WO2011049006A1 - 高周波焼入れ用鋼及び高周波焼入れ鋼部品、並びに、それらの製造方法 - Google Patents
高周波焼入れ用鋼及び高周波焼入れ鋼部品、並びに、それらの製造方法 Download PDFInfo
- Publication number
- WO2011049006A1 WO2011049006A1 PCT/JP2010/068102 JP2010068102W WO2011049006A1 WO 2011049006 A1 WO2011049006 A1 WO 2011049006A1 JP 2010068102 W JP2010068102 W JP 2010068102W WO 2011049006 A1 WO2011049006 A1 WO 2011049006A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- less
- induction hardening
- induction
- content
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
- C21D1/10—Surface hardening by direct application of electrical or wave energy; by particle radiation by electric induction
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/28—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for plain shafts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a steel for induction hardening and a steel part in which coarsening of austenite crystal grains is suppressed even by high-temperature heating at a high frequency, and a method for producing the same.
- Shaft components that make up the power transmission system of automobiles such as drive shafts, constant velocity joint outer rings, constant velocity joint inner rings, etc. are usually formed and processed into a predetermined part shape by cutting, rolling, forging, etc.
- Manufactured by induction hardening and tempering Induction hardening involves placing a part to be heated in a heating coil connected to a high-frequency power source, causing high-frequency current to flow to generate alternating magnetic flux, causing eddy current loss and hysteresis loss to generate heat, and quenching. How to do it. Usually, it is performed for the purpose of curing the surface.
- Patent Document 1 in addition to a predetermined amount of C, Si and the like, Ti: 0.05 to 0.20% by mass%, N: less than 0.01%, and Ti carbide and Ti carbonitride are steel. Induction hardened steel that prevents coarse grains characterized by being finely dispersed therein is disclosed.
- Patent Document 2 in addition to a predetermined amount of C, Si, etc., Mo: 0.05 to 2.0% by mass is contained, and by defining the processing conditions of the material, the Mo precipitate is refined.
- An induction hardening component for refining crystal grains is disclosed.
- a component having a protrusion is induction-hardened, it is locally overheated above 1100 ° C.
- the present invention prevents the austenite crystal grains from being coarsened by induction hardening, can reduce the distortion of the induction-hardened steel parts, and induction-hardened steel parts, and induction-hardened steel parts, and A manufacturing method thereof is provided.
- the present inventors diligently investigated the controlling factors for the coarsening of austenite crystal grains during induction hardening, and clarified the following points.
- Ti content is suppressed by limiting the N content in the steel to a low level, and TiC mainly composed of TiC and TiCS. It is necessary to finely precipitate the system precipitates at the time of induction hardening, and to finely precipitate Nb carbonitrides mainly composed of NbC at the time of induction hardening. For this purpose, it is necessary to add appropriate amounts of Ti and Nb as steel components.
- the heating temperature during hot rolling and the cooling conditions after hot rolling should be optimized. That's fine. That is, by raising the heating temperature during hot rolling, the Ti-based precipitate and the NbC precipitate are once dissolved in the matrix. And after hot rolling, these carbonitrides can be disperse
- the steel is in mass%, Cr: 0.05 to 0.2%, Mo: 0.02 to 1.5%, Ni: 0.1 to 3.5%, V: 0.02 to 0.5%, B: 0.0002 to 0.005%, 1 or 2 types or more of the above, (6)
- the method for producing steel for induction hardening according to the above (6) A part or all of the steel produced by the method of (5) or (6) is subjected to cold working with a working rate of 50 to 90%, and then subjected to induction hardening with a heating time of 3 seconds or less.
- a method for producing induction hardened steel parts is provided.
- the steel for induction hardening according to the present invention is used, in the manufacture of a shaft part constituting a power transmission system of an automobile having a protrusion, such as a drive shaft, a constant velocity joint outer ring, a constant velocity joint inner ring, etc.
- a protrusion such as a drive shaft, a constant velocity joint outer ring, a constant velocity joint inner ring, etc.
- the formation of coarse grains at the can be prevented.
- induction-hardened steel parts with reduced distortion can be manufactured, and noise due to distortion can be reduced.
- induction-hardened steel parts with improved fatigue characteristics than before can be manufactured.
- FIG. 1 is a diagram showing the effect of improving the ability to prevent coarse grains by adding Ti + Nb.
- C 0.35-0.6% C is an element effective for giving the steel the necessary strength. If the C content is less than 0.35%, the strength required for steel cannot be obtained. If the C content exceeds 0.6%, the steel becomes hard and cold workability deteriorates. The toughness after induction hardening deteriorates. Therefore, the C content needs to be in the range of 0.35 to 0.6%. A more preferable C content is 0.4 to 0.56%.
- Si 0.01 to 1%
- Si is an element effective for deoxidation of steel, and further, is an element effective for imparting necessary strength and hardenability to steel and improving temper softening resistance. If the Si content is less than 0.01%, the effect cannot be sufficiently obtained. If the Si content exceeds 1%, the hardness of the steel increases and the cold workability deteriorates. Therefore, the Si content needs to be in the range of 0.01 to 1%. Since Si increases the deformation resistance in the cold, the more preferable Si content is 0.01 to 0.15% in the case of steel for cold forged parts.
- Mn 0.2 to 1.8% Mn is an element effective for deoxidation of steel, and further an element effective for imparting necessary strength and hardenability to steel.
- the Mn content is less than 0.2%, the effect cannot be sufficiently obtained.
- the Mn content exceeds 1.8%, the effect is saturated, and the hardness of the steel is increased and the cold workability is deteriorated. Therefore, the Mn content needs to be in the range of 0.2 to 1.8%.
- a more preferable Mn content is 0.5 to 1.2%.
- the Mn content is more preferably in the range of 0.5 to 0.75%.
- S: 0.001 to 0.15% S forms MnS in steel and improves machinability. If the S content is less than 0.001%, the effect cannot be sufficiently obtained. If the S content exceeds 0.15%, the effect is saturated, and further, grain boundary segregation occurs, leading to grain boundary embrittlement.
- the S content needs to be in the range of 0.001 to 0.15%.
- the S content is preferably in the range of 0.005 to 0.15%.
- the S content is preferably in the range of 0.001 to 0.030%.
- the S content is preferably in the range of 0.005 to 0.070%.
- Al 0.001 to 1% Al is an element effective for deoxidizing steel and improving machinability. If the Al content is less than 0.001%, the deoxidation effect cannot be obtained sufficiently.
- Al in the steel is partly combined with N and precipitated as AlN, partly combined with O and present as alumina, and the rest is present as solute Al.
- the solid solution Al effectively works to improve machinability. Therefore, when emphasizing machinability, the Al content needs to be more than 0.05%. If the Al content exceeds 1%, the transformation characteristics of the steel are greatly affected, so the upper limit is made 1%.
- the Al content is preferably in the range of 0.05 to 1%.
- the Al content is preferably in the range of 0.02 to 0.05%.
- Ti 0.05 to 0.2% Ti produces fine TiC and TiCS in the steel, and thereby austenite crystal grains are refined during induction hardening. If the Ti content is less than 0.05%, the effect cannot be sufficiently obtained. When the Ti content exceeds 0.1%, the austenite crystal grains can be remarkably refined.
- the upper limit of the Ti content is 0.2%.
- a more preferable Ti content is more than 0.1 to 0.2%.
- FIG. 1 shows the relationship between induction hardening temperature and austenite grain size number when the addition amounts of Ti and Nb are changed.
- Ti and Nb are Ti: 0.13% when Ti is added alone, and Ti: 0.13% and Nb: 0.005% when Ti and Nb are added together.
- the other component compositions were C: 0.53-0.54%, Si: 0.01-0.02%, Mn: 0.61-0.63%, S: 0.009-0.010%, Al: 0.025 to 0.026%, N: 0.0048 to 0.0050%, P: 0.013 to 0.014%, O: 0.0008 to 0.0009%, the balance being iron and Inevitable impurities.
- FIG. 1 by adding Ti and Nb in combination, the effect of preventing coarse grains due to Ti-based precipitates becomes more effective.
- the present invention is characterized by adding both Ti and Nb.
- the improvement of the coarse grain prevention effect by adding both Ti and Nb is observed even at a temperature lower than 1100 ° C.
- the important point of the present invention is that the effect of preventing coarse grains is further improved at higher temperatures, specifically, at 1100 to 1200 ° C., which is the temperature of the protrusions during induction hardening.
