部以上、より好ましくは30重量部以上、更に好ましくは35重量部以上、好ましくは50重量部以下、より好ましくは45重量部以下、更に好ましくは43重量部以下、特に好ましくは38重量部以下である。上記可塑剤の含有量が上記下限以上であると、中間膜の接着力が高くなり、合わせガラスの耐貫通性がより一層高くなる。上記可塑剤の含有量が上記上限以下であると、中間膜の透明性がより一層高くなる。
合わせガラスの遮音性をより一層高める観点からは、上記第1の層及び上記積層体のポリビニルアセタール100重量部に対する可塑剤の各含有量は、上記第2の層のポリビニルアセタール100重量部に対する可塑剤の含有量よりも、多いことが好ましく、5重量部以上多いことがより好ましく、10重量部以上多いことがより一層好ましく、15重量部以上多いことが更に好ましく、20重量部以上多いことが特に好ましい。
また、引き裂き強度及び遮音性をより一層良好にする観点からは、上記積層体が、上記ポリビニルアセタールA又は上記ポリビニルアセタールBを含有する第1の層Xと、上記ポリビニルアセタールCを含有する第1の層Yとを有する場合、上記第1の層Xに含まれるポリビニルアセタールA又はポリビニルアセタールB100重量部に対する可塑剤の含有量は、上記第1の層Yに含まれるポリビニルアセタールC100重量部に対する可塑剤の含有量よりも、多いことが好ましく、5重量部以上多いことがより好ましく、10重量部以上多いことが更に好ましく、15重量部以上多いことが特に好ましい。
(他の成分)
本発明に係る合わせガラス用中間膜における上記第1,第2の層はそれぞれ、必要に応じて、紫外線吸収剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。
本発明に係る合わせガラス用中間膜における上記第1,第2の層はそれぞれ、必要に応じて、紫外線吸収剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。
(合わせガラス用中間膜の製造方法)
本発明に係る合わせガラス用中間膜の製造方法としては、例えば、ウェットラミネーション法、ドライラミネーション法、押出コーティング法、多層溶融押出成形法、ホットメルトラミネーション法及びヒートラミネーション法等が挙げられる。
本発明に係る合わせガラス用中間膜の製造方法としては、例えば、ウェットラミネーション法、ドライラミネーション法、押出コーティング法、多層溶融押出成形法、ホットメルトラミネーション法及びヒートラミネーション法等が挙げられる。
製造が容易であり、かつ引き裂き強度及び遮音性により一層優れた中間膜が得られるため、本発明に係る合わせガラス用中間膜は、多層溶融押出成形法により得られていることが好ましい。上記多層溶融押出成形法としては、例えば、マルチマニホールド法及びフィードブロック法等が挙げられる。
中間膜を容易に製造し、引き裂き強度、接着力、耐貫通性及び遮音性をバランスよく良好にする観点からは、本発明に係る合わせガラス用中間膜の製造方法は、熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を、多層溶融押出成形法により成形する工程を備えることが好ましい。中間膜をより一層容易に製造し、引き裂き強度、接着力、耐貫通性及び遮音性をバランスよくより一層良好にする観点からは、上記積層体を、マルチマニホールド法又はフィードブロック法により成形することが好ましい。本発明に係る合わせガラス用中間膜の製造方法は、1つ又は2つの上記第2の層を、上記積層体の一方の表面又は両方の表面に積層する工程を備えることが好ましい。
上記第2の層の上記積層体側とは反対の外側の表面にエンボス加工する方法としては、エンボスロール法及びリップエンボス法等が挙げられる。中でも定量的に一定の凹凸模様が形成されるようにエンボス加工を行うことができることから、エンボスロール法が好ましい。
(合わせガラス)
本発明に係る合わせガラス用中間膜は、合わせガラスを得るために用いられる。
本発明に係る合わせガラス用中間膜は、合わせガラスを得るために用いられる。
図5に、図1に示す中間膜1を用いた合わせガラスの一例を模式的に断面図で示す。
図5に示す合わせガラス61は、第1の合わせガラス部材62と、第2の合わせガラス部材63と、中間膜1とを備える。中間膜1は、第1,第2の合わせガラス部材62,63の間に挟み込まれている。
第1の合わせガラス部材62は、中間膜1である積層体2の第1の表面2aに積層されている。第2の合わせガラス部材63は、中間膜1である積層体2の第2の表面2bに積層されている。従って、合わせガラス61は、第1の合わせガラス部材62と、中間膜1である積層体2と、第2の合わせガラス部材63とがこの順で積層されて構成されている。
図6に、図3に示す中間膜41を用いた合わせガラスの一例を模式的に断面図で示す。
図6に示す合わせガラス71は、第1の合わせガラス部材62と、第2の合わせガラス部材63と、中間膜41とを備える。中間膜41は、第2の層42と積層体2と第2の層43とを有する。中間膜41は、第1,第2の合わせガラス部材62,63の間に挟み込まれている。
第1の合わせガラス部材62は、第2の層42の外側の表面42aに積層されている。第2の合わせガラス部材63は、第2の層43の外側の表面43aに積層されている。
上記第1,第2の合わせガラス部材としては、ガラス板及びPET(ポリエチレンテレフタレート)フィルム等が挙げられる。合わせガラスには、2枚のガラス板の間に中間膜が挟み込まれている合わせガラスだけでなく、ガラス板とPETフィルム等との間に中間膜が挟み込まれている合わせガラスも含まれる。合わせガラスは、ガラス板を備えた積層体であり、少なくとも1枚のガラス板が用いられていることが好ましい。
上記ガラス板としては、無機ガラス及び有機ガラスが挙げられる。上記無機ガラスとしては、フロート板ガラス、熱線吸収板ガラス、熱線反射板ガラス、磨き板ガラス、型板ガラス、網入り板ガラス、及び線入り板ガラス等が挙げられる。上記有機ガラスは、無機ガラスに代用される合成樹脂ガラスである。上記有機ガラスとしては、ポリカーボネート板及びアクリル樹脂板等が挙げられる。上記アクリル樹脂板としては、ポリメチルメタクリレート板等が挙げられる。
