WO2013021982A1 - 発泡性レゾール型フェノール樹脂成形材料及びフェノール樹脂発泡体 - Google Patents
発泡性レゾール型フェノール樹脂成形材料及びフェノール樹脂発泡体 Download PDFInfo
- Publication number
- WO2013021982A1 WO2013021982A1 PCT/JP2012/070037 JP2012070037W WO2013021982A1 WO 2013021982 A1 WO2013021982 A1 WO 2013021982A1 JP 2012070037 W JP2012070037 W JP 2012070037W WO 2013021982 A1 WO2013021982 A1 WO 2013021982A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- phenol resin
- molding material
- mass
- foam
- resol
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B13/00—Layered products comprising a a layer of water-setting substance, e.g. concrete, plaster, asbestos cement, or like builders' material
- B32B13/04—Layered products comprising a a layer of water-setting substance, e.g. concrete, plaster, asbestos cement, or like builders' material comprising such water setting substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B13/045—Layered products comprising a a layer of water-setting substance, e.g. concrete, plaster, asbestos cement, or like builders' material comprising such water setting substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/046—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/04—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B21/047—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0023—Use of organic additives containing oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0028—Use of organic additives containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0033—Use of organic additives containing sulfur
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0042—Use of organic additives containing silicon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0066—Use of inorganic compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0095—Mixtures of at least two compounding ingredients belonging to different one-dot groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/14—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent organic
- C08J9/143—Halogen containing compounds
- C08J9/144—Halogen containing compounds containing carbon, halogen and hydrogen only
- C08J9/145—Halogen containing compounds containing carbon, halogen and hydrogen only only chlorine as halogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3467—Heterocyclic compounds having nitrogen in the ring having more than two nitrogen atoms in the ring
- C08K5/3477—Six-membered rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/04—Condensation polymers of aldehydes or ketones with phenols only
- C08L61/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L83/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon only; Compositions of derivatives of such polymers
- C08L83/04—Polysiloxanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0285—Condensation resins of aldehydes, e.g. with phenols, ureas, melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/08—Closed cell foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/022—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments premixing or pre-blending a part of the components of a foamable composition, e.g. premixing the polyol with the blowing agent, surfactant and catalyst and only adding the isocyanate at the time of foaming
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/026—Crosslinking before of after foaming
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/14—Saturated hydrocarbons, e.g. butane; Unspecified hydrocarbons
- C08J2203/142—Halogenated saturated hydrocarbons, e.g. H3C-CF3
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/04—Foams characterised by their properties characterised by the foam pores
- C08J2205/046—Unimodal pore distribution
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/04—Foams characterised by their properties characterised by the foam pores
- C08J2205/052—Closed cells, i.e. more than 50% of the pores are closed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2361/00—Characterised by the use of condensation polymers of aldehydes or ketones; Derivatives of such polymers
- C08J2361/04—Condensation polymers of aldehydes or ketones with phenols only
- C08J2361/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
- C08J2361/08—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols with monohydric phenols
- C08J2361/10—Phenol-formaldehyde condensates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2483/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen, or carbon only; Derivatives of such polymers
- C08J2483/04—Polysiloxanes
Definitions
- the present invention relates to a foamable resol-type phenolic resin molding material and a phenolic resin foam using the same, and in particular, has excellent flame retardancy and fireproofing properties and has good long-term stability of heat insulation performance, and at the time of molding.
- a phenolic resin foam with good corrosion resistance to contact members due to low dimensional change, excellent strength, improved brittleness, higher pH and lower water absorption than conventional products
- the present invention relates to a foamable resol-type phenol resin molding material and a phenol resin foam obtained by foam-curing the same and having the above-mentioned characteristics.
- phenol resin foams have been widely used as heat insulating materials in construction and other industrial fields because they are excellent in heat insulation, flame retardancy, fire resistance, and the like.
- the thermal conductivity of a plastic-based heat insulating material including a phenol resin foam changes over time from the time of manufacture. This is due to the diffusion of the gas in the bubble to the outside of the system, and is based on the phenomenon that the foaming agent permeates the bubble film and is gradually replaced with air in the atmosphere. Therefore, it is known that the phenol resin foam also has a phenomenon that its thermal conductivity increases with time and the heat insulation performance deteriorates with time.
- the phenol resin foam is used for various applications, but depending on the application, high mechanical properties, particularly those with low brittleness may be required.
- various proposals have been made for improving the heat insulation performance of phenol resin foam and ensuring the stability over time, but as described above, while maintaining good heat insulation performance, the mechanical properties are improved.
- the technology that improves and further reduces the dimensional change during molding is not well known.
- a method of foam-curing a foamable phenol resin molding material containing at least a phenol resin, a foaming agent and a curing agent is used, and as such a curing agent, an acid curing agent, For example, sulfuric acid and organic acids such as benzenesulfonic acid, toluenesulfonic acid, xylenesulfonic acid are used. Therefore, the obtained phenol resin foam contains such an acid curing agent and has a high water absorption. For example, when wet with rain or the like, the acid curing agent is extracted with water. As a result, when a metal member is in contact with such a phenol resin foam or when a metal member is present in the vicinity of such a phenol resin foam, the problem arises that the metal member is susceptible to corrosion. It is.
- the present invention has been made in the background of such circumstances, the problem to be solved is excellent in flame retardancy and fire resistance, and good long-term stability of heat insulation performance.
- Phenol resin foam with good corrosion resistance to contact members due to small dimensional change during molding, excellent strength, improved brittleness, lower water absorption than conventional products, and higher pH It is an object of the present invention to provide a foamable resol-type phenolic resin molding material that imparts the above and a phenolic resin foam having such properties.
- the present invention can be suitably implemented in various aspects as listed below, and each aspect described below can be implemented in any combination. Can also be adopted. It should be understood that the aspects and technical features of the present invention are not limited to those described below, and can be recognized based on the description of the entire specification.
- (3) The aspect (1) or the aspect (2), wherein the chloropropanes and the silicone oil are used in a mass ratio of chloropropanes: silicone oil 1: 1 to 150: 1.
- Foamable resol type phenolic resin molding material (4) The foamable resol-type phenol resin molding material according to any one of the aspects (1) to (3), wherein the chloropropanes are isopropyl chloride. (5) In any one of the above embodiments (1) to (4), the nitrogen-containing crosslinked cyclic compound is contained at a ratio of 0.1 to 10 parts by mass per 100 parts by mass of the liquid resol type phenol resin. The foamable resol-type phenol resin molding material described. (6) The foamable resole according to any one of the aspects (1) to (5), wherein the nitrogen-containing bridged cyclic compound is at least one selected from quinuclidine, pyridine and hexamethylenetetramine.
- Type phenolic resin molding material (7) The foamable resol-type phenol resin molding material according to any one of the aspects (1) to (6), wherein the silicone oil is dimethylpolysiloxane and / or trimethylmethoxysilane. (8) The foamable resol-type phenol resin molding material according to the aspect (7), wherein the dimethylpolysiloxane has a kinematic viscosity at 25 ° C. of 5 mm 2 / s or less. (9) The foamable resol-type phenol resin molding material according to any one of the aspects (1) to (8), further comprising an aryl sulfonic acid as an acid curing agent.
- Resol type phenolic resin molding material (11) The foamable resol type phenol resin according to the aspect (10), wherein the foam stabilizer is a castor oil ethylene oxide adduct formed by adding more than 20 moles and less than 40 moles of ethylene oxide to 1 mole of castor oil. Molding material.
- a face material is provided on at least one surface.