- the machinability and cold workability of steel deteriorate.
- the Nb content needs to be 0.04% or less.
- the Nb content is preferably less than 0.03%. If the Nb content is less than 0.001%, Nb / Ti ⁇ 0.015 cannot be satisfied stably, so the lower limit of the Nb content is 0.001%.
- N Restricted to 0.0060% or less N is inevitably contained in steel, and when combined with Ti in steel, coarse TiN that hardly contributes to control of crystal grains is generated.
- N-based precipitates mainly composed of TiC and TiCS
- Nb (CN) mainly composed of NbC and NbC, which inhibits the fine precipitation of these Ti-based precipitates and Nb carbonitrides, Promote generation.
- N content exceeds 0.0060%, this effect is particularly noticeable. Therefore, the N content is limited to 0.0060% or less, more preferably less than 0.0050%.
- P limited to 0.025% or less P is an element that is inevitably contained in steel and increases deformation resistance during cold working and deteriorates toughness. As a result, the cold workability of steel is reduced. to degrade.
- the fatigue strength is deteriorated by embrittlement of the grain boundaries of the parts after quenching and tempering, it is desirable to reduce the P content as much as possible. Therefore, the P content is limited to 0.025% or less, more preferably 0.015% or less.
- O Restricted to 0.0025% or less O is inevitably contained in steel. In the high Ti steel as in the present invention, O forms Ti-based oxide inclusions in the steel. When a large amount of oxide inclusions are present in the steel, TiC precipitates, and TiC precipitates coarsely during hot rolling. As a result, coarsening of austenite grains cannot be suppressed during induction hardening. Therefore, it is desirable to reduce the O content as much as possible.
- the steel of the present invention can further contain one or more of Cr, Mo, Ni, V, and B as selective components for the purpose of improving strength and hardenability.
- Cr 0.05 to 0.2% Cr is an element effective for imparting strength and hardenability to steel when added. If the Cr content is less than 0.05%, the effect cannot be sufficiently obtained.
- the upper limit of the Cr content is 0.2%.
- a more preferable Cr content is 0.07 to 0.15%.
- Mo 0.02 to 1.5%
- Mo When Mo is added, it has the effect of imparting strength and hardenability to the steel. If the Mo content is less than 0.02%, the effect cannot be sufficiently obtained. If the Mo content exceeds 1.5%, the hardness of the steel increases and the machinability and cold workability deteriorate. Therefore, the Mo content is 1.5% or less, more preferably 0.5% or less.
- Ni 0.1 to 3.5% Addition of Ni has the effect of imparting strength and hardenability to the steel. If the Ni content is less than 0.1%, the effect cannot be sufficiently obtained. If the Ni content exceeds 3.5%, the hardness of the steel increases and the machinability and cold workability deteriorate. Therefore, the Ni content is 3.5% or less, more preferably 2.0% or less.
- V: 0.02 to 0.5% V is effective to give strength and hardenability to the steel when added. If the V content is less than 0.02%, the effect cannot be sufficiently obtained. If the V content exceeds 0.5%, the hardness of the steel increases and the machinability and cold workability deteriorate. Therefore, the V content is 0.5% or less, more preferably 0.2% or less.
- B 0.0002 to 0.005%
- B is an element effective for imparting strength and hardenability to the steel when added. Furthermore, B also has the following effects. (1) The effect of increasing the growth rate of ferrite and promoting softening as it is rolled by producing boron iron carbide in the cooling process after rolling when obtaining a wire or steel bar by hot rolling. (2) The effect of improving the fatigue strength and impact strength of induction-hardened steel parts by improving the grain boundary strength of the induction-hardened material. If the content of B is less than 0.0002%, the above effects cannot be obtained. When the content of B exceeds 0.005%, the effect is saturated, and there is a concern about adverse effects such as deterioration of impact strength.
- the B content is 0.005% or less, and more preferably 0.003% or less.
- the steel of the present invention includes Ca, Zr, Mg, Sb, Sn, Zn, Te, Bi, Pb, in addition to the above-described components, within a range not impairing the effects of the present invention. 1 type (s) or 2 or more types can be contained.
- the steel for induction hardening according to the present invention limits the structure fraction of bainite after hot rolling to 30% or less (including 0%). This is because if a bainite structure is mixed in the steel material after hot rolling, coarse grains are generated during induction hardening.
- the ferrite crystal grain size number after hot rolling is set to Nos. 8 to 11 defined in JIS G 0551 (2005 edition). If the ferrite grains after hot rolling are excessively fine, the austenite grains are excessively refined during induction hardening, and if the austenite grains are excessively fine, coarse grains are likely to be generated. In particular, when the ferrite crystal grain size number exceeds No.
- the tendency becomes remarkable. Further, if the austenite grains become excessively fine, problems such as insufficient strength due to deterioration of hardenability occur. On the other hand, when the ferrite grain size number after hot rolling becomes coarser than less than 8, the ductility of the hot rolled material is deteriorated and the cold workability is deteriorated. Therefore, the ferrite grain size number after hot rolling needs to be in the range of 8 to 11 defined in JIS G 0551.
- the steel for induction hardening is subjected to cold working and then induction hardening, and a part or all of the austenite grain size number defined by JIS G 0551 is Induction hardened steel parts that are No. 11 or higher can be manufactured.
- the induction hardening steel of the present invention and the method of manufacturing induction hardening steel parts will be described.
- the steel having the above component composition can be obtained by melting and adjusting the components by a usual method using a converter, an electric furnace or the like. Then, it is set as the rolling raw material for hot-rolling to a wire rod or a bar steel through a casting process and a block rolling process as needed.
- the rolled material is heated to a temperature of 1150 ° C. or higher and 1300 ° C. or lower, and kept for 10 minutes or more and 180 minutes or less.
- the heating temperature is less than 1150 ° C. or the heat retention time is less than 10 minutes
- Ti-based precipitates and Nb precipitates cannot be once dissolved in the matrix.
- the necessary amount of Ti-based precipitates and Nb precipitates cannot be finely precipitated in advance.
- coarse Ti-based precipitates and Nb precipitates are generated after hot rolling, and generation of coarse particles cannot be suppressed during induction hardening. Therefore, in hot rolling, it is necessary to heat to a temperature of 1150 ° C. or higher and keep the heat for 10 minutes or more.
- More preferable conditions are a heating temperature of 1180 ° C. or more and a heat retention time of 10 minutes or more.
- the heating temperature exceeds 1300 ° C. or the heat retention time exceeds 180 minutes, the steel material is decarburized, scales are generated, and the yield is significantly reduced. Therefore, the heating temperature was set to 1300 ° C. or less, and the heat retention time was set to 180 minutes or less.
- the finishing temperature of hot rolling is 840 ° C. or higher and 1000 ° C. or lower. If the finishing temperature is less than 840 ° C., the ferrite crystal grain size becomes excessively fine, and coarse grains are likely to be generated during induction hardening.
- the wire rod or steel bar after hot rolling is gradually cooled by limiting the temperature range of 800 to 500 ° C. to a cooling rate of 1 ° C./second or less.
- the cooling rate exceeds 1 ° C./s, the precipitation temperature region of the Ti-based precipitate can be passed only for a short time. Increases the tissue fraction. As a result, coarsening of austenite crystal grains cannot be suppressed during induction hardening. Further, if the cooling rate is high, the hardness of the rolled material increases and the cold workability deteriorates. Therefore, it is desirable to make the cooling rate as small as possible.
- a more preferable cooling rate is 0.7 ° C./s or less.
- a method for reducing the cooling rate there is a method in which a heat insulating cover or a heat insulating cover with a heat source is installed behind the rolling line, thereby gradually cooling.
- the cooling rate may be limited to 1 ° C./second or less, and the lower limit may be set in consideration of equipment conditions and operation conditions.
- the size of the slab, the cooling rate during solidification, and the ingot rolling conditions are not particularly limited, and any conditions may be used as long as the requirements of the present invention are satisfied.
- the induction-hardened steel part of the present invention is subjected to cold-working with a processing rate of 50 to 90%, if necessary, to part or all of the induction-hardened steel produced by the above method, It can be obtained by applying induction hardening in which the heating time is limited to 3 seconds or less.
- the processing rate is set to 50 to 90% when a steel material with a processing rate of 50 to 90% is subjected to induction quenching at a recrystallization temperature (about 500 ° C.) or less, and the dislocations introduced by the cold processing are reduced. This is because austenite grains are formed from all over and become austenite grains. When the processing rate is less than 50%, the introduction of dislocations that form austenite grain nuclei is insufficient.
