WO2012165548A1 - グラフェン製造用銅箔、及びグラフェンの製造方法 - Google Patents
グラフェン製造用銅箔、及びグラフェンの製造方法 Download PDFInfo
- Publication number
- WO2012165548A1 WO2012165548A1 PCT/JP2012/064077 JP2012064077W WO2012165548A1 WO 2012165548 A1 WO2012165548 A1 WO 2012165548A1 JP 2012064077 W JP2012064077 W JP 2012064077W WO 2012165548 A1 WO2012165548 A1 WO 2012165548A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- graphene
- copper foil
- height
- copper
- rolling
- Prior art date
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/15—Nano-sized carbon materials
- C01B32/182—Graphene
- C01B32/184—Preparation
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/15—Nano-sized carbon materials
- C01B32/182—Graphene
- C01B32/184—Preparation
- C01B32/186—Preparation by chemical vapour deposition [CVD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/70—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper
- B01J23/72—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y40/00—Manufacture or treatment of nanostructures
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/02—Alloys based on copper with tin as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/02—Sulfur, selenium or tellurium; Compounds thereof
- B01J27/04—Sulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0009—Use of binding agents; Moulding; Pressing; Powdering; Granulating; Addition of materials ameliorating the mechanical properties of the product catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0081—Preparation by melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/16—Reducing
- B01J37/18—Reducing with gases containing free hydrogen
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12431—Foil or filament smaller than 6 mils
Definitions
- the present invention relates to a copper foil for producing graphene and a method for producing graphene.
- Graphite has a layered structure in which a number of flat carbon 6-membered ring layers are stacked, but those with a single atomic layer to several atomic layers are called graphene or graphene sheets.
- Graphene sheets have unique electrical, optical and mechanical properties, and in particular have a high carrier movement speed. For this reason, graphene sheets are expected to have a wide range of applications in the industry, such as fuel cell separators, transparent electrodes, conductive thin films for display elements, mercury-free fluorescent lamps, composite materials, and drug delivery system (DDS) carriers. ing.
- Non-Patent Document 1 describes that Cu is used as a substrate, but graphene does not grow in the surface direction in a short time on the Cu foil, and the Cu layer formed on the Si substrate is annealed. The substrate is formed as coarse particles. In this case, the size of graphene is limited by the Si substrate size, and the manufacturing cost is high.
- the reason why copper is excellent as a catalyst for graphene growth is that copper hardly dissolves carbon.
- copper acts as a catalyst, and carbon atoms generated by thermal decomposition of the hydrocarbon gas form graphene on the copper surface. Further, since the copper covered with graphene loses its catalytic action, the hydrocarbon gas is not further thermally decomposed at that portion, and the graphene is not easily formed into a plurality of layers, and a single graphene layer is obtained. Therefore, although a copper single crystal is excellent in this respect as a substrate for producing graphene, it is expensive and limited in size, and thus is not suitable for forming a large area graphene.
- an object of the present invention is to provide a copper foil for producing graphene capable of producing large-area graphene at low cost and a method for producing graphene using the same.
- the copper foil for producing graphene according to the present invention has a diameter measured by conducting an elemental analysis of the surface with a scanning electron microscope before heating at 1000 ° C. for 1 hour in an atmosphere of argon containing the remaining 20% by volume of hydrogen.
- the total number of oxides and sulfides of 0.5 ⁇ m or more is 15 pieces / mm 2 or less.
- the copper foil for producing graphene of the present invention has a cross section parallel to the rolling direction and perpendicular to the rolling surface, among the cross sections before heating at 1000 ° C. for 1 hour in an atmosphere of argon containing the remaining 20% by volume of hydrogen.
- the elemental analysis was performed with a scanning electron microscope at a depth of 10 ⁇ m from the surface and the total area was 3 mm 2 , the total number of oxides and sulfides having a diameter of 0.5 ⁇ m or more was 100 / mm 2 or less.
- the copper foil for producing graphene of the present invention was obtained by measuring a surface of 1 mm 2 after heating for 1 hour at 1000 ° C. in an atmosphere of argon with the balance being 20% by volume or more of hydrogen, and using a confocal microscope.
- the height profile of the granular part surrounded by the contour of the two-dimensional image is obtained one by one, and the height of the highest part in the range of ⁇ 25 ⁇ m from the position of the lowest height DM in the plane direction and in the rolling parallel direction.
- the depth of the recesses DS ⁇ DM, and when the ds is counted as 1.5 ⁇ m or more as the recesses, the number of the recesses is 20 / mm 2 or less. It is.
- the copper foil for producing graphene of the present invention was obtained by measuring a surface of 1 mm 2 after heating for 1 hour at 1000 ° C. in an atmosphere of argon with the balance being 20% by volume or more of hydrogen, using a confocal microscope.
- the height profile of the granular part surrounded by the outline is acquired one by one in the two-dimensional image of the above, and the height of the lowest part in the range of ⁇ 25 ⁇ m in the plane direction and the rolling parallel direction from the position of the highest height HM
- the purity of Cu is preferably 99.95 to 99.995% by mass.
- tough pitch copper specified in JIS-H3100, oxygen-free copper specified in JIS-H3100, or one kind selected from the group of Sn and Ag with respect to the tough pitch copper or oxygen-free copper It is preferable to contain 0.050 mass% or less of the above elements.
- the method for producing graphene of the present invention uses the copper foil for producing graphene, arranges the heated copper foil for producing graphene in a predetermined chamber and supplies a carbon-containing gas, and the surface of the copper foil for producing graphene A graphene forming step of forming graphene on the surface, and a graphene transfer step of laminating a transfer sheet on the surface of the graphene and transferring the graphene onto the transfer sheet while etching away the copper foil for producing graphene .
- a copper foil capable of producing a large area graphene at low cost is obtained.
- % means “% by mass” unless otherwise specified.
- the copper foil has a diameter measured by conducting an elemental analysis of the surface with a scanning electron microscope before heating at 1000 ° C. for 1 hour in an atmosphere of hydrogen containing at least 20% by volume of hydrogen and the balance argon.
- the total number of oxides and sulfides of 5 ⁇ m or more is 15 pieces / mm 2 or less.
- the present inventor studied the cause of the deterioration of the quality by increasing the sheet resistance of graphene when producing graphene using a copper foil as a substrate, and found that there is a step that prevents the growth of graphene on the copper foil.
- the carbon atom bond of graphene is in nm units, but the unevenness on the surface of the copper foil is on the ⁇ m level, so if the unevenness (step) on the surface of the copper foil is large, the bond between the graphene carbon atoms breaks and the sheet It is thought that resistance increases. If a high-purity copper foil in which Cu exceeds 99.995% by mass is used, a smooth copper foil with few steps on the surface can be obtained, but the size is limited at high cost.
- the reason for prescribing oxides and sulfides containing 20% by volume or more of hydrogen and heating at 1000 ° C. for 1 hour in the atmosphere of the remaining argon is that when heated to around 1000 ° C. as described above, the vicinity of the copper foil surface This is because the oxides and sulfides present in the water vaporize, and at that time, the surface is destroyed and swollen, resulting in dents and pits.
- the reason for measuring oxides and sulfides having a diameter of 0.5 ⁇ m or more is that oxides and sulfides having a diameter of 0.5 ⁇ m or more tend to cause unevenness on the copper foil surface. Here, the diameter is obtained as shown in FIG.
- mapping observation of oxygen and sulfur is performed by a surface analysis of a scanning electron microscope equipped with energy dispersive X-ray analysis (EDX) for a 1 mm ⁇ 1 mm visual field on the surface of the copper foil.
- FIG. 8 shows the oxygen mapping.
- a portion having the highest oxygen or sulfur concentration is selected in the mapping region, and a 10 ⁇ m long line analysis (symbol LN in FIG. 8) is performed across the portion. This is because it is difficult to accurately determine the absolute value of the element concentration by mapping, whereas the line analysis has high measurement accuracy of the element concentration.
- the lowest value of oxygen or sulfur concentration is used as a reference, the position of the portion having a concentration of 5% by mass higher than this reference is compared with the mapping, and the concentration of 5% by mass in the mapping region is compared with the reference.
- Determine the color tone of the high part A portion having a higher concentration than the color tone (that is, a portion having a concentration of 5% by mass or more higher than the reference) was regarded as an oxide or sulfide.
- a set of portions (contour U in FIG. 8) having a concentration of 5% by mass or more than the above standard was obtained, and this was regarded as an oxide or sulfide region.
- the maximum length M of these regions and the length T in the vertical direction were measured to determine the average value, which was used as the diameter of the oxide or sulfide.
- the total number of oxides and sulfides having a diameter of 0.5 ⁇ m or more is 15 pieces / mm 2 or less.
- oxides and sulfides are also measured from the copper foil cross section. can do.
- the reason why the depth from the surface to 10 ⁇ m is the measurement object is that even if oxides or sulfides are present in the interior far from the surface of the copper foil, the copper foil surface is unlikely to be uneven.