- the face material is at least one selected from a glass nonwoven fabric, a spunbond nonwoven fabric, an aluminum foil-clad nonwoven fabric, a metal plate, a metal foil, a plywood, a calcium silicate plate, a gypsum board, and a wooden cement board.
- the flame retardancy and fire resistance are excellent, the long-term stability of the heat insulation performance is good, the dimensional change during molding is small, the strength is excellent, the brittleness is improved, and Foamable resol type phenolic resin molding material that gives a phenolic resin foam with good corrosion resistance to contact members because of low water absorption and high pH compared to conventional products, and obtained by foaming and curing this A phenol resin foam having the above-described characteristics can be advantageously obtained.
- the foamable resol-type phenol resin molding material of the present invention includes a liquid resol-type phenol resin, a predetermined foaming agent and an acid curing agent, Further, as an additive, it contains a nitrogen-containing crosslinked cyclic compound and silicone oil, and optionally contains a predetermined foam stabilizer, a plasticizer, an inorganic filler and the like.
- liquid resol type phenol resins used there are phenols such as phenol, cresol, xylenol, paraalkylphenol, paraphenylphenol, resorcin, and modified products thereof, and formaldehyde, paraformaldehyde, furfural, acetaldehyde and the like.
- phenol resin obtained by adding a catalytic amount of an alkali such as sodium hydroxide, potassium hydroxide, calcium hydroxide or the like to react with aldehydes, it is not limited to this.
- the use ratio of phenols and aldehydes is not particularly limited, but is usually about 1.0: 1.5 to 1.0: 3.0, preferably 1.0: 1. 8 to 1.0: 2.5.
- the blowing agent used in the present invention contains chloropropanes.
- chloropropanes Among conventionally known chloropropanes, propyl chloride, isopropyl chloride, and the like are preferable in the present invention, and isopropyl chloride is particularly preferable.
- chloropropanes as foaming agents, the initial thermal conductivity of the resulting phenolic resin foam can be lowered, and the cell structure of the foam can be controlled by interaction with silicone oil. And the thermal conductivity of the foam can be kept low over a long period of time.
- the foaming agent used in the present invention is characterized by containing chloropropanes as described above.
- 1,1, Fluorinated hydrocarbon compounds such as 1,3,3-pentafluorobutane (alternative chlorofluorocarbons), salt fluorinated hydrocarbon compounds such as trichloromonofluoromethane, trichlorotrifluoroethane, isobutane, normal butane, cyclobutane, normal pentane, isopentane
- a hydrocarbon such as cyclopentane or neopentane
- an ether compound such as isopropyl ether
- a gas such as nitrogen, oxygen, argon or carbon dioxide gas, or a mixed gas thereof can be appropriately added.
- the amount is preferably 0.1 to 20% by mass, more preferably 0.5 to 15% by mass, based on the chloropropanes.
- the usage-amount of the foaming agent in this invention is 5-15 mass parts normally with respect to 100 mass parts of a liquid resol type phenol resin, Preferably it is 6-10 mass parts.
- the ratio of chloropropanes to the blowing agent is usually 50 to 100% by mass, preferably 70 to 100% by mass.
- a foam stabilizer is also advantageously used.
- the foam stabilizer is preferably contained at a ratio of 0.125 to 1.000 parts by mass, more preferably 0.200 to 0.800, and 0.300 to 0 per part by mass of the foaming agent. More preferably, it is contained at a ratio of .500.
- foam stabilizer By adding an appropriate amount of foam stabilizer to the foaming agent, a foam having a uniform cell structure can be advantageously obtained.
- what contains a castor oil ethylene oxide hereinafter, ethylene oxide is abbreviated as "EO." Addition thing is used preferably.
- castor oil is a non-drying oil obtained by pressing from seeds such as castor sesame seeds, mainly containing unsaturated acids such as ricinoleic acid, oleic acid and linoleic acid, and small amounts of stearic acid and dioxystearic acid Of saturated acid.
- the castor oil EO adduct used as a foam stabilizer in the present invention one in which EO is added in an amount of more than 20 mol and less than 40 mol to 1 mol of castor oil is preferable.
- the reason why the added mole number of EO is more than 20 moles and less than 40 moles is that when the added mole number of EO is within such a range, hydrophobicity mainly composed of long-chain hydrocarbon groups of castor oil. This is because the functional group and the hydrophilic group mainly composed of a polyoxyethylene group formed by EO are arranged in a balanced manner in the molecule, and a good surface activity can be obtained.
- the bubble diameter of the phenol resin foam can be kept small, and flexibility can be imparted to the bubble wall. Effects such as generation can be obtained.
- the number of moles of EO added is more preferably 21 to 38 moles.
- castor oil EO adduct is preferably used as the foam stabilizer, but besides this, dimethylpolysiloxane-polyoxyalkylene copolymer, dimethylpolysiloxane-polyoxyethylene- Polyoxypropylene copolymers, castor oil propylene oxide adducts, and the like can also be used.
- the content of the castor oil EO adduct in the foamable resol type phenol resin molding material is 1 to 5 parts by mass per 100 parts by mass of the phenol resin. Particularly preferred is 2 to 4 parts by mass.
- the content of the castor oil EO adduct is less than 1 part by mass, the bubbles are difficult to be uniformly reduced.
- the content exceeds 5 parts by mass, the water absorption of the produced phenolic resin foam increases and the production cost increases. Because it becomes higher.
- a nitrogen-containing crosslinked cyclic compound is used as an additive.
- this nitrogen-containing crosslinked cyclic compound is used in the foamable resol type phenol resin molding material.
- the resulting phenol resin foam has excellent mechanical strength and improved brittleness while maintaining good heat insulation performance.
- the pH is higher than that of the conventional product, unexpected effects such as corrosion prevention are exhibited.
- nitrogen-containing bridged cyclic compounds examples include quinuclidine, pyridine, hexamethylenetetramine and the like. These may be used alone or in combination of two or more. Among these, hexamethylenetetramine is preferable from the viewpoints of effects and availability.
- the addition amount of the nitrogen-containing crosslinked cyclic compound is preferably 0.1 to 10 parts by mass with respect to 100 parts by mass of the liquid resol type phenol resin from the viewpoint of balance between effect and economy. More preferably, it is 0.3 to 7 parts by mass.
- the silicone oil used as an additive functions extremely effectively for the miniaturization and homogenization of cells forming a bubble structure and the reduction in density.
- the silicone oil having such preferable properties include dimethylpolysiloxane and trimethylmethoxysilane.
- the cell structure of the foam can be controlled, and the cell structure of the foam can be made desirable by adjusting the blending ratio.
- the kinematic viscosity at 25 ° C. is preferably 5 mm 2 / s or less, more preferably 0.1 to 2 mm 2 / s or less, and 0.5 to 1 mm 2. More preferable is / s or less.
- the silicone oil having a kinematic viscosity at 25 ° C. exceeding 5 mm 2 / s is used, the closed cell ratio of the finally obtained foam may be lowered, and the thermal conductivity may be deteriorated.
- the ratio of the total amount of chloropropanes and silicone oil is preferably 5 to 20 parts by mass, more preferably 6 to 13 parts by mass per 100 parts by mass of the liquid resol type phenol resin. If the proportion is less than 5 parts by mass, sufficient foaming force and cell uniformity may not be achieved. On the other hand, if it exceeds 20 parts by mass, the density of the foam is reduced, and the foam is sufficient. Mechanical properties may not be obtained.
