WO2011007513A1 - 自動ワインダの管理システム及び自動ワインダ - Google Patents
自動ワインダの管理システム及び自動ワインダ Download PDFInfo
- Publication number
- WO2011007513A1 WO2011007513A1 PCT/JP2010/004319 JP2010004319W WO2011007513A1 WO 2011007513 A1 WO2011007513 A1 WO 2011007513A1 JP 2010004319 W JP2010004319 W JP 2010004319W WO 2011007513 A1 WO2011007513 A1 WO 2011007513A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- bobbin
- winding
- information
- unit
- yarn
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/06—Supplying cores, receptacles, or packages to, or transporting from, winding or depositing stations
- B65H67/063—Marking or identifying devices for packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a management system applied to an automatic winder.
- an automatic winder having a plurality of winding units that unwind the spun yarn from the bobbin to form a package of a predetermined length
- the configuration is such that the bobbin around which the yarn is wound is placed on a tray and automatically conveyed to the winding position of each winding unit.
- Some automatic winders of this type are designed to improve the efficiency of bobbin conveyance by applying a textile machine management system that manages bobbin information.
- the tray is provided with recording means for recording information, and the information recorded in the recording means can be accessed by appropriate means.
- Patent Documents 1 and 2 disclose an automatic winder (spinning winder) in which this type of automatic winder management system is used.
- the automatic winder winding unit As described above, when yarn breakage or the like occurs, the yarn ends are spliced together by a yarn splicing device and the winding is resumed. However, when the yarn is entangled with the bobbin, the bobbin side yarn end may not be captured. In this state, the winding operation of the package cannot be continued. Therefore, the winding unit discharges the bobbin that has failed to catch the yarn end to the conveyance path outside the automatic winder, and receives the new bobbin to resume winding. It is supposed to be.
- a bobbin transport mechanism is known that is configured to transport the tray so that the bobbin thread end can be captured by a winding unit and then returned to the automatic winder.
- the winding conditions of the package such as the speed at which the yarn is pulled out from the bobbin and the tension applied to the yarn, It is preferable to be as constant as possible from the end to the end.
- the bobbin discharged from the winding unit is not returned to the automatic winder because the yarn end cannot be captured, the bobbin that has returned to the automatic winder has previously taken up the winding unit (winding unit). It is not always conveyed to the take-up unit that interrupted the taking operation. If the winding unit that performs the winding operation is changed, there is a possibility that the winding condition may change greatly due to individual differences of the winding unit, and there is room for improvement in terms of stabilizing the yarn quality.
- the present invention has been made in view of the above circumstances, and the purpose of the present invention is to take up a winding before the winding operation is interrupted even when the bobbin in which the winding operation is interrupted is transported to another winding unit.
- An object is to provide an automatic winder management system capable of reproducing the sampling conditions.
- an automatic winder management system including a plurality of winding units and connected to a bobbin transport mechanism. That is, the winding unit unwinds the yarn wound around the bobbin to form a package.
- the bobbin transport mechanism transports a transport body on which a bobbin around which a yarn is wound is set.
- the carrier has a data recording unit capable of recording information.
- the winding unit includes a data reading unit and a unit control unit. The data reading unit reads information in the data recording unit of the bobbin where a winding operation is performed.
- the unit control unit When the winding operation is interrupted in the middle, the unit control unit records winding information indicating winding conditions and winding conditions when the winding operation is interrupted, and the bobbin in which the winding operation is interrupted When the winding operation is performed again using the, the winding unit to which the bobbin is conveyed is controlled based on the winding information of the bobbin.
- the winding condition before the interruption is based on the winding information. Is reproduced, and the yarn can be pulled out from the bobbin under almost the same conditions. Therefore, the yarn wound around the same bobbin is wound under the same winding condition, and the quality of the yarn can be stabilized.
- the winding information preferably includes remaining yarn length information remaining on the bobbin.
- the above-described automatic winder management system is preferably configured as follows. That is, the winding unit includes a tension applying unit that can apply tension to the yarn wound around the package.
- the winding information includes control information of the tension applying means.
- the above-described automatic winder management system is preferably configured as follows. That is, the winding unit has a yarn defect detection unit that detects a yarn defect.
- the winding information includes detection information related to defect detection by the yarn defect detection unit.
- the bobbin transport mechanism includes a plurality of paths, a second data reading unit, and a path switching device.
- the second data reading unit is for reading information recorded in the data recording unit of the transport body.
- the path switching device switches a path based on information read by the second data reading unit.
- the bobbin conveyance destination can be determined based on the winding information recorded in the data recording unit, the bobbin conveyance efficiency can be effectively improved.
- the above management system is preferably configured as follows.
- the winding unit has a data writing unit for recording the winding information in the data recording unit of the carrier.
- the winding information is written in the data recording unit.
- the winding unit to which the bobbin is conveyed is based on the winding information recorded in the data recording unit. Control.
- the automatic winder includes a storage unit capable of storing the winding information for each bobbin. Identification information for distinguishing from other transporting bodies is recorded in the data recording unit of the transporting body.
- the management system specifies the bobbin based on the identification information recorded in the data recording unit when the winding operation is performed again using the bobbin in which the winding operation is interrupted. And based on the said winding information of the said bobbin, the winding unit with which the said bobbin was conveyed is controlled.
- an automatic winder to which the above management system is applied is provided.
- FIG. 1 It is a schematic top view which shows a mode that the fine spinning winder provided with the winder which concerns on one Embodiment of this invention was seen from the top.
- FIG. 1 It is the schematic front view and block diagram of a spinning winder.
- It is an external appearance perspective view of a bobbin and a tray.
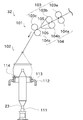
- It is a side view which shows the structure of a spinning unit.
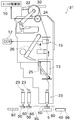
- It is a side view which shows the structure of a winding unit.