- the processing rate is 90% or more
- austenite grains are excessively refined during induction hardening, and as a result, abnormal grain growth is likely to occur.
- induction hardening time may be appropriately set within a time of 3 seconds or less so that the heating time for obtaining the temperature necessary for hardening is appropriately set.
- the austenite crystal grains are coarsened at the protrusions and the crystal grain size becomes less than No. 6, thereby causing distortion, and the austenite crystal grain size including the protrusions is solved.
- An induction-hardened steel part having a number of 11 or more can be obtained. Thereby, generation
- the austenite grain size number is not particularly limited, but is preferably 14 or less in order to promote martensitic transformation by quenching. Also, if cold-working and normalizing before induction hardening, dislocations introduced by cold-working disappear and the effect of fine graining cannot be obtained, so after cold working and before induction hardening No normalization.
- Converter molten steel having the composition shown in Tables 1 and 2 was continuously cast, and was subjected to a block rolling process as necessary to obtain a 162 mm square rolled material. Subsequently, steel bars having a diameter of 24 to 30 mm were manufactured by hot rolling.
- the solid solution Al in Tables 1 and 2 means Al measured by subtracting the insoluble residue on the filter paper generated in the Al analysis process.
- the analysis method of Al was the analysis method according to JIS G 1258 when Al was less than 0.1%, and the analysis method according to JIS G 1224 when Al was 0.1% or more.
- the bainite fraction was defined as the area ratio of the bainite structure occupying the entire observation surface when the sample was produced, the sample was corroded with nital, and the structure was observed with an optical microscope.
- a cylindrical test piece of ⁇ 3 mm ⁇ 10 mmL is manufactured, and the protrusion of the induction-hardened steel part Induction quenching was performed.
- Thermecmaster_Z (frequency: 400 kHz) manufactured by Fuji Radio Engineering Co., Ltd. was used to raise the temperature to 1150 ° C. at 140 ° C./second, hold for 0.2 seconds, and then in a helium gas atmosphere Quenched. Thereafter, the cut surface was polished and corroded, and the prior austenite grain size was observed to obtain the austenite grain size.
- the austenite particle size was measured according to JIS G 0551 (2005), and the average was obtained by observing about 10 fields of view at 400 times. The austenite grain size of less than 6 was determined as coarse grain.
- the prior austenite grain size number after induction hardening of the steel bar of the example of the present invention was 6 or more, which was good.
- the old austenite grain size number after induction hardening of the test piece obtained by cold working the steel bar of the example of the present invention was 11 or more, which was good. From this result, it can be seen that if the induction hardened steel of the present invention is used, coarsening of austenite crystal grains can be suppressed even when induction hardening is performed with the steel bar as it is. Furthermore, it can be seen that by performing cold working, an induction-hardened steel part having an austenite grain size number of 11 or more including the protrusions can be obtained, and further effects of the present invention can be obtained.
- Comparative Example 32 the prior austenite grain size number after induction hardening was 4 and coarse grains.
- Comparative Example 33 the Ti content is lower than the range specified in the present invention, and the processing rate of cold working exceeds the range specified in the present invention.
- the prior austenite grain size number after induction hardening became No. 3 and coarse grains.
- the heat retention time at the time of hot rolling is less than the range specified in the present invention.
- the prior austenite grain size number after induction hardening was 4 and coarse grains.
- the cooling rate after hot rolling exceeds the range defined in the present invention.
- Comparative Example 35 the structure fraction of bainite after hot rolling was higher than the range specified in the present invention, and the prior austenite grain size number after induction hardening was 4 and coarse grains.