上記第1,第2の合わせガラス部材の厚みは、好ましくは0.5mm以上、より好ましくは1mm以上、好ましくは5mm以下、より好ましくは3mm以下である。また、合わせガラス部材がガラス板である場合に、該ガラス板の厚みは、好ましくは1mm以上、好ましくは3mm以下である。合わせガラス部材がPETフィルムである場合に、該PETフィルムの厚みは、好ましくは0.03mm以上、好ましくは0.5mm以下である。
上記合わせガラスの製造方法は特に限定されない。例えば、第1,第2の合わせガラス部材の間に、中間膜を挟んで、押圧ロールに通したり、又はゴムバッグに入れて減圧吸引したりして、第1,第2の合わせガラス部材と中間膜との間に残留する空気を脱気する。その後、約70~110℃で予備接着して積層体を得る。次に、積層体をオートクレーブに入れたり、又はプレスしたりして、約120~150℃及び1~1.5MPaの圧力で圧着する。このようにして、合わせガラスを得ることができる。上記第2の層の上記積層体側とは反対の外側の表面がエンボス加工されている場合には、第1,第2の合わせガラス部材と中間膜との間に残留する空気をより一層効果的に脱気できる。
合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に使用できる。合わせガラスは、これら以外にも使用できる。合わせガラスは、建築用又は車両用の合わせガラスであることが好ましく、車両用の合わせガラスであることがより好ましい。合わせガラスは、自動車のフロントガラス、サイドガラス、リアガラス又はルーフガラス等に使用できる。
合わせガラスのヘーズ値は、好ましくは3%以下、より好ましくは2%以下、より一層好ましくは1%以下、更に好ましくは0.5%以下、特に好ましくは0.4%以下である。合わせガラスのヘーズ値は、JIS K6714に準拠して測定できる。また、合わせガラスのヘーズを低くするために、上記第1の層はフィラーを含まないことが好ましく、上記第2の層はフィラーを含まないことが好ましい。
以下に実施例を挙げて本発明を更に詳しく説明する。本発明はこれら実施例のみに限定されない。
実施例及び比較例で用いたポリビニルブチラールのブチラール化度(アセタール化度)、アセチル化度及び水酸基の含有率はASTM D1396-92に準拠した方法により測定した。なお、JIS K6728「ポリビニルブチラール試験方法」により測定した場合も、ASTM D1396-92に準拠した方法と同様の数値を示した。
(実施例1)
ポリビニルブチラールB(n-ブチルアルデヒドを使用、平均重合度が2310であるポリビニルアルコールを使用、ブチラール化度64.2モル%、アセチル化度12.9モル%、水酸基の含有率22.9モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)60重量部を添加し、ミキシングロールで充分に混練し、第1の層を形成するための組成物Bを得た。
ポリビニルブチラールB(n-ブチルアルデヒドを使用、平均重合度が2310であるポリビニルアルコールを使用、ブチラール化度64.2モル%、アセチル化度12.9モル%、水酸基の含有率22.9モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)60重量部を添加し、ミキシングロールで充分に混練し、第1の層を形成するための組成物Bを得た。
主押出機に上記第1の層を形成するための組成物Bを供給した。また、副押出機にも上記第1の層を形成するための組成物Bを供給した。主押出機と副押出機との先端に多層用フィードブロックを取り付けた。主押出機及び副押出機から押し出された第1の層の厚みを下記の表1に示すように設定し、更に主押出機から押し出された第1の層と副押出機から押し出された第1の層とを交互に、第1の層を合計で10層積層することにより、下記の表1に示す厚みの積層体を中間膜として得た。
(実施例2~6)
実施例1と同様にして、押出成形により10層の積層体を得て、次いで下流部に分割積層可能な多層用ブロックを数セット取り付け、10層の積層体を複数積層することにより層数を下記の表1に示す層数に増加させて、下記の表1に示す厚みの積層体を中間膜として得た。
実施例1と同様にして、押出成形により10層の積層体を得て、次いで下流部に分割積層可能な多層用ブロックを数セット取り付け、10層の積層体を複数積層することにより層数を下記の表1に示す層数に増加させて、下記の表1に示す厚みの積層体を中間膜として得た。
(実施例7,8)
第1の層の厚みを下記の表1に示すように設定したこと以外は実施例1と同様にして、中間膜を得た。
第1の層の厚みを下記の表1に示すように設定したこと以外は実施例1と同様にして、中間膜を得た。
(参考例1)
第1の層の厚みを下記の表1に示すように設定し、第1の層を合計で6層積層したこと以外は実施例1と同様にして、中間膜を得た。
第1の層の厚みを下記の表1に示すように設定し、第1の層を合計で6層積層したこと以外は実施例1と同様にして、中間膜を得た。
(実施例9)
ポリビニルブチラールX(n-ブチルアルデヒドを使用、平均重合度が1700であるポリビニルアルコールを使用、ブチラール化度68モル%、アセチル化度1モル%、水酸基の含有率31モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)38重量部を添加し、ミキシングロールで充分に混練し、第1の層を形成するための組成物Xを得た。
ポリビニルブチラールX(n-ブチルアルデヒドを使用、平均重合度が1700であるポリビニルアルコールを使用、ブチラール化度68モル%、アセチル化度1モル%、水酸基の含有率31モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)38重量部を添加し、ミキシングロールで充分に混練し、第1の層を形成するための組成物Xを得た。
主押出機に上記第1の層を形成するための組成物Bを供給し、副押出機に上記第1の層を形成するための組成物Xを供給したこと以外は実施例1と同様にして中間膜を得た。
(実施例10~14)
実施例9と同様にして、押出成形により10層の積層体を得て、次いで下流部に分割積層可能な多層用ブロックを数セット取り付け、10層の積層体を複数積層することにより層数を下記の表2に示す層数に増加させて、下記の表2に示す厚みの積層体を中間膜として得た。
実施例9と同様にして、押出成形により10層の積層体を得て、次いで下流部に分割積層可能な多層用ブロックを数セット取り付け、10層の積層体を複数積層することにより層数を下記の表2に示す層数に増加させて、下記の表2に示す厚みの積層体を中間膜として得た。