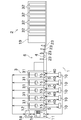
- FIG. 1 is a schematic plan view showing a fine spinning winder 1 including a winder 3 according to an embodiment of the present invention as viewed from above.
- FIG. 2 is a schematic front view and block diagram of the fine spinning winder 1.
- the fine spinning winder 1 includes a tray conveyance path 90 for conveying a tray (conveyance body) 50 on which the bobbin 23 is set.
- the tray conveyance path 90 includes the spinning machine 2 and the winder. 3 and a bobbin automatic supply device (bobbin transport mechanism) 6 are disposed.
- the tray conveyance path 90 connects between the spinning machine 2 and the winder 3 and has a loop shape, and the bobbin 23 (tray 50) circulates in the tray conveyance path 90.
- a plurality of trays 50 are actually conveyed along the tray conveyance path 90.
- upstream side in the conveyance direction of the tray 50
- downstream side in the conveyance direction
- FIG. 3 is an external perspective view of the tray 50 and the bobbin 23 used in the fine spinning winder 1 of the present embodiment.
- the tray 50 includes a base portion 50a formed in a substantially disc shape, and a rod-like bobbin insertion portion 50b protruding vertically from the base portion 50a.
- the tray 50 moves along the tray conveyance path 90 in a state where the protruding direction of the insertion portion 50b faces upward.
- the bobbin 23 is formed in an elongated cylindrical shape, and the insertion portion 50b can be inserted therein. As a result, the bobbin 23 can be set on the tray 50 with its longitudinal direction oriented vertically, and can be transported along the tray transport path 90.
- the bobbin in which the yarn is wound may be referred to as an “actual bobbin”.
- the bobbin is referred to as an “empty bobbin” or “empty bobbin” with the intention of particularly emphasizing such a state. There is.
- the winder 3 (spinning winder 1) of this embodiment has a management system (textile machine management system) that manages information on the bobbin 23 on the tray 50 using RFID (Radio Frequency IDentification) technology.
- a management system textile machine management system
- RFID Radio Frequency IDentification
- RF tag data recording unit
- the status of the bobbin 23 is managed by writing (for each tray 50).
- the tray conveyance path 90 includes an actual bobbin introduction path 91, an actual bobbin conveyance path 92, a return bobbin conveyance path 93, a bobbin standby loop 94, a bobbin supply path 95, an empty bobbin conveyance path 96, and an empty bobbin return path. 97, a defective bobbin standby path 98, and a replaced bobbin return path 99.
- the actual bobbin introduction path 91 connects the spinning machine 2 and the bobbin automatic supply device 6 so that the tray 50 on which the bobbin 23 is placed can be conveyed from the spinning machine 2 to the bobbin automatic supply device 6. .
- the spinning machine 2 will be described.
- the spinning machine 2 includes a large number of spinning units 32 arranged in parallel, and a control device 19 that can control these numerous spinning units 32 in an integrated manner. Yes.
- the spinning machine 2 also has a doffing device (not shown) for doffing the bobbin 23 (actual bobbin) for which the winding of the yarn by the spinning unit 32 has been completed.
- the spinning unit 32 is for spinning by adding twist to the sliver or roving yarn generated in the previous step.
- the spinning machine 2 is configured as a ring spinning machine
- the spinning unit 32 is configured as a ring spinning unit including a draft mechanism 101 and a twisting mechanism 102.
- the draft mechanism 101 includes a plurality of draft rollers, and the draft rollers include a top roller 103 and a bottom roller 104.
- the top roller 103 includes three draft rollers, a back roller 103a, a middle roller 103b on which an apron belt 105 is mounted, and a front roller 103c.
- the bottom roller 104 includes three draft rollers, a back bottom roller 104a, a middle bottom roller 104b on which an apron belt 105 is mounted, and a front bottom roller 104c. As shown in FIG.
- the top roller 103 and the bottom roller 104 are arranged so as to face each other across the sliver or roving yarn travel path, and are configured to nip the sliver or roving yarn with a predetermined pressure.
- An output shaft of a drive source (not shown) is connected to each of the bottom rollers 104 and can be driven at different speeds. By driving the bottom roller 104, the sliver or the roving is sent to the twisting mechanism 102 while being drawn.
- the twisting mechanism 102 includes a spindle shaft 111, a ring rail 112, a ring 113, and a traveler 114.
- the spindle shaft 111 is for rotating the bobbin 23 set on the spindle shaft 111.
- the ring rail 112 is connected to a driving device (not shown) and is configured to be movable in the longitudinal direction of the bobbin 23.
- the ring 113 is fixed to the ring rail 112 and has a flange portion for attaching the traveler 114.
- the traveler 114 is supported by the flange portion of the ring 113 and is configured to be movable in the circumferential direction of the ring 113.
- a yarn (from which a sliver or a coarse yarn is drawn) sent from the draft mechanism 101 is used as a traveler 114 and a ring 113.
- the end is fixed to the empty bobbin 23 by an appropriate method.
- the traveler 114 moves in the circumferential direction so as to be pulled by the yarn wound around the bobbin 23.
- the rotation of the traveler 114 is delayed from the rotation of the bobbin 23, and twisting is added to the yarn due to the difference in the number of rotations thus generated.
- the twisted yarn is sequentially wound around the bobbin 23, and when the yarn is wound around the bobbin 23 by a preset length, the spindle shaft 111 stops rotating and the winding is finished.
- the spinning machine 2 of this embodiment is configured as a so-called simultaneous doffing type.
- This type of spinning machine 2 has a large number of bobbins 23 arranged in a row and stocked in a row via an empty bobbin return path 97, which will be described later. 23 are simultaneously set on the spindle shaft 111 of each spinning unit 32, and the yarn is wound simultaneously.
