WO2020004577A1 - 合わせガラス用中間膜および合わせガラス - Google Patents
合わせガラス用中間膜および合わせガラス Download PDFInfo
- Publication number
- WO2020004577A1 WO2020004577A1 PCT/JP2019/025680 JP2019025680W WO2020004577A1 WO 2020004577 A1 WO2020004577 A1 WO 2020004577A1 JP 2019025680 W JP2019025680 W JP 2019025680W WO 2020004577 A1 WO2020004577 A1 WO 2020004577A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- laminated glass
- interlayer film
- resin
- glass
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
- B32B17/10027—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet the glass sheet not being an outer layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
- B32B17/10045—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets with at least one intermediate layer consisting of a glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
- B32B17/10137—Chemical strengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10605—Type of plasticiser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10614—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising particles for purposes other than dyeing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10651—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising colorants, e.g. dyes or pigments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10678—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer comprising UV absorbers or stabilizers, e.g. antioxidants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/542—Shear strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/56—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2369/00—Polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
Definitions
- the present invention relates to an interlayer film for laminated glass and a laminated glass.
- a glass plate used for a window glass or the like has excellent durability and lighting properties, but has very small damping performance (tan ⁇ with respect to bending vibration). For this reason, the resonance state generated by the vibration of the glass and the incident sound wave, that is, the decrease in the sound insulation due to the coincidence effect is remarkable.
- efforts have been made to reduce the weight of laminated glass to reduce the weight of vehicles (eg, automobiles) and improve fuel efficiency. In general, the weight can be reduced by reducing the thickness of the laminated glass.However, since the sound insulation is reduced according to the weight reduction, means for compensating for the reduction in the sound insulation is required to realize the weight reduction. I have.
- interlayer film As a method of improving sound insulation, there is a method of using an interlayer film for laminated glass (hereinafter, sometimes simply referred to as “interlayer film”) having excellent damping performance.
- the intermediate film has a capability of absorbing vibration energy by converting vibration energy into heat energy.
- an interlayer for laminated glass made of polyvinyl butyral and having a certain impact resistance and sound insulation for example, see Patent Document 1
- An intermediate film for example, refer to Patent Literature 2 in which the film A is sandwiched between resin films B made of a plasticized polyvinyl acetal resin, and a first layer containing polyvinyl acetal and a plasticizer, which are laminated in ten or more layers.
- an object of the present invention is to provide an interlayer film for laminated glass having high sound insulation properties.
- an interlayer film for laminated glass including a layer A, a layer B, and a layer C composed of a specific material in a specific order.
- the present invention provides the following preferred embodiments.
- An interlayer for laminated glass including a layer A, a layer C, and a layer A in this order, and a layer B between the layers or at an arbitrary position outside the layer, wherein the layer A is a first thermoplastic resin.
- the resin material constituting the layer A has a peak at which tan ⁇ measured by performing a complex shear viscosity test under the condition of a frequency of 1 Hz according to JIS K 7244-10: 2005 is the maximum. It has a range of 30 ° C. or more and 10 ° C. or less, the height of the tan ⁇ peak of at least one resin material of the A layer is 1.5 or more, and the thickness of the C layer is 0.1 mm or more.
- the resin material constituting the C layer Has a tensile storage modulus of 1.0 GPa or more at 0 ° C. measured by performing a dynamic viscoelasticity test at a frequency of 0.3 Hz according to JIS K 7244-4: 1999
- the B layer has 2.
- An interlayer film for laminated glass which is a layer containing a thermoplastic resin of No. 2 and is made of a resin material different from the resin material forming the A layer.
- the layer A is a polymer block (a) containing 60 mol% or more of an aromatic vinyl monomer unit and a polymer block containing 60 mol% or more of a conjugated diene monomer unit as a first thermoplastic resin. (B), and the content of the polymer block (a) in the hydrogenated product of the block copolymer is based on the total mass of the hydrogenated product of the block copolymer.
- the difference ⁇ TL from the sound transmission loss (TL2-a) calculated from the bending stiffness at the tertiary resonance frequency calculated in accordance with the following formula is 4.1 dB or less at each center frequency in a 1/3 octave band of 1000 Hz or more.
- the interlayer film for laminated glass according to any one of the above [1] to [10]. [12] Third order measured by a central vibration method at 20 ° C. in a laminated glass in which the above-mentioned interlayer film for laminated glass is sandwiched using two pieces of float glass having a length of 300 mm, a width of 25 mm and a thickness of 1.9 mm.
- the interlayer film for laminated glass according to any one of the above [1] to [11], wherein a loss coefficient at a resonance frequency is 0.55 or more.
- the sound transmission loss (TL1-b) according to the mass rule given at a sound field incidence of 0 ° to 78 °, and the above-mentioned method using two float glasses having a length of 300 mm, a width of 25 mm, and a thickness of 1.9 mm.
- the loss coefficient at the third resonance frequency measured by the central excitation method at 20 ° C.
- the difference ⁇ TL from the sound transmission loss (TL2-b) calculated from the above is 4.1 dB or less at each center frequency in a 1/3 octave band of 1000 Hz or more.
- the heat shielding material is tin-doped indium oxide, antimony-doped tin oxide, zinc antimonate, metal-doped tungsten oxide, diimonium-based dye, aminium-based dye, phthalocyanine-based dye, anthraquinone-based dye, polymethine-based dye, benzenedithiol At least one selected from the group consisting of a type ammonium compound, a thiourea derivative, a thiol metal complex, aluminum-doped zinc oxide, tin-doped zinc oxide, silicon-doped zinc oxide, lanthanum hexaboride and vanadium oxide, [14] The interlayer film for laminated glass according to [14].
- the interlayer for laminated glass according to any one of [1] to [15], wherein at least one layer in the interlayer for laminated glass comprises an ultraviolet absorber.
- the ultraviolet absorber is selected from the group consisting of a benzotriazole-based compound, a benzophenone-based compound, a triazine-based compound, a hindered amine-based compound, a benzoate-based compound, a malonate-based compound, an indole-based compound, and an oxalate-anilide-based compound.
- the interlayer film for laminated glass according to the above [16] which is at least one of the following.
- the interlayer film for laminated glass includes at least an A layer, a B layer, a C layer, a B layer, and an A layer in this order, and the C layer and the two B layers are directly adjacent to each other.
- a laminated glass comprising the interlayer film for laminated glass according to any one of [1] to [20] sandwiched between two transparent substrates, wherein at least one of the transparent substrates is used.
- a laminated glass which is an inorganic glass having a thickness of 1.2 to 3.0 mm.
- the laminated glass according to the above [21] which is a vehicle windshield, a vehicle side glass, a vehicle sunroof, a vehicle rear glass or a head-up display glass.
- an interlayer having high sound insulation properties can be provided.
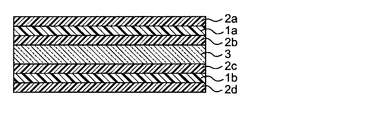
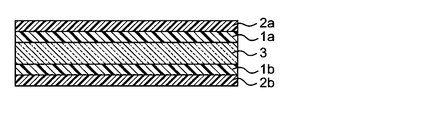
- BRIEF DESCRIPTION OF THE DRAWINGS It is a cross-sectional schematic diagram which shows the structure which is one aspect of the interlayer film for laminated glass of this invention.
- BRIEF DESCRIPTION OF THE DRAWINGS It is a cross-sectional schematic diagram which shows the structure which is one aspect of the interlayer film for laminated glass of this invention.
- the interlayer film for laminated glass of the present invention includes the A layer, the C layer, and the A layer in this order, and includes the B layer at an arbitrary position between or outside these layers.
- the layer A is a layer containing the first thermoplastic resin, and the resin material constituting the layer A is measured by performing a complex shear viscosity test under the condition of a frequency of 1 Hz according to JIS K 7244-10: 2005. It has a peak with a maximum tan ⁇ in the range of ⁇ 30 ° C. or more and 10 ° C. or less (hereinafter, this temperature may be referred to as “tan ⁇ peak temperature”), and the tan ⁇ peak of at least one resin material of the A layer.
- the C layer is a layer made of an inorganic glass having a thickness of 0.1 mm or more and 1.5 mm or less, or a thickness of 0.25 mm or more and 2.5 mm or less and containing a third thermoplastic resin.
- the resin material constituting the C layer is a dynamic viscoelasticity under the condition of a frequency of 0.3 Hz according to JIS K 7244-4: 1999.
- the tensile storage modulus at 0 ° C. measured by performing the test is 1.0 GPa or more.
- the layer B is a layer containing the second thermoplastic resin, and is made of a resin material different from the resin material forming the layer A.
- the interlayer film for a laminated glass of the present invention includes at least two layers A containing the first thermoplastic resin.
- the layer A is a layer that provides high sound insulation to the interlayer film for laminated glass by being included in the interlayer film for laminated glass in the order of layer A, layer C, and layer A.
- the resin material constituting the layer A is made of a first thermoplastic resin or a resin composition containing the first thermoplastic resin.
- the first thermoplastic resin is not particularly limited as long as the resin material constituting the A layer satisfies the above-described conditions of the tan ⁇ peak temperature and the tan ⁇ peak height.
- the layer A comprises, as the first thermoplastic resin, a polymer block (a) containing at least 60 mol% of an aromatic vinyl monomer unit and a polymer block containing at least 60 mol% of a conjugated diene monomer unit ( b) containing a hydrogenated product of a block copolymer (hereinafter sometimes referred to as “block copolymer (A)”), and a polymer block (a) in the hydrogenated product of the block copolymer. Is 25% by mass or less based on the total mass of the hydrogenated product of the block copolymer.
- aromatic vinyl compound constituting the aromatic vinyl monomer unit examples include styrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, ⁇ -methylstyrene, ⁇ -methylstyrene, 2,6-dimethyl Styrene, 2,4-dimethylstyrene, ⁇ -methyl-o-methylstyrene, ⁇ -methyl-m-methylstyrene, ⁇ -methyl-p-methylstyrene, ⁇ -methyl-o-methylstyrene, ⁇ -methyl-m -Methylstyrene, ⁇ -methyl-p-methylstyrene, 2,4,6-trimethylstyrene, ⁇ -methyl-2,6-dimethylstyrene, ⁇ -methyl-2,4-dimethylstyrene, ⁇ -methyl-2, 6-dimethylstyrene, ⁇ -methyl-2,4-dimethyl
- One aromatic vinyl compound may be used alone, or two or more aromatic vinyl compounds may be used in combination.
- styrene, ⁇ -methylstyrene, p-methylstyrene and a mixture thereof are preferable, and styrene is more preferable, from the viewpoint of the production cost and the balance of physical properties.
- the content of the aromatic vinyl monomer unit in the polymer block (a) is preferably at least 60 mol%, more preferably at least 80 mol%, based on all the constituent units constituting the polymer block (a). It is more preferably at least 85 mol%, further preferably at least 90 mol%, particularly preferably at least 95 mol%, and may be substantially at least 100 mol%.
- the content of the aromatic vinyl monomer unit in the polymer block (a) is at least the lower limit, good moldability or mechanical strength can be easily obtained.
- the polymer block (a) may contain a structural unit derived from an unsaturated monomer other than the aromatic vinyl monomer unit, as long as the object and effects of the present invention are not hindered.
- unsaturated monomers include, for example, butadiene, isoprene, 2,3-dimethylbutadiene, 1,3-pentadiene, 1,3-hexadiene, isobutylene, methyl methacrylate, methyl vinyl ether, N-vinyl carbazole, ⁇ - Examples include pinene, 8,9-p-menthen, dipentene, methylenenorbornene, and 2-methylenetetrahydrofuran.
- the content of the other unsaturated monomer unit in the polymer block (a) is preferably less than 40 mol%, more preferably 20 mol%, based on all the constituent units constituting the polymer block (a). Less than 15 mol%, more preferably less than 10 mol%, particularly preferably less than 5 mol%.
- the polymer block (a) is substantially free of the other unsaturated monomer units described above.
- the bonding form is not particularly limited, and may be either random or tapered.
- the content of the aromatic vinyl monomer unit and the content of other unsaturated monomer units in the polymer block (a) in the block copolymer (A) are determined according to the values of the block copolymer (A).
- the content is determined from the 1 H-NMR spectrum and can be adjusted to a desired content by adjusting the charging ratio of each monomer in the preparation of the block copolymer (A).
- the block copolymer (A) may have at least one polymer block (a).
- the polymer blocks (a) may be the same or different from each other.
- “different polymer blocks” means that the monomer units constituting the polymer blocks, the weight average molecular weight, the stereoregularity, and when having a plurality of monomer units, each monomer unit It means that at least one of the ratio of body units and the form of copolymerization (random, gradient, block) is different. This is the same for the polymer block (b) described later.
- the weight average molecular weight (Mw) of the polymer block (a) contained in the block copolymer (A) is not particularly limited.
- the weight average molecular weight of at least one polymer block (a) of the polymer blocks (a) contained in the block copolymer (A) is preferably from 3,000 to 60,000, more preferably from 4,000 to 50. , 000.
- the block copolymer (A) has at least one polymer block (a) having a weight average molecular weight within the above range, mechanical strength is further improved, and good film formability is easily obtained.
- the weight average molecular weight is a weight average molecular weight in terms of polystyrene obtained by gel permeation chromatography (GPC) measurement.
- the glass transition temperature of the polymer block (a) is preferably 120 ° C or lower, more preferably 110 ° C or lower, preferably 60 ° C or higher, more preferably 70 ° C or higher.
- the glass transition temperature of the polymer block (a) is in the range between the lower limit and the upper limit described above, the shear storage elastic modulus of the resin material constituting the A layer can be easily controlled to a specific range, and the obtained is obtained.
- the mechanical strength can be increased.
- the glass transition temperature of the polymer block (a) is measured by a method described in Examples described later, and is adjusted to a desired range by adjusting the charge ratio of each monomer in the preparation of the block copolymer (A). Can be adjusted.
- the content of the polymer block (a) in the hydrogenated product of the block copolymer (A) is the same as that of the block copolymer (A). It is preferably at most 25% by mass based on the total mass of the hydrogenated product.
- the value of tan ⁇ also changes depending on the morphology of the block copolymer (A), and tan ⁇ tends to increase particularly when a microphase-separated structure composed of a sphere structure is adopted.
- the hydrogenated product of the block copolymer (A) Adjusting the content of the block polymer (a) to preferably 25% by mass or less, more preferably 20% by mass or less, and more preferably 15% by mass or less with respect to the total mass increases the sound insulation of the obtained interlayer film. It is very advantageous in improving.
- the content of the polymer block (a) is more preferably 14% by mass or less, more preferably 13% by mass or less, more preferably 12.5% by mass or less, more preferably 11% by mass or less, and particularly preferably. 9 mass% or less.
- the content of the polymer block (a) is preferably 3% by mass or more, more preferably 3.5% by mass or more.
- the content of the polymer block (a) is preferably 3 to 25% by mass (for example, 3 to 15% by mass).
- the content of the polymer block (a) is preferably 6 to 25% by mass (eg, 6 to 15% by mass), more preferably 8 from the viewpoint of easily improving the handleability and mechanical properties of the layer A. It is preferably from 25 to 25% by mass (eg, 8 to 15% by mass), particularly preferably from 10 to 25% by mass (eg, from 10 to 15% by mass).
- the content of the polymer block (a) is preferably 3.5 to 25% by mass (for example, 3.5 to 15% by mass), and more preferably 4 to 25% by mass. (For example, 4 to 15% by mass), and when the content of the polymer block (a) is within the above range, the handleability and mechanical properties of the obtained layer A are enhanced while ensuring high sound insulation. Can be.
- the content of the polymer block (a) in the hydrogenated product of the block copolymer (A) is determined from the 1 H-NMR spectrum of the hydrogenated product of the block copolymer (A). In the preparation of (A), it can be adjusted to a desired range by adjusting the charging ratio of each monomer.
- Examples of the conjugated diene compound constituting the conjugated diene monomer unit contained in the polymer block (b) include isoprene, butadiene, hexadiene, 2,3-dimethyl-1,3-butadiene, 1,3-pentadiene and myrcene. And the like.
- One conjugated diene compound may be used alone, or two or more conjugated diene compounds may be used in combination. Among them, isoprene, butadiene, and a mixture of isoprene and butadiene are preferable, and isoprene is more preferable, from the viewpoints of availability, versatility, and controllability of the bonding form described below.
- the mixing ratio [isoprene / butadiene] (mass ratio) is not particularly limited, but is preferably 5/95 to 95/5, more preferably 10/90 to 90/10, and still more preferably 40/60 to 70/30. And particularly preferably 45/55 to 65/35.
- the mixing ratio [isoprene / butadiene] is represented by a molar ratio, it is preferably 5/95 to 95/5, more preferably 10/90 to 90/10, still more preferably 40/60 to 70/30, particularly preferably Preferably it is 45/55 to 55/45.
- the content of the conjugated diene monomer unit in the polymer block (b) is preferably at least 60 mol%, more preferably at least 65 mol%, particularly preferably at least 65 mol%, based on all constitutional units constituting the polymer block (b). It is preferably at least 80 mol%.
- the content of the conjugated diene monomer unit is equal to or more than the lower limit, the amount of the segment exhibiting the sound insulation property becomes sufficient, and it is easy to obtain an interlayer having excellent sound insulation.
- the upper limit of the content of the conjugated diene monomer unit is not particularly limited.
- the content of the conjugated diene monomer unit may be 100 mol%.
- the polymer block (b) may have only a structural unit derived from one type of conjugated diene compound, or may have a structural unit derived from two or more types of conjugated diene compounds. As described above, in the present invention, the polymer block (b) preferably contains a conjugated diene monomer unit at 60 mol% or more. As the conjugated diene monomer unit, the polymer block (b) may be a structural unit derived from isoprene (hereinafter sometimes abbreviated as “isoprene unit”), a structural unit derived from butadiene (hereinafter “butadiene unit”).
- the total amount of isoprene units and butadiene units is preferably 60 mol% or more in each case. This makes it easy to obtain an interlayer having excellent sound insulation.
- the polymer block (b) has two or more types of conjugated diene monomer units, their bonding forms are random, tapered, completely alternating, partially block-shaped, block, or two or more of these types. May be used.
- the polymer block (b) may contain a structural unit derived from another polymerizable monomer other than the conjugated diene monomer unit as long as the object and effects of the present invention are not hindered.
- Other polymerizable monomers include, for example, styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, pt-butylstyrene, 2,4-dimethylstyrene, vinylnaphthalene and Aromatic vinyl compounds such as vinyl anthracene, and methyl methacrylate, methyl vinyl ether, N-vinyl carbazole, ⁇ -pinene, 8,9-p-mentene, dipentene, methylene norbornene, 2-methylenetetrahydrofuran, 1,3-cyclopentadiene , 1,3-cyclohexadiene, 1,3-cycloheptadiene, 1,
- styrene, ⁇ -methylstyrene and p-methylstyrene are preferred, and styrene is more preferred.
- the polymer block (b) contains the other polymerizable monomer unit described above, a specific combination thereof is preferably isoprene and styrene, butadiene and styrene, and more preferably isoprene and styrene. is there.
- the polymer block (b) includes such a combination, the tan ⁇ of the resin material constituting the A layer may be increased.
- the content of the other polymerizable monomer unit in the polymer block (b) is preferably less than 40 mol%, more preferably less than 35 mol%, based on all the constituent units constituting the polymer block (b). And particularly preferably less than 20 mol%.
- the bonding form is not particularly limited, and may be random or tapered.
- the content of content and the other polymerizable monomer units of the conjugated diene monomer unit in the polymer block (b) in the block copolymer (A), the block copolymer (A) 1 The content is determined from the 1 H-NMR spectrum and can be adjusted to a desired content by adjusting the charging ratio of each monomer in the preparation of the block copolymer (A).
- the bonding form of the isoprene can be a 1,2-bond, a 3,4-bond or a 1,4-bond.
- the butadiene bond form can be a 1,2-bond or a 1,4-bond.
- the sum of the contents of the 3,4-linkage unit and the 1,2-linkage unit in the polymer block (b) in the block copolymer (A) (hereinafter, may be referred to as “vinyl bond amount”) is: It is preferably at least 20 mol%, more preferably at least 40 mol%, particularly preferably at least 50 mol%.
- the total of the above-mentioned vinyl bond amounts is preferably 90 mol% or less, more preferably 85 mol% or less.
- the vinyl bond amount is calculated by dissolving the block copolymer (A) before hydrogenation in CDCl 3 and measuring the 1 H-NMR spectrum.
- the constituent units constituting the polymer block (b) consist only of isoprene units
- the vinyl units are obtained from the ratio of the total peak area of the isoprene units to the peak area corresponding to the 3,4-bond unit and the 1,2-bond unit. The amount of binding is calculated.
- the vinyl bond amount is calculated from the ratio of the total peak area of the butadiene units to the peak area corresponding to the 1,2-bond unit.
- the constituent units constituting the polymer block (b) include an isoprene unit and a butadiene unit, the total peak area of the isoprene unit and the butadiene unit, the 3,4-bond unit and the 1,2-bond unit in the isoprene unit, and the butadiene unit
- the vinyl bond amount is calculated from the ratio of the unit to the peak area corresponding to the 1,2-bond unit.
- the value of tan ⁇ of the resin material constituting the A layer tends to increase as the vinyl bond amount increases.
- the amount of the vinyl bond can be adjusted to a desired range by adjusting the amount of the organic Lewis base used in the anionic polymerization for producing the block copolymer (A), for example.
- the weight average molecular weight of the polymer block (b) contained in the block copolymer (A) is preferably 15,000 to 800,000, more preferably 50, before hydrogenation, from the viewpoint of sound insulation and the like. 000 to 700,000, more preferably 70,000 to 600,000, particularly preferably 90,000 to 500,000, and most preferably 130,000 to 450,000.
- the weight average molecular weight is a weight average molecular weight in terms of polystyrene determined by gel permeation chromatography (GPC) measurement, and the weight average molecular weight of the polymer block (b) refers to the polymer block (b). It means a value calculated from the difference in weight average molecular weight before and after copolymerization.
- the glass transition temperature of the polymer block (b) is preferably 10 ° C or lower, more preferably 0 ° C or lower, preferably -30 ° C or higher, more preferably -20 ° C or higher.
- the glass transition temperature of the polymer block (b) is in the range between the lower limit and the upper limit described above, the tan ⁇ peak temperature of the resin material constituting the A layer can be easily controlled to a specific range, and the resulting intermediate This leads to an improvement in the sound insulation of the film.
- the glass transition temperature of the polymer block (b) is measured by a method described in Examples described later, and is adjusted to a desired range by adjusting the charge ratio of each monomer in the preparation of the block copolymer (A). Can be adjusted.
- the block copolymer (A) only needs to have at least one polymer block (b).
- the block copolymer (A) has two or more polymer blocks (b)
- the polymer blocks (b) may be the same or different from each other.
- the content of the polymer block (b) in the hydrogenated product of the block copolymer (A) is determined by the value of the block copolymer (A). Is preferably 75 to 97% by mass (eg, 85 to 97% by mass) based on the total mass of the hydrogenated product.
- the hydrogenated product of the block copolymer (A) tends to have appropriate flexibility or good moldability.
- the value of tan ⁇ changes depending on the morphology of the hydrogenated product of the block copolymer (A), and tan ⁇ tends to increase particularly when a microphase-separated structure having a sphere structure is adopted. Since the content of the polymer block (b) in the hydrogenated product of the block copolymer (A) greatly affects the ease of forming the sphere structure, the total amount of the hydrogenated product of the block copolymer (A) is large. It is very advantageous to adjust the content of the polymer block (b) to preferably 75 to 97% by mass (for example, 85 to 97% by mass) with respect to the mass in order to further improve the sound insulation of the obtained interlayer film. is there.
- the content of the polymer block (b) is more preferably 75 to 96.5% by mass (for example, 85 to 96.5% by mass), and still more preferably 75 to 96% by mass (for example, 85 to 96% by mass). And particularly preferably 80 to 96% by mass (eg 90 to 96% by mass).
- the content of the polymer block (b) is preferably from 75 to 94% by mass (eg, from 85 to 94% by mass), and more preferably from the viewpoint of easily improving the handleability and mechanical properties of the layer A. It is 75 to 92% by mass (eg, 85 to 92% by mass), particularly preferably 75 to 90% by mass (eg, 85 to 90% by mass).
- the content of the polymer block (b) is 75 to 96.5% by mass (for example, 85 to 96.5% by mass), and the polymer block (b) When the content of is within this range, the handleability and mechanical properties of the obtained layer A can be enhanced while ensuring high sound insulation.
- the content of the polymer block (b) in the hydrogenated product of the block copolymer (A) is determined from the 1 H-NMR spectrum of the hydrogenated product of the block copolymer (A). In the preparation of (A), it can be adjusted to a desired range by adjusting the charging ratio of each monomer.
- the bonding form of the polymer block (a) and the polymer block (b) is preferably linear, and as an example, the polymer block (a) is A and the polymer block (b) Is represented by B, a diblock copolymer represented by AB, a triblock copolymer represented by ABA, a tetrablock copolymer represented by ABAB, A pentablock copolymer represented by ABABA is exemplified.
- a linear triblock copolymer or diblock copolymer is preferable, and an ABA triblock copolymer is preferably used from the viewpoint of flexibility and ease of production.
- the A layer comprises, as the first thermoplastic resin, at least one hydrogenated product of the block copolymer (A) [hereinafter sometimes referred to as “hydrogenated block copolymer (A)”]. It is preferred to contain. From the viewpoints of heat resistance, weather resistance and sound insulation, 80 mol% or more of the carbon-carbon double bonds of the polymer block (b) are hydrogenated (hereinafter sometimes abbreviated as “hydrogenation”). It is preferable that 85 mol% or more is hydrogenated, more preferably 88 mol% or more is hydrogenated, and particularly preferably 90 mol% or more is hydrogenated ( Hereinafter, this value may be referred to as “hydrogenation rate”). There is no particular upper limit for the hydrogenation rate.
- the degree of hydrogenation may be 99 mol% or less, and may be 98 mol% or less.
- the hydrogenation rate was determined by measuring the content of carbon-carbon double bonds in the conjugated diene monomer unit in the polymer block (b) by 1 H-NMR measurement before and after hydrogenation. This is a calculated value.
- the weight average molecular weight of the hydrogenated block copolymer (A) determined by gel permeation chromatography in terms of standard polystyrene is preferably 15,000 to 800,000, more preferably 50,000 to 700,000, and still more preferably. Is from 70,000 to 600,000, particularly preferably from 90,000 to 500,000, most preferably from 130,000 to 450,000.
- weight average molecular weight of the hydrogenated block copolymer (A) is at least the lower limit, heat resistance tends to be high, and when it is at most the upper limit, moldability tends to be good.
- the method for producing the block copolymer (A) is not particularly limited.
- the block copolymer (A) can be produced by, for example, an anionic polymerization method, a cationic polymerization method, a radical polymerization method, or the like.
- Specific examples of the anionic polymerization method include the methods described in the following (i) to (iii).
- (I) a method of sequentially polymerizing an aromatic vinyl monomer, a conjugated diene monomer, and then an aromatic vinyl monomer using an alkyllithium compound as an initiator; (Ii) a method of sequentially polymerizing an aromatic vinyl monomer and a conjugated diene monomer using an alkyllithium compound as an initiator, and then adding a coupling agent to perform coupling; (Iii) A method of sequentially polymerizing a conjugated diene monomer and then an aromatic vinyl monomer using a dilithium compound as an initiator.
- the amount of 1,2-bond and 3,4-bond of the first thermoplastic resin can be increased by adding an organic Lewis base during anionic polymerization.
- the amount of 1,2-bond and 3,4-bond of the first thermoplastic resin that is, the amount of vinyl bond can be easily controlled.
- the value of tan ⁇ of the resin material constituting the A layer tends to increase as the vinyl bond amount increases. By controlling the position of the tan ⁇ peak within a specific temperature range, the sound insulation of the obtained intermediate film is improved. Can be done.
- organic Lewis base examples include esters such as ethyl acetate; amines such as triethylamine, N, N, N ′, N′-tetramethylethylenediamine (TMEDA) and N-methylmorpholine; and nitrogen-containing heterocyclic aromatic compounds such as pyridine.
- Amides such as dimethylacetamide; ethers such as dimethyl ether, diethyl ether, tetrahydrofuran (THF) and dioxane; glycol ethers such as ethylene glycol dimethyl ether and diethylene glycol dimethyl ether; sulfoxides such as dimethyl sulfoxide; ketones such as acetone and methyl ethyl ketone.
- esters such as ethyl acetate
- amines such as triethylamine, N, N, N ′, N′-tetramethylethylenediamine (TMEDA) and N-methylmorpholine
- nitrogen-containing heterocyclic aromatic compounds such
- a hydrogenated block copolymer (A) can be obtained by subjecting the block copolymer (A) to a hydrogenation reaction.
- a method of subjecting the unhydrogenated block copolymer (A) to a hydrogenation reaction for example, the unhydrogenated block copolymer (A) is simply converted from a reaction solution containing the generated block copolymer (A).
- the hydrogenation rate is preferably at least 80 mol%, more preferably at least 85 mol%, further preferably at least 88 mol%, particularly preferably at least 90 mol%.
- the hydrogenation catalyst examples include Raney nickel; a heterogeneous catalyst in which a metal such as Pt, Pd, Ru, Rh, and Ni is supported on a carrier such as carbon, alumina, and diatomaceous earth; a transition metal compound, an alkylaluminum compound, and an alkyllithium compound. And the like; Ziegler catalysts; metallocene catalysts and the like.
- the hydrogenation reaction can be generally performed under the conditions of a hydrogen pressure of 0.1 MPa to 20 MPa, a reaction temperature of 20 ° C. to 250 ° C., and a reaction time of 0.1 hour to 100 hours.
- the resin material constituting the layer A has a peak at which tan ⁇ becomes maximum measured by conducting a complex shear viscosity test under the condition of a frequency of 1 Hz in accordance with JIS K 7244-10: 2005 in a range of -30 ° C to 10 ° C. To have.
- the tan ⁇ peak temperature is in a range lower than ⁇ 30 ° C.
- the sound insulation in the frequency range from 5000 Hz to 10000 Hz is significantly reduced.
- the tan ⁇ peak temperature is in a range higher than 10 ° C.
- the decrease in sound insulation in a middle frequency range from 2000 Hz to 5000 Hz becomes significant.
- tan ⁇ is also referred to as a loss tangent, and is obtained by dividing the shear loss elastic modulus by the shear storage elastic modulus. The higher the value, the higher the sound insulation is expected. Note that tan ⁇ is measured by a method described in Examples described later.
- the tan ⁇ peak temperature of the resin material constituting the layer A is preferably ⁇ 25 ° C. or higher, more preferably ⁇ 20 ° C. or higher, preferably 0 ° C. or lower, more preferably ⁇ 5 ° C. or lower.
- the tan ⁇ peak temperature is in the range between the lower limit and the upper limit, good sound insulation in a frequency range from 2000 Hz to 10000 Hz is likely to be provided.
- the content of the polymer block (a) that is a hard segment is adjusted, or the polymer block (a) that is a hard segment or the soft segment is used.
- the method of adjusting the type of monomer constituting the polymer block (b), the bonding form, the glass transition temperature of each segment itself, and the like is Specifically, for example, by reducing the content of the polymer block (a) in the block copolymer (A) or changing the type or combination of the monomers constituting the polymer block (b), The tan ⁇ peak temperature can be adjusted (increased) by increasing the amount of binding.
- the tan ⁇ peak height of at least one resin material of the A layer preferably at least two resin materials of the A layer, more preferably all resin materials of the A layer is 1.5 or more.
- the tan ⁇ peak height of all the resin materials of the A layer is less than 1.5, that is, when the tan ⁇ peak height of the resin material of the A layer does not include any A layer having the tan ⁇ peak height of 1.5 or more, Desired sound insulation cannot be obtained.
- the tan ⁇ peak height is preferably 2.0 or more, more preferably 2.2 or more, and particularly preferably 2.4 or more.
- the upper limit of the tan ⁇ peak height is not particularly limited.
- the tan ⁇ peak height is usually 5.0 or less.
- Examples of a method of increasing the ⁇ tan ⁇ peak height include a method of forming a microphase-separated structure into a sphere structure and an increase in the amount of vinyl bonds in the polymer block (b).
- the tensile storage modulus at 0 ° C. of the resin material constituting the layer A measured by performing a dynamic viscoelasticity test under the condition of a frequency of 0.3 Hz according to JIS K 7244: 1999 is preferably 1 Less than 0.0 GPa.
- the resin material constituting the layer A is preferably prepared by adding the hydrogenated block copolymer (A) as the first thermoplastic resin to the resin material in an amount of preferably 60% by mass or more, more preferably 70% by mass. %, More preferably 80% by mass or more.
- the resin material constituting the layer A may be, in addition to the hydrogenated block copolymer (A), another thermoplastic resin (for example, a crystal nucleus such as a crystal nucleus), if necessary, or as long as the effects of the present invention are not impaired.
- the resin material constituting the layer A is composed of the hydrogenated block copolymer (A) as the first thermoplastic resin.
- the thickness of one layer A is preferably 50 ⁇ m or more and 450 ⁇ m or less.
- the optimum thickness of the A layer depends on the thickness of other layers (for example, the B layer and the C layer described later) constituting the intermediate film or the storage elastic modulus of each layer, but the thicker the A layer, the higher the sound insulation.
- the storage elastic modulus of the entire intermediate film tends to decrease. Accordingly, when the thickness of one layer A is greater than 450 ⁇ m, the frequency range in which the laminated glass coincidence effect occurs tends to be higher than 6000 Hz, and the sound insulation in the frequency range of 6000 Hz or more may be significantly reduced. .
- the thickness of one layer A is more preferably 350 ⁇ m or less, and particularly preferably 300 ⁇ m or less, from the viewpoint of further enhancing the sound insulation in a high frequency range.
- the thickness of the layer A is less than 50 ⁇ m, the storage elastic modulus becomes high, and the frequency range in which the coincidence effect occurs may be the middle frequency range. May be noticeable.
- the sound insulation in this frequency range is practically important, and the effect of improving the sound insulation is reduced with a decrease in the thickness of the A layer. Therefore, the thickness of one A layer is more preferably 70 ⁇ m. Above, particularly preferably 90 ⁇ m or more, more preferably 110 ⁇ m or more.
- the total thickness of the plurality of A layers is preferably 950 ⁇ m or less, more preferably 700 ⁇ m or less.
- the thickness of each of the plurality of A layers may be the same or different. The thickness is measured with a thickness gauge. Further, the plurality of A layers may be made of the same resin material or different resin materials.
- an antioxidant an ultraviolet absorber, a light stabilizer, an antiblocking agent, a pigment, a dye, a heat shielding material, and the like, which will be described later, are added to the resin material constituting the A layer as necessary. May be.
- these additives are selected from the group consisting of a plurality of A layers, one or more B layers, and one or more C layers. It may be included in more than one layer. When an additive is contained in two or more layers selected from the above group, the same additive may be contained in those layers, or different layers may be contained.
- antioxidants examples include a phenolic antioxidant, a phosphorus-based antioxidant, and a sulfur-based antioxidant.