- the method for measuring oxides and sulfides and the method for counting the number are the same as in the first invention.
- the cross section may be obtained from an arbitrary position of the copper foil.
- corrugation which arose in the copper foil surface after containing hydrogen 20 volume% or more and heating at 1000 degreeC for 1 hour in the atmosphere of remainder argon is prescribed
- the copper foil surface (1 mm 2 ) after being heated at 1000 ° C. for 1 hour in an atmosphere containing 20% by volume or more of hydrogen and the balance argon is measured with a confocal microscope, and the obtained two-dimensional surface is obtained.
- information in the height direction was obtained for each granular part surrounded by the outline.
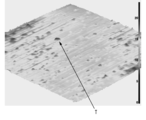
- FIG. 2 is a two-dimensional image showing an example of a confocal microscope image on the surface of the copper foil.
- FIG. 3 shows the height profile of the granular portion at the point S (corresponding to the recess) in FIG.
- the number of recesses needs to be 20 / mm 2 or less. When the number of recesses exceeds 20 / mm 2 , the unevenness on the surface of the copper foil becomes remarkable, making it difficult to produce high-quality graphene.
- corrugation which arose on the copper foil surface after heating at 1000 degreeC for 1 hour in the atmosphere of hydrogen containing 20 volume% or more and remainder is prescribed
- the copper foil surface (1 mm 2 ) after being heated at 1000 ° C. for 1 hour was measured with a confocal microscope, and the contour of the obtained two-dimensional image was obtained. The information in the height direction was obtained one by one for the enclosed granular part.
- FIG. 2 shows an example of a confocal microscope image on the surface of the copper foil.
- FIG. 4 shows the height information of the granular portion at the point T (corresponding to the convex portion) in FIG.
- the height dt of the convex portion is within a range of ⁇ 25 ⁇ m from the position of the highest height HM in the plane direction and in the rolling parallel direction.
- dt is 1.5 micrometers or more as a convex part. It is necessary that the number of convex portions is 100 / mm 2 or less. If the number of protrusions exceeds 100 / mm 2 , the unevenness on the surface of the copper foil becomes remarkable, making it difficult to produce high-quality graphene.
- the maximum value of ds is preferably 14 ⁇ m or less, more preferably 10 ⁇ m or less, and most preferably 6 ⁇ m or less.
- the maximum value of dt is preferably 16 ⁇ m or less, more preferably 10 ⁇ m or less, and most preferably 6 ⁇ m or less.
- composition of copper foil As the copper foil, tough pitch copper (TPC) standardized to JIS-H3100, or oxygen-free copper (OFC) standardized to JIS-H3510 or JIS-H3100 can be suitably used. Moreover, the composition which contains 0.050 mass% or less of 1 or more types of elements chosen from the group of Sn and Ag with respect to these tough pitch copper or oxygen-free copper can also be used. When the above elements are contained, the strength of the copper foil is improved, the film has an appropriate elongation, and the crystal grain size can be increased.
- the content of the element exceeds 0.050% by mass, the strength is further improved, but the elongation is lowered and the workability is deteriorated and the growth of the crystal grain size may be suppressed. More preferably, the content of the element is 0.040% by mass or less.
- the lower limit of the content ratio of the element is not particularly limited.
- the content ratio of the element can be 0.001% by mass or more, or 0.005% by mass or more. When the content ratio of the element is less than 0.001% by mass, it may be difficult to control the content ratio because the content ratio is small.
- the Cu purity of the copper foil is 99.95-99.995 mass%. If the purity of the copper foil is less than 99.95% by mass, as described above, oxides and sulfides are likely to intervene on the surface of the copper foil, and the unevenness on the surface of the copper foil may increase. On the other hand, when the purity of Cu in the copper foil is increased, the manufacturing cost is increased, and the strength is reduced, making it difficult to manufacture the foil, and increasing the area is difficult. For this reason, the purity of Cu in the copper foil is preferably 99.995% by mass or less.
- the thickness of the copper foil is not particularly limited, but is generally 5 to 150 ⁇ m. Furthermore, it is preferable to set the thickness of the copper foil to 12 to 50 ⁇ m in order to facilitate the etching removal described later while ensuring the handling property. If the thickness of the copper foil is less than 12 ⁇ m, it may be easily broken and inferior in handleability, and if the thickness exceeds 50 ⁇ m, it may be difficult to remove by etching.
- the copper foil for producing graphene according to the embodiment of the present invention can be produced, for example, as follows. First, after manufacturing the copper ingot of a predetermined composition and performing hot rolling, annealing and cold rolling are repeated and a rolled sheet is obtained. The rolled sheet is annealed and recrystallized, and finally cold-rolled to a predetermined thickness with a reduction ratio of 80 to 99.9% (preferably 85 to 99.9%, more preferably 90 to 99.9%). To obtain copper foil.
- the oil film equivalents of both the final pass of the final cold rolling and the pass before the final pass of the final cold rolling are 18000 or less because the copper foil surface becomes smooth.
- a smooth copper foil surface is preferable for the growth of crystal grains when annealed.
- the degree of smoothness of the copper foil surface can be represented by the glossiness of the copper foil surface. Specifically, as a phenomenon during rolling, if the oil film introduced between the roll and the material is thick, oil pits (unevenness) are formed on the rolled surface, but if the oil film is thin, it contacts the rolling roll on the material surface. The area increases and free deformation is limited, oil pits do not develop, the smooth surface profile of the rolling roll is transferred, and a smooth surface is formed. Therefore, the oil film equivalent is preferably 18000 or less as an index for thinning the oil film. When the oil film equivalent exceeds 18000, the base roughness of the copper foil surface may exceed 20 ⁇ m.
- the oil film equivalent is represented by the following formula.
- (Oil film equivalent) ⁇ (rolling oil viscosity, kinematic viscosity at 40 ° C .; cSt) ⁇ (rolling speed; m / min) ⁇ / ⁇ (yield stress of material; kg / mm 2 ) ⁇ (roll biting angle; rad ) ⁇
- the rolling oil viscosity kinematic viscosity at 40 ° C.
- the rolling speed is low
- the roll biting angle (corresponding to the reduction amount) is large.
- the viscosity of the roll is adjusted to 3 with a roll having a roll diameter of 250 mm or less and a surface roughness Ra roll adjusted to 0.1 ⁇ m or less (preferably 0.01 to 0.04 ⁇ m, more preferably 0.01 to 0.02 ⁇ m).
- Use rolling oil of ⁇ 8 cSt (preferably 3 to 5 cSt, more preferably 3 to 4 cSt), rolling speed of 100 to 500 m / min (preferably 200 to 450 m / min, more preferably 250 to 400 m / min), pass Examples of the rolling reduction are 10 to 60%.
- the roll biting angle is, for example, 0.001 to 0.04 rad, preferably 0.002 to 0.03 rad, and more preferably 0.003 to 0.03 rad.
- the rolling reduction exceeds 99.9%, work hardening proceeds and the deformability is lost, and the rolling reduction in the final pass cannot be secured.
- the rolling reduction is less than 80%, the rolling texture does not develop and surface smoothness is obtained. I can't. If the roll bite angle exceeds 0.04 rad, the difference between the roll peripheral speed and the material speed increases, and the smoothness of the material surface is impaired. On the other hand, if it is less than 0.002 rad, the amount of oil that enters between the rolling roll and the material to be rolled and plays the role of lubrication is large, and the gloss is lowered.
- the rolling reduction per pass is, for example, 20 to 40%, preferably 20 to 35%, and more preferably 25 to 35%. Oil pits with a rolling reduction exceeding 35% occur, and glossiness decreases. On the other hand, if it is less than 20%, the number of passes increases, so the productivity deteriorates.
- Another method for smoothing the surface of the copper foil is to increase the material temperature during the final cold rolling.
- the material temperature is meaningless at the temperature at which oil lubricity is impaired or the copper foil is recrystallized, and may be 120 ° C. or less, preferably 100 ° C. or less. Further, when the material temperature is 50 ° C. or less, there is almost no effect of smoothing the copper foil surface.
- Both the 60-degree glossiness (JIS Z 8741) of the copper foil in the rolling parallel direction and the direction perpendicular to the rolling is preferably 400% or more, and more preferably 500% or more.
- JIS Z 8741 60-degree glossiness
- the surface of the copper foil is rough, the transfer is difficult. May be damaged. Therefore, it is preferable that the surface unevenness of the copper foil is smooth.
- the upper limit of 60 degree glossiness in the rolling parallel direction and the direction perpendicular to the rolling direction is not particularly limited, but if it is less than 500%, it is not necessary to strictly define the production conditions such as the degree of rolling work when producing the copper foil, This is preferable because the degree of freedom in manufacturing becomes high. Moreover, the upper limit of the 60 degree glossiness in the rolling parallel direction and the direction perpendicular to the rolling is practically about 800%.