- all the bobbins 23 (actual bobbins) are doffed all at once by the doffing device, and empty from the tray 50 on which the empty bobbins 23 waiting at appropriate positions are placed.
- the bobbin 23 is extracted, and the bobbin 23 (actual bobbin) is inserted into the tray 50.
- the extracted empty bobbin 23 is set on the spindle shaft 111, and the yarn is wound by the spinning machine 2.
- the bobbin 23 doffed by the spinning machine 2 and placed on the tray 50 is introduced into the bobbin automatic supply device 6 by being conveyed through the actual bobbin introduction path 91.
- the bobbin automatic supply device 6 When the bobbin automatic supply device 6 receives the tray 50 loaded with the bobbin 23 (actual bobbin) from the spinning machine 2, it writes appropriate information on the RF tag 60 of the tray 50, and performs the extraction of the bobbin 23 by the extraction device 7. After that, the tray 50 is configured to be supplied to the winder 3 side. This will be described in detail below.
- the RF writer 4 is disposed on the downstream side of the actual bobbin introduction path 91 of the spinning machine 2.
- the RF writer 4 is for writing information specifying the spinning unit 32 that spun the bobbin 23 into the RF tag 60.
- the tray 50 transported through the actual bobbin introduction path 91 passes the writing position of the RF writer 4
- information specifying the spinning unit 32 around which the yarn is wound around the bobbin 23 on the tray 50 is RF-written by the RF writer 4. Recorded in the tag 60.
- the spinning units 32 are arranged in parallel in the longitudinal direction of the spinning machine 2, and the bobbins 23 doffed by simultaneous doffing are mounted on the tray 50, and then in the same order as the arrangement of the spinning units 32.
- the bobbin introduction path 91 is conveyed. Therefore, by counting the order in which the bobbin 23 is introduced into the actual bobbin introduction path 91, the spinning unit 32 in which the bobbin 23 is spun can be specified.
- the RF tag 60 of the tray 50 that has first passed the reading position of the RF writer 4 after simultaneous doffing is set to No. as the spindle number of the spinning unit 32 arranged on the most downstream side. 1 is memorized.
- the weight number of the RF tag 60 of the tray 50 conveyed next is No. No. 1 as the spindle number of the spinning unit 32 adjacent to the upstream side of the one spinning unit 32. 2 is memorized. Similarly, the weight number is assigned to the RF tag 60 of the newly transported tray. 3, no. 4 and so on. As a result, information (weight number) that identifies the spinning unit 32 that has wound the bobbin 23 on the tray 50 is stored in the RF tag 60 of the tray 50 that passes the writing position of the RF writer 4. become.
- the RF writer 4 of the present embodiment is configured to write duffing information together with the above-described weight number.
- the duffing information here is information indicating the timing when the duffing is performed, such as the time when the simultaneous duffing is performed or the number of duffing.
- the duffing information (doffing execution time, etc.) is recorded in the RF tag 60 together with the weight number for the following reason. That is, in the bobbin automatic supply device 6 and the winder 3 (downstream of the spinning machine 2), there may be a tray 50 having the same weight number stored in the RF tag 60. For example, before the winding operation of the bobbin 23 sent to the winder 3 side at the time of the previous doffing is completed, the next doffing is performed and a new group of bobbins 23 is introduced into the bobbin automatic supply device 6 Is the case.
- the bobbin 23 having the same weight number can be distinguished as a different bobbin 23 by referring to the doffing information.
- the RF writer 4 of the present embodiment also stores the lot number, the number of the spinning machine 2 (the number assigned to each spinning machine 2 when a plurality of spinning machines 2 are provided), and the like in the RF tag 60. It is possible.
- information (weight number and doffing information) for specifying the bobbin 23 written in the RF tag 60 may be referred to as bobbin information.
- the downstream end of the actual bobbin introduction path 91 is connected to the upstream end of the actual bobbin conveyance path 92.
- the actual bobbin conveyance path 92 connects the bobbin automatic supply device 6 and the winder 3.
- the tray 50 in which predetermined information is written on the RF tag 60 by the RF writer 4 is transported to the winder 3 along the actual bobbin transport path 92.
- the automatic bobbin supplying device 6 is provided with a mouthing device 7, and this mouthing device 7 is arranged on the actual bobbin conveying path 92 and upstream of the winder 3.
- the mouthing device 7 performs the mouthing of the bobbin 23.
- the lead-out device 7 unwinds the yarn from the surface of the bobbin 23 by causing a suction flow to act on the bobbin 23 that has been transported through the actual bobbin transport path 92 on the tray 50.
- the unwound yarn end is inserted into the cylindrical bobbin 23. In this way, the yarn end of the bobbin 23 can be easily captured in the winder 3 on the downstream side of the outlet device 7.
- the extraction is not always successful in the extraction device 7, and the extraction may fail.
- the tray 50 on which the bobbin 23 whose extraction has failed is sent out to the return bobbin conveyance path 93.
- the return bobbin conveyance path 93 is branched from the actual bobbin conveyance path 92 immediately downstream of the dispensing device 7 and is configured to be bent in a loop and connected to the upstream end of the actual bobbin conveyance path 92. ing.
- the mouthing device 7 of the present embodiment includes an RF writer 42 for the mouthing device and an RF reader 41 for the mouthing device.
- the RF writer 42 for the brewing device is disposed in the actual bobbin conveyance path 92 and can write the brewing information indicating the failure of the brewing by the brewing device 7 to the RF tag 60 of the tray 50.
- the RF reader 41 for the lead device is arranged on the upstream side of the actual bobbin conveyance path 92 with respect to the RF writer 42 for the lead device, and can read the stored contents of the RF tag 60.
- the success or failure of the wicking is detected by a sensor (not shown) of the brewing device 7.
- the RF reader 41 for the mouthing device acquires the mouthing information of the passed bobbin 23 from the RF tag 60.