(実施例15,16)
第1の層の厚みを下記の表2に示すように設定したこと以外は実施例9と同様にして、中間膜を得た。
第1の層の厚みを下記の表2に示すように設定したこと以外は実施例9と同様にして、中間膜を得た。
(参考例2)
第1の層の厚みを下記の表2に示すように設定し、第1の層を合計で6層積層したこと以外は実施例9と同様にして、中間膜を得た。
第1の層の厚みを下記の表2に示すように設定し、第1の層を合計で6層積層したこと以外は実施例9と同様にして、中間膜を得た。
(実施例17)
ポリビニルブチラールC(n-ブチルアルデヒドを使用、平均重合度が1720であるポリビニルアルコールを使用、ブチラール化度68.8モル%、アセチル化度0.8モル%、水酸基の含有率30.4モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)39.5重量部を添加し、ミキシングロールで充分に混練し、第2の層を形成するための組成物Cを得た。
ポリビニルブチラールC(n-ブチルアルデヒドを使用、平均重合度が1720であるポリビニルアルコールを使用、ブチラール化度68.8モル%、アセチル化度0.8モル%、水酸基の含有率30.4モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)39.5重量部を添加し、ミキシングロールで充分に混練し、第2の層を形成するための組成物Cを得た。
得られた第2の層を形成するための組成物Cを押し出して、下記の表3に示す厚みの第2の層を得た。
実施例1で得られた第1の層の積層体の第1の表面と第2の表面とに、2つの第2の層を1層ずつ積層して、積層体を得た。その後、得られた積層体をエンボスロール間を通過させ、第2の層の外側の表面に、下記の表3に示す十点平均粗さRzのエンボス加工を施し、中間膜を得た。
(実施例18)
実施例1で得られた第1の層の積層体を、実施例9で得られた積層体に変更したこと以外は実施例17と同様にして、中間膜を得た。
実施例1で得られた第1の層の積層体を、実施例9で得られた積層体に変更したこと以外は実施例17と同様にして、中間膜を得た。
(実施例19)
実施例1で得られた第1の層の積層体を、実施例12で得られた積層体に変更したこと以外は実施例17と同様にして、中間膜を得た。
実施例1で得られた第1の層の積層体を、実施例12で得られた積層体に変更したこと以外は実施例17と同様にして、中間膜を得た。
(実施例20)
実施例18と同様にして、押出成形により10層の積層体を得て、次いで下流部に分割積層可能な多層用ブロックを数セット取り付け、10層の積層体を複数積層することにより層数を下記の表3に示す層数に増加させて、下記の表3に示す厚みの積層体を得た。得られた第1の層の積層体を用いたこと以外は実施例17と同様にして、中間膜を得た。
実施例18と同様にして、押出成形により10層の積層体を得て、次いで下流部に分割積層可能な多層用ブロックを数セット取り付け、10層の積層体を複数積層することにより層数を下記の表3に示す層数に増加させて、下記の表3に示す厚みの積層体を得た。得られた第1の層の積層体を用いたこと以外は実施例17と同様にして、中間膜を得た。
(比較例1)
第1の層の厚みを下記の表3に示すように設定し、第1の層を合計で4層積層したこと以外は実施例1と同様にして、中間膜を得た。
第1の層の厚みを下記の表3に示すように設定し、第1の層を合計で4層積層したこと以外は実施例1と同様にして、中間膜を得た。
(比較例2)
実施例1で得られた第1の層を形成するための組成物Bを押し出して、下記の表3に示す厚みの単層の中間膜を得た。
実施例1で得られた第1の層を形成するための組成物Bを押し出して、下記の表3に示す厚みの単層の中間膜を得た。
(評価)
(1)引き裂き強度
得られた中間膜を長さ方向がMD方向となるように打ち抜きカットすることにより、図7に示す形状の評価サンプルを得た。なお、図7において、寸法の大きさの単位はmmである。JIS K6781に準拠して、オートグラフ「AG-1」(島津製作所社製)を用いて、得られた評価サンプルの引き裂き強度を測定し、破断点での最終応力を評価した。
(1)引き裂き強度
得られた中間膜を長さ方向がMD方向となるように打ち抜きカットすることにより、図7に示す形状の評価サンプルを得た。なお、図7において、寸法の大きさの単位はmmである。JIS K6781に準拠して、オートグラフ「AG-1」(島津製作所社製)を用いて、得られた評価サンプルの引き裂き強度を測定し、破断点での最終応力を評価した。
(2)遮音性
得られた中間膜を、縦30mm×横320mmに切り出した。次に、2枚の透明なフロートガラス(縦25mm×横305mm×厚み2.0mm)の間に中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜部分を切り落とし、遮音性試験に用いる合わせガラスを得た。
得られた中間膜を、縦30mm×横320mmに切り出した。次に、2枚の透明なフロートガラス(縦25mm×横305mm×厚み2.0mm)の間に中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜部分を切り落とし、遮音性試験に用いる合わせガラスを得た。
20℃の環境下にて1ヶ月保管した合わせガラスについて、多チャンネル分析処理器「SA-01」(リオン社製)を用いて、20℃の条件で中央加振法により損失係数を測定した。得られた損失係数の共振周波数の4次モード(3150Hz付近)での損失係数を評価した。
(3)耐貫通性
得られた中間膜を縦30cm×横30cmの大きさに切断した。次に、透明なフロートガラス(縦30cm×横30cm×厚さ2.5mm)2枚の間に、中間膜を挟み込み、積層体を得た。この積層体をゴムバッグ内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、耐貫通性試験に用いる合わせガラスを得た。
得られた中間膜を縦30cm×横30cmの大きさに切断した。次に、透明なフロートガラス(縦30cm×横30cm×厚さ2.5mm)2枚の間に、中間膜を挟み込み、積層体を得た。この積層体をゴムバッグ内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、耐貫通性試験に用いる合わせガラスを得た。
