WO2011093070A1 - 肌焼鋼および浸炭材 - Google Patents
肌焼鋼および浸炭材 Download PDFInfo
- Publication number
- WO2011093070A1 WO2011093070A1 PCT/JP2011/000413 JP2011000413W WO2011093070A1 WO 2011093070 A1 WO2011093070 A1 WO 2011093070A1 JP 2011000413 W JP2011000413 W JP 2011000413W WO 2011093070 A1 WO2011093070 A1 WO 2011093070A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- less
- case
- steel
- carburized
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/20—Carburising
- C23C8/22—Carburising of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/80—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a case-hardened steel and a high fatigue strength carburized material which are excellent in cold forgeability and have high fatigue strength by carburization, which are used for machine structural materials used in the fields of construction machinery and automobiles.
- Patent Document 1 by reducing the amount of other alloy elements by the effect of improving the hardenability of B, the hardness is reduced from the normalizing step, and the cutting performance is dramatically improved compared to conventional steel.
- An improved carburized gear steel has been proposed.
- Patent Document 2 proposes a case-hardening steel that secures cold workability by combining the component system that secures hardenability with B by reducing the solid solution strengthening elements Si and Mn and the manufacturing conditions. Has been.
- gears used in automobiles and the like have been required to be smaller in size as the weight of the vehicle body has been reduced due to energy saving, and the load on the gears has increased as the output of the engine has increased. is doing.
- the durability of gears is determined mainly by the root bending fatigue failure and the surface pressure fatigue failure of the tooth surface.
- the root bending fatigue strength it is considered effective to reduce the incompletely hardened layer generated in the surface layer during carburizing and to refine the prior austenite grain size.
- surface pressure fatigue strength the relationship with the temper softening resistance was pointed out, the component with increased Si content, the component with Mo added, or the steel with fine carbide dispersed in the carburized surface layer, Each has been proposed.
- Patent Document 3 proposes a carburizing steel having improved fatigue strength and toughness by making the prior austenite grain size 7 ⁇ m or less.
- Patent Document 4 proposes finely dispersing carbide in a carburized layer on the surface.
- Patent Documents 1 and 2 described above improvements in cold workability and impact properties are recognized, but fatigue properties are comparable to conventional steel.
- Patent Documents 3 and 4 have a problem that, when a large amount of carbide generating elements such as Nb, Ti, and V are used and finely precipitated, deformation resistance during processing is remarkably increased.
- the present invention has been developed in view of the above circumstances, and the object of the present invention is not only excellent in cold forgeability but also case hardening steel having high fatigue strength after carburizing treatment and carburizing using the same. To provide materials.
- FIG. 1 shows the relationship among the amounts of Al, B, and Ti on the maximum particle diameter of carbides in the surface layer of the high-concentration carburized layer of case hardening steel.
- FIG. 1 also shows the results of measuring the surface fatigue strength of some steels, but it can also be seen that high surface fatigue strength can be obtained by suppressing the formation of coarse carbides.
- a carburized layer having a C concentration of 0.70 to 0.84% by mass hereinafter referred to as a normal carburized layer
- the relationship among the amounts of Al, Ti and B on the surface fatigue strength was also investigated. The results are also shown in FIG. Even when a normal carburized layer is formed, it can be seen that high surface fatigue strength can be obtained by controlling the amounts of Al and B within a specific range and suppressing Ti to 0.003 mass% or less.
- the experiment whose results are shown in FIG. 1 is based on 0.2 mass% C-0.1 mass% Si-0.6 mass% Mn-1.5 mass% Cr-0.02 mass% Nb steel. And B added steel materials (the balance is iron and unavoidable impurities), and after these steel materials are treated under the following conditions, the maximum particle size ( ⁇ m) and surface fatigue strength (MPa) of carbides Is evaluated. That is, for high-concentration carburization, a 25mm ⁇ round bar is processed from steel material, carbon concentration is 2%, high-concentration carburization at 950 °C for 5 hours, once cooled to 600 °C, then again at 850 °C for 30 minutes It was kept, oil cooled at 60 ° C., and then tempered at 170 ° C.
- a 25mm ⁇ round bar is processed from a steel material, and a roller pitching test piece is collected from this round bar, and then carburized under conditions of 930 ° C, 7 hours, and carbon potential of 1.1% by mass. Then, it was oil-cooled at 60 ° C. and tempered at 170 ° C. for 2 hours. Thus to the sample thus obtained is subjected to roller pitting test under the conditions of the slip ratio of 40% and oil temperature 80 ° C., was evaluated (pitching limiting intensity generated in the test piece surface) 10 7 times the strength.
- the gist configuration of the present invention is as follows. (1) C: 0.10 to 0.35 mass%, Si: 0.01 to 0.50 mass%, Mn: 0.40-1.50 mass%, P: 0.02 mass% or less, S: 0.03 mass% or less, Al: 0.04 to 0.10% by mass, Cr: 0.5 to 2.5% by mass, B: 0.0005 to 0.0050 mass%, Nb: 0.003 to 0.080 mass%, Case-hardened steel having excellent cold forgeability having a composition of Ti: 0.003 mass% or less and N: less than 0.0080 mass%, with the balance being Fe and inevitable impurities.
- the component composition further includes: Cu: 1.0 mass% or less, Ni: 0.50 mass% or less, The case-hardened steel having excellent cold forgeability as described in (1) above, containing one or more selected from Mo: 0.50% by mass or less and V: 0.5% by mass or less.