- the copper foil after the final cold rolling is heated at 1000 ° C. for 1 hour in an atmosphere containing 20% by volume or more of hydrogen and the remainder of argon, so that the copper foil is also heated. Grows to 100 ⁇ m or more. If the average crystal grain size of the copper foil is smaller than 100 ⁇ m, it may become an obstacle when growing graphene, and it may be difficult to grow graphene in the plane direction. Note that heating for 1 hour at 1000 ° C. in an atmosphere of hydrogen containing 20% by volume or more and the balance argon is similar to the conditions for heating the graphene-producing copper foil to a temperature higher than the decomposition temperature of the carbon-containing gas. It is a thing. Further, the average crystal grain size is determined by measuring the copper foil by the cutting method of JIS H0501.
- the copper foil for producing graphene according to the embodiment of the present invention can be produced, for example, as follows. First, for example, tough pitch copper (JIS-H3100) or oxygen-free copper (JIS-H3100) is used as it is, or a predetermined element is added as necessary to produce a copper ingot having a purity of 99.95% by mass or more. After hot rolling this ingot, annealing and cold rolling are repeated to obtain a rolled sheet. The rolled sheet is annealed and recrystallized, and finally cold-rolled to a predetermined thickness with a reduction ratio of 80 to 99.9% (preferably 85 to 99.9%, more preferably 90 to 99.9%). To obtain copper foil.
- JIS-H3100 tough pitch copper
- JIS-H3100 oxygen-free copper
- the graphene producing copper foil 10 of the present invention described above is placed in a chamber (vacuum chamber or the like) 100, the graphene producing copper foil 10 is heated by the heater 104, and the inside of the chamber 100 is decompressed or evacuated. .
- the carbon-containing gas G is supplied from the gas inlet 102 into the chamber 100 (FIG. 1A).
- the carbon-containing gas G include, but are not limited to, carbon dioxide, carbon monoxide, methane, ethane, propane, ethylene, acetylene, alcohol, and the like. Good.
- the heating temperature of the graphene-producing copper foil 10 may be equal to or higher than the decomposition temperature of the carbon-containing gas G, for example, 1000 ° C. or higher.
- the carbon-containing gas G may be heated to a decomposition temperature or higher in the chamber 100, and the decomposition gas may be brought into contact with the copper foil 10 for producing graphene.
- decomposition gas carbon gas
- contacts the surface of the copper foil 10 for graphene manufacture contacts the surface of the copper foil 10 for graphene manufacture, and the graphene 20 is formed on the surface of the copper foil 10 for graphene manufacture (FIG.1 (b)).
- the transfer sheet 30 is laminated
- FIG. 1C this laminated body is continuously immersed in the etching tank 110 through the sink roll 120, and the copper foil 10 for graphene production is removed by etching (FIG. 1C).
- the graphene 20 laminated on the predetermined transfer sheet 30 can be manufactured.
- the substrate 40 is laminated on the surface of the graphene 20, and the transfer sheet 30 is peeled off while transferring the graphene 20 onto the substrate 40,
- the stacked graphene 20 can be manufactured.
- various resin sheets can be used.
- an etchant for removing the copper foil 10 for producing graphene by etching for example, a sulfuric acid solution, a sodium persulfate solution, hydrogen peroxide, a sodium persulfate solution, or a solution obtained by adding sulfuric acid to hydrogen peroxide can be used.
- the substrate 40 for example, Si, SiC, Ni, or Ni alloy can be used.
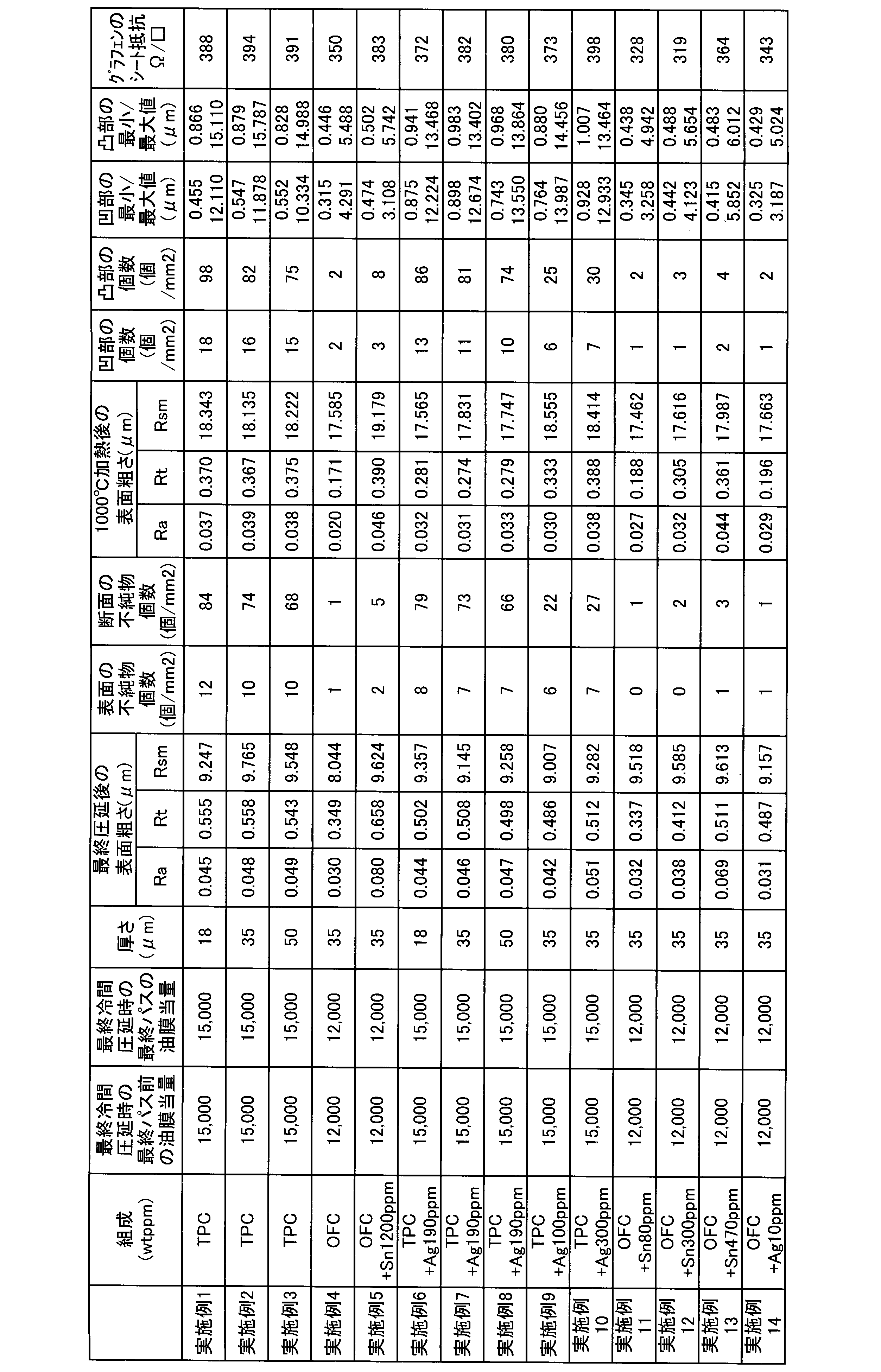
- a copper ingot having the composition shown in Table 1 is manufactured, hot rolled at 800 to 900 ° C, and then annealed and cold rolled once in a continuous annealing line at 300 to 700 ° C to be 1 to 2 mm thick. I got a plate. This rolled sheet was annealed in a continuous annealing line at 600 to 800 ° C. and recrystallized, and finally cold rolled to a thickness of 7 to 50 ⁇ m with a reduction ratio of 95 to 99.7%. A foil was obtained.
- the tough pitch copper (TPC) used in each Example and Comparative Examples 4 and 5 was manufactured by lowering the oxygen concentration in the heated gas in the step of melting the raw material in the shaft furnace.
- the carbon monoxide concentration was measured as an index of the oxygen concentration in the heated gas, and the carbon monoxide concentration was set to 2 to 7%.
- the tough pitch copper used in Comparative Examples 1 to 3 had a carbon monoxide concentration in the heated gas in the shaft furnace of 0.5 to 1.5%.
- the control of the carbon monoxide concentration and the oxygen concentration was changed by controlling the flow rate of the air supplied into the fuel gas.
- oil film equivalents of both the final pass of the final cold rolling and the pass before the final pass of the final cold rolling were adjusted to the values shown in Table 1.
- a copper foil with 99.9999% Cu purity (Reference Example 1) was obtained by remelting 99.99999% or more copper as a raw material in a vacuum and casting it in a mold with a thickness of 30 mm and a width of 100 mm in vacuum. The ingot was pickled after machining, and rolled and heat-treated repeatedly to a thickness of 35 ⁇ m.
- Reference Example 2 99.9999% copper raw material was redissolved in a vacuum to cast an ingot. Thereafter, it was produced in the same manner as in Reference Example 1.
- ⁇ Number of oxides and sulfides on the surface Using a scanning electron microscope equipped with energy dispersive X-ray analysis (EDX) per 1 mm x 1 mm measurement field on the surface of the unheated copper foil, the number of oxides and sulfides having a diameter of 0.5 ⁇ m or more as described above was measured.