得られた合わせガラス(縦30cm×横30cm)を、表面温度が23℃となるように調整した。次いで、JIS R3212に準拠して、4mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させた。6枚の合わせガラス全てについて、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。剛球が衝突した後5秒以内に剛球が貫通しなかった合わせガラスが3枚以下であった場合は不合格とした。4枚の場合には、新しく6枚の合わせガラスの耐貫通性を評価した。5枚の場合には、新しく1枚の合わせガラスを追加試験し、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。同様の方法で、5m及び6m及び7mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させ、合わせガラスの耐貫通性を評価した。
(4)へーズ値の測定
上記(2)遮音性の評価に用いた合わせガラスを用意した。ヘーズメーター(東京電色社製「TC-HIII PDK」)を用いて、JIS K6714に準拠して、得られた合わせガラスのヘーズ値を測定した。なお、下記の表1~3では、ヘーズ値が3%を超える場合を「>3」と記載した。
上記(2)遮音性の評価に用いた合わせガラスを用意した。ヘーズメーター(東京電色社製「TC-HIII PDK」)を用いて、JIS K6714に準拠して、得られた合わせガラスのヘーズ値を測定した。なお、下記の表1~3では、ヘーズ値が3%を超える場合を「>3」と記載した。
結果を下記の表1~3に示す。下記の表1~3において、「PVA」はポリビニルアルコールを示し、「3GO」はトリエチレングリコールジ-2-エチルヘキサノエートを示す。
(実施例21~24)
ポリビニルブチラールA(n-ブチルアルデヒドを使用、平均重合度が4000であるポリビニルアルコールを使用、ブチラール化度79モル%、アセチル化度0.8モル%、水酸基の含有率22.2モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)60重量部を添加し、ミキシングロールで充分に混練し、第1の層を形成するための組成物Aを得た。
ポリビニルブチラールA(n-ブチルアルデヒドを使用、平均重合度が4000であるポリビニルアルコールを使用、ブチラール化度79モル%、アセチル化度0.8モル%、水酸基の含有率22.2モル%)100重量部に、可塑剤であるトリエチレングリコールジ-2-エチルヘキサノエート(3GO)60重量部を添加し、ミキシングロールで充分に混練し、第1の層を形成するための組成物Aを得た。
実施例21では、主押出機及び副押出機に供給した組成物Bを組成物Aに変更した。実施例22~24では、主押出機に供給した組成物Bを組成物Aに変更した。また、実施例21では、組成物Bを組成物Aに変更したこと以外は実施例17と同様にして、中間膜を得た。実施例22では、組成物Bを組成物Aに変更したこと以外は実施例18と同様にして、中間膜を得た。実施例23では、組成物Bを組成物Aに変更したこと以外は実施例19と同様にして、中間膜を得た。実施例24では、組成物Bを組成物Aに変更したこと以外は実施例20と同様にして、中間膜を得た。
実施例21~24で得られた中間膜を実施例17~20で得られた中間膜と同様にして、引き裂き強度及びヘーズ値を評価した。引き裂き強度及びヘーズ値に関しては、実施例21~24の評価結果はいずれも良好であり、実施例21は実施例17と同様の評価結果を示し、実施例22は実施例18と同様の評価結果を示し、実施例23は実施例19と同様の評価結果を示し、実施例24は実施例20と同様の評価結果を示した。

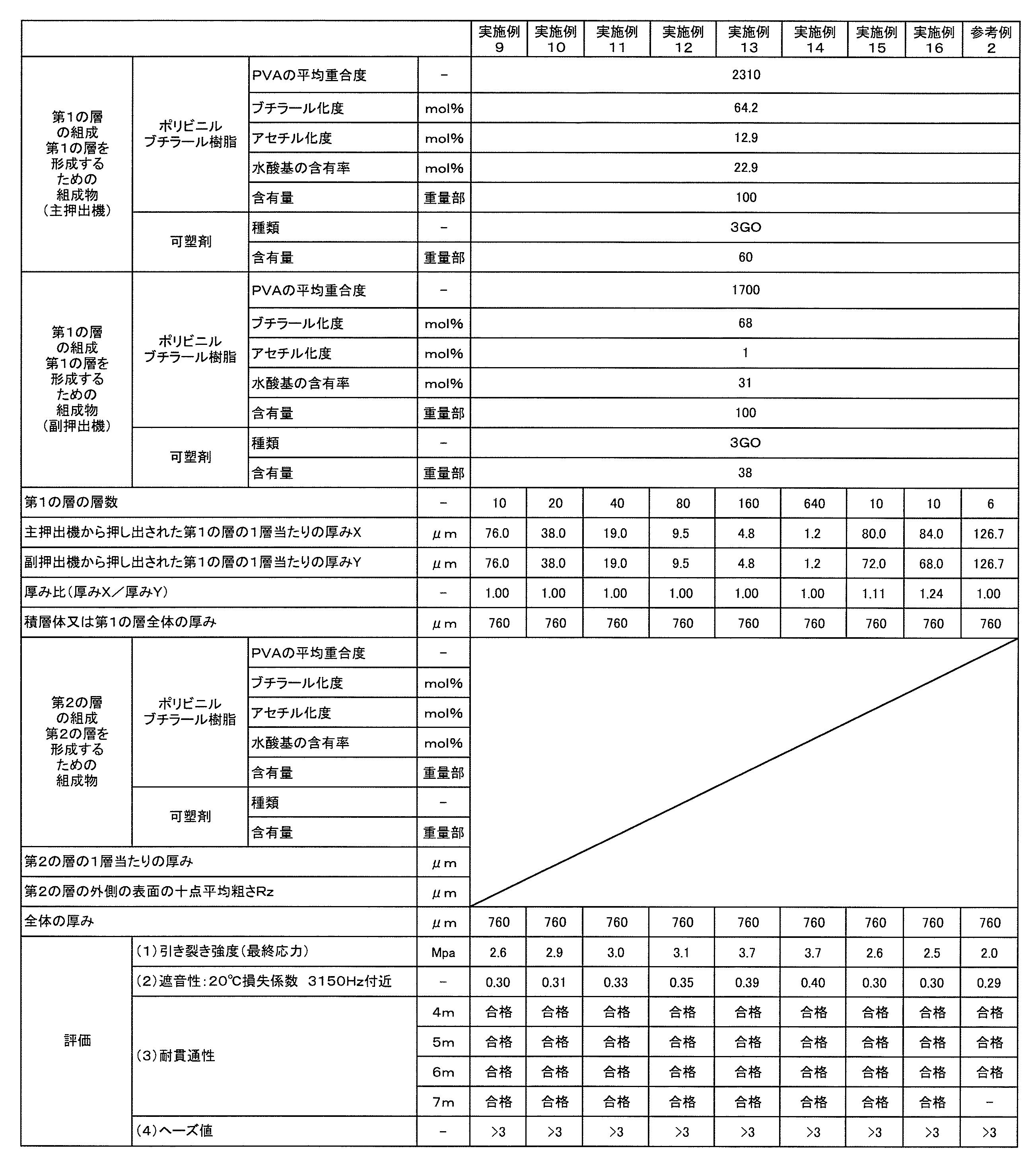

1…中間膜
2…積層体
2a…第1の表面
2b…第2の表面
11A~11K…第1の層
21…中間膜
22a…第1の表面
22b…第2の表面
31A~31F,32A~32E…第1の層
41…中間膜
42,43…第2の層
42a,43a…外側の表面
51…中間膜
61…合わせガラス
62…第1の合わせガラス部材
63…第2の合わせガラス部材
71…合わせガラス
2…積層体
2a…第1の表面
2b…第2の表面
11A~11K…第1の層
21…中間膜
22a…第1の表面
22b…第2の表面
31A~31F,32A~32E…第1の層
41…中間膜
42,43…第2の層
42a,43a…外側の表面
51…中間膜
61…合わせガラス
62…第1の合わせガラス部材
63…第2の合わせガラス部材
71…合わせガラス
Claims (17)
- 合わせガラスを得るために用いられる合わせガラス用中間膜であって、
熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を有する、合わせガラス用中間膜。 - 前記熱可塑性樹脂であるポリビニルアセタールと可塑剤とを含む第1の層が10層以上積層されている積層体を有する、請求項1に記載の合わせガラス用中間膜。
- 前記ポリビニルアセタールのアセチル化度が8モル%以下であり、かつアセタール化度が70モル%以上であるか、又は前記ポリビニルアセタールのアセチル化度が8モル%を超える、請求項2に記載の合わせガラス用中間膜。
- 前記第1の層の平均厚みが5nm以上、100μm以下である、請求項1~3のいずれか1項に記載の合わせガラス用中間膜。
- 前記積層体の厚みが0.05mm以上、3mm以下である、請求項1~4のいずれか1項に記載の合わせガラス用中間膜。
- 隣接する前記第1の層の厚み比の内の少なくとも1つが、1.1を超える、請求項1~5のいずれか1項に記載の合わせガラス用中間膜。
- 隣接する前記第1の層の厚み比の内の少なくとも1つが、1.2を超える、請求項6に記載の合わせガラス用中間膜。
- 全ての前記第1の層の各厚みよりも厚い第2の層を1つ又は2つ有し、
前記積層体の一方の表面又は両方の表面に、前記第2の層が積層されている、請求項1~7のいずれか1項に記載の合わせガラス用中間膜。 - 前記第2の層が、ポリビニルアセタールと可塑剤とを含む、請求項8に記載の合わせガラス用中間膜。