- the component composition further includes: Ca: 0.0005 to 0.0050 mass% and Mg: 0.0002 to 0.0020 mass%
- the case-hardened steel of the present invention has C: 0.10 to 0.35 mass%, Si: 0.01 to 0.50 mass%, Mn: 0.40 to 1.50 mass%, P: 0.02 mass% or less, S: 0.03 mass% or less.
- a high fatigue strength carburized material having a maximum carbide diameter of 10 ⁇ m or less and an average particle diameter of 4 ⁇ m or less in the surface layer region.
- C 0.10 to 0.35 mass%
- 0.10% by mass or more of C is required, but when the content increases by 0.35% by mass, the toughness of the core part decreases, so the C amount is 0.10%. It was limited to the range of ⁇ 0.35 mass%. Preferably, it is 0.3 mass% or less.
- Si 0.01 to 0.50 mass% Si is necessary as a deoxidizing agent, and at least 0.01% by mass or more must be added.
- Si is an element that preferentially oxidizes in the carburized surface layer and promotes grain boundary oxidation.
- the upper limit is set to 0.50% by mass in order to enhance the solid solution strengthening of ferrite and increase the deformation resistance to deteriorate the cold forgeability.
- a preferred lower limit is 0.03% by mass.
- a preferred upper limit is 0.35% by mass.
- Mn 0.40 to 1.50 mass% Mn is an element effective for improving the hardenability, and requires addition of at least 0.40% by mass. However, Mn tends to cause grain boundary oxidation, and excessive addition increases residual austenite, leading to a decrease in surface hardness, so the upper limit was made 1.50% by mass. A preferred lower limit is 0.60% by mass. A preferred upper limit is 1.40% by mass.
- P 0.02% by mass or less P is segregated at the grain boundaries and lowers the toughness. Therefore, the lower the content, the better, but 0.02% by mass is acceptable. Preferably, it is 0.018 mass% or less.
- S 0.03 mass% or less S is an element that exists as sulfide inclusions and is effective in improving machinability. However, excessive addition causes a decrease in fatigue strength, so the upper limit was made 0.03% by mass.
- Al 0.04-0.10 mass%
- Al is an important element for obtaining the hardenability effect of B by fixing N in steel as AlN. In order to obtain this effect, it is necessary to add at least 0.04% by mass. However, if the content exceeds 0.10% by mass, the formation of A1 2 0 3 inclusions harmful to fatigue strength is promoted, so the Al content is limited to a range of 0.04 to 0.10% by mass.
- Cr 0.5-2.5% by mass Cr is an element that contributes not only to hardenability but also to improving resistance to temper softening, and also useful for promoting the spheroidization of carbides. On the other hand, if it exceeds 2.5% by mass, the formation of retained austenite in the carburized part is promoted, and the fatigue strength may be adversely affected. Therefore, the Cr content is limited to the range of 0.5 to 2.5% by mass. A preferable lower limit is 0.6% by mass. A preferable upper limit is 2.0 mass%.
- B 0.0005-0.0050 mass% B is the most important element in the present invention. B segregates at the austenite grain boundaries during the quenching heat treatment, thereby improving the hardenability and contributing to an increase in the hardness of the material. By this effect, other strengthening elements can be reduced, and as a result, an improvement in cold forgeability due to a decrease in deformation resistance can be obtained. In order to exhibit this effect, it is necessary to add at least 0.0005% by mass or more. On the other hand, excessive addition causes a decrease in toughness, forgeability, etc., so the upper limit was made 0.0050% by mass. A preferable upper limit of the B content is 0.0030% by mass.
- Nb 0.003 to 0.080 mass% Nb forms NbC in the steel and suppresses the coarsening of the austenite grain size during the carburizing heat treatment by the pinning effect. In order to obtain this effect, it is necessary to add at least 0.003% by mass. On the other hand, if added over 0.080% by mass, there is a risk of reducing the coarsening suppression ability and deterioration of fatigue strength due to coarse precipitation of NbC, so 0.080% by mass or less. A preferred lower limit is 0.010% by mass. A preferred upper limit is 0.060% by mass.
- Ti 0.003 mass% or less Ti is a component that preferably avoids mixing into steel as much as possible. Ti bonds with N and easily forms coarse TiN. In this way, the upper limit is set to 0.003 mass% in order to cause coarsening of the carbide on the carburized surface layer and decrease in fatigue strength.
- N Less than 0.008% by mass N is a component that preferably avoids mixing into steel as much as possible. Therefore, N is made less than 0.008% by mass in order to secure the hardenability of B and to suppress the formation of TiN.
- the above components are further selected from Cu: 1.0 mass% or less, Ni: 0.50 mass% or less, Mo: 0.5 mass% or less, and V: 0.5 mass% or less. 1 type, or 2 or more types can be contained.
- Cu is an element effective for improving the hardenability, and is preferably added at 0.1% by mass or more. However, addition of a large amount causes deterioration of the surface properties of the steel material and increase of the alloy cost, so the upper limit is 1.0% by mass. It was.
- Ni, Mo, and V are effective elements for improving hardenability and toughness, and are preferably 0.1% by mass or more, 0.05% by mass or more, and 0.02% by mass or more, respectively. It was set as mass%.
- the above components are further added to one of Ca: 0.0005 to 0.0050 mass% and Mg: 0.0002 to 0.0020 mass%. Or it can contain 2 types. That is, in order to obtain the above effect by Ca and Mg, it is necessary to add at least 0.0005 mass% and 0.0002 mass%, respectively. On the other hand, when excessively added, coarse inclusions are formed and the fatigue strength is adversely affected. Therefore, the upper limits of Ca and Mg were set to 0.0050 mass% and 0.0020 mass%, respectively.