- phenolic antioxidants include, for example, 1,3,5-tris (4-tert-butyl-3-hydroxy-2,6-dimethylbenzyl) -1,3,5-triazine-2,4,6 -(1H, 3H, 5H) -trione, 2-t-butyl-6- (3-t-butyl-2-hydroxy-5-methylbenzyl) -4-methylphenyl acrylate, 2,4-di-t- Acrylate compounds such as amyl-6- (1- (3,5-di-t-amyl-2-hydroxyphenyl) ethyl) phenyl acrylate, 2,6-di-t-butyl-4-methylphenol, 6-di-t-butyl-4-ethylphenol, octadecyl-3- (3,5-) di-t-butyl-4-hydroxyphenyl) propionat
- Examples of the phosphorus-based antioxidant include tris (2,4-di-t-butylphenyl) phosphate, triphenylphosphite, diphenylisodecylphosphite, phenyldiisodecylphosphite, tris (nonylphenyl) phosphite, and tris ( Dinonylphenyl) phosphite, tris (2-t-butyl-4-methylphenyl) phosphite, tris (cyclohexylphenyl) phosphite, 2,2-methylenebis (4,6-di-t-butylphenyl) octylphosphite Phyt, 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide, 10- (3,5-di-t-butyl-4-hydroxybenzyl) -9,10-dihydro-9-oxa -10
- sulfur-based antioxidants examples include dilauryl 3,3′-thiodipropionate, distearyl 3,3-thiodipropionate, lauryl stearyl 3,3′-thiodipropionate, pentaerythritol-tetrakis- ( ⁇ -Lauryl-thiopropionate), 3,9-bis (2-dodecylthioethyl) -2,4,8,10-tetraoxaspiro [5.5] undecane, and the like.
- the addition amount of the antioxidant is preferably at least 0.001 part by mass, more preferably at least 0.01 part by mass, and preferably at most 5 parts by mass, based on 100 parts by mass of the first thermoplastic resin. It is preferably at most 1 part by mass.
- amount of the antioxidant is equal to or more than the lower limit and equal to or less than the upper limit, a sufficient antioxidant effect can be provided.
- the ultraviolet absorber examples include a benzotriazole-based ultraviolet absorber, a hindered amine-based ultraviolet absorber, a benzoate-based ultraviolet absorber, a triazine-based compound, a benzophenone-based compound, a malonic ester-based compound, an indole-based compound, and an oxalic anilide-based compound. Is mentioned.
- One ultraviolet absorber may be used alone, or two or more ultraviolet absorbers may be used in combination.
- at least one layer in the interlayer film for a laminated glass comprises an ultraviolet absorber.
- the ultraviolet absorber is preferably a group consisting of a benzotriazole-based compound, a benzophenone-based compound, a triazine-based compound, a hindered amine-based compound, a benzoate-based compound, a malonate-based compound, an indole-based compound, and an oxalate-anilide-based compound. At least one selected from
- the amount of the ultraviolet absorber added is preferably 10 ppm or more, more preferably 100 ppm or more, preferably 50,000 ppm or less, more preferably 10,000 ppm or less, based on the mass of the first thermoplastic resin. . When the amount of the ultraviolet absorber added falls within the range between the lower limit and the upper limit, a sufficient ultraviolet absorbing effect can be expected.
- Examples of the light stabilizer include a hindered amine light stabilizer.
- Examples of the antiblocking agent include inorganic particles and organic particles.
- Examples of the inorganic particles include oxides, hydroxides, sulfides, and nitrides of elements of the group IA, IIA, IVA, VIA, VIIA, VIIIA, IB, IIB, IIIB, and IVB. Halides, carbonates, sulfates, acetates, phosphates, phosphites, organic carboxylates, silicates, titanates, borates and hydrates thereof, and composites containing them as a main component Compounds and natural mineral particles.
- the main component is a component having the highest content.
- Examples of the organic particles include a fluororesin, a melamine resin, a styrene-divinylbenzene copolymer, an acrylic resin silicone, and a crosslinked product thereof.
- a heat-shielding function can be imparted to the interlayer film for laminated glass, and the transmittance of near-infrared light having a wavelength of about 1500 nm can be reduced when the laminated glass is used.
- the heat shielding material include heat ray shielding particles having a heat ray shielding function, and materials in which an organic dye compound having a heat ray shielding function is contained in resin or glass.
- Examples of the particles having a heat ray shielding function include oxide particles such as tin-doped indium oxide, antimony-doped tin oxide, aluminum-doped zinc oxide, tin-doped zinc oxide, and silicon-doped zinc oxide, and LaB 6 (lanthanum hexaboride) particles. And particles of an inorganic material having a heat ray shielding function.
- Examples of the organic dye compound having a heat ray shielding function include, for example, a diimonium dye, an aminium dye, a phthalocyanine dye, an anthraquinone dye, a polymethine dye, a benzenedithiol ammonium compound, a thiourea derivative, and a thiol metal complex.
- a diimonium dye an aminium dye, a phthalocyanine dye, an anthraquinone dye, a polymethine dye, a benzenedithiol ammonium compound, a thiourea derivative, and a thiol metal complex.
- the heat shielding material is preferably tin-doped indium oxide, antimony-doped tin oxide, zinc antimonate, metal-doped tungsten oxide, diimonium-based dye, aminium-based dye, phthalocyanine-based dye, anthraquinone-based dye, polymethine-based dye, It is at least one selected from the group consisting of benzenedithiol-type ammonium compounds, thiourea derivatives, thiol metal complexes, aluminum-doped zinc oxide, tin-doped zinc oxide, silicon-doped zinc oxide, lanthanum hexaboride, and vanadium oxide.
- the content is preferably 0.01% by mass or more, more preferably 0.05% by mass or more, further preferably 0.1% by mass or more, and particularly preferably 0.1% by mass or more. It is at least 2% by mass, preferably at most 5% by mass, more preferably at most 3% by mass.
- the heat shielding material may be contained in any of the A layer, the B layer described later, the C layer described later (when the third thermoplastic resin is contained), and the D layer described later when present.
- the above-mentioned “content” often means that the total mass of all the resin materials constituting the A layer, the B layer, the C layer (when the third thermoplastic resin is contained) and the D layer when present is 100%.
- the average particle size of the heat ray shielding particles is preferably 100 nm or less, more preferably 50 nm or less.
- the average particle size is an average particle size measured by a laser diffraction device.
- an organic dye compound When used as the heat shielding material, its content is preferably 0.001% by mass or more, more preferably 0.005% by mass or more, further preferably 0.01% by mass or more, and preferably 1% by mass or more. % By mass, more preferably 0.5% by mass or less.
- the content of the organic dye compound is in the range between the lower limit and the upper limit, the near-infrared light having a wavelength of about 1500 nm can be obtained without affecting the visible light transmittance of the laminated glass using the obtained interlayer film. It is easy to effectively reduce the transmittance of external light.
- the interlayer film for laminated glass of the present invention preferably contains a layer B at least on a surface in contact with the glass, and the layer B is preferably a layer having adhesiveness to the glass.
- a layer containing a thermoplastic resin such as an acrylic resin, a polycarbonate resin, or a polyester resin is used instead of the inorganic glass as the C layer, it is not always necessary to provide the B layer between the A layer and the C layer. , B layer is not denied.
- the layer B is a layer containing the second thermoplastic resin, and is made of a resin material different from the resin material forming the layer A.
- the “resin material different from the resin material forming the A layer” means a resin material other than the same resin material as the resin material forming the A layer.
- the resin material constituting the A layer is a resin constituting the B layer. If the materials are not the same, it can be said that the B layer is made of a resin material different from the resin material constituting the A layer.
- a resin material resin material constituting the A layer consists of 50-65 wt% polyvinyl butyral resin X 1 and 35-50 wt% of a plasticizer Y 1 Tokyo
- the resin constituting the layer B material may be a resin material consisting of 70 to 90% by weight of a polyvinyl butyral resin X 1 10 to 30 wt% of a plasticizer Y 1 Tokyo
- a resin material resin material constituting the A layer is made of polyvinyl butyral resin X 2 vinyl alcohol units 1 to 10 mol%
- the resin material constituting the layer B is vinyl alcohol units 10.1 to 30 mol% it may be a resin material comprising a polyvinyl butyral resin X 3 of.
- either the layer A or the layer B is made of a plasticizer. It is preferable to be constituted by a resin material substantially not containing an agent.
- the content of the plasticizer is preferably 10% by mass or less, 5% by mass or less, 1% by mass or less, or 0% by mass.
- the resin material forming the layer B is made of a second thermoplastic resin or a resin composition containing the second thermoplastic resin.
- the B layer preferably contains a polyvinyl acetal resin or an ionomer resin as the second thermoplastic resin.
- the glass scattering property of the laminated glass manufactured using the interlayer film for a laminated glass of the present invention at the time of breakage tends to be low.
- the degree of acetalization of the polyvinyl acetal resin is preferably 40 mol% or more, more preferably 60 mol% or more, preferably 90 mol% or less, more preferably 90 mol% or less. It is at most 85 mol%, more preferably at most 80 mol%.
- the degree of acetalization is defined as a unit having two main carbon atoms (eg, a vinyl alcohol unit, a vinyl acetate unit, an ethylene unit, etc.) in a polyvinyl alcohol-based resin, which is a raw material for producing a polyvinyl acetal resin, as one repeating unit.
- the amount of the above units forming an acetal based on one repeating unit.
- the acetalization degree is in the range between the lower limit and the upper limit described above, the compatibility between the polyvinyl acetal resin and the plasticizer is easily improved, and a resin material containing the polyvinyl acetal resin and the plasticizer is easily obtained. Since it is easy, it is preferable from a process viewpoint.
- the degree of acetalization of the polyvinyl acetal resin is preferably at least 65 mol% from the viewpoint of water resistance. The degree of acetalization can be adjusted by adjusting the amount of aldehyde used in the acetalization reaction.
- the content of vinyl acetate units in the polyvinyl acetal resin is preferably 30 mol% or less, more preferably 20 mol% or less.
- the content of the vinyl acetate unit is such that a unit composed of two carbon atoms in the main chain (eg, a vinyl alcohol unit, a vinyl acetate unit, an ethylene unit, etc.) in a polyvinyl alcohol-based resin which is a raw material for producing a polyvinyl acetal resin is a repeating unit. And the amount of vinyl acetate units based on one repeating unit.
- the lower limit of the content of the vinyl acetate unit is not particularly limited.
- the content of vinyl acetate units is usually at least 0.3 mol%.
- the content of vinyl acetate units can be adjusted by appropriately adjusting the degree of saponification of the raw material polyvinyl alcohol-based resin.
- the content of the vinyl alcohol unit in the polyvinyl acetal resin is preferably at least 5 mol%, more preferably at least 10 mol%, further preferably at least 15 mol%, preferably at most 35 mol%, more preferably at most 30 mol%. And more preferably 25 mol% or less, particularly preferably 20 mol% or less.
- the content of the vinyl alcohol unit is determined by repeating one unit of two main carbon atoms (eg, a vinyl alcohol unit, a vinyl acetate unit, an ethylene unit, etc.) in a polyvinyl alcohol-based resin which is a raw material for producing a polyvinyl acetal resin. And the amount of vinyl alcohol units based on the repeating unit.
- the content of the vinyl alcohol unit is not less than the lower limit
- a compound having a hydroxyl group as described below is used as the plasticizer
- the interaction (hydrogen bond) between the hydroxyl group of the plasticizer and the polyvinyl acetal resin is reduced. It can be sufficiently expressed, and as a result, the compatibility between the polyvinyl acetal resin and the plasticizer becomes good, and the plasticizer tends to hardly migrate to another layer.
- the content of the vinyl alcohol unit is equal to or less than the above upper limit
- the penetration resistance or impact resistance function required for the interlayer as a safety glass can be suitably controlled.
- the content of the vinyl alcohol unit can be adjusted by adjusting the amount of the aldehyde used in the acetalization reaction.
- the polyvinyl acetal resin is usually composed of an acetal-forming unit, a vinyl alcohol unit and a vinyl acetate unit, and the amount of each of these units is determined by, for example, JIS K6728 “Testing method for polyvinyl butyral” or nuclear magnetic resonance (NMR). Measured.
- JIS K6728 “Testing method for polyvinyl butyral” or nuclear magnetic resonance (NMR). Measured.
- NMR nuclear magnetic resonance
- the polyvinyl acetal resin can be produced by a conventionally known method, typically, it can be produced by acetalizing a polyvinyl alcohol-based resin (for example, polyvinyl alcohol resin or ethylene vinyl alcohol copolymer) with an aldehyde.
- a polyvinyl alcohol-based resin for example, polyvinyl alcohol resin or ethylene vinyl alcohol copolymer
- an aldehyde for example, a polyvinyl alcohol-based resin is dissolved in warm water, and the obtained aqueous solution is kept at a predetermined temperature (for example, 0 ° C. or higher, preferably 10 ° C. or higher, for example, 90 ° C. or lower, preferably 20 ° C. or lower).
- the required acid catalyst and aldehyde are added, and the acetalization reaction proceeds with stirring.
- the reaction temperature is raised to about 70 ° C. to ripen the reaction, thereby completing the reaction.
- neutralization, washing and drying are performed to obtain
- the viscosity average polymerization degree of the polyvinyl alcohol-based resin as a raw material of the polyvinyl acetal resin is preferably 100 or more, more preferably 300 or more, more preferably 400 or more, still more preferably 600 or more, particularly preferably 700 or more, and most preferably. 750 or more. If the viscosity average polymerization degree of the polyvinyl alcohol resin is too low, the penetration resistance and the creep resistance properties, particularly the creep resistance properties under high temperature and high humidity conditions such as 85 ° C. and 85% RH, may be reduced.
- the viscosity average degree of polymerization of the polyvinyl alcohol resin is preferably 5,000 or less, more preferably 3,000 or less, further preferably 2,500 or less, particularly preferably 2300 or less, and most preferably 2,000 or less. If the viscosity average polymerization degree of the polyvinyl alcohol-based resin is too high, the formation of the B layer may be difficult.
- the viscosity average polymerization degree of the polyvinyl alcohol resin is preferably 1500 or less, more preferably It is at most 1,100, more preferably at most 1,000.
- the preferable value of the viscosity average degree of polymerization of the polyvinyl acetal resin is the same as the value of the preferable viscosity average degree of polymerization of the polyvinyl alcohol-based resin described above.
- the vinyl acetate unit of the obtained polyvinyl acetal resin it is preferable to use a polyvinyl alcohol resin having a saponification degree of 70 mol% or more.
- the saponification degree of the polyvinyl alcohol-based resin is equal to or more than the lower limit, the transparency and heat resistance of the resin tend to be excellent, and the reactivity with the aldehyde also becomes good.
- the saponification degree is more preferably 95 mol% or more.
- the viscosity average degree of polymerization and the degree of saponification of the polyvinyl alcohol-based resin can be measured, for example, based on JISJK 6726 “Testing method for polyvinyl alcohol”.
- an aldehyde having 1 to 12 carbon atoms is preferable.
- the number of carbon atoms of the aldehyde is within the above range, the reactivity of acetalization is good, the resin is hardly blocked during the reaction, and the polyvinyl acetal resin can be easily synthesized.
- the aldehyde is not particularly restricted but includes, for example, formaldehyde, acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde, valeraldehyde, n-hexylaldehyde, 2-ethylbutyraldehyde, n-heptylaldehyde, n-octylaldehyde, n-octylaldehydehyde Examples include aliphatic, aromatic or cycloaliphatic aldehydes such as nonyl aldehyde, n-decyl aldehyde, benzaldehyde and cinnamaldehyde.
- aldehydes having 2 to 6 carbon atoms are preferable, and n-butyraldehyde is particularly preferable.
- the aldehyde may be used alone or in combination of two or more. Further, a polyfunctional aldehyde, an aldehyde having another functional group, or the like may be used in a small amount within a range of 20% by mass or less of the total aldehyde.
- a polyvinyl butyral resin is most preferable.
- the polyvinyl butyral resin a modified polyvinyl butyral resin obtained by butyralizing a polyvinyl alcohol-based polymer obtained by saponifying a copolymer of a vinyl ester and another monomer with butyraldehyde can be used.
- the other monomer include ethylene, propylene, and styrene.
- a monomer having a hydroxyl group, a carboxyl group or a carboxylate group can be used as the other monomer.
- the layer B may further contain a plasticizer.
- the plasticizer is not particularly limited.
- a carboxylic acid ester plasticizer such as a monovalent carboxylic acid ester plasticizer or a polyvalent carboxylic acid ester plasticizer; a phosphate ester plasticizer or a phosphite ester plasticizer;
- a plasticizer a polymeric plasticizer such as a carbonated polyester-based plasticizer or a polyalkylene glycol-based plasticizer, or an ester compound of a hydroxycarboxylic acid such as castor oil and a polyhydric alcohol;
- a hydroxycarboxylic acid ester-based plasticizer such as an ester compound can also be used. Only one plasticizer may be used alone, or two or more plasticizers may be used in combination.
- Examples of the monovalent carboxylic acid ester-based plasticizer include monovalent carboxylic acids such as butanoic acid, isobutanoic acid, hexanoic acid, 2-ethylbutanoic acid, heptanoic acid, octylic acid, 2-ethylhexanoic acid and lauric acid, and ethylene.
- monovalent carboxylic acids such as butanoic acid, isobutanoic acid, hexanoic acid, 2-ethylbutanoic acid, heptanoic acid, octylic acid, 2-ethylhexanoic acid and lauric acid, and ethylene.
- Examples include compounds obtained by a condensation reaction with a polyhydric alcohol such as glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, polyethylene glycol, polypropylene glycol, or glycerin.
- the compound examples include triethylene glycol di-2-diethylbutanoate, triethylene glycol diheptanoate, triethylene glycol di-2-ethylhexanoate, triethylene glycol dioctanoate, and tetraethylene glycol.
- PEG # 400 di-2- Ethyl hexanoate, triethylene glycol mono-2-ethylhexanoate, and the complete or partial esterification of glycerin or diglycerin with 2-ethylhexanoic acid, and the like.
- PEG # 400 represents polyethylene glycol having an average molecular weight of 350 to 450.
- polyvalent carboxylic acid ester-based plasticizer examples include adipic acid, succinic acid, azelaic acid, sebacic acid, phthalic acid, isophthalic acid, terephthalic acid or trimetic acid and the like, and methanol, ethanol, butanol, hexanol, Examples include compounds obtained by a condensation reaction with an alcohol having 1 to 12 carbon atoms such as 2-ethylbutanol, heptanol, octanol, 2-ethylhexanol, decanol, dodecanol, butoxyethanol, butoxyethoxyethanol or benzyl alcohol.
- the compound examples include dihexyl adipate, di-2-ethylbutyl adipate, diheptyl adipate, dioctyl adipate, di-2-ethylhexyl adipate, di (butoxyethyl) adipate, and di (butoxyethoxyethyl) adipate.
- phosphate ester plasticizer or phosphite ester plasticizer examples include phosphoric acid or phosphorous acid, methanol, ethanol, butanol, hexanol, 2-ethylbutanol, heptanol, octanol, 2-ethylhexanol, decanol, dodecanol And compounds obtained by a condensation reaction with an alcohol having 1 to 12 carbon atoms such as butoxyethanol, butoxyethoxyethanol or benzyl alcohol.
- the compound examples include trimethyl phosphate, triethyl phosphate, tripropyl phosphate, tributyl phosphate, tri (2-ethylhexyl) phosphate, tri (butoxyethyl) phosphate and tri (2-ethylhexyl phosphite). ) And the like.
- carboxylic acid polyester plasticizer examples include oxalic acid, malonic acid, succinic acid, adipic acid, suberic acid, sebacic acid, dodecane diacid, 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexanedicarboxylic acid or 1-cyclohexanedicarboxylic acid.
- Polycarboxylic acids such as 1,4-cyclohexanedicarboxylic acid and ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,2-butylene glycol, 3-butylene glycol, 1,4-butylene glycol, 1,2-pentanediol, 1,5-pentanediol, 2,4-pentanediol, 1,2-hexanediol, 1,6-hexanediol, 3-methyl -1,5-pentanediol, 3- Cyl-2,4-pentanediol, 1,2-heptanediol, 1,7-heptanediol, 1,2-octanediol, 1,8-octanediol, 1,2-nonanediol, 1,9-nonanediol , 2-methyl-1,8
- Carboxylic acid polyester etc. It is.
- the terminal structure of the carboxylic acid polyester is not particularly limited, and may be a hydroxyl group or a carboxyl group, an ester bond formed by reacting a terminal hydroxyl group with a monovalent carboxylic acid, or an ester formed by reacting a terminal carboxyl group with a monohydric alcohol. It may be a combination.
- Examples of the carbonated polyester plasticizer include ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,2-butylene glycol, and 1,3-butylene glycol.
- 1,4-butylene glycol 1,2-pentanediol, 1,5-pentanediol, 2,4-pentanediol, 1,2-hexanediol, 1,6-hexanediol, 3-methyl-1,5 -Pentanediol, 3-methyl-2,4-pentanediol, 1,2-heptanediol, 1,7-heptanediol, 1,2-octanediol, 1,8-octanediol, 1,2-nonanediol, 1,9-nonanediol, 2-methyl-1,8-octanediol 1,2-decanediol, 1,10-decanediol, 1,2-dodecanediol, 1,12-dodecanediol, 1,2-cyclohexanediol, 1,3-cyclohexanediol
- polyalkylene glycol-based plasticizers include ring-opening polymerization of an alkylene oxide such as ethylene oxide, propylene oxide, butylene oxide or oxetane with a monohydric alcohol, polyhydric alcohol, monohydric carboxylic acid or polycarboxylic acid as an initiator. And a polymer obtained by the reaction.
- hydroxycarboxylic acid ester-based plasticizer examples include monohydric alcohol esters of hydroxycarboxylic acid, for example, methyl ricinoleate, ethyl ricinoleate, butyl ricinoleate, methyl 6-hydroxyhexanoate, ethyl 6-hydroxyhexanoate or 6-hydroxyhexanoate.
- Butyl hydroxyhexanoate; polyhydric alcohol ester of hydroxycarboxylic acid for example, ethylene glycol di (6-hydroxyhexanoate) ester, diethylene glycol di (6-hydroxyhexanoate) ester, triethylene glycol di (6-hydroxyhexanoate) ester 3-methyl-1,5-pentanediol di (6-hydroxyhexanoate) ester, 3-methyl-1,5-pentanediol di (2-hydroxybutyrate) ester, 3-methyl-1,5-pen Diol di (3-hydroxybutyrate) ester, 3-methyl-1,5-pentanediol di (4-hydroxybutyrate) ester, triethylene glycol di (2-hydroxybutyrate) ester, glycerin tri (ricinoleate) ester or L- Di (1- (2-ethylhexyl) tartrate); a compound in which a part of a group derived from a hydroxycarboxylic acid of castor oil
- the plasticizer preferably has a melting point of 30 ° C. or less and a hydroxyl value of 15 mgKOH / g or more and 450 mgKOH from the viewpoint of easily increasing compatibility with the polyvinyl butyral resin or low migration or non-migration to another layer. / G or less, or an ester plasticizer or ether plasticizer that is non-crystalline and has a hydroxyl value of 15 mgKOH / g to 450 mgKOH / g.
- non-crystalline means that no melting point is observed at a temperature of ⁇ 20 ° C. or higher. If a melting point is observed, said melting point is preferably below 15 ° C, particularly preferably below 0 ° C.
- the hydroxyl value is preferably 30 mgKOH / g or more, particularly preferably 45 mgKOH / g or more, more preferably 360 mgKOH / g or less, and particularly preferably 280 mgKOH / g or less, regardless of whether or not the melting point is observed.
- the ester plasticizer include polyesters (such as the above-mentioned carboxylic acid polyester-based plasticizer or carbonate polyester-based plasticizer) or hydroxycarboxylic acid ester compounds (such as the above-described hydroxycarboxylic acid ester-based plasticizer) that satisfy the above requirements.
- the ether-based plasticizer include polyether compounds satisfying the above-mentioned requirements (such as the aforementioned polyalkylene glycol-based plasticizer).
- the content of the plasticizer in the layer B is preferably 50 parts by mass or less, more preferably 45 parts by mass or less, and particularly preferably 40 parts by mass or less based on 100 parts by mass of the polyvinyl acetal resin.
- the lower limit of the content of the plasticizer is not particularly limited.
- the content of the plasticizer in the B layer may be, for example, 10 parts by mass or more, 5 parts by mass or more, or 0 part by mass with respect to 100 parts by mass of the thermoplastic resin constituting the B layer. Good.
- the compound having a hydroxyl group has a high compatibility with the polyvinyl acetal resin and a low migration property to the A layer, the sound insulating property of the laminated glass using the obtained interlayer film is stably exhibited, and therefore, as the plasticizer.
- a compound having a hydroxyl group is used.
- the plasticizer compound having a hydroxyl group include “Kuraray Polyol P-510” or “Kuraray Polyol P-1010”, a polyester polyol manufactured by Kuraray Co., Ltd.
- the content of the plasticizer compound having a hydroxyl group with respect to the total amount of the plasticizer contained in the layer B is preferably at least 10% by mass, more preferably at least 15% by mass, particularly preferably at least 20% by mass, and preferably at least 100% by mass. %, More preferably 90% by mass or less, particularly preferably 80% by mass or less.
- the ionomer resin is not particularly limited.
- the ionomer resin include a structural unit derived from ethylene and a structural unit derived from an ⁇ , ⁇ -unsaturated carboxylic acid, and at least a part of the structural unit derived from the ⁇ , ⁇ -unsaturated carboxylic acid is formed by a metal ion. And the like.
- the ⁇ , ⁇ -unsaturated carboxylic acid include acrylic acid, methacrylic acid, maleic acid, monomethyl maleate, monoethyl maleate and maleic anhydride, and acrylic acid or methacrylic acid is particularly preferred.
- the metal ion examples include a sodium ion.
- the content of the structural unit derived from the ⁇ , ⁇ -unsaturated carboxylic acid is preferably 2% by mass or more, more preferably 5% by mass or more. , Preferably 30% by mass or less, more preferably 20% by mass or less. From the viewpoint of availability, an ionomer resin of an ethylene / acrylic acid copolymer and an ionomer resin of an ethylene / methacrylic acid copolymer are preferable.
- the ethylene ionomer resin include a sodium ionomer resin of an ethylene / acrylic acid copolymer and a sodium ionomer resin of an ethylene / methacrylic acid copolymer.
- the ionomer resin only one type may be used alone, or two or more types may be used in combination.
- the layer B may contain a resin other than the polyvinyl acetal resin or the ionomer resin.
- the content of the polyvinyl acetal resin or the ionomer resin in the resin material constituting the B layer is preferably 40% by mass or more, more preferably 50% by mass or more, and more preferably It is at least 60% by mass, particularly preferably at least 80% by mass, most preferably at least 90% by mass.
- the resin material constituting the layer B is made of an ionomer resin. Even when an ionomer resin is used as the resin material constituting the B layer, a configuration in which a plurality of A layers having excellent sound insulation specified in the present invention are used, and a C layer described later is inserted between the plurality of A layers. By doing so, an interlayer having excellent sound insulation properties can be obtained.
- the resin material constituting the B layer further contains an antioxidant, an ultraviolet absorber, a light stabilizer, an antiblocking agent, a pigment, a dye, a functional inorganic compound, a heat shielding material, and the like as necessary. May be.
- the antioxidant As for the antioxidant, the ultraviolet absorber, the light stabilizer, the antiblocking agent or the heat shielding material, the same materials as those described in the description of the layer A can be used.
- the material or the amount added may be the same as or different from the suitable agent or material or the amount added in the layer A.
- the B layer may be a layer for controlling the adhesiveness of the obtained intermediate film to glass or the like, if necessary.
- a method of controlling the adhesiveness for example, a method of adding an additive used as an adhesiveness adjusting agent for laminated glass to the resin material constituting the B layer, or adjusting the adhesiveness to the resin material constituting the B layer For adding various additives for the purpose.
- an interlayer film for laminated glass containing an adhesiveness adjusting agent and / or various additives for adjusting the adhesiveness can be obtained.
- an alkali metal salt or an alkaline earth metal salt is used, and examples thereof include a potassium salt, a sodium salt, and a magnesium salt.
- the salts include salts of organic acids such as carboxylic acids (eg, octanoic acid, hexanoic acid, butyric acid, acetic acid, and formic acid); and salts of inorganic acids such as hydrochloric acid and nitric acid.
- the optimal amount of the adhesion modifier varies depending on the adhesion modifier used.
- the addition amount is preferably adjusted so that the adhesive strength of the obtained interlayer film to glass is generally 3 or more and 10 or less in a Pummel test (Pummel @ Test: described in WO 03/033583 or the like).
- Pummel @ Test described in WO 03/033583 or the like.
- the thickness is 3 or more and 6 or less.
- the adjustment is made to be 7 or more and 10 or less.
- high glass shatterproofing properties it is also a useful method not to add an adhesion regulator.
- the tensile storage modulus at 0 ° C. of the resin material constituting the layer B measured by performing a dynamic viscoelastic test under the condition of a frequency of 0.3 Hz according to JIS K 7244-4: 1999 is preferably 1 Less than 0.0 GPa.
- the thickness of one layer B layer is preferably 100 ⁇ m or more, more preferably 150 ⁇ m or more, particularly preferably 200 ⁇ m or more, preferably 600 ⁇ m or less, more preferably 500 ⁇ m or less, and particularly preferably. Is not more than 350 ⁇ m, most preferably not more than 300 ⁇ m.
- the thickness of the B layer is equal to or more than the lower limit, an appropriate bending rigidity is easily imparted to the interlayer film, a decrease in sound insulation in a high frequency range is easily suppressed, and sufficient adhesion of the B layer to glass or the like is achieved. Is easily expressed.
- the thickness of the layer B is equal to or less than the upper limit, the thickness of the interlayer film for laminated glass does not become too large, which is advantageous for reducing the weight of the laminated glass.
- their thickness may be the same or different. The thickness is measured with a thickness gauge.
- the interlayer film for a laminated glass of the present invention includes a C layer arranged so as to separate a plurality of A layers used.
- the C layer is a layer made of an inorganic glass having a thickness of 0.1 mm or more and 1.5 mm or less, or a thickness of 0.25 mm or more and 2.5 mm or less and containing a third thermoplastic resin.
- Layer. When the C layer is a layer containing a third thermoplastic resin, the resin material constituting the C layer is subjected to a dynamic viscoelasticity test at a frequency of 0.3 Hz according to JIS K 7244-4: 1999.
- the tensile storage modulus at 0 ° C. measured as described above is 1.0 GPa or more.
- the tensile storage modulus is preferably 1.5 GPa or more, more preferably 2.0 GPa or more.
- the C layer has a certain thickness and is composed of a material having a high tensile storage modulus, and the C layer has a plurality of A layers having an important role in sound insulation. By doing so, high sound insulation of the interlayer film is realized.
- the bending stiffness of a sheet material is correlated with the tensile storage modulus and thickness. It is considered that the high flexural rigidity of the C layer contributes to the development of the sound insulation of the plurality of A layers, and furthermore, the excellent sound insulation of the interlayer film. Therefore, the C layer has a high tensile storage modulus. The more the material is used, the higher the sound insulation can be designed even if the thickness of the C layer is thinner. As a result, the thickness of the laminated glass can be reduced, and the weight can be reduced.
- the material of the glass is not particularly limited.
- the inorganic glass include soda lime glass, aluminosilicate glass, borosilicate glass, non-alkali glass, and quartz glass.
- a glass plate obtained by chemically strengthening a glass such as an alkali aluminosilicate glass or an alkali aluminoborosilicate glass by an ion exchange process for example, Corning's Gorilla glass, AGC's) Dragon Trail
- the inorganic glass is a chemically strengthened inorganic glass (hereinafter, also referred to as “chemically strengthened inorganic glass”).
- inorganic glass when used for the C layer, its thickness is 0.1 mm or more and 1.5 mm or less. When the thickness of the inorganic glass is less than 0.1 mm, the glass becomes brittle and the effect of improving the sound insulation property is apt to be reduced. If the thickness of the inorganic glass exceeds 1.5 mm, the thickness of the laminated glass becomes thick and the laminated glass becomes heavy, or the frequency range where the coincidence effect occurs becomes a low frequency range.
- a problem may occur in the sound insulation in a frequency range from 4000 Hz to 6000 Hz where the sensitivity is high.
- the thickness is preferably at least 0.2 mm, more preferably at least 0.3 mm, and preferably at most 1.0 mm, more preferably at most 0.68 mm, even more preferably at most 0.58 mm.
- the C layer may be a layer made of an inorganic glass or a layer containing a third thermoplastic resin.
- the layer C is preferably a layer containing a third thermoplastic resin.
- the C layer is a layer containing the third thermoplastic resin, there is also an advantage in the production process from the viewpoint that all the layers of the intermediate film can be produced at once by co-extrusion.
- the resin material constituting the layer C is appropriately selected so that its tensile storage modulus is 1.0 GPa or more.
- the resin material constituting the C layer is made of a third thermoplastic resin or a resin composition containing the third thermoplastic resin.
- the thickness of the C layer required for improving sound insulation can be reduced, and the thickness of the interlayer for laminated glass or the thickness of laminated glass can be reduced.
- the weight can be reduced and the weight can be reduced.
- the third thermoplastic resin for example, polystyrene resin, acrylic resin, phenol resin, vinyl chloride resin, AS resin, polycarbonate resin, polyester resin, ABS resin, acetal resin, polyamide resin, ionomer resin or polyvinyl acetal resin can be used.
- the C layer is preferably a third thermoplastic resin, preferably an acrylic resin, a polycarbonate resin, a polyester resin or a polyvinyl acetal. Contains any of the resins.
- the layer C is a layer containing the third thermoplastic resin, the thickness is 0.25 mm or more and 2.5 mm or less.
- the thickness is less than 0.25 mm, the effect of improving sound insulation tends to decrease. If the thickness exceeds 2.5 mm, the thickness of the laminated glass becomes thick and the laminated glass becomes heavy, or the frequency range in which the coincidence effect occurs becomes a low frequency range. There may be a problem in sound insulation in a frequency range up to 6000 Hz, or a problem that the laminated glass does not follow the shape when laminated.
- the thickness is preferably at least 0.4 mm, more preferably at least 0.5 mm, and is preferably at most 2.2 mm, more preferably at most 1.5 mm, even more preferably at most 1.0 mm.
- the total thickness of the B layer, the C layer and the D layer existing between the two A layers, including the case where there are a plurality of B layers in contact with the C layer or the case where there is a D layer is preferably 0.5 mm or more, more preferably 0.8 mm or more, and preferably 2.5 mm or less, more preferably 1.5 mm or less, still more preferably 1.0 mm or less, and further B layer, C layer and The thickness of the C layer with respect to the total thickness of the D layer [thickness of the C layer / (total thickness of the B layer, the C layer, and the D layer)] is preferably 0.3 or more, and 0.6 or more.
- the C layer is a layer containing a third thermoplastic resin
- the resin material constituting the C layer has a high tensile storage modulus even at a high temperature side (eg, from 0 ° C.) such as 20 ° C. to 40 ° C. Is more preferable.
- a high temperature side eg, from 0 ° C.
- the resin material constituting the C layer has a high tensile storage modulus, as the thickness increases, the sheet may become difficult to be wound around a roll or the sheet may be difficult to cut out.
- the elastic modulus is high, the C layer preferably has a thickness of less than 1.5 mm.
- the acrylic resin that can be used as the third thermoplastic resin is not particularly limited as long as it provides a resin material satisfying the tensile storage modulus.
- the acrylic resin is obtained by polymerizing one of the monomers as exemplified below, or copolymerizing two or more of the monomers as exemplified below: methyl methacrylate, methacrylic acid, Acrylic acid, benzyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, t-butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, tridecyl (meth) A) acrylate, stearyl (meth) acrylate, glycidyl (meth) acrylate, hydroxypropyl (meth) acrylate, 2-methoxyethyl (meth) acrylate, 2-ethoxye
- the acrylic resin may further include a monomer copolymerizable with the monomer as a constituent component.
- a copolymerizable monomer may be a monofunctional monomer, that is, a compound having one polymerizable carbon-carbon double bond in the molecule, or a polyfunctional monomer. It may be a compound, that is, a compound having at least two polymerizable carbon-carbon double bonds in the molecule.