- 前記第2の層の前記積層体側とは反対の外側の表面が、エンボス加工されている、請求項8又は9に記載の合わせガラス用中間膜。
- 前記第2の層の1層当たりの厚みが0.05mm以上、1mm以下である、請求項8~10のいずれか1項に記載の合わせガラス用中間膜。
- 前記積層体が、多層溶融押出成形法により得られている、請求項1~11のいずれか1項に記載の合わせガラス用中間膜。
- 前記熱可塑性樹脂が、第1のポリビニルアセタールと第2のポリビニルアセタールとであり、
前記第1のポリビニルアセタールを含む第1の層と前記第2のポリビニルアセタールを含む第1の層とが交互に合計で10層以上積層されており、
前記第1のポリビニルアセタールと前記第2のポリビニルアセタールとの重合度が10以上異なる、請求項1~12のいずれか1項に記載の合わせガラス用中間膜。 - 請求項1~13のいずれか1項に記載の合わせガラス用中間膜の製造方法であって、
熱可塑性樹脂を含む第1の層が10層以上積層されている積層体を、多層溶融押出成形法により成形する工程を備える、合わせガラス用中間膜の製造方法。 - 前記積層体を、マルチマニホールド法又はフィードブロック法により成形する、請求項14に記載の合わせガラス用中間膜の製造方法。
- 全ての前記第1の層の各厚みよりも厚い1つ又は2つの第2の層を、前記積層体の一方の表面又は両方の表面に積層する工程をさらに備える、請求項14又は15に記載の合わせガラス用中間膜の製造方法。
- 第1の合わせガラス部材と、
第2の合わせガラス部材と、
前記第1,第2の合わせガラス部材の間に挟み込まれた請求項1~13のいずれか1項に記載の合わせガラス用中間膜とを備える、合わせガラス。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12827405.7A EP2752396A4 (en) | 2011-08-31 | 2012-08-30 | INTERMEDIATE LAYER FOR LAMINATED GLASS, METHOD FOR PRODUCING THE SAME, AND LAMINATED GLASS |
| US14/241,547 US20140227489A1 (en) | 2011-08-31 | 2012-08-30 | Interlayer for laminated glass, method for producing interlayer for laminated glass, and laminated glass |
| CN201280041989.XA CN103781741A (zh) | 2011-08-31 | 2012-08-30 | 夹层玻璃用中间膜、夹层玻璃用中间膜的制造方法以及夹层玻璃 |
| JP2012541255A JP5975877B2 (ja) | 2011-08-31 | 2012-08-30 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011189526 | 2011-08-31 | ||
| JP2011-189526 | 2011-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013031884A1 true WO2013031884A1 (ja) | 2013-03-07 |
Family
ID=47756363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/071992 WO2013031884A1 (ja) | 2011-08-31 | 2012-08-30 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140227489A1 (ja) |
| EP (1) | EP2752396A4 (ja) |
| JP (1) | JP5975877B2 (ja) |
| CN (1) | CN103781741A (ja) |
| WO (1) | WO2013031884A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160046783A1 (en) * | 2013-03-22 | 2016-02-18 | Kuraray Co., Ltd. | Composition having excellent transparency |
| CN106163801A (zh) * | 2014-03-31 | 2016-11-23 | 积水化学工业株式会社 | 热塑性树脂膜及夹层玻璃 |
| EP3127880A4 (en) * | 2014-03-31 | 2017-09-20 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass, and laminated glass |
| WO2017171032A1 (ja) * | 2016-03-31 | 2017-10-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2017204121A1 (ja) * | 2016-05-25 | 2017-11-30 | 旭硝子株式会社 | 合わせガラス |
| WO2017221930A1 (ja) * | 2016-06-24 | 2017-12-28 | 旭硝子株式会社 | 合わせガラス |
| JP2018052810A (ja) * | 2014-02-05 | 2018-04-05 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | 可塑剤含有ポリビニルアセタールシートと、可塑剤の少ないポリビニルアセタールシートとを有する層体から、合わせガラス積層体を製造する方法 |
| JP2019527185A (ja) * | 2016-07-22 | 2019-09-26 | サン−ゴバン グラス フランス | 振動音響減衰のための粘弾性プラスチック中間層及びそのような中間層を有しているグレージング |
| WO2020004577A1 (ja) | 2018-06-29 | 2020-01-02 | 株式会社クラレ | 合わせガラス用中間膜および合わせガラス |