- the balance composition is iron and inevitable impurities.
- the case-hardened steel having the component composition described above is subjected to cold working to form a part shape and then carburized.
- the carburizing treatment can be performed under the conditions generally used for case-hardened steel (hereinafter referred to as normal carburizing). That is, by holding at a carbon potential of 0.8 to 1.1 mass% and 900 ° C. or more for 3 to 7 hours, a carburized layer having a C concentration of 0.7 mass% or more up to at least 0.4 mm of the surface layer is formed on the surface layer. After the carburized layer is formed, quenching and tempering that is usually applied to case-hardened steel is performed. That is, by quenching with oil at 60 to 140 ° C.
- the temperature for forming the carburized layer is preferably 900 ° C. or higher so that the carburized layer formation is not prolonged, and is preferably 950 ° C. or lower from the viewpoint of the durability of the carburizing furnace.
- the temperature of the oil during the quenching treatment is preferably 60 ° C. or more from the viewpoint of suppressing deformation of the material during quenching, and a necessary steel structure (martensitic structure including 10-40% residual austenite) is obtained.
- the temperature is preferably 140 ° C. or lower.
- the C concentration in the carburized layer in normal carburizing is less than 0.85% by mass.
- the case-hardened steel material of the present invention increases the C concentration of the carburized layer to 0.85% by mass or more with respect to the normal carburizing described above, and further increases the hardness of the carburized layer by precipitating carbides, thereby increasing the surface fatigue strength It is particularly suitable for high-concentration carburizing for the purpose of improving the quality.
- high-concentration carburization conventionally used case-hardened steel has a large amount of coarse carbides, and further improvement in surface fatigue strength cannot be expected.
- the carbon content is 0.85 mass% or more in the surface layer region up to 0.4 mm below the surface, and the maximum diameter of the carbide formed here is 10 ⁇ m or less and the average particle diameter is 4 ⁇ m or less. it can. Within this range, the surface fatigue strength is particularly improved. Conversely, if this range is exceeded, further improvement in surface fatigue strength cannot be expected.
- the amount of carbon in the surface layer area is less than 0.85% by mass, a sufficient amount of carbide cannot be obtained, and the surface fatigue strength cannot be further improved. Further, when the maximum diameter of the carbide exceeds 10 ⁇ m, the fatigue life is reduced due to the coarse carbide becoming the starting point of the fatigue crack. Similarly, when the average particle diameter exceeds 4 ⁇ m, the fatigue life is reduced.
- carburizing heat processing on the following conditions. That is, carburization is carried out by holding at a carbon potential of 1.2 to 2.5% by mass at 930 to 1050 ° C. for about 1 to 5 hours, once cooled to 550 to 650 ° C., and then again at 830 to 880 ° C. for 30 to 60 minutes. After being held, it is preferable to quench with oil at 60 to 140 ° C. and then temper, and the tempering temperature is preferably in the range of 170 to 200 ° C.
- the steel structure of the carburized layer formed on the surface layer contains 10-40% of retained austenite in which carbides are finely dispersed with a maximum diameter of 10 ⁇ m or less and an average particle diameter of 4 ⁇ m or less as described above. Become a martensite organization.
- the cold workability was evaluated by two items, the limit upsetting rate and the deformation resistance.
- a specimen with a diameter of 10 mm and a height of 15 mm was taken from a depth position (1 / 4D position) of 1/4 of the diameter from the surface of the steel bar, and installed at 60% using a 300-ton press.
- the compression load was measured, and the deformation resistance measurement method was obtained by end face constrained compression proposed by the Japan Society for Technology of Plasticity.
- the limit upsetting rate was defined as the upsetting rate when the end portion was cracked by compressing by a method of measuring deformation resistance. If the deformation resistance value is 899 MPa or less and the critical crack rate is 74% or more, it can be said that the cold forgeability is good.
- high-concentration carburization is held at 950 ° C for 5 hours under the condition of 2% by mass of carbon potential, once cooled to 600 ° C, then again held at 850 ° C for 30 minutes, oil-cooled at 60 ° C and 170 ° C A tempering treatment for 2 hours was performed.
- the carbon concentration was measured by EPMA line analysis from the surface to a depth of 0.4 mm.
- a rotating bending test and a roller pitching test were performed on each test piece after the carburization.
- the rotating bending fatigue test was carried out at a rotational speed of 3500 rpm and evaluated with a fatigue strength of 10 7 times.