- the mouth opening device 7 determines the success or failure of the mouth opening based on the signal from the sensor.
- the extraction information stored in the RF tag 60 includes the number of consecutive extraction failures. Accordingly, every time the mouthing device 7 fails in mouthing, the number of consecutive mouthing failures stored in the RF tag 60 is incremented by 1 and stored again. On the other hand, when the mouthing device 7 succeeds in mouthing, the number of consecutive failures of mouthing errors stored in the RF tag 60 is reset to zero.
- the RF writer 42 for the brewing device writes the content indicating that the bobbin is defective into the RF tag 60. Yes.
- the tray 50 on which information indicating that the bobbin is defective is sent to the winder 3 side without being transported to the return bobbin transport path 93.
- the bobbin 23 (tray 50) sent to the winder 3 side is not discharged by the winding unit 31 even if it is set at the winding position, and is immediately discharged to the empty bobbin conveyance path 96.
- the winder 3 includes a plurality of winding units 31 and a machine control device 11 as a control device.
- the winder 3 is provided with an RF reader (data reading unit) 5 and a winding unit RF writer (data writing unit) 40 for each winding unit 31.
- the winder 3 includes a clearer control box (CCB) 12 to which a later-described clearer (yarn defect detecting unit) 15 included in the winding unit 31 is connected.
- CB clearer control box
- the winder 3 is provided with a plurality of bobbin supply paths 95 branched from the actual bobbin transport path 92.
- the plurality of bobbin supply paths 95 are provided corresponding to the plurality of winding units 31 provided in the winder 3. With the plurality of bobbin supply paths 95, the bobbins 23 that have been transported through the actual bobbin transport path 92 can be distributed to the winding units 31. Specifically, it is as follows.
- Each bobbin supply path 95 has a predetermined length, and is configured such that a plurality of bobbins 23 can be stocked side by side on the bobbin supply path 95. Further, a guide member (not shown) is disposed at the upstream end of each bobbin supply path 95, and the bobbin 23 conveyed through the actual bobbin conveyance path 92 is placed in the bobbin supply path 95 by the guide member. It is designed to be introduced naturally. On the other hand, if there is not enough space for introducing the bobbin 23 in the bobbin supply path 95 (when the number of stocked bobbins 23 has reached the upper limit), try to introduce a new bobbin 23 into the bobbin supply path 95.
- the bobbin 23 that has been prevented from being introduced into the bobbin supply path 95 is directly conveyed downstream through the actual bobbin conveyance path 92 and is introduced into another bobbin supply path 95 in which a space is available.
- the bobbins 23 sent from the spinning machine 2 can be distributed to the winding units 31.
- the bobbin 23 is introduced into the bobbin standby loop 94 and is transported through the bobbin standby loop 94.
- the bobbin standby loop 94 branches from the most downstream side of the actual bobbin conveyance path 92 and is connected to a position upstream of the branch portion between the actual bobbin conveyance path 92 and the most upstream bobbin supply path 95. It is configured. Therefore, the bobbin 23 continues to circulate through a loop path constituted by the bobbin standby loop 94 and the actual bobbin conveyance path 92 until a space in which one of the bobbin supply paths 95 can store the bobbin becomes free.
- the winding unit 31 is for winding the yarn from the actual bobbin onto the winding bobbin 22 to form the package 30.
- the winding unit 31 traverses the yarn and drives the winding bobbin 22.
- a winding drum (traverse drum) 24 is provided.
- the winding unit 31 of the present embodiment is configured so that tension is sequentially applied from the bobbin 23 side to the yarn traveling path between the bobbin 23 and the winding drum 24 set at an appropriate position for performing the unwinding operation.
- the applicator 13, the yarn joining device 14, and the clearer 15 are arranged.
- the tension applying device 13 applies a predetermined tension to the traveling yarn.
- the tension applying device 13 is a gate type device in which movable comb teeth are arranged with respect to fixed comb teeth.
- the movable comb teeth can be rotated by a rotary solenoid so that the comb teeth are engaged or released. With this tension applying device 13, the tension of the wound yarn can be kept constant, and the quality of the package 30 can be improved.
- the yarn joining device 14 includes a lower thread on the bobbin 23 side and an upper thread on the package 30 side when the clearer 15 detects a yarn defect, or when the yarn breaks during unwinding from the bobbin 23. Is used for piecing.
- a mechanical type As the yarn splicing device 14, a mechanical type, a type using a fluid such as compressed air, or the like can be used.
- a lower thread guide pipe 25 that sucks and captures and guides the lower thread on the bobbin 23 side
- an upper thread guide pipe 26 that sucks and captures and guides the upper thread on the package 30 side. And are provided.
- the clearer 15 is for detecting a yarn defect and fluff amount by detecting the thickness of the yarn with an appropriate sensor.
- the clearer 15 can also function as a sensor that simply detects the presence or absence of a yarn. Further, a cutting means is provided in the vicinity of the clearer 15 so that when the clearer 15 detects a yarn defect, it can be removed.
- the yarn unwound from the bobbin 23 is wound on a winding bobbin 22 arranged on the downstream side of the yarn joining device 14.
- the take-up bobbin 22 is driven by rotating a take-up drum 24 disposed opposite to the take-up bobbin 22.
- An unillustrated rotation sensor is attached to the winding drum 24, and a rotation pulse signal is output to the unit controller 10 every time the winding drum 24 rotates by a predetermined angle.
- the winding unit 31 of the present embodiment is configured so that the rotational speed of the winding drum 24 can be calculated by measuring the number of pulses per time.
- the unit controller 10 is arranged for each winding unit 31.
- Each unit control unit 10 of each winding unit 31 is connected to the machine base control device 11 and is configured to be able to exchange various information such as winding conditions with the machine base control device 11. Yes.