- Comparative Example 36 the finishing temperature after hot rolling is lower than the range defined in the present invention.
- Comparative Example 36 the ferrite crystal grain size number after hot rolling was higher than the range specified in the present invention, and the old austenite grain size number after induction hardening was No. 4, which was coarse.
- Comparative Example 37 the heating temperature during hot rolling is lower than the range specified in the present invention.
- the prior austenite grain size number after induction hardening was No. 5, which was coarse.
- Comparative Examples 38 and 39 the processing rate is lower than the range defined in the present invention.
- the prior austenite grain size numbers after induction hardening were No. 7 and No. 9, respectively, and the effect of refining austenite grains by cold working was not sufficiently obtained.
- the induction hardening steel of the present invention By using the induction hardening steel of the present invention, it is possible to prevent coarse grains from protruding parts of shaft parts constituting a power transmission system of an automobile, such as a drive shaft, a constant velocity joint outer ring, a constant velocity joint inner ring, and the like, thereby reducing distortion. Furthermore, since induction-hardened steel parts with improved fatigue characteristics can be manufactured as compared with conventional ones, noise due to distortion can be reduced. Therefore, the industrial effects of the present invention are extremely remarkable.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
高周波焼入れとは、高周波電源に接続された加熱コイルの中に被加熱部品を置き、高周波電流を流して交番磁束を発生させ、部品にうず電流損とヒステリシス損を生じさせて発熱させ、焼入れを行う方法である。通常は、表面を硬化することを目的として行う。
高周波による加熱は、原理上、部品の段つき部や溝部が他の部位に比べて昇温不足になりやすく、突起部が他の部位に比べて過熱されやすい。したがって、部品全体で温度が均一とはならない。
そのため、高周波焼入れするためには、高周波焼入れ処理する箇所の全体が昇温不足にならないように加熱する必要がある。
しかし、高周波焼入れ処理する箇所の全体が昇温不足にならないように加熱すると、突起部は、最大1100~1200℃程度の過熱状態となる。そのため、オーステナイト結晶粒が粗大化し、それにより、部品に歪みが生じる。ここで、粗大化とは、具体的には、結晶粒度で6番未満となることをいう。
その対策として、現状は、部品毎に専用の加熱コイルを用いて、部品との距離を厳密に調整したり、又は、温度差を軽減するための予熱を施して突起部が過熱状態となるのを極力抑制したりしている。しかし、これらの対策は、必ずしも万全ではない。
特許文献1では、所定量のC、Si等に加えて、質量%でTi:0.05~0.20%、N:0.01%未満を含有し、Ti炭化物及びTi炭窒化物を鋼中に微細分散させたことを特徴とする粗大粒を防止する高周波焼入れ鋼が開示されている。
特許文献2では、所定量のC、Si等に加えて、質量%でMo:0.05~2.0%を含有し、素材の加工条件を規定することにより、Mo析出物を微細化させ、結晶粒を微細化する高周波焼入れ用部品が開示されている。
しかし、特許文献1及び特許文献2で開示された鋼や加工条件を用いても、突起部を有する部品を高周波焼入れした際のように、局所的に1100℃超の過熱状態となるような場合には、その部位でのオーステナイト結晶粒の粗大化の発生が防げなかった。
(1)高周波焼入れ時にオーステナイト結晶粒の粗大化を防止するためには、鋼中のNの含有量を低く制限することにより、TiNの生成を抑制し、さらに、TiC、TiCSを主体とするTi系析出物を高周波焼入れ時に微細析出させるとともに、NbCを主体とするNbの炭窒化物を高周波焼入れ時に微細析出させる必要がある。そのためには、鋼成分として、適量のTi、Nbを共に添加する必要がある。
(2)上記のTi系析出物及びNbの炭窒化物を、高周波焼入れ時に微細析出させる方法として、Ti系析出物及びNbCの析出物のピン止め効果を利用する方法がある。この効果を安定して発揮させるためには、熱間圧延後のマトリックス中に、Ti系析出物及びNbCの析出物を微細析出させておくことが必要である。そのためには、熱間圧延時の冷却過程で、オーステナイトからの拡散変態時に、Ti系析出物及びNbCの析出物を相界面析出させる必要がある。
熱間圧延ままの組織にベイナイトが生成すると、Ti系析出物及びNbCの析出物の相界面析出が困難になるので、ベイナイトを極力含まない組織とすることが必要である。
(3)熱間圧延後の線材又は棒鋼に、Ti系析出物及びNbCの析出物をあらかじめ微細析出させるためには、熱間圧延時の加熱温度及び熱間圧延後の冷却条件を最適化すればよい。
すなわち、熱間圧延時の加熱温度を高温にすることによって、Ti系析出物及びNbCの析出物を、一旦マトリックス中に固溶させる。そして、熱間圧延後に、Ti系析出物及びNbCの析出物の析出温度域で徐冷することによって、これらの炭窒化物を多量、微細に分散させることができる。
Ti系析出物は硬質であり、また角張っているので、粗大なTi系析出物は疲労破壊の起点となる。そのため、従来は、Ti量を極力制限することが志向されてきた。
しかし、上記のようにTi系析出物を微細化させることによって、Tiを有効活用できるようになった。
(4)熱間圧延後の鋼材のフェライト粒が過度に微細であると、高周波焼入れ時に粗大粒が発生しやすくなる。そのため、圧延仕上げ温度を適正にすることも重要である。
(5)熱間圧延後の鋼材に冷間加工を施し、その後、焼きならしを行うことなく、短時間の高周波焼入れを施すことによって、オーステナイト結晶粒の粗大粒の防止だけでなく、細粒化も図れ、従来以上に疲労特性の向上も可能となる。
本発明は、以上の新たな知見に基づいてなされたものであり、本発明の要旨は以下のとおりである。
(1)質量%で、
C :0.35~0.6%、
Si:0.01~1%、
Mn:0.2~1.8%、
S :0.001~0.15%、
Al:0.001~1%、
Ti:0.05~0.2%、
Nb:0.001~0.04%、
を含有し、
N :0.0060%以下、
P :0.025%以下、
O :0.0025%以下、
に制限し、かつ、
Nb/Ti≧0.015
を満足し、残部が鉄及び不可避的不純物からなることを特徴とする高周波焼入れ用鋼。
(2)さらに、質量%で、
Cr:0.05~0.2%、
Mo:0.02~1.5%、
Ni:0.1~3.5%、
V :0.02~0.5%、
B :0.0002~0.005%、
の1種又は2種以上を含有することを特徴とする前記(1)の高周波焼入れ用鋼。
(3)前記(1)又は(2)の成分組成を有する鋼を熱間圧延し線材又は棒鋼とした、ベイナイトの組織分率が30%以下(0%を含む)、JIS G 0551で規定するフェライト結晶粒度番号が8~11番であることを特徴とする高周波焼入れ用鋼。
(4)前記(3)に記載の高周波焼入れ用鋼の一部又は全部に、冷間加工を施した後、高周波焼入れを施した鋼部品であって、該鋼部品の一部又は全部のJIS G 0551で規定するオーステナイト結晶粒度番号が、11番以上であることを特徴とする高周波焼入れ鋼部品。
(5)質量%で、
C :0.35~0.6%、
Si:0.01~1%、
Mn:0.2~1.8%、
S :0.001~0.15%、
Al:0.001~1%、
Ti:0.05~0.2%、
Nb:0.001~0.04%、
を含有し
N :0.0060%以下、
P :0.025%以下、
O :0.0025%以下、
に制限し、かつ、
Nb/Ti≧0.015
を満足し、残部が鉄及び不可避的不純物からなる鋼を、