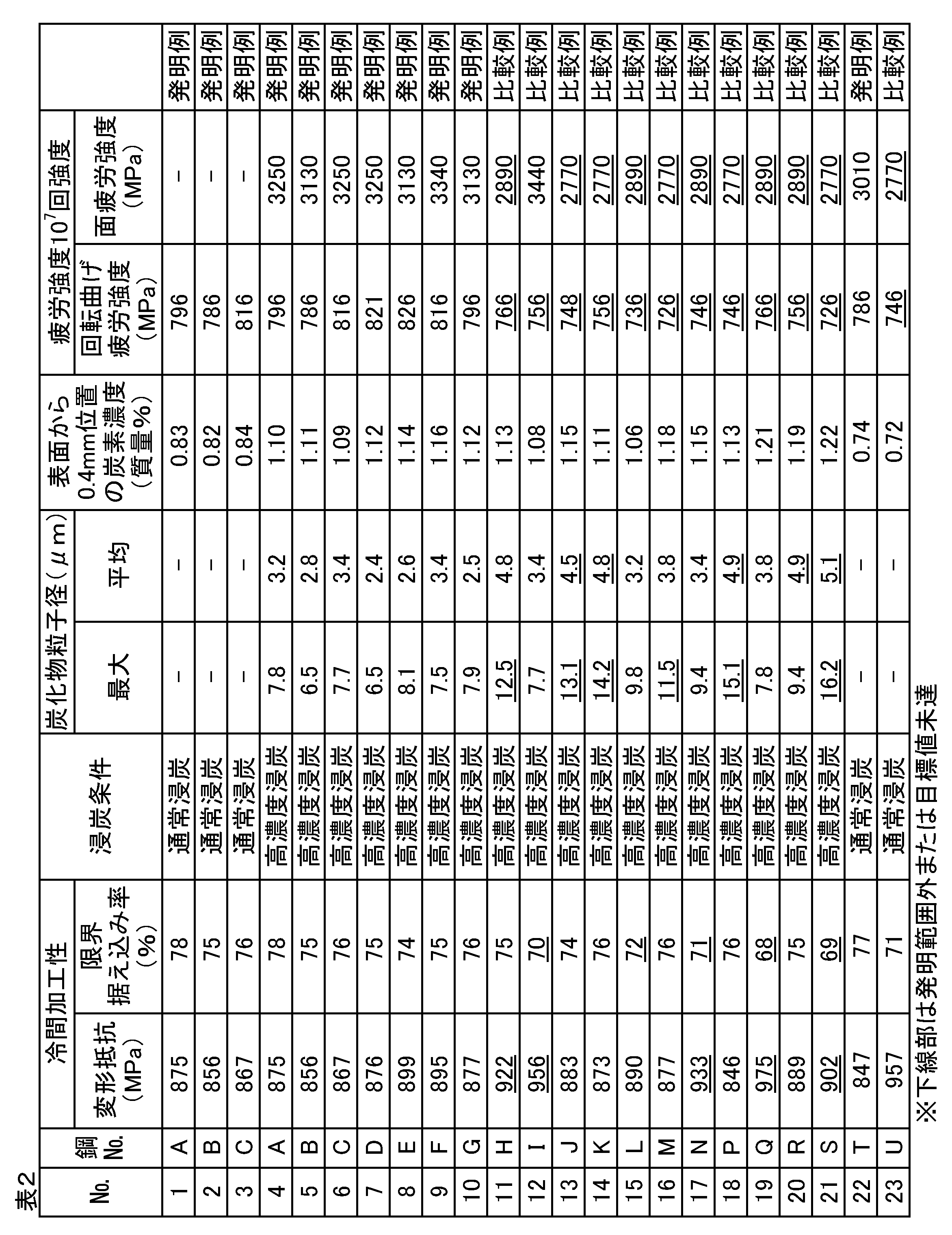
- the roller pitting test the slip ratio of 40% was evaluated at 10 7 times strength under conditions of oil temperature 80 ° C. (limit strength pitching occurs in the test piece surface). The obtained evaluation results are shown in Table 2.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Articles (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Abstract
Description
また、特許文献3および4では、Nb、TiおよびVなどの炭化物生成元素を多量に使用し、微細析出した場合に加工時の変形抵抗を著しく上昇させる等の問題があった。
すなわち、図1に、肌焼鋼の高濃度浸炭層の表層における、炭化物の最大粒子径に及ぼすAl、BおよびTi量の関係を示す。同図からわかるように、粗大な炭化物の生成を抑制し、炭化物を微細に分散させるためには、AlおよびB量の制御とTi添加量の抑制とが重要である。ここで、図1には、一部の鋼に関して面疲労強度を測定した結果についても示したが、粗大な炭化物の生成の抑制により、高い面疲労強度が得られることもわかる。
また、肌焼鋼にC濃度0.70~0.84質量%の浸炭層(以下、通常浸炭層という)を形成させた場合について、面疲労強度に及ぼすAl、TiおよびB量の関係についても調査した。その結果を図1に併せて示す。通常浸炭層を形成させた場合においても、AlおよびB量を特定範囲に制御し、かつ、Tiを0.003質量%以下に抑制すると高い面疲労強度が得られることがわかる。
すなわち、高濃度浸炭については、鋼素材より、25mmφ丸棒を加工し、カーボンポテンシャル2%、950℃で5時間の高濃度浸炭を行い、一旦600℃に冷却した後、再度850℃で30分保持し、60℃で油冷後、170℃で2時間の焼戻し処理を行った。この処理を行ったサンプルを切断した後、切断面をピラクール液で腐食し、表面から30μm深さまでの領域を走査型電子顕微鏡で6000μm2にわたって観察し、画像解析により炭化物の最大粒子径を求めた。また、上記丸棒よりローラピッチング試験片を採取し、これに上述の高濃度浸炭から焼戻し処理までの各処理を施したサンプルに対し、すべり率40%および油温80℃の条件でローラピッチング試験を行い、107回強度(試験片表面にピッチングが発生する限界強度)を評価した。
また、通常浸炭については、鋼素材より、25mmφ丸棒を加工し、この丸棒よりローラピッチング試験片を採取し、これに930℃、7時間、カーボンポテンシャル1.1質量%の条件で浸炭を実施後、60℃で油冷し、170℃、2時間の焼戻し処理を施した。このようにして得られたサンプルに対し、すべり率40%および油温80℃の条件でローラピッチング試験を行い、107回強度(試験片表面にピッチングが発生する限界強度)を評価した。
(1)C:0.10~0.35質量%、
Si:0.01~0.50質量%、
Mn:0.40~1.50質量%、
P:0.02質量%以下、
S:0.03質量%以下、
Al:0.04~0.10質量%、
Cr:0.5~2.5質量%、
B:0.0005~0.0050質量%、
Nb:0.003~0.080質量%、
Ti:0.003質量%以下および
N:0.0080質量%未満
を含有し、残部はFe及び不可避不純物からなる成分組成を有する冷間鍛造性に優れた肌焼鋼。
Cu:1.0質量%以下、
Ni:0.50質量%以下、
Mo:0.50質量%以下および
V:0.5質量%以下
のうちから選ばれる1種または2種以上を含有する前記(1)に記載の冷間鍛造性に優れた肌焼鋼。
Ca:0.0005~0.0050質量%および
Mg:0.0002~0.0020質量%
の1種または2種を含有する前記(1)または(2)に記載の冷間鍛造性に優れた肌焼鋼。
以上をまとめると、本発明の肌焼鋼は、C:0.10~0.35質量%、Si:0.01~0.50質量%、Mn:0.40~1.50質量%、P:0.02質量%以下、S:0.03質量%以下、Al:0.04~0.10質量%、Cr:0.5~2.5質量%、B:0.0005~0.0050質量%、Nb:0.003~0.080質量%、Ti:0.003質量%以下およびN:0.0080質量%未満を含有し、あるいはさらにCu:1.0質量%以下、Ni:0.50質量%以下、Mo:0.50質量%以下およびV:0.5質量%以下のうちから選ばれる1種または2種以上を含有し、あるいはさらにCa:0.0005~0.0050質量%およびMg:0.0002~0.0020質量%の1種または2種を含有し、残部はFe及び不可避的不純物からなる成分組成を有する冷間鍛造性に優れた肌焼鋼である。
(4)前記(1)乃至(3)のいずれかに記載の肌焼鋼に対して浸炭が施されてなる、浸炭材であって、表面から0.4mmまでの表層域における炭素量が0.70質量%以上である高疲労強度浸炭材。
まず、本発明において、鋼の成分組成を上記の範囲に限定した理由について、成分毎に詳しく説明する。
C:0.10~0.35質量%
浸炭熱処理後の焼入れにより中心部の硬度を高めるために、0.10質量%以上のCを必要とするが、含有量が0.35質量%を増えると、芯部の靭性が低下するため、C量は0.10~0.35質量%の範囲に限定した。好ましくは、0.3質量%以下の範囲である。