- the acrylic resin contains a copolymerizable monomer as a component, only one copolymerizable monomer may be contained alone, or two or more copolymerizable monomers may be contained.
- monofunctional monomers examples include aromatic alkenyl compounds such as styrene, ⁇ -methylstyrene and vinyltoluene; alkenyl cyanide compounds such as acrylonitrile and methacrylonitrile; acrylic acid, methacrylic acid, maleic anhydride and N-substituted maleimides; and the like.
- polyfunctional monomers examples include polyunsaturated carboxylic esters of polyhydric alcohols such as ethylene glycol dimethacrylate, butanediol dimethacrylate and trimethylolpropane triacrylate; allyl acrylate, allyl methacrylate and cinnamon Alkenyl esters of unsaturated carboxylic acids such as allyl acid; polyalkenyl esters of polybasic acids such as diallyl phthalate, diallyl maleate, triallyl cyanurate and triallyl isocyanurate; aromatic polyalkenyls such as divinylbenzene Compounds; and the like.
- polyhydric alcohols such as ethylene glycol dimethacrylate, butanediol dimethacrylate and trimethylolpropane triacrylate
- Alkenyl esters of unsaturated carboxylic acids such as allyl acid
- the acrylic resin is preferably a methyl methacrylate-styrene copolymer.
- the methyl methacrylate-styrene copolymer generally has 30 to 95% by mass of methyl methacrylate unit and 5 to 70% by mass of styrene unit, preferably 40 to 70% by mass, based on all monomer constitutional units. Those having 95% by mass of methyl methacrylate units and 5 to 60% by mass of styrene units, more preferably those having 50 to 90% by mass of methyl methacrylate units and 10 to 50% by mass of styrene units are used.
- the acrylic resin that can be used in the present invention can be prepared by polymerizing the above-mentioned monomer components by a known method such as suspension polymerization, emulsion polymerization, or bulk polymerization. At that time, from the viewpoint of easily adjusting the glass transition temperature of the obtained acrylic resin to a desired temperature or from the viewpoint of easily obtaining a viscosity exhibiting suitable moldability when producing an intermediate film, using a chain transfer agent during polymerization. Is preferred.
- the amount of the chain transfer agent may be appropriately determined according to the type of the monomer component, the composition of the prepared acrylic resin, and the like.
- the polycarbonate resin that can be used as the third thermoplastic resin is not particularly limited as long as it provides a resin material satisfying the tensile storage modulus. At least one selected from the group consisting of aromatic polycarbonates, aliphatic polycarbonates, and alicyclic polycarbonates can be used.
- aromatic polycarbonate examples include i) those obtained by reacting a dihydric phenol with a carbonylating agent by an interfacial polycondensation method or a melt transesterification method, and ii) a carbonate prepolymer obtained by a solid phase transesterification method or the like. And iii) those obtained by polymerizing a cyclic carbonate compound by a ring-opening polymerization method. Among them, the aromatic polycarbonate of the above i) is preferable from the viewpoint of productivity.
- dihydric phenol used in the preparation of the aromatic polycarbonate of the above i) include the following compounds, and such compounds can be used alone or in combination of two or more if necessary: hydroquinone, resorcinol, 4 , 4'-Dihydroxydiphenyl, bis (4-hydroxyphenyl) methane, bis ⁇ (4-hydroxy-3,5-dimethyl) phenyl ⁇ methane, 1,1-bis (4-hydroxyphenyl) ethane, 1,1- Bis (4-hydroxyphenyl) -1-phenylethane, 2,2-bis (4-hydroxyphenyl) propane (commonly known as bisphenol A), 2,2-bis ⁇ (4-hydroxy-3-methyl) phenyl ⁇ propane, 2,2-bis ⁇ (4-hydroxy-3,5-dimethyl) phenyl ⁇ propane, 2,2-bis ⁇ (4-hydr Roxy-3,5-dibromo) phenyl ⁇ propane, 2,2-bis ⁇ (3-isopropyl-4-hydroxy) phen
- dihydric phenols bisphenol A, 2,2-bis ⁇ (4-hydroxy-3-methyl) phenyl ⁇ propane, 2,2-bis (4-hydroxyphenyl) butane, 2,2-bis (4-hydroxyphenyl) -3-methylbutane, 2,2-bis (4-hydroxyphenyl) -3,3-dimethylbutane, 2,2-bis (4-hydroxyphenyl) -4-methylpentane, 1,1 At least one dihydric phenol selected from the group consisting of -bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane and ⁇ , ⁇ '-bis (4-hydroxyphenyl) -m-diisopropylbenzene It is preferable to use bisphenol A alone or 1,1-bis (4-hydroxyphenyl) -3,3,5-trimethyl At least one selected from the group consisting of rohexane and bisphenol A, 2,2-bis ⁇ (4-hydroxy-3-methyl) phenyl ⁇ propane and
- Examples of the carbonylating agent used in the preparation of the aromatic polycarbonate of the above i) include the following compounds, and such compounds can be used alone or in combination of two or more if necessary: carbonyl such as phosgene Halides, carbonate esters such as diphenyl carbonate, and haloformates such as dihaloformate of dihydric phenol.
- the polyester resin that can be used as the third thermoplastic resin is not particularly limited as long as it provides a resin material satisfying the above-mentioned tensile storage modulus.
- a resin composed of a general dicarboxylic acid structural unit and a diol structural unit can be used as the polyester resin.
- Suitable monomers for the dicarboxylic acid structural unit include terephthalic acid, isophthalic acid, phthalic acid, 2-methylterephthalic acid, 1,4-naphthalenedicarboxylic acid, 1,5-naphthalenedicarboxylic acid, and 2,6-naphthalenedicarboxylic acid
- Aromatic dicarboxylic acids such as acid, 2,7-naphthalenedicarboxylic acid, biphenyldicarboxylic acid and tetralindicarboxylic acid, and ester-forming derivatives thereof; succinic acid, glutaric acid, adipic acid, pimelic acid, corkic acid, azelaic acid, sebacic acid
- saturated alicyclic dicarboxylic acids such as decane dicarboxylic acid, dodecane dicarboxylic acid, cyclohexane dicarboxylic acid, norbornane dicarboxylic acid, tricyclodecane dicarboxylic acid and pent
- aromatic dicarboxylic acids and their ester-forming derivatives are preferred, and terephthalic acid, isophthalic acid, naphthalenedicarboxylic acids, and their ester-forming derivatives are more preferred.
- Suitable monomers for the diol structural unit include ethylene glycol, trimethylene glycol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, diethylene glycol, propylene glycol and neopentyl glycol.
- Aliphatic diols such as polyethylene glycol, polypropylene glycol and polybutylene glycol; 1,3-cyclohexanedimethanol, 1,4-cyclohexanedimethanol, 1,2-decahydronaphthalenedimethanol, 1,3-deca Hydronaphthalenedi-methanol, 1,4-decahydronaphthalenedi-methanol, 1,5-decahydronaphthalenedi-methanol, 1,6-decahydronaphthalenedi-methanol, 2,7-decahydronaphthalenedi-meta Alicyclic diols such as toluene, tetralin dimethanol, norbornene dimethanol, tricyclodecane dimethanol, and pentacyclododecane dimethanol; 4,4 ′-(1-methylethylidene) bisphenol, methylenebisphenol (bisphenol F), Bisphenols such as 4,4'-cyclohexylidenebisphenol (bisphenol Z) and 4,4'-s
- aromatic dihydroxy compounds such as hydroquinone, resorcin, 4,4'-dihydroxybiphenyl, 4,4'-dihydroxydiphenyl ether and 4,4'-dihydroxydiphenylbenzophenone; alkylene oxide adducts of the aromatic dihydroxy compounds; A diol having a cyclic acetal skeleton is also included.
- the polyester resin can be produced by a known method. For example, a general method of melt polymerization in which an esterification reaction and / or a transesterification reaction between a dicarboxylic acid and a diol is performed, and then a polycondensation reaction is performed under reduced pressure, or a known solution heat dehydration using an organic solvent It can be produced by a condensation method.
- the content of the plasticizer in the resin material constituting the C layer is preferably 30 parts by mass or less based on 100 parts by mass of the polyvinyl acetal resin. It is preferably at most 25 parts by mass, more preferably at most 23 parts by mass, even more preferably at most 10 parts by mass, particularly preferably at most 5 parts by mass, most preferably at most 0 part by mass.
- the lower limit of the content of the plasticizer in the resin material constituting the C layer is not particularly limited. The content may be 1 part by mass or more.
- the resin material constituting the C layer further includes, as other components, an antioxidant, an ultraviolet absorber, a light stabilizer, a blocking inhibitor, a pigment, A dye, a functional inorganic compound, a heat-shielding material, an adhesion regulator or the like may be contained as necessary.
- the antioxidant With respect to the antioxidant, the ultraviolet absorber, the light stabilizer, the antiblocking agent or the heat shielding material, the same materials as those described in the description of the above-mentioned A layer or B layer can be used, and suitable for the C layer.
- the suitable agent or material or the added amount may be the same as or different from the suitable agent or material or the added amount in the A layer or the B layer.
- adhesion regulator examples include polyolefin having an adhesive functional group such as a carboxyl group, a derivative group of a carboxyl group, an epoxy group, a boronic acid group, a derivative group of a boronic acid group, an alkoxyl group, or a derivative group of an alkoxyl group. And the like.
- the heat shielding materials there is a material that causes photodegradation due to ultraviolet rays.
- the C layer is a layer containing a third thermoplastic resin
- the C layer is located relatively at the center in the cross section of the intermediate film.
- the method for producing the interlayer film for laminated glass of the present invention is not particularly limited.
- the C layer is a layer made of inorganic glass
- two interlayer films having a configuration in which the B layer is laminated on both sides of the A layer (B layer / A layer / B layer) are produced, and the C layer is interposed therebetween.
- sandwiching an interlayer film for laminated glass (B layer / A layer / B layer / C layer / B layer / A layer / B layer) can be manufactured.
- the intermediate film is prepared by uniformly kneading the resin material constituting the B layer, and then forming the B layer by a known film forming method (for example, an extrusion method, a calender method, a pressing method, a casting method or an inflation method).
- the layer A may be produced from the resin material constituting the layer A by the method described above, and may be produced by laminating them by press molding or the like, or may be produced by co-extrusion of the layer B and the layer A. .
- a laminated glass can be produced according to a method for producing a laminated glass described later.
- the laminated glass may be manufactured by disposing and laminating between the two outermost transparent substrates, or laminating the interlayer film and the C layer, and the interlayer for the laminated glass and the outermost transparent substrate. By simultaneously laminating with the material (as a specific example, two intermediate film films are disposed between the two outermost transparent substrates, and a C film is interposed between the intermediate film films). Laminated glass may be produced (by laying out layers).
- the interlayer for laminated glass may be in a desired order (for example, B layer / A layer / C layer / A layer / B layer or B layer / (A layer / B layer / C layer / B layer / A layer / B layer, etc.) so that each layer is formed and then laminated or co-extruded as described above so as to include each layer, or an interlayer film for laminated glass. Can be manufactured.
- a desired order for example, B layer / A layer / C layer / A layer / B layer or B layer / (A layer / B layer / C layer / B layer / A layer / B layer, etc.
- the resin temperature (resin material temperature) at the time of extrusion is preferably 150 ° C or higher, more preferably 170 ° C or higher, preferably 250 ° C or lower, more preferably 230 ° C or lower.
- the resin temperature at the time of extrusion is within the range of the lower limit and the upper limit, the decomposition of the resin and the like contained in the resin material is unlikely to occur, so that the deterioration of the resin and the like hardly occurs, and the discharge from the extruder is stable.
- Cheap In order to remove volatile substances efficiently, it is preferable to remove volatile substances from the vent of the extruder by reducing the pressure.
- the laminated structure of the interlayer film for laminated glass of the present invention is appropriately determined depending on the purpose.
- the interlayer film for laminated glass has, for example, a configuration in which two interlayer films sandwiched by a layer A and a layer B sandwiched a layer C (layer B / layer A / B layer / C layer / B layer / A layer / B layer). Further, for example, in addition to the configuration shown in FIG.
- B layer / A layer / C layer / A layer / B layer B layer / A layer / B layer / C layer / B layer / A layer / B layer / A laminated structure using a plurality of C layers such as a C layer / B layer / A layer / B layer may be used.
- the interlayer film for laminated glass includes at least an A layer, a B layer, a C layer, a B layer, and an A layer in this order, and the C layer and the two B layers are directly adjacent to each other.
- the C layer is a layer made of inorganic glass.
- the interlayer film for laminated glass preferably includes at least a B layer, an A layer, a C layer, and an A layer in this order.
- the layer C is a layer containing a third thermoplastic resin.
- the interlayer film for a laminated glass of the present invention may include one or more layers other than the A layer, the B layer and the C layer (referred to as a D layer).
- a D layer Non-limiting examples of the layered structure when the interlayer film for a laminated glass also includes a D layer include B layer / A layer / D layer / B layer / C layer / B layer / A layer / B layer, B layer / A layer / B layer / C layer / B layer / A layer / B layer / D layer, B layer / D layer / A layer / D layer / B layer / C layer / B layer / A layer / B layer, B layer / D layer / A layer / B layer / C layer / B layer / A layer / D layer / B layer, B layer / D layer / A layer / B layer / D layer / C layer / B layer / A layer / D layer / B layer, B layer / D layer /
- a material (a material containing a resin) constituting each of the A, B, C, and D layers
- the resin material constituting each of the A, B, C, and D layers
- the thickness may be the same or different from each other.
- the D layer that can be included in the interlayer film for laminated glass of the present invention may be a layer made of a known resin.
- the resin constituting the D layer for example, polyethylene, polypropylene, polyvinyl chloride, polystyrene, polyvinyl acetate, polyurethane, polytetrafluoroethylene, acrylic resin, polyamide, polyacetal, polycarbonate, polyester, polyethylene terephthalate, polybutylene terephthalate, Cyclic polyolefin, polyphenylene sulfide, polytetrafluoroethylene, polysulfone, polyethersulfone, polyarylate, liquid crystal polymer, polyimide, or the like can be used.
- the D layer may contain additives such as a plasticizer, an antioxidant, an ultraviolet absorber, a light stabilizer, an antiblocking agent, a pigment, a dye, and a heat shielding material.
- a layer such as a metal conductive layer may be formed on at least a part of the D layer.
- ⁇ It is preferable to form a concavo-convex structure on the surface of the interlayer film for laminated glass of the present invention by a conventionally known method such as melt fracture or embossing.
- the shape of the concavo-convex structure is not particularly limited, and a conventionally known structure can be employed.
- the C layer is a layer made of inorganic glass, it is preferable to form an uneven structure also on the surface in contact with the C layer.
- the thickness of the interlayer film for laminated glass of the present invention is preferably 0.8 mm or more, more preferably 1.1 mm or more, preferably 3.6 mm or less, more preferably 3.2 mm or less, particularly preferably 2. 4 mm or less.
- the thickness is not less than the lower limit, it is easy to obtain a configuration excellent in sound insulation of the laminated glass, and when the thickness is not more than the upper limit, the weight of the entire laminated glass is reduced, and the cost of the interlayer film is reduced. This is preferable because it is easy to reduce the amount.
- the interlayer film for laminated glass of the present invention is formed by using a float glass having a length of 300 mm, a width of 25 mm and a thickness of 1.9 mm and a chemically strengthened inorganic glass having a length of 300 mm, a width of 25 mm and a thickness of 0.55 mm.
- the loss coefficient at 20 ° C. which is considered to be the temperature at which the intermediate film is normally used, was adopted as one index of the sound insulation.
- the bending stiffness at the tertiary resonance frequency calculated by the damping test in accordance with ISO 16940: 2008 is preferably 60 N ⁇ m to 200 N ⁇ m, more preferably 70 N ⁇ m to 180 N ⁇ m. When the bending stiffness is in the range between the lower limit and the upper limit, high sound insulation over a wide frequency range from a middle frequency range to a high frequency range can be realized.
- the loss coefficient tends to decrease. Therefore, even if the laminated glass has the same thickness, the two transparent substrates of the outermost layer have different thicknesses and the cross section of the laminated glass is asymmetric, so that the two transparent substrates of the outermost layer can be formed.
- the loss coefficient is lower than in a configuration in which the thickness of the base material is the same and the cross section of the laminated glass is symmetric.
- the glass on the exterior side of the vehicle is generally limited to a thickness of about 1.8 mm or more in order to impart chipping resistance to stepping stones.
- the interlayer film for laminated glass according to the present invention is useful as a method for solving such a problem.
- the interlayer film for laminated glass of the present invention is formed by sandwiching the interlayer film for laminated glass using two pieces of float glass having a length of 300 mm, a width of 25 mm, and a thickness of 1.9 mm.
- the loss coefficient at the tertiary resonance frequency measured by a damping test of the laminated glass by the central vibration method at 20 ° C. in the laminated glass crimped under the conditions of minutes is preferably 0.55 or more, more preferably 0.15. It is at least 60, particularly preferably at least 0.65.
- the bending stiffness at the tertiary resonance frequency calculated by the damping test in accordance with ISO 16940: 2008 is preferably 60 N ⁇ m to 200 N ⁇ m, more preferably 70 N ⁇ m to 180 N ⁇ m.
- the bending stiffness is in the range between the lower limit and the upper limit, high sound insulation over a wide frequency range from a middle frequency range to a high frequency range can be realized. Therefore, as an interlayer film used for laminated glass for automobiles, not only a windshield but also a glass having a symmetrical laminated glass cross section, such as a side glass, can be suitably used for the purpose of enhancing sound insulation.
- the sound transmission loss (TL2) calculated from the loss coefficient and bending stiffness obtained by the above-described damping test, and the sound transmission loss (TL1) according to the mass rule given at a sound field incidence of 0 ° to 78 ° given by the following equation:
- the smaller the difference ⁇ TL ( TL1 ⁇ TL2) from the above is, the more the decrease in sound insulation due to the coincidence effect is suppressed, and the desired sound insulation characteristics are obtained.
- TL1 20 ⁇ log (fm) ⁇ 47.5
- f represents each center frequency (Hz) of the 1/3 octave band
- m represents the areal density (kg / m 2 ) of the laminated glass.
- the interlayer film for laminated glass is formed by using a float glass having a length of 300 mm, a width of 25 mm and a thickness of 1.9 mm and a chemically strengthened inorganic glass having a length of 300 mm, a width of 25 mm and a thickness of 0.55 mm.
- Sound transmission loss (TL1-a) according to the mass rule given by sound field incidence from 0 ° to 78 ° in a laminated glass pressed at a temperature of 140 ° C., a pressure of 1 MPa and a pressure of 60 minutes, and the center at 20 ° C.
- the sound transmission loss (TL2 ⁇ ) calculated from the loss coefficient at the tertiary resonance frequency measured by the damping test of the laminated glass by the vibration method and the bending stiffness at the tertiary resonance frequency calculated according to ISO 16940: 2008.
- the interlayer film for laminated glass is sandwiched between two pieces of float glass having a length of 300 mm, a width of 25 mm, and a thickness of 1.9 mm, and a temperature of 140 ° C., a pressure of 1 MPa, and a pressure of 60 minutes.
- the sound transmission loss (TL1-b) according to the mass rule given at a sound field incidence of 0 ° to 78 ° and a damping test of the laminated glass by the central vibration method at 20 ° C.
- ⁇ TL The difference ⁇ TL between the loss coefficient at the tertiary resonance frequency and the sound transmission loss (TL2-b) calculated from the bending stiffness at the tertiary resonance frequency calculated according to ISO 16940: 2008 is 1000 Hz or more (1000 Hz). Center frequencies (1000, 1250, 1600, 2000, 2500, 3150, 4150 Hz) It is 4.1dB or less in the 00,5000,6300,8000,10000Hz). Note that TL1-a and TL1-b are values calculated by the above-described equation for obtaining TL1.
- the coincidence frequency has been possible to adjust the coincidence frequency by adjusting the bending stiffness by adjusting the elastic modulus of the interlayer, and to increase the sound transmission loss in a specific frequency range.
- the coincidence frequency is located in a high frequency range, so that in the frequency range from 1000 Hz to 5000 Hz, high sound insulation according to the mass rule can be exhibited. In the frequency range of 8000 Hz to 10000 Hz, the decrease in sound insulation due to the coincidence effect was remarkable.
- ⁇ TL is more preferably at most 3.8 dB, particularly preferably at most 3.5 dB.
- the laminated glass of the present invention is obtained by sandwiching the interlayer for laminated glass of the present invention between two transparent substrates.
- the interlayer film for a laminated glass of the present invention it is possible to obtain a laminated glass having excellent sound insulating properties, particularly in a frequency range from 2000 Hz to 10000 Hz. Therefore, the interlayer film for a laminated glass of the present invention can be suitably used for a vehicle (for example, an automobile) windshield, a vehicle side glass, a vehicle sunroof, a vehicle rear glass, a head-up display glass, and the like.
- the laminated glass is a vehicle windshield, vehicle side glass, vehicle sunroof, vehicle rear glass or head-up display glass.
- the vehicle in the present invention means a train, a train, a car, a ship, an aircraft, or the like.
- the cross-sectional shape of the interlayer film is such that one end face is thick and the other end face is thick.
- the side has a thin shape.
- the cross-sectional shape may be a shape in which the whole is wedge-shaped such that it gradually becomes thinner from one end face side to the other end face side, or between one end face and the other end face.
- a part of the cross-section having the same thickness up to an arbitrary position and gradually thinning from the arbitrary position to the other end surface may be wedge-shaped, or the position may be any position that does not pose a problem in manufacturing. It may have any cross-sectional shape regardless of the shape.
- the layer whose cross-sectional thickness changes may be all layers, or only some layers may change.
- the transparent substrate is not particularly limited, and for example, inorganic glass, organic glass, or a combination thereof can be used.
- inorganic glass include float glass, polished glass, template glass, meshed glass and heat ray absorbing glass.
- a material constituting the organic glass include an acrylic resin (for example, a polymethyl methacrylate resin) and a polycarbonate resin.
- the transparent substrate may be colorless, colored, transparent or non-transparent.
- the thickness of the transparent substrate is not particularly limited, but is preferably 100 mm or less.
- the thickness of the transparent substrate is preferably at least one sheet, preferably 3.0 mm or less, more preferably 2.5 mm or less, still more preferably 2.0 mm or less, and particularly preferably 1.8 mm or less.
- the thickness of one transparent substrate is set to 1.8 mm or more
- the thickness of the other transparent substrate is set to 1.8 mm or less
- the difference between the thicknesses of the two transparent substrates is set to 0.2 mm or more.
- the difference between the thicknesses of the two transparent substrates is preferably 0.5 mm or more, and may be 1.0 mm or more.
- a laminated glass having a configuration in which the thicknesses of the transparent base material on the outside and the inside of the vehicle are the same is used, but even in such a case, the interlayer having high sound insulation properties according to the present invention is preferably used. used.
- the laminated glass is a laminated glass in which the interlayer film for a laminated glass of the present invention is sandwiched between two transparent substrates, and at least one of the transparent substrates has a thickness of at least one.
- the thickness of the other transparent substrate is not particularly limited, but is preferably 0.2 to 2.0 mm, more preferably 0.2 to 2.0 mm. 3 to 1.0 mm.
- the transparent substrate may be a chemically strengthened inorganic glass.
- the sound insulation of the laminated glass can be evaluated by the loss coefficient obtained by the damping test by the central excitation method. It can be said that the nature is high.
- the loss coefficient of the laminated glass of the present invention at a tertiary resonance frequency measured by a damping test of the laminated glass by the central excitation method at 20 ° C. is preferably 0.55 or more, more preferably 0.60 or more, particularly Preferably it is 0.65 or more.
- the bending stiffness of the laminated glass of the present invention at the third resonance frequency calculated according to ISO 16940: 2008 by the above damping test is preferably from 60 N ⁇ m to 200 N ⁇ m, more preferably from 70 N ⁇ m to 180 N ⁇ m. m or less.
- the sound transmission loss (TL2) of the laminated glass of the present invention calculated from the loss coefficient and bending stiffness obtained by the above-described damping test, and the mass given by the sound field incidence of 0 ° to 78 ° given by the following equation
- ⁇ TL is more preferably at most 3.8 dB, particularly preferably at most 3.5 dB.
- TL1 20 ⁇ log (fm) ⁇ 47.5
- f is the center frequency (Hz) of each 1 / octave band
- m represents the areal density (kg / m 2 ) of the laminated glass.
- the laminated glass of the present invention can be manufactured by a conventionally known method. Examples of such a method include a method using a vacuum laminator device, a method using a vacuum bag, a method using a vacuum ring, a method using a nip roll, and the like. It is also possible to perform a method of additionally introducing into the autoclave step after the temporary press bonding.
- a vacuum laminator device for example, a known device used in the manufacture of a solar cell is used, and under a reduced pressure of 1 ⁇ 10 ⁇ 6 MPa or more and 3 ⁇ 10 ⁇ 2 MPa or less, 100 ° C. or more and 200 ° C. or less (especially 130 ° C. or less).
- the lamination is performed at a temperature of not lower than 170 ° C.
- a method using a vacuum bag or a vacuum ring is described in, for example, European Patent No. 1,235,683.
- lamination is performed at a temperature of 130 ° C. or more and 145 ° C. or less under a pressure of about 2 ⁇ 10 ⁇ 2 MPa.
- a method using a nip roll for example, there is a method in which after the first temporary compression bonding is performed at a temperature equal to or lower than the flow start temperature of the polyvinyl acetal resin, further pressure bonding or temporary compression bonding is performed under conditions close to the flow start temperature. Specifically, for example, after heating to 30 ° C. or more and 100 ° C. or less with an infrared heater or the like, deaeration with a roll is performed, and then, temporary press bonding is performed. Method.
- the autoclave step additionally performed after the temporary pressure bonding depends on the thickness and the configuration of the laminated glass, but for example, under a pressure of 1 MPa or more and 15 MPa or less, at a temperature of 120 ° C. or more and 160 ° C. or less, 0.5 hour or more and 2 hours or less. Time.
- polyvinyl butyral (PVB) resin the same viscosity average polymerization degree as the target viscosity average polymerization degree (viscosity average polymerization degree measured based on JIS @ K-6726 "Testing method for polyvinyl alcohol") was used. ) Obtained by acetalizing polyvinyl alcohol having n) with n-butyraldehyde under a hydrochloric acid catalyst.
- a resin material (hydrogenated block copolymer, hereinafter also referred to as a “hydrogenated block copolymer”) constituting the layer A is pressed at a temperature of 230 ° C. and a pressure of 10 MPa for 3 minutes to obtain a thickness of 1.0 mm. Was produced. This single-layer sheet was cut into a disc shape and used as a test sheet.
- ⁇ Measurement of tensile storage modulus of resin material constituting B layer or C layer> A sample having a thickness of 0.8 mm was produced by pressing the resin material constituting the layer B or the layer C at a temperature of 230 ° C. and a pressure of 10 MPa for 10 minutes. Each of these was cut into a width of 3 mm to obtain a sample for measuring dynamic viscoelasticity. The sample for measurement was subjected to a dynamic viscoelasticity test under the condition of a frequency of 0.3 Hz according to JIS K7244-4: 1999, thereby obtaining a tensile storage modulus at 0 ° C. Table 1 shows the results.
- a vibrating force built into an impedance head of a vibrator power ampli? Er / model 371-A
- a mechanical impedance device manufactured by Ono Sokki Co., Ltd .; mass cancel ampli? Er: mass scanamplifier MA-5500; channel data station: DS-2100.
- the center of the laminated glass having a thickness of 1.9 mm was fixed to the tip of the detector. Vibration is applied to the center of the laminated glass at a frequency of 0 to 10000 Hz at 20 ° C., and the excitation force and the acceleration waveform at this excitation point (the central part of the laminated glass to which the vibration is applied) are detected to obtain the center.
- a damping test of the laminated glass by the vibration method was performed.
- the mechanical impedance of the excitation point is determined based on the obtained excitation force and the velocity signal obtained by integrating the acceleration signal, and the frequency showing the peak in an impedance curve obtained with the horizontal axis representing the frequency and the vertical axis representing the mechanical impedance And the half value width, the loss coefficient of the laminated glass was determined. Further, using the third resonance frequency and the loss coefficient at the third resonance frequency, the bending rigidity at the third resonance frequency was calculated in accordance with ISO 16940: 2008.
- Example 1 According to the composition shown in Table 2, the resin material constituting the layer A contains 8% by mass of styrene units and 92% by mass of isoprene units, and has a tan ⁇ peak temperature of -11.8 ° C and a tan ⁇ peak height of 2.5.
- a resin material constituting the layer B a polyvinyl butyral resin (acetalization degree 70 mol%, vinyl acetate unit content 0.9 mol%, viscosity average polymerization degree of polyvinyl alcohol used as a raw material about 1700) and a plasticizer [ Kuraray Polyester Polyol “Kuraray Polyol P-510” (melting point: ⁇ 77 ° C., hydroxyl value: 213.0 to 235.0 mg KOH / g)] (plasticizer based on 100 parts by mass of polyvinyl butyral resin) The amount was 38.8 parts by mass).
- each of these resin materials was extruded to form an A layer having a thickness of 250 ⁇ m and a B layer having a thickness of 250 ⁇ m.
- the obtained layer A was sandwiched between two layers B and press-formed at 150 ° C. to produce an intermediate film 1 having a thickness of 750 ⁇ m, which is a composite film having a three-layer structure.
- Table 2 the outline is shown as Film 1.
- the tensile storage modulus at 0 ° C. of the resin material constituting the layer A measured by performing a dynamic viscoelasticity test at a frequency of 0.3 Hz according to JIS K 7244-4: 1999 is 1 It was less than 0.0 GPa.
- Examples 2 to 11 An interlayer film was prepared as shown in Table 2, and a laminated glass was prepared in the same manner as in Example 1 except that the laminated glass shown in Table 3 was used.
- Table 2 shows the structure of the interlayer film used, and Table 3 shows the sound insulating properties of the obtained laminated glass.
- the resin material constituting the layer A of the interlayer films 2 to 5 and 8 was the same as the resin material constituting the layer A of the interlayer film 1.
- the same resin material as that constituting the layer B of the intermediate film 1 was used as the resin material constituting the layer B of the intermediate films 2 to 4 and 6 to 8.
- the resin material constituting the layer A of the intermediate film 6 contains 8% by mass of styrene units and 92% by mass of isoprene units, and has a tan ⁇ peak temperature of ⁇ 4.5 ° C. and a tan ⁇ peak height of 2.5.
- the resin material constituting the layer A of the intermediate film 7 contains 8% by mass of styrene units and 92% by mass of isoprene units, and has a tan ⁇ peak temperature of ⁇ 16.4 ° C.
- the dynamic viscoelasticity test is performed on the resin material constituting the A layer of the intermediate film 6 and the A layer of the intermediate film 7 at a frequency of 0.3 Hz according to JIS K 7244-4: 1999.
- the measured tensile storage modulus at 0 ° C. was less than 1.0 GPa.
- SentryGlas (R) Interlayer manufactured by DuPont was used as an ionomer resin which is a resin material constituting the layer B of the intermediate film 5.
- SentryGlas (R) Interlayer manufactured by DuPont was used as the C layer in Examples 2 to 7, the same chemically strengthened inorganic glass as that in Example 1 was used.
- As the C layer in Examples 8 to 11 a commercially available acrylic resin sheet or polycarbonate resin sheet having a predetermined
- Example 12 As shown in Table 2, an intermediate film 8 was produced in the same manner as in Example 1 except that each of the A layer and the B layer was constituted by one sheet. Thereafter, a laminated glass was produced in the same manner as in Example 1 except that the layer A was placed in contact with a commercially available acrylic resin sheet having a thickness of 1 mm as the layer C. Table 3 shows the sound insulation properties of the obtained laminated glass.
- the resin material constituting the layer A of the intermediate film 9 is polyvinyl butyral resin (acetalization degree 70 mol%, vinyl acetate unit content 0.9 mol%, viscosity average polymerization degree of polyvinyl alcohol used as a raw material). 1700) and a plasticizer [polyester polyol “Kuraray polyol P-510” manufactured by Kuraray Co., Ltd.
- Comparative Example 5 uses the interlayer film for laminated glass composed of the C layer and the two interlayer films 9.
- the tan ⁇ peak height of the resin material constituting the A layer in the interlayer film 9 is 1. It is lower than 5.
- Comparative Example 6 uses the interlayer film for laminated glass composed of the C layer, the interlayer film 9 and the interlayer film 10, but the tan ⁇ peak height of the resin material constituting the A layer in the interlayer film 9 is low. It is lower than 1.5, and the intermediate film 10 has no layer corresponding to the layer A.
- the laminated glasses of Examples 1 to 12 have a high loss factor of 0.55 or more and a low maximum ⁇ TL of 4.1 or less, while Comparative Examples 1 to It can be seen that the laminated glass of No. 8 has a loss factor of less than 0.55 and a maximum ⁇ TL of greater than 4.1.