- the winding drum 24 is driven and unwound from the bobbin 23.
- the wound yarn is wound around the winding bobbin 22 to form a package 30 having a predetermined length.
- the RF reader 5 is arranged in the bobbin supply path 95 so that the RF tag 60 of the tray 50 on which the bobbin 23 taken up by the take-up unit 31 can be read. Information read by the RF reader 5 is transmitted to the unit controller 10.
- the winding unit RF writer 40 writes the winding information to the RF tag 60 of the tray 50 on which the bobbin 23 sent out from the winding unit 31 is placed, so that the bobbin supply path 95 and the empty bobbin conveyance path 96 can be written. It is arranged at the connection part.
- the winding unit RF writer 40 is connected to the unit control unit 10 and is configured to write the winding information acquired from the unit control unit 10 into the RF tag 60.
- the machine base control device 11 includes a display 16 as display means and an input key 17 as operation means.
- the display 16 is for displaying the status of each winding unit 31.
- the input key 17 is for an operator to set a winding condition or the like.
- the bobbin information (weight number and doffing information) read by the RF reader is input to the machine base control device 11, and the bobbin 23 currently wound by the winding unit 31 determines which spinning machine. It is possible to specify whether the yarn is wound around the unit 32.
- the CCB 12 determines whether or not a yarn defect or the like has occurred based on the information transmitted from the clearer 15. As shown in FIG. 2, the CCB 12 has a display 18 as display means, and is configured to display various information such as information related to yarn defects and information generated based on yarn defects on the display 18. ing. The CCB 12 is electrically connected to the machine base control device 11 and configured to exchange various information with the machine base control device 11.
- the bobbin supply path 95 is laid below the winding unit 31.
- the bobbin 23 supplied to the winding unit 31 is conveyed by the bobbin supply path 95 to the winding position.
- the bobbin 23 is stopped at the winding position, so that the conveyance of the tray 50 by the bobbin supply path 95 is temporarily stopped.
- the bobbin supply path 95 is configured so that a plurality of bobbins 23 can be stocked. As shown in FIG. 5, the stocked bobbins 23 are arranged in a line on a bobbin supply path 95, and the bobbin 23 on the most downstream side of the bobbin supply path 95 is used to supply yarn by the winding unit 31. It is the target of winding. In FIG. 5, the position of the rightmost bobbin 23 among the bobbins depicted in the drawing is the winding position.
- the unwinding of the yarn from the bobbin 23 is performed in a state where the bobbin 23 is placed on the tray 50 as shown in FIG.
- the tray 50 is conveyed by the bobbin supply path 95.
- the empty bobbin 23 is sent to the downstream side while riding on the tray 50 and is discharged to the empty bobbin conveyance path 96 (described later).
- each bobbin 23 stocked in the bobbin supply path 95 is also sent to the downstream side.
- the yarn can be unwound from the new bobbin 23 and the winding can be resumed.
- a space for stocking the bobbin 23 in the bobbin supply path 95 is newly vacated.
- the bobbin 23 being transported through the actual bobbin transport path 92 is supplied to the bobbin supply path 95.
- the downstream end portions of the plurality of bobbin supply paths 95 are configured to join the empty bobbin transport path 96 respectively.
- the empty bobbin conveyance path 96 connects the winder 3 and the bobbin automatic supply device 6.
- the empty bobbin 23 discharged from each winding unit 31 is returned to the bobbin automatic supply device 6 by being conveyed through the empty bobbin conveyance path 96.
- the empty bobbin conveyance path 96 is connected in the middle of the return bobbin conveyance path 93.
- an empty bobbin return path 97 is branched from a position downstream of the position where the empty bobbin conveyance path 96 is connected.
- the empty bobbin that has returned to the bobbin automatic supply device 6 through the empty bobbin conveyance path 96 passes through a part of the return bobbin conveyance path 93, and then is transferred to the empty bobbin return path 97 by a path switching mechanism (not shown). be introduced.
- the empty bobbin return path 97 connects the bobbin automatic supply device 6 and the spinning machine 2.
- the automatic bobbin supply device 6 is configured to return the empty bobbin 23 to the spinning machine 2 by conveying the empty bobbin 23 through the empty bobbin return path 97.
- the bobbin 23 can be circulated between the spinning machine 2 and the winder 3 by the loop-shaped tray conveyance path 90 connecting the spinning machine 2 and the winder 3.
- the actual bobbin or the defective bobbin is randomly mixed, and the empty bobbin conveyance path 96 is conveyed. Therefore, a configuration for separating and appropriately processing empty bobbins, real bobbins, and defective bobbins conveyed in a mixed manner is required. This point will be described in detail below.
- an actual bobbin (a bobbin having a yarn remaining) is conveyed through an empty bobbin conveyance path 96 will be described.
- yarn joining by the yarn joining device 14 is performed.
- the winding unit 31 generates a suction flow at the tip of the lower thread guide pipe 25, sucks and captures the thread end on the bobbin 23 side, guides it to the yarn joining device 14, and the yarn joining device 14 Perform splicing with the upper thread.
- the winding unit 31 gives up capturing the yarn end of the bobbin 23 and discharges the bobbin 23 that cannot capture the yarn end to the empty bobbin conveyance path 96.
- the bobbin discharged by the winding unit 31 after interrupting the winding may be referred to as an “interrupted bobbin”.
- predetermined information (winding information described below) is written on the RF tag 60 of the tray 50 when the interrupted bobbin is discharged.
- the winding information written on the RF tag 60 by the winding unit RF writer 40 includes residual yarn information, winding speed information, tension information, and yarn defect information.
- the remaining yarn information is information indicating the remaining yarn length remaining on the bobbin 23.
- the remaining yarn length is calculated by subtracting the unwinding yarn length from the yarn length wound around the bobbin 23 by the spinning unit 32.