- examples of the acid curing agent include inorganic acids such as sulfuric acid and phosphoric acid, organic acids such as benzenesulfonic acid, ethylbenzenesulfonic acid, paratoluenesulfonic acid, xylenesulfonic acid, naphtholsulfonic acid, and phenolsulfonic acid. Is used. These acid curing agents may be used alone or in combination of two or more. In particular, arylsulfonic acids such as paratoluenesulfonic acid, xylenesulfonic acid, naphtholsulfonic acid, and phenolsulfonic acid are advantageously used because they have good compatibility with other components.
- the moisture content in the acid curing agent is preferably 1% by mass or less, and examples include xylene sulfonic acid, a mixture of paratoluene sulfonic acid and xylene sulfonic acid, and the like. Can do.
- polyester polyol is used suitably as a plasticizer used as needed in this invention.
- Such a polyester polyol is obtained by reacting a polyvalent carboxylic acid and a polyhydric alcohol, and there is no particular limitation on the molecular weight, but the ability to impart flexibility to the cell walls and suppress deterioration over time. From this point, the weight average molecular weight is preferably about 200 to 10,000, and more preferably 200 to 5,000. In addition, it is preferable from the viewpoint of performance that at least two hydroxyl groups are present in one molecule.
- the number of carboxyl groups in one molecule of the polyvalent carboxylic acid may be 2 or more, and is not particularly limited. Further, the number of hydroxyl groups in one molecule of the polyhydric alcohol is not particularly limited as long as it is 2 or more.
- Such a polyester polyol can be obtained, for example, as a reaction product of a divalent to tetravalent polyvalent carboxylic acid and a divalent to pentavalent polyhydric alcohol. And what has a compound represented by the following general formula (I) as a main component is preferable.
- A represents a residue obtained by removing a carboxyl group from a divalent carboxylic acid
- R represents a residue obtained by removing a hydroxyl group from a divalent alcohol
- n represents an integer of 1 or more.
- Preferred examples of the divalent carboxylic acid forming A in the general formula (I) include aromatic dicarboxylic acids, aliphatic dicarboxylic acids, and alicyclic dicarboxylic acids.
- aromatic dicarboxylic acid include phthalic acid, isophthalic acid, terephthalic acid, naphthalene-2,3-dicarboxylic acid, naphthalene-1,4-dicarboxylic acid, naphthalene-2,6-dicarboxylic acid, and the like.
- the aliphatic dicarboxylic acid is preferably a saturated aliphatic dicarboxylic acid from the viewpoint of the stability of the resulting polyester polyol, and examples thereof include adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid and the like. it can. Further, as the alicyclic dicarboxylic acid, a saturated alicyclic dicarboxylic acid is preferable from the viewpoint of the stability of the obtained polyester polyol, and cyclohexane-1,2-dicarboxylic acid, cyclohexane-1,3-dicarboxylic acid, cyclohexane- Examples thereof include 1,4-dicarboxylic acid.
- examples of the dihydric alcohol that forms R include aromatic glycol, aliphatic glycol, and alicyclic glycol. Among them, aliphatic glycol and alicyclic glycol are preferable.
- Aromatic glycols include benzenedimethanol groups such as benzene-1,2-dimethanol, benzene-1,3-dimethanol, and benzene-1,4-dimethanol; catechol, resorcinol, hydroquinone, 2,2-bis Examples thereof include ethylene oxide or propylene oxide adducts such as (4-hydroxyphenyl) propane (bisphenol A).
- R is an aliphatic glycol residue, R may have an ether bond (—O—) and / or an ester bond (—COO—) in the molecule.
- aliphatic glycol examples include ethylene glycol, propylene glycol, 1,3-propanediol, 1,2-butanediol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, 1, Alkanediols such as 8-octanediol and 1,9-nonanediol; oxyalkylene glycols such as diethylene glycol, triethylene glycol, polyethylene glycol, dipropylene glycol, tripropylene glycol and polypropylene glycol; ⁇ -butyrolactone, ⁇ -butyrolactone Polyester diols which are ring-opening products of lactones such as ⁇ -valerolactone and oxyalkylene glycols such as ethylene glycol, diethylene glycol and triethylene glycol; Methyl-1,3-propanediol (Nenpentyl glycol), 2,2-die
- the alicyclic glycols include cyclopentane-1,2-diol, cyclopentane-1,2-dimethanol, cyclohexane-1,2-diol, cyclohexane-1,2-dimethanol, cyclohexane-1,3.
- Examples include diol, cyclohexane-1,3-dimethanol, cyclohensan-1,4-diol, cyclohexane-1,4-dimethanol, 2,5-norbornanediol, and the like.
- aliphatic glycols and alicyclic glycols are preferable, and in particular, ethylene glycol, diethylene glycol, propylene glycol, dipropylene glycol, 1,4-butanediol, 1,6-hexanediol, neopentyl glycol, cyclohexane- 1,2-dimethanol, cyclohexane-1,3-dimethanol and cyclohexanedimethanol are preferred.
- n is an integer of 1 or more, and the compound represented by the general formula (I) preferably has a weight average molecular weight of 200 to 10,000, more preferably The value is 200 to 5000.
- the plasticizer containing the polyester polyol is, for example, usually 1.2 mol or more, preferably 1.2 to 5 mol, more preferably 1.5 mol of dihydric alcohol per mol of divalent carboxylic acid. It can be produced by carrying out an esterification reaction at a temperature of about 100 to 320 ° C., preferably 150 to 300 ° C., at a ratio of ⁇ 5 mol. This esterification reaction is preferably performed in the presence of an inert gas such as nitrogen gas. Further, if necessary, a water-insoluble organic solvent azeotroped with water such as toluene or xylene may be used, and the reaction may be carried out under an appropriate reduced pressure.
- an esterification catalyst is usually used.
- esterification catalysts include Bronsted acids such as p-toluenesulfonic acid, sulfuric acid, and phosphoric acid; Lewis acids such as boron trifluoride complex, titanium tetrachloride, and tin tetrachloride; calcium acetate, zinc acetate, manganese acetate, Organic metal compounds such as zinc stearate, alkyl tin oxide, titanium alkoxide; metal oxides such as tin oxide, antimony oxide, titanium oxide, vanadium oxide, and the like. From the viewpoint of oxidation stability of the resulting polyester polyol, Butyltin oxide and tetra-n-butyl orthotitanate are preferred.
- a method in which an acid anhydride of a divalent carboxylic acid is reacted with a dihydric alcohol, a lower alkyl ester of the divalent carboxylic acid (the alkyl group has about 1 to 4 carbon atoms), a dihydric alcohol It is also possible to use a transesterification method in which a halide is reacted with a divalent carboxylic acid halide and a dihydric alcohol in the presence of a hydrogen halide scavenger.
- the reaction product thus obtained is usually a mixture of compounds having different n in the general formula (I).
- the hydroxyl value of this reaction product is usually about 10 to 500 mgKOH / g.
- the plasticizer that can be used in the present invention was obtained by reacting an aromatic dicarboxylic acid with ethylene glycol, diethylene glycol, or 1,4-butanediol at a molar ratio of about 1: 1.5 to 1: 5.
- aromatic dicarboxylic acid with ethylene glycol, diethylene glycol, or 1,4-butanediol at a molar ratio of about 1: 1.5 to 1: 5.
- those containing a compound represented by the following general formula (Ia) are preferred, and those in which A 1 is 1,2-phenylene group, 1,3-phenylene group or 1,4-phenylene group are particularly preferred.
- a 1 is a 1,2-phenylene group, a 1,3-phenylene group, a 1,4-phenylene group, a 2,3-naphthylene group, a 1,4-naphthylene group, or a 2,6-naphthylene group.
- R 1 is —CH 2 CH 2 —, —CH 2 CH 2 OCH 2 CH 2 — or —CH 2 CH 2 CH 2 CH 2 —, and n represents an integer of 1 or more.
- the plasticizer containing such polyester polyol has a structure containing an ester bond and a hydroxyl group that are hydrophilic and excellent in surface activity, it is compatible with the hydrophilic phenol resin liquid and is uniform with the phenol resin. Can be mixed. It is also presumed that by using such a polyester polyol, the uneven distribution of bubbles is avoided, the bubbles are uniformly distributed throughout the foam, and a phenol resin foam that is homogeneous in quality is easily generated.
- polyester polyols when added to phenolic resins, due to the molecular structure that imparts superior surface activity and flexibility, imparts flexibility to the cell walls of the foam, such as cracking of the cell walls over time. It is considered that the effect of suppressing the deterioration phenomenon is exhibited. As a result, it seems that the long-term stability of heat insulation performance is improved.
- the plasticizer is usually used in the range of 0.1 to 20 parts by mass with respect to 100 parts by mass of the liquid resol type phenol resin.
- the amount of the plasticizer used is in such a range, the effect of imparting flexibility to the cell walls is satisfactorily exhibited without impairing other performances of the obtained phenol resin foam.
- a preferred amount of the plasticizer is 0.5 to 15 parts by mass, and more preferably 1 to 12 parts by mass.
- a polyester polyol is preferably used as the plasticizer. If necessary, other plasticizers such as triphenyl phosphate, dimethyl terephthalate, dimethyl isophthalate, and the like may be used as the polyester. Can be used in combination with a polyol.
- the inorganic filler used as desired can provide a phenol resin foam having low thermal conductivity and acidity and improved fire resistance.
- the amount of the inorganic filler to be used is usually 0.1 to 30 parts by mass, preferably 1 to 10 parts by mass with respect to 100 parts by mass of the liquid resol type phenol resin.
- the inorganic filler examples include metal hydroxides and oxides such as aluminum hydroxide, magnesium hydroxide, calcium oxide, magnesium oxide, aluminum oxide, and zinc oxide, metal powders such as zinc, magnesium, and aluminum, calcium carbonate Further, metal carbonates such as magnesium carbonate, barium carbonate, and zinc carbonate can be contained. These inorganic fillers may be used individually by 1 type, and may be used in combination of 2 or more type. Among these inorganic fillers, aluminum hydroxide and / or calcium carbonate is preferably used.
- the foamable resol-type phenolic resin molding material according to the present invention includes, for example, a liquid resol-type phenolic resin, a nitrogen-containing crosslinked cyclic compound, silicone oil, and a foam stabilizer, and further, if necessary, an inorganic filler, a plastic An agent is added and mixed, and a foaming agent and an acid curing agent containing chloropropanes are added to the mixture, and then the mixture is supplied to a mixer and stirred.
- the phenol resin foam according to the present invention is obtained by foam-curing the foamable resol-type phenol resin molding material according to the present invention prepared as described above, and a method for forming such a phenol resin foam.
- a molding method for flowing out onto an endless conveyor (2) a method of flowing out in a spot manner and partially foaming, (3) a method of pressure foaming in a mold, and (4) some large Examples thereof include a method of making a foam block by putting it into a space, and (5) a method of filling and foaming while press-fitting into a cavity.
- a foamable resol-type phenol resin molding material is discharged onto a continuously moving carrier, and the discharged material is foamed and molded via a heating zone to obtain a desired phenol resin.
- This is a method for producing a foam. Specifically, first, the foamable resol-type phenol resin molding material is discharged onto the face material on the conveyor belt. Next, the face material is placed on the upper surface of the molding material on the conveyor belt, and is put into a curing furnace. In the curing furnace, the material is pressed with another conveyor belt from above, the phenolic resin foam is adjusted to a predetermined thickness, and foamed and cured under conditions of about 60 to 100 ° C. and about 2 to 15 minutes. Thereafter, the phenolic resin foam exiting the curing furnace is cut into a predetermined length.
- the face material used here is not particularly limited and is generally natural fibers, synthetic fibers such as polyester fibers and polyethylene fibers, non-woven fabrics such as inorganic fibers such as glass fibers, papers, aluminum foil-clad non-woven fabrics, metals Board, metal foil, etc.
- glass fiber nonwoven fabric spunbond nonwoven fabric, aluminum foil tension nonwoven fabric, metal plate, metal foil, plywood, structural panel, particle board, hard board, wood cement board, flexible board, perlite board , Calcium silicate board, magnesium carbonate board, pulp cement board, shizing board, medium density fiber board, gypsum board, lath sheet, volcanic glass composite board, natural stone, brick, tile, glass molding, lightweight cellular concrete molding , Cement mortar molding, glass fiber reinforced cement molding Molded body of water-curable cement hydrate etc. and the binder component are preferred. These may be used alone or in combination of two or more.
- glass fiber nonwoven fabric spunbond nonwoven fabric, aluminum foil-clad nonwoven fabric, metal plate, metal foil, plywood At least one selected from calcium silicate boards, gypsum boards and woody cement boards is preferably used.
- This face material may be provided on one side of the phenol resin foam or may be provided on both sides. Moreover, when providing in both surfaces, a face material may be the same and may differ. Further, it may be provided later by using an adhesive.
- the thermal conductivity is preferably 0.022 W / m ⁇ K or less.
- the moisture permeability coefficient per 25 mm thickness is usually 60 ng / (m 2 ⁇ s ⁇ Pa) or less, preferably 55 ng / (m 2 ⁇ s ⁇ Pa) or less.
- the dimensional change rate is preferably 2.0 or less.
- the dimensional change rate exceeds 2.0, the dimensional stability after foam molding deteriorates, and the dimensional variation increases.
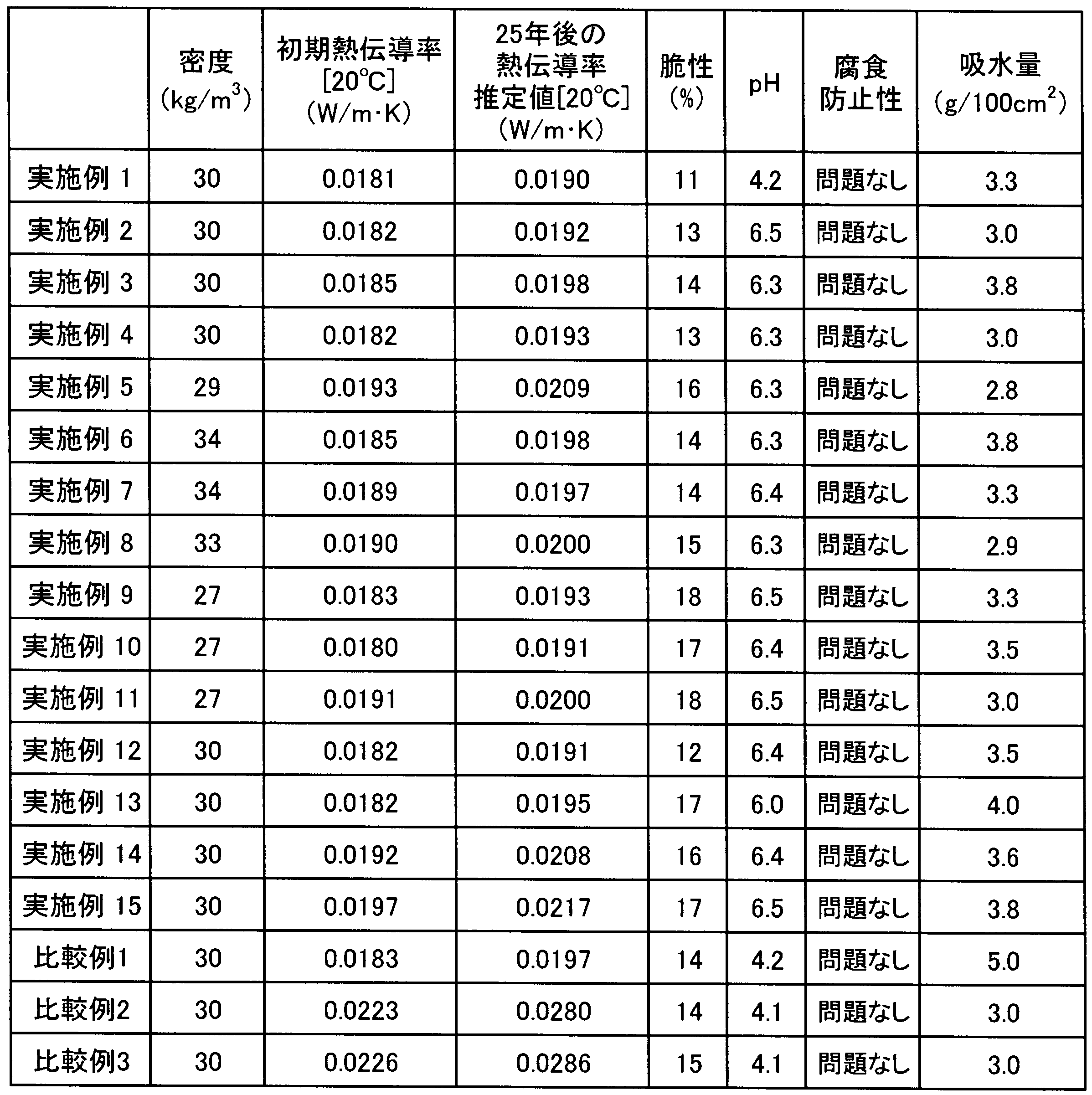
- the brittleness is preferably 20% or less, more preferably 10 to 18%.
- the pH is preferably 4.0 or more, and more preferably in the range of 5.0 to 8.0.
- the closed cell ratio is usually 85% or more, preferably 90% or more, and the oxygen index is preferably 29% or more, more preferably 30% or more.
- the water absorption amount at a phenolic foam is usually about 8 g / 100 cm 2, preferably 6 g / 100 cm 2 or less, 4g / 100 cm 2 or less being more preferred.
- deterioration with time is suppressed, and stable heat insulation performance can be maintained over a long period of time.
- the measuring method of each property of the phenol resin foam will be described in detail later.
- Density The density was measured according to JIS A 9511: 2003, 5.6 density.
- Moisture permeability coefficient per 25 mm thickness Measured according to ISO 1663: 1999 “Hard foamed plastic-Determination of water vapor permeability”.
- the moisture absorbent calcium chloride having a diameter of about 2.5 to 3.5 mm was used.
- Oxygen index Measured according to JIS K7201-2 "Plastics-Test method for flammability by oxygen index-Part 2: Test at room temperature”.
- Example 1 In a three-necked reaction flask equipped with a reflux condenser, a thermometer, and a stirrer, 2000 g of phenol, 2675 g of 47 mass% formalin and 52.0 g of 50 mass% sodium hydroxide aqueous solution were charged and reacted at 80 ° C. for 90 minutes. Next, after cooling to 40 ° C., the solution was neutralized with a 50 mass% paratoluenesulfonic acid aqueous solution, and dehydrated and concentrated to a moisture content of 9 mass% under reduced pressure and heating to obtain a liquid resol type phenol resin.
- the obtained liquid resol type phenol resin had a viscosity of 30000 mPa ⁇ s / 25 ° C., a moisture content of 9% by mass, a number average molecular weight of 400, and a free phenol of 3.4% by mass.
- Example 2 a phenol resin foam was prepared in the same manner as in Example 1 except that 2 parts by mass of calcium carbonate was added as an inorganic filler and the curing agent was changed to 18 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 3- A phenol resin foam was produced in the same manner as in Example 2, except that the amount of isopropyl chloride in Example 2 was changed to 8.0 parts by mass and the amount of dimethylpolysiloxane was changed to 0.2 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 4- A phenol resin foam was produced in the same manner as in Example 2 except that the amount of isopropyl chloride in Example 2 was changed to 8.0 parts by mass and the amount of dimethylpolysiloxane was changed to 0.8 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 5 A phenol resin foam was produced in the same manner as in Example 2 except that the amount of isopropyl chloride in Example 2 was changed to 8.0 parts by mass and the amount of dimethylpolysiloxane was changed to 3.0 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 6- A phenol resin foam was produced in the same manner as in Example 2, except that the amount of isopropyl chloride in Example 2 was changed to 6.0 parts by mass and the amount of dimethylpolysiloxane was changed to 0.2 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 7- A phenol resin foam was produced in the same manner as in Example 2, except that the amount of isopropyl chloride in Example 2 was changed to 6.0 parts by mass and the amount of dimethylpolysiloxane was changed to 1.0 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 8- A phenol resin foam was produced in the same manner as in Example 2 except that the amount of isopropyl chloride in Example 2 was changed to 6.0 parts by mass and the amount of dimethylpolysiloxane was changed to 2.0 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 9- A phenol resin foam was produced in the same manner as in Example 2 except that the amount of isopropyl chloride in Example 2 was changed to 10.0 parts by mass and the amount of dimethylpolysiloxane was changed to 0.6 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 10- A phenol resin foam was produced in the same manner as in Example 2, except that the amount of isopropyl chloride in Example 2 was changed to 10.0 parts by mass and the amount of dimethylpolysiloxane was changed to 1.0 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 11- A phenol resin foam was produced in the same manner as in Example 2, except that the amount of isopropyl chloride in Example 2 was changed to 10.0 parts by mass and the amount of dimethylpolysiloxane was changed to 3.0 parts by mass. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 13- A phenol resin foam was produced in the same manner as in Example 2 except that the curing agent in Example 2 was changed to only xylenesulfonic acid. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 14 Except that the silicone oil in Example 2 was changed to dimethylpolysiloxane (trade name: KF-96L-2cs, manufactured by Shin-Etsu Chemical Co., Ltd.) having a kinematic viscosity at 25 ° C. of 2.0 mm 2 / s, Example In the same manner as in No. 2, a phenol resin foam was produced. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- dimethylpolysiloxane trade name: KF-96L-2cs, manufactured by Shin-Etsu Chemical Co., Ltd.
- Example 15 Except for changing the silicone oil in Example 2 to dimethylpolysiloxane having a kinematic viscosity at 25 ° C. of 5.0 mm 2 / s (trade name: KF-96L-5cs, manufactured by Shin-Etsu Chemical Co., Ltd.) In the same manner as in No. 2, a phenol resin foam was produced. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- Example 1 A phenol resin foam was produced in the same manner as in Example 1 except that no silicone oil was added. And the physical property of this obtained phenol resin foam is shown in Table 1 and Table 2.
- the phenol resin foam according to the present invention uses flame retardant / fireproofing by using a chloropropane as a foaming agent and using a nitrogen-containing crosslinked cyclic compound and silicone oil as additives.
- a chloropropane as a foaming agent
- a nitrogen-containing crosslinked cyclic compound and silicone oil as additives.
- the dimensional change of the phenolic resin foam itself during molding is small, and the dimensional change rate with the face material used at the same time Since the difference can be reduced, appearance defects such as wrinkles and peeling of the face material are reduced.
- the amount of water absorption is low and the pH is high, corrosion resistance is imparted.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Structural Engineering (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Emergency Medicine (AREA)
- Inorganic Chemistry (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
Abstract
Description
(2) 前記クロロプロパン類及び前記シリコーンオイルの合計量の割合が、前記液状レゾール型フェノール樹脂の100質量部当たり、5~20質量部である前記態様(1)に記載の発泡性レゾール型フェノール樹脂成形材料。
(3) 前記クロロプロパン類及び前記シリコーンオイルが、質量比で、クロロプロパン類:シリコーンオイル=1:1~150:1の割合で用いられている前記態様(1)又は前記態様(2)に記載の発泡性レゾール型フェノール樹脂成形材料。
(4) 前記クロロプロパン類が、イソプロピルクロリドである前記態様(1)乃至前記態様(3)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(5) 前記液状レゾール型フェノール樹脂の100質量部当たり、前記含窒素架橋型環式化合物を0.1~10質量部の割合で含む前記態様(1)乃至前記態様(4)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(6) 前記含窒素架橋型環式化合物が、キヌクリジン、ピジン及びヘキサメチレンテトラミンの中から選ばれる少なくとも1種である前記態様(1)乃至前記態様(5)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(7) 前記シリコーンオイルが、ジメチルポリシロキサン及び/又はトリメチルメトキシシランである前記態様(1)乃至前記態様(6)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(8) 前記ジメチルポリシロキサンの25℃における動粘度が5mm2 /s以下である前記態様(7)に記載の発泡性レゾール型フェノール樹脂成形材料。
(9) さらに、酸硬化剤として、アリールスルホン酸を含む前記態様(1)乃至前記態様(8)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(10) さらに、整泡剤を、前記発泡剤の1質量部当たり、0.125~1.000質量部の割合で含む前記態様(1)乃至前記態様(9)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(11) 前記整泡剤が、ひまし油1モルに対して、エチレンオキシドを20モルより多く、40モル未満付加してなるひまし油エチレンオキシド付加物である前記態様(10)に記載の発泡性レゾール型フェノール樹脂成形材料。
(12) さらに、可塑剤として、ポリエステルポリオールを含む前記態様(1)乃至前記態様(11)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(13) さらに、無機フィラーとして、水酸化アルミニウム及び/又は炭酸カルシウムを含む前記態様(1)乃至前記態様(12)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料。
(14) 前記態様(1)乃至前記態様(13)の何れかに記載の発泡性レゾール型フェノール樹脂成形材料を発泡硬化させて得られたフェノール樹脂発泡体。
(15) 熱伝導率が0.022W/m・K以下であり、且つ透湿係数が60ng/m2 ・s・Pa以下である前記態様(14)に記載のフェノール樹脂発泡体。
(16) 寸法変化率が2.0%以下である前記態様(14)又は前記態様(15)に記載のフェノール樹脂発泡体。
(17) pHが4.0以上で、且つ脆性が20%以下である前記態様(14)乃至前記態様(16)の何れかに記載のフェノール樹脂発泡体。
(18) 独立気泡率が85%以上であり、酸素指数が29%以上である前記態様(14)乃至前記態様(17)の何れかに記載のフェノール樹脂発泡体。
(19) 少なくとも一方の表面に、面材を設けてなる前記態様(14)乃至前記態様(17)の何れかに記載のフェノール樹脂発泡体。
(20) 前記面材が、ガラス不織布、スパンボンド不織布、アルミニウム箔張不織布、金属板、金属箔、合板、珪酸カルシウム板、せっこうボード及び木質系セメント板の中から選ばれる少なくとも1種である前記態様(19)に記載のフェノール樹脂発泡体。


JIS A 9511:2003、5.6密度に従い、測定した。
300mm角のフェノール樹脂発泡体サンプルを用い、低温板10℃、高温板30℃に設定し、JIS A 1412-2:1999の「熱流計法」に従い、熱伝導率測定装置HC-074 304(英弘精機株式会社製)を使用して測定した。なお、フェノール樹脂発泡体サンプルを70℃雰囲気に4日間放置した後の熱伝導率を、初期熱伝導率とした。
ISO 11561 Annex Bに準拠し、建築物において発生し得る最高温度を70℃とし、フェノール樹脂発泡体サンプルを70℃雰囲気に25週間放置した後の熱伝導率を、25年後の推定値として測定した。
JIS A 9511:2003、5.14「ぜい(脆)性試験」に従い、測定した。
乳鉢等で250μm(60メッシュ)以下に微粉化したフェノール樹脂発泡体サンプル0.5gを200ml共栓付き三角フラスコに量り取り、純水100mlを加え、密栓する。次いで、マグネチックスターラーを用い、室温(23±5℃)で7日間攪拌した後、フラスコ内の水溶液のpHを、pHメータで測定した。
ISO 1663:1999「硬質発泡プラスチック-水蒸気透過性の求め方」に準拠して、測定した。なお、吸湿剤の塩化カルシウムは、直径2.5~3.5mm程度のものを使用した。
JIS K7201-2「プラスチック-酸素指数による燃焼性の試験方法-第2部:室温における試験」により、測定した。
ASTM D2856により、測定した。
JIS A 9511により、測定した。
300mm角の亜鉛鉄板(厚さ:1mm、めっき付着量:120g/m2 )の上に、同じ大きさのフェノール樹脂発泡体サンプルを載せ、ずれないようにして固定したものを試験体として、40℃、100%RHの促進環境下に設置し、24週間放置した後、亜鉛鉄板のフェノール樹脂発泡体サンプルとの接触面における腐食状態を、目視にて評価した。
JIS A 9511により、測定した。
フェノール樹脂発泡体の成形時の寸法変化を測定するために、成形後のフェノール樹脂発泡体サンプルの寸法を、JIS A 9511に従って測定し、下記式より、成形型枠寸法に対する収縮した長さの割合を100分率で算出した。サンプルの厚さ、幅及び長さを測定し、それらの各々について寸法変化率を算出した後、得られた3つの寸法変化率の平均値を寸法変化率とした。
(寸法変化率)
={(成形型枠寸法)-(サンプル寸法)}÷(成形型枠寸法)
×100(%)
還流器、温度計、攪拌機を備えた三つ口反応フラスコ内に、フェノール2000g、47質量%ホルマリン2675g及び50質量%水酸化ナトリウム水溶液52.0gを仕込み、80℃で90分間反応を行った。次いで、40℃に冷却した後、50質量%パラトルエンスルホン酸水溶液で中和し、減圧・加熱下において、水分率9質量%まで脱水濃縮して、液状レゾール型フェノール樹脂を得た。この得られた液状レゾール型フェノール樹脂は、粘度30000mPa・s/25℃、水分率9質量%、数平均分子量400、遊離フェノール3.4質量%であった。
実施例1において、更に、無機フィラーとして炭酸カルシウムの2質量部を加え、また硬化剤を18質量部に変更した以外は、実施例1と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を8.0質量部、ジメチルポリシロキサンの量を0.2質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を8.0質量部、ジメチルポリシロキサンの量を0.8質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を8.0質量部、ジメチルポリシロキサンの量を3.0質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を6.0質量部、ジメチルポリシロキサンの量を0.2質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を6.0質量部、ジメチルポリシロキサンの量を1.0質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を6.0質量部、ジメチルポリシロキサンの量を2.0質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を10.0質量部、ジメチルポリシロキサンの量を0.6質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を10.0質量部、ジメチルポリシロキサンの量を1.0質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるイソプロピルクロリドの量を10.0質量部、ジメチルポリシロキサンの量を3.0質量部に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2における発泡剤を、イソプロピルクロリド:イソペンタン=85:15の混合物に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2における硬化剤を、キシレンスルホン酸のみに変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるシリコーンオイルを、25℃における動粘度が2.0mm2 /sであるジメチルポリシロキサン(商品名:KF-96L-2cs、信越化学工業株式会社製)に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例2におけるシリコーンオイルを、25℃における動粘度が5.0mm2 /sであるジメチルポリシロキサン(商品名:KF-96L-5cs、信越化学工業株式会社製)に変更した以外は、実施例2と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
シリコーンオイルを添加しなかったこと以外は、実施例1と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例1における硬化剤を、パラトルエンスルホン酸とキシレンスルホン酸との、質量比=2:1の混合物16質量部とし、発泡剤をイソペンタンに変更した以外は、実施例1と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。
実施例1における硬化剤を、パラトルエンスルホン酸とキシレンスルホン酸との、質量比=2:1の混合物16質量部とし、発泡剤をイソペンタンに変更し、シリコーンオイルを添加しなかった以外は、実施例1と同様にして、フェノール樹脂発泡体を作製した。そして、この得られたフェノール樹脂発泡体の物性を、表1及び表2に示す。

Claims (20)
- 少なくとも液状レゾール型フェノール樹脂、発泡剤及び酸硬化剤を含み、更に添加剤として、含窒素架橋型環式化合物及びシリコーンオイルを含むと共に、前記発泡剤として、クロロプロパン類を含むことを特徴とする発泡性レゾール型フェノール樹脂成形材料。
- 前記クロロプロパン類及び前記シリコーンオイルの合計量の割合が、前記液状レゾール型フェノール樹脂の100質量部当たり、5~20質量部である請求項1に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記クロロプロパン類及び前記シリコーンオイルが、質量比で、クロロプロパン類:シリコーンオイル=1:1~150:1の割合で用いられている請求項1又は請求項2に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記クロロプロパン類が、イソプロピルクロリドである請求項1乃至請求項3の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記液状レゾール型フェノール樹脂の100質量部当たり、前記含窒素架橋型環式化合物を0.1~10質量部の割合で含む請求項1乃至請求項4の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記含窒素架橋型環式化合物が、キヌクリジン、ピジン及びヘキサメチレンテトラミンの中から選ばれる少なくとも1種である請求項1乃至請求項5の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記シリコーンオイルが、ジメチルポリシロキサン及び/又はトリメチルメトキシシランである請求項1乃至請求項6の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記ジメチルポリシロキサンの25℃における動粘度が5mm2 /s以下である請求項7に記載の発泡性レゾール型フェノール樹脂成形材料。
- さらに、酸硬化剤として、アリールスルホン酸を含む請求項1乃至請求項8の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- さらに、整泡剤を、前記発泡剤の1質量部当たり、0.125~1.000質量部の割合で含む請求項1乃至請求項9の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- 前記整泡剤が、ひまし油1モルに対して、エチレンオキシドを20モルより多く、40モル未満付加してなるひまし油エチレンオキシド付加物である請求項10に記載の発泡性レゾール型フェノール樹脂成形材料。
- さらに、可塑剤として、ポリエステルポリオールを含む請求項1乃至請求項11の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- さらに、無機フィラーとして、水酸化アルミニウム及び/又は炭酸カルシウムを含む請求項1乃至請求項12の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料。
- 請求項1乃至請求項13の何れか1項に記載の発泡性レゾール型フェノール樹脂成形材料を発泡硬化させて得られたフェノール樹脂発泡体。
- 熱伝導率が0.022W/m・K以下であり、且つ透湿係数が60ng/m2 ・s・Pa以下である請求項14に記載のフェノール樹脂発泡体。
- 寸法変化率が2.0%以下である請求項14又は請求項15に記載のフェノール樹脂発泡体。
- pHが4.0以上で、且つ脆性が20%以下である請求項14乃至請求項16の何れか1項に記載のフェノール樹脂発泡体。
- 独立気泡率が85%以上であり、酸素指数が29%以上である請求項14乃至請求項17の何れか1項に記載のフェノール樹脂発泡体。
- 少なくとも一方の表面に、面材を設けてなる請求項14乃至請求項18の何れか1項に記載のフェノール樹脂発泡体。
- 前記面材が、ガラス不織布、スパンボンド不織布、アルミニウム箔張不織布、金属板、金属箔、合板、珪酸カルシウム板、せっこうボード及び木質系セメント板の中から選ばれる少なくとも1種である請求項19に記載のフェノール樹脂発泡体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147003606A KR101890456B1 (ko) | 2011-08-08 | 2012-08-07 | 발포성 레졸형 페놀 수지 성형 재료 및 페놀 수지 발포체 |
| CN201280038884.9A CN103717668B (zh) | 2011-08-08 | 2012-08-07 | 发泡性甲阶型酚醛树脂成形材料和酚醛树脂发泡体 |
| EP12821863.3A EP2743312B1 (en) | 2011-08-08 | 2012-08-07 | Foamable resol-type phenol resin molding material and phenol resin foam |
| JP2013528027A JP6023712B2 (ja) | 2011-08-08 | 2012-08-07 | 発泡性レゾール型フェノール樹脂成形材料及びフェノール樹脂発泡体 |
| AU2012293256A AU2012293256B2 (en) | 2011-08-08 | 2012-08-07 | Foamable resol-type phenol resin molding material and phenol resin foam |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-172649 | 2011-08-08 | ||
| JP2011172649 | 2011-08-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013021982A1 true WO2013021982A1 (ja) | 2013-02-14 |
Family
ID=47668489
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/070037 WO2013021982A1 (ja) | 2011-08-08 | 2012-08-07 | 発泡性レゾール型フェノール樹脂成形材料及びフェノール樹脂発泡体 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2743312B1 (ja) |
| JP (1) | JP6023712B2 (ja) |
| KR (1) | KR101890456B1 (ja) |
| CN (1) | CN103717668B (ja) |
| AU (1) | AU2012293256B2 (ja) |
| WO (1) | WO2013021982A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5795450B1 (ja) * | 2014-11-18 | 2015-10-14 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| JP5805345B1 (ja) * | 2015-06-04 | 2015-11-04 | 積水化学工業株式会社 | フェノール樹脂発泡体 |
| JP5877913B1 (ja) * | 2014-08-20 | 2016-03-08 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| CN111732814A (zh) * | 2020-07-28 | 2020-10-02 | 福建天利高新材料有限公司 | 一种高性能防火阻燃酚醛泡沫及其制备方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104497474A (zh) * | 2014-11-24 | 2015-04-08 | 河北天能泡沫板有限公司 | 一种金属面酚醛复合板用酚醛发泡体及其制备方法 |
| KR101644786B1 (ko) * | 2016-01-13 | 2016-08-12 | (주)세타폼 | 산성 경화제가 포함되지 않은 페놀수지 발포체의 제조방법, 이에 의해 제조되는 페놀수지 발포체, 및 이를 위한 페놀수지 발포체용 조성물 |
| WO2019080978A1 (en) * | 2017-10-27 | 2019-05-02 | H+H Danmark A/S | INSULATING COMPOSITE FOR INSULATING BUILDINGS |
| KR102356528B1 (ko) * | 2018-07-30 | 2022-01-26 | (주)엘엑스하우시스 | 페놀 수지 발포체, 이의 제조방법 및 이를 포함하는 단열재 |
| CN112724447A (zh) * | 2020-12-14 | 2021-04-30 | 苏州圣杰特种树脂有限公司 | 一种墙面保温酚醛树脂发泡材料及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5876432A (ja) * | 1981-10-30 | 1983-05-09 | Chugoku Kako Kk | 吸水性及び保水性に優れたレゾ−ル型フエノ−ル樹脂発泡体の製造方法 |
| JPS596230A (ja) * | 1982-07-05 | 1984-01-13 | Chugoku Kako Kk | 低腐蝕性及び低吸水性レゾ−ル型フエノ−ル樹脂発泡体の製造方法 |
| JPS61268733A (ja) | 1985-05-22 | 1986-11-28 | Mitsui Petrochem Ind Ltd | フエノ−ル樹脂発泡体の製法 |
| JPS6339933A (ja) | 1986-08-06 | 1988-02-20 | Bridgestone Corp | フエノ−ル樹脂発泡体の製造方法 |
| JPH02185538A (ja) * | 1989-01-03 | 1990-07-19 | Recticel | 実質的に独立セル形状の硬質フェノールフォーム及びその製造法 |
| JPH07196838A (ja) * | 1993-12-29 | 1995-08-01 | Asahi Organic Chem Ind Co Ltd | 発泡硬化型フェノール樹脂系組成物 |
| JP2000087467A (ja) * | 1998-09-09 | 2000-03-28 | Sumitomo Forestry Co Ltd | 建築基礎用断熱材 |
| JP2002037910A (ja) * | 2000-07-25 | 2002-02-06 | Asahi Organic Chem Ind Co Ltd | 発泡性フェノール系レゾール樹脂組成物及びその製造方法 |
| JP2007070507A (ja) * | 2005-09-08 | 2007-03-22 | Asahi Organic Chem Ind Co Ltd | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0587093A (ja) | 1991-09-26 | 1993-04-06 | Matsushita Electric Ind Co Ltd | 電動送風機 |
| JP3553133B2 (ja) * | 1994-06-16 | 2004-08-11 | 昭和高分子株式会社 | レゾール型フェノール樹脂発泡体の製造方法 |
| CN101033307B (zh) * | 2006-03-10 | 2011-06-08 | 上海尖端工程材料有限公司 | 一种由改性可发酚醛树脂制备酚醛泡沫的方法 |
| JP5385634B2 (ja) * | 2009-02-20 | 2014-01-08 | 積水化学工業株式会社 | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 |
-
2012
- 2012-08-07 EP EP12821863.3A patent/EP2743312B1/en active Active
- 2012-08-07 JP JP2013528027A patent/JP6023712B2/ja active Active
- 2012-08-07 CN CN201280038884.9A patent/CN103717668B/zh active Active
- 2012-08-07 WO PCT/JP2012/070037 patent/WO2013021982A1/ja active Application Filing
- 2012-08-07 AU AU2012293256A patent/AU2012293256B2/en active Active
- 2012-08-07 KR KR1020147003606A patent/KR101890456B1/ko active IP Right Grant
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5876432A (ja) * | 1981-10-30 | 1983-05-09 | Chugoku Kako Kk | 吸水性及び保水性に優れたレゾ−ル型フエノ−ル樹脂発泡体の製造方法 |
| JPS596230A (ja) * | 1982-07-05 | 1984-01-13 | Chugoku Kako Kk | 低腐蝕性及び低吸水性レゾ−ル型フエノ−ル樹脂発泡体の製造方法 |
| JPS61268733A (ja) | 1985-05-22 | 1986-11-28 | Mitsui Petrochem Ind Ltd | フエノ−ル樹脂発泡体の製法 |
| JPS6339933A (ja) | 1986-08-06 | 1988-02-20 | Bridgestone Corp | フエノ−ル樹脂発泡体の製造方法 |
| JPH02185538A (ja) * | 1989-01-03 | 1990-07-19 | Recticel | 実質的に独立セル形状の硬質フェノールフォーム及びその製造法 |
| JPH0587093B2 (ja) | 1989-01-03 | 1993-12-15 | Recticel | |
| JPH07196838A (ja) * | 1993-12-29 | 1995-08-01 | Asahi Organic Chem Ind Co Ltd | 発泡硬化型フェノール樹脂系組成物 |
| JP2000087467A (ja) * | 1998-09-09 | 2000-03-28 | Sumitomo Forestry Co Ltd | 建築基礎用断熱材 |
| JP2002037910A (ja) * | 2000-07-25 | 2002-02-06 | Asahi Organic Chem Ind Co Ltd | 発泡性フェノール系レゾール樹脂組成物及びその製造方法 |
| JP2007070507A (ja) * | 2005-09-08 | 2007-03-22 | Asahi Organic Chem Ind Co Ltd | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2743312A4 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5877913B1 (ja) * | 2014-08-20 | 2016-03-08 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| JP2016043696A (ja) * | 2014-08-20 | 2016-04-04 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| JP5795450B1 (ja) * | 2014-11-18 | 2015-10-14 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| JP5805345B1 (ja) * | 2015-06-04 | 2015-11-04 | 積水化学工業株式会社 | フェノール樹脂発泡体 |
| JP2016180087A (ja) * | 2015-06-04 | 2016-10-13 | 積水化学工業株式会社 | フェノール樹脂発泡体 |
| CN111732814A (zh) * | 2020-07-28 | 2020-10-02 | 福建天利高新材料有限公司 | 一种高性能防火阻燃酚醛泡沫及其制备方法 |
| CN111732814B (zh) * | 2020-07-28 | 2023-05-09 | 福建天利高新材料有限公司 | 一种高性能防火阻燃酚醛泡沫及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2743312B1 (en) | 2016-06-15 |
| KR101890456B1 (ko) | 2018-08-21 |
| JP6023712B2 (ja) | 2016-11-09 |
| AU2012293256A1 (en) | 2014-01-09 |
| CN103717668A (zh) | 2014-04-09 |
| EP2743312A4 (en) | 2014-12-24 |
| AU2012293256B2 (en) | 2015-12-17 |
| CN103717668B (zh) | 2016-04-06 |
| EP2743312A1 (en) | 2014-06-18 |
| KR20140047711A (ko) | 2014-04-22 |
| JPWO2013021982A1 (ja) | 2015-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3932293B2 (ja) | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 | |
| JP6023712B2 (ja) | 発泡性レゾール型フェノール樹脂成形材料及びフェノール樹脂発泡体 | |
| CA2621512C (en) | A phenolic foam | |
| CN101184808B (zh) | 用于酚醛泡沫体的增塑剂,以及制备酚醛泡沫体的方法 | |
| JP7458587B2 (ja) | フェノール発泡体及びその製造方法 | |
| KR101333877B1 (ko) | 페놀 수지 발포체 | |
| WO2020031863A1 (ja) | フェノールフォーム製造用樹脂組成物 | |
| JP2007070504A (ja) | フェノール樹脂発泡体 | |
| JP2011016919A (ja) | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 | |
| JP4947760B2 (ja) | フェノール樹脂発泡体 | |
| JP4761446B2 (ja) | フェノール樹脂発泡体 | |
| JP2007070505A (ja) | フェノール樹脂発泡体 | |
| JP4939784B2 (ja) | フェノール樹脂発泡体 | |
| JP5485600B2 (ja) | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 | |
| JP5700873B2 (ja) | 発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体 | |
| IE20050262A1 (en) | A plasticiser for phenolic foam and a process for producing phenolic foam |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201280038884.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12821863 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013528027 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2012293256 Country of ref document: AU Date of ref document: 20120807 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012821863 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20147003606 Country of ref document: KR Kind code of ref document: A |