- the interlayer film for laminated glass and the laminated glass of the present invention are particularly suitably used for vehicle glass (for example, vehicle window glass) and the like which require high sound insulation.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Abstract
本発明は、A層、C層、A層をこの順に含み、これらの層の間又は外側の任意の箇所にB層を含む合わせガラス用中間膜であって、A層は第1熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料はJIS K 7244-10:2005に準じて周波数1Hzの条件で測定されるtanδが最大となるピークを-30℃~10℃に有し、A層の少なくとも1層の樹脂材料の該ピークの高さは1.5以上であり、C層は厚さ0.1mm~1.5mmの無機ガラスからなる層であるか又は厚さ0.25mm~2.5mmの第3熱可塑性樹脂を含有する層であり、C層が第3熱可塑性樹脂を含有する層の場合のC層を構成する樹脂材料はJIS K 7244-4:1999に準じて周波数0.3Hzの条件で測定される0℃での引張貯蔵弾性率が1.0GPa以上であり、B層は第2熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料とは異なる樹脂材料で構成されている、合わせガラス用中間膜に関する。
Description
本発明は、合わせガラス用中間膜および合わせガラスに関する。
窓ガラス等に使用されているガラス板は耐久性および採光性に優れているが、ダンピング性能(屈曲振動に対するtanδ)が非常に小さいことが知られている。このためガラスの振動と入射音波とで起こる共振状態、即ちコインシデンス効果による遮音性の低下は顕著である。
近年、合わせガラスを軽量化することにより、乗物(例えば自動車)を軽量化し、燃費を向上させる取り組みがなされている。一般には、合わせガラスの厚さを薄くすることによって軽量化できるが、その重量減少分に応じた遮音性の低下が生じるため、重量減少の実現には遮音性の低下を補う手段が求められている。
近年、合わせガラスを軽量化することにより、乗物(例えば自動車)を軽量化し、燃費を向上させる取り組みがなされている。一般には、合わせガラスの厚さを薄くすることによって軽量化できるが、その重量減少分に応じた遮音性の低下が生じるため、重量減少の実現には遮音性の低下を補う手段が求められている。
遮音性を高める方法として、ダンピング性能に優れた合わせガラス用中間膜(以下、単に「中間膜」と称することもある)を用いる方法がある。中間膜は、振動エネルギーを熱エネルギーに変換することで振動エネルギーを吸収する能力を有する。そのような中間膜の例として、ポリビニルブチラールからなり、一定の耐衝撃性および遮音性を有する合わせガラス用中間膜(例えば特許文献1参照)、ポリスチレンとゴム系樹脂との共重合体からなる樹脂膜Aを可塑化ポリビニルアセタール系樹脂からなる樹脂膜Bで挟着されてなる中間膜(例えば特許文献2参照)、およびポリビニルアセタールと可塑剤とを含む第1の層が10層以上積層されている積層体を有する中間膜(例えば特許文献3参照)が提案されている。
しかしながら、上記特許文献に記載されるような合わせガラス用中間膜を用いた場合であっても、合わせガラスにおけるその遮音特性は十分に満足のいくものではなく、さらなる車内環境の快適さ、または合わせガラスの軽量化による自動車の燃費改善に対する要求等から、より一層の遮音特性の改善が求められている。
したがって、本発明は高い遮音特性を有する合わせガラス用中間膜を提供することを目的とする。
本発明者らは鋭意検討した結果、特定の材料で構成される層A、層Bおよび層Cを特定の順に含む合わせガラス用中間膜により上記課題が解決できることを見出し、本発明を完成させるに至った。即ち本発明は、以下の好適な態様を提供するものである。
〔1〕A層、C層、A層をこの順に含み、これらの層の間または外側の任意の箇所にB層を含む合わせガラス用中間膜であって、前記A層は第1の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料はJIS K 7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで測定されるtanδが最大となるピークを-30℃以上10℃以下の範囲に有し、A層の少なくとも1層の樹脂材料の当該tanδピークの高さは1.5以上であり、前記C層は、厚さが0.1mm以上1.5mm以下である無機ガラスからなる層であるか、または厚さが0.25mm以上2.5mm以下であって第3の熱可塑性樹脂を含有する層であり、C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料はJIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率が1.0GPa以上であり、前記B層は第2の熱可塑性樹脂を含有する層であり、前記A層を構成する樹脂材料とは異なる樹脂材料から構成されている、合わせガラス用中間膜。
〔2〕前記A層は第1の熱可塑性樹脂として、芳香族ビニル単量体単位を60モル%以上含む重合体ブロック(a)と共役ジエン単量体単位を60モル%以上含む重合体ブロック(b)とを有するブロック共重合体の水素添加物を含有し、ブロック共重合体の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体の水素添加物の総質量に対して25質量%以下である、上記〔1〕に記載の合わせガラス用中間膜。
〔3〕前記B層は第2の熱可塑性樹脂として、ポリビニルアセタール樹脂またはアイオノマー樹脂を含有する、上記〔1〕または〔2〕に記載の合わせガラス用中間膜。
〔4〕前記ポリビニルアセタール樹脂100質量部に対する可塑剤の含有量は50質量部以下である、上記〔3〕に記載の合わせガラス用中間膜。
〔5〕前記可塑剤は融点が30℃以下であり、水酸基価15~450mgKOH/gであるエステル系可塑剤またはエーテル系可塑剤である、上記〔4〕に記載の合わせガラス用中間膜。
〔6〕前記無機ガラスは化学強化された無機ガラスである、上記〔1〕~〔5〕のいずれかに記載の合わせガラス用中間膜。
〔7〕前記C層は第3の熱可塑性樹脂として、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂またはポリビニルアセタール樹脂のいずれかを含有する、上記〔1〕~〔5〕のいずれかに記載の合わせガラス用中間膜。
〔8〕前記ポリビニルアセタール樹脂100質量部に対する可塑剤の含有量は30質量部以下である、請求項〔7〕に記載の合わせガラス用中間膜。
〔9〕前記可塑剤は融点が30℃以下であり、水酸基価が15~450mgKOH/gであるエステル系可塑剤またはエーテル系可塑剤である、請求項〔8〕に記載の合わせガラス用中間膜。
〔10〕縦300mm、横25mm、厚さ1.9mmのフロートガラスと縦300mm、横25mm、厚さ0.55mmの化学強化された無機ガラスとを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数は0.55以上である、上記〔1〕~〔9〕のいずれかに記載の合わせガラス用中間膜。
〔11〕0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-a)と、縦300mm、横25mm、厚さ1.9mmのフロートガラスおよび縦300mm、横25mm、厚さ0.55mmの化学強化された無機ガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-a)との差ΔTLは、1000Hz以上の1/3オクターブ帯域の各中心周波数において4.1dB以下である、上記〔1〕~〔10〕のいずれかに記載の合わせガラス用中間膜。
〔12〕縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数は0.55以上である、上記〔1〕~〔11〕のいずれかに記載の合わせガラス用中間膜。
〔13〕0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-b)と、縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-b)との差ΔTLは、1000Hz以上の1/3オクターブ帯域の各中心周波数において4.1dB以下である、上記〔1〕~〔12〕のいずれかに記載の合わせガラス用中間膜。
〔14〕前記合わせガラス用中間膜における少なくとも1つの層は遮熱材料を含んでなる、上記〔1〕~〔13〕のいずれかに記載の合わせガラス用中間膜。
〔15〕前記遮熱材料は、錫ドープ酸化インジウム、アンチモンドープ酸化錫、アンチモン酸亜鉛、金属ドープ酸化タングステン、ジイモニウム系色素、アミニウム系色素、フタロシアニン系色素、アントラキノン系色素、ポリメチン系色素、ベンゼンジチオール型アンモニウム系化合物、チオ尿素誘導体、チオール金属錯体、アルミニウムドープ酸化亜鉛、錫ドープ酸化亜鉛、ケイ素ドープ酸化亜鉛、六ホウ化ランタンおよび酸化バナジウムからなる群から選択される少なくとも1つである、上記〔14〕に記載の合わせガラス用中間膜。
〔16〕前記合わせガラス用中間膜における少なくとも1つの層は紫外線吸収剤を含んでなる、上記〔1〕~〔15〕のいずれかに記載の合わせガラス用中間膜。
〔17〕前記紫外線吸収剤は、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、トリアジン系化合物、ヒンダードアミン系化合物、ベンゾエート系化合物、マロン酸エステル系化合物、インドール系化合物およびシュウ酸アニリド系化合物からなる群から選択される少なくとも1つである、上記〔16〕に記載の合わせガラス用中間膜。
〔18〕前記合わせガラス用中間膜は少なくともA層、B層、C層、B層、A層をこの順に含み、当該C層と2つの当該B層とは直接隣接しており、当該C層は無機ガラスからなる層である、上記〔1〕~〔17〕のいずれかに記載の合わせガラス用中間膜。
〔19〕前記合わせガラス用中間膜は少なくともB層、A層、C層、A層をこの順に含む、上記〔1〕~〔17〕のいずれかに記載の合わせガラス用中間膜。
〔20〕前記C層は第3の熱可塑性樹脂を含有する層である、上記〔19〕に記載の合わせガラス用中間膜。
〔21〕2つの透明基材の間に上記〔1〕~〔20〕のいずれかに記載の合わせガラス用中間膜が挟持されてなる合わせガラスであって、透明基材のうちの少なくとも1つは厚さが1.2~3.0mmの無機ガラスである、合わせガラス。
〔22〕乗物用フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラスである、上記〔21〕に記載の合わせガラス。
〔1〕A層、C層、A層をこの順に含み、これらの層の間または外側の任意の箇所にB層を含む合わせガラス用中間膜であって、前記A層は第1の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料はJIS K 7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで測定されるtanδが最大となるピークを-30℃以上10℃以下の範囲に有し、A層の少なくとも1層の樹脂材料の当該tanδピークの高さは1.5以上であり、前記C層は、厚さが0.1mm以上1.5mm以下である無機ガラスからなる層であるか、または厚さが0.25mm以上2.5mm以下であって第3の熱可塑性樹脂を含有する層であり、C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料はJIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率が1.0GPa以上であり、前記B層は第2の熱可塑性樹脂を含有する層であり、前記A層を構成する樹脂材料とは異なる樹脂材料から構成されている、合わせガラス用中間膜。
〔2〕前記A層は第1の熱可塑性樹脂として、芳香族ビニル単量体単位を60モル%以上含む重合体ブロック(a)と共役ジエン単量体単位を60モル%以上含む重合体ブロック(b)とを有するブロック共重合体の水素添加物を含有し、ブロック共重合体の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体の水素添加物の総質量に対して25質量%以下である、上記〔1〕に記載の合わせガラス用中間膜。
〔3〕前記B層は第2の熱可塑性樹脂として、ポリビニルアセタール樹脂またはアイオノマー樹脂を含有する、上記〔1〕または〔2〕に記載の合わせガラス用中間膜。
〔4〕前記ポリビニルアセタール樹脂100質量部に対する可塑剤の含有量は50質量部以下である、上記〔3〕に記載の合わせガラス用中間膜。
〔5〕前記可塑剤は融点が30℃以下であり、水酸基価15~450mgKOH/gであるエステル系可塑剤またはエーテル系可塑剤である、上記〔4〕に記載の合わせガラス用中間膜。
〔6〕前記無機ガラスは化学強化された無機ガラスである、上記〔1〕~〔5〕のいずれかに記載の合わせガラス用中間膜。
〔7〕前記C層は第3の熱可塑性樹脂として、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂またはポリビニルアセタール樹脂のいずれかを含有する、上記〔1〕~〔5〕のいずれかに記載の合わせガラス用中間膜。
〔8〕前記ポリビニルアセタール樹脂100質量部に対する可塑剤の含有量は30質量部以下である、請求項〔7〕に記載の合わせガラス用中間膜。
〔9〕前記可塑剤は融点が30℃以下であり、水酸基価が15~450mgKOH/gであるエステル系可塑剤またはエーテル系可塑剤である、請求項〔8〕に記載の合わせガラス用中間膜。
〔10〕縦300mm、横25mm、厚さ1.9mmのフロートガラスと縦300mm、横25mm、厚さ0.55mmの化学強化された無機ガラスとを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数は0.55以上である、上記〔1〕~〔9〕のいずれかに記載の合わせガラス用中間膜。
〔11〕0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-a)と、縦300mm、横25mm、厚さ1.9mmのフロートガラスおよび縦300mm、横25mm、厚さ0.55mmの化学強化された無機ガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-a)との差ΔTLは、1000Hz以上の1/3オクターブ帯域の各中心周波数において4.1dB以下である、上記〔1〕~〔10〕のいずれかに記載の合わせガラス用中間膜。
〔12〕縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数は0.55以上である、上記〔1〕~〔11〕のいずれかに記載の合わせガラス用中間膜。
〔13〕0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-b)と、縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-b)との差ΔTLは、1000Hz以上の1/3オクターブ帯域の各中心周波数において4.1dB以下である、上記〔1〕~〔12〕のいずれかに記載の合わせガラス用中間膜。
〔14〕前記合わせガラス用中間膜における少なくとも1つの層は遮熱材料を含んでなる、上記〔1〕~〔13〕のいずれかに記載の合わせガラス用中間膜。
〔15〕前記遮熱材料は、錫ドープ酸化インジウム、アンチモンドープ酸化錫、アンチモン酸亜鉛、金属ドープ酸化タングステン、ジイモニウム系色素、アミニウム系色素、フタロシアニン系色素、アントラキノン系色素、ポリメチン系色素、ベンゼンジチオール型アンモニウム系化合物、チオ尿素誘導体、チオール金属錯体、アルミニウムドープ酸化亜鉛、錫ドープ酸化亜鉛、ケイ素ドープ酸化亜鉛、六ホウ化ランタンおよび酸化バナジウムからなる群から選択される少なくとも1つである、上記〔14〕に記載の合わせガラス用中間膜。
〔16〕前記合わせガラス用中間膜における少なくとも1つの層は紫外線吸収剤を含んでなる、上記〔1〕~〔15〕のいずれかに記載の合わせガラス用中間膜。
〔17〕前記紫外線吸収剤は、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、トリアジン系化合物、ヒンダードアミン系化合物、ベンゾエート系化合物、マロン酸エステル系化合物、インドール系化合物およびシュウ酸アニリド系化合物からなる群から選択される少なくとも1つである、上記〔16〕に記載の合わせガラス用中間膜。
〔18〕前記合わせガラス用中間膜は少なくともA層、B層、C層、B層、A層をこの順に含み、当該C層と2つの当該B層とは直接隣接しており、当該C層は無機ガラスからなる層である、上記〔1〕~〔17〕のいずれかに記載の合わせガラス用中間膜。
〔19〕前記合わせガラス用中間膜は少なくともB層、A層、C層、A層をこの順に含む、上記〔1〕~〔17〕のいずれかに記載の合わせガラス用中間膜。
〔20〕前記C層は第3の熱可塑性樹脂を含有する層である、上記〔19〕に記載の合わせガラス用中間膜。
〔21〕2つの透明基材の間に上記〔1〕~〔20〕のいずれかに記載の合わせガラス用中間膜が挟持されてなる合わせガラスであって、透明基材のうちの少なくとも1つは厚さが1.2~3.0mmの無機ガラスである、合わせガラス。
〔22〕乗物用フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラスである、上記〔21〕に記載の合わせガラス。
本発明によれば、高い遮音特性を有する中間膜を提供することができる。
以下、本発明の実施の形態について詳細に説明する。なお、本発明の範囲はここで説明する実施の形態に限定されるものではなく、本発明の趣旨を損なわない範囲で種々の変更をすることができる。
本発明の合わせガラス用中間膜は、A層、C層、A層をこの順に含み、これらの層の間または外側の任意の箇所にB層を含む。A層は第1の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料はJIS K 7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで測定されるtanδが最大となるピークを-30℃以上10℃以下の範囲に有し(以下、この温度を「tanδピーク温度」と称することもある)、A層の少なくとも1層の樹脂材料の当該tanδピークの高さ(以下、「tanδピーク高さ」と称することもある)は1.5以上である。C層は、厚さが0.1mm以上1.5mm以下である無機ガラスからなる層であるか、または厚さが0.25mm以上2.5mm以下であって第3の熱可塑性樹脂を含有する層であり、C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料はJIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率が1.0GPa以上である。ここで、C層が無機ガラスで構成される場合であっても、本発明では、便宜上、「中間膜」として記載する。B層は第2の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料とは異なる樹脂材料から構成されている。
<A層>
本発明の合わせガラス用中間膜は、第1の熱可塑性樹脂を含有するA層を少なくとも2層含む。A層は、A層、C層、A層の順で合わせガラス用中間膜に含まれることで合わせガラス用中間膜に高い遮音性をもたらす層である。A層を構成する樹脂材料は、第1の熱可塑性樹脂からなるか、または第1の熱可塑性樹脂を含有する樹脂組成物からなる。A層を構成する樹脂材料が上述のtanδピーク温度およびtanδピーク高さの条件を満たす限り、第1の熱可塑性樹脂は特に制限されない。ここで、複数のA層のうち、いずれか1層がtanδピーク高さの条件を満たしていればよいが、全てのA層が満たしていることがより好ましい。好ましくは、A層は第1の熱可塑性樹脂として、芳香族ビニル単量体単位を60モル%以上含む重合体ブロック(a)と共役ジエン単量体単位を60モル%以上含む重合体ブロック(b)とを有するブロック共重合体(以下、「ブロック共重合体(A)」と称することもある)の水素添加物を含有し、ブロック共重合体の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体の水素添加物の総質量に対して25質量%以下である。
本発明の合わせガラス用中間膜は、第1の熱可塑性樹脂を含有するA層を少なくとも2層含む。A層は、A層、C層、A層の順で合わせガラス用中間膜に含まれることで合わせガラス用中間膜に高い遮音性をもたらす層である。A層を構成する樹脂材料は、第1の熱可塑性樹脂からなるか、または第1の熱可塑性樹脂を含有する樹脂組成物からなる。A層を構成する樹脂材料が上述のtanδピーク温度およびtanδピーク高さの条件を満たす限り、第1の熱可塑性樹脂は特に制限されない。ここで、複数のA層のうち、いずれか1層がtanδピーク高さの条件を満たしていればよいが、全てのA層が満たしていることがより好ましい。好ましくは、A層は第1の熱可塑性樹脂として、芳香族ビニル単量体単位を60モル%以上含む重合体ブロック(a)と共役ジエン単量体単位を60モル%以上含む重合体ブロック(b)とを有するブロック共重合体(以下、「ブロック共重合体(A)」と称することもある)の水素添加物を含有し、ブロック共重合体の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体の水素添加物の総質量に対して25質量%以下である。
芳香族ビニル単量体単位を構成する芳香族ビニル化合物としては、例えばスチレン、o-メチルスチレン、m-メチルスチレン、p-メチルスチレン、α-メチルスチレン、β-メチルスチレン、2,6-ジメチルスチレン、2,4-ジメチルスチレン、α-メチル-o-メチルスチレン、α-メチル-m-メチルスチレン、α-メチル-p-メチルスチレン、β-メチル-o-メチルスチレン、β-メチル-m-メチルスチレン、β-メチル-p-メチルスチレン、2,4,6-トリメチルスチレン、α-メチル-2,6-ジメチルスチレン、α-メチル-2,4-ジメチルスチレン、β-メチル-2,6-ジメチルスチレン、β-メチル-2,4-ジメチルスチレン、o-クロロスチレン、m-クロロスチレン、p-クロロスチレン、2,6-ジクロロスチレン、2,4-ジクロロスチレン、α-クロロ-o-クロロスチレン、α-クロロ-m-クロロスチレン、α-クロロ-p-クロロスチレン、β-クロロ-o-クロロスチレン、β-クロロ-m-クロロスチレン、β-クロロ-p-クロロスチレン、2,4,6-トリクロロスチレン、α-クロロ-2,6-ジクロロスチレン、α-クロロ-2,4-ジクロロスチレン、β-クロロ-2,6-ジクロロスチレン、β-クロロ-2,4-ジクロロスチレン、o-t-ブチルスチレン、m-t-ブチルスチレン、p-t-ブチルスチレン、o-メトキシスチレン、m-メトキシスチレン、p-メトキシスチレン、o-クロロメチルスチレン、m-クロロメチルスチレン、p-クロロメチルスチレン、o-ブロモメチルスチレン、m-ブロモメチルスチレン、p-ブロモメチルスチレン、シリル基で置換されたスチレン誘導体、インデンおよびビニルナフタレン等が挙げられる。芳香族ビニル化合物は1つを単独で用いてもよく、2つ以上を組み合わせて用いてもよい。中でも、製造コストおよび物性バランスの観点から、スチレン、α-メチルスチレン、p-メチルスチレンおよびこれらの混合物が好ましく、スチレンがより好ましい。
重合体ブロック(a)における芳香族ビニル単量体単位の含有量は、重合体ブロック(a)を構成する全構成単位に対して、好ましくは60モル%以上、より好ましくは80モル%以上、より好ましくは85モル%以上、さらに好ましくは90モル%以上、特に好ましくは95モル%以上であり、実質的に100モル%であってもよい。重合体ブロック(a)における芳香族ビニル単量体単位の含有量が前記下限値以上であると、良好な成形性または機械的強度を得やすい。
重合体ブロック(a)は、本発明の目的および効果の妨げにならない範囲において、芳香族ビニル単量体単位以外の他の不飽和単量体に由来する構成単位を含有していてもよい。他の不飽和単量体としては、例えばブタジエン、イソプレン、2,3-ジメチルブタジエン、1,3-ペンタジエン、1,3-ヘキサジエン、イソブチレン、メタクリル酸メチル、メチルビニルエーテル、N-ビニルカルバゾール、β-ピネン、8,9-p-メンテン、ジペンテン、メチレンノルボルネンおよび2-メチレンテトラヒドロフラン等が挙げられる。
重合体ブロック(a)中の他の不飽和単量体単位の含有量は、重合体ブロック(a)を構成する全構成単位に対して、好ましくは40モル%未満、より好ましくは20モル%未満、より好ましくは15モル%未満、さらに好ましくは10モル%未満、特に好ましくは5モル%未満である。本発明の好適な一実施態様において、重合体ブロック(a)は、上記した他の不飽和単量体単位を実質的に含まない。重合体ブロック(a)が上記した他の不飽和単量体に由来する単位を含有する場合、その結合形態は特に制限されるものではなく、ランダム状またはテーパー状のいずれでもよい。
なお、ブロック共重合体(A)における重合体ブロック(a)中の芳香族ビニル単量体単位の含有量および他の不飽和単量体単位の含有量は、ブロック共重合体(A)の1H-NMRスペクトルから求められ、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の含有量に調整できる。
ブロック共重合体(A)は、重合体ブロック(a)を少なくとも1つ有していればよい。ブロック共重合体(A)が重合体ブロック(a)を2つ以上有する場合には、それらの重合体ブロック(a)は、互いに同一であっても異なっていてもよい。なお、本明細書において「重合体ブロックが異なる」とは、重合体ブロックを構成する単量体単位、重量平均分子量、立体規則性、並びに複数の単量体単位を有する場合には各単量体単位の比率および共重合の形態(ランダム、グラジェント、ブロック)のうちの少なくとも1つが異なることを意味する。このことは、後述する重合体ブロック(b)においても同じである。
ブロック共重合体(A)に含まれる重合体ブロック(a)の重量平均分子量(Mw)は特に制限されない。ブロック共重合体(A)が含む重合体ブロック(a)のうち少なくとも1つの重合体ブロック(a)の重量平均分子量は、好ましくは3,000~60,000、より好ましくは4,000~50,000である。ブロック共重合体(A)が前記範囲内の重量平均分子量である重合体ブロック(a)を少なくとも1つ有することにより、機械的強度がより向上し、良好な製膜性を得やすい。ここで、重量平均分子量とは、ゲルパーミエーションクロマトグラフィー(GPC)測定によって求めたポリスチレン換算の重量平均分子量である。
重合体ブロック(a)のガラス転移温度は、好ましくは120℃以下、より好ましくは110℃以下であり、好ましくは60℃以上、より好ましくは70℃以上である。重合体ブロック(a)のガラス転移温度が前記した下限値と上限値との範囲内であると、A層を構成する樹脂材料のせん断貯蔵弾性率を特定の範囲に制御しやすくなり、得られる中間膜の遮音性の向上につながるとともに、機械的強度を高くできる。重合体ブロック(a)のガラス転移温度は、後述の実施例に記載の方法により測定され、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の範囲に調整できる。
ブロック共重合体(A)の水素添加物における重合体ブロック(a)の含有量〔複数の重合体ブロック(a)を有する場合はそれらの合計含有量〕は、ブロック共重合体(A)の水素添加物の総質量に対して好ましくは25質量%以下である。ブロック共重合体(A)のモルフォロジーによってtanδの値も変化し、特にスフィア構造からなるミクロ相分離構造をとる場合にtanδが高くなる傾向にある。スフィア構造の形成のしやすさには、ブロック共重合体(A)の水素添加物における重合体ブロック(a)の含有量が大きく影響するため、ブロック共重合体(A)の水素添加物の総質量に対するブロック重合体(a)の含有量を好ましくは25質量%以下、より好ましくは20質量%以下、より好ましくは15質量%以下に調整することは、得られる中間膜の遮音性をより向上させる上で非常に有利である。前記した重合体ブロック(a)の含有量は、より好ましくは14質量%以下、より好ましくは13質量%以下、より好ましくは12.5質量%以下、より好ましくは11質量%以下、特に好ましくは9質量%以下である。遮音性の観点から、前記した重合体ブロック(a)の含有量は、好ましくは3質量%以上、より好ましくは3.5質量%以上である。本発明の一実施態様において、前記した重合体ブロック(a)の含有量は好ましくは3~25質量%(例えば3~15質量%)である。一方で、A層の取扱性および機械物性を高めやすい観点からは、前記した重合体ブロック(a)の含有量は好ましくは6~25質量%(例えば6~15質量%)、より好ましくは8~25質量%(例えば8~15質量%)、特に好ましくは10~25質量%(例えば10~15質量%)である。また、本発明の一実施態様において、前記した重合体ブロック(a)の含有量は好ましくは3.5~25質量%(例えば3.5~15質量%)、より好ましくは4~25質量%(例えば4~15質量%)であって、重合体ブロック(a)の含有量が前記範囲内であると、高い遮音性を確保しつつ、得られるA層の取扱性および機械物性を高めることができる。
なお、ブロック共重合体(A)の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体(A)の水素添加物の1H-NMRスペクトルから求められ、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の範囲に調整できる。
なお、ブロック共重合体(A)の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体(A)の水素添加物の1H-NMRスペクトルから求められ、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の範囲に調整できる。
重合体ブロック(b)に含まれる共役ジエン単量体単位を構成する共役ジエン化合物としては、例えばイソプレン、ブタジエン、ヘキサジエン、2,3-ジメチル-1,3-ブタジエン、1,3-ペンタジエンおよびミルセン等を挙げることができる。共役ジエン化合物は1つを単独で用いてもよく、2つ以上を組み合わせて用いてもよい。中でも、入手しやすさ、汎用性、および後述する結合形態の制御性等の観点から、イソプレン、ブタジエン、およびイソプレンとブタジエンとの混合物が好ましく、イソプレンがより好ましい。
共役ジエン化合物として、ブタジエンとイソプレンとの混合物を用いてもよい。その混合比率[イソプレン/ブタジエン](質量比)に特に制限はないが、好ましくは5/95~95/5、より好ましくは10/90~90/10、さらに好ましくは40/60~70/30、特に好ましくは45/55~65/35である。なお、前記混合比率[イソプレン/ブタジエン]をモル比で示すと、好ましくは5/95~95/5、より好ましくは10/90~90/10、さらに好ましくは40/60~70/30、特に好ましくは45/55~55/45である。
重合体ブロック(b)における共役ジエン単量体単位の含有量は、重合体ブロック(b)を構成する全構成単位に対して、好ましくは60モル%以上、より好ましくは65モル%以上、特に好ましくは80モル%以上である。前記した共役ジエン単量体単位の含有量が前記下限値以上であると、遮音特性を発揮するセグメントの量が十分となり、遮音性に優れた中間膜を得やすい。前記した共役ジエン単量体単位の含有量の上限値は特に限定されない。共役ジエン単量体単位の含有量は100モル%であってもよい。
重合体ブロック(b)は、1種の共役ジエン化合物に由来する構成単位のみを有していてもよく、2種以上の共役ジエン化合物に由来する構成単位を有していてもよい。先に述べた通り本発明では重合体ブロック(b)が共役ジエン単量体単位を60モル%以上含有することが好ましい。重合体ブロック(b)が共役ジエン単量体単位として、イソプレンに由来する構成単位(以下、「イソプレン単位」と略称することがある)、ブタジエンに由来する構成単位(以下、「ブタジエン単位」と略称することがある)、またはイソプレン単位とブタジエン単位との合計量を、それぞれの場合において60モル%以上含有することが好ましい。このことにより、遮音性に優れた中間膜を得やすい。
重合体ブロック(b)が2種以上の共役ジエン単量体単位を有している場合は、それらの結合形態はランダム、テーパー、完全交互、一部ブロック状、ブロック、またはそれらの2種以上の組み合わせのいずれでもよい。
重合体ブロック(b)が2種以上の共役ジエン単量体単位を有している場合は、それらの結合形態はランダム、テーパー、完全交互、一部ブロック状、ブロック、またはそれらの2種以上の組み合わせのいずれでもよい。
重合体ブロック(b)は、本発明の目的および効果の妨げにならない範囲において、共役ジエン単量体単位以外の他の重合性単量体に由来する構成単位を含有していてもよい。他の重合性単量体としては、例えばスチレン、α-メチルスチレン、o-メチルスチレン、m-メチルスチレン、p-メチルスチレン、p-t-ブチルスチレン、2,4-ジメチルスチレン、ビニルナフタレンおよびビニルアントラセン等の芳香族ビニル化合物、並びにメタクリル酸メチル、メチルビニルエーテル、N-ビニルカルバゾール、β-ピネン、8,9-p-メンテン、ジペンテン、メチレンノルボルネン、2-メチレンテトラヒドロフラン、1,3-シクロペンタジエン、1,3-シクロヘキサジエン、1,3-シクロヘプタジエンおよび1,3-シクロオクタジエン等が挙げられる。中でも、スチレン、α-メチルスチレンおよびp-メチルスチレンが好ましく、スチレンがより好ましい。重合体ブロック(b)が上記した他の重合性単量体単位を含有する場合、その具体的な組み合わせとしては、好ましくは、イソプレンとスチレン、ブタジエンとスチレンであり、より好ましくはイソプレンとスチレンである。重合体ブロック(b)がこのような組み合わせを含む場合、A層を構成する樹脂材料のtanδが高くなることがある。
重合体ブロック(b)における他の重合性単量体単位の含有量は、重合体ブロック(b)を構成する全構成単位に対して、好ましくは40モル%未満、より好ましくは35モル%未満、特に好ましくは20モル%未満である。重合体ブロック(b)が上記した他の重合性単量体単位を含有する場合、その結合形態は特に制限はなく、ランダムまたはテーパー状のいずれでもよい。
なお、ブロック共重合体(A)における重合体ブロック(b)中の共役ジエン単量体単位の含有量および他の重合性単量体単位の含有量は、ブロック共重合体(A)の1H-NMRスペクトルから求められ、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の含有量に調整できる。
重合体ブロック(b)を構成する構成単位が、イソプレン単位またはブタジエン単位を含む場合、イソプレンの結合形態としては1,2-結合、3,4-結合または1,4-結合をとることができ、ブタジエンの結合形態としては1,2-結合または1,4-結合をとることができる。
ブロック共重合体(A)における重合体ブロック(b)中の3,4-結合単位および1,2-結合単位の含有量(以下、「ビニル結合量」と称することがある)の合計は、好ましくは20モル%以上、より好ましくは40モル%以上、特に好ましくは50モル%以上である。また、特に制限されるものではないが、上記したビニル結合量の合計は好ましくは90モル%以下、より好ましくは85モル%以下である。ここで、ビニル結合量は、水素添加前のブロック共重合体(A)をCDCl3に溶解して1H-NMRスペクトルを測定して算出される。重合体ブロック(b)を構成する構成単位がイソプレン単位のみからなる場合は、イソプレン単位の全ピーク面積と3,4-結合単位および1,2-結合単位に対応するピーク面積との比からビニル結合量は算出される。重合体ブロック(b)を構成する構成単位がブタジエン単位のみからなる場合は、ブタジエン単位の全ピーク面積と1,2-結合単位に対応するピーク面積との比からビニル結合量は算出される。重合体ブロック(b)を構成する構成単位がイソプレン単位およびブタジエン単位を含む場合は、イソプレン単位およびブタジエン単位の全ピーク面積とイソプレン単位における3,4-結合単位および1,2-結合単位並びにブタジエン単位における1,2-結合単位に対応するピーク面積との比からビニル結合量は算出される。
ブロック共重合体(A)における重合体ブロック(b)中の3,4-結合単位および1,2-結合単位の含有量(以下、「ビニル結合量」と称することがある)の合計は、好ましくは20モル%以上、より好ましくは40モル%以上、特に好ましくは50モル%以上である。また、特に制限されるものではないが、上記したビニル結合量の合計は好ましくは90モル%以下、より好ましくは85モル%以下である。ここで、ビニル結合量は、水素添加前のブロック共重合体(A)をCDCl3に溶解して1H-NMRスペクトルを測定して算出される。重合体ブロック(b)を構成する構成単位がイソプレン単位のみからなる場合は、イソプレン単位の全ピーク面積と3,4-結合単位および1,2-結合単位に対応するピーク面積との比からビニル結合量は算出される。重合体ブロック(b)を構成する構成単位がブタジエン単位のみからなる場合は、ブタジエン単位の全ピーク面積と1,2-結合単位に対応するピーク面積との比からビニル結合量は算出される。重合体ブロック(b)を構成する構成単位がイソプレン単位およびブタジエン単位を含む場合は、イソプレン単位およびブタジエン単位の全ピーク面積とイソプレン単位における3,4-結合単位および1,2-結合単位並びにブタジエン単位における1,2-結合単位に対応するピーク面積との比からビニル結合量は算出される。
ビニル結合量が増えるほどA層を構成する樹脂材料のtanδの値が高くなる傾向にあり、このtanδのピークの位置を特定の温度範囲に制御することにより、得られる中間膜の遮音性を向上させることができる。ビニル結合量は、例えばブロック共重合体(A)を製造するためのアニオン重合の際に用いる有機ルイス塩基の添加量を調節することによって所望の範囲に調整できる。