| WO2022112045A1 (en) | 2020-11-27 | 2022-06-02 | Kuraray Europe Gmbh | Interlayer films for use in laminated glass and laminated glass |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016052606A1 (ja) * | 2014-09-30 | 2016-04-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| US9931821B2 (en) | 2015-10-19 | 2018-04-03 | Solutia Inc. | Multiple layer interlayers having enhanced properties |
| US10286638B2 (en) | 2015-10-19 | 2019-05-14 | Solutia Inc. | Multiple layer interlayers having enhanced properties |
| US20180104932A1 (en) * | 2016-10-19 | 2018-04-19 | Solutia Inc. | Asymmetric laminates comprising asymmetric multiple layer interlayer |
| US9812111B1 (en) | 2016-10-19 | 2017-11-07 | Solutia Inc. | Sound insulation panels having high interlayer thickness factors |
| CN110114217A (zh) * | 2016-12-29 | 2019-08-09 | 首诺公司 | 具有增强性质的多层夹层 |
| EP3569408A1 (en) * | 2018-05-15 | 2019-11-20 | Kuraray Europe GmbH | Interlayer films having asymmetric surface roughness |
| CN112557639B (zh) * | 2020-12-25 | 2023-04-28 | 云南正邦科技有限公司 | 一种pvc树脂透明性的测试方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03124441A (ja) * | 1989-10-09 | 1991-05-28 | Nippon Monsanto Kk | 合わせガラス用ポリビニルブチラール中間膜 |
| JPH0585782A (ja) * | 1991-04-09 | 1993-04-06 | Saint Gobain Vitrage Internatl | 合わせ窓ガラス |
| JPH07172879A (ja) | 1993-12-15 | 1995-07-11 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及びそれを用いた合わせガラス |
| JP2003192402A (ja) | 2001-12-25 | 2003-07-09 | Central Glass Co Ltd | 耐衝撃性および耐剥離性に優れた合わせガラス |
| JP2005186613A (ja) * | 2003-12-05 | 2005-07-14 | Toray Ind Inc | 二軸延伸積層フィルム、合わせガラス用フィルムおよび合わせガラス |
| JP2007070200A (ja) | 2005-09-09 | 2007-03-22 | Asahi Glass Co Ltd | 合わせガラス |
| JP2008532817A (ja) * | 2005-03-17 | 2008-08-21 | ソリユテイア・インコーポレイテツド | 音響低減ポリマー中間層 |
| JP2010265161A (ja) * | 2009-04-16 | 2010-11-25 | Central Glass Co Ltd | プラスチックフィルム挿入合わせガラスの製造方法及びプラスチックフィルム挿入合わせガラス |
| JP4751966B1 (ja) * | 2009-12-28 | 2011-08-17 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69107117T2 (de) * | 1990-05-14 | 1995-09-21 | Sekisui Chemical Co Ltd | Zwischenlagen zur Verwendung in schallisolierenden Verbundgläsern. |
| CA2106262C (en) * | 1992-10-01 | 2003-11-18 | Ralph H. Bland | Tear resistant multilayer films and articles incorporating such films |
| CA2162243A1 (en) * | 1994-11-07 | 1996-05-08 | Jiro Miyai | Interlayer film and laminated glass using the same |
| US7297407B2 (en) * | 2004-09-20 | 2007-11-20 | E. I. Du Pont De Nemours And Company | Glass laminates for reduction of sound transmission |
| KR101127950B1 (ko) * | 2009-10-12 | 2012-03-23 | 에스케이씨 주식회사 | 적외선 차단 필름 |
| EP2518031B1 (en) * | 2009-12-25 | 2019-11-20 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass, multilayer intermediate film for laminated glass, and laminated glass |
-
2012
- 2012-08-30 WO PCT/JP2012/071992 patent/WO2013031884A1/ja active Application Filing