加熱温度:1150~1300℃、保熱時間:10~180分、仕上げ温度:840~1000℃で熱間圧延して線材又は棒鋼とし、
その後、800~500℃の温度範囲を1℃/秒以下の冷却速度に制限して徐冷することを特徴とする高周波焼入れ用鋼の製造方法。
(6)さらに、前記鋼が、質量%で、
Cr:0.05~0.2%、
Mo:0.02~1.5%、
Ni:0.1~3.5%、
V :0.02~0.5%、
B :0.0002~0.005%、
の1種又は2種以上を含有することを特徴とする前記(6)の高周波焼入れ用鋼の製造方法。
前記(5)又は(6)の方法で製造した鋼の一部又は全部に、加工率が50~90%の冷間加工を施し、その後、加熱時間を3秒以下として高周波焼入れを施すことを特徴とする高周波焼入れ鋼部品の製造方法。
まず、本発明の鋼の成分組成の限定理由について説明する。以下、「%」は「質量%」を意味するものとする。
C:0.35~0.6%
Cは、鋼に必要な強度を与えるのに有効な元素である。Cの含有量が0.35%未満では、鋼に必要な強度が得られず、Cの含有量が0.6%を越えると、鋼が硬くなって冷間加工性が劣化し、さらに、高周波焼入れ後の靭性が劣化する。したがって、Cの含有量は、0.35~0.6%の範囲内にする必要がある。より好ましいCの含有量は、0.4~0.56%である。
Si:0.01~1%
Siは、鋼の脱酸に有効な元素であり、さらに、鋼に必要な強度、焼入れ性を与え、焼戻し軟化抵抗を向上するのに有効な元素である。Siの含有量が0.01%未満では、その効果が十分に得られない。Siの含有量が1%を越えると、鋼の硬さが上昇し、冷間加工性が劣化する。したがって、Siの含有量は、0.01~1%の範囲内にする必要がある。Siは冷間での変形抵抗を高くするので、冷鍛部品用途の鋼材の場合、より好ましいSi含有量は、0.01~0.15%である。
Mn:0.2~1.8%
Mnは、鋼の脱酸に有効な元素であり、さらに、鋼に必要な強度、焼入れ性を与えるのに有効な元素である。Mnの含有量が0.2%未満では、その効果が十分に得られない。Mnの含有量が1.8%を越えると、その効果は飽和し、さらに、鋼の硬さが上昇し、冷間加工性が劣化する。したがって、Mnの含有量は、0.2~1.8%の範囲内にする必要がある。より好ましいMnの含有量は、0.5~1.2%である。冷間加工性を重視する場合は、Mnの含有量は、0.5~0.75%の範囲とするのがさらに好ましい。
S:0.001~0.15%
Sは、鋼中でMnSを形成し、これによる被削性が向上する。Sの含有量が0.001%未満では、その効果を十分に得られない。Sの含有量が0.15%を超えると、その効果は飽和し、さらに、粒界偏析を起こし粒界脆化を招く。したがって、Sの含有量は、0.001~0.15%の範囲内にする必要がある。鋼の被削性を重視する場合は、Sの含有量は、0.005~0.15%の範囲とするのが好ましい。粒界強度を重視する場合は、Sの含有量は、0.001~0.030%の範囲とするのが好ましい。被削性と粒界強度の両方を重視する場合は、Sの含有量は、0.005~0.070%の範囲とするのが好ましい。
Al:0.001~1%
Alは、鋼の脱酸及び被削性向上に有効な元素である。Alの含有量が0.001%未満では、脱酸の効果が十分に得られない。鋼中のAlは、一部はNと結びついてAlNとして析出し、また、一部はOと結びついてアルミナとして存在し、残りは、固溶Alとして存在する。固溶Alは、被削性向上に有効に作用する。よって、被削性を重視する場合には、Alの含有量を0.05%超とする必要がある。Alの含有量が1%を超えると、鋼の変態特性に大きく影響を与えるため、上限は1%とする。鋼の被削性を重視する場合は、Alの含有量は、0.05~1%の範囲とすることが好ましい。被削性をそれほど重視しない場合、Alの含有量は、0.02~0.05%の範囲とすることが好ましい。
Ti:0.05~0.2%
Tiは、鋼中で微細なTiC、TiCSを生成させ、これにより高周波焼入れ時にオーステナイト結晶粒が微細化する。Tiの含有量が0.05%未満では、その効果が十分に得られない。Tiの含有量が0.1%超となると、顕著にオーステナイト結晶粒の微細化が図れる。Tiの含有量が0.2%を超えると、TiCによる析出硬化により、冷間加工性が顕著に劣化し、さらに、TiN主体の析出物により、転動疲労特性が劣化する。したがって、Tiの含有量の上限は0.2%とする。より好ましいTiの含有量は、0.1超~0.2%である。
Nb:0.001~0.04%,Nb/Ti≧0.015
Nbは、高周波焼入れの際に鋼中のC、Nと結びついてNb(CN)を形成し、オーステナイト結晶粒の粗大化を抑制する。
図1に、Ti、Nbの添加量を変えたときの、高周波焼入れ温度とオーステナイト結晶粒度番号の関係を示す。TiとNbの各々の添加量は、Tiの単独添加時は、Ti:0.13%、TiとNbの複合添加時は、Ti:0.13%、Nb:0.005%である。その他の成分組成は、C:0.53~0.54%、Si:0.01~0.02%、Mn:0.61~0.63%、S:0.009~0.010%、Al:0.025~0.026%、N:0.0048~0.0050%、P:0.013~0.014%、O:0.0008~0.0009%であり、残部は鉄及び不可避的不純物である。
図1から分かるように、TiとNbの複合添加することにより、Ti系析出物による粗大粒防止効果が、より効果的になる。これは、Ti系析出物にNbが固溶し、Ti系析出物の粗大化を抑制するためである。この効果を得るためには、Nb/Ti≧0.015を満足する必要がある。
本発明は、TiとNbの両方を添加することが特徴である。TiとNbの両方を添加することによる粗大粒防止効果の向上は、1100℃未満でもみられる。本発明の重要な点は、より高温において、具体的には、高周波焼入れ時の突起部の温度である1100~1200℃において、より一層、粗大粒防止効果が向上する点にある。
ただし、Nbを添加すると、鋼の切削性や冷間加工性が劣化する。特に、Nbの添加量が0.04%以上となると、鋼の硬さが硬くなって切削性、冷間加工性が劣化し、さらに、熱間圧延の加熱時の溶体化が困難になる。したがって、Nbの含有量は0.04%以下にする必要がある。切削性、冷間加工性等の加工性を重視する場合は、Nbの含有量は0.03%未満とすることが好ましい。Nbの含有量が0.001%未満になると、安定的にNb/Ti≧0.015を満足させることはできないので、Nbの含有量の下限は0.001%とする。
N:0.0060%以下に制限
Nは不可避的に鋼中に含有され、鋼中のTiと結びつくと、結晶粒の制御にほとんど寄与しない粗大なTiNを生成する。これが、TiC、TiCS主体のTi系析出物、及び、NbC、NbC主体のNb(CN)の析出サイトとなり、これらのTi系析出物、Nbの炭窒化物の微細析出を阻害し、粗大粒の生成を促進する。Nの含有量が0.0060%を超えると、特に顕著にこの影響が現れる。したがって、Nの含有量は0.0060%以下、より好ましくは0.0050%未満に制限する。
P:0.025%以下に制限
Pは、不可避的に鋼中に含有され、冷間加工時の変形抵抗を高め、靭性を劣化させる元素であるので、その結果、鋼の冷間加工性が劣化する。また、焼入れ、焼戻し後の部品の結晶粒界を脆化させることによって、疲労強度を劣化させるので、Pの含有量は、できるだけ低減することが望ましい。したがって、Pの含有量を0.025%以下、より好ましくは、0.015%以下に制限する。
O:0.0025%以下に制限
Oは、不可避的に鋼中に含有される。本発明のような高Ti鋼においては、Oは、鋼中でTi系の酸化物系介在物を形成する。酸化物系介在物が鋼中に多量に存在すると、TiCの析出サイトとなり、熱間圧延時にTiCが粗大に析出し、その結果、高周波焼入れ時にオーステナイト結晶粒の粗大化を抑制できなくなる。したがって、Oの含有量は、できるだけ低減することが望ましい。よって、Oの含有量は0.0025%以下に制限する。より好ましい範囲は、0.0020%以下である。軸受部品、転動部品においては、酸化物系介在物が転動疲労破壊の起点となるので、Oの含有量が低いほど転動寿命は向上する。そのため、軸受部品、転動部品においては、Oの含有量を0.0012%以下に制限するのが、さらに好ましい。
本発明の鋼は、強度、焼入れ性の向上を目的として、さらに、Cr、Mo、Ni、V、Bの1種又は2種以上を選択成分として含有することができる。
Cr:0.05~0.2%
Crは、添加することによって、鋼に強度、焼入れ性を与えるのに有効な元素である。Crの含有量が0.05%未満では、その効果を十分に得られない。Crは、セメンタイト中に固溶してセメンタイトを安定化するので、高周波焼入れの短時間加熱時にセメンタイトの溶け込み不良を起こしやすくなり、硬さむらの原因ともなる。したがって、Crの含有量の上限は、0.2%とする。より好ましいCrの含有量は、0.07~0.15%である。
Mo:0.02~1.5%
Moは、添加することによって、鋼に強度、焼入れ性を与える効果がある。Moの含有量が0.02%未満では、その効果を十分に得られない。Moの含有量が1.5%を越えると、鋼の硬さが上昇し、切削性、冷間加工性が劣化する。したがって、Moの含有量は1.5%以下、より好しくは、0.5%以下とする。
Ni:0.1~3.5%
Niは、添加することによって、鋼に強度、焼入れ性を与える効果がある。Niの含有量が0.1%未満では、その効果を十分に得られない。Niの含有量が3.5%を越えると、鋼の硬さが上昇し、切削性、冷間加工性が劣化する。したがって、Niの含有量は3.5%以下、より好ましくは、2.0%以下とする。
V:0.02~0.5%
Vは、添加することによって、鋼に強度、焼入れ性を与える効果がある。Vの含有量が0.02%未満では、その効果を十分に得られない。Vの含有量が0.5%を越えると、鋼の硬さが上昇し、切削性、冷間加工性が劣化する。したがって、Vの含有量は0.5%以下、より好ましくは0.2%以下とする。
B:0.0002~0.005%