ブロック共重合体(A)に含まれる重合体ブロック(b)の重量平均分子量は、遮音性等の観点から、水素添加前の状態で、好ましくは15,000~800,000、より好ましくは50,000~700,000、さらに好ましくは70,000~600,000、特に好ましくは90,000~500,000、最も好ましくは130,000~450,000である。ここで、重量平均分子量とは、ゲルパーミエーションクロマトグラフィー(GPC)測定によって求めたポリスチレン換算の重量平均分子量であり、重合体ブロック(b)の重量平均分子量とは、重合体ブロック(b)を共重合する前後の重量平均分子量の差により算出した値を意味する。
重合体ブロック(b)のガラス転移温度は、好ましくは10℃以下、より好ましくは0℃以下であり、好ましくは-30℃以上、より好ましくは-20℃以上である。重合体ブロック(b)のガラス転移温度が前記した下限値と上限値との範囲内であると、A層を構成する樹脂材料のtanδピーク温度を特定の範囲に制御しやすくなり、得られる中間膜の遮音性の向上につながる。重合体ブロック(b)のガラス転移温度は、後述の実施例に記載の方法により測定され、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の範囲に調整できる。
ブロック共重合体(A)は、上記重合体ブロック(b)を少なくとも1つ有していればよい。ブロック共重合体(A)が重合体ブロック(b)を2つ以上有する場合には、それらの重合体ブロック(b)は、互いに同一であっても異なっていてもよい。
ブロック共重合体(A)の水素添加物における重合体ブロック(b)の含有量〔複数の重合体ブロック(b)を有する場合にはそれらの合計含有量〕は、ブロック共重合体(A)の水素添加物の総質量に対して好ましくは75~97質量%(例えば85~97質量%)である。重合体ブロック(b)の含有量が上記範囲内にあると、ブロック共重合体(A)の水素添加物が適度な柔軟性または良好な成形性を有しやすい。また、ブロック共重合体(A)の水素添加物のモルフォロジーによってtanδの値も変化し、特にスフィア構造からなるミクロ相分離構造をとる場合にtanδが高くなる傾向にある。スフィア構造の形成のしやすさには、ブロック共重合体(A)の水素添加物における重合体ブロック(b)の含有量が大きく影響するため、ブロック重合体(A)の水素添加物の総質量に対する重合体ブロック(b)の含有量を好ましくは75~97質量%(例えば85~97質量%)に調整することは、得られる中間膜の遮音性をより向上させる上で非常に有利である。前記した重合体ブロック(b)の含有量は、より好ましくは75~96.5質量%(例えば85~96.5質量%)、さらに好ましくは75~96質量%(例えば85~96質量%)、特に好ましくは80~96質量%(例えば90~96質量%)である。一方で、A層の取扱性および機械物性を高めやすい観点からは、前記した重合体ブロック(b)の含有量は、好ましくは75~94質量%(例えば85~94質量%)、より好ましくは75~92質量%(例えば85~92質量%)、特に好ましくは75~90質量%(例えば85~90質量%)である。また、本発明の好適な一実施態様において、前記した重合体ブロック(b)の含有量は75~96.5質量%(例えば85~96.5質量%)であり、重合体ブロック(b)の含有量がこの範囲内にあると、高い遮音性を確保しつつ、得られるA層の取扱性および機械物性を高めることができる。
なお、ブロック共重合体(A)の水素添加物における重合体ブロック(b)の含有量は、ブロック共重合体(A)の水素添加物の1H-NMRスペクトルから求められ、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の範囲に調整できる。
なお、ブロック共重合体(A)の水素添加物における重合体ブロック(b)の含有量は、ブロック共重合体(A)の水素添加物の1H-NMRスペクトルから求められ、ブロック共重合体(A)の調製において各単量体の仕込み比を調節することにより所望の範囲に調整できる。
ブロック共重合体(A)において重合体ブロック(a)と重合体ブロック(b)とが結合している限りは、その結合形態は限定されず、直鎖状、分岐状、放射状、またはこれらの2つ以上を組合せた結合形態のいずれでもよい。中でも、重合体ブロック(a)と重合体ブロック(b)との結合形態は直鎖状であることが好ましく、その例としては重合体ブロック(a)をAで、また重合体ブロック(b)をBで表したときに、A-Bで示されるジブロック共重合体、A-B-Aで示されるトリブロック共重合体、A-B-A-Bで示されるテトラブロック共重合体、A-B-A-B-Aで示されるペンタブロック共重合体等を挙げることができる。中でも、直鎖状のトリブロック共重合体またはジブロック共重合体が好ましく、A-B-A型のトリブロック共重合体が柔軟性および製造容易性等の観点から好ましく用いられる。
本発明において、A層は第1の熱可塑性樹脂として、上記ブロック共重合体(A)の水素添加物〔以下、「水添ブロック共重合体(A)と称することもある〕を1種以上含有することが好ましい。
耐熱性、耐候性および遮音性の観点から、重合体ブロック(b)が有する炭素-炭素二重結合の80モル%以上が水素添加(以下、「水添」と略称することがある)されていることが好ましく、85モル%以上が水添されていることがより好ましく、88モル%以上が水添されていることがさらに好ましく、90モル%以上が水添されていることが特に好ましい(以下、この値を「水添率」と称することもある)。水添率の上限値に特に制限はない。水添率は99モル%以下であってよく、98モル%以下であってもよい。なお、水添率は、重合体ブロック(b)中の共役ジエン単量体単位中の炭素-炭素二重結合の含有量を水素添加前後に1H-NMR測定によって求め、それらの含有量から算出した値である。
耐熱性、耐候性および遮音性の観点から、重合体ブロック(b)が有する炭素-炭素二重結合の80モル%以上が水素添加(以下、「水添」と略称することがある)されていることが好ましく、85モル%以上が水添されていることがより好ましく、88モル%以上が水添されていることがさらに好ましく、90モル%以上が水添されていることが特に好ましい(以下、この値を「水添率」と称することもある)。水添率の上限値に特に制限はない。水添率は99モル%以下であってよく、98モル%以下であってもよい。なお、水添率は、重合体ブロック(b)中の共役ジエン単量体単位中の炭素-炭素二重結合の含有量を水素添加前後に1H-NMR測定によって求め、それらの含有量から算出した値である。
水添ブロック共重合体(A)のゲルパーミエーションクロマトグラフィーによる標準ポリスチレン換算で求めた重量平均分子量は、好ましくは15,000~800,000、より好ましくは50,000~700,000、さらに好ましくは70,000~600,000、特に好ましくは90,000~500,000、最も好ましくは130,000~450,000である。水添ブロック共重合体(A)の重量平均分子量が前記下限値以上であれば耐熱性が高くなりやすく、前記上限値以下であれば成形性が良好になりやすい。
ブロック共重合体(A)の製造方法は特に限定されない。ブロック共重合体(A)は、例えばアニオン重合法、カチオン重合法またはラジカル重合法等により製造できる。アニオン重合法の具体的な例として、下記(i)~(iii)に記載の方法を挙げることができる。
(i)アルキルリチウム化合物を開始剤として用い、芳香族ビニル単量体、共役ジエン単量体、次いで芳香族ビニル単量体を逐次重合させる方法;
(ii)アルキルリチウム化合物を開始剤として用い、芳香族ビニル単量体、共役ジエン単量体を逐次重合させ、次いでカップリング剤を加えてカップリングする方法;
(iii)ジリチウム化合物を開始剤として用い、共役ジエン単量体、次いで芳香族ビニル単量体を逐次重合させる方法。
(i)アルキルリチウム化合物を開始剤として用い、芳香族ビニル単量体、共役ジエン単量体、次いで芳香族ビニル単量体を逐次重合させる方法;
(ii)アルキルリチウム化合物を開始剤として用い、芳香族ビニル単量体、共役ジエン単量体を逐次重合させ、次いでカップリング剤を加えてカップリングする方法;
(iii)ジリチウム化合物を開始剤として用い、共役ジエン単量体、次いで芳香族ビニル単量体を逐次重合させる方法。
共役ジエン単量体を用いる場合、アニオン重合の際に有機ルイス塩基を添加することによって第1の熱可塑性樹脂の1,2-結合量および3,4-結合量を増やすことができ、有機ルイス塩基の添加量を調整することによって第1の熱可塑性樹脂の1,2-結合量および3,4-結合量、即ちビニル結合量を容易に制御することができる。ビニル結合量が増えるほどA層を構成する樹脂材料のtanδの値が高くなる傾向にあり、このtanδのピークの位置を特定の温度範囲に制御することにより、得られる中間膜の遮音性を向上させることができる。
前記有機ルイス塩基としては、例えば酢酸エチル等のエステル;トリエチルアミン、N,N,N’,N’-テトラメチルエチレンジアミン(TMEDA)、N-メチルモルホリン等のアミン;ピリジン等の含窒素複素環式芳香族化合物;ジメチルアセトアミド等のアミド;ジメチルエーテル、ジエチルエーテル、テトラヒドロフラン(THF)、ジオキサン等のエーテル;エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル等のグリコールエーテル;ジメチルスルホキシド等のスルホキシド;アセトン、メチルエチルケトン等のケトン等が挙げられる。
ブロック共重合体(A)を水素添加反応に付すことにより、水添ブロック共重合体(A)を得ることができる。未水添のブロック共重合体(A)を水素添加反応に付す方法としては、例えば、生成したブロック共重合体(A)を含む反応液から未水添のブロック共重合体(A)を単離し、それを水素添加触媒に対して不活性な溶媒に溶解したもの、または前記反応液中の未水添のブロック共重合体(A)を、水素添加触媒の存在下で水素と反応させる方法が挙げられる。水添率は、好ましくは80モル%以上、より好ましくは85モル%以上、さらに好ましくは88モル%以上、特に好ましくは90モル%以上である。
水素添加触媒としては、例えばラネーニッケル;Pt、Pd、Ru、Rh、Ni等の金属をカーボン、アルミナ、珪藻土等の担体に担持させた不均一系触媒;遷移金属化合物とアルキルアルミニウム化合物、アルキルリチウム化合物等との組み合わせからなるチーグラー系触媒;メタロセン系触媒等が挙げられる。水素添加反応は通常、水素圧力0.1MPa以上20MPa以下、反応温度20℃以上250℃以下、反応時間0.1時間以上100時間以下の条件下で行なうことができる。
A層を構成する樹脂材料はJIS K 7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで測定されるtanδが最大となるピークを-30℃以上10℃以下の範囲に有する。tanδピーク温度が-30℃より低い範囲にあると、5000Hzから10000Hzの周波数域の遮音性の低下が顕著となる。一方、tanδピーク温度が10℃より高い範囲にあると、2000Hzから5000Hzの中周波数域の遮音性の低下が顕著となる。ここで、tanδとは、損失正接とも称され、せん断損失弾性率をせん断貯蔵弾性率で除したものであり、この値が高いほど高い遮音性が期待される。なおtanδは、後述する実施例に記載の方法により測定される。
本発明においてA層を構成する樹脂材料のtanδピーク温度は、好ましくは-25℃以上、より好ましくは-20℃以上であり、好ましくは0℃以下、より好ましくは-5℃以下である。tanδピーク温度が前記した下限値と上限値との範囲内であると、2000Hzから10000Hzまでの周波数域における良好な遮音性がもたらされやすい。
tanδピーク温度を調整する方法としては、ブロック共重合体(A)において、ハードセグメントである重合体ブロック(a)の含有量を調整したり、ハードセグメントである重合体ブロック(a)またはソフトセグメントである重合体ブロック(b)を構成する単量体の種類、結合形態もしくは各セグメント自体のガラス転移温度等を調整したりする方法等が挙げられる。具体的には、例えばブロック共重合体(A)における重合体ブロック(a)の含有量を少なくすること、または重合体ブロック(b)を構成する単量体の種類もしくは組み合わせの変更等によりビニル結合量を多くすることによって、tanδピーク温度を調整する(高くする)ことができる。
本発明において、A層の少なくとも1層の樹脂材料の、好ましくはA層の少なくとも2層の樹脂材料の、より好ましくはA層の全ての樹脂材料のtanδピーク高さは1.5以上である。A層の全ての樹脂材料のtanδピーク高さが1.5未満である場合、すなわち、A層の樹脂材料のtanδピーク高さが1.5以上となるA層を1層も含まない場合、所望の遮音性は得られない。前記tanδピーク高さは好ましくは2.0以上、より好ましくは2.2以上、特に好ましくは2.4以上である。前記tanδピーク高さの上限値は特に限定されない。前記tanδピーク高さは通常5.0以下である。
tanδピーク高さを高くする方法としては、ミクロ相分離構造をスフィア構造とすること、重合体ブロック(b)中のビニル結合量を高めること等が挙げられる。
A層を構成する樹脂材料について、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率は、好ましくは1.0GPa未満である。
A層を構成する樹脂材料は、第1の熱可塑性樹脂としての前記水添ブロック共重合体(A)を、樹脂材料の総質量に対して、好ましくは60質量%以上、より好ましくは70質量%以上、さらに好ましくは80質量%以上の量で含む。A層を構成する樹脂材料は、前記水添ブロック共重合体(A)に加えて、必要に応じて、また本発明の効果が損なわれない範囲において、他の熱可塑性樹脂(例えば、結晶核剤等の添加剤;水添クマロン・インデン樹脂、水添ロジン系樹脂、水添テルペン樹脂、脂環式系水添石油樹脂等の水添系樹脂;オレフィンおよびジオレフィン重合体からなる脂肪族系樹脂等の粘着付与樹脂;水添ポリイソプレン、水添ポリブタジエン、ブチルゴム、ポリイソブチレン、ポリブテン、ポリオレフィン系エラストマー、具体的にはエチレン-プロピレン共重合体、エチレン-ブチレン共重合体、プロピレン-ブチレン共重合体、ポリオレフィン系樹脂、オレフィン系重合体、ポリエチレン系樹脂等)を含んでもよい。特に好ましくは、A層を構成する樹脂材料は、第1の熱可塑性樹脂としての前記水添ブロック共重合体(A)からなる。
本発明の合わせガラス用中間膜において、A層1層の厚さは好ましくは50μm以上450μm以下である。A層の最適な厚さは、中間膜を構成する他の層(例えば後述するB層やC層)の厚さまたは各層の貯蔵弾性率等により異なるが、A層が厚いほど遮音性が高くなる一方で中間膜全体の貯蔵弾性率が下がる傾向にある。これにより、A層1層の厚さが450μmより厚くなると、合わせガラスのコインシデンス効果の起こる周波数域が6000Hzよりも高くなりやすく、6000Hz以上の周波数域における遮音性の低下が顕著になることがある。高周波数域の遮音性をより高める点から、A層1層の厚さは、より好ましくは350μm以下、特に好ましくは300μm以下である。また、A層の厚さが50μmより薄い場合には、貯蔵弾性率が高くなり、コインシデンス効果の起こる周波数域が中周波数域になることがあり、4000~6000Hzの中周波数域における遮音性の低下が顕著になることがある。特にこの周波数域における遮音性は実用上重要であり、また、遮音性の改善効果もA層の厚さの低下に伴って小さくなることから、A層1層の厚さは、より好ましくは70μm以上、特に好ましくは90μm以上、さらに好ましくは110μm以上である。また、複数のA層の総厚さは、好ましくは950μm以下、より好ましくは700μm以下である。複数のA層の各厚さは同一であってもよく、異なっていてもよい。厚さは厚み計で測定される。また複数のA層は、同一の樹脂材料から構成されても良く、異なる樹脂材料から構成されてもよい。
A層を構成する樹脂材料には、その他の成分として、後述するような酸化防止剤、紫外線吸収剤、光安定剤、ブロッキング防止剤、顔料、染料または遮熱材料等が必要に応じて添加されてもよい。なお、本発明の合わせガラス用中間膜において、これらの添加剤は、複数枚のA層、1枚または複数枚のB層、および1枚または複数枚のC層からなる群から選択される1層以上の層に含まれていてよい。前記群から選択される2層以上の層に添加剤が含まれる場合、それらの層に同じ添加剤が含まれていてもよく、異なるものが含まれていてもよい。
酸化防止剤としては、例えばフェノール系酸化防止剤、リン系酸化防止剤および硫黄系酸化防止剤等が挙げられる。
フェノール系酸化防止剤の例としては、例えば1,3,5-トリス(4-tert-ブチル-3-ヒドロキシ-2,6-ジメチルベンジル)-1,3,5-トリアジン-2,4,6-(1H,3H,5H)-トリオン、2-t-ブチル-6-(3-t-ブチル-2-ヒドロキシ-5-メチルベンジル)-4-メチルフェニルアクリレート、2,4-ジ-t-アミル-6-(1-(3,5-ジ-t-アミル-2-ヒドロキシフェニル)エチル)フェニルアクリレート等のアクリレート系化合物、2,6-ジ-t-ブチル-4-メチルフェノール、2,6-ジ-t-ブチル-4-エチルフェノール、オクタデシル-3-(3,5-)ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート、2,2’-メチレン-ビス(4-メチル-6-t-ブチルフェノール)、4,4’-ブチリデン-ビス(4-メチル-6-t-ブチルフェノール)、4,4’-ブチリデン-ビス(6-t-ブチル-m-クレゾール)、4,4’-チオビス(3-メチル-6-t-ブチルフェノール)、ビス(3-シクロヘキシル-2-ヒドロキシ-5-メチルフェニル)メタン、3,9-ビス(2-(3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロピオニルオキシ)-1,1-ジメチルエチル)-2,4,8,10-テトラオキサスピロ[5.5]ウンデカン、1,1,3-トリス(2-メチル-4-ヒドロキシ-5-t-ブチルフェニル)ブタン、1,3,5-トリメチル-2,4,6-トリス(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)ベンゼン、テトラキス(メチレン-3-(3’,5’-ジ-t-ブチル-4’-ヒドロキシフェニル)プロピオネート)メタン、またはトリエチレングリコールビス(3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロピオネート)等のアルキル置換フェノール系化合物、6-(4-ヒドロキシ-3,5-ジ-t-ブチルアニリノ)-2,4-ビス-オクチルチオ-1,3,5-トリアジン、6-(4-ヒドロキシ-3,5-ジメチルアニリノ)-2,4-ビス-オクチルチオ-1,3,5-トリアジン、6-(4-ヒドロキシ-3-メチル-5-t-ブチルアニリノ)-2,4-ビス-オクチルチオ-1,3,5-トリアジン、または2-オクチルチオ-4,6-ビス-(3,5-ジ-t-ブチル-4-オキシアニリノ)-1,3,5-トリアジン等のトリアジン基含有フェノール系化合物等が挙げられる。
フェノール系酸化防止剤の例としては、例えば1,3,5-トリス(4-tert-ブチル-3-ヒドロキシ-2,6-ジメチルベンジル)-1,3,5-トリアジン-2,4,6-(1H,3H,5H)-トリオン、2-t-ブチル-6-(3-t-ブチル-2-ヒドロキシ-5-メチルベンジル)-4-メチルフェニルアクリレート、2,4-ジ-t-アミル-6-(1-(3,5-ジ-t-アミル-2-ヒドロキシフェニル)エチル)フェニルアクリレート等のアクリレート系化合物、2,6-ジ-t-ブチル-4-メチルフェノール、2,6-ジ-t-ブチル-4-エチルフェノール、オクタデシル-3-(3,5-)ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート、2,2’-メチレン-ビス(4-メチル-6-t-ブチルフェノール)、4,4’-ブチリデン-ビス(4-メチル-6-t-ブチルフェノール)、4,4’-ブチリデン-ビス(6-t-ブチル-m-クレゾール)、4,4’-チオビス(3-メチル-6-t-ブチルフェノール)、ビス(3-シクロヘキシル-2-ヒドロキシ-5-メチルフェニル)メタン、3,9-ビス(2-(3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロピオニルオキシ)-1,1-ジメチルエチル)-2,4,8,10-テトラオキサスピロ[5.5]ウンデカン、1,1,3-トリス(2-メチル-4-ヒドロキシ-5-t-ブチルフェニル)ブタン、1,3,5-トリメチル-2,4,6-トリス(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)ベンゼン、テトラキス(メチレン-3-(3’,5’-ジ-t-ブチル-4’-ヒドロキシフェニル)プロピオネート)メタン、またはトリエチレングリコールビス(3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロピオネート)等のアルキル置換フェノール系化合物、6-(4-ヒドロキシ-3,5-ジ-t-ブチルアニリノ)-2,4-ビス-オクチルチオ-1,3,5-トリアジン、6-(4-ヒドロキシ-3,5-ジメチルアニリノ)-2,4-ビス-オクチルチオ-1,3,5-トリアジン、6-(4-ヒドロキシ-3-メチル-5-t-ブチルアニリノ)-2,4-ビス-オクチルチオ-1,3,5-トリアジン、または2-オクチルチオ-4,6-ビス-(3,5-ジ-t-ブチル-4-オキシアニリノ)-1,3,5-トリアジン等のトリアジン基含有フェノール系化合物等が挙げられる。
リン系酸化防止剤としては、例えばトリス(2,4-ジ-t-ブチルフェニル)ホスフェイト、トリフェニルホスファイト、ジフェニルイソデシルホスファイト、フェニルジイソデシルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(ジノニルフェニル)ホスファイト、トリス(2-t-ブチル-4-メチルフェニル)ホスファイト、トリス(シクロヘキシルフェニル)ホスファイト、2,2-メチレンビス(4,6-ジ-t-ブチルフェニル)オクチルホスファイト、9,10-ジヒドロ-9-オキサ-10-ホスファフェナントレン-10-オキサイド、10-(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)-9,10-ジヒドロ-9-オキサ-10-ホスファフェナントレン-10-オキサイド、または10-デシロキシ-9,10-ジヒドロ-9-オキサ-10-ホスファフェナントレン等のモノホスファイト系化合物、4,4’-ブチリデン-ビス(3-メチル-6-t-ブチルフェニル-ジ-トリデシルホスファイト)、4,4’-イソプロピリデン-ビス(フェニル-ジ-アルキル(C12~C15)ホスファイト)4,4’-イソプロピリデン-ビス(ジフェニルモノアルキル(C12~C15)ホスファイト)、1,1,3-トリス(2-メチル-4-ジ-トリデシルホスファイト-5-t-ブチルフェニル)ブタン、またはテトラキス(2,4-ジ-tブチルフェニル)-4,4’-ビフェニレンホスファイト等のジホスファイト系化合物等が挙げられる。これらの中でもモノホスファイト系化合物が好ましい。
硫黄系酸化防止剤としては、例えばジラウリル3,3’-チオジプロピオネート、ジステアリル3,3-チオジプロピオネート、ラウリルステアリル3,3’-チオジプロピオネート、ペンタエリスリトール-テトラキス-(β-ラウリル-チオプロピオネート)、3,9-ビス(2-ドデシルチオエチル)-2,4,8,10-テトラオキサスピロ[5.5]ウンデカン等が挙げられる。
酸化防止剤の添加量は、第1の熱可塑性樹脂100質量部に対して、好ましくは0.001質量部以上、より好ましくは0.01質量部以上であり、好ましくは5質量部以下、より好ましくは1質量部以下である。酸化防止剤の量が前記下限値以上であり前記上限値以下であれば、十分な酸化防止効果を付与することができる。
紫外線吸収剤としては、例えばベンゾトリアゾール系紫外線吸収剤、ヒンダードアミン系紫外線吸収剤、ベンゾエート系紫外線吸収剤、トリアジン系化合物、ベンゾフェノン系化合物、マロン酸エステル系化合物、インドール系化合物、シュウ酸アニリド系化合物等が挙げられる。紫外線吸収剤は、1つを単独で用いてもよく、2つ以上を組み合わせて用いてもよい。
本発明の一態様では好ましくは、合わせガラス用中間膜における少なくとも1つの層は紫外線吸収剤を含んでなる。この態様において、紫外線吸収剤は好ましくは、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、トリアジン系化合物、ヒンダードアミン系化合物、ベンゾエート系化合物、マロン酸エステル系化合物、インドール系化合物およびシュウ酸アニリド系化合物からなる群から選択される少なくとも1つである。
本発明の一態様では好ましくは、合わせガラス用中間膜における少なくとも1つの層は紫外線吸収剤を含んでなる。この態様において、紫外線吸収剤は好ましくは、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、トリアジン系化合物、ヒンダードアミン系化合物、ベンゾエート系化合物、マロン酸エステル系化合物、インドール系化合物およびシュウ酸アニリド系化合物からなる群から選択される少なくとも1つである。
紫外線吸収剤の添加量は、第1の熱可塑性樹脂に対して質量基準で、好ましくは10ppm以上、より好ましくは100ppm以上であり、好ましくは50,000ppm以下、より好ましくは10,000ppm以下である。紫外線吸収剤の添加量が前記した下限値と上限値との範囲内であると、十分な紫外線吸収効果を期待できる。
光安定剤としては、例えばヒンダードアミン系光安定剤等が挙げられる。
ブロッキング防止剤としては、無機粒子および有機粒子が挙げられる。無機粒子としては、例えばIA族、IIA族、IVA族、VIA族、VIIA族、VIIIA族、IB族、IIB族、IIIB族およびIVB族元素の酸化物、水酸化物、硫化物、窒素化物、ハロゲン化物、炭酸塩、硫酸塩、酢酸塩、リン酸塩、亜リン酸塩、有機カルボン酸塩、ケイ酸塩、チタン酸塩、硼酸塩およびそれらの含水化合物、並びにそれらを主成分として含む複合化合物および天然鉱物粒子が挙げられる。ここで主成分とは、含有量が最も高い成分である。有機粒子としては、例えばフッ素樹脂、メラミン系樹脂、スチレン-ジビニルベンゼン共重合体、アクリル系レジンシリコーンおよびそれらの架橋体が挙げられる。
遮熱材料を含むことで、合わせガラス用中間膜に遮熱機能を付与し、合わせガラスとしたときに波長約1500nmの近赤外光の透過率を下げることができる。
遮熱材料としては、例えば熱線遮蔽機能を有する熱線遮蔽粒子、または熱線遮蔽機能を有する有機色素化合物を樹脂もしくはガラスに含有させた材料等が挙げられる。熱線遮蔽機能を有する粒子としては、例えば錫ドープ酸化インジウム、アンチモンドープ酸化錫、アルミニウムドープ酸化亜鉛、錫ドープ酸化亜鉛、ケイ素ドープ酸化亜鉛等の酸化物の粒子、LaB6(六ホウ化ランタン)粒子等の熱線遮蔽機能を有する無機材料の粒子等が挙げられる。また、熱線遮蔽機能を有する有機色素化合物としては、例えばジイモニウム系色素、アミニウム系色素、フタロシアニン系色素、アントラキノン系色素、ポリメチン系色素、ベンゼンジチオール型アンモニウム系化合物、チオ尿素誘導体、チオール金属錯体等が挙げられる。遮熱材料は、1つを単独で用いてもよく、2つ以上を組み合わせて用いてもよい。
遮熱材料としては、例えば熱線遮蔽機能を有する熱線遮蔽粒子、または熱線遮蔽機能を有する有機色素化合物を樹脂もしくはガラスに含有させた材料等が挙げられる。熱線遮蔽機能を有する粒子としては、例えば錫ドープ酸化インジウム、アンチモンドープ酸化錫、アルミニウムドープ酸化亜鉛、錫ドープ酸化亜鉛、ケイ素ドープ酸化亜鉛等の酸化物の粒子、LaB6(六ホウ化ランタン)粒子等の熱線遮蔽機能を有する無機材料の粒子等が挙げられる。また、熱線遮蔽機能を有する有機色素化合物としては、例えばジイモニウム系色素、アミニウム系色素、フタロシアニン系色素、アントラキノン系色素、ポリメチン系色素、ベンゼンジチオール型アンモニウム系化合物、チオ尿素誘導体、チオール金属錯体等が挙げられる。遮熱材料は、1つを単独で用いてもよく、2つ以上を組み合わせて用いてもよい。
本発明の一態様では好ましくは、合わせガラス用中間膜における少なくとも1つの層は遮熱材料を含んでなる。この態様において、遮熱材料は好ましくは、錫ドープ酸化インジウム、アンチモンドープ酸化錫、アンチモン酸亜鉛、金属ドープ酸化タングステン、ジイモニウム系色素、アミニウム系色素、フタロシアニン系色素、アントラキノン系色素、ポリメチン系色素、ベンゼンジチオール型アンモニウム系化合物、チオ尿素誘導体、チオール金属錯体、アルミニウムドープ酸化亜鉛、錫ドープ酸化亜鉛、ケイ素ドープ酸化亜鉛、六ホウ化ランタンおよび酸化バナジウムからなる群から選択される少なくとも1つである。
遮熱材料として熱線遮蔽粒子を用いる場合、その含有量は、好ましくは0.01質量%以上、より好ましくは0.05質量%以上、さらに好ましくは0.1質量%以上、特に好ましくは0.2質量%以上であり、好ましくは5質量%以下、より好ましくは3質量%以下である。本発明において遮熱材料は、A層、後述するB層、後述する(第3の熱可塑性樹脂を含有する場合の)C層および存在する場合は後述するD層のいずれに含まれていてもよく、上記した「含有量」とは、A層、B層、(第3の熱可塑性樹脂を含有する場合の)C層および存在する場合はD層を構成する樹脂材料全ての総質量を100質量%とした場合の量を意味する。後述する有機色素化合物の「含有量」も同じ意味を有する。熱線遮蔽粒子の含有量が前記した下限値と上限値との範囲内であると、得られる中間膜を用いた合わせガラスの可視光線の透過率に影響を及ぼすことなく、波長約1500nmの近赤外光の透過率を効果的に下げやすい。中間膜の透明性の観点から、熱線遮蔽粒子の平均粒子径は、好ましくは100nm以下、より好ましくは50nm以下である。なお、この平均粒子径はレーザー回折装置で測定される平均粒子径である。
遮熱材料として有機色素化合物を用いる場合、その含有量は、好ましくは0.001質量%以上、より好ましくは0.005質量%以上、さらに好ましくは0.01質量%以上であり、好ましくは1質量%以下、より好ましくは0.5質量%以下である。有機色素化合物の含有量が前記した下限値と上限値との範囲内であると、得られる中間膜を用いた合わせガラスの可視光線の透過率に影響を及ぼすことなく、波長約1500nmの近赤外光の透過率を効果的に下げやすい。
<B層>
本発明の合わせガラス用中間膜は、少なくともガラスと接する面にB層を含むことが好ましく、B層はガラスに対して接着性を持つ層であることが好ましい。C層として、無機ガラスではなく、アクリル樹脂、ポリカーボネート樹脂またはポリエステル樹脂等の熱可塑性樹脂を含有する層を用いる場合には、A層とC層との間に必ずしもB層を備える必要はないが、B層を備えることを否定するものではない。
B層は、第2の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料とは異なる樹脂材料から構成されている。ここで「A層を構成する樹脂材料とは異なる樹脂材料」とは、A層を構成する樹脂材料と同一の樹脂材料以外の樹脂材料を意味する。例えば、A層に含まれる第1の熱可塑性樹脂とB層に含まれる第2の熱可塑性樹脂とがともにポリビニルブチラール樹脂であっても、A層を構成する樹脂材料がB層を構成する樹脂材料と同一でなければ、B層はA層を構成する樹脂材料とは異なる樹脂材料から構成されていると言える。具体的には例えば、A層を構成する樹脂材料が50~65質量%のポリビニルブチラール樹脂X1と35~50質量%の可塑剤Y1とからなる樹脂材料であり、B層を構成する樹脂材料が70~90質量%のポリビニルブチラール樹脂X1と10~30質量%の可塑剤Y1とからなる樹脂材料であってもよい。また例えば、A層を構成する樹脂材料がビニルアルコール単位1~10モル%のポリビニルブチラール樹脂X2からなる樹脂材料であり、B層を構成する樹脂材料がビニルアルコール単位10.1~30モル%のポリビニルブチラール樹脂X3からなる樹脂材料であってもよい。
温度に依存して隣接する層間で可塑剤が移行し、各層の可塑剤の含有量が変わることによって遮音特性が変化することを回避する観点からは、A層とB層のいずれかは、可塑剤を実質的に含まない樹脂材料で構成されていることが好ましい。例えば、A層とB層のいずれかを構成する樹脂材料において、可塑剤の含有量が、10質量%以下、5質量%以下、1質量%以下または0質量%であることが好ましい。
本発明の合わせガラス用中間膜は、少なくともガラスと接する面にB層を含むことが好ましく、B層はガラスに対して接着性を持つ層であることが好ましい。C層として、無機ガラスではなく、アクリル樹脂、ポリカーボネート樹脂またはポリエステル樹脂等の熱可塑性樹脂を含有する層を用いる場合には、A層とC層との間に必ずしもB層を備える必要はないが、B層を備えることを否定するものではない。
B層は、第2の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料とは異なる樹脂材料から構成されている。ここで「A層を構成する樹脂材料とは異なる樹脂材料」とは、A層を構成する樹脂材料と同一の樹脂材料以外の樹脂材料を意味する。例えば、A層に含まれる第1の熱可塑性樹脂とB層に含まれる第2の熱可塑性樹脂とがともにポリビニルブチラール樹脂であっても、A層を構成する樹脂材料がB層を構成する樹脂材料と同一でなければ、B層はA層を構成する樹脂材料とは異なる樹脂材料から構成されていると言える。具体的には例えば、A層を構成する樹脂材料が50~65質量%のポリビニルブチラール樹脂X1と35~50質量%の可塑剤Y1とからなる樹脂材料であり、B層を構成する樹脂材料が70~90質量%のポリビニルブチラール樹脂X1と10~30質量%の可塑剤Y1とからなる樹脂材料であってもよい。また例えば、A層を構成する樹脂材料がビニルアルコール単位1~10モル%のポリビニルブチラール樹脂X2からなる樹脂材料であり、B層を構成する樹脂材料がビニルアルコール単位10.1~30モル%のポリビニルブチラール樹脂X3からなる樹脂材料であってもよい。
温度に依存して隣接する層間で可塑剤が移行し、各層の可塑剤の含有量が変わることによって遮音特性が変化することを回避する観点からは、A層とB層のいずれかは、可塑剤を実質的に含まない樹脂材料で構成されていることが好ましい。例えば、A層とB層のいずれかを構成する樹脂材料において、可塑剤の含有量が、10質量%以下、5質量%以下、1質量%以下または0質量%であることが好ましい。
B層を構成する樹脂材料は、第2の熱可塑性樹脂からなるか、または第2の熱可塑性樹脂を含有する樹脂組成物からなる。B層は第2の熱可塑性樹脂として、好ましくはポリビニルアセタール樹脂またはアイオノマー樹脂を含有する。B層がポリビニルアセタール樹脂またはアイオノマー樹脂を含有することにより、本発明の合わせガラス用中間膜を用いて製造した合わせガラスの破損時のガラス飛散性が低くなりやすい。
第2の熱可塑性樹脂としてポリビニルアセタール樹脂を用いる場合、ポリビニルアセタール樹脂のアセタール化度は、好ましくは40モル%以上、より好ましくは60モル%以上であり、好ましくは90モル%以下、より好ましくは85モル%以下、さらに好ましくは80モル%以下である。アセタール化度は、ポリビニルアセタール樹脂の製造原料であるポリビニルアルコール系樹脂中の主鎖の炭素2個からなる単位(例えば、ビニルアルコール単位、酢酸ビニル単位、エチレン単位等)を一繰返し単位とし、その一繰返し単位を基準とした、アセタールを形成する上記単位の量である。アセタール化度が前記した下限値と上限値との範囲内であると、ポリビニルアセタール樹脂と可塑剤との相溶性が良好になりやすく、ポリビニルアセタール樹脂および可塑剤を含有する樹脂材料を容易に得やすいため、プロセス上の観点から好ましい。また、ポリビニルアセタール樹脂のアセタール化度は、耐水性の観点からは65モル%以上であることが好ましい。アセタール化度は、アセタール化反応におけるアルデヒドの使用量を調整することにより調整できる。
ポリビニルアセタール樹脂の酢酸ビニル単位の含有量は好ましくは30モル%以下、より好ましくは20モル%以下である。酢酸ビニル単位の含有量は、ポリビニルアセタール樹脂の製造原料であるポリビニルアルコール系樹脂中の主鎖の炭素2個からなる単位(例えば、ビニルアルコール単位、酢酸ビニル単位、エチレン単位等)を一繰返し単位とし、その一繰返し単位を基準とした酢酸ビニル単位の量である。酢酸ビニル単位の含有量が前記上限値以下であると、ポリビニルアセタール樹脂の製造時にブロッキングを起こし難く、製造しやすくなる。酢酸ビニル単位の含有量の下限値は特に限定されない。酢酸ビニル単位の含有量は通常は0.3モル%以上である。酢酸ビニル単位の含有量は、原料のポリビニルアルコール系樹脂のケン化度を適宜調整することにより調整できる。
ポリビニルアセタール樹脂のビニルアルコール単位の含有量は好ましくは5モル%以上、より好ましくは10モル%以上、さらに好ましくは15モル%以上であり、好ましくは35モル%以下、より好ましくは30モル%以下、さらに好ましくは25モル%以下、特に好ましくは20モル%以下である。ビニルアルコール単位の含有量は、ポリビニルアセタール樹脂の製造原料であるポリビニルアルコール系樹脂中の主鎖の炭素2個からなる単位(例えば、ビニルアルコール単位、酢酸ビニル単位、エチレン単位等)を一繰返し単位とし、その一繰返し単位を基準としたビニルアルコール単位の量である。ビニルアルコール単位の含有量が前記下限値以上であると、可塑剤として後述するような水酸基を有する化合物を用いた場合に、可塑剤が有する水酸基とポリビニルアセタール樹脂との相互作用(水素結合)を十分発現させることができ、その結果、ポリビニルアセタール樹脂と可塑剤との相溶性が良好になり、可塑剤が他の層へ移行し難くなる傾向にある。また、ビニルアルコール単位の含有量が前記上限値以下であると、安全ガラスとして中間膜に要求される耐貫通性または耐衝撃性機能を好適に制御することができる。ビニルアルコール単位の含有量は、アセタール化反応におけるアルデヒドの使用量を調整することにより調整できる。
ポリビニルアセタール樹脂は通常、アセタールを形成する単位、ビニルアルコール単位および酢酸ビニル単位から構成されており、これらの各単位量は、例えばJIS K6728「ポリビニルブチラール試験方法」または核磁気共鳴法(NMR)によって測定される。
ポリビニルアセタール樹脂としては、1種のみを単独で用いてもよく、アセタール化度または粘度平均重合度等が異なる2種以上を組み合わせて用いてもよい。
ポリビニルアセタール樹脂としては、1種のみを単独で用いてもよく、アセタール化度または粘度平均重合度等が異なる2種以上を組み合わせて用いてもよい。
ポリビニルアセタール樹脂は従来公知の方法により製造でき、代表的には、ポリビニルアルコール系樹脂(例えばポリビニルアルコール樹脂またはエチレンビニルアルコールコポリマー)をアルデヒドによりアセタール化することによって製造できる。具体的には例えば、ポリビニルアルコール系樹脂を温水に溶解し、得られた水溶液を所定の温度(例えば0℃以上、好ましくは10℃以上、例えば90℃以下、好ましくは20℃以下)に保持しておいて、所要の酸触媒およびアルデヒドを加え、撹拌しながらアセタール化反応を進行させる。次いで、反応温度を70℃程度に上げて熟成して、反応を完結させ、その後、中和、水洗および乾燥を行って、ポリビニルアセタール樹脂の粉末を得ることができる。