Siは、脱酸剤として必要であり、少なくとも0.01質量%以上の添加が必要である。しかしながら、Siは浸炭表層で優先的に酸化し、粒界酸化を促進する元素である。また、フェライトを固溶強化し変形抵抗を高めて冷間鍛造性を劣化させるため、上限を0.50質量%とする。好ましい下限は0.03質量%である。好ましい上限は0.35質量%である。
Mnは、焼入性の向上に有効な元素で有り、少なくとも0.40質量%の添加を必要とする。しかし、Mnは粒界酸化を引き起こしやすく、また過剰な添加は残留オーステナイトを増加させ、表面硬さの低下を招くことから、上限を1.50質量%とした。好ましい下限は0.60質量%である。好ましい上限は1.40質量%である。
Pは、結晶粒界に偏析し、靭性を低下させるため、その混入は低いほど望ましいが、0.02質量%までは許容される。好ましくは、0.018質量%以下である。
Sは、硫化物系介在物として存在し、被削性の向上に有効な元素である。しかしながら、過剰な添加は疲労強度の低下を招くため、上限を0.03質量%とした。
Alは、鋼中のNをAlNとして固定することによって、Bの焼入れ性効果を得るための重要な元素である。この効果を得るためには、少なくとも0.04質量%の添加が必要である。しかしながら、含有量が0.10質量%を超えると、疲労強度に対して有害なA1203介在物の生成を助長するため、Al量は0.04~0.10質量%の範囲に限定した。
Crは、焼入性のみならず、焼戻し軟化抵抗の向上に寄与し、さらには炭化物の球状化促進にも有用な元素であるが、含有量が0.5質量%に満たないと、その添加効果に乏しく、一方、2.5質量%を超えると、浸炭部での残留オーステナイトの生成を促進し、疲労強度に悪影響を与える場合がある。よって、Cr量は0.5~2.5質量%の範囲に限定した。好ましい下限は0.6質量%である。好ましい上限は2.0質量%である。
Bは、本発明において最も重要な元素である。Bは、焼入れ熱処理時にオーステナイト粒界に偏析することで焼入れ性を高め、素材の硬度上昇に寄与する。この効果により、他の強化元素を削減でき、その結果、変形抵抗の低下による冷間鍛造性の向上が得られる。この効果を発揮するためには、少なくとも0.0005質量%以上の添加が必要である。一方、過剰な添加は、靭性や鍛造性などの低下を招くことから、上限を0.0050質量%とした。好ましいB含有量の上限は、0.0030質量%である。
Nbは、鋼中でNbCを形成し、浸炭熱処理時のオーステナイト粒径の粗粒化をピン止め効果により抑制する。この効果を得るためには、少なくとも0.003質量%以上の添加が必要である。一方、0.080質量%を超えて添加すると、粗大なNbCの析出による粗粒化抑制能の低下や疲労強度の劣化を招く、おそれがあるため、0.080質量%以下とする。好ましい下限は0.010質量%である。好ましい上限は0.060質量%である。
Tiは、鋼中への混入を極力回避することが好ましい成分である。Tiは、Nと結合し、粗大なTiNを形成しやすい。かように、浸炭表層の炭化物の粗大化や疲労強度の低下を招くため、上限を0.003質量%とする。
Nは、鋼中への混入を極力回避することが好ましい成分である。従って、Nは、Bの焼入れ性を確保することと、TiNの形成を抑制するために、0.008質量%未満とした。
Cuは、焼き入れ性の向上に有効な元素であり、好ましくは0.1質量%以上で添加するが、多量の添加は鋼材の表面性状の劣化や合金コストの増加を招くため、上限を1.0質量%とした。
すなわち、CaおよびMgによる上記効果を得るには、少なくともそれぞれ0.0005質量%、0.0002質量%の添加が必要である。一方、過剰に添加した場合には、粗大な介在物を形成し、疲労強度に悪影響を与えるため、CaおよびMgについて上限をそれぞれ0.0050質量%および0.0020質量%とした。
なお、残部組成は、鉄および不可避的不純物である。
また、本発明の肌焼鋼材は、上記した通常浸炭に対して、浸炭層のC濃度を0.85質量%以上にまで高め、炭化物を析出させることで浸炭層の硬さをさらに高めて面疲労強度を向上させることを目的とした高濃度浸炭に特に適している。高濃度浸炭の場合、従来用いられている肌焼鋼では、粗大炭化物の量が多くなり、面疲労強度のさらなる向上は期待できない。しかし、本発明の肌焼鋼では、浸炭層のC濃度を0.85質量%以上にまで高めても粗大炭化物の析出を抑制でき、面疲労強度が向上する。すなわち、浸炭処理後は、表面下0.4mmまでの表層域において、炭素量は0.85質量%以上であり、ここに形成される炭化物の最大径は10μm以下かつ平均粒子径は4μm以下とすることができる。この範囲内であれば、特に面疲労強度の向上に効果がある。逆に、この範囲を超えると、さらなる面疲労強度の向上は期待できない。
表1に示す成分組成の鋼(残部は鉄および不可避的不純物)を溶製し、一旦1150℃以上に加熱した後、170mm×170mm角断面の中間素材とし、更にAc3+100℃以上に加熱した後、熱間圧延により直径60mmの丸棒に成形した。得られた棒鋼について、冷間鍛造性の評価を行った。

すなわち、棒鋼の表面から直径の1/4の深さ位置(1/4D位置)から、直径:10mmおよび高さ:15mmの試験片を採取し、300tプレス機を用いて、60%据え込み時の圧縮荷重を測定し、日本塑性加工学会が提唱している端面拘束圧縮により変形抵抗測定方法を用いて求めた。
また、限界据え込み率は、変形抵抗を測定した方法で圧縮加工を行い、端部に割れが入ったときの据え込み率を限界据え込み率とした。変形抵抗値が899MPa以下、限界割れ率が74%以上であれば、冷聞鍛造性は良好であるといえる。
すなわち、上記の棒鋼の1/4D位置から回転曲げ試験片とローラーピッチング試験片を採取し、これらの試験片に通常浸炭と炭化物を多く生成させるための高濃度浸炭との2種類の熱処理を行った。通常浸炭は930℃、7時間、カーボンポテンシャル1.1質量%の条件で浸炭を実施後、60℃で油冷し、170℃、2時間の焼戻し処理を施した。一方、高濃度浸炭は、950℃、5時間、カーボンポテンシャル2質量%の条件で保持し、一旦600℃に冷却した後、再度850℃に30分保持し、60℃で油冷後、170℃、2時間の焼戻し処理を施した。