- ⁇ Number of oxides and sulfides in cross section> In addition, for the unheated copper foil, an arbitrary cross section parallel to the rolling direction and perpendicular to the rolling surface is created, and the region where the total area is 3 mm 2 at a depth of 10 ⁇ m from the surface is analyzed by a scanning electron microscope. And the number of oxides and sulfides having a diameter of 0.5 ⁇ m or more was measured by the method described above.
- FIG. 2 shows an example of a confocal microscope image on the surface of the copper foil.
- FIG. 3 shows the height profile of the granular portion at the point S (corresponding to the recess) in FIG.
- FIG. 4 shows the height information of the granular portion at the point T (corresponding to the convex portion) in FIG.
- the height dt of the convex portion is within a range of ⁇ 25 ⁇ m from the position of the highest height HM in the plane direction and in the rolling parallel direction.
- the total number of oxides and sulfides on the surface is 15 / mm 2 or less
- the total number of oxides and sulfides in the cross section is 100 / mm 2 or less
- the number of recesses there 20 / mm 2 or less when the number of projections of each example having 100 / mm 2 or less, the sheet resistance of the graphene becomes 400 [Omega / ⁇ or less, were excellent quality.
- the total number of oxides and sulfides of the surface is greater than 15 / mm 2, the total number exceeds 100 / mm 2 of oxides and sulfides of the cross section, the number of recesses 20 or / mm 2
- the sheet resistance of graphene exceeded 400 ⁇ / ⁇ , and the quality of graphene was inferior.
- Reference Examples 1 and 2 are copper foils manufactured by reducing the amount of impurities by vacuum melting high purity copper (99.999 mass% or more), and the total number of oxides and sulfides on the surface is 15 / Although it is 2 mm or less, it is expensive, difficult to produce a wide copper foil, and lacks practicality.
- FIG. 5 shows a three-dimensional image of the confocal microscope image of FIG. 6A shows a SEM image of the surface of the sample of Example 6 before heating
- FIG. 6B shows a cross-sectional SEM image thereof.
- the cross section of the oxide detection portion reference A
- Fig.7 (a) shows the SEM image of the surface after the heating of the sample of Example 6
- FIG.7 (b) shows the cross-sectional SEM image.
- symbol B the cross section of the detection part of the convex part
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Nanotechnology (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Thermal Sciences (AREA)
- Carbon And Carbon Compounds (AREA)
- Metal Rolling (AREA)
- ing And Chemical Polishing (AREA)
- Laminated Bodies (AREA)
Abstract
Description
そこで、シート状の単結晶グラファイト化金属触媒上に炭素系物質を接触させた後、熱処理することによりグラフェンシートを成長させる技術(化学気相成長(CVD)法)が開発されている(特許文献1)。この単結晶グラファイト化金属触媒としては、Ni、Cu、Wなどの金属基板が記載されている。
同様に,NiやCuの金属箔やSi基板上に形成した銅層上に化学気相成長法でグラフェンを製膜する技術が報告されている.なお,グラフェンの製膜は1000℃程度で行われる(非特許文献1)。
ここで、銅がグラフェン成長の触媒として優れている理由は、銅が炭素をほとんど固溶しないためである。そして、銅が触媒として作用し炭化水素ガスの熱分解で生じた炭素原子は銅表面でグラフェンを形成する。さらに、グラフェンで覆われた部分の銅は触媒作用を失うため、その部分でさらに炭化水素ガスが熱分解することがなく、グラフェンが複数層になり難く、グラフェンの単層が得られる。従って、銅の単結晶はこの点でグラフェン製造用基板として優れているが、高価でサイズが限定されるため、大面積のグラフェンを製膜するには適さない。
一方で、銅箔は大面積化が容易であるが、本発明者が銅箔を基板としてグラフェンを製造したところ、グラフェンのシート抵抗が増大して品質が劣化することがわかった。
すなわち、本発明は、大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法の提供を目的とする。
本発明のグラフェン製造用銅箔において、JIS-H3100に規格するタフピッチ銅若しくはJIS-H3100に規格する無酸素銅、又は該タフピッチ銅若しくは無酸素銅に対し、Sn及びAgの群から選ばれる1種以上の元素を0.050質量%以下含有することが好ましい。
第1の発明では、銅箔を、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱前の走査電子顕微鏡による表面の元素分析を行って測定される直径が0.5μm以上の酸化物及び硫化物の合計個数が15個/mm2以下である。
本発明者は、銅箔を基板としてグラフェンを製造すると、グラフェンのシート抵抗が増大して品質が劣化する原因について検討し、銅箔上にグラフェンの成長を妨げる段差が存在することを見出した。つまり、グラフェンの炭素原子の結合はnm単位であるのに対し、銅箔表面の凹凸はμmレベルであるので、銅箔表面の凹凸(段差)が大きいとグラフェンの炭素原子の結合が切れ、シート抵抗が大きくなるものと考えられる。
そして、Cuが99.995質量%を超える高純度の銅箔を用いれば、表面の段差が少なくて平滑な銅箔とすることができるが、高コストでサイズが限定される。
又、酸化物及び硫化物として直径が0.5μm以上のものを測定する理由は、直径が0.5μm以上の酸化物及び硫化物は銅箔表面に凹凸を生じさせ易いからである。
ここで、直径は、図8に示すようにして求める。まず、銅箔表面の1mm×1mmの視野につき、エネルギー分散型X線分析(EDX)を備えた走査電子顕微鏡の面分析で酸素及び硫黄をマッピング観察する。図8は、酸素のマッピングを示す。次に、マッピング領域内で、酸素又は硫黄の濃度が最も高い部分(図8の符号R)を選び、その部分を跨いで長さ10μmのライン分析(図8の符号LN)を行う。これは、マッピングでは元素濃度の絶対値を正確に求めることが難しいのに対し、ライン分析は元素濃度の測定精度が高いためである。
そして、ライン分析において酸素又は硫黄の濃度が最も低い値を基準とし、この基準よりも5質量%濃度の高い部分の位置を、マッピングと照合し、マッピング領域内で基準よりも5質量%濃度の高い部分の色調を判定する。そして、この色調よりも濃度の高い部分(つまり、基準よりも5質量%以上濃度の高い部分)を酸化物または硫化物とみなした。そして、マッピング領域上で、上記基準よりも5質量%以上濃度の高い部分の集合(図8の輪郭U)を求め、これを酸化物または硫化物の領域とみなした。これら領域の最大長さMと、その垂直方向の長さTを測定してその平均値を求め、酸化物または硫化物の直径とした。直径が0.5μm以上の酸化物及び硫化物の合計個数が15個/mm2以下である。
第2の発明では、銅箔を、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱前の断面のうち、圧延方向に平行で圧延面に垂直な断面であって、表面から10μmまでの深さで合計面積が3mm2)となる領域を走査電子顕微鏡により元素分析を行ったとき、直径が0.5μm以上の酸化物及び硫化物の合計個数が100個/mm2以下である。
上記した第1の発明のように、銅箔中の酸化物や硫化物が1000℃前後に加熱されて銅箔表面に凹凸が生じるが、この酸化物や硫化物は、銅箔断面からも測定することができる。