ポリビニルアセタール樹脂の原料となるポリビニルアルコール系樹脂の粘度平均重合度は、好ましくは100以上、より好ましくは300以上、より好ましくは400以上、さらに好ましくは600以上、特に好ましくは700以上、最も好ましくは750以上である。ポリビニルアルコール系樹脂の粘度平均重合度が低すぎると、耐貫通性、耐クリープ物性、特に85℃、85%RHのような高温高湿条件下での耐クリープ物性が低下することがある。また、ポリビニルアルコール系樹脂の粘度平均重合度は、好ましくは5000以下、より好ましくは3000以下、さらに好ましくは2500以下、特に好ましくは2300以下、最も好ましくは2000以下である。ポリビニルアルコール系樹脂の粘度平均重合度が高すぎると、B層の成形が難しくなることがある。
さらに、得られる合わせガラス用中間膜のラミネート(積層)適性を向上させ、外観に一層優れた合わせガラスを得るためには、ポリビニルアルコール系樹脂の粘度平均重合度は好ましくは1500以下、より好ましくは1100以下、さらに好ましくは1000以下である。
なお、ポリビニルアセタール樹脂の好ましい粘度平均重合度の値は、上記したポリビニルアルコール系樹脂の好ましい粘度平均重合度の値と同一である。
得られるポリビニルアセタール樹脂の酢酸ビニル単位を30モル%以下に設定するために、ケン化度が70モル%以上のポリビニルアルコール系樹脂を使用することが好ましい。ポリビニルアルコール系樹脂のケン化度が前記下限値以上であると、樹脂の透明性や耐熱性に優れる傾向にあり、またアルデヒドとの反応性も良好となる。ケン化度は、より好ましくは95モル%以上である。
ポリビニルアルコール系樹脂の粘度平均重合度およびケン化度は、例えば、JIS K 6726「ポリビニルアルコール試験方法」に基づいて測定することができる。
ポリビニルアルコール系樹脂のアセタール化に用いるアルデヒドとしては、炭素数が1以上12以下のアルデヒドが好ましい。アルデヒドの炭素数が前記範囲内であるとアセタール化の反応性が良好であり、反応中に樹脂のブロックが発生し難くなり、ポリビニルアセタール樹脂の合成を容易に行うことができる。
アルデヒドとしては特に限定されず、例えばホルムアルデヒド、アセトアルデヒド、プロピオンアルデヒド、n-ブチルアルデヒド、イソブチルアルデヒド、バレルアルデヒド、n-ヘキシルアルデヒド、2-エチルブチルアルデヒド、n-ヘプチルアルデヒド、n-オクチルアルデヒド、n-ノニルアルデヒド、n-デシルアルデヒド、ベンズアルデヒドおよびシンナムアルデヒド等の脂肪族、芳香族または脂環式アルデヒドが挙げられる。これらの中でも炭素数が2以上6以下の脂肪族アルデヒドが好ましく、n-ブチルアルデヒドが特に好ましい。また、上記アルデヒドは1種のみを単独で用いてもよいし、2種以上を併用してもよい。さらに、多官能性アルデヒドやその他の官能基を有するアルデヒド等を全アルデヒドの20質量%以下の範囲で少量併用してもよい。
ポリビニルアセタール樹脂としてはポリビニルブチラール樹脂が最も好ましい。ポリビニルブチラール樹脂としては、ビニルエステルと他の単量体との共重合体をケン化して得られるポリビニルアルコール系重合体を、ブチルアルデヒドを用いてブチラール化した変性ポリビニルブチラール樹脂を用いることができる。前記した他の単量体としては、例えばエチレン、プロピレンおよびスチレンが挙げられる。また、前記した他の単量体として、水酸基、カルボキシル基またはカルボキシレート基を有する単量体を用いることができる。
B層が第2の熱可塑性樹脂としてポリビニルブチラール樹脂を含有する場合、B層は可塑剤をさらに含有してよい。可塑剤は特に限定されない。可塑剤として、一価カルボン酸エステル系可塑剤もしくは多価カルボン酸エステル系可塑剤等のカルボン酸エステル系可塑剤;リン酸エステル系可塑剤もしくは亜リン酸エステル系可塑剤、またはカルボン酸ポリエステル系可塑剤、炭酸ポリエステル系可塑剤もしくはポリアルキレングリコール系可塑剤等の高分子可塑剤、またはひまし油等のヒドロキシカルボン酸と多価アルコールとのエステル化合物;ヒドロキシカルボン酸と一価もしくは多価アルコールとのエステル化合物等のヒドロキシカルボン酸エステル系可塑剤も使用することができる。可塑剤は、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
一価カルボン酸エステル系可塑剤としては、ブタン酸、イソブタン酸、へキサン酸、2-エチルブタン酸、へプタン酸、オクチル酸、2-エチルヘキサン酸またはラウリル酸等の一価カルボン酸と、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、ポリエチレングリコール、ポリプロピレングリコールまたはグリセリン等の多価アルコールとの縮合反応により得られる化合物が挙げられる。その具体的な化合物を例示すると、トリエチレングリコールジ2-ジエチルブタノエート、トリエチレングリコールジヘプタノエート、トリエチレングリコールジ2-エチルヘキサノエート、トリエチレングリコールジオクタノエート、テトラエチレングリコールジ2-エチルブタノエート、テトラエチレングリコールジヘプタノエート、テトラエチレングリコールジ2-エチルヘキサノエート、テトラエチレングリコールジオクタノエート、ジエチレングリコールジ2-エチルヘキサノエート、PEG#400ジ2-エチルヘキサノエート、トリエチレングリコールモノ2-エチルヘキサノエート、グリセリンまたはジグリセリンの2-エチルヘキサン酸との完全または部分エステル化物等が挙げられる。ここでPEG#400とは、平均分子量が350~450であるポリエチレングリコールを表す。
多価カルボン酸エステル系可塑剤としては、アジピン酸、コハク酸、アゼライン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸またはトリメット酸等の多価カルボン酸と、メタノール、エタノール、ブタノール、ヘキサノール、2-エチルブタノール、ヘプタノール、オクタノール、2-エチルヘキサノール、デカノール、ドデカノール、ブトキシエタノール、ブトキシエトキシエタノールまたはベンジルアルコール等の炭素数1~12のアルコールとの縮合反応により得られる化合物が挙げられる。具体的な化合物を例示すると、アジピン酸ジヘキシル、アジピン酸ジ-2-エチルブチル、アジピン酸ジヘプチル、アジピン酸ジオクチル、アジピン酸ジ2-エチルヘキシル、アジピン酸ジ(ブトキシエチル)、アジピン酸ジ(ブトキシエトキシエチル)、アジピン酸モノ(2-エチルヘキシル)、セバシン酸ジブチル、セバシン酸ジヘキシル、セバシン酸ジ2-エチルブチル、フタル酸ジブチル、フタル酸ジヘキシル、フタル酸ジ(2-エチルブチル)、フタル酸ジオクチル、フタル酸ジ(2-エチルヘキシル)、フタル酸ベンジルブチルおよびフタル酸ジドデシル等が挙げられる。
リン酸エステル系可塑剤または亜リン酸エステル系可塑剤としては、リン酸または亜リン酸と、メタノール、エタノール、ブタノール、ヘキサノール、2-エチルブタノール、ヘプタノール、オクタノール、2-エチルヘキサノール、デカノール、ドデカノール、ブトキシエタノール、ブトキシエトキシエタノールまたはベンジルアルコール等の炭素数1~12のアルコールとの縮合反応により得られる化合物が挙げられる。具体的な化合物を例示すると、リン酸トリメチル、リン酸トリエチル、リン酸トリプロピル、リン酸トリブチル、リン酸トリ(2-エチルヘキシル)、リン酸トリ(ブトキシエチル)および亜リン酸トリ(2-エチルヘキシル)等が挙げられる。
カルボン酸ポリエステル系可塑剤の例としては、シュウ酸、マロン酸、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸、1,2-シクロヘキサンジカルボン酸、1,3-シクロヘキサンジカルボン酸または1,4-シクロヘキサンジカルボン酸等の多価カルボン酸と、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,2-プロピレングリコール、1,3-プロピレングリコール、1,2-ブチレングリコール、1,3-ブチレングリコール、1,4-ブチレングリコール、1,2-ペンタンジオール、1,5-ペンタンジオール、2,4-ペンタンジオール、1,2-ヘキサンジオール、1,6-ヘキサンジオール、3-メチル-1,5-ペンタンジオール、3-メチル-2,4-ペンタンジオール、1,2-ヘプタンジオール、1,7-ヘプタンジオール、1,2-オクタンジオール、1,8-オクタンジオール、1,2-ノナンジオール、1,9-ノナンジオール、2-メチル-1,8-オクタンジオール、1,2-デカンジオール、1,10-デカンジオール、1,2-ドデカンジオール、1,12-ドデカンジオール、1,2-シクロヘキサンジオール、1,3-シクロヘキサンジオール、1,4-シクロヘキサンジオール、1,2-ビス(ヒドロキシメチル)シクロヘキサン、1,3-ビス(ヒドロキシメチル)シクロヘキサンまたは1,4-ビス(ヒドロキシメチル)シクロヘキサン等の多価アルコールとを交互共重合して得られるカルボン酸ポリエステル;脂肪族ヒドロキシカルボン酸(例えばグリコール酸、乳酸、2-ヒドロキシ酪酸、3-ヒドロキシ酪酸、4-ヒドロキシ酪酸、6-ヒドロキシへキサン酸、8-ヒドロキシへキサン酸、10-ヒドロキシデカン酸もしくは12-ヒドロキシドデカン酸)または芳香環含有ヒドロキシカルボン酸〔例えば4-ヒドロキシ安息香酸もしくは4-(2-ヒドロキシエチル)安息香酸〕等のヒドロキシカルボン酸の重合体(ヒドロキシカルボン酸ポリエステル);脂肪族ラクトン化合物(例えばγ-ブチロラクトン、γ-バレロラクトン、δ-バレロラクトン、β-メチル-δ-バレロラクトン、δ-ヘキサノラクトン、ε-カプロラクトンまたはラクチド)または芳香環含有ラクトン化合物(例えばフタリド)等のラクトン化合物を開環重合して得られるカルボン酸ポリエステル等が挙げられる。カルボン酸ポリエステルの末端構造は特に限定されず、水酸基もしくはカルボキシル基でもよいし、末端水酸基を一価カルボン酸と反応させてエステル結合としたもの、もしくは末端カルボキシル基を一価アルコールと反応させてエステル結合としたものでもよい。
炭酸ポリエステル系可塑剤の例としては、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,2-プロピレングリコール、1,3-プロピレングリコール、1,2-ブチレングリコール、1,3-ブチレングリコール、1,4-ブチレングリコール、1,2-ペンタンジオール、1,5-ペンタンジオール、2,4-ペンタンジオール、1,2-ヘキサンジオール、1,6-ヘキサンジオール、3-メチル-1,5-ペンタンジオール、3-メチル-2,4-ペンタンジオール、1,2-ヘプタンジオール、1,7-ヘプタンジオール、1,2-オクタンジオール、1,8-オクタンジオール、1,2-ノナンジオール、1,9-ノナンジオール、2-メチル-1,8-オクタンジオール、1,2-デカンジオール、1,10-デカンジオール、1,2-ドデカンジオール、1,12-ドデカンジオール、1,2-シクロヘキサンジオール、1,3-シクロヘキサンジオール、1,4-シクロヘキサンジオール、1,2-ビス(ヒドロキシメチル)シクロヘキサン、1,3-ビス(ヒドロキシメチル)シクロヘキサンまたは1,4-ビス(ヒドロキシメチル)シクロヘキサン等の多価アルコールと、炭酸ジメチルまたは炭酸ジエチル等の炭酸エステルとをエステル交換反応により交互共重合して得られる炭酸ポリエステルが挙げられる。炭酸ポリエステル化合物の末端構造は特に限定されないが、好ましくは炭酸エステル基または水酸基等である。
ポリアルキレングリコール系可塑剤の例としては、エチレンオキシド、プロピレンオキシド、ブチレンオキシドまたはオキセタン等のアルキレンオキシドを、一価アルコール、多価アルコール、一価カルボン酸または多価カルボン酸を開始剤として開環重合させて得られる重合体が挙げられる。
ヒドロキシカルボン酸エステル系可塑剤の例としては、ヒドロキシカルボン酸の一価アルコールエステル、例えばリシノール酸メチル、リシノール酸エチル、リシノール酸ブチル、6-ヒドロキシヘキサン酸メチル、6-ヒドロキシヘキサン酸エチルまたは6-ヒドロキシヘキサン酸ブチル;ヒドロキシカルボン酸の多価アルコールエステル、例えばエチレングリコールジ(6-ヒドロキシヘキサン酸)エステル、ジエチレングリコールジ(6-ヒドロキシヘキサン酸)エステル、トリエチレングリコールジ(6-ヒドロキシヘキサン酸)エステル、3-メチル-1,5-ペンタンジオールジ(6-ヒドロキシヘキサン酸)エステル、3-メチル-1,5-ペンタンジオールジ(2-ヒドロキシ酪酸)エステル、3-メチル-1,5-ペンタンジオールジ(3-ヒドロキシ酪酸)エステル、3-メチル-1,5-ペンタンジオールジ(4-ヒドロキシ酪酸)エステル、トリエチレングリコールジ(2-ヒドロキシ酪酸)エステル、グリセリントリ(リシノール酸)エステルまたはL-酒石酸ジ(1-(2-エチルヘキシル));ひまし油もしくはヒドロキシカルボン酸の多価アルコールエステルのヒドロキシカルボン酸由来の一部の基を、水酸基を含まないカルボン酸由来の基もしくは水素原子に置き換えた化合物が挙げられる。これらヒドロキシカルボン酸エステルは従来公知の方法で得られるものを使用できる。
前記可塑剤は、ポリビニルブチラール樹脂との相溶性または他の層への低移行性もしくは非移行性を高めやすい観点から、好ましくは、融点が30℃以下であり、水酸基価が15mgKOH/g以上450mgKOH/g以下であるエステル系可塑剤もしくはエーテル系可塑剤であるか、または非結晶性であり、水酸基価が15mgKOH/g以上450mgKOH/g以下であるエステル系可塑剤もしくはエーテル系可塑剤である。ここで非結晶性とは、-20℃以上の温度において融点が観測されないことを指す。融点が観測される場合、前記融点は、好ましくは15℃以下であり、特に好ましくは0℃以下である。前記水酸基価は、融点が観測される場合も観測されない場合も、より好ましくは30mgKOH/g以上、特に好ましくは45mgKOH/g以上であり、より好ましくは360mgKOH/g以下、特に好ましくは280mgKOH/g以下である。前記エステル系可塑剤としては、前記規定を満たすポリエステル(前述したカルボン酸ポリエステル系可塑剤もしくは炭酸ポリエステル系可塑剤等)またはヒドロキシカルボン酸エステル化合物(前述したヒドロキシカルボン酸エステル系可塑剤等)が挙げられ、エーテル系可塑剤としては、前記規定を満たすポリエーテル化合物(前述したポリアルキレングリコール系可塑剤等)が挙げられる。
B層における可塑剤の含有量は、ポリビニルアセタール樹脂100質量部に対して、好ましくは50質量部以下、より好ましくは45質量部以下、特に好ましくは40質量部以下である。可塑剤の含有量が前記上限値以下であると、得られる中間膜を用いた合わせガラスが優れた耐衝撃性を有しやすい。可塑剤の含有量の下限値は、特に限定されない。B層における可塑剤の含有量は、B層を構成する熱可塑性樹脂100質量部に対して例えば10質量部以上であってよく、5質量部以上であってよく、0質量部であってもよい。
水酸基を有する化合物はポリビニルアセタール樹脂との相溶性が高くA層への移行性が低いため、得られる中間膜を用いた合わせガラスの遮音性が安定的に発揮されることから、前記可塑剤として好ましくは水酸基を有する化合物を用いる。水酸基を有する可塑剤化合物としては、例えば株式会社クラレ製のポリエステルポリオール「クラレポリオールP-510」または「クラレポリオールP-1010」が挙げられる。
B層に含まれる可塑剤の全量に対する水酸基を有する可塑剤化合物の含有量は、好ましくは10質量%以上、より好ましくは15質量%以上、特に好ましくは20質量%以上であり、好ましくは100質量%以下、より好ましくは90質量%以下、特に好ましくは80質量%以下である。
B層が含む第2の熱可塑性樹脂としてアイオノマー樹脂を用いる場合、アイオノマー樹脂は特に限定されない。アイオノマー樹脂の例としては、エチレン由来の構成単位およびα,β-不飽和カルボン酸由来の構成単位を有し、α,β-不飽和カルボン酸由来の構成単位の少なくとも一部が金属イオンによって中和された樹脂等が挙げられる。α,β-不飽和カルボン酸としては、例えばアクリル酸、メタクリル酸、マレイン酸、マレイン酸モノメチル、マレイン酸モノエチルおよび無水マレイン酸等が挙げられ、アクリル酸またはメタクリル酸が特に好ましい。金属イオンとしては例えばナトリウムイオンが挙げられる。ベースポリマーとなるエチレン・α,β-不飽和カルボン酸共重合体において、α,β-不飽和カルボン酸由来の構成単位の含有量は、好ましくは2質量%以上、より好ましくは5質量%以上であり、好ましくは30質量%以下、より好ましくは20質量%以下である。入手しやすさの観点から、エチレン・アクリル酸共重合体のアイオノマー樹脂およびエチレン・メタクリル酸共重合体のアイオノマー樹脂が好ましい。エチレン系アイオノマー樹脂の特に好ましい例としては、エチレン・アクリル酸共重合体のナトリウムアイオノマー樹脂およびエチレン・メタクリル酸共重合体のナトリウムアイオノマー樹脂が挙げられる。アイオノマー樹脂としては、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
B層は、ポリビニルアセタール樹脂またはアイオノマー樹脂以外の樹脂を含有することもできる。ガラスとの高い接着性を維持しやすい観点から、B層を構成する樹脂材料におけるポリビニルアセタール樹脂またはアイオノマー樹脂の含有量は、好ましくは40質量%以上、より好ましくは50質量%以上、より好ましくは60質量%以上、特に好ましくは80質量%以上、最も好ましくは90質量%以上である。
本発明の合わせガラス用中間膜の好適な一実施態様において、B層を構成する樹脂材料はアイオノマー樹脂からなる。B層を構成する樹脂材料としてアイオノマー樹脂を用いた場合においても、本発明において規定する遮音性に優れたA層を複数枚用い、複数枚のA層の間に後述するC層を挿入した構成とすることによって、遮音性に優れた中間膜を得ることができる。
B層を構成する樹脂材料は、その他の成分としてさらに、酸化防止剤、紫外線吸収剤、光安定剤、ブロッキング防止剤、顔料、染料、機能性無機化合物または遮熱材料等を必要に応じて含有してもよい。
酸化防止剤、紫外線吸収剤、光安定剤、ブロッキング防止剤または遮熱材料に関しては、先のA層の説明内で記述した材料と同様のものを用いることができ、B層における好適な剤もしくは材料または添加量は、A層における好適な剤もしくは材料または添加量と同じであっても異なっていてもよい。
B層は必要に応じて、得られる中間膜のガラス等への接着性を制御する層であってよい。接着性を制御する方法としては例えば、B層を構成する樹脂材料に合わせガラスの接着性調整剤として使用される添加剤を添加する方法、またはB層を構成する樹脂材料に接着性を調整するための各種添加剤を添加する方法等が挙げられる。このような方法によって、接着性調整剤および/または接着性を調整するための各種添加剤を含む合わせガラス用中間膜が得られる。
接着性調整剤としては、例えば国際公開第03/033583号に開示されているものを使用することができる。好ましくはアルカリ金属塩またはアルカリ土類金属塩が使用され、その例としてカリウム塩、ナトリウム塩またはマグネシウム塩等が挙げられる。前記塩の例としては、カルボン酸(例えばオクタン酸、ヘキサン酸、酪酸、酢酸または蟻酸等)等の有機酸の塩;塩酸または硝酸等の無機酸の塩が挙げられる。
接着性調整剤の最適な添加量は使用する接着性調整剤により異なる。前記添加量は、得られる中間膜のガラスへの接着力が、パンメル試験(Pummel Test:国際公開第03/033583号等に記載)において、一般には3以上10以下になるよう調整することが好ましく、特に高い耐貫通性を必要とする場合は3以上6以下になるように調整することが好ましい。また、高いガラス飛散防止性を必要とする場合は7以上10以下になるように調整することが好ましい。高いガラス飛散防止性が求められる場合は、接着性調整剤を添加しないことも有用な方法である。
B層を構成する樹脂材料について、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率は、好ましくは1.0GPa未満である。
本発明の合わせガラス用中間膜において、B層1層の厚さは好ましくは100μm以上、より好ましくは150μm以上、特に好ましくは200μm以上であり、好ましくは600μm以下、より好ましくは500μm以下、特に好ましくは350μm以下、最も好ましくは300μm以下である。B層の厚さが前記下限値以上であると、中間膜に適度な曲げ剛性が付与されやすく、高周波数域での遮音性の低下が抑制されやすく、ガラス等に対するB層の十分な接着性が発現されやすい。B層の厚さが前記上限値以下であると、合わせガラス用中間膜の厚さが厚くなりすぎず、合わせガラスの重量軽減に有利である。複数のB層が積層される場合、それらの厚さは同一であってもよく、異なっていてもよい。厚さは厚み計で測定される。
<C層>
本発明の合わせガラス用中間膜は、複数枚用いられるA層を隔てるように配置されたC層を含んでなる。C層は、厚さが0.1mm以上1.5mm以下である無機ガラスからなる層であるか、または厚さが0.25mm以上2.5mm以下であって第3の熱可塑性樹脂を含有する層である。C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料は、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率が1.0GPa以上である。当該引張貯蔵弾性率は、好ましくは1.5GPa以上、より好ましくは2.0GPa以上である。本発明では、C層が一定の厚さを有し、高い引張貯蔵弾性率を有する材料で構成されること、およびC層が遮音性に重要な役割を持つ複数のA層を隔てた配置構成とすることによって、中間膜の高い遮音性を実現している。一般に、板状材料の曲げ剛性は引張貯蔵弾性率および厚さに相関している。C層の曲げ剛性が高いことが複数のA層の遮音性の発現に関与し、さらには中間膜としての優れた遮音性の発現をもたらすと考えられるため、C層として引張貯蔵弾性率が高いものを用いるほどC層の厚さが薄くても遮音性を高く設計することができ、その結果、合わせガラスの厚さを薄くでき、軽量化が可能となる。
本発明の合わせガラス用中間膜は、複数枚用いられるA層を隔てるように配置されたC層を含んでなる。C層は、厚さが0.1mm以上1.5mm以下である無機ガラスからなる層であるか、または厚さが0.25mm以上2.5mm以下であって第3の熱可塑性樹脂を含有する層である。C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料は、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率が1.0GPa以上である。当該引張貯蔵弾性率は、好ましくは1.5GPa以上、より好ましくは2.0GPa以上である。本発明では、C層が一定の厚さを有し、高い引張貯蔵弾性率を有する材料で構成されること、およびC層が遮音性に重要な役割を持つ複数のA層を隔てた配置構成とすることによって、中間膜の高い遮音性を実現している。一般に、板状材料の曲げ剛性は引張貯蔵弾性率および厚さに相関している。C層の曲げ剛性が高いことが複数のA層の遮音性の発現に関与し、さらには中間膜としての優れた遮音性の発現をもたらすと考えられるため、C層として引張貯蔵弾性率が高いものを用いるほどC層の厚さが薄くても遮音性を高く設計することができ、その結果、合わせガラスの厚さを薄くでき、軽量化が可能となる。
C層として無機ガラスを用いる場合、ガラスの材質は特に限定されない。無機ガラスの例として、ソーダライムガラス、アルミノシリケートガラス、ホウケイ酸ガラス、無アルカリガラスおよび石英ガラス等が挙げられる。C層の厚さを1mm以下とする場合には、アルカリアルミノケイ酸塩ガラスまたはアルカリアルミノホウケイ酸塩ガラス等のガラスをイオン交換プロセスによって化学強化されたガラス板(例えば、コーニング社Gorillaガラス、AGC社Dragon Trail)を使用してもよい。即ち、本発明の一態様では好ましくは、前記無機ガラスは化学強化された無機ガラス(以下において「化学強化無機ガラス」と称することもある)である。
C層に無機ガラスを用いる場合、その厚さは0.1mm以上1.5mm以下である。無機ガラスの厚さが0.1mmを下回ると、ガラスが脆くなると同時に遮音性の改善効果が低下しやすい。無機ガラスの厚さが1.5mmを上回ると、合わせガラスの厚さが厚くなって合わせガラスが重くなる問題が生じたり、コインシデンス効果の起こる周波数域が低周波数域になるために、人の耳の感度の高い4000Hzから6000Hzまでの周波数域での遮音性に問題が生じたりすることがある。厚さは好ましくは0.2mm以上、より好ましくは0.3mm以上であり、そして、好ましくは1.0mm以下、より好ましくは0.68mm以下、さらに好ましくは0.58mm以下である。
C層に無機ガラスを用いる場合、その厚さは0.1mm以上1.5mm以下である。無機ガラスの厚さが0.1mmを下回ると、ガラスが脆くなると同時に遮音性の改善効果が低下しやすい。無機ガラスの厚さが1.5mmを上回ると、合わせガラスの厚さが厚くなって合わせガラスが重くなる問題が生じたり、コインシデンス効果の起こる周波数域が低周波数域になるために、人の耳の感度の高い4000Hzから6000Hzまでの周波数域での遮音性に問題が生じたりすることがある。厚さは好ましくは0.2mm以上、より好ましくは0.3mm以上であり、そして、好ましくは1.0mm以下、より好ましくは0.68mm以下、さらに好ましくは0.58mm以下である。
C層は、無機ガラスからなる層であっても、第3の熱可塑性樹脂を含有する層であってもよい。乗物(例えば自動車)のフロントガラス用の中間膜においては、薄い無機ガラスを用いると、機械的強度の高さを維持しつつフロントガラスの曲面を形成することが困難な場合がある。そのような場合には、C層は好ましくは第3の熱可塑性樹脂を含有する層である。また、C層が第3の熱可塑性樹脂を含有する層である場合は、中間膜の全ての層を共押出によって一度に製造できる観点から、製造プロセス面での利点も有する。
C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料は、その引張貯蔵弾性率が1.0GPa以上となるよう適宜選択される。C層を構成する樹脂材料は、第3の熱可塑性樹脂からなるか、または第3の熱可塑性樹脂を含有する樹脂組成物からなる。上述の通り、引張貯蔵弾性率の高い樹脂材料を用いることにより、遮音性の向上のために必要なC層の厚さを低減でき、合わせガラス用中間膜の厚さまたは合わせガラスの厚さを低減でき、軽量化を実現できる。0℃の引張貯蔵弾性率に着目することにより、中周波数域の遮音特性の改善が実現される。
第3の熱可塑性樹脂として、例えばポリスチレン樹脂、アクリル樹脂、フェノール樹脂、塩化ビニル樹脂、AS樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ABS樹脂、アセタール樹脂、ポリアミド樹脂、アイオノマー樹脂またはポリビニルアセタール樹脂等を使用できる。引張貯蔵弾性率の高さ、透明性、コスト、または得られる中間膜の耐引き裂き性の観点から、C層は第3の熱可塑性樹脂として、好ましくはアクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂またはポリビニルアセタール樹脂のいずれかを含有する。C層が第3の熱可塑性樹脂を含有する層である場合、その厚さは0.25mm以上2.5mm以下である。0.25mmを下回ると遮音性の改善効果が低下しやすい。2.5mmを上回ると、合わせガラスの厚さが厚くなって合わせガラスが重くなる問題が生じたり、コインシデンス効果の起こる周波数域が低周波数域になるために、人の耳の感度の高い4000Hzから6000Hzまでの周波数域での遮音性に問題が生じたり、合わせガラスを積層する際に形状に追従しない問題が生じたりすることがある。厚さは好ましくは0.4mm以上、より好ましくは0.5mm以上であり、そして、好ましくは2.2mm以下、より好ましくは1.5mm以下、さらに好ましくは1.0mm以下である。
ただし、合わせガラス用中間膜がA層とC層との間にB層またはD層を含む積層構成を有する場合には、C層が薄くても遮音性が改善することがある。この場合、C層に接するB層が複数存在する場合またはD層が存在する場合を含めて、2つのA層の間に存在するB層、C層およびD層の総厚さは、好ましくは0.5mm以上、より好ましくは0.8mm以上であり、そして、好ましくは2.5mm以下、より好ましくは1.5mm以下、さらに好ましくは1.0mm以下であり、さらに、B層、C層およびD層の総厚さに対するC層の厚さ〔C層の厚さ/(B層、C層およびD層の総厚さ)〕は、0.3以上であることが好ましく、0.6以上であることがより好ましく、0.8以上であることがさらに好ましい。
C層が第3の熱可塑性樹脂を含有する層である場合、例えば20℃から40℃のような(0℃より)高温側においても、C層を構成する樹脂材料の引張貯蔵弾性率が高いことがより好ましい。そのような場合、中間膜や合わせガラスに剛性を付与することができるため、相対的に薄いガラスを用いた合わせガラスであっても、サイドガラス等に好適に使用できる。ただし、C層を構成する樹脂材料の引張貯蔵弾性率が高い場合、厚くなるにつれて、シートをロールに巻き付けづらくなったり、シートの切り出しが困難になったりすることがあるため、高温側における引張貯蔵弾性率が高い場合には、C層は1.5mm未満の厚さを有することが好ましい。
第3の熱可塑性樹脂として、例えばポリスチレン樹脂、アクリル樹脂、フェノール樹脂、塩化ビニル樹脂、AS樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ABS樹脂、アセタール樹脂、ポリアミド樹脂、アイオノマー樹脂またはポリビニルアセタール樹脂等を使用できる。引張貯蔵弾性率の高さ、透明性、コスト、または得られる中間膜の耐引き裂き性の観点から、C層は第3の熱可塑性樹脂として、好ましくはアクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂またはポリビニルアセタール樹脂のいずれかを含有する。C層が第3の熱可塑性樹脂を含有する層である場合、その厚さは0.25mm以上2.5mm以下である。0.25mmを下回ると遮音性の改善効果が低下しやすい。2.5mmを上回ると、合わせガラスの厚さが厚くなって合わせガラスが重くなる問題が生じたり、コインシデンス効果の起こる周波数域が低周波数域になるために、人の耳の感度の高い4000Hzから6000Hzまでの周波数域での遮音性に問題が生じたり、合わせガラスを積層する際に形状に追従しない問題が生じたりすることがある。厚さは好ましくは0.4mm以上、より好ましくは0.5mm以上であり、そして、好ましくは2.2mm以下、より好ましくは1.5mm以下、さらに好ましくは1.0mm以下である。
ただし、合わせガラス用中間膜がA層とC層との間にB層またはD層を含む積層構成を有する場合には、C層が薄くても遮音性が改善することがある。この場合、C層に接するB層が複数存在する場合またはD層が存在する場合を含めて、2つのA層の間に存在するB層、C層およびD層の総厚さは、好ましくは0.5mm以上、より好ましくは0.8mm以上であり、そして、好ましくは2.5mm以下、より好ましくは1.5mm以下、さらに好ましくは1.0mm以下であり、さらに、B層、C層およびD層の総厚さに対するC層の厚さ〔C層の厚さ/(B層、C層およびD層の総厚さ)〕は、0.3以上であることが好ましく、0.6以上であることがより好ましく、0.8以上であることがさらに好ましい。
C層が第3の熱可塑性樹脂を含有する層である場合、例えば20℃から40℃のような(0℃より)高温側においても、C層を構成する樹脂材料の引張貯蔵弾性率が高いことがより好ましい。そのような場合、中間膜や合わせガラスに剛性を付与することができるため、相対的に薄いガラスを用いた合わせガラスであっても、サイドガラス等に好適に使用できる。ただし、C層を構成する樹脂材料の引張貯蔵弾性率が高い場合、厚くなるにつれて、シートをロールに巻き付けづらくなったり、シートの切り出しが困難になったりすることがあるため、高温側における引張貯蔵弾性率が高い場合には、C層は1.5mm未満の厚さを有することが好ましい。
第3の熱可塑性樹脂として用いることのできるアクリル樹脂は、前記引張貯蔵弾性率を満足する樹脂材料をもたらすものであれば特に限定されない。
アクリル樹脂は、以下に例示するような単量体の1種を重合したもの、または以下に例示するような単量体の2種類以上を共重合したものである:メタクリル酸メチル、メタクリル酸、アクリル酸、ベンジル(メタ)アクリレート、n-ブチル(メタ)アクリレート、i-ブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、グリシジル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2-メトキシエチル(メタ)アクリレート、2-エトキシエチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ノルボルニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、アクリル(メタ)アクリレート、2-ヒドロキシエチル(メタ)アクリレート、コハク酸2-(メタ)アクロイルオキシエチル、マレイン酸2-(メタ)アクロイルオキシエチル、フタル酸2-(メタ)アクロイルオキシエチル、ヘキサヒドロフタル酸2-(メタ)アクリオイルオキシエチル、ペンタメチルピペリジル(メタ)アクリレート、テトラメチルピペリジル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレートおよびジエチルアミノエチル(メタ)アクリレート等。
アクリル樹脂は、以下に例示するような単量体の1種を重合したもの、または以下に例示するような単量体の2種類以上を共重合したものである:メタクリル酸メチル、メタクリル酸、アクリル酸、ベンジル(メタ)アクリレート、n-ブチル(メタ)アクリレート、i-ブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、グリシジル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2-メトキシエチル(メタ)アクリレート、2-エトキシエチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ノルボルニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、アクリル(メタ)アクリレート、2-ヒドロキシエチル(メタ)アクリレート、コハク酸2-(メタ)アクロイルオキシエチル、マレイン酸2-(メタ)アクロイルオキシエチル、フタル酸2-(メタ)アクロイルオキシエチル、ヘキサヒドロフタル酸2-(メタ)アクリオイルオキシエチル、ペンタメチルピペリジル(メタ)アクリレート、テトラメチルピペリジル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレートおよびジエチルアミノエチル(メタ)アクリレート等。
アクリル樹脂は、前記単量体と共重合可能な単量体を構成成分としてさらに含んでよい。そのような共重合可能な単量体は、単官能性単量体、即ち分子内に重合性の炭素-炭素二重結合を1個有する化合物であってもよいし、または多官能性単量体、即ち分子内に重合性の炭素-炭素二重結合を少なくとも2個有する化合物であってもよい。アクリル樹脂が共重合可能な単量体を構成成分として含む場合、共重合可能な単量体は1種のみが単独で含まれてもよいし、または2種類以上が含まれてもよい。
単官能性単量体の例としては、スチレン、α-メチルスチレンおよびビニルトルエンのような芳香族アルケニル化合物;アクリロニトリルおよびメタクリロニトリルのようなアルケニルシアン化合物;アクリル酸、メタクリル酸、無水マレイン酸およびN-置換マレイミド;等が挙げられる。多官能性単量体の例としては、エチレングリコールジメタクリレート、ブタンジオールジメタクリレートおよびトリメチロールプロパントリアクリレートのような多価アルコールのポリ不飽和カルボン酸エステル;アクリル酸アリル、メタクリル酸アリルおよびケイ皮酸アリルのような不飽和カルボン酸のアルケニルエステル;フタル酸ジアリル、マレイン酸ジアリル、トリアリルシアヌレートおよびトリアリルイソシアヌレートのような多塩基酸のポリアルケニルエステル;ジビニルベンゼンのような芳香族ポリアルケニル化合物;等が挙げられる。
単官能性単量体の例としては、スチレン、α-メチルスチレンおよびビニルトルエンのような芳香族アルケニル化合物;アクリロニトリルおよびメタクリロニトリルのようなアルケニルシアン化合物;アクリル酸、メタクリル酸、無水マレイン酸およびN-置換マレイミド;等が挙げられる。多官能性単量体の例としては、エチレングリコールジメタクリレート、ブタンジオールジメタクリレートおよびトリメチロールプロパントリアクリレートのような多価アルコールのポリ不飽和カルボン酸エステル;アクリル酸アリル、メタクリル酸アリルおよびケイ皮酸アリルのような不飽和カルボン酸のアルケニルエステル;フタル酸ジアリル、マレイン酸ジアリル、トリアリルシアヌレートおよびトリアリルイソシアヌレートのような多塩基酸のポリアルケニルエステル;ジビニルベンゼンのような芳香族ポリアルケニル化合物;等が挙げられる。
アクリル樹脂の耐環境性(吸湿による反り)を改善しやすい観点から、アクリル樹脂は好ましくはメタクリル酸メチル-スチレン共重合体である。メタクリル酸メチル-スチレン共重合体としては、全単量体構成単位を基準として、通常は30~95質量%のメタクリル酸メチル単位および5~70質量%のスチレン単位を有するもの、好ましくは40~95質量%のメタクリル酸メチル単位および5~60質量%のスチレン単位を有するもの、より好ましくは50~90質量%のメタクリル酸メチル単位および10~50質量%のスチレン単位を有するものが用いられる。
本発明に用いることのできるアクリル樹脂は、前述した単量体成分を懸濁重合、乳化重合または塊状重合等の公知の方法で重合させることにより調製することができる。その際、得られるアクリル樹脂のガラス転移温度を所望の温度に調整しやすい観点または中間膜を作製する際に好適な成形性を示す粘度を得やすい観点から、重合時に連鎖移動剤を使用することが好ましい。連鎖移動剤の量は、単量体成分の種類または調製するアクリル樹脂の組成等に応じて、適宜決定すればよい。