なお、炭素濃度の測定は、表面から深さ0.4mmまでをEPMAライン分析することにより行った。
上記浸炭後の各試験片につき、回転曲げ試験およびローラーピッチング試験を行った。まず、回転曲げ疲労試験は、回転数3500rpmで実施し、107回の耐疲労強度にて評価した。また、ローラーピッチング試験は、すべり率40%、油温80℃の条件で107回強度(試験片表面にピッチングが発生する限界強度)で評価した。
得られた評価結果を表2に示す。
Claims (5)
- C:0.10~0.35質量%、
Si:0.01~0.50質量%、
Mn:0.40~1.50質量%、
P:0.02質量%以下、
S:0.03質量%以下、
Al:0.04~0.10質量%、
Cr:0.5~2.5質量%、
B:0.0005~0.0050質量%、
Nb:0.003~0.080質量%、
Ti:0.003質量%以下および
N:0.0080質量%未満
を含有し、残部はFe及び不可避不純物からなる成分組成を有する肌焼鋼。 - 前記成分組成は、更に、
Cu:1.0質量%以下、
Ni:0.50質量%以下、
Mo:0.50質量%以下および
V:0.5質量%以下
のうちから選ばれる1種または2種以上を含有する請求項1に記載の肌焼鋼。 - 前記成分組成は、更に、
Ca:0.0005~0.0050質量%および
Mg:0.0002~0.0020質量%
の1種または2種を含有する請求項1または2に記載の肌焼鋼。 - 請求項1乃至3のいずれかに記載の肌焼鋼に対して浸炭が施されてなる、浸炭材であって、表面から0.4mmまでの表層域における炭素量が0.70質量%以上である浸炭材。
- 請求項1乃至3のいずれかに記載の肌焼鋼に対して浸炭が施されてなる、浸炭材であって、表面から0.4mmまでの表層域における炭素量が0.85質量%以上であり、該表層域における、炭化物の最大径が10μm以下、かつ平均粒子径が4μm以下である浸炭材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180011314.6A CN102770570B (zh) | 2010-01-27 | 2011-01-26 | 表面硬化钢和渗碳材料 |
| EP11736785.4A EP2530178B1 (en) | 2010-01-27 | 2011-01-26 | Case-hardened steel and carburized material |
| KR1020157006475A KR101671133B1 (ko) | 2010-01-27 | 2011-01-26 | 표면 경화강 및 침탄재 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-015960 | 2010-01-27 | ||
| JP2010015960 | 2010-01-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011093070A1 true WO2011093070A1 (ja) | 2011-08-04 |
Family
ID=44319065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/000413 WO2011093070A1 (ja) | 2010-01-27 | 2011-01-26 | 肌焼鋼および浸炭材 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2530178B1 (ja) |
| JP (2) | JP5760453B2 (ja) |
| KR (2) | KR101671133B1 (ja) |
| CN (2) | CN104480399B (ja) |
| WO (1) | WO2011093070A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5790693B2 (ja) * | 2013-03-29 | 2015-10-07 | Jfeスチール株式会社 | 冷間鍛造用肌焼鋼 |
| KR20150126699A (ko) * | 2013-04-18 | 2015-11-12 | 신닛테츠스미킨 카부시키카이샤 | 표면 경화용 강재와 표면 경화강 부품 |
| KR101685486B1 (ko) * | 2015-04-14 | 2016-12-13 | 현대자동차주식회사 | 내구성을 향상시킨 침탄 합금강 및 이의 제조방법 |
| KR101705168B1 (ko) * | 2015-04-20 | 2017-02-10 | 현대자동차주식회사 | 내구성이 향상된 침탄 합금강 및 이의 제조방법 |
| JP6319212B2 (ja) * | 2015-07-09 | 2018-05-09 | Jfeスチール株式会社 | 歯車部品および歯車部品の製造方法 |
| JP2017179394A (ja) * | 2016-03-28 | 2017-10-05 | 株式会社神戸製鋼所 | 肌焼鋼 |
| JP6460069B2 (ja) * | 2016-05-31 | 2019-01-30 | Jfeスチール株式会社 | 肌焼鋼およびその製造方法ならびに歯車部品の製造方法 |
| KR102279838B1 (ko) * | 2016-09-09 | 2021-07-20 | 제이에프이 스틸 가부시키가이샤 | 표면 경화강 및 그 제조 방법 그리고 기어 부품의 제조 방법 |
| CN107604253A (zh) * | 2017-08-30 | 2018-01-19 | 东风商用车有限公司 | 一种高淬透性Mn‑Cr系列渗碳钢 |