- 2012-08-30 US US14/241,547 patent/US20140227489A1/en not_active Abandoned
- 2012-08-30 JP JP2012541255A patent/JP5975877B2/ja active Active
- 2012-08-30 EP EP12827405.7A patent/EP2752396A4/en not_active Withdrawn
- 2012-08-30 CN CN201280041989.XA patent/CN103781741A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03124441A (ja) * | 1989-10-09 | 1991-05-28 | Nippon Monsanto Kk | 合わせガラス用ポリビニルブチラール中間膜 |
| JPH0585782A (ja) * | 1991-04-09 | 1993-04-06 | Saint Gobain Vitrage Internatl | 合わせ窓ガラス |
| JPH07172879A (ja) | 1993-12-15 | 1995-07-11 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及びそれを用いた合わせガラス |
| JP2003192402A (ja) | 2001-12-25 | 2003-07-09 | Central Glass Co Ltd | 耐衝撃性および耐剥離性に優れた合わせガラス |
| JP2005186613A (ja) * | 2003-12-05 | 2005-07-14 | Toray Ind Inc | 二軸延伸積層フィルム、合わせガラス用フィルムおよび合わせガラス |
| JP2008532817A (ja) * | 2005-03-17 | 2008-08-21 | ソリユテイア・インコーポレイテツド | 音響低減ポリマー中間層 |
| JP2007070200A (ja) | 2005-09-09 | 2007-03-22 | Asahi Glass Co Ltd | 合わせガラス |
| JP2010265161A (ja) * | 2009-04-16 | 2010-11-25 | Central Glass Co Ltd | プラスチックフィルム挿入合わせガラスの製造方法及びプラスチックフィルム挿入合わせガラス |
| JP4751966B1 (ja) * | 2009-12-28 | 2011-08-17 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2752396A4 * |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160046783A1 (en) * | 2013-03-22 | 2016-02-18 | Kuraray Co., Ltd. | Composition having excellent transparency |
| US10519295B2 (en) * | 2013-03-22 | 2019-12-31 | Kuraray Co., Ltd. | Composition having excellent transparency |
| JP2018052810A (ja) * | 2014-02-05 | 2018-04-05 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | 可塑剤含有ポリビニルアセタールシートと、可塑剤の少ないポリビニルアセタールシートとを有する層体から、合わせガラス積層体を製造する方法 |
| CN106163801B (zh) * | 2014-03-31 | 2020-08-11 | 积水化学工业株式会社 | 热塑性树脂膜及夹层玻璃 |
| US20170106629A1 (en) * | 2014-03-31 | 2017-04-20 | Sekisui Chemical Co., Ltd. | Thermoplastic resin film and laminated glass |
| EP3127699A4 (en) * | 2014-03-31 | 2017-10-25 | Sekisui Chemical Co., Ltd. | Thermoplastic resin film and laminated glass |
| CN106163801A (zh) * | 2014-03-31 | 2016-11-23 | 积水化学工业株式会社 | 热塑性树脂膜及夹层玻璃 |
| US10639868B2 (en) | 2014-03-31 | 2020-05-05 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass, and laminated glass |
| EP3127880A4 (en) * | 2014-03-31 | 2017-09-20 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass, and laminated glass |
| US10173397B2 (en) * | 2014-03-31 | 2019-01-08 | Sekisui Chemical Co., Ltd. | Thermoplastic resin film and laminated glass |
| JP2019151548A (ja) * | 2014-03-31 | 2019-09-12 | 積水化学工業株式会社 | 熱可塑性樹脂膜及び合わせガラス |
| US10882282B2 (en) | 2016-03-31 | 2021-01-05 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass, and laminated glass |