ここで、表面から10μmまでの深さを測定対象とした理由は、銅箔の表面から遠い内部に酸化物や硫化物が介在しても、銅箔表面に凹凸を生じ難いからである。酸化物及び硫化物の測定方法及び個数の計数方法は第1の発明と同一である。又、酸化物及び硫化物は銅箔内部に比較的均一に分散しているので、上記断面は、銅箔の任意の位置から取得してよい。
第3の発明では、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の銅箔表面に生じた凹凸を以下のように規定する。まず、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の銅箔表面(1mm2)をコンフォーカル(共焦点)顕微鏡で測定し、得られた表面の2次元画像のうち、輪郭で囲まれた粒状の部分につき、高さ方向の情報を逐一求めた。コンフォーカル顕微鏡のソフトウェア上、2次元画像の所定位置を指定すると、その位置の高さ情報が出力可能になっている。
図2は、銅箔表面のコンフォーカル顕微鏡像の一例を示す2次元画像である。図2のS点(凹部に相当)の粒状部分の高さプロファイルを図3に示す。凹部の深さdsは、最も低い高さDMの位置から面方向でかつ圧延平行方向に±25μmの範囲で、最も高い部分の高さDSをベースライン高さとみなし、ds=DS-DMで求めた。
凹部の個数が20個/mm2を超えると、銅箔表面の凹凸が顕著になって高品質のグラフェンを製造することが困難になる。
第4の発明では、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の銅箔表面に生じた凹凸を以下のように規定する。まず、第3の発明と同様に、1000℃で1時間加熱後の銅箔表面(1mm2)をコンフォーカル(共焦点)顕微鏡で測定し、得られた表面の2次元画像のうち、輪郭で囲まれた粒状の部分につき、高さ方向の情報を逐一求めた。
図2は、銅箔表面のコンフォーカル顕微鏡像の一例を示す。図2のT点(凸部に相当)の粒状部分の高さ情報を図4に示す。凸部の高さdtは、最も高い高さHMの位置から面方向でかつ圧延平行方向に±25μmの範囲で、最も低い部分の高さHSをベースライン高さとみなし、dt=HM-HSで求めた。
凸部の個数が100個/mm2を超えると、銅箔表面の凹凸が顕著になって高品質のグラフェンを製造することが困難になる。
銅箔としては、JIS-H3100に規格するタフピッチ銅(TPC)、又はJIS-H3510若しくはJIS-H3100に規格する無酸素銅(OFC)を好適に用いることができる。
又、これらタフピッチ銅又は無酸素銅に対し、Sn及びAgの群から選ばれる1種以上の元素を0.050質量%以下含有する組成を用いることもできる。上記元素を含有すると、銅箔の強度が向上し適度な伸びを有すると共に、結晶粒径を大きくすることができる。上記元素の含有割合が0.050質量%を超えると強度は更に向上するものの、伸びが低下して加工性が悪化すると共に結晶粒径の成長が抑制される場合がある。より好ましくは上記元素の含有割合が0.040質量%以下である。
なお、上記元素の含有割合の下限は特に制限されないが、例えば上記元素の含有割合を0.001質量%以上とすることができ、又は0.005質量%以上とすることができる。上記元素の含有割合が0.001質量%未満であると、含有割合が小さいためその含有割合を制御することが困難になる場合がある。
銅箔の厚みは特に制限されないが、一般的には5~150μmである。さらに、ハンドリング性を確保しつつ、後述するエッチング除去を容易に行うため、銅箔の厚みを12~50μmとすると好ましい。銅箔の厚みが12μm未満であると、破断し易くなってハンドリング性に劣り、厚みが50μmを超えるとエッチング除去がし難くなる場合がある。
本発明の実施形態に係るグラフェン製造用銅箔は、例えば以下のようにして製造することができる。まず、所定の組成の銅インゴットを製造し、熱間圧延を行った後、焼鈍と冷間圧延を繰り返し、圧延板を得る。この圧延板を焼鈍して再結晶させ,所定の厚みまで圧下率を80~99.9%(好ましくは85~99.9%、更に好ましくは90~99.9%)として最終冷間圧延して銅箔を得る。
銅箔表面が平滑であると、焼鈍した場合の結晶粒の成長にとって好ましい。そして、銅箔表面の平滑さの程度は銅箔表面の光沢度で表すことができる。具体的には、圧延時の現象として、ロールと材料の間に導入される油膜が厚いと圧延加工表面にオイルピット(凹凸)を生じるが、油膜が薄ければ材料表面で圧延ロールと接触する面積が増えて自由変形が制限され、オイルピットが発達せず、圧延ロールの平滑な表面プロフィルが転写され、平滑な表面が形成される。このようなことから、油膜を薄くする指標として、油膜当量を18000以下とするとよい。油膜当量が18000を超えると、銅箔表面のベース粗さが20μmを超えることがある。
(油膜当量)={(圧延油粘度、40℃の動粘度;cSt)×(圧延速度;m/分)}/{(材料の降伏応力;kg/mm2)×(ロール噛込角;rad)}
油膜当量を18000以下とするためには、圧延油粘度(40℃の動粘度)を低く、圧延速度も低く、ロール噛込角(圧下量に対応する)は大きいことが好ましい。例えば、ロール直径250mm以下で表面粗さRarollが0.1μm以下(好ましくは0.01~0.04μm、更に好ましくは0.01~0.02μm)に調整された圧延ロールにより、粘度が3~8cSt(好ましくは3~5cSt、更に好ましくは3~4cSt)の圧延油を使用し、圧延速度100~500m/分(好ましくは200~450m/分、更に好ましくは250~400m/分)、パス毎の圧下率10~60%が挙げられる。又、ロール噛込角は、例えば0.001~0.04rad、好ましくは0.002~0.03rad、更に好ましくは0.003~0.03radである。
圧下率が99.9%を超えると加工硬化がすすむため変形能力がなくなり最終パスの圧下率が確保できなくなり、一方、80%未満であると圧延集合組織が発達せず、表面平滑性が得られない。ロール噛込角が0.04radを超えるとロール周速度と材料速度との差が大きくなり、材料表面の平滑性が損なわれる。一方、0.002rad未満であると圧延ロールと被圧延材料間に入り、潤滑の役割をする油の量が多く、光沢が低下する。
パス毎の圧下率は、例えば20~40%、好ましくは20~35%、更に好ましくは25~35%である。圧下率が35%を超えるオイルピットが発生し、光沢度が低下する。一方、20%未満であるとパス数が増えるために生産性が悪化する。
銅箔の圧延平行方向及び圧延直角方向の60度光沢度(JIS Z 8741)が共に400%以上であることが好ましく、500%以上であることが更に好ましい。
後述するように、本発明のグラフェン製造用銅箔を用いてグラフェンを製造した後、銅箔から転写シートへグラフェンを転写する必要があるが、銅箔の表面が粗いと転写がし難く、グラフェンが破損する場合がある。そこで、銅箔の表面凹凸が平滑であることが好ましい。
なお、圧延平行方向及び圧延直角方向の60度光沢度の上限は特に制限されないが、500%未満とすれば銅箔の製造時に圧延加工度等の製造条件を厳密に規定しなくてもよく、製造の自由度が高くなるので好ましい。又、圧延平行方向及び圧延直角方向の60度光沢度の上限は実用上、800%程度である。
又、最終冷間圧延後の銅箔を、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱することで、銅箔も加熱され、銅箔の平均結晶粒径が100μm以上に成長する。
銅箔の平均結晶粒径が100μmより小さいと、グラフェンを成長させる際の障害となり、面方向にグラフェンが成長し難くなる場合がある。
なお、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間の加熱は、グラフェンを製造する際、グラフェン製造用銅箔を炭素含有ガスの分解温度以上に加熱する条件を模したものである。
又、平均結晶粒径は、JIS H0501の切断法により、銅箔を測定する。
本発明の実施形態に係るグラフェン製造用銅箔は、例えば以下のようにして製造することができる。まず、例えばタフピッチ銅(JIS-H3100)や、無酸素銅(JIS-H3100)をそのまま用いるか、必要に応じて所定元素を添加し、純度が99.95質量%以上の銅インゴットを製造する。このインゴットを熱間圧延を行った後、焼鈍と冷間圧延を繰り返し、圧延板を得る。この圧延板を焼鈍して再結晶させ,所定の厚みまで圧下率を80~99.9%(好ましくは85~99.9%、更に好ましくは90~99.9%)として最終冷間圧延して銅箔を得る。
次に、図1を参照し、本発明の実施形態に係るグラフェンの製造方法について説明する。
まず、室(真空チャンバ等)100内に、上記した本発明のグラフェン製造用銅箔10を配置し、グラフェン製造用銅箔10をヒータ104で加熱すると共に、室100内を減圧又は真空引きする。そして、ガス導入口102から室100内に炭素含有ガスGを供給する(図1(a))。炭素含有ガスGとしては、二酸化炭素、一酸化炭素、メタン、エタン、プロパン、エチレン、アセチレン、アルコール等が挙げられるがこれらに限定されず、これらのうち1種又は2種以上の混合ガスとしてもよい。又、グラフェン製造用銅箔10の加熱温度は炭素含有ガスGの分解温度以上とすればよく、例えば1000℃以上とすることができる。又、室100内で炭素含有ガスGを分解温度以上に加熱し、分解ガスをグラフェン製造用銅箔10に接触させてもよい。そして、グラフェン製造用銅箔10の表面に分解ガス(炭素ガス)が接触し、グラフェン製造用銅箔10の表面にグラフェン20を形成する(図1(b))。
さらに、グラフェン製造用銅箔10が除去された積層体を引き上げ、グラフェン20の表面に基板40を積層し、グラフェン20を基板40上に転写しながら、転写シート30を剥がすと、基板40上に積層されたグラフェン20を製造することができる。
表1に示す組成の銅インゴットを製造し、800~900℃で熱間圧延を行った後、300~700℃の連続焼鈍ラインで焼鈍と冷間圧延を1回繰り返して1~2mm厚の圧延板を得た。この圧延板を600~800℃の連続焼鈍ラインで焼鈍して再結晶させ,7~50μmの厚みまで圧下率を95~99.7%として最終冷間圧延し、各実施例、比較例の銅箔を得た。
なお、各実施例及び比較例4、5で用いたタフピッチ銅(TPC)は、シャフト炉で原料を溶解する工程における加熱ガス中の酸素濃度を低くして製造した。このとき、加熱ガス中の酸素濃度の指標として、一酸化炭素濃度を測定し、一酸化炭素濃度を2~7%とした。
また、比較例1~3で用いたタフピッチ銅は、シャフト炉における加熱ガス中の一酸化炭素濃度を0.5~1.5%とした。
なお、一酸化炭素濃度および酸素濃度の制御は、燃料ガス中へ供給する空気の流量を制御することで変化させた。
油膜当量は下記式で表される。
(油膜当量)={(圧延油粘度、40℃の動粘度;cSt)×(圧延速度;m/分)}/{(材料の降伏応力;kg/mm2)×(ロール噛込角;rad)}
各実施例及び比較例の銅箔の最終冷間圧延後、及び水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の表面粗さを測定した。