| JP7270343B2 (ja) | 2018-06-18 | 2023-05-10 | 株式会社小松製作所 | 機械部品の製造方法 |
| JP7152832B2 (ja) * | 2018-06-18 | 2022-10-13 | 株式会社小松製作所 | 機械部品 |
| JP7151474B2 (ja) * | 2018-12-28 | 2022-10-12 | 日本製鉄株式会社 | 浸炭鋼部品用鋼材 |
| JP7156021B2 (ja) * | 2018-12-28 | 2022-10-19 | 日本製鉄株式会社 | 浸炭鋼部品用鋼材 |
| CN111979494B (zh) * | 2020-08-28 | 2021-11-12 | 东风商用车有限公司 | 一种薄壁内齿圈用含Ti渗碳钢、其制造方法及薄壁内齿圈成型方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0363399B2 (ja) | 1984-05-28 | 1991-09-30 | Iwatani Kk | |
| JPH0456709B2 (ja) | 1984-06-07 | 1992-09-09 | Metacon Ag | |
| JPH09241821A (ja) * | 1996-03-06 | 1997-09-16 | Sumitomo Metal Ind Ltd | 浸炭歯車 |
| JPH1171654A (ja) * | 1997-08-28 | 1999-03-16 | Sumitomo Metal Ind Ltd | 浸炭歯車 |
| JP2001240941A (ja) * | 1999-12-24 | 2001-09-04 | Nippon Steel Corp | 冷間鍛造用棒線材とその製造方法 |
| JP3551573B2 (ja) | 1995-08-28 | 2004-08-11 | 大同特殊鋼株式会社 | 歯切り性に優れた浸炭歯車用鋼 |
| JP3764586B2 (ja) | 1998-05-22 | 2006-04-12 | 新日本製鐵株式会社 | 冷間加工性と低浸炭歪み特性に優れた肌焼鋼の製造方法 |
| JP2006299383A (ja) * | 2005-04-25 | 2006-11-02 | Kobe Steel Ltd | 焼入れ性に優れた高強度機械構造用鋼 |
| JP2008179849A (ja) * | 2007-01-24 | 2008-08-07 | Jfe Bars & Shapes Corp | 耐衝撃疲労特性に優れた歯車用鋼及びそれを用いた歯車 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0261032A (ja) * | 1988-08-24 | 1990-03-01 | Sumitomo Metal Ind Ltd | 疲労強度の優れた肌焼鋼 |
| JP3464356B2 (ja) * | 1996-11-21 | 2003-11-10 | エヌケーケー条鋼株式会社 | 耐疲労性に優れたボロン鋼歯車およびその製造方法 |
| JP3980752B2 (ja) * | 1997-04-22 | 2007-09-26 | オリヱント化学工業株式会社 | 荷電制御剤及び静電荷像現像用トナー |
| JPH1171564A (ja) * | 1997-08-29 | 1999-03-16 | Hitachi Chem Co Ltd | 金属箔用接着剤組成物及びそれを用いた接着剤付金属箔、金属張積層板 |
| JP4688727B2 (ja) * | 2006-05-19 | 2011-05-25 | 株式会社神戸製鋼所 | 浸炭部品およびその製造方法 |
| JP4971751B2 (ja) * | 2006-11-06 | 2012-07-11 | 本田技研工業株式会社 | 高濃度浸炭鋼の製造方法 |
| CN101429622A (zh) * | 2007-11-06 | 2009-05-13 | 赵云峰 | 饱和渗碳钢 |
-
2011
- 2011-01-26 WO PCT/JP2011/000413 patent/WO2011093070A1/ja active Application Filing
- 2011-01-26 JP JP2011014295A patent/JP5760453B2/ja active Active
- 2011-01-26 CN CN201410635451.2A patent/CN104480399B/zh active Active
- 2011-01-26 CN CN201180011314.6A patent/CN102770570B/zh active Active
- 2011-01-26 EP EP11736785.4A patent/EP2530178B1/en active Active
- 2011-01-26 KR KR1020157006475A patent/KR101671133B1/ko active IP Right Grant
- 2011-01-26 KR KR1020127020394A patent/KR20120099519A/ko active Search and Examination
-
2015
- 2015-01-26 JP JP2015012501A patent/JP2015096657A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0363399B2 (ja) | 1984-05-28 | 1991-09-30 | Iwatani Kk | |
| JPH0456709B2 (ja) | 1984-06-07 | 1992-09-09 | Metacon Ag | |