- the unwinding yarn length is the yarn length unwound from the actual bobbin (the yarn length wound around the package 30 from the actual bobbin), and can be calculated by the following method. That is, as described above, the rotation pulse signal from the rotation sensor attached to the winding drum 24 is input to the unit controller 10 (see FIG. 5). The unit controller 10 counts the rotation pulse signal and calculates the unwinding length based on the count value. This count value is reset at the timing when a new actual bobbin that has not yet been wound up is conveyed or when all the yarn is unwound from the actual bobbin, and at the timing when the yarn of the new actual bobbin is unwound. Counting starts based on this.
- a predetermined yarn length wound around one bobbin 23 by the spinning unit 32 is stored in the unit controller 10 as a preset yarn length in advance. Therefore, the remaining yarn length can be obtained by subtracting the unwinding yarn length from the set yarn length. In the present embodiment, the remaining yarn length calculated in this way is written to the RF tag 60 as remaining yarn information.
- the winding speed information is information indicating the rotational speed of the winding drum 24 until the winding operation is interrupted.
- the winding speed information can be expressed, for example, as data in which changes in the winding speed until the winding operation is interrupted are arranged in time series. Further, the winding speed information may be data indicating an average value of the winding speed when the steady speed is reached such that the change in speed is within a certain range. In this way, the winding speed information is set based on information related to the winding speed of the winding drum 24.
- the tension information is information indicating the tension applied to the running yarn by the tension applying device 13.
- the tension applying device 13 of the present embodiment is configured such that the tension applied to the yarn changes depending on the magnitude of the current value, and the tension information is set based on this current value. For example, by storing the change in the current value until the winding operation is interrupted in the RF tag 60 as the tension information, how much tension is applied to the yarn unwound from the bobbin 23 by the tension applying device 13. You can see what was being done.
- the winding unit 31 of this embodiment is comprised so that the tension
- the yarn defect information is information indicating a defect of the yarn pulled out from the bobbin 23 until the winding operation is interrupted.
- the state (quality) of the yarn unwound from the bobbin 23 can be grasped.
- the yarn defect information may include the number of times that the yarn defect has been detected by the clearer 15 and the number of times the yarn has been cut or the number of times that the yarn has been broken.
- the yarn defect information is information regarding clearing, and is data indicating the quality of the yarn wound around the bobbin 23.
- This yarn defect information is used to determine a defective bobbin. For example, the sum of the yarn defect portion until the winding operation is interrupted and the yarn defect portion after the winding operation is resumed exceeds a certain ratio with respect to the set yarn length. If this happens, the bobbin is determined to be a defective bobbin.
- the winding information includes control information of the winding unit 31 when unwinding the yarn drawn from the bobbin 23 and information indicating the state of the yarn wound around the bobbin 23.
- Information is not limited to the information described above, and appropriate information can be added to the winding information according to circumstances. The unwinding operation of the bobbin 23 using the winding information will be described later.
- a new bobbin 23 that has been stocked is set so as to replace the bobbin 23 in which the winding operation has been interrupted. Since this new bobbin 23 has been spouted by the spouting device 7, it is possible to easily catch the yarn end and perform piecing. As described above, even when the yarn end cannot be caught when the yarn breaks, the bobbin 23 which cannot catch the yarn end is discharged and a new bobbin 23 is set instead, thereby performing yarn splicing and winding. You can resume.
- the bobbin 23 that could not catch the yarn end is transported through the empty bobbin transport path 96.
- the empty bobbin transport path 96 also transports the empty bobbin sent out from the other winding unit 31. Accordingly, the bobbin 23 that has not been able to catch the yarn end is mixed with the empty bobbin, conveyed through the empty bobbin conveyance path 96, and introduced into the return bobbin conveyance path 93.
- the empty bobbin discriminating device 8 is located on the return bobbin conveyance path 93 and upstream of the branch portion between the return bobbin conveyance path 93 and the empty bobbin return path 97. Is provided.
- the empty bobbin discriminating device (third data reading unit) 8 of the present embodiment is configured to be able to read the stored contents of the RF tag 60, and takes up winding information (remaining yarn information) stored in the RF tag 60. It is configured so that it can be determined whether or not it is an empty bobbin by reading.
- a path switching mechanism (not shown) is provided at a branch portion between the return bobbin conveyance path 93 and the empty bobbin return path 97.
- the path switching mechanism sends out the bobbin 23 determined that the empty bobbin determination device 8 is an empty bobbin to the empty bobbin return path 97 side, and the bobbin 23 determined by the empty bobbin determination device 8 not to be an empty bobbin as it is.
- the return bobbin conveyance path 93 is configured to be conveyed.
- the bobbin 23 (the bobbin in which the yarn remains) that is determined not to be an empty bobbin by the empty bobbin determination device 8 is conveyed through the return bobbin conveyance path 93.
- the bobbin 23 having a sufficient amount of remaining yarn is subjected to an extraction process by the extraction device 7.
- the bobbin 23 for which the amount of remaining yarn is determined to be minimal from the winding information (remaining yarn information) of the RF tag 60 is removed by a residual yarn processing device (not shown).
- a remaining yarn amount detection device may be further provided, and the remaining yarn amount detection device may be configured to measure the remaining yarn amount.
- the RF reader 5 reads the bobbin information and the winding information from the RF tag 60 of the tray 50.
- the unit control unit 10 determines whether or not the bobbin is an interrupted bobbin from these pieces of information.
- the RF reader 5 performs unit control on the remaining yarn information, winding speed information, tension information, and yarn defect information read from the RF tag 60.
- the unit control part 10 reflects the received winding information in control of each part.
- the target winding speed is set based on the winding speed information stored in the RF tag 60, and the driving means of the winding drum 24 is controlled so that the steady speed becomes the winding speed. is there.