第3の熱可塑性樹脂として用いることのできるポリカーボネート樹脂は、前記引張貯蔵弾性率を満足する樹脂材料をもたらすものであれば特に限定されない。芳香族ポリカーボネート、脂肪族ポリカーボネートおよび脂環式ポリカーボネートからなる群から選択される少なくとも1つを用いることができる。
芳香族ポリカーボネートとしては、例えばi)二価フェノールとカルボニル化剤とを界面重縮合法または溶融エステル交換法等で反応させることにより得られるもの、ii)カーボネートプレポリマーを固相エステル交換法等で重合させることにより得られるもの、iii)環状カーボネート化合物を開環重合法で重合させることにより得られるもの等が挙げられる。これらの中でも前記i)の芳香族ポリカーボネートが生産性の観点から好ましい。
前記i)の芳香族ポリカーボネートの調製に用いられる二価フェノールの例としては下記化合物が挙げられ、このような化合物は必要に応じて単独でまたは2種以上用いることができる:ハイドロキノン、レゾルシノール、4,4’-ジヒドロキシジフェニル、ビス(4-ヒドロキシフェニル)メタン、ビス{(4-ヒドロキシ-3,5-ジメチル)フェニル}メタン、1,1-ビス(4-ヒドロキシフェニル)エタン、1,1-ビス(4-ヒドロキシフェニル)-1-フェニルエタン、2,2-ビス(4-ヒドロキシフェニル)プロパン(通称ビスフェノールA)、2,2-ビス{(4-ヒドロキシ-3-メチル)フェニル}プロパン、2,2-ビス{(4-ヒドロキシ-3,5-ジメチル)フェニル}プロパン、2,2-ビス{(4-ヒドロキシ-3,5-ジブロモ)フェニル}プロパン、2,2-ビス{(3-イソプロピル-4-ヒドロキシ)フェニル}プロパン、2,2-ビス{(4-ヒドロキシ-3-フェニル)フェニル}プロパン、2,2-ビス(4-ヒドロキシフェニル)ブタン、2,2-ビス(4-ヒドロキシフェニル)-3-メチルブタン、2,2-ビス(4-ヒドロキシフェニル)-3,3-ジメチルブタン、2,4-ビス(4-ヒドロキシフェニル)-2-メチルブタン、2,2-ビス(4-ヒドロキシフェニル)ペンタン、2,2-ビス(4-ヒドロキシフェニル)-4-メチルペンタン、1,1-ビス(4-ヒドロキシフェニル)シクロヘキサン、1,1-ビス(4-ヒドロキシフェニル)-4-イソプロピルシクロヘキサン、1,1-ビス(4-ヒドロキシフェニル)-3,3,5-トリメチルシクロヘキサン、9,9-ビス(4-ヒドロキシフェニル)フルオレン、9,9-ビス{(4-ヒドロキシ-3-メチル)フェニル}フルオレン、α,α’-ビス(4-ヒドロキシフェニル)-o-ジイソプロピルベンゼン、α,α’-ビス(4-ヒドロキシフェニル)-m-ジイソプロピルベンゼン、α,α’-ビス(4-ヒドロキシフェニル)-p-ジイソプロピルベンゼン、1,3-ビス(4-ヒドロキシフェニル)-5,7-ジメチルアダマンタン、4,4’-ジヒドロキシジフェニルスルホン、4,4’-ジヒドロキシジフェニルスルホキシド、4,4’-ジヒドロキシジフェニルスルフィド、4,4’-ジヒドロキシジフェニルケトン、4,4’-ジヒドロキシジフェニルエーテル、4,4’-ジヒドロキシジフェニルエステル等。
これらの例示した二価フェノールの中でも、ビスフェノールA、2,2-ビス{(4-ヒドロキシ-3-メチル)フェニル}プロパン、2,2-ビス(4-ヒドロキシフェニル)ブタン、2,2-ビス(4-ヒドロキシフェニル)-3-メチルブタン、2,2-ビス(4-ヒドロキシフェニル)-3,3-ジメチルブタン、2,2-ビス(4-ヒドロキシフェニル)-4-メチルペンタン、1,1-ビス(4-ヒドロキシフェニル)-3,3,5-トリメチルシクロヘキサンおよびα,α’-ビス(4-ヒドロキシフェニル)-m-ジイソプロピルベンゼンからなる群から選択される1種以上の二価フェノールを用いることが好ましく、ビスフェノールAの単独使用、または1,1-ビス(4ヒドロキシフェニル)-3,3,5-トリメチルシクロヘキサンとビスフェノールA、2,2-ビス{(4-ヒドロキシ-3-メチル)フェニル}プロパンおよびα,α’-ビス(4-ヒドロキシフェニル)-m-ジイソプロピルベンゼンからなる群から選ばれる1種以上の二価フェノールとの併用がより好ましい。
これらの例示した二価フェノールの中でも、ビスフェノールA、2,2-ビス{(4-ヒドロキシ-3-メチル)フェニル}プロパン、2,2-ビス(4-ヒドロキシフェニル)ブタン、2,2-ビス(4-ヒドロキシフェニル)-3-メチルブタン、2,2-ビス(4-ヒドロキシフェニル)-3,3-ジメチルブタン、2,2-ビス(4-ヒドロキシフェニル)-4-メチルペンタン、1,1-ビス(4-ヒドロキシフェニル)-3,3,5-トリメチルシクロヘキサンおよびα,α’-ビス(4-ヒドロキシフェニル)-m-ジイソプロピルベンゼンからなる群から選択される1種以上の二価フェノールを用いることが好ましく、ビスフェノールAの単独使用、または1,1-ビス(4ヒドロキシフェニル)-3,3,5-トリメチルシクロヘキサンとビスフェノールA、2,2-ビス{(4-ヒドロキシ-3-メチル)フェニル}プロパンおよびα,α’-ビス(4-ヒドロキシフェニル)-m-ジイソプロピルベンゼンからなる群から選ばれる1種以上の二価フェノールとの併用がより好ましい。
前記i)の芳香族ポリカーボネートの調製に用いられるカルボニル化剤の例としては下記化合物が挙げられ、このような化合物は必要に応じて単独でまたは2種以上用いることができる:ホスゲンのようなカルボニルハライド、ジフェニルカーボネートのようなカーボネートエステル、二価フェノールのジハロホルメートのようなハロホルメート等。
第3の熱可塑性樹脂として用いることのできるポリエステル樹脂は、前記引張貯蔵弾性率を満足する樹脂材料をもたらすものであれば特に限定されない。ポリエステル樹脂として、一般的なジカルボン酸構成単位とジオール構成単位とからなる樹脂を使用できる。
ジカルボン酸構成単位に適した単量体としては、テレフタル酸、イソフタル酸、フタル酸、2-メチルテレフタル酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、2,7-ナフタレンジカルボン酸、ビフェニルジカルボン酸およびテトラリンジカルボン酸等の芳香族ジカルボン酸並びにそのエステル形成性誘導体;コハク酸、グルタル酸、アジピン酸、ピメリン酸、コルク酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ドデカンジカルボン酸、シクロヘキサンジカルボン酸、ノルボルナンジカルボン酸、トリシクロデカンジカルボン酸およびペンタシクロドデカンジカルボン酸等の飽和脂環式ジカルボン酸並びにそのエステル形成性誘導体等が挙げられる。これらの中でも、汎用性の観点から、芳香族ジカルボン酸およびそのエステル形成性誘導体が好ましく、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸類、またはそれらのエステル形成性誘導体がより好ましい。
ジオール構成単位に適した単量体としては、エチレングリコール、トリメチレングリコール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、ジエチレングリコール、プロピレングリコールおよびネオペンチルグリコール等の脂肪族ジオール;ポリエチレングリコール、ポリプロピレングリコールおよびポリブチレングリコール等のポリエーテル化合物;1,3-シクロヘキサンジメタノール、1,4-シクロヘキサンジメタノール、1,2-デカヒドロナフタレンジメタノール、1,3-デカヒドロナフタレンジメタノール、1,4-デカヒドロナフタレンジメタノール、1,5-デカヒドロナフタレンジメタノール、1,6-デカヒドロナフタレンジメタノール、2,7-デカヒドロナフタレンジメタノール、テトラリンジメタノール、ノルボルネンジメタノール、トリシクロデカンジメタノールおよびペンタシクロドデカンジメタノール等の脂環式ジオール;4,4’-(1-メチルエチリデン)ビスフェノール、メチレンビスフェノール(ビスフェノールF)、4,4’-シクロヘキシリデンビスフェノール(ビスフェノールZ)および4,4’-スルホニルビスフェノール(ビスフェノールS)等のビスフェノール;並びに前記ビスフェノールのアルキレンオキシド付加物が挙げられる。加えて、ヒドロキノン、レゾルシン、4,4’-ジヒドロキシビフェニル、4,4’-ジヒドロキシジフェニルエーテルおよび4,4’-ジヒドロキシジフェニルベンゾフェノン等の芳香族ジヒドロキシ化合物;前記芳香族ジヒドロキシ化合物のアルキレンオキシド付加物;並びに環状アセタール骨格を有するジオール等も挙げられる。
ジオール構成単位に適した単量体としては、エチレングリコール、トリメチレングリコール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、ジエチレングリコール、プロピレングリコールおよびネオペンチルグリコール等の脂肪族ジオール;ポリエチレングリコール、ポリプロピレングリコールおよびポリブチレングリコール等のポリエーテル化合物;1,3-シクロヘキサンジメタノール、1,4-シクロヘキサンジメタノール、1,2-デカヒドロナフタレンジメタノール、1,3-デカヒドロナフタレンジメタノール、1,4-デカヒドロナフタレンジメタノール、1,5-デカヒドロナフタレンジメタノール、1,6-デカヒドロナフタレンジメタノール、2,7-デカヒドロナフタレンジメタノール、テトラリンジメタノール、ノルボルネンジメタノール、トリシクロデカンジメタノールおよびペンタシクロドデカンジメタノール等の脂環式ジオール;4,4’-(1-メチルエチリデン)ビスフェノール、メチレンビスフェノール(ビスフェノールF)、4,4’-シクロヘキシリデンビスフェノール(ビスフェノールZ)および4,4’-スルホニルビスフェノール(ビスフェノールS)等のビスフェノール;並びに前記ビスフェノールのアルキレンオキシド付加物が挙げられる。加えて、ヒドロキノン、レゾルシン、4,4’-ジヒドロキシビフェニル、4,4’-ジヒドロキシジフェニルエーテルおよび4,4’-ジヒドロキシジフェニルベンゾフェノン等の芳香族ジヒドロキシ化合物;前記芳香族ジヒドロキシ化合物のアルキレンオキシド付加物;並びに環状アセタール骨格を有するジオール等も挙げられる。
前記ポリエステル樹脂は公知の方法で製造できる。例えば、ジカルボン酸とジオールとのエステル化反応および/またはエステル交換反応を行った後、減圧下で重縮合反応を行うといった溶融重合の一般的な方法、または有機溶媒を用いた公知の溶液加熱脱水縮合方法によって製造できる。
第3の熱可塑性樹脂としてポリビニルアセタール樹脂を用いる場合、先のB層の説明で述べたポリビニルアセタール樹脂および可塑剤が同様に使用できる。ただし、高い引張貯蔵弾性率を有する樹脂層を得やすい観点から、C層を構成する樹脂材料における可塑剤の含有量は、ポリビニルアセタール樹脂100質量部に対して、好ましくは30質量部以下、より好ましくは25質量部以下、さらに好ましくは23質量部以下、さらにより好ましくは10質量部以下、特に好ましくは5質量部以下、最も好ましくは0質量部である。C層を構成する樹脂材料における可塑剤の含有量の下限値は特に限定されない。前記含有量は1質量部以上であってよい。
C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料は、その他の成分としてさらに、酸化防止剤、紫外線吸収剤、光安定剤、ブロッキング防止剤、顔料、染料、機能性無機化合物、遮熱材料または接着力調整剤等を必要に応じて含有してもよい。
酸化防止剤、紫外線吸収剤、光安定剤、ブロッキング防止剤または遮熱材料に関しては、先のA層またはB層の説明内で記述した材料と同様のものを用いることができ、C層における好適な剤もしくは材料または添加量は、A層またはB層における好適な剤もしくは材料または添加量と同じであっても異なっていてもよい。
接着力調整剤の例としては、カルボキシル基、カルボキシル基の誘導体基、エポキシ基、ボロン酸基、ボロン酸基の誘導体基、アルコキシル基、またはアルコキシル基の誘導体基等の接着性官能基を有するポリオレフィン類が挙げられる。
遮熱材料の中には紫外線による光劣化を起こす材料があるが、C層が第3の熱可塑性樹脂を含有する層である場合は、中間膜断面において相対的に中心に位置するC層に遮熱材料を多く含み、C層より外側に位置するA層またはB層に紫外線吸収剤を多く含む構成を採用することによって、遮熱材料の劣化を抑制することができる。
<合わせガラス用中間膜>
本発明の合わせガラス用中間膜の製造方法は特に限定されない。
C層が無機ガラスからなる層である場合は例えば、A層の両面にB層を積層した構成(B層/A層/B層)の中間膜フィルムを2枚作製し、その間にC層を挟持させることにより合わせガラス用中間膜(B層/A層/B層/C層/B層/A層/B層)を製造できる。前記中間膜フィルムは、B層を構成する樹脂材料を均一に混練した後、公知の製膜方法(例えば押出法、カレンダー法、プレス法、キャスティング法またはインフレーション法)によりB層を作製し、同様の方法でA層を構成する樹脂材料からA層を作製し、これらをプレス成形等で積層することにより作製してもよいし、B層およびA層を共押出することにより作製してもよい。なお、本発明の合わせガラス用中間膜を用い、後述する合わせガラスの製造方法にしたがって合わせガラスを製造できるが、C層が無機ガラスからなる層である場合は、作製した合わせガラス用中間膜を最外層の2枚の透明基材の間に配置して積層することにより合わせガラスを製造してもよいし、中間膜フィルムとC層との積層および合わせガラス用中間膜と最外層の透明基材との積層を同時に行うことにより(具体的な例としては、最外層の2枚の透明基材の間に2枚の前記中間膜フィルムを配置し、さらにそれらの中間膜フィルムの間にC層を配置して積層することにより)合わせガラスを製造してもよい。
また、C層が第3の熱可塑性樹脂を含有する層である場合は例えば、合わせガラス用中間膜が所望の順(例えばB層/A層/C層/A層/B層またはB層/A層/B層/C層/B層/A層/B層等)で各層を含むよう、前述したように各層を製膜した後に積層するか、または共押出することにより合わせガラス用中間膜を製造できる。
本発明の合わせガラス用中間膜の製造方法は特に限定されない。
C層が無機ガラスからなる層である場合は例えば、A層の両面にB層を積層した構成(B層/A層/B層)の中間膜フィルムを2枚作製し、その間にC層を挟持させることにより合わせガラス用中間膜(B層/A層/B層/C層/B層/A層/B層)を製造できる。前記中間膜フィルムは、B層を構成する樹脂材料を均一に混練した後、公知の製膜方法(例えば押出法、カレンダー法、プレス法、キャスティング法またはインフレーション法)によりB層を作製し、同様の方法でA層を構成する樹脂材料からA層を作製し、これらをプレス成形等で積層することにより作製してもよいし、B層およびA層を共押出することにより作製してもよい。なお、本発明の合わせガラス用中間膜を用い、後述する合わせガラスの製造方法にしたがって合わせガラスを製造できるが、C層が無機ガラスからなる層である場合は、作製した合わせガラス用中間膜を最外層の2枚の透明基材の間に配置して積層することにより合わせガラスを製造してもよいし、中間膜フィルムとC層との積層および合わせガラス用中間膜と最外層の透明基材との積層を同時に行うことにより(具体的な例としては、最外層の2枚の透明基材の間に2枚の前記中間膜フィルムを配置し、さらにそれらの中間膜フィルムの間にC層を配置して積層することにより)合わせガラスを製造してもよい。
また、C層が第3の熱可塑性樹脂を含有する層である場合は例えば、合わせガラス用中間膜が所望の順(例えばB層/A層/C層/A層/B層またはB層/A層/B層/C層/B層/A層/B層等)で各層を含むよう、前述したように各層を製膜した後に積層するか、または共押出することにより合わせガラス用中間膜を製造できる。
公知の製膜方法の中でも、特に押出機を用いて中間膜フィルムまたは合わせガラス用中間膜を製造する方法が好適に採用される。押出時の樹脂温度(樹脂材料温度)は、好ましくは150℃以上、より好ましくは170℃以上であり、好ましくは250℃以下、より好ましくは230℃以下である。押出時の樹脂温度が前記した下限値と上限値との範囲内であると、樹脂材料に含まれる樹脂等の分解が起こり難いため樹脂等の劣化が生じ難く、押出機からの吐出が安定しやすい。揮発性物質を効率的に除去するためには、減圧によって押出機のベント口から揮発性物質を除去することが好ましい。
A層、B層およびC層それぞれの1層ずつの厚さは、先に述べた通りである。
本発明の合わせガラス用中間膜における積層構成は目的によって適宜決められる。合わせガラス用中間膜は、例えば、図1に示すようにA層がB層によって挟持された2枚の中間膜フィルムがC層を挟持するようにして積層された構成(B層/A層/B層/C層/B層/A層/B層)であってよい。また、例えば図2に示すような構成(B層/A層/C層/A層/B層)のほか、B層/A層/B層/C層/B層/A層/B層/C層/B層/A層/B層といったようなC層を複数枚用いた積層構成であってもよい。
本発明の一態様では好ましくは、合わせガラス用中間膜は少なくともA層、B層、C層、B層、A層をこの順に含み、当該C層と2つの当該B層とは直接隣接しており、当該C層は無機ガラスからなる層である。
また、本発明の一態様では好ましくは、合わせガラス用中間膜は少なくともB層、A層、C層、A層をこの順に含む。この態様において好ましくは、C層は第3の熱可塑性樹脂を含有する層である。
また、本発明の一態様では好ましくは、合わせガラス用中間膜は少なくともB層、A層、C層、A層をこの順に含む。この態様において好ましくは、C層は第3の熱可塑性樹脂を含有する層である。
また、本発明の合わせガラス用中間膜は、A層、B層およびC層以外の層(D層とする)を1層以上含んでいてもよい。合わせガラス用中間膜がD層も含む場合の積層構成の非限定的な例としては、B層/A層/D層/B層/C層/B層/A層/B層、B層/A層/B層/C層/B層/A層/B層/D層、B層/D層/A層/D層/B層/C層/B層/A層/B層、B層/D層/A層/B層/C層/B層/A層/D層/B層、B層/D層/A層/B層/D層/C層/B層/A層/B層、B層/D層/A層/B層/C層/B層/A層/B層/D層、D層/B層/A層/B層/C層/B層/A層/B層/D層、B層/A層/D層/B層/D層/C層/B層/A層/B層、D層/B層/A層/B層/D層/C層/B層/A層/B層、D層/B層/A層/D層/B層/D層/C層/B層/A層/B層、D層/B層/D層/A層/D層/B層/D層/C層/B層/A層/B層等が挙げられる。前記積層構成において、A層、B層、C層および/またはD層がそれぞれ2層以上含まれる場合、各々のA層、B層、C層、D層を構成する材料(樹脂を含有する材料の場合は樹脂材料)および厚さは互いに同じであっても異なっていてもよい。
本発明の合わせガラス用中間膜に含まれ得るD層は、公知の樹脂からなる層であってよい。D層を構成する樹脂としては、例えばポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリスチレン、ポリ酢酸ビニル、ポリウレタン、ポリテトラフルオロエチレン、アクリル樹脂、ポリアミド、ポリアセタール、ポリカーボネート、ポリエステルのうちポリエチレンテレフタレート、ポリブチレンテレフタレート、環状ポリオレフィン、ポリフェニレンスルファイド、ポリテトラフロロエチレン、ポリサルフォン、ポリエーテルサルフォン、ポリアリレート、液晶ポリマーまたはポリイミド等を用いることができる。また、必要に応じて、D層は可塑剤、酸化防止剤、紫外線吸収剤、光安定剤、ブロッキング防止剤、顔料、染料および遮熱材料等の添加剤を含有してよく、無機多層膜や金属導電層等の層がD層上の少なくとも一部に形成されていてもよい。
本発明の合わせガラス用中間膜の表面には、メルトフラクチャーまたはエンボス加工等の従来公知の方法で凹凸構造を形成することが好ましい。凹凸構造の形状は特に限定されず、従来公知のものを採用できる。C層が無機ガラスからなる層である場合は、C層に接する面にも凹凸構造を形成することが好ましい。
本発明の合わせガラス用中間膜の厚さは、好ましくは0.8mm以上、より好ましくは1.1mm以上であり、好ましくは3.6mm以下、より好ましくは3.2mm以下、特に好ましくは2.4mm以下である。前記厚さが前記下限値以上であると、合わせガラスの遮音性に優れた構成を得やすく、前記厚さが前記上限値以下であると、合わせガラス全体の重量軽減につながり、中間膜のコストを削減しやすいため好ましい。
本発明の合わせガラス用中間膜は、縦300mm、横25mm、厚さ1.9mmのフロートガラスと縦300mm、横25mm、厚さ0.55mmの化学強化無機ガラスとを用いて該合わせガラス用中間膜を挟み、温度140℃、圧力1MPa、60分の条件で圧着した合わせガラスにおける、20℃での中央加振法による合わせガラスのダンピング試験により測定される3次共振周波数での損失係数が、好ましくは0.55以上、より好ましくは0.60以上、特に好ましくは0.65以上である。なお本発明では、中間膜を通常使用する温度と考えられる20℃における損失係数を遮音性の一指標として採用した。
また、該ダンピング試験によりISO16940:2008に準じて算出される3次共振周波数での曲げ剛性は、好ましくは60N・m以上200N・m以下、より好ましくは70N・m以上180N・m以下である。曲げ剛性が前記した下限値と上限値との範囲内であると、中周波数域から高周波数域の広い周波数域にわたる高い遮音性を実現することができる。
また、該ダンピング試験によりISO16940:2008に準じて算出される3次共振周波数での曲げ剛性は、好ましくは60N・m以上200N・m以下、より好ましくは70N・m以上180N・m以下である。曲げ剛性が前記した下限値と上限値との範囲内であると、中周波数域から高周波数域の広い周波数域にわたる高い遮音性を実現することができる。
一般に、合わせガラス用中間膜を挟持する最外層の透明基材(例えばガラス)が薄くなると、損失係数は低くなる傾向にある。そのため、合わせガラスとしては同一の厚さであったとしても、最外層の2枚の透明基材の厚さが異なって合わせガラス断面が非対称な構成とすることにより、最外層の2枚の透明基材の厚さが同一であって合わせガラス断面が対称な構成と比べて、損失係数は低下する。一方、自動車フロントガラス用合わせガラスにおいては、飛び石に対するチッピング耐性を付与するため、一般に車外側のガラスは約1.8mm以上の厚さに制限される。そのため、合わせガラスの軽量化を実現するためには車内側のガラスを薄くする必要があるが、その場合には上述のような損失係数の低下が問題となっていた。本発明による合わせガラス用中間膜はそのような問題を解決する方法として有用である。
また、本発明の合わせガラス用中間膜は、縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて該合わせガラス用中間膜を挟み、温度140℃、圧力1MPa、60分の条件で圧着した合わせガラスにおける、20℃での中央加振法による合わせガラスのダンピング試験により測定される3次共振周波数での損失係数が、好ましくは0.55以上、より好ましくは0.60以上、特に好ましくは0.65以上である。
また、該ダンピング試験によりISO16940:2008に準じて算出される3次共振周波数での曲げ剛性は、好ましくは60N・m以上200N・m以下、より好ましくは70N・m以上180N・m以下である。曲げ剛性が前記した下限値と上限値との範囲内であると、中周波数域から高周波数域の広い周波数域にわたる高い遮音性を実現することができる。
したがって、自動車用合わせガラスに用いられる中間膜としては、フロントガラスのみならず、サイドガラスのような合わせガラス断面が対称な構成を持つガラスに対しても、遮音性を高める目的で好適に使用できる。
また、該ダンピング試験によりISO16940:2008に準じて算出される3次共振周波数での曲げ剛性は、好ましくは60N・m以上200N・m以下、より好ましくは70N・m以上180N・m以下である。曲げ剛性が前記した下限値と上限値との範囲内であると、中周波数域から高周波数域の広い周波数域にわたる高い遮音性を実現することができる。
したがって、自動車用合わせガラスに用いられる中間膜としては、フロントガラスのみならず、サイドガラスのような合わせガラス断面が対称な構成を持つガラスに対しても、遮音性を高める目的で好適に使用できる。
上記ダンピング試験によって得られた損失係数および曲げ剛性から算出される音響透過損失(TL2)と、下記の式で与えられる0°~78°の音場入射で与えられる質量則による音響透過損失(TL1)との差ΔTL(=TL1-TL2)が小さいほど、コインシデンス効果による遮音性の低下が抑制されていることを意味し、望ましい遮音特性となる。
TL1=20・log(f・m)-47.5
上記式において、fは1/3オクターブ帯域の各中心周波数(Hz)、mは合わせガラスの面密度(kg/m2)を表す。
TL1=20・log(f・m)-47.5
上記式において、fは1/3オクターブ帯域の各中心周波数(Hz)、mは合わせガラスの面密度(kg/m2)を表す。
本発明の好ましい一態様では、縦300mm、横25mm、厚さ1.9mmのフロートガラスと縦300mm、横25mm、厚さ0.55mmの化学強化無機ガラスとを用いて前記合わせガラス用中間膜を挟み、温度140℃、圧力1MPa、60分の条件で圧着した合わせガラスにおける、0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-a)と、20℃での中央加振法による合わせガラスのダンピング試験により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-a)との差ΔTLは、1000Hz以上(1000Hz~10000Hz)の1/3オクターブ帯域の各中心周波数(1000、1250、1600、2000、2500、3150、4000、5000、6300、8000、10000Hz)において4.1dB以下である。
また、本発明の好ましい一態様では、縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟み、温度140℃、圧力1MPa、60分の条件で圧着した合わせガラスにおける、0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-b)と、20℃での中央加振法による合わせガラスのダンピング試験により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-b)との差ΔTLは、1000Hz以上(1000Hz~10000Hz)の1/3オクターブ帯域の各中心周波数(1000、1250、1600、2000、2500、3150、4000、5000、6300、8000、10000Hz)において4.1dB以下である。
なお、TL1-aおよびTL1-bは、前述のTL1を求める式により算出される値である。
なお、TL1-aおよびTL1-bは、前述のTL1を求める式により算出される値である。
従来、中間膜の弾性率の調整等によって曲げ剛性を調整することでコインシデンス周波数を調整し、特定の周波数域の音響透過損失を高くすることは実現できていた。しかし、上記の全周波数域にわたって十分に音響透過損失を高くすることは困難であった。例えば、A層にガラス転移温度の低い熱可塑性樹脂を用いるとコインシデンス周波数が高周波数域に位置するため、1000Hz~5000Hzまでの周波数域では質量則に則った高い遮音性を示すことはできるが、8000Hz~10000Hzの周波数域においてはコインシデンス効果による遮音性の低下が顕著となっていた。
本発明による高い損失係数を示す合わせガラスを用いることにより、全周波数域にわたってΔTLが4.1dB以下の高い音響透過損失を実現することができる。ΔTLはより好ましくは3.8dB以下、特に好ましくは3.5dB以下である。
本発明による高い損失係数を示す合わせガラスを用いることにより、全周波数域にわたってΔTLが4.1dB以下の高い音響透過損失を実現することができる。ΔTLはより好ましくは3.8dB以下、特に好ましくは3.5dB以下である。
<合わせガラス>
本発明の合わせガラスは、2つの透明基材の間に本発明の合わせガラス用中間膜が挟持されてなるものである。上述の通り、本発明の合わせガラス用中間膜を用いることにより、遮音性、特に2000Hzから10000Hzまでの周波数域における遮音性に優れる合わせガラスを得ることができる。そのため、本発明の合わせガラス用中間膜は、乗物用(例えば自動車用)フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラス等に好適に用いることができる。したがって、本発明の好ましい一態様では、合わせガラスは、乗物用フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラスである。ここで、本発明における乗物とは、汽車、電車、自動車、船舶または航空機等を意味する。
本発明の合わせガラスは、2つの透明基材の間に本発明の合わせガラス用中間膜が挟持されてなるものである。上述の通り、本発明の合わせガラス用中間膜を用いることにより、遮音性、特に2000Hzから10000Hzまでの周波数域における遮音性に優れる合わせガラスを得ることができる。そのため、本発明の合わせガラス用中間膜は、乗物用(例えば自動車用)フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラス等に好適に用いることができる。したがって、本発明の好ましい一態様では、合わせガラスは、乗物用フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラスである。ここで、本発明における乗物とは、汽車、電車、自動車、船舶または航空機等を意味する。
2つの透明基材の間に本発明の合わせガラス用中間膜が挟持されてなる合わせガラスをヘッドアップディスプレイ用ガラスに適用する場合、中間膜の断面形状は、一方の端面側が厚く、他方の端面側が薄い形状であることが好ましい。その場合、断面形状は、一方の端面側から他方の端面側に漸次的に薄くなるような全体が楔形である形状であってもよいし、一方の端面から該端面と他方の端面の間の任意の位置までは同一の厚さで、該任意の位置から他方の端面まで漸次的に薄くなるような断面の一部が楔形のものであってもよいし、製造上問題とならない限り、位置によらず任意の断面形状を有していてもよい。断面厚さが変わる層は、すべての層であってもよいし、一部の層のみが変わってもよい。
本発明の合わせガラスには通常、最も外側に透明基材を2枚使用する。透明基材は特に限定されず、例えば無機ガラス、有機ガラス、またはそれらの組み合わせを使用できる。無機ガラスの例としては、フロート板ガラス、磨き板ガラス、型板ガラス、網入り板ガラスおよび熱線吸収板ガラスが挙げられる。有機ガラスを構成する材料としては、例えばアクリル樹脂(例えばポリメタクリル酸メチル樹脂)およびポリカーボネート樹脂が挙げられる。透明基材は無色、有色、透明または非透明のいずれであってもよい。
透明基材の厚さは特に限定されないが、好ましくは100mm以下である。また、本発明の中間膜は遮音性に優れることから、より薄い透明基材を用いた場合であっても高い遮音性が発揮されるため、合わせガラスの軽量化が実現される。軽量化の観点からは、透明基材の厚さは少なくとも1枚が好ましくは3.0mm以下、より好ましくは2.5mm以下、さらに好ましくは2.0mm以下、特に好ましくは1.8mm以下である。特に、一方の透明基材の厚さを1.8mm以上とし、他方の透明基材の厚さを1.8mm以下として2枚の透明基材の厚さの差を0.2mm以上とすることにより、曲げ強度を損なうことなく薄膜化と軽量化とを実現した合わせガラスを作製することができる。前記した2枚の透明基材の厚さの差は好ましくは0.5mm以上であり、1.0mm以上であってもよい。
自動車用サイドガラスでは、主として、車外側と車内側の透明基材の厚さが同等の構成の合わせガラスが用いられるが、そのような場合においても、本発明による遮音性の高い中間膜が好適に使用される。
透明基材の厚さは特に限定されないが、好ましくは100mm以下である。また、本発明の中間膜は遮音性に優れることから、より薄い透明基材を用いた場合であっても高い遮音性が発揮されるため、合わせガラスの軽量化が実現される。軽量化の観点からは、透明基材の厚さは少なくとも1枚が好ましくは3.0mm以下、より好ましくは2.5mm以下、さらに好ましくは2.0mm以下、特に好ましくは1.8mm以下である。特に、一方の透明基材の厚さを1.8mm以上とし、他方の透明基材の厚さを1.8mm以下として2枚の透明基材の厚さの差を0.2mm以上とすることにより、曲げ強度を損なうことなく薄膜化と軽量化とを実現した合わせガラスを作製することができる。前記した2枚の透明基材の厚さの差は好ましくは0.5mm以上であり、1.0mm以上であってもよい。
自動車用サイドガラスでは、主として、車外側と車内側の透明基材の厚さが同等の構成の合わせガラスが用いられるが、そのような場合においても、本発明による遮音性の高い中間膜が好適に使用される。
本発明の一態様では好ましくは、合わせガラスは2つの透明基材の間に本発明の合わせガラス用中間膜が挟持されてなる合わせガラスであって、透明基材のうちの少なくとも1つは厚さが1.2~3.0mmの無機ガラスである。当該厚さは、好ましくは1.3~2.0mmである。この一態様において、透明基材のうちの1つが前記厚さを有する場合、もう1つの透明基材の厚さは特に制限されないが、好ましくは0.2~2.0mm、より好ましくは0.3~1.0mmである。透明基材は、化学強化無機ガラスであってもよい。
合わせガラスの遮音性は、先の合わせガラス用中間膜の説明において記載した通り、中央加振法によるダンピング試験によって得られる損失係数で評価でき、合わせガラスの損失係数が高いほど、合わせガラスの遮音性が高いといえる。
本発明の合わせガラスの、20℃で中央加振法による合わせガラスのダンピング試験により測定される3次共振周波数での損失係数は、好ましくは0.55以上、より好ましくは0.60以上、特に好ましくは0.65以上である。
本発明の合わせガラスの、上記ダンピング試験によりISO16940:2008に準じて算出される3次共振周波数での曲げ剛性は、好ましくは60N・m以上200N・m以下、より好ましくは70N・m以上180N・m以下である。
本発明の合わせガラスの、上記ダンピング試験によって得られた損失係数および曲げ剛性から算出される音響透過損失(TL2)と、下記の式で与えられる0°~78°の音場入射で与えられる質量則による音響透過損失(TL1)との差ΔTL(=TL1-TL2)は、1000Hz以上(1000Hz~10000Hz)の1/3オクターブ帯域の各中心周波数(1000、1250、1600、2000、2500、3150、4000、5000、6300、8000、10000Hz)において4.1dB以下であることが好ましい。ΔTLはより好ましくは3.8dB以下、特に好ましくは3.5dB以下である。
TL1=20・log(f・m)-47.5
上記式において、fは1/3オクターブ帯域の各中心周波数(Hz)であり、mは合わせガラスの面密度(kg/m2)を表す。
本発明の合わせガラスの、上記ダンピング試験によりISO16940:2008に準じて算出される3次共振周波数での曲げ剛性は、好ましくは60N・m以上200N・m以下、より好ましくは70N・m以上180N・m以下である。
本発明の合わせガラスの、上記ダンピング試験によって得られた損失係数および曲げ剛性から算出される音響透過損失(TL2)と、下記の式で与えられる0°~78°の音場入射で与えられる質量則による音響透過損失(TL1)との差ΔTL(=TL1-TL2)は、1000Hz以上(1000Hz~10000Hz)の1/3オクターブ帯域の各中心周波数(1000、1250、1600、2000、2500、3150、4000、5000、6300、8000、10000Hz)において4.1dB以下であることが好ましい。ΔTLはより好ましくは3.8dB以下、特に好ましくは3.5dB以下である。
TL1=20・log(f・m)-47.5
上記式において、fは1/3オクターブ帯域の各中心周波数(Hz)であり、mは合わせガラスの面密度(kg/m2)を表す。
<合わせガラスの製造方法>
本発明の合わせガラスは、従来公知の方法で製造することが可能である。そのような方法の例としては、真空ラミネータ装置を用いる方法、真空バッグを用いる方法、真空リングを用いる方法およびニップロールを用いる方法等が挙げられる。また、仮圧着後に付加的にオートクレーブ工程に投入する方法を行なうこともできる。
本発明の合わせガラスは、従来公知の方法で製造することが可能である。そのような方法の例としては、真空ラミネータ装置を用いる方法、真空バッグを用いる方法、真空リングを用いる方法およびニップロールを用いる方法等が挙げられる。また、仮圧着後に付加的にオートクレーブ工程に投入する方法を行なうこともできる。
真空ラミネータ装置を用いる方法では例えば、太陽電池の製造に用いられる公知の装置を使用し、1×10-6MPa以上3×10-2MPa以下の減圧下、100℃以上200℃以下(特に130℃以上170℃以下)の温度で積層を行う。
真空バッグまたは真空リングを用いる方法は、例えば欧州特許第1235683号明細書に記載されており、例えば約2×10-2MPaの圧力下、130℃以上145℃以下の温度で積層を行う。
ニップロールを用いる方法としては例えば、ポリビニルアセタール樹脂の流動開始温度以下の温度で1回目の仮圧着をした後、さらに流動開始温度に近い条件で圧着または仮圧着する方法が挙げられる。具体的には例えば、赤外線ヒーター等で30℃以上100℃以下に加熱した後ロールで脱気し、それに伴って仮圧着し、さらに50℃以上150℃以下に加熱した後ロールで圧着または仮圧着する方法が挙げられる。
仮圧着後に付加的に行われるオートクレーブ工程は、合わせガラスの厚さや構成にもよるが、例えば、1MPa以上15MPa以下の圧力下、120℃以上160℃以下の温度で0.5時間以上2時間以下の時間実施される。
以下、実施例および比較例により本発明を具体的に説明するが、本発明はこれらの実施例に限定されない。なお、以下の実施例において「%」は特に断りのない限り、「質量%」を意味する。
以下の実施例および比較例において、ポリビニルブチラール(PVB)樹脂としては、目的とする粘度平均重合度と同じ粘度平均重合度(JIS K 6726「ポリビニルアルコール試験方法」に基づいて測定した粘度平均重合度)を有するポリビニルアルコールを塩酸触媒下でn-ブチルアルデヒドによりアセタール化したものを用いた。
1.物性評価
<A層を構成する樹脂材料のtanδピーク温度およびtanδピーク高さ>
A層を構成する樹脂材料(ブロック共重合体の水素添加物、以下において「水添ブロック共重合体」とも称する)を温度230℃、圧力10MPaで3分間加圧することで、厚さ1.0mmの単層シートを作製した。この単層シートを円板形状に切り出し、これを試験シートとした。
JIS K7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで、A層を構成する樹脂材料のtanδが最大となるピークの温度および当該tanδピークの高さを求めた。