| JP3551573B2 (ja) | 1995-08-28 | 2004-08-11 | 大同特殊鋼株式会社 | 歯切り性に優れた浸炭歯車用鋼 |
| JPH09241821A (ja) * | 1996-03-06 | 1997-09-16 | Sumitomo Metal Ind Ltd | 浸炭歯車 |
| JPH1171654A (ja) * | 1997-08-28 | 1999-03-16 | Sumitomo Metal Ind Ltd | 浸炭歯車 |
| JP3764586B2 (ja) | 1998-05-22 | 2006-04-12 | 新日本製鐵株式会社 | 冷間加工性と低浸炭歪み特性に優れた肌焼鋼の製造方法 |
| JP2001240941A (ja) * | 1999-12-24 | 2001-09-04 | Nippon Steel Corp | 冷間鍛造用棒線材とその製造方法 |
| JP2006299383A (ja) * | 2005-04-25 | 2006-11-02 | Kobe Steel Ltd | 焼入れ性に優れた高強度機械構造用鋼 |
| JP2008179849A (ja) * | 2007-01-24 | 2008-08-07 | Jfe Bars & Shapes Corp | 耐衝撃疲労特性に優れた歯車用鋼及びそれを用いた歯車 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2530178B1 (en) | 2018-10-24 |
| JP5760453B2 (ja) | 2015-08-12 |
| KR20120099519A (ko) | 2012-09-10 |
| CN102770570A (zh) | 2012-11-07 |
| CN104480399B (zh) | 2019-03-08 |
| JP2011174176A (ja) | 2011-09-08 |
| CN102770570B (zh) | 2015-04-01 |
| KR101671133B1 (ko) | 2016-10-31 |
| EP2530178A1 (en) | 2012-12-05 |
| JP2015096657A (ja) | 2015-05-21 |
| EP2530178A4 (en) | 2017-01-11 |
| CN104480399A (zh) | 2015-04-01 |
| KR20150038649A (ko) | 2015-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5760453B2 (ja) | 浸炭材 | |
| JP4965001B2 (ja) | 焼戻し軟化抵抗性に優れた鋼部品 | |
| JP4050829B2 (ja) | 転動疲労特性に優れた浸炭材 | |
| JP5385656B2 (ja) | 最大結晶粒の縮小化特性に優れた肌焼鋼 | |
| JP4923776B2 (ja) | 転がり、摺動部品およびその製造方法 | |
| JP5503170B2 (ja) | 最大結晶粒の縮小化特性に優れた肌焼鋼 | |
| JP5707938B2 (ja) | 冷間加工性に優れる肌焼鋼および高疲労強度浸炭材 | |
| JP4970811B2 (ja) | 高面圧用部品とその製造方法 | |
| JP4847681B2 (ja) | Ti含有肌焼き鋼 | |
| JP5146063B2 (ja) | 耐内部疲労損傷特性に優れた高強度鋼及びその製造方法 | |
| JP2005042188A (ja) | 異物混入環境下での転動疲労寿命に優れた浸炭窒化軸受鋼 | |
| JP5672740B2 (ja) | 高疲労強度肌焼鋼の製造方法 | |
| JP5868099B2 (ja) | 靭性、耐磨耗性に優れる鋼 | |
| JP4618189B2 (ja) | ボールケージ用高強度肌焼鋼管 | |
| JP6109730B2 (ja) | 浸炭後の曲げ疲労特性に優れた鋼材およびその製造方法並びに浸炭部品 | |
| JP4616148B2 (ja) | 軸受鋼 | |
| JP2021028414A (ja) | 浸炭歯車用鋼、浸炭歯車及び浸炭歯車の製造方法 | |
| JP2004300550A (ja) | 高強度肌焼鋼 | |
| JP3408324B2 (ja) | 軸受用鋼および軸受部材 | |
| JP2020002447A (ja) | 浸炭部材 | |
| JPH04160135A (ja) | 浸炭用鋼 | |
| JP5526689B2 (ja) | 浸炭用鋼 | |
| KR100913172B1 (ko) | 접촉피로강도가 우수한 침탄용 초고강도강 | |
| JP6601359B2 (ja) | 耐摩耗性に優れた浸炭部品およびその製造方法 | |
| JP3379823B2 (ja) | 軸受用鋼および軸受部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180011314.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11736785 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1854/MUMNP/2012 Country of ref document: IN Ref document number: 2011736785 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20127020394 Country of ref document: KR Kind code of ref document: A |