- the tension applied to the yarn to be unwound from the bobbin 23 is controlled to be the same as that before the winding operation is interrupted based on the tension information.
- the winding unit 31 is the same as the winding unit 31 that was initially performing the winding operation. It is not always transported. On the other hand, it is preferable that the yarn of the bobbin 23 spun by the same spinning unit 32 is unwound under the same conditions from the viewpoint of making the quality constant.
- the winding conditions stored in the RF tag 60 of the tray 50 carrying the bobbin 23 can be read to reproduce the winding conditions. Therefore, even if the interrupted bobbin is transported to a winding unit 31 different from the winding unit 31 that originally performed the winding operation, the winding from the RF tag 60 is not required to exchange information between the unit control units 10. Information can be acquired.
- the spinning unit 32 for example, when the apron belt 105 is damaged or worn, a thickness unevenness may occur in the yarn produced by the spinning unit 32. Further, when the traveler 114 is worn, the amount of yarn fluff tends to increase. In the following description, considering that a yarn having uneven thickness or a yarn having a large amount of fluff is a defective yarn having a low commercial value, the bobbin 23 around which such a defective yarn is wound is referred to as a “defective bobbin”. Sometimes called. In order to prevent the defective yarn from being mixed into the package 30, it is desirable that the winding unit 31 can automatically detect and eliminate the defective bobbin.
- the thickness and fluff of the yarn unwound from the bobbin 23 are detected by the clearer 15.
- the bobbin currently being wound in the winding unit 31 is It is determined that the bobbin is defective.
- the winding unit 31 discharges the defective bobbin to the empty bobbin conveyance path 96 as it is (without remaining yarn) without further unwinding the yarn, and the bobbin supply path 95 The unwinding of the yarn from another bobbin 23 stocked in the head is started. Thereby, it is possible to prevent the yarn having uneven thickness and the yarn having a large amount of fluff from being mixed into the package 30.
- an empty bobbin determination device By the way, if the defective bobbin sent out from the winding unit 31 to the empty bobbin conveyance path 96 is introduced into the return bobbin conveyance path 93 (because yarn remains in the defective bobbin), an empty bobbin determination device. In step 8, it is determined that the bobbin is not empty, and is supplied again to the winder 3 via the brewing device 7. Therefore, when the defective bobbin has been transported through the empty bobbin transport path 96, the automatic bobbin supply device 6 retracts the defective bobbin to the defective bobbin standby path 98 without introducing it into the return bobbin transport path 93. It is configured.
- the machine base control device 11 stores information indicating that the bobbin 23 is a defective bobbin in the RF tag 60. Further, as described above, when winding the thread of the bobbin 23 by the winding unit 31, the stored contents of the RF tag 60 of the tray 50 on which the bobbin 23 is mounted are read to detect information indicating a defective bobbin. Then, the bobbin 23 is discharged from the winding position to the empty bobbin conveyance path 96. Whether the bobbin is defective or not can also be determined from the yarn defect information. For example, a bobbin in which a predetermined or more yarn defect has been detected during the winding operation can be determined as a defective bobbin.
- the defective bobbin standby path 98 is branched from the empty bobbin transport path 96 at a position upstream from the junction of the empty bobbin transport path 96 and the return bobbin transport path 93. It has been.
- a path switching mechanism (path switching device) 43 is provided at this branching section, and the path switching mechanism 43 can switch the transport path of the bobbin 23 that is transported along the empty bobbin transport path 96.
- an RF reader (second data reading unit) 9 is disposed on the empty bobbin conveyance path 96 and upstream of the branch portion between the empty bobbin conveyance path 96 and the defective bobbin standby path 98.
- the RF reader 9 reads the stored contents of the RF tag 60 provided in the tray 50 conveyed along the empty bobbin conveyance path 96 and transmits the information to the path switching mechanism 43.
- the path switching mechanism 43 determines from the contents stored in the RF tag 60 whether or not the bobbin 23 transported through the empty bobbin transport path 96 is a defective bobbin.
- the bobbin 23 conveyed through the empty bobbin conveyance path 96 is a defective bobbin. Based on this determination result, the bobbin 23 is sent to the defective bobbin standby path 98 side. If it is determined that the bobbin is not defective, the bobbin 23 is transported through the empty bobbin transport path 96 as it is.
- the defective bobbin standby path 98 has a certain length, and the downstream end of the defective bobbin standby path 98 is dead end. As a result, a plurality of trays 50 on which defective bobbins are placed can be waited on the defective bobbin standby path 98.
- the operator removes the defective bobbin from each tray 50 and replaces it with an empty bobbin. Then, when the operator performs an appropriate operation, the defective bobbin standby path 98 is driven in reverse. As a result, the tray 50 stored in the defective bobbin standby path 98 is introduced into the replaced bobbin return path 99 with the replaced empty bobbin mounted thereon.
- the replaced bobbin return path 99 branches off from a defective bobbin standby path 98 and is connected to an empty bobbin return path 97 as shown in FIG. Then, the tray 50 with the empty bobbin replaced from the defective bobbin is introduced into the empty bobbin return path 97 via the replaced bobbin return path 99 and returned to the spinning machine 2.
- the winder 3 of the present embodiment can distinguish whether the bobbin 23 being transported is an empty bobbin, an actual bobbin, or a defective bobbin based on the stored contents of the RF tag 60. It has become. As a result, even if the bobbin automatic supply device 6 and the winder 3 are mixed with empty bobbins, real bobbins, and defective bobbins, the bobbins are appropriately distributed without stopping the transport of the tray 50, and the spinning machine 2 The bobbin 23 can be appropriately exchanged between the winder 3 and the winder 3.
- the winder 3 of the present embodiment is configured as follows. That is, the winder 3 includes a plurality of winding units 31 and is connected to the bobbin automatic supply device 6.