Bは、添加することによって、鋼に強度、焼入れ性を与えるのに有効な元素である。さらに、Bは、以下の効果も有する。
(1)熱間圧延により線材又は棒鋼を得る際に、圧延後の冷却過程でボロン鉄炭化物を生成することにより、フェライトの成長速度を増加させ、圧延ままで軟質化を促進する効果。
(2)高周波焼入れ材の粒界強度を向上させることにより、高周波焼入れ鋼部品としての疲労強度・衝撃強度を向上させる効果。
Bの含有量が0.0002%未満では、以上の効果は得られない。Bの含有量が0.005%を超えると、その効果は飽和し、さらに、衝撃強度が劣化する等の悪影響が懸念される。したがって、Bの含有量を0.005%以下、より好ましくは、0.003%以下とする。
本発明の鋼は、被削性の改善のために、上記の各成分に加えて、本発明の効果を損なわない範囲で、Ca、Zr、Mg、Sb、Sn、Zn、Te、Bi、Pbの1種又は2種以上を含有することができる。
次に、本発明の鋼の組織について説明する。
本発明の高周波焼入れ用鋼は、熱間圧延後のベイナイトの組織分率を30%以下(0%を含む)に制限する。これは、熱間圧延後の鋼材にベイナイト組織が混入すると、高周波焼入れ時の粗大粒発生の原因になるからである。また、ベイナイトの混入を抑制することは、冷間加工性改善の視点からも望ましい。
これらの悪影響は、ベイナイトの組織分率が30%を超えると特に顕著になり、少ない方が好ましい。以上の理由から、熱間圧延後のベイナイトの組織分率を30%以下(0%を含む)に制限する必要がある。
また、本発明の高周波焼入れ用鋼では、熱間圧延後のフェライト結晶粒度番号をJIS G 0551(2005年版)で規定されている8~11番とする。
熱間圧延後のフェライト粒が過度に微細であると、高周波焼入れ時にオーステナイト粒が過度に微細化し、オーステナイト粒が過度に微細になると、粗大粒が生成しやすくなる。特に、フェライト結晶粒度番号がJIS G 0551で規定されている11番を超えると、その傾向が顕著になる。また、オーステナイト粒が過度に微細になると、焼入れ性の劣化による強度不足等の弊害を生じる。
一方、熱間圧延後のフェライト結晶粒度番号が8番未満の粗粒になると、熱間圧延材の延性が劣化し、冷間加工性が劣化する。
したがって、熱間圧延後のフェライト結晶粒度番号をJIS G 0551で規定されている8~11番の範囲内にする必要がある。
さらに、本発明によれば、上記の高周波焼入れ用鋼の一部又は全部に、冷間加工を施した後、高周波焼入れを施し、一部又は全部がJIS G 0551で規定するオーステナイト結晶粒度番号が11番以上である高周波焼入れ鋼部品を製造することができる。
以下、本発明の高周波焼入れ用鋼、及び、高周波焼入れ鋼部品の製造方法について説明する。
上記の成分組成からなる鋼は、転炉、電気炉等を用いて通常の方法で、成分調整を行い溶製し、得ることができる。その後、鋳造工程、必要に応じて分塊圧延工程を経て、線材又は棒鋼に熱間圧延するための圧延素材とする。
次に、圧延素材を1150℃以上、1300℃以下の温度に加熱し、10分以上、180分以下の時間、保熱する。加熱温度が、1150℃未満、又は、保熱時間が10分未満の場合は、Ti系析出物、Nbの析出物を一旦マトリックス中に固溶させることができないので、熱間圧延後の鋼材に、必要な量のTi系析出物、及び、Nbの析出物をあらかじめ微細析出させることができない。その結果、熱間圧延後に、粗大なTi系析出物、Nbの析出物が生じ、高周波焼入れ時に、粗大粒の発生を抑制することができなくなる。
したがって、熱間圧延では、1150℃以上の温度に加熱し、10分以上保熱することが必要である。より好ましい条件は、加熱温度1180℃以上、保熱時間10分以上である。
加熱温度が1300℃超、又は、保熱時間が180分超の場合、鋼材に脱炭されたり、スケールが生成し、歩留りが著しく低下する。したがって、加熱温度は1300℃以下、保熱時間は180分以下とした。
熱間圧延の仕上げ温度は、840℃以上、1000℃以下とする。仕上げ温度が840℃未満では、フェライト結晶粒度が過度に微細になりすぎて、高周波焼入れ時に、粗大粒が発生しやすくなる。仕上げ温度が1000℃を超えると、圧延材の硬さが硬くなって、冷間加工性が劣化する。
次に、熱間圧延後の線材又は棒鋼を、800~500℃の温度範囲を1℃/秒以下の冷却速度に制限して徐冷する。冷却速度が1℃/sを越えると、Ti系析出物の析出温度域を短時間しか通過させることができないので、微細なTiC系析出物、NbCの析出量が不十分となり、さらに、ベイナイトの組織分率が大きくなる。その結果、高周波焼入れ時に、オーステナイト結晶粒の粗大化を抑制することができなくなる。
また、冷却速度が大きいと圧延材の硬さが上昇し、冷間加工性が劣化するので、冷却速度はできるだけ小さくするのが望ましい。より好ましい冷却速度は0.7℃/s以下である。
冷却速度を小さくする方法としては、圧延ラインの後方に保温カバー又は熱源付き保温カバーを設置し、これにより、徐冷する方法が挙げられる。冷却速度は1℃/秒以下に制限すればよく、下限は設備条件や操業条件を勘案して設定すればよい。
鋳片のサイズ、凝固時の冷却速度、分塊圧延条件については特に限定するものではなく、本発明の要件を満足すればいずれの条件でもよい。
本発明の高周波焼入れ鋼部品は、上記の方法で製造した高周波焼入れ用鋼に、必要に応じて、加工率が50~90%となる冷間加工を施した後、その一部又は全部に、加熱時間を3秒以下に制限した高周波焼入れを施すことにより得ることができる。
加工率を50~90%とするのは、再結晶温度(約500℃)以下の冷間で加工率が50~90%の鋼材を高周波焼入れを施すと、冷間加工により導入された転位がオーステナイト粒の生成核となり、いたるところからオーステナイト粒ができからである。
加工率が50%未満の場合は、オーステナイト粒の生成核となる転位の導入が不十分となる。加工率が90%以上の場合は、高周波焼入れ時にオーステナイト粒が過度に微細化し、その結果、異常粒成長が起きやすくなる。
それによって、さらに、高周波焼入れ時間を3秒以下に制限することにより、突起部のように、最大1100~1200℃程度に過熱される部位においても、オーステナイト結晶粒度番号が11番以上の高周波焼入れ鋼部品を、安定的に得ることができる。
高周波焼入れ時間は、3秒以下の時間内で、焼入れのために必要な温度が得られる加熱時間を、適宜設定すればよい。
以上の方法により、従来、高周波焼入れ鋼部品において、突起部でオーステナイト結晶粒が粗大化して結晶粒度が6番未満となり、それにより歪みが発生する問題を解決し、突起部も含めてオーステナイト結晶粒度番号が11番以上の高周波焼入れ鋼部品を得ることができる。これによって、歪みの発生が防止でき、さらには、従来の高周波焼入れ鋼部品と比べ、転動疲労、捩り疲労強度等の疲労強度に優れた高周波焼入れ鋼部品を得ることができる。
オーステナイト結晶粒度番号は、特に限定するものではないが、焼入れによるマルテンサイト変態を促進するには、14番以下とするのが好ましい。
また、冷間加工後、高周波焼入れ前に焼きならしを施すと、冷間加工により導入された転位が消滅し、細粒化効果が得られなくなるので、冷間加工後、高周波焼入れ前には、焼きならしは施さない。
表1~2に示す成分組成を有する転炉溶製鋼を連続鋳造し、必要に応じて分塊圧延工程を経て、162mm角の圧延素材とした。続いて、熱間圧延により、直径24~30mmの棒鋼を製造した。
ここで、表1~2中の固溶Alとは、Alの分析過程で生じる、ろ紙上の不溶解残渣を控除して測定したAlを意味する。Alの分析方法は、Alが0.1%未満の場合は、JIS G 1258による分析方法、Alが0.1%以上の場合は、JIS G 1224による分析方法とした。


ベイナイト分率は、サンプルを製作し、サンプルをナイタールで腐食した後に、光学顕微鏡で組織を観察したときの、観察面全体に占めるベイナイト組織の面積率とした。
次いで、上記の工程で製造した棒鋼から、又は、棒鋼に加工率が50~92%の冷間加工を行った後、φ3mm×10mmLの円筒試験片を製作して、高周波焼入れ鋼部品の突起部をシミュレートした高周波焼入れを行った。
高周波焼入れの条件は、富士電波工機(株)製の、Thermecmastor_Z(周波数400kHz)を用いて、140℃/秒で1150℃まで昇温し、0.2秒保持し、その後、ヘリウムガス雰囲気で焼入れとした。
その後、切断面を研磨し、腐食させ、旧オーステナイト粒径を観察して、オーステナイト粒度を求めた。オーステナイト粒度の測定は、JIS G 0551(2005年)に準じて行い、400倍で10視野程度観察して、平均を求めた。オーステナイト粒度が6番未満のものを、粗大粒として判定した。
これらの測定結果を、表3~4に示す。

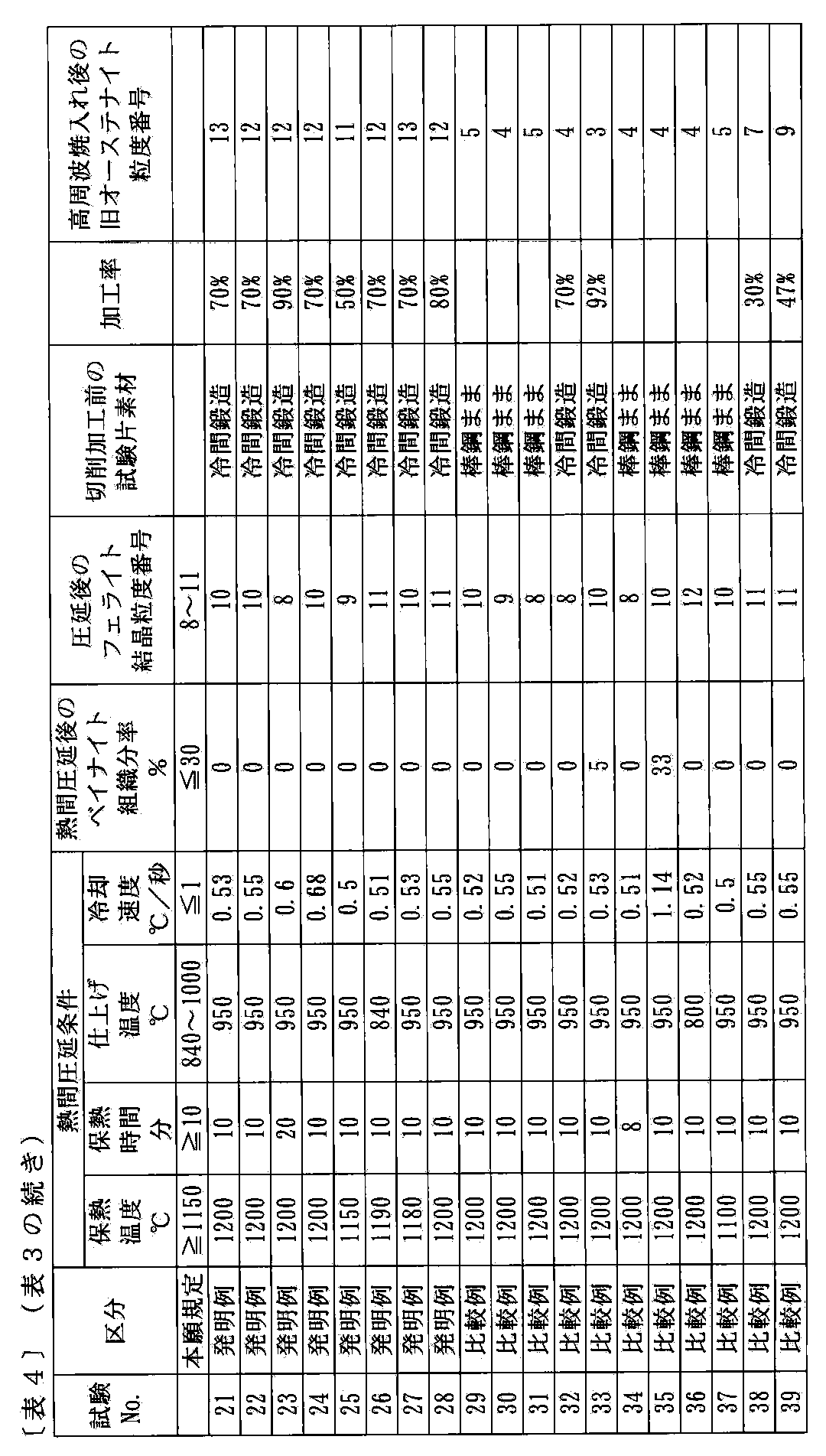
この結果から、本発明の高周波焼入れ鋼を用いれば、棒鋼ままで高周波焼入れを施した場合であっても、オーステナイト結晶粒の粗大化が抑制できることが分かる。
さらに、冷間加工を施すことにより、突起部も含めてオーステナイト結晶粒度番号が11番以上の高周波焼入れ鋼部品を得ることができ、より一層の本発明の効果を得られることが分かる。これによって、高周波焼入れ鋼部品の歪みの発生が防止できる。
比較例29は、Tiの含有量が本発明で規定する範囲よりも下回ったものである。比較例29は、高周波焼入れ後の旧オーステナイト粒度番号が5番と粗大粒となった。
比較例30は、Nの含有量が本発明で規定する範囲よりも上回ったものである。比較例30は、高周波焼入れ後の旧オーステナイト粒度番号が4番と粗大粒となった。
比較例31は、Nb/Ti≧0.015を満足しなかったものである。比較例31は、高周波焼入れ後の旧オーステナイト粒度番号が5番と粗大粒となった。
比較例32は、Nbの含有量が本発明で規定する範囲よりも上回ったものである。比較例32は、高周波焼入れ後の旧オーステナイト粒度番号が4番と粗大粒となった。
比較例33は、Tiの含有量が本発明で規定する範囲よりも下回り、さらに冷間加工の加工率が本発明で規定する範囲を上回ったものである。比較例33は、高周波焼入れ後の旧オーステナイト粒度番号が3番と粗大粒となった。
比較例34は、熱間圧延時の保熱時間が本発明で規定する範囲よりも下回ったものである。比較例34は、高周波焼入れ後の旧オーステナイト粒度番号が4番と粗大粒となった。
比較例35は、熱間圧延後の冷却速度が本発明で規定する範囲よりも上回ったものである。比較例35は、熱間圧延後のベイナイトの組織分率が本発明で規定する範囲よりも上回り、また、高周波焼入れ後の旧オーステナイト粒度番号が4番と粗大粒となった。
比較例36は、熱間圧延後での仕上げ温度が本発明で規定する範囲よりも下回ったものである。比較例36は、熱間圧延後のフェライト結晶粒度番号が本発明で規定する範囲よりも上回り、また、高周波焼入れ後の旧オーステナイト粒度番号が4番と粗大粒となった。
比較例37は、熱間圧延時の加熱温度が本発明で規定する範囲よりも下回ったものである。比較例37は、高周波焼入れ後の旧オーステナイト粒度番号が5番と粗大粒となった。
比較例38及び39は、加工率が本発明で規定する範囲よりも下回ったものである。比較例38及び39は、高周波焼入れ後の旧オーステナイト粒度番号が、それぞれ、7番、9番となり、冷間加工によりオーステナイト粒を微細化する効果が、十分に得られなかった。
Claims (7)
- 質量%で、
C :0.35~0.6%、
Si:0.01~1%、
Mn:0.2~1.8%、
S :0.001~0.15%、
Al:0.001~1%、
Ti:0.05~0.2%、
Nb:0.001~0.04%、
を含有し、
N :0.0060%以下、
P :0.025%以下、
O :0.0025%以下、
に制限し、かつ、
Nb/Ti≧0.015
を満足し、残部が鉄及び不可避的不純物からなることを特徴とする高周波焼入れ用鋼。 - さらに、質量%で、
Cr:0.05~0.2%、
Mo:0.02~1.5%、
Ni:0.1~3.5%、
V :0.02~0.5%、
B :0.0002~0.005%、
の1種又は2種以上を含有することを特徴とする請求項1に記載の高周波焼入れ用鋼。 - 請求項1又は2に記載の成分組成を有する鋼を熱間圧延し線材又は棒鋼とした、ベイナイトの組織分率が30%以下(0%を含む)、JIS G 0551で規定するフェライト結晶粒度番号が8~11番であることを特徴とする高周波焼入れ用鋼。
- 請求項3に記載の高周波焼入れ用鋼の一部又は全部に、冷間加工を施した後、高周波焼入れを施した鋼部品であって、該鋼部品の一部又は全部のJIS G 0551で規定するオーステナイト結晶粒度番号が、11番以上であることを特徴とする高周波焼入れ鋼部品。
- 質量%で、
C :0.35~0.6%、
Si:0.01~1%、
Mn:0.2~1.8%、
S :0.001~0.15%、
Al:0.001~1%、
Ti:0.05~0.2%、
Nb:0.001~0.04%、
を含有し
N :0.0060%以下、
P :0.025%以下、
O :0.0025%以下、
に制限し、かつ、
Nb/Ti≧0.015
を満足し、残部が鉄及び不可避的不純物からなる鋼を、
加熱温度:1150~1300℃、保熱時間:10~180分、仕上げ温度:840~1000℃で熱間圧延して線材又は棒鋼とし、
その後、800~500℃の温度範囲を1℃/秒以下の冷却速度に制限して徐冷することを特徴とする高周波焼入れ用鋼の製造方法。 - さらに、前記鋼が、質量%で、
Cr:0.05~0.2%、
Mo:0.02~1.5%、
Ni:0.1~3.5%、
V :0.02~0.5%、
B :0.0002~0.005%、
の1種又は2種以上を含有することを特徴とする請求項5記載の高周波焼入れ用鋼の製造方法。 - 請求項5又は6に記載の方法で製造した鋼の一部又は全部に、加工率が50~90%の冷間加工を施し、その後、加熱時間を3秒以下として高周波焼入れを施すことを特徴とする高周波焼入れ鋼部品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/499,968 US8821652B2 (en) | 2009-10-22 | 2010-10-07 | Steel for induction hardening and induction hardened steel part |
| KR1020127007927A KR101425737B1 (ko) | 2009-10-22 | 2010-10-07 | 고주파 켄칭용 강 및 고주파 켄칭 강 부품 및 그들의 제조 방법 |
| KR1020147008981A KR20140046491A (ko) | 2009-10-22 | 2010-10-07 | 고주파 켄칭용 강 및 고주파 켄칭 강 부품 및 그들의 제조 방법 |
| JP2011509805A JP4808828B2 (ja) | 2009-10-22 | 2010-10-07 | 高周波焼入れ用鋼及び高周波焼入れ鋼部品の製造方法 |
| CN2010800474544A CN102575328A (zh) | 2009-10-22 | 2010-10-07 | 高频淬火用钢和高频淬火钢部件以及它们的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009243524 | 2009-10-22 | ||
| JP2009-243524 | 2009-10-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011049006A1 true WO2011049006A1 (ja) | 2011-04-28 |
Family
ID=43900232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/068102 WO2011049006A1 (ja) | 2009-10-22 | 2010-10-07 | 高周波焼入れ用鋼及び高周波焼入れ鋼部品、並びに、それらの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8821652B2 (ja) |
| JP (1) | JP4808828B2 (ja) |
| KR (2) | KR101425737B1 (ja) |
| CN (2) | CN102575328A (ja) |
| WO (1) | WO2011049006A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011208250A (ja) * | 2010-03-30 | 2011-10-20 | Nippon Steel Corp | 窒化高周波焼入れ用鋼及び窒化高周波焼入れ部品 |
| JP2013001928A (ja) * | 2011-06-14 | 2013-01-07 | Kobe Steel Ltd | 被削性に優れた高周波焼入れ用鋼、及びその製造方法 |
| JP2013001929A (ja) * | 2011-06-14 | 2013-01-07 | Kobe Steel Ltd | 被削性に優れた高周波焼入れ用鋼、及びその製造方法 |
| US20140178242A1 (en) * | 2011-05-19 | 2014-06-26 | Nippon Steel & Sumitomo Metal Corporation | Non-post-heat treated steel and non-post-heat treated steel member |
| JP2015218361A (ja) * | 2014-05-16 | 2015-12-07 | 新日鐵住金株式会社 | 中高炭素鋼材 |
| WO2023190409A1 (ja) * | 2022-03-31 | 2023-10-05 | Jfeスチール株式会社 | 機械構造部品およびその製造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102886661A (zh) * | 2012-09-11 | 2013-01-23 | 昌利锻造有限公司 | 一种汽车后桥主动螺伞齿轮锻件锻造方法 |
| AU2015268447B2 (en) * | 2014-05-29 | 2017-09-07 | Nippon Steel Corporation | Rail and production method therefor |
| CN104630618B (zh) * | 2015-01-19 | 2017-04-12 | 宁波钢铁有限公司 | 一种家用园艺工具用钢55MnB及其制备方法 |
| CN105821308A (zh) * | 2016-06-07 | 2016-08-03 | 马鞍山钢铁股份有限公司 | 一种含钒铌动车组车轴用钢热处理工艺 |
| KR102166595B1 (ko) * | 2018-11-26 | 2020-10-19 | 현대제철 주식회사 | 드라이브 샤프트용 강재 및 이의 제조방법 |
| KR102529463B1 (ko) | 2020-10-06 | 2023-05-09 | 현대자동차주식회사 | 등속조인트용 트러니언의 제조방법 및 이를 통해 제조된 트러니언 및 트러니언의 열처리 장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004162146A (ja) * | 2002-11-15 | 2004-06-10 | Sumitomo Metal Ind Ltd | 異形引抜き用鋼材とそれを用いた鋼部材の製造法 |
| JP2004183065A (ja) * | 2002-12-04 | 2004-07-02 | Nippon Steel Corp | 高強度高周波焼き入れ用鋼材及びその製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3432950B2 (ja) * | 1995-04-17 | 2003-08-04 | 新日本製鐵株式会社 | 冷間加工性と捩り疲労強度特性を兼備した高周波焼入れ軸部品用鋼材 |
| JP3469441B2 (ja) | 1997-08-28 | 2003-11-25 | 山陽特殊製鋼株式会社 | 高周波焼入用鋼 |
| JP3809004B2 (ja) | 1998-02-24 | 2006-08-16 | 新日本製鐵株式会社 | 高強度特性と低熱処理歪み特性に優れた高周波焼入れ用鋼材とその製造方法 |
| JP4507494B2 (ja) * | 2003-01-17 | 2010-07-21 | Jfeスチール株式会社 | 疲労強度に優れた高強度鋼材の製造方法 |
| JP5135688B2 (ja) | 2006-01-31 | 2013-02-06 | Jfeスチール株式会社 | 機械構造用部品の製造方法 |
-
2010
- 2010-10-07 KR KR1020127007927A patent/KR101425737B1/ko active IP Right Grant
- 2010-10-07 JP JP2011509805A patent/JP4808828B2/ja not_active Expired - Fee Related
- 2010-10-07 US US13/499,968 patent/US8821652B2/en not_active Expired - Fee Related
- 2010-10-07 WO PCT/JP2010/068102 patent/WO2011049006A1/ja active Application Filing
- 2010-10-07 CN CN2010800474544A patent/CN102575328A/zh active Pending
- 2010-10-07 KR KR1020147008981A patent/KR20140046491A/ko not_active Application Discontinuation
- 2010-10-07 CN CN201310451284.1A patent/CN103510007B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004162146A (ja) * | 2002-11-15 | 2004-06-10 | Sumitomo Metal Ind Ltd | 異形引抜き用鋼材とそれを用いた鋼部材の製造法 |
| JP2004183065A (ja) * | 2002-12-04 | 2004-07-02 | Nippon Steel Corp | 高強度高周波焼き入れ用鋼材及びその製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011208250A (ja) * | 2010-03-30 | 2011-10-20 | Nippon Steel Corp | 窒化高周波焼入れ用鋼及び窒化高周波焼入れ部品 |
| US20140178242A1 (en) * | 2011-05-19 | 2014-06-26 | Nippon Steel & Sumitomo Metal Corporation | Non-post-heat treated steel and non-post-heat treated steel member |
| US10087510B2 (en) * | 2011-05-19 | 2018-10-02 | Nippon Steel & Sumitomo Metal Corporation | Non-post-heat treated steel and non-post-heat treated steel member |
| JP2013001928A (ja) * | 2011-06-14 | 2013-01-07 | Kobe Steel Ltd | 被削性に優れた高周波焼入れ用鋼、及びその製造方法 |
| JP2013001929A (ja) * | 2011-06-14 | 2013-01-07 | Kobe Steel Ltd | 被削性に優れた高周波焼入れ用鋼、及びその製造方法 |
| JP2015218361A (ja) * | 2014-05-16 | 2015-12-07 | 新日鐵住金株式会社 | 中高炭素鋼材 |
| WO2023190409A1 (ja) * | 2022-03-31 | 2023-10-05 | Jfeスチール株式会社 | 機械構造部品およびその製造方法 |
| JP7420321B1 (ja) | 2022-03-31 | 2024-01-23 | Jfeスチール株式会社 | 機械構造部品およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102575328A (zh) | 2012-07-11 |
| US20120193000A1 (en) | 2012-08-02 |
| US8821652B2 (en) | 2014-09-02 |
| KR20120047303A (ko) | 2012-05-11 |
| CN103510007B (zh) | 2015-10-14 |
| KR101425737B1 (ko) | 2014-07-31 |
| JP4808828B2 (ja) | 2011-11-02 |
| KR20140046491A (ko) | 2014-04-18 |
| CN103510007A (zh) | 2014-01-15 |
| JPWO2011049006A1 (ja) | 2013-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4808828B2 (ja) | 高周波焼入れ用鋼及び高周波焼入れ鋼部品の製造方法 | |
| JP6245271B2 (ja) | 棒鋼 | |
| JP4448456B2 (ja) | 浸炭時の粗大粒防止特性と疲労特性に優れた肌焼鋼とその製造方法 | |
| JP3954772B2 (ja) | 結晶粒粗大化防止特性に優れた高温浸炭部品用素形材とその製造方法 | |
| JP2018059188A (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JPH11335777A (ja) | 冷間加工性と低浸炭歪み特性に優れた肌焼鋼とその製造方法 | |
| JP2018059187A (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP4207334B2 (ja) | 溶接性と耐応力腐食割れ性に優れた高強度鋼板およびその製造方法 | |
| JPWO2017115842A1 (ja) | 肌焼鋼、浸炭部品および肌焼鋼の製造方法 | |
| JP3809004B2 (ja) | 高強度特性と低熱処理歪み特性に優れた高周波焼入れ用鋼材とその製造方法 | |
| JP2018059189A (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP3738004B2 (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材とその製造方法 | |
| JP6798557B2 (ja) | 鋼 | |
| JP5565102B2 (ja) | 機械構造用鋼およびその製造方法 | |
| JP3738003B2 (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材およびその製造方法 | |
| JP3842888B2 (ja) | 冷間加工性と高強度特性を兼備した高周波焼入れ用鋼材の製造方法 | |
| JP2001303172A (ja) | 浸炭時に異常組織を生成しない冷間鍛造用肌焼ボロン鋼とその製造方法 | |
| JP3774697B2 (ja) | 高強度高周波焼き入れ用鋼材及びその製造方法 | |
| JP2009191322A (ja) | 浸炭部品用の耐粗粒化特性に優れたはだ焼鋼 | |
| WO2013084265A1 (ja) | 機械構造用鋼およびその製造方法 | |
| JP2019026874A (ja) | 高周波焼入れ部品用素材 | |
| JP7149131B2 (ja) | 冷間加工性および耐結晶粒粗大化特性に優れた機械構造用鋼 | |
| JP2015212414A (ja) | 冷間鍛造部品用鋼 | |
| KR20140141842A (ko) | 고강도 강재 및 그 제조 방법 | |
| JPH11106866A (ja) | 粗大粒防止特性に優れた肌焼鋼とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080047454.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011509805 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10824855 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20127007927 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13499968 Country of ref document: US |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10824855 Country of ref document: EP Kind code of ref document: A1 |