<A層を構成する樹脂材料のtanδピーク温度およびtanδピーク高さ>
A層を構成する樹脂材料(ブロック共重合体の水素添加物、以下において「水添ブロック共重合体」とも称する)を温度230℃、圧力10MPaで3分間加圧することで、厚さ1.0mmの単層シートを作製した。この単層シートを円板形状に切り出し、これを試験シートとした。
JIS K7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで、A層を構成する樹脂材料のtanδが最大となるピークの温度および当該tanδピークの高さを求めた。
<B層またはC層を構成する樹脂材料の引張貯蔵弾性率測定>
B層またはC層を構成する樹脂材料を、温度230℃、圧力10MPaで10分間加圧することで、厚さ0.8mmのサンプルを作製した。これらをそれぞれ幅3mmに切断して、動的粘弾性測定用サンプルとした。この測定用サンプルについて、JIS K7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで、0℃における引張貯蔵弾性率を求めた。その結果を表1に示す。
B層またはC層を構成する樹脂材料を、温度230℃、圧力10MPaで10分間加圧することで、厚さ0.8mmのサンプルを作製した。これらをそれぞれ幅3mmに切断して、動的粘弾性測定用サンプルとした。この測定用サンプルについて、JIS K7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで、0℃における引張貯蔵弾性率を求めた。その結果を表1に示す。

2.重合体ブロック(a)の含有量
A層を構成する樹脂材料(水添ブロック共重合体)をCDCl3に溶解して1H-NMRスペクトルを測定[装置:JNM-Lambda 500(日本電子株式会社製)、測定温度:50℃]し、スチレンに由来するピーク強度から重合体ブロック(a)の含有量を算出した。
A層を構成する樹脂材料(水添ブロック共重合体)をCDCl3に溶解して1H-NMRスペクトルを測定[装置:JNM-Lambda 500(日本電子株式会社製)、測定温度:50℃]し、スチレンに由来するピーク強度から重合体ブロック(a)の含有量を算出した。
3.重合体ブロック(a)および重合体ブロック(b)のガラス転移温度
A層を構成する樹脂材料(水添ブロック共重合体)に含まれる重合体ブロック(a)および重合体ブロック(b)のガラス転移温度を、水添ブロック共重合体の調製に用いた重合体ブロック(a)を構成する単量体と、調製した水添ブロック共重合体について、それぞれ、示差走査熱量測定(DSC、セイコー電子工業社製)を行うことにより求めた。測定においては、10℃/分の昇温速度にて-120℃から100℃まで昇温し、測定曲線の変曲点の温度を読みとり、各ブロックのガラス転移温度とした。
A層を構成する樹脂材料(水添ブロック共重合体)に含まれる重合体ブロック(a)および重合体ブロック(b)のガラス転移温度を、水添ブロック共重合体の調製に用いた重合体ブロック(a)を構成する単量体と、調製した水添ブロック共重合体について、それぞれ、示差走査熱量測定(DSC、セイコー電子工業社製)を行うことにより求めた。測定においては、10℃/分の昇温速度にて-120℃から100℃まで昇温し、測定曲線の変曲点の温度を読みとり、各ブロックのガラス転移温度とした。
4.遮音特性評価(合わせガラスの3次共振周波数における損失係数および曲げ剛性)
市販のフロートガラス(縦300mm×横25mm×厚さ1.9mm)2枚、または市販のフロートガラス(縦300mm×横25mm×厚さ1.9mm)1枚と市販の化学強化無機ガラス(縦300mm×横25mm×厚さ0.55mm)1枚とを合わせガラスの最外層に用い、構成上C層に化学強化無機ガラスを用いる場合には市販の化学強化無機ガラス(縦300mm×横25mm×厚さ0.55mm)1枚をさらに用いて、実施例および比較例で得られた各中間膜を挟み、温度140℃、圧力1MPa、60分の条件で圧着して合わせガラスを作製した。
その後、機械インピーダンス装置(株式会社小野測器製;マスキャンセルアンプ:masscancelamplifierMA-5500;チャンネルデータステーション:DS-2100)における加振器(poweramplifier/model371-A)のインピーダンスヘッドに内蔵された加振力検出器の先端部に、上記合わせガラスの厚さ1.9mmのガラスの中央部を固定した。20℃において周波数0~10000Hzの範囲で上記合わせガラスの中央部に振動を与え、この加振点(振動を加えた合わせガラスの中央部)の加振力と加速度波形を検出することで、中央加振法による合わせガラスのダンピング試験を行った。得られた加振力と加速度信号を積分して得られた速度信号とに基づき加振点の機械インピーダンスを求め、横軸を周波数、縦軸を機械インピーダンスとして得られるインピーダンス曲線においてピークを示す周波数と半値幅とから合わせガラスの損失係数を求めた。さらに3次共振周波数および該3次共振周波数における損失係数を用い、ISO16940:2008に準じて該3次共振周波数における曲げ剛性を算出した。
市販のフロートガラス(縦300mm×横25mm×厚さ1.9mm)2枚、または市販のフロートガラス(縦300mm×横25mm×厚さ1.9mm)1枚と市販の化学強化無機ガラス(縦300mm×横25mm×厚さ0.55mm)1枚とを合わせガラスの最外層に用い、構成上C層に化学強化無機ガラスを用いる場合には市販の化学強化無機ガラス(縦300mm×横25mm×厚さ0.55mm)1枚をさらに用いて、実施例および比較例で得られた各中間膜を挟み、温度140℃、圧力1MPa、60分の条件で圧着して合わせガラスを作製した。
その後、機械インピーダンス装置(株式会社小野測器製;マスキャンセルアンプ:masscancelamplifierMA-5500;チャンネルデータステーション:DS-2100)における加振器(poweramplifier/model371-A)のインピーダンスヘッドに内蔵された加振力検出器の先端部に、上記合わせガラスの厚さ1.9mmのガラスの中央部を固定した。20℃において周波数0~10000Hzの範囲で上記合わせガラスの中央部に振動を与え、この加振点(振動を加えた合わせガラスの中央部)の加振力と加速度波形を検出することで、中央加振法による合わせガラスのダンピング試験を行った。得られた加振力と加速度信号を積分して得られた速度信号とに基づき加振点の機械インピーダンスを求め、横軸を周波数、縦軸を機械インピーダンスとして得られるインピーダンス曲線においてピークを示す周波数と半値幅とから合わせガラスの損失係数を求めた。さらに3次共振周波数および該3次共振周波数における損失係数を用い、ISO16940:2008に準じて該3次共振周波数における曲げ剛性を算出した。
実施例1
表2に示す組成に従い、A層を構成する樹脂材料として、8質量%のスチレン単位および92質量%のイソプレン単位を含有し、-11.8℃のtanδピーク温度および2.5のtanδピーク高さを有する直鎖状水添スチレン・イソプレン・スチレントリブロック共重合体(水添率93%、重量平均分子量258,000)を用いた。
また、B層を構成する樹脂材料として、ポリビニルブチラール樹脂(アセタール化度70モル%、酢酸ビニル単位含有量0.9モル%、原料としたポリビニルアルコールの粘度平均重合度約1700)および可塑剤〔株式会社クラレ製ポリエステルポリオール「クラレポリオールP-510」(融点:-77℃、水酸基価:213.0~235.0mgKOH/g)〕からなる樹脂組成物(ポリビニルブチラール樹脂100質量部に対する可塑剤の量は38.8質量部)を用いた。
これらの樹脂材料をそれぞれ押出成形し、厚さ250μmのA層および厚さ250μmのB層を作製した。得られたA層を2つのB層の間に挟み、150℃でプレス成形して3層構成の複合膜である厚さ750μmの中間膜フィルム1を作製した。表2においてフィルム1として概要を示す。なお、A層を構成する樹脂材料について、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率は、1.0GPa未満であった。
得られた中間膜フィルム1を2枚、厚さ1.9mmのフロートガラスを1枚および厚さ0.55mmの化学強化無機ガラスを2枚用いて、表3に示す構成となるよう積層し、温度140℃、圧力1MPa、60分の条件で圧着して合わせガラスを作製した。得られた合わせガラスの損失係数および曲げ剛性を表3に示す。
また、合わせガラスの重量およびサイズに基づき、0°~78°の音場入射で与えられる質量則による音響透過損失(TL1)と、上記の損失係数および曲げ剛性から算出される音響透過損失(TL2)との差ΔTLを1000Hz以上(1000Hz~10000Hz)の1/3オクターブ帯域の各中心周波数で算出した。その中で最大の値を最大ΔTL(dB)として表3に示す。
表2に示す組成に従い、A層を構成する樹脂材料として、8質量%のスチレン単位および92質量%のイソプレン単位を含有し、-11.8℃のtanδピーク温度および2.5のtanδピーク高さを有する直鎖状水添スチレン・イソプレン・スチレントリブロック共重合体(水添率93%、重量平均分子量258,000)を用いた。
また、B層を構成する樹脂材料として、ポリビニルブチラール樹脂(アセタール化度70モル%、酢酸ビニル単位含有量0.9モル%、原料としたポリビニルアルコールの粘度平均重合度約1700)および可塑剤〔株式会社クラレ製ポリエステルポリオール「クラレポリオールP-510」(融点:-77℃、水酸基価:213.0~235.0mgKOH/g)〕からなる樹脂組成物(ポリビニルブチラール樹脂100質量部に対する可塑剤の量は38.8質量部)を用いた。
これらの樹脂材料をそれぞれ押出成形し、厚さ250μmのA層および厚さ250μmのB層を作製した。得られたA層を2つのB層の間に挟み、150℃でプレス成形して3層構成の複合膜である厚さ750μmの中間膜フィルム1を作製した。表2においてフィルム1として概要を示す。なお、A層を構成する樹脂材料について、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率は、1.0GPa未満であった。
得られた中間膜フィルム1を2枚、厚さ1.9mmのフロートガラスを1枚および厚さ0.55mmの化学強化無機ガラスを2枚用いて、表3に示す構成となるよう積層し、温度140℃、圧力1MPa、60分の条件で圧着して合わせガラスを作製した。得られた合わせガラスの損失係数および曲げ剛性を表3に示す。
また、合わせガラスの重量およびサイズに基づき、0°~78°の音場入射で与えられる質量則による音響透過損失(TL1)と、上記の損失係数および曲げ剛性から算出される音響透過損失(TL2)との差ΔTLを1000Hz以上(1000Hz~10000Hz)の1/3オクターブ帯域の各中心周波数で算出した。その中で最大の値を最大ΔTL(dB)として表3に示す。
実施例2~11
表2に記載の通り中間膜フィルムを作製し、表3に記載の合わせガラスの構成としたこと以外は実施例1と同様にして、合わせガラスを作製した。用いた中間膜フィルムの構成を表2に示し、得られた合わせガラスの遮音特性を表3に示す。
なお、中間膜フィルム2~5および8のA層を構成する樹脂材料は、中間膜フィルム1のA層を構成する樹脂材料と同じものを用いた。中間膜フィルム2~4および6~8のB層を構成する樹脂材料は、中間膜フィルム1のB層を構成する樹脂材料と同じものを用いた。
中間膜フィルム6のA層を構成する樹脂材料としては、8質量%のスチレン単位および92質量%のイソプレン単位を含有し、-4.5℃のtanδピーク温度および2.5のtanδピーク高さを有する直鎖状水添スチレン・イソプレン・スチレントリブロック共重合体(水添率91%、重量平均分子量263,000)を用いた。
中間膜フィルム7のA層を構成する樹脂材料としては、8質量%のスチレン単位および92質量%のイソプレン単位を含有し、-16.4℃のtanδピーク温度および2.6のtanδピーク高さを有する直鎖状水添スチレン・イソプレン・スチレントリブロック共重合体(水添率91%、重量平均分子量278,000)を用いた。
なお、中間膜フィルム6のA層および中間膜フィルム7のA層を構成する樹脂材料について、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率は、1.0GPa未満であった。
中間膜フィルム5のB層を構成する樹脂材料であるアイオノマー樹脂としては、デュポン社製SentryGlas(R) Interlayerを用いた。
実施例2~7のC層としては、実施例1と同じ化学強化無機ガラスを用いた。
実施例8~11のC層としては、所定の厚さを有する市販のアクリル樹脂シートまたはポリカーボネート樹脂シートを用いた。
表2に記載の通り中間膜フィルムを作製し、表3に記載の合わせガラスの構成としたこと以外は実施例1と同様にして、合わせガラスを作製した。用いた中間膜フィルムの構成を表2に示し、得られた合わせガラスの遮音特性を表3に示す。
なお、中間膜フィルム2~5および8のA層を構成する樹脂材料は、中間膜フィルム1のA層を構成する樹脂材料と同じものを用いた。中間膜フィルム2~4および6~8のB層を構成する樹脂材料は、中間膜フィルム1のB層を構成する樹脂材料と同じものを用いた。
中間膜フィルム6のA層を構成する樹脂材料としては、8質量%のスチレン単位および92質量%のイソプレン単位を含有し、-4.5℃のtanδピーク温度および2.5のtanδピーク高さを有する直鎖状水添スチレン・イソプレン・スチレントリブロック共重合体(水添率91%、重量平均分子量263,000)を用いた。
中間膜フィルム7のA層を構成する樹脂材料としては、8質量%のスチレン単位および92質量%のイソプレン単位を含有し、-16.4℃のtanδピーク温度および2.6のtanδピーク高さを有する直鎖状水添スチレン・イソプレン・スチレントリブロック共重合体(水添率91%、重量平均分子量278,000)を用いた。
なお、中間膜フィルム6のA層および中間膜フィルム7のA層を構成する樹脂材料について、JIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率は、1.0GPa未満であった。
中間膜フィルム5のB層を構成する樹脂材料であるアイオノマー樹脂としては、デュポン社製SentryGlas(R) Interlayerを用いた。
実施例2~7のC層としては、実施例1と同じ化学強化無機ガラスを用いた。
実施例8~11のC層としては、所定の厚さを有する市販のアクリル樹脂シートまたはポリカーボネート樹脂シートを用いた。
実施例12
表2に示すようにA層およびB層を各々1枚ずつの構成としたこと以外は実施例1と同様にして、中間膜フィルム8を作製した。その後、C層としての厚さ1mmの市販アクリル樹脂シートにA層が接するように配置したこと以外は実施例1と同様にして合わせガラスを作製した。得られた合わせガラスの遮音特性を表3に示す。
表2に示すようにA層およびB層を各々1枚ずつの構成としたこと以外は実施例1と同様にして、中間膜フィルム8を作製した。その後、C層としての厚さ1mmの市販アクリル樹脂シートにA層が接するように配置したこと以外は実施例1と同様にして合わせガラスを作製した。得られた合わせガラスの遮音特性を表3に示す。


<比較例1~8>
表4に記載の通り中間膜フィルムを作製し、表5に示す構成となるよう中間膜フィルム、フロートガラスおよび化学強化無機ガラスを用いたこと以外は実施例1と同様にして合わせガラスを作製し、得られた合わせガラスの遮音特性を測定した。
なお、中間膜フィルム9のA層を構成する樹脂材料としては、ポリビニルブチラール樹脂(アセタール化度70モル%、酢酸ビニル単位含有量0.9モル%、原料としたポリビニルアルコールの粘度平均重合度約1700)および可塑剤〔株式会社クラレ製ポリエステルポリオール「クラレポリオールP-510」(融点:-77℃、水酸基価:213.0~235.0mgKOH/g)〕からなる樹脂組成物(ポリビニルブチラール樹脂100質量部に対する可塑剤の量は60質量部)を用いた。
中間膜フィルム9および10のB層を構成する樹脂材料としては、実施例1のB層を構成する樹脂材料と同じポリビニルブチラール樹脂組成物を用いた。
また、比較例2で用いた厚さ1.6mmのガラスは市販のフロートガラスであり、比較例3および4で用いた厚さ1.1mmのガラスは市販のフロートガラスであった。
比較例1~4、7および8は層Cに該当する層を有さない構成となっている。比較例5は、C層および2枚の中間膜フィルム9から構成される合わせガラス用中間膜を用いているが、中間膜フィルム9におけるA層を構成する樹脂材料のtanδピーク高さが1.5より低いものとなっている。比較例6は、C層、中間膜フィルム9および中間膜フィルム10から構成される合わせガラス用中間膜を用いているが、中間膜フィルム9におけるA層を構成する樹脂材料のtanδピーク高さが1.5より低く、中間膜フィルム10はA層に該当する層を有さないものとなっている。
表4に記載の通り中間膜フィルムを作製し、表5に示す構成となるよう中間膜フィルム、フロートガラスおよび化学強化無機ガラスを用いたこと以外は実施例1と同様にして合わせガラスを作製し、得られた合わせガラスの遮音特性を測定した。
なお、中間膜フィルム9のA層を構成する樹脂材料としては、ポリビニルブチラール樹脂(アセタール化度70モル%、酢酸ビニル単位含有量0.9モル%、原料としたポリビニルアルコールの粘度平均重合度約1700)および可塑剤〔株式会社クラレ製ポリエステルポリオール「クラレポリオールP-510」(融点:-77℃、水酸基価:213.0~235.0mgKOH/g)〕からなる樹脂組成物(ポリビニルブチラール樹脂100質量部に対する可塑剤の量は60質量部)を用いた。
中間膜フィルム9および10のB層を構成する樹脂材料としては、実施例1のB層を構成する樹脂材料と同じポリビニルブチラール樹脂組成物を用いた。
また、比較例2で用いた厚さ1.6mmのガラスは市販のフロートガラスであり、比較例3および4で用いた厚さ1.1mmのガラスは市販のフロートガラスであった。
比較例1~4、7および8は層Cに該当する層を有さない構成となっている。比較例5は、C層および2枚の中間膜フィルム9から構成される合わせガラス用中間膜を用いているが、中間膜フィルム9におけるA層を構成する樹脂材料のtanδピーク高さが1.5より低いものとなっている。比較例6は、C層、中間膜フィルム9および中間膜フィルム10から構成される合わせガラス用中間膜を用いているが、中間膜フィルム9におけるA層を構成する樹脂材料のtanδピーク高さが1.5より低く、中間膜フィルム10はA層に該当する層を有さないものとなっている。


表3および表5の遮音特性および最大ΔTLを比較すると、実施例1~12の合わせガラスが0.55以上の高い損失係数および4.1以下の低い最大ΔTLを有する一方で、比較例1~8の合わせガラスは0.55未満の損失係数および4.1より大きい最大ΔTLを有することが分かる。これらの結果は、本発明の合わせガラス用中間膜は高い遮音性を有し、そのような合わせガラス用中間膜を用いた合わせガラスは遮音性を備えることを示している。
本発明の合わせガラス用中間膜および合わせガラスは特に、高い遮音性が要求される乗物用ガラス(例えば乗物用窓ガラス)等に好適に使用される。
1a A層
1b A層
2a B層
2b B層
2c B層
2d B層
3 C層
1b A層
2a B層
2b B層
2c B層
2d B層
3 C層
Claims (22)
- A層、C層、A層をこの順に含み、これらの層の間または外側の任意の箇所にB層を含む合わせガラス用中間膜であって、
前記A層は第1の熱可塑性樹脂を含有する層であり、A層を構成する樹脂材料はJIS K 7244-10:2005に準じて周波数1Hzの条件で複素せん断粘度試験を行うことで測定されるtanδが最大となるピークを-30℃以上10℃以下の範囲に有し、A層の少なくとも1層の樹脂材料の当該tanδピークの高さは1.5以上であり、
前記C層は、厚さが0.1mm以上1.5mm以下である無機ガラスからなる層であるか、または厚さが0.25mm以上2.5mm以下であって第3の熱可塑性樹脂を含有する層であり、C層が第3の熱可塑性樹脂を含有する層である場合、C層を構成する樹脂材料はJIS K 7244-4:1999に準じて周波数0.3Hzの条件で動的粘弾性試験を行うことで測定される0℃における引張貯蔵弾性率が1.0GPa以上であり、
前記B層は第2の熱可塑性樹脂を含有する層であり、前記A層を構成する樹脂材料とは異なる樹脂材料から構成されている、合わせガラス用中間膜。 - 前記A層は第1の熱可塑性樹脂として、芳香族ビニル単量体単位を60モル%以上含む重合体ブロック(a)と共役ジエン単量体単位を60モル%以上含む重合体ブロック(b)とを有するブロック共重合体の水素添加物を含有し、ブロック共重合体の水素添加物における重合体ブロック(a)の含有量は、ブロック共重合体の水素添加物の総質量に対して25質量%以下である、請求項1に記載の合わせガラス用中間膜。
- 前記B層は第2の熱可塑性樹脂として、ポリビニルアセタール樹脂またはアイオノマー樹脂を含有する、請求項1または2に記載の合わせガラス用中間膜。
- 前記ポリビニルアセタール樹脂100質量部に対する可塑剤の含有量は50質量部以下である、請求項3に記載の合わせガラス用中間膜。
- 前記可塑剤は融点が30℃以下であり、水酸基価15~450mgKOH/gであるエステル系可塑剤またはエーテル系可塑剤である、請求項4に記載の合わせガラス用中間膜。
- 前記無機ガラスは化学強化された無機ガラスである、請求項1~5のいずれかに記載の合わせガラス用中間膜。
- 前記C層は第3の熱可塑性樹脂として、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂またはポリビニルアセタール樹脂のいずれかを含有する、請求項1~5のいずれかに記載の合わせガラス用中間膜。
- 前記ポリビニルアセタール樹脂100質量部に対する可塑剤の含有量は30質量部以下である、請求項7に記載の合わせガラス用中間膜。
- 前記可塑剤は融点が30℃以下であり、水酸基価が15~450mgKOH/gであるエステル系可塑剤またはエーテル系可塑剤である、請求項8に記載の合わせガラス用中間膜。
- 縦300mm、横25mm、厚さ1.9mmのフロートガラスと縦300mm、横25mm、厚さ0.55mmの化学強化された無機ガラスとを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数は0.55以上である、請求項1~9のいずれかに記載の合わせガラス用中間膜。
- 0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-a)と、縦300mm、横25mm、厚さ1.9mmのフロートガラスおよび縦300mm、横25mm、厚さ0.55mmの化学強化された無機ガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-a)との差ΔTLは、1000Hz以上の1/3オクターブ帯域の各中心周波数において4.1dB以下である、請求項1~10のいずれかに記載の合わせガラス用中間膜。
- 縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数は0.55以上である、請求項1~11のいずれかに記載の合わせガラス用中間膜。
- 0°~78°の音場入射で与えられる質量則による音響透過損失(TL1-b)と、縦300mm、横25mm、厚さ1.9mmである2枚のフロートガラスを用いて前記合わせガラス用中間膜を挟持した合わせガラスにおいて、20℃で中央加振法により測定される3次共振周波数での損失係数およびISO16940:2008に準じて算出される当該3次共振周波数での曲げ剛性から算出される音響透過損失(TL2-b)との差ΔTLは、1000Hz以上の1/3オクターブ帯域の各中心周波数において4.1dB以下である、請求項1~12のいずれかに記載の合わせガラス用中間膜。
- 前記合わせガラス用中間膜における少なくとも1つの層は遮熱材料を含んでなる、請求項1~13のいずれかに記載の合わせガラス用中間膜。
- 前記遮熱材料は、錫ドープ酸化インジウム、アンチモンドープ酸化錫、アンチモン酸亜鉛、金属ドープ酸化タングステン、ジイモニウム系色素、アミニウム系色素、フタロシアニン系色素、アントラキノン系色素、ポリメチン系色素、ベンゼンジチオール型アンモニウム系化合物、チオ尿素誘導体、チオール金属錯体、アルミニウムドープ酸化亜鉛、錫ドープ酸化亜鉛、ケイ素ドープ酸化亜鉛、六ホウ化ランタンおよび酸化バナジウムからなる群から選択される少なくとも1つである、請求項14に記載の合わせガラス用中間膜。
- 前記合わせガラス用中間膜における少なくとも1つの層は紫外線吸収剤を含んでなる、請求項1~15のいずれかに記載の合わせガラス用中間膜。
- 前記紫外線吸収剤は、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、トリアジン系化合物、ヒンダードアミン系化合物、ベンゾエート系化合物、マロン酸エステル系化合物、インドール系化合物およびシュウ酸アニリド系化合物からなる群から選択される少なくとも1つである、請求項16に記載の合わせガラス用中間膜。
- 前記合わせガラス用中間膜は少なくともA層、B層、C層、B層、A層をこの順に含み、当該C層と2つの当該B層とは直接隣接しており、当該C層は無機ガラスからなる層である、請求項1~17のいずれかに記載の合わせガラス用中間膜。
- 前記合わせガラス用中間膜は少なくともB層、A層、C層、A層をこの順に含む、請求項1~17のいずれかに記載の合わせガラス用中間膜。
- 前記C層は第3の熱可塑性樹脂を含有する層である、請求項19に記載の合わせガラス用中間膜。
- 2つの透明基材の間に請求項1~20のいずれかに記載の合わせガラス用中間膜が挟持されてなる合わせガラスであって、透明基材のうちの少なくとも1つは厚さが1.2~3.0mmの無機ガラスである、合わせガラス。
- 乗物用フロントガラス、乗物用サイドガラス、乗物用サンルーフ、乗物用リアガラスまたはヘッドアップディスプレイ用ガラスである、請求項21に記載の合わせガラス。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020527653A JP7432507B2 (ja) | 2018-06-29 | 2019-06-27 | 合わせガラス用中間膜および合わせガラス |
| EP19826834.4A EP3816131A4 (en) | 2018-06-29 | 2019-06-27 | INTERLAYER FILM FOR LAMINATED GLASS, AND LAMINATED GLASS |
| CN201980040960.1A CN112334424A (zh) | 2018-06-29 | 2019-06-27 | 夹层玻璃用中间膜和夹层玻璃 |
| US17/255,683 US11465392B2 (en) | 2018-06-29 | 2019-06-27 | Interlayer film for laminated glass, and laminated glass |
| KR1020207037469A KR20210027286A (ko) | 2018-06-29 | 2019-06-27 | 접합 유리용 중간막 및 접합 유리 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-124594 | 2018-06-29 | ||
| JP2018124594 | 2018-06-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020004577A1 true WO2020004577A1 (ja) | 2020-01-02 |
Family
ID=68984912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/025680 WO2020004577A1 (ja) | 2018-06-29 | 2019-06-27 | 合わせガラス用中間膜および合わせガラス |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11465392B2 (ja) |
| EP (1) | EP3816131A4 (ja) |
| JP (1) | JP7432507B2 (ja) |
| KR (1) | KR20210027286A (ja) |
| CN (1) | CN112334424A (ja) |
| WO (1) | WO2020004577A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021200961A1 (ja) * | 2020-03-30 | 2021-10-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2021200964A1 (ja) * | 2020-03-30 | 2021-10-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2021246506A1 (ja) * | 2020-06-04 | 2021-12-09 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1235683A1 (de) | 1999-10-25 | 2002-09-04 | Ht Troplast Ag | Verfahren und folie zur herstellung von verbundsicherheitsscheiben |
| WO2003033583A1 (de) | 2001-10-11 | 2003-04-24 | Ht Troplast Ag | Pvb-folie für verbundsicherheitsglas und verbundsicherheitsglas |
| WO2005018969A1 (ja) | 2003-08-22 | 2005-03-03 | Sekisui Chemical Co., Ltd. | 合わせガラス及び合わせガラス用中間膜 |
| JP2007091491A (ja) | 2005-09-27 | 2007-04-12 | Central Glass Co Ltd | 中間膜および合わせガラス |
| WO2013031884A1 (ja) | 2011-08-31 | 2013-03-07 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
| WO2016076339A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社クラレ | 積層体及び合わせガラス |
| WO2017199983A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 水添ブロック共重合体、制振材、遮音材、合わせガラス用中間膜、ダムラバー、靴底材料、床材、積層体および合わせガラス |
| US20180082669A1 (en) * | 2016-09-20 | 2018-03-22 | Solutia Inc. | Sound attenuating multiple layer laminates |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10538063B2 (en) * | 2016-05-09 | 2020-01-21 | Kuraray America, Inc. | Multilayer interlayer and glass laminate |
-
2019
- 2019-06-27 EP EP19826834.4A patent/EP3816131A4/en active Pending
- 2019-06-27 JP JP2020527653A patent/JP7432507B2/ja active Active
- 2019-06-27 KR KR1020207037469A patent/KR20210027286A/ko not_active Application Discontinuation
- 2019-06-27 CN CN201980040960.1A patent/CN112334424A/zh active Pending
- 2019-06-27 WO PCT/JP2019/025680 patent/WO2020004577A1/ja active Application Filing
- 2019-06-27 US US17/255,683 patent/US11465392B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1235683A1 (de) | 1999-10-25 | 2002-09-04 | Ht Troplast Ag | Verfahren und folie zur herstellung von verbundsicherheitsscheiben |
| WO2003033583A1 (de) | 2001-10-11 | 2003-04-24 | Ht Troplast Ag | Pvb-folie für verbundsicherheitsglas und verbundsicherheitsglas |
| WO2005018969A1 (ja) | 2003-08-22 | 2005-03-03 | Sekisui Chemical Co., Ltd. | 合わせガラス及び合わせガラス用中間膜 |
| JP2007091491A (ja) | 2005-09-27 | 2007-04-12 | Central Glass Co Ltd | 中間膜および合わせガラス |
| WO2013031884A1 (ja) | 2011-08-31 | 2013-03-07 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
| WO2016076339A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社クラレ | 積層体及び合わせガラス |
| JP2016108229A (ja) * | 2014-11-10 | 2016-06-20 | 株式会社クラレ | 合わせガラス用中間膜および合わせガラス |
| WO2017199983A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 水添ブロック共重合体、制振材、遮音材、合わせガラス用中間膜、ダムラバー、靴底材料、床材、積層体および合わせガラス |
| US20180082669A1 (en) * | 2016-09-20 | 2018-03-22 | Solutia Inc. | Sound attenuating multiple layer laminates |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3816131A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021200961A1 (ja) * | 2020-03-30 | 2021-10-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2021200964A1 (ja) * | 2020-03-30 | 2021-10-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| CN115315416A (zh) * | 2020-03-30 | 2022-11-08 | 积水化学工业株式会社 | 夹层玻璃用中间膜和夹层玻璃 |
| WO2021246506A1 (ja) * | 2020-06-04 | 2021-12-09 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3816131A1 (en) | 2021-05-05 |
| JP7432507B2 (ja) | 2024-02-16 |
| US20210268773A1 (en) | 2021-09-02 |
| US11465392B2 (en) | 2022-10-11 |
| KR20210027286A (ko) | 2021-03-10 |
| EP3816131A4 (en) | 2022-03-23 |
| JPWO2020004577A1 (ja) | 2021-08-05 |
| CN112334424A (zh) | 2021-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6653552B2 (ja) | 積層体及び合わせガラス | |
| JP6907234B2 (ja) | 多層中間膜及び合わせガラス | |
| EP3532290B1 (en) | Wedge-shaped multilayer interlayer and glass laminate | |
| WO2020004577A1 (ja) | 合わせガラス用中間膜および合わせガラス | |
| US11518147B2 (en) | Method for recycling intermediate film for laminated glass | |
| EP3459916A1 (en) | Laminated glass interlayer and laminated glass | |
| KR20190008570A (ko) | 수지 조성물, 필름 및 접합 유리용 중간막 | |
| WO2020230690A1 (ja) | 合わせガラス用中間膜および合わせガラス | |
| JP6833578B2 (ja) | 合わせガラス用中間膜および合わせガラス | |
| JP2020105393A (ja) | ポリビニルアセタール樹脂組成物、合わせガラス用中間膜および合わせガラス | |
| CN113454041B (zh) | 夹层玻璃用中间膜和夹层玻璃 | |
| WO2022112045A1 (en) | Interlayer films for use in laminated glass and laminated glass |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19826834 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2020527653 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019826834 Country of ref document: EP |