コンフォーカル顕微鏡(レーザーテック社製、型番:HD100D)で1mm×1mmの測定視野につき、JIS-B0601に準拠した算術平均粗さ(Ra;μm)と最大断面高さ(Rt;μm)を測定した。なお、Smは表面性状を輪郭曲線方式で表すJIS B0601-2001(ISO4287-1997準拠)において、凹凸の「凹凸の平均間隔」と規定されており、基準長さ内での各凹凸の輪郭長さの平均をいう。
未加熱の銅箔表面の1mm×1mmの測定視野につき、エネルギー分散型X線分析(EDX)を備えた走査電子顕微鏡を用い、上記した方法で直径0.5μm以上の酸化物、硫化物の個数を測定した。
<断面の酸化物及び硫化物の個数>
また、未加熱の銅箔につき、圧延方向に平行で、圧延面に垂直な任意の断面を作成し、表面から10μmまでの深さで合計面積が3mm2となる領域を走査電子顕微鏡により元素分析を行い、上記した方法で直径0.5μm以上の酸化物、硫化物の個数を測定した。
水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の銅箔表面(1mm2)をコンフォーカル(共焦点)顕微鏡(レーザーテック社製、型番:HD100D、解析ソフト:LM eye(レーザーテック社製)、スキャンタイマー:60sec)で測定し、得られた表面の2次元画像のうち、輪郭で囲まれた粒状の部分につき、高さ方向の情報を逐一求めた。コンフォーカル顕微鏡のソフトウェア上、2次元画像の所定位置を指定すると、その位置の高さ情報が出力可能になっている。
図2は、銅箔表面のコンフォーカル顕微鏡像の一例を示す。図2のS点(凹部に相当)の粒状部分の高さプロファイルを図3に示す。凹部の深さdsは、最も低い高さDMの位置から面方向でかつ圧延平行方向に±25μmの範囲で、最も高い部分の高さDSをベースライン高さとみなし、ds=DS-DMで求めた。図2のT点(凸部に相当)の粒状部分の高さ情報を図4に示す。凸部の高さdtは、最も高い高さHMの位置から面方向でかつ圧延平行方向に±25μmの範囲で、最も低い部分の高さHSをベースライン高さとみなし、dt=HM-HSで求めた。
そして、ds、dtが1.5μm以上のものを、それぞれ凹部、凸部とみなして計数した。
各実施例のグラフェン製造用銅箔(縦横100X100mm)を赤外線イメージ炉内の石英管(3インチ)の内壁に巻き、真空引き(圧力:0.2Torr)した。次に、この石英管内に水素とアルゴンの混合ガスを流しながら赤外線イメージ炉を1000℃に加熱し、さらにメタンガス(供給ガス流量:10~100cc/min)を流し、1時間保持して反応させた。
グラフェンが表面に成長した銅箔のグラフェン側にPETフィルムを張り合わせ、銅箔を酸でエッチング除去した後、四探針法でグラフェンのシート抵抗を測定した。なお、反応時間は予め反応時間とシート抵抗との関係を調査し、シート抵抗が安定するために必要な時間とした。
グラフェンのシート抵抗が400Ω/□以下であれば、実用上問題はない。
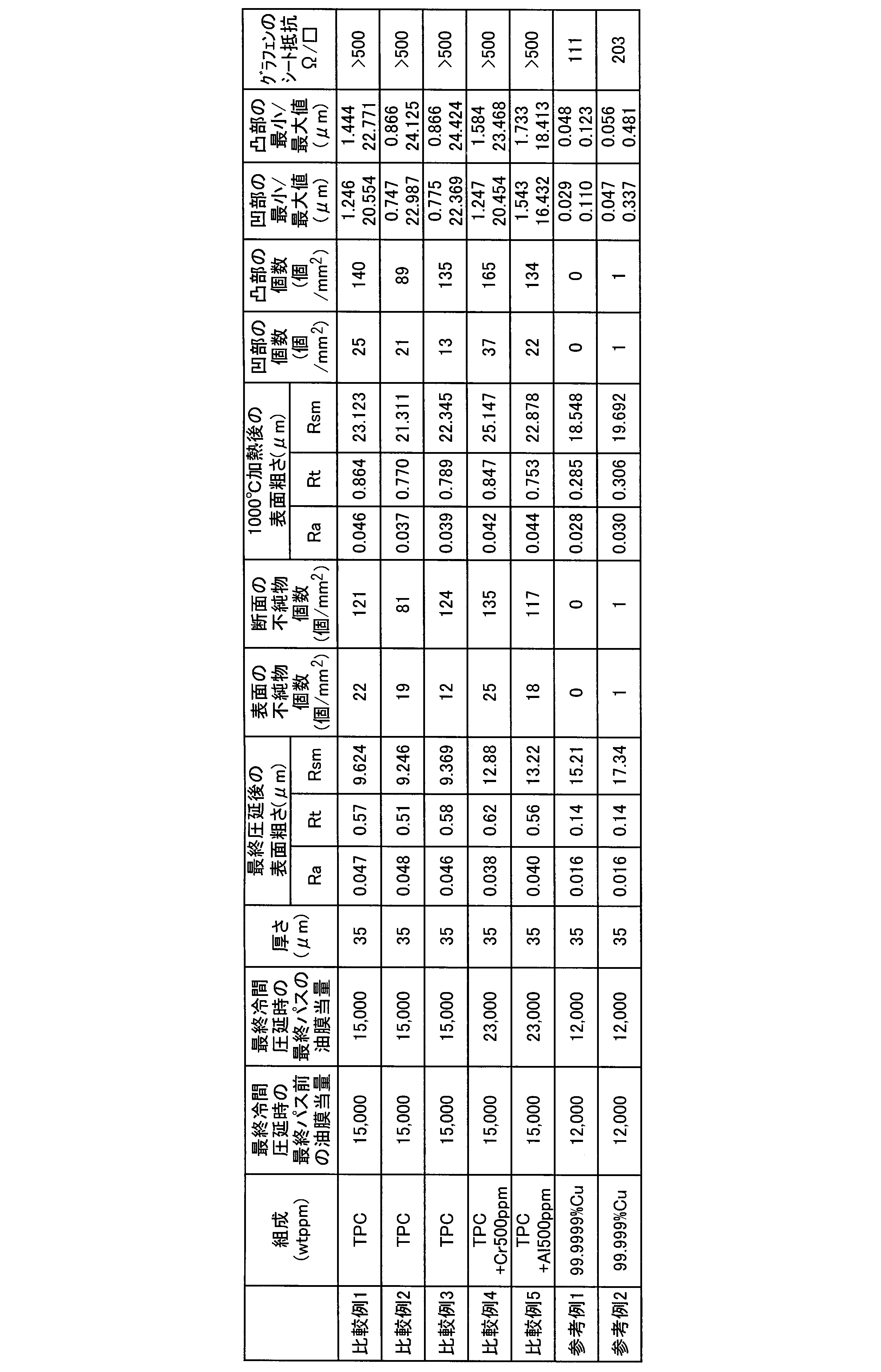
なお、参考例1,2は、高純度(99.999質量%以上)の銅を真空溶解により不純物量を低下させて製造した銅箔であり、表面の酸化物及び硫化物の合計個数が15個/mm2以下であるが、高コストであり、広幅の銅箔を製造するのが難しく、実用性に乏しい。
又、図6(a)は、実施例6の試料の加熱前の表面のSEM像を示し、図6(b)はその断面SEM像を示す。酸化物の検出部分(符号A)の断面を見ると、酸化物が表面よりやや内部に介在していることがわかる。
図7(a)は、実施例6の試料の加熱後の表面のSEM像を示し、図7(b)はその断面SEM像を示す。凸部(符号B)の検出部分の断面を見ると、酸化物が還元されて加熱で蒸発して表面に銅箔材料が隆起していることがわかる。
20 グラフェン
30 転写シート
Claims (7)
- 水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱前の走査電子顕微鏡による表面の元素分析を行って測定される直径が0.5μm以上の酸化物及び硫化物の合計個数が15個/mm2以下であるグラフェン製造用銅箔。
- 水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱前の断面のうち、圧延方向に平行で圧延面に垂直な断面であって、表面から10μmまでの深さで合計面積が3mm2となる領域を走査電子顕微鏡により元素分析を行ったとき、直径が0.5μm以上の酸化物及び硫化物の合計個数が100個/mm2以下であるグラフェン製造用銅箔。
- 水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の1mm2の表面をコンフォーカル顕微鏡で測定し、得られた表面の2次元画像のうち輪郭で囲まれた粒状の部分の高さプロファイルを逐一取得し、最も低い高さDMの位置から面方向でかつ圧延平行方向に±25μmの範囲で最も高い部分の高さDSをベースライン高さとみなしたとき、凹部の深さds=DS-DMとし、
dsが1.5μm以上のものを前記凹部とみなして計数したとき、前記凹部の個数が20個/mm2以下であるグラフェン製造用銅箔。 - 水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の1mm2の表面をコンフォーカル顕微鏡で測定し、得られた表面の2次元画像のうち輪郭で囲まれた粒状の部分の高さプロファイルを逐一取得し、最も高い高さHMの位置から面方向でかつ圧延平行方向に±25μmの範囲で最も低い部分の高さHSをベースライン高さとみなしたとき、凸部の高さdt=HM-HSとし、
dtが1.5μm以上のものを前記凸部とみなして計数したとき、前記凸部の個数が100個/mm2以下であるグラフェン製造用銅箔。 - Cuの純度が99.95~99.995質量%である請求項1~4のいずれかに記載のグラフェン製造用銅箔。
- JIS-H3100に規格するタフピッチ銅若しくはJIS-H3100に規格する無酸素銅、又は該タフピッチ銅若しくは無酸素銅に対し、Sn及びAgの群から選ばれる1種以上の元素を0.050質量%以下含有する請求項1~5のいずれかに記載のグラフェン製造用銅箔。
- 請求項1~6のいずれかに記載のグラフェン製造用銅箔を用いたグラフェンの製造方法であって、
所定の室内に、加熱した前記グラフェン製造用銅箔を配置すると共に炭素含有ガスを供給し、前記グラフェン製造用銅箔の表面にグラフェンを形成するグラフェン形成工程と、
前記グラフェンの表面に転写シートを積層し、前記グラフェンを前記転写シート上に転写しながら、前記グラフェン製造用銅箔をエッチング除去するグラフェン転写工程と、を有するグラフェンの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/122,930 US9255007B2 (en) | 2011-06-02 | 2012-05-31 | Copper foil for producing graphene and method of producing graphene using the same |
| CN201280026893.6A CN103596879B (zh) | 2011-06-02 | 2012-05-31 | 石墨烯制造用铜箔以及石墨烯的制造方法 |
| JP2013518162A JP5959510B2 (ja) | 2011-06-02 | 2012-05-31 | グラフェン製造用銅箔、及びグラフェンの製造方法 |
| KR1020137030831A KR101538259B1 (ko) | 2011-06-02 | 2012-05-31 | 그래핀 제조용 구리박 및 그래핀의 제조 방법 |
| ES12793061.8T ES2628073T3 (es) | 2011-06-02 | 2012-05-31 | Lámina de cobre para fabricar grafeno y método de fabricación de grafeno |
| EP12793061.8A EP2716601B1 (en) | 2011-06-02 | 2012-05-31 | Copper foil for manufacturing graphene and graphene manufacturing method |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-124686 | 2011-06-02 | ||
| JP2011124686 | 2011-06-02 | ||
| JP2011-249471 | 2011-11-15 | ||
| JP2011249471 | 2011-11-15 | ||
| JP2011-260500 | 2011-11-29 | ||
| JP2011260500 | 2011-11-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012165548A1 true WO2012165548A1 (ja) | 2012-12-06 |
Family
ID=47259400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/064077 WO2012165548A1 (ja) | 2011-06-02 | 2012-05-31 | グラフェン製造用銅箔、及びグラフェンの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9255007B2 (ja) |
| EP (1) | EP2716601B1 (ja) |
| JP (1) | JP5959510B2 (ja) |
| KR (1) | KR101538259B1 (ja) |
| CN (1) | CN103596879B (ja) |
| ES (1) | ES2628073T3 (ja) |
| TW (1) | TWI527635B (ja) |
| WO (1) | WO2012165548A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9255007B2 (en) | 2011-06-02 | 2016-02-09 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9260310B2 (en) | 2011-02-18 | 2016-02-16 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9359212B2 (en) | 2011-11-15 | 2016-06-07 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9487404B2 (en) | 2011-06-02 | 2016-11-08 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9840757B2 (en) | 2014-06-13 | 2017-12-12 | Jx Nippon Mining & Metals Corporation | Rolled copper foil for producing two-dimensional hexagonal lattice compound and method of producing two-dimensional hexagonal lattice compound |