| JPWO2017171032A1 (ja) * | 2016-03-31 | 2019-02-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2017171032A1 (ja) * | 2016-03-31 | 2017-10-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| US11130316B2 (en) | 2016-05-25 | 2021-09-28 | AGC Inc. | Laminated glass |
| WO2017204121A1 (ja) * | 2016-05-25 | 2017-11-30 | 旭硝子株式会社 | 合わせガラス |
| EP3466898A4 (en) * | 2016-05-25 | 2020-01-22 | Agc Inc. | LAMINATED GLASS |
| US10800142B2 (en) | 2016-06-24 | 2020-10-13 | AGC Inc. | Laminated glass |
| WO2017221930A1 (ja) * | 2016-06-24 | 2017-12-28 | 旭硝子株式会社 | 合わせガラス |
| JPWO2017221930A1 (ja) * | 2016-06-24 | 2019-05-16 | Agc株式会社 | 合わせガラス |
| JP2019527185A (ja) * | 2016-07-22 | 2019-09-26 | サン−ゴバン グラス フランス | 振動音響減衰のための粘弾性プラスチック中間層及びそのような中間層を有しているグレージング |
| KR20210027286A (ko) | 2018-06-29 | 2021-03-10 | 주식회사 쿠라레 | 접합 유리용 중간막 및 접합 유리 |
| WO2020004577A1 (ja) | 2018-06-29 | 2020-01-02 | 株式会社クラレ | 合わせガラス用中間膜および合わせガラス |
| US11465392B2 (en) | 2018-06-29 | 2022-10-11 | Kuraray Europe Gmbh | Interlayer film for laminated glass, and laminated glass |
| WO2022112045A1 (en) | 2020-11-27 | 2022-06-02 | Kuraray Europe Gmbh | Interlayer films for use in laminated glass and laminated glass |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140227489A1 (en) | 2014-08-14 |
| JPWO2013031884A1 (ja) | 2015-03-23 |
| JP5975877B2 (ja) | 2016-08-23 |
| EP2752396A4 (en) | 2015-04-29 |
| CN103781741A (zh) | 2014-05-07 |
| EP2752396A1 (en) | 2014-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5975877B2 (ja) | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス | |
| JP6523422B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6175483B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6049534B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP5812961B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP5286452B1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2011081190A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP5749095B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2013006727A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2013001613A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2014136881A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2015046585A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2013006728A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| KR102340501B1 (ko) | 접합 유리용 중간막, 접합 유리용 중간막의 제조 방법 및 접합 유리 | |
| JP2015129078A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2017043625A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6533599B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2014080359A (ja) | 熱可塑性樹脂膜及び合わせガラス | |
| JP6286007B2 (ja) | 合わせガラス用中間膜及び合わせガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2012541255 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12827405 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 14241547 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |