WO2013015352A1 - 微粒子の製造方法 - Google Patents
微粒子の製造方法 Download PDFInfo
- Publication number
- WO2013015352A1 WO2013015352A1 PCT/JP2012/068943 JP2012068943W WO2013015352A1 WO 2013015352 A1 WO2013015352 A1 WO 2013015352A1 JP 2012068943 W JP2012068943 W JP 2012068943W WO 2013015352 A1 WO2013015352 A1 WO 2013015352A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fine particles
- film
- particles according
- composite
- producing fine
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/04—Making granules by dividing preformed material in the form of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials, e.g. fibre reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic material
- B23K2103/42—Plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B2009/125—Micropellets, microgranules, microparticles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing Of Micro-Capsules (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
Description
また、懸濁重合法は疎水性のモノマーを機械的な攪拌によって、懸濁させ、液滴をそのまま樹脂粒子化する方法であり、数μmから数十μmの樹脂微粒子を得ることができる。
更に、分散重合法は有機溶剤中でのソープフリー乳化重合法といえる方法であり、サブミクロンから数μmの粒子径の樹脂微粒子を得るのに適している。
また、従来の方法では、粒度分布が均一な微粒子を製造することは困難であった。
一方、超臨界技術を用いた噴出法により微小な樹脂粒子を製造する技術(RESS法)では、超臨界二酸化炭素を使用するため、乾燥工程が不要で、環境負荷が低いという利点を有している。しかし、予め重合したポリマーを超臨界二酸化炭素に溶解させる必要があり、一般に超臨界二酸化炭素に対するポリマーの溶解度は低いため、RESS法には生産性に課題があった。
また、生産性が高く、機能発現のために添加できる異種物質に制限がなく、さらに、複合微粒子の球体中心に異種物質を包含させることができる、異質表面を有する複合微粒子の製造方法を提供することができる。
上記複合フィルムを用いることで、異質表面を有する複合微粒子を製造することができる。
しかしながら、本発明の方法を用いることにより、上記(i)~(v)の問題を解決することが可能となる。
(a)重合性モノマーを含有するペーストを基材樹脂フィルムに塗工した後、重合反応させることにより得られるもの、
(b)ポリマーを含有するペーストを基材樹脂フィルムに塗工、乾燥することにより得られるもの、
(c)2以上の各層フィルムを作製した後、上記各層フィルムを貼り合せることにより得られるもの、
を用いることが好ましい。
(c1)1以上の各層樹脂フィルムと、1以上の重合性モノマーを含有する前駆体フィルムと有する2以上の各層フィルムを作製し、上記各層フィルムを貼り合せた後、重合反応させる方法、
(c2)1以上の各層樹脂フィルムと、1以上の有機溶剤を含有する溶剤含有フィルムと有する2以上の各層フィルムを作製し、上記各層フィルムを貼り合せた後、乾燥する方法、
を用いることが好ましい。
上記方法は、用いられる原料の材質によって適宜選択される。例えば、重合性モノマーを用いる場合は、フィルムを貼り合せた後に重合することによって、強固な貼り合せ界面が形成されるので、(c1)の方法が好ましく、天然由来のポリマーを原料に用いる場合は(c2)の方法が好ましい。
(c1-1)ポリマー、重合性モノマー及び有機溶剤を含有するペーストを塗工した後、上記有機溶剤を乾燥する方法、
(c1-2)異なる2種の重合性モノマーを含有するペーストを塗工した後、一方の重合性モノマーを重合させる方法、
を用いることが好ましい。
また、上記(c2)の溶剤含有フィルムを作製する方法としては、例えば、
(c2-1)重合性モノマー及び有機溶剤を含有するペーストを塗工した後、重合反応させる方法、
を用いることが好ましい。
上記の方法についても、前項と同様に、用いられる原料の材質によって適宜選択される。
上記重合性モノマーとしては、例えば、(メタ)アクリレート、スチレン誘導体、塩化ビニル、塩化ビニリデン、酢酸ビニル、エチレン、プロピレン等の付加重合性モノマー、カプロラクタム、ジカルボン酸とジアミン、エーテルとカルボン酸、乳酸、アルコキシシラン、ウレタンモノマー、エポキシモノマー等の重縮合・重付加重合性モノマー等が挙げられる。
また、上記重合性モノマーを含有するペーストには、色彩、帯電性、導電性、熱伝導性、官能基、磁性等の物性を呈する物質を添加してもよい。
また、上記重合性モノマーを含有するペーストがイオン交換ゲル化能や架橋作用を呈する物質を含む場合はゲル化させることが好ましい。
また、上記樹脂フィルムが複合フィルムである場合は、層間に芯物質が等間隔で配置されていることが好ましい。
上記芯物質が等間隔で配置されていることで、例えば、異質球面をもつマイクロカプセルや柱状マイクロカプセルを作製することができる。
厚みが0.05μm未満であると、フィルムの強度が小さくなり、裁断後に基材から剥離するのが困難になることがあり、1000μmを超えると、フィルムの強度が大きくなりすぎて精密裁断が困難になる。より好ましくは0.15~100μmである。
上記切断幅が0.05μm未満であると、レーザー等の精密な裁断機を用いても得られる微粒子の粒子径均一性が低くなり、500μmを超えると、得られる微粒子の分散性や粉体流動性が悪くなる。好ましい下限は0.15μm、好ましい上限は100μmである。
なお、上記切断の方法としては、樹脂フィルムの長手方向に等間隔で切断してもよく、樹脂フィルムの長手方向と垂直方向に等間隔で切断してもよい。また、切断面が正方形になるように切断してもよく、矩形状や円形になるように切断してもよい。
更に、上記幅0.05~500μmの等間隔で切断した後、更に切断面と垂直方向に切断してもよい。
上記微小片を溶融する方法としては、例えば、上記微小片を、樹脂フィルムを構成する樹脂の融点以上の温度に加熱して溶融する方法や、樹脂フィルムを構成する樹脂と相溶性のない溶媒に添加して溶融する方法等が挙げられる。
なお、溶融した後、球状としてから重合、乾燥、又はゲル化をさらに継続してもよい。特に、樹脂フィルムが複合フィルムである場合は、樹脂フィルム調製前の重合反応時間と、樹脂フィルム調製後の重合反応時間とを調整することで、複合フィルムの剥離を防止でき、良好な異質半球表面を有する複合微粒子を効率良く調製することができる。
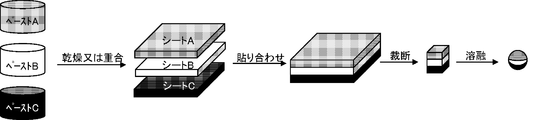
また、図2に示すように、重合性モノマー、水、有機溶媒などの溶媒に溶解或いは分散させた溶液をシートに塗工した後、乾燥又は重合させることで複合フィルムを作製することもできる。
また、異なる物性のフィルムを独自に調製し、これを合体させることから、それぞれの半球表面に多種多様な機能を付与することができる。
つぎに、複合シートを切断機で所定の大きさに切断(シートカッティング)して微小片とし、この微小片を連続相(例えば80℃の水相)中に投入して溶融、冷却する。ここで、二層構造の複合シートを略立方体形状に切断することにより、異質半球面をもつ複合微粒子(I)を調製することができる。三層構造の複合シートを略立方体形状に切断することにより、三層構造複合微粒子(III)を調製することができる。なお、図4に、三層構造の複合シートを略立方体形状に切断することにより、三層構造複合微粒子を調製する場合を示す。
二層構造の複合シートを略四角柱形状に切断することにより、柱状複合微粒子(IV)を調製することができる。また、2枚のシートA、Bを貼り合せる前に、一方のシート上に芯物質を載置することにより、異質球面をもつマイクロカプセル(II)や柱状マイクロカプセル(V)を調製することができる。
ポリメチルメタクリレート2.5g、ポリイソブチルメタクリレート2.5g、MEK(メチルエチルケトン)5g、ブタノール5g、界面活性剤としてネオゲンR(ドデシルベンゼンスルホン酸ナトリウム)0.01gの混合溶液をシャーレに注入してキャスト法にてフィルム化し、厚み50μmのシートを得た。
次いで、このシートをエキシマレーザー式精密切断機(光源ArFレーザー、波長193nm)を用いて、切断幅50μmで縦横直交方向に切断し(50μm角)、50μm角の大きさの四角柱形状の微小片を得た。
得られた微小片を80℃の連続相中に投入して溶融して球状にした。ここで、連続相としては、エチレングリコール100gにポリビニルアルコール0.5gとリン酸三カルシウム2.5gを溶解したものを用いた。得られた粒子の平均粒子径は55μm、CV値は4%であった。
レーザー式切断機を用いず、シートを遊星ボールミル(フリッチュジャパン社製、P-7)で粉砕することにより、微小片を作製した以外は、実施例1と同様の方法で粒子を作成した。得られた粒子の平均粒子径は35μm、CV値は112%であった。
ポリメチルメタクリレート2.5g、ポリイソブチルメタクリレート2.5g、MEK(メチルエチルケトン)25g、ブタノール25gを含有する混合溶液をラボ噴霧乾燥機(日本ビュッヒ社製、B-290)を用いて乾燥粉体化した。得られた粒子の平均粒子径は30μm、CV値は45%であった。
[白黒微粒子の製造]
モノマー混合物A,Bとして、スチレンとエチルヘキシルアクリレートの混合物をそれぞれ5g、重合開始剤A,Bとして、AIBN(アゾビスイソブチロニトリル)をそれぞれ0.5g、添加物Aとして、白色顔料である二酸化チタン(TiO2)粉末を0.6g、添加物Bとして、黒色顔料であるマグネタイト(Fe3O4)粉末を0.5g、モノマー混合物A,Bに添加する溶媒としてMEKをそれぞれ10g、モノマー混合物A,Bに添加する界面活性剤として、Span80(ソルビタンモノオリエート)をそれぞれ0.05g用いて、図2に示すフローに従って複合微粒子を製造した。
モノマー混合物Aに重合開始剤A、添加物A、界面活性剤を加えて混合し、所定時間予備塊状重合した。その後、この混合モノマーをシャーレに注入してキャスト法にてフィルム化し、さらに予備塊状重合を継続し、シートAを得た。シートAの厚みは110μmであった。同様に、モノマー混合物Bに重合開始剤B、添加物B、界面活性剤を加えて混合し、所定時間、予備塊状重合した。その後、この混合モノマーをシャーレに注入してキャスト法にてフィルム化し、さらに予備塊状重合を継続し、シートBを得た。シートBの厚みは130μmであった。
次いで、この複合フィルムをエキシマレーザー式精密切断機を用いて、切断幅150μmで縦横直交方向に切断し(150μm角)、150μm角の大きさの四角柱形状の微小片を得た。この微小片を80℃の連続相中に投入して溶融して球状にした。ここで、連続相として、エチレングリコール100gにポリビニルアルコール0.5gとリン酸三カルシウム2.5gを溶解したものを用いた。
シートAの作製において、混合モノマーをガラス上にスピンコートした後、予備重合した以外は、実施例2と同様にしてシートAを作製した。得られたシートAの厚みは0.10μmであった。このシートAの上に、実施例2と同様のモノマーBの混合モノマーをスピンコートし、10分間加熱重合を行うことによって、厚み0.19μmの複合シートを得た。
実施例2において、複合フィルムをエキシマレーザー式精密切断機を用いて、切断幅1500μmで縦横直交方向に切断し(1500μm角)、1500μm角の大きさの四角柱形状の微小片を得た以外は実施例2と同様にして粒子を作製した。しかしながら、冷却後に得られた粒子は扁平状のままであり、流動性が著しく劣る粉体が得られた。なお、粒子の平均粒子径は450μm、CV値は135%であった。
複合フィルムをエキシマレーザー式精密切断機を用いて、切断幅0.04μm(0.04μm角)で切断することで微小片を得た以外は実施例3と同様にして粒子を作製した。
しかしながら、冷却することにより得られた粒子は、二色構造が不鮮明な粒子が観察された。なお、粒子の平均粒子径は0.06μm、CV値は63%であった。
[マイクロカプセル型微粒子の製造]
モノマー混合物A,Bとして、スチレンモノマーとエチルヘキシルアクリレートの混合物をそれぞれ5g、重合開始剤A,Bとして、AIBN(アゾビスイソブチロニトリル)をそれぞれ0.5g、芯物質Cとして、銀粒子、モノマー混合物A,Bに添加する界面活性剤として、Span80(ソルビタンモノオリエート)をそれぞれ0.05g用いて、図3に示すフロー及び図5に従って複合微粒子を製造した。
その後、残存モノマーを消費するために重合を継続した後、冷却することにより、芯物質として銀粒子を中心部に包含した、平均粒子径26μm、CV値8%のマイクロカプセルの形態を有する複合微粒子が得られた。
芯物質の銀粒子の配置において、5~30μmの不均一な間隔としたこと以外は実施例4と同様にマイクロカプセル型粒子を作成した。その結果、銀粒子は必ずしもカプセルの中心部のみに配置せず、粒子を球状化する際、複合フィルムから連続層に脱離する銀粒子が観察された。
芯物質の銀粒子の配置において、15μmの等間隔としたこと以外は実施例4と同様にマイクロカプセル型粒子を作成した。その結果、銀粒子は必ずしもカプセルの中心部には配置せず、粒子を球状化する際、複合フィルムから連続層に脱離する銀粒子が観察された。
[(親水性-疎水性)両親媒性微粒子の製造]
疎水性モノマー混合物Aとして、スチレン5.0g、親水性モノマー混合物Bとして、2-ヒドロキエチルメタクリレート5.0g、添加物Aとして、白色顔料である二酸化チタン(TiO2)粉末を0.1g、添加物Bとして、黒色顔料であるマグネタイト(Fe3O4)粉末を0.1g、重合開始剤A、Bとして、AIBN(アゾビスイソブチロニトリル)をそれぞれ0.5g、モノマー混合物A、Bに添加する溶媒としてMEKをそれぞれ10g、モノマー混合物A、Bに添加する界面活性剤として、Span80(ソルビタンモノオリエート)をそれぞれ0.05g用いて、図3に示すフローに従って複合微粒子を製造した。
即ち、モノマー混合物Aに重合開始剤A、溶媒、界面活性剤を加えて混合し、70℃にて所定時間重合した。その後、このポリマー溶液をシャーレに注入してキャスト法にて溶剤を乾燥しながらフィルム化し、疎水性シートAを得た。シートAの厚みは23μmであった。同様に、モノマー混合物Bに重合開始剤B、溶剤、界面活性剤を加えて混合し、70℃にて所定時間重合した。その後、このポリマー溶液をシャーレのシートA上に注入してキャスト法にてフィルム化し、シートBを積層して厚み43μmの複合フィルムを作製した。シートB部分の厚みは20μmであった。
この粒子が分散したスラリーに、ヘキサン100gを添加し、攪拌した後一時間静置して観察すると、粒子は水とヘキサンの界面に局在し、粒子の白い疎水性部分はヘキサン層に、粒子の黒い親水性部分は水と接するように配置されているのが観察され、両親媒性粒子であることが確認された。
[(親水性-疎水性)両親媒性微粒子の製造]
疎水性ペースト混合物Aとして、ポリスチレン5.0g、白色顔料である二酸化チタン(TiO2)粉末を0.1g、溶媒としてMEKを10g、界面活性剤として、Span80(ソルビタンモノオリエート)を0.05g用いた。ペースト混合物Aをシャーレに注入したのち、70℃にて溶剤を乾燥し、キャスト法にてフィルム化し、疎水性シートAを得た。シートAの厚みは53μmであった。
他方、親水性ペースト混合物Bとして、ヒドロキシプロピルメチルセルロース(信越化学社製メトローズ60SH)5.0g、黒色顔料であるマグネタイト(Fe3O4)粉末を0.1g、溶媒としてイオン交換水を10g、界面活性剤として、Span80(ソルビタンモノオリエート)を0.05g用いた。ペースト混合物Bをシャーレに注入したのち、70℃にて溶媒を乾燥し、キャスト法にてフィルム化し、親水性シートBを得た。シートBの厚みは45μmであった。
次いで、この複合フィルムをエキシマレーザー式精密切断機を用いて、切断幅80μmで縦横直交方向に切断し(80μm角)、80μm角の大きさの四角柱形状の微小片を得た。この微小片を80℃の連続相中に投入して溶融して球状にした。ここで、連続相として、水100gにポリビニルアルコール0.5gとリン酸三カルシウム2.5gを溶解したものを用いた。
[(親水性-疎水性)両親媒性微粒子の製造]
疎水性ペースト混合物Aとして、スチレン2.5g、ポリスチレン2.5g、白色顔料である二酸化チタン(TiO2)粉末を0.1g、重合開始剤として、AIBN(アゾビスイソブチロニトリル)を0.3g、溶媒としてMEKを10g、界面活性剤として、Span80(ソルビタンモノオリエート)を0.05g用いた。ペースト混合物Aをシャーレに注入したのち、50℃にて溶剤を乾燥し、キャスト法にてフィルム化し、疎水性シートAを得た。シートAの厚みは55μmであった。
一方、親水性ペースト混合物Bとして、ヒドロキシプロピルメチルセルロース(信越化学社製メトローズ60SH)5.0g、黒色顔料であるマグネタイト(Fe3O4)粉末を0.1g、溶媒としてイオン交換水を10g、界面活性剤として、Span80(ソルビタンモノオリエート)を0.05g用いた。ペースト混合物Bをシャーレに注入したのち、70℃にて溶媒を乾燥し、キャスト法にてフィルム化し、親水性シートBを得た。シートBの厚みは48μmであった。
次いで、この複合フィルムをエキシマレーザー式精密切断機を用いて、切断幅80μmで縦横直交方向に切断し(80μm角)、80μm角の大きさの四角柱形状の微小片を得た。この微小片を80℃の連続相中に投入して溶融して球状にした。ここで、連続相として、水100gにポリビニルアルコール0.5gとリン酸三カルシウム2.5gを溶解したものを用いた。
また、生産性が高く、機能発現のために添加できる異種物質に制限がなく、さらに、複合微粒子の球体中心に異種物質を包含させることができる、異質表面を有する複合微粒子の製造方法を提供することができる。
Claims (16)
- 樹脂フィルムを幅0.05~500μmの等間隔で切断することで微小片を作製する工程を有することを特徴とする微粒子の製造方法。
- 微小片を作製する工程を行った後、前記微小片を溶融する工程を行うことを特徴とする請求項1記載の微粒子の製造方法。
- 前記樹脂フィルムは、基材にポリマーを含有するペーストを塗工、乾燥することにより得られることを特徴とする請求項1又は2記載の微粒子の製造方法。
- 前記樹脂フィルムは、基材に重合性モノマーを含有するペーストを塗工した後、重合反応させることにより得られることを特徴とする請求項1又は2記載の微粒子の製造方法。
- 前記樹脂フィルムは、2層以上の層を有する複合フィルムであることを特徴とする請求項1、2、3又は4記載の微粒子の製造方法。
- 前記複合フィルムは、重合性モノマーを含有するペーストを基材樹脂フィルムに塗工した後、重合反応させることにより得られるものであることを特徴とする請求項5記載の微粒子の製造方法。
- 前記複合フィルムは、ポリマーを含有するペーストを基材樹脂フィルムに塗工、乾燥することにより得られるものであることを特徴とする請求項5記載の微粒子の製造方法。
- 前記複合フィルムは、2以上の各層フィルムを作製した後、前記各層フィルムを貼り合せることにより得られるものであることを特徴とする請求項5記載の微粒子の製造方法。
- 前記複合フィルムは、1以上の各層樹脂フィルムと、1以上の重合性モノマーを含有する前駆体フィルムと有する2以上の各層フィルムを作製し、前記各層フィルムを貼り合せた後、重合反応させることにより得られるものであることを特徴とする請求項8記載の微粒子の製造方法。
- 前記前駆体フィルムは、ポリマー、重合性モノマー及び有機溶剤を含有するペーストを塗工した後、前記有機溶剤を乾燥することにより得られるものであることを特徴とする請求項9記載の微粒子の製造方法。
- 前記前駆体フィルムは、異なる2種の重合性モノマーを含有するペーストを塗工した後、一方の重合性モノマーを重合させることにより得られるものであることを特徴とする請求項9記載の微粒子の製造方法。
- 前記複合フィルムは、1以上の各層樹脂フィルムと、1以上の有機溶剤を含有する溶剤含有フィルムと有する2以上の各層フィルムを作製し、前記各層フィルムを貼り合せた後、乾燥することにより得られるものであることを特徴とする請求項8記載の微粒子の製造方法。
- 前記溶剤含有フィルムは、重合性モノマー及び有機溶剤を含有するペーストを塗工した後、重合反応させることにより得られるものであることを特徴とする請求項12記載の微粒子の製造方法。
- 前記樹脂フィルムは、芯物質が等間隔で配置されていることを特徴とする請求項1、2、3、4、5、6、7、8、9、10、11、12又は13記載の微粒子の製造方法。
- 前記複合フィルムは、層間に芯物質が等間隔で配置されていることを特徴とする請求項5、6、7、8、9、10、11、12、13又は14記載の微粒子の製造方法。
- 前記微小片の中心に前記芯物質が位置するように前記樹脂フィルムを切断することを特徴とする請求項14又は15記載の微粒子の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137024190A KR20140050591A (ko) | 2011-07-26 | 2012-07-26 | 미립자의 제조 방법 |
| JP2012549189A JP5935189B2 (ja) | 2011-07-26 | 2012-07-26 | 微粒子の製造方法 |
| CN201280022647.3A CN103517938A (zh) | 2011-07-26 | 2012-07-26 | 微粒的制造方法 |
| US14/124,818 US20140197564A1 (en) | 2011-07-26 | 2012-07-26 | Method for producing fine particles |
| EP12818446.2A EP2738201A4 (en) | 2011-07-26 | 2012-07-26 | PROCESS FOR PRODUCING FINE PARTICLES |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-163578 | 2011-07-26 | ||
| JP2011163578 | 2011-07-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013015352A1 true WO2013015352A1 (ja) | 2013-01-31 |
Family
ID=47601190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/068943 WO2013015352A1 (ja) | 2011-07-26 | 2012-07-26 | 微粒子の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20140197564A1 (ja) |
| EP (1) | EP2738201A4 (ja) |
| JP (1) | JP5935189B2 (ja) |
| KR (1) | KR20140050591A (ja) |
| CN (1) | CN103517938A (ja) |
| TW (1) | TWI567116B (ja) |
| WO (1) | WO2013015352A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTO20130284A1 (it) * | 2013-04-09 | 2014-10-10 | Fond Istituto Italiano Di Tecnologia | Procedimento per la produzione di microparticelle polimeriche sagomate |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10315230A (ja) * | 1997-05-19 | 1998-12-02 | Fudoo Kk | 粒状化熱硬化性樹脂成形材料の製造方法 |
| JPH11222602A (ja) * | 1998-02-04 | 1999-08-17 | Reiko Co Ltd | 金属粉製造用フイルム及び金属粉 |
| JPH11286012A (ja) * | 1998-04-01 | 1999-10-19 | Sumitomo Bakelite Co Ltd | 顆粒状半導体封止用エポキシ樹脂組成物の製造方法及び半導体装置 |
| JP2000239394A (ja) * | 1999-02-24 | 2000-09-05 | Reiko Co Ltd | 光輝性樹脂ペレット |
| JP2001500172A (ja) | 1996-07-19 | 2001-01-09 | イー インク コーポレイション | 電子的にアドレス指定可能なマイクロカプセル化されたインクおよびそのディスプレイ |
| JP2005008656A (ja) * | 2003-06-16 | 2005-01-13 | Reiko Co Ltd | 抗菌性を有する光輝性樹脂ペレット |
| JP2005239915A (ja) | 2004-02-27 | 2005-09-08 | Mitsubishi Materials Corp | 親水性を有する高分子微粒子の製造方法及びその製造装置 |
| JP2007091991A (ja) * | 2005-09-30 | 2007-04-12 | Sumitomo Chemical Co Ltd | 非互着性ゴム組成物ペレット、及びその製造方法 |
| JP2011105953A (ja) | 2011-03-02 | 2011-06-02 | Tokuyama Dental Corp | 有機無機複合フィラー |
| WO2011092955A1 (ja) * | 2010-01-27 | 2011-08-04 | 国立大学法人新潟大学 | 異質表面を有する複合微粒子の製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5624112A (en) * | 1979-08-03 | 1981-03-07 | Daicel Chem Ind Ltd | Cutting method for specific layer of filmy synthetic resin laminate |
| JPH07156569A (ja) * | 1993-12-10 | 1995-06-20 | Ricoh Co Ltd | クリームハンダ用マスクおよびその製造方法 |
| JP2002100825A (ja) * | 2000-09-26 | 2002-04-05 | Komatsu Ltd | エキシマレーザ装置及びシリコン切断装置 |
| JP2002122893A (ja) * | 2000-10-18 | 2002-04-26 | Fujitsu Ltd | 表示デバイス用2色ボールの製造方法 |
| US20090081460A1 (en) * | 2002-09-13 | 2009-03-26 | Jds Uniphase Corporation | Reinforced Glitter |
| JP4233999B2 (ja) * | 2003-12-25 | 2009-03-04 | 日東電工株式会社 | 積層型偏光板およびその製造方法 |
| JP5269334B2 (ja) * | 2007-03-29 | 2013-08-21 | 三菱化学株式会社 | 均一粒子状ポリマーの製造方法および均一粒子状ポリマーの造粒装置 |
| JP2013018964A (ja) * | 2011-06-17 | 2013-01-31 | Nitto Denko Corp | 粘着フィルム |
-
2012
- 2012-07-26 KR KR1020137024190A patent/KR20140050591A/ko not_active Application Discontinuation
- 2012-07-26 JP JP2012549189A patent/JP5935189B2/ja not_active Expired - Fee Related
- 2012-07-26 TW TW101126979A patent/TWI567116B/zh not_active IP Right Cessation
- 2012-07-26 EP EP12818446.2A patent/EP2738201A4/en not_active Withdrawn
- 2012-07-26 WO PCT/JP2012/068943 patent/WO2013015352A1/ja active Application Filing
- 2012-07-26 US US14/124,818 patent/US20140197564A1/en not_active Abandoned
- 2012-07-26 CN CN201280022647.3A patent/CN103517938A/zh active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001500172A (ja) | 1996-07-19 | 2001-01-09 | イー インク コーポレイション | 電子的にアドレス指定可能なマイクロカプセル化されたインクおよびそのディスプレイ |
| JPH10315230A (ja) * | 1997-05-19 | 1998-12-02 | Fudoo Kk | 粒状化熱硬化性樹脂成形材料の製造方法 |
| JPH11222602A (ja) * | 1998-02-04 | 1999-08-17 | Reiko Co Ltd | 金属粉製造用フイルム及び金属粉 |
| JPH11286012A (ja) * | 1998-04-01 | 1999-10-19 | Sumitomo Bakelite Co Ltd | 顆粒状半導体封止用エポキシ樹脂組成物の製造方法及び半導体装置 |
| JP2000239394A (ja) * | 1999-02-24 | 2000-09-05 | Reiko Co Ltd | 光輝性樹脂ペレット |
| JP2005008656A (ja) * | 2003-06-16 | 2005-01-13 | Reiko Co Ltd | 抗菌性を有する光輝性樹脂ペレット |
| JP2005239915A (ja) | 2004-02-27 | 2005-09-08 | Mitsubishi Materials Corp | 親水性を有する高分子微粒子の製造方法及びその製造装置 |
| JP2007091991A (ja) * | 2005-09-30 | 2007-04-12 | Sumitomo Chemical Co Ltd | 非互着性ゴム組成物ペレット、及びその製造方法 |
| WO2011092955A1 (ja) * | 2010-01-27 | 2011-08-04 | 国立大学法人新潟大学 | 異質表面を有する複合微粒子の製造方法 |
| JP2011105953A (ja) | 2011-03-02 | 2011-06-02 | Tokuyama Dental Corp | 有機無機複合フィラー |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2738201A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103517938A (zh) | 2014-01-15 |
| TWI567116B (zh) | 2017-01-21 |
| TW201313787A (zh) | 2013-04-01 |
| US20140197564A1 (en) | 2014-07-17 |
| JP5935189B2 (ja) | 2016-06-15 |
| EP2738201A1 (en) | 2014-06-04 |
| EP2738201A4 (en) | 2015-03-04 |
| KR20140050591A (ko) | 2014-04-29 |
| JPWO2013015352A1 (ja) | 2015-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5556583A (en) | Encapsulation method | |
| Hwang et al. | Production of uniform-sized polymer core− shell microcapsules by coaxial electrospraying | |
| KR870008976A (ko) | 안료 캡슐화 라텍스 수성착색제 분산액 | |
| KR20130038455A (ko) | 균일한 입도를 갖는 디스플레이용 마이크로캡슐 제조 방법 | |
| CN103374141B (zh) | 一种基于微流控芯片制备蜂窝状聚合物微球的方法 | |
| JP4029252B2 (ja) | マイクロカプセルの製造方法、および表示デバイスの製造方法 | |
| JP5935189B2 (ja) | 微粒子の製造方法 | |
| KR101285210B1 (ko) | 구상 복합 조성물 및 구상 복합 조성물의 제조 방법 | |
| JP5709268B2 (ja) | 異質表面を有する複合微粒子の製造方法 | |
| JP2010500442A (ja) | 二段階押出しにより顔料の顆粒を調製する方法 | |
| KR20150017796A (ko) | 나노입자를 포함하는 액상 마이크로 캡슐의 제조방법 | |
| CN104923133A (zh) | 尺寸形状独立可控的聚电解质微胶囊的制备方法 | |
| CN108297438A (zh) | 一种基于光诱导可逆胶束的3d打印支撑材料的制备方法 | |
| CN104959085A (zh) | 一种尺寸形状可控的聚电解质中空微胶囊及其应用 | |
| JP2003290647A (ja) | 電気泳動性粒子分散液内包マイクロカプセルの製造方法、および該カプセルを用いた可逆表示媒体 | |
| Kim et al. | Microfluidic approaches for designing multifunctional polymeric microparticles from simple emulsions to complex particles | |
| Lee et al. | Fabrication of kinetically stable micropolymofoam particles and the spontaneous induction of morphological transformation | |
| WO2001064331A1 (de) | Verfahren zur herstellung von mikro- und/oder nanokapseln | |
| JP2004300436A (ja) | 樹脂微粒子の製造方法及び樹脂微粒子、それを装填した物品 | |
| CN108579634A (zh) | 一种疏水性胺胶囊的制备方法 | |
| Chang et al. | Application and prospect of self-healing microcapsules in surface coating of wood | |
| Fan et al. | Preparation of oil core/polyelectrolyte shell microcapsules by a coacervation method | |
| CN105315415A (zh) | 高羧酸含量水性丙烯酸改性聚氨酯乳液的一步法制备方法 | |
| FUJII | Foams/bubbles stabilized with polymer particles | |
| JPH04290539A (ja) | マイクロカプセル複合体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2012549189 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12818446 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137024190 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012818446 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14124818 Country of ref document: US |