| JP2018172717A (ja) * | 2017-03-31 | 2018-11-08 | Jx金属株式会社 | 銅又は銅合金の板条並びにトラバースコイル及びその製造方法 |
| JP2019123942A (ja) * | 2019-02-06 | 2019-07-25 | Jx金属株式会社 | 銅又は銅合金の板条並びにトラバースコイル及びその製造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140110228A (ko) * | 2013-03-06 | 2014-09-17 | 삼성테크윈 주식회사 | 그래핀의 결정립 경계 탐지 방법 및 이러한 방법을 사용하는 장치 |
| TWI503276B (zh) * | 2013-03-13 | 2015-10-11 | Academia Sinica | 石墨烯薄膜及電晶體的石墨烯通道之製備方法 |
| FI127535B (en) * | 2016-03-15 | 2018-08-31 | Aalto Univ Foundation | Composite film comprising an electrically conductive layer |
| CN109847684B (zh) * | 2019-04-23 | 2021-03-05 | 福建龙新三维阵列科技有限公司 | 制备金属氧化物微纳米阵列的设备 |
| CN110186945B (zh) * | 2019-05-21 | 2022-03-04 | 东莞东阳光科研发有限公司 | 一种电解电容器用电极箔的三维形貌检测方法 |
| CN110254026A (zh) * | 2019-07-23 | 2019-09-20 | 中车工业研究院有限公司 | 采用压辊加工铜基-石墨烯的装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10188951A (ja) * | 1996-12-24 | 1998-07-21 | Komatsu Ltd | 電極板およびその製造方法 |
| JP2002120050A (ja) * | 2000-08-07 | 2002-04-23 | Furukawa Electric Co Ltd:The | ベルト&ホイール式連続鋳造圧延法による無酸素銅線材の製造方法および銅合金線材の製造方法 |
| JP2004284938A (ja) * | 2003-03-19 | 2004-10-14 | Kofukin Seimitsu Kogyo (Shenzhen) Yugenkoshi | 炭素ナノチューブの製造方法 |
| JP2009143799A (ja) | 2007-12-17 | 2009-07-02 | Samsung Electronics Co Ltd | 単結晶グラフェンシートおよびその製造方法 |
| JP2009215146A (ja) * | 2008-03-13 | 2009-09-24 | Panasonic Corp | 金属含有ナノ粒子、これを用いて成長したカーボンナノチューブ構造体、及びこのカーボンナノチューブ構造体を用いた電子デバイス及びその製造方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2743668B2 (ja) * | 1991-11-15 | 1998-04-22 | 日立電線株式会社 | フィルムキャリア用銅合金圧延箔の製造方法 |
| JP3859384B2 (ja) * | 1999-03-08 | 2006-12-20 | 日鉱金属株式会社 | 屈曲性に優れるフレキシブルプリント回路基板用圧延銅箔およびその製造方法 |
| TWI298988B (en) | 2002-07-19 | 2008-07-11 | Ube Industries | Copper-clad laminate |
| JP2004074214A (ja) | 2002-08-16 | 2004-03-11 | Nikko Metal Manufacturing Co Ltd | ラミネート材とのピーリング強度を向上した金属圧延箔 |
| JP3824593B2 (ja) * | 2003-02-27 | 2006-09-20 | 日鉱金属株式会社 | 高い伸びを有する圧延銅箔 |
| TWI285686B (en) | 2005-03-31 | 2007-08-21 | Mitsui Mining & Smelting Co | Electrolytic copper foil and process for producing electrolytic copper foil, surface treated electrolytic copper foil using said electrolytic copper foil, and copper-clad laminate plate and printed wiring board using said surface treated electrolytic |
| JP4401998B2 (ja) | 2005-03-31 | 2010-01-20 | 日鉱金属株式会社 | 銅張積層基板用高光沢圧延銅箔及びその製造方法 |
| TW200738913A (en) | 2006-03-10 | 2007-10-16 | Mitsui Mining & Smelting Co | Surface treated elctrolytic copper foil and process for producing the same |
| CN100491000C (zh) * | 2006-12-25 | 2009-05-27 | 上海金地金属制品厂 | 一种纯铜箔压延的方法 |
| JP2009079282A (ja) * | 2007-09-27 | 2009-04-16 | Nikko Kinzoku Kk | 析出硬化型銅合金箔 |
| US7479590B1 (en) * | 2008-01-03 | 2009-01-20 | International Business Machines Corporation | Dry adhesives, methods of manufacture thereof and articles comprising the same |
| JP4972115B2 (ja) * | 2009-03-27 | 2012-07-11 | Jx日鉱日石金属株式会社 | 圧延銅箔 |
| JP5569769B2 (ja) | 2009-08-31 | 2014-08-13 | 独立行政法人物質・材料研究機構 | グラフェンフィルム製造方法 |
| KR101736462B1 (ko) | 2009-09-21 | 2017-05-16 | 한화테크윈 주식회사 | 그래핀의 제조 방법 |
| JP5219973B2 (ja) * | 2009-09-24 | 2013-06-26 | Jx日鉱日石金属株式会社 | せん断加工性に優れる圧延銅箔ならびにこれを用いた負極集電体、負極板および二次電池 |
| US8470400B2 (en) * | 2009-10-21 | 2013-06-25 | Board Of Regents, The University Of Texas System | Graphene synthesis by chemical vapor deposition |
| US8361430B2 (en) * | 2010-01-12 | 2013-01-29 | National Nanomaterials, Inc. | Method and system for producing graphene and graphenol |
| US20110195207A1 (en) | 2010-02-08 | 2011-08-11 | Sungkyunkwan University Foundation For Corporate Collaboration | Graphene roll-to-roll coating apparatus and graphene roll-to-roll coating method using the same |
| CN102859032B (zh) * | 2010-02-26 | 2015-01-14 | 独立行政法人产业技术总合研究所 | 碳膜叠层体 |
| JP5563500B2 (ja) | 2010-05-28 | 2014-07-30 | 日本電信電話株式会社 | グラフェン及び炭素分子薄膜の合成方法 |
| US20120132516A1 (en) * | 2010-11-29 | 2012-05-31 | Zimmerman Paul A | Synthesis of Graphene Films Cycloalkanes |
| JP5822669B2 (ja) | 2011-02-18 | 2015-11-24 | Jx日鉱日石金属株式会社 | グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法 |
| CN103596879B (zh) | 2011-06-02 | 2018-06-12 | Jx日矿日石金属株式会社 | 石墨烯制造用铜箔以及石墨烯的制造方法 |
| JP5850720B2 (ja) | 2011-06-02 | 2016-02-03 | Jx日鉱日石金属株式会社 | グラフェン製造用銅箔、及びグラフェンの製造方法 |
| JP2012251209A (ja) * | 2011-06-02 | 2012-12-20 | Jx Nippon Mining & Metals Corp | グラフェン製造用銅箔、及びグラフェンの製造方法 |
| JP5758254B2 (ja) | 2011-09-27 | 2015-08-05 | Jx日鉱日石金属株式会社 | 圧延銅箔 |
| ES2639493T3 (es) | 2011-11-04 | 2017-10-26 | Jx Nippon Mining & Metals Corporation | Lámina de cobre para producción de grafeno y procedimiento de producción de la misma, y procedimiento de producción de grafeno |
| JP5721609B2 (ja) | 2011-11-15 | 2015-05-20 | Jx日鉱日石金属株式会社 | グラフェン製造用銅箔、及びグラフェンの製造方法 |
| JP5475897B1 (ja) | 2012-05-11 | 2014-04-16 | Jx日鉱日石金属株式会社 | 表面処理銅箔及びそれを用いた積層板、銅箔、プリント配線板、電子機器、並びに、プリント配線板の製造方法 |
| JP5298225B1 (ja) | 2012-06-29 | 2013-09-25 | Jx日鉱日石金属株式会社 | 圧延銅箔及びその製造方法、並びに、積層板 |
| JP2014037577A (ja) | 2012-08-16 | 2014-02-27 | Jx Nippon Mining & Metals Corp | グラフェン製造用圧延銅箔、及びグラフェンの製造方法 |
-
2012
- 2012-05-31 CN CN201280026893.6A patent/CN103596879B/zh active Active
- 2012-05-31 US US14/122,930 patent/US9255007B2/en active Active
- 2012-05-31 ES ES12793061.8T patent/ES2628073T3/es active Active
- 2012-05-31 EP EP12793061.8A patent/EP2716601B1/en active Active
- 2012-05-31 JP JP2013518162A patent/JP5959510B2/ja active Active
- 2012-05-31 KR KR1020137030831A patent/KR101538259B1/ko active IP Right Grant
- 2012-05-31 WO PCT/JP2012/064077 patent/WO2012165548A1/ja active Application Filing
- 2012-06-01 TW TW101119725A patent/TWI527635B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10188951A (ja) * | 1996-12-24 | 1998-07-21 | Komatsu Ltd | 電極板およびその製造方法 |
| JP2002120050A (ja) * | 2000-08-07 | 2002-04-23 | Furukawa Electric Co Ltd:The | ベルト&ホイール式連続鋳造圧延法による無酸素銅線材の製造方法および銅合金線材の製造方法 |
| JP2004284938A (ja) * | 2003-03-19 | 2004-10-14 | Kofukin Seimitsu Kogyo (Shenzhen) Yugenkoshi | 炭素ナノチューブの製造方法 |
| JP2009143799A (ja) | 2007-12-17 | 2009-07-02 | Samsung Electronics Co Ltd | 単結晶グラフェンシートおよびその製造方法 |
| JP2009215146A (ja) * | 2008-03-13 | 2009-09-24 | Panasonic Corp | 金属含有ナノ粒子、これを用いて成長したカーボンナノチューブ構造体、及びこのカーボンナノチューブ構造体を用いた電子デバイス及びその製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| SCIENCE, vol. 324, 2009, pages 1312 - 1314 |
| See also references of EP2716601A4 |
| ZHENGTANG LUO ET AL.: "Effect of Substrate Roughness and Feedstock Concentration on Growth of Wafer-Scale Graphene at Atmospheric Pressure", CHEMISTRY OF MATERIALS, vol. 23, no. 6, 22 March 2011 (2011-03-22), pages 1441 - 1447, XP002695338 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9260310B2 (en) | 2011-02-18 | 2016-02-16 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| USRE47195E1 (en) | 2011-02-18 | 2019-01-08 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9255007B2 (en) | 2011-06-02 | 2016-02-09 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9487404B2 (en) | 2011-06-02 | 2016-11-08 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9359212B2 (en) | 2011-11-15 | 2016-06-07 | Jx Nippon Mining & Metals Corporation | Copper foil for producing graphene and method of producing graphene using the same |
| US9840757B2 (en) | 2014-06-13 | 2017-12-12 | Jx Nippon Mining & Metals Corporation | Rolled copper foil for producing two-dimensional hexagonal lattice compound and method of producing two-dimensional hexagonal lattice compound |
| JP2018172717A (ja) * | 2017-03-31 | 2018-11-08 | Jx金属株式会社 | 銅又は銅合金の板条並びにトラバースコイル及びその製造方法 |
| JP2019123942A (ja) * | 2019-02-06 | 2019-07-25 | Jx金属株式会社 | 銅又は銅合金の板条並びにトラバースコイル及びその製造方法 |
| JP7093317B2 (ja) | 2019-02-06 | 2022-06-29 | Jx金属株式会社 | トラバースコイル及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2628073T3 (es) | 2017-08-01 |
| US20140183160A1 (en) | 2014-07-03 |
| EP2716601A4 (en) | 2015-06-10 |
| KR20140014253A (ko) | 2014-02-05 |
| TWI527635B (zh) | 2016-04-01 |
| CN103596879B (zh) | 2018-06-12 |
| EP2716601A1 (en) | 2014-04-09 |
| TW201302332A (zh) | 2013-01-16 |
| KR101538259B1 (ko) | 2015-07-22 |
| CN103596879A (zh) | 2014-02-19 |
| JPWO2012165548A1 (ja) | 2015-02-23 |
| EP2716601B1 (en) | 2017-03-15 |
| JP5959510B2 (ja) | 2016-08-02 |
| US9255007B2 (en) | 2016-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5959510B2 (ja) | グラフェン製造用銅箔、及びグラフェンの製造方法 | |
| JP5850720B2 (ja) | グラフェン製造用銅箔、及びグラフェンの製造方法 | |
| KR101514909B1 (ko) | 그래핀 제조용 동박 및 그것을 사용한 그래핀의 제조 방법 | |
| JP5847834B2 (ja) | グラフェン製造用銅箔及びその製造方法、並びにグラフェンの製造方法 | |
| JP5721609B2 (ja) | グラフェン製造用銅箔、及びグラフェンの製造方法 | |
| JP2012183581A (ja) | グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法 | |
| JP2014037577A (ja) | グラフェン製造用圧延銅箔、及びグラフェンの製造方法 | |
| WO2014027529A1 (ja) | グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法 | |
| JP2012251209A (ja) | グラフェン製造用銅箔、及びグラフェンの製造方法 | |
| JP5918010B2 (ja) | グラフェン製造用銅箔、グラフェン製造用銅箔の製造方法、及びグラフェンの製造方法 | |
| JP2013006709A (ja) | グラフェン製造用銅箔、グラフェン製造用銅の製造方法、及びグラフェンの製造方法 | |
| TWI516316B (zh) | A copper foil for graphene production, and a method for producing graphene using the same | |
| JP5918075B2 (ja) | グラフェン製造用圧延銅箔、及びグラフェンの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12793061 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137030831 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012793061 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012793061 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2013518162 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14122930 Country of ref document: US |