- the winding unit 31 unwinds the yarn wound around the bobbin 23 to form the package 30.
- the bobbin automatic supply device 6 conveys the tray 50 on which the bobbin 23 around which the yarn is wound is set.
- the tray 50 has an RF tag 60 capable of recording information.
- the winding unit 31 includes the RF reader 5 and the unit controller 10.
- the RF reader 5 reads information on the RF tag 60 of the tray 50 on which the bobbin 23 on which the winding operation is performed is set.
- the unit control unit 10 When the winding operation is interrupted in the middle, the unit control unit 10 records the winding information indicating the winding condition and the winding status when the winding operation is interrupted, and uses the bobbin 23 in which the winding operation is interrupted. When the winding operation is performed again, the winding unit 31 to which the bobbin is conveyed is controlled based on the winding information of the bobbin 23.
- the bobbin 23 before the interruption is based on the winding information.
- the winding condition is reproduced, and the yarn can be pulled out from the bobbin 23 under substantially the same conditions. Therefore, the yarn wound around the same bobbin 23 is wound under the same winding condition, and the yarn quality can be stabilized.
- the winding information includes the remaining yarn length information remaining on the bobbin 23.
- the winding unit 31 provided in the winder 3 of the present embodiment includes a tension applying device 13 that can apply tension to the yarn wound around the package 30.
- the winding information includes tension information of the tension applying device 13.
- the tension of the yarn pulled out from the bobbin 23 is started after the unwinding operation of the bobbin 23 is completed. It can be kept within a certain range.
- the winding unit provided in the winder 3 of the present embodiment includes a clearer 15 that detects a yarn defect.
- the winding information includes yarn defect information related to defect detection by the clearer 15.
- the yarn defect information of the present embodiment also includes cut data such as yarn cutting (information indicating the number of times the yarn defect has been detected by the clearer 15 and cut).
- the bobbin automatic supply device 6 connected to the winder 3 of the present embodiment includes a plurality of paths (tray transport path 90), an RF reader 9, and a path switching mechanism 43.
- the RF reader 9 is for reading information recorded on the RF tag 60 of the tray 50.
- the path switching mechanism 43 switches the path based on the information read by the RF reader 9.
- the conveyance destination of the bobbin 23 can be determined based on the winding information recorded on the RF tag 60, the conveyance efficiency of the bobbin 23 can be effectively improved.
- the winding unit included in the winder 3 of the present embodiment includes a winding unit RF writer 40 for recording winding information on the RF tag 60 of the tray 50.
- the winding information is written in the RF tag 60.
- the management system of the present embodiment when the winding operation is performed again using the bobbin 23 in which the winding operation is interrupted, the bobbin 23 is transported based on the winding information recorded in the RF tag 60.
- the winding unit 31 is controlled.
- the winding information of the RF tag 60 of the tray 50 can be acquired and reflected in the winding work. Therefore, the process for reproducing the winding work before the interruption can be completed on the winding unit 31 side, and a simple process is realized.
- FIG. 6 is a schematic front view and block diagram of a fine spinning winder 1 according to a modification.
- the modification described below is the same as the above embodiment except that the machine control device 11 manages winding information for each bobbin 23 and the winding unit RF writer 40 is omitted. Therefore, the description is omitted.
- the machine control device 11 provided in the modified winder 203 has a storage unit (not shown), and includes bobbin information for specifying the bobbin and winding information of the bobbin 23 corresponding to the bobbin information. It is comprised so that it can associate and memorize
- the machine base control device 11 is configured to store information indicating that the defective bobbin is detected in the winding unit 31.
- information recorded on the RF tag 60 of the tray 50 on which the bobbin 23 is mounted (information for identifying the bobbin 23). Is read by the RF reader 5, and the information is input to the machine control device 11.
- the machine base control device 11 informs that fact and the bobbin of the bobbin 23 (the defective bobbin) currently wound in the winding unit 31. Information is stored in association with each other. Therefore, information indicating which bobbin 23 is a defective bobbin is stored in the machine control device 11.
- the machine base control device 11 compares the information sent from the RF reader 9 with the information stored by itself (information about which bobbin 23 is a defective bobbin), thereby determining the position of the RF reader 9. It is configured to determine whether or not the bobbin 23 on which the tray 50 that has passed is loaded is a defective bobbin. Then, the path switching mechanism 43 sends out the bobbin 23 determined by the machine control device 11 to be a defective bobbin to the defective bobbin standby path 98 side, and the bobbin 23 determined by the machine control device 11 is not a defective bobbin as it is.
- the empty bobbin conveyance path 96 is conveyed.
- the subsequent defective bobbin conveyance path is the same as that in the above-described embodiment, and a description thereof will be omitted.
- the machine control device 11 provided in the modified winder 203 includes a storage unit capable of storing the winding information for each bobbin 23.
- Bobbin information (weight number and doffing information) for distinguishing from other trays 50 is recorded on the RF tag 60 of the tray 50.
- the management system specifies the bobbin 23 based on the identification information recorded in the RF tag 60 when the winding operation is performed again using the bobbin 23 that has been interrupted in the middle. Based on the winding information of the bobbin 23, the winding unit 31 to which the bobbin 23 is conveyed is controlled.
- the winding information of the bobbin 23 can be centrally managed on the machine base control device 11 side, the storage capacity of the RF tag 60 of the tray 50 can be reduced. Moreover, since it is not necessary to provide the means for memorize
- the spindle number and the doffing information are stored in the RF tag 60 and the spinning unit is specified.
- this configuration can be appropriately changed according to circumstances. For example, a unique identification number can be assigned to the tray 50, and the bobbin 23 can be specified based on the identification number.
- the bobbin automatic supply device 6 may be provided with notification means such as a warning light or a buzzer, and when the bobbin automatic supply device 6 determines that the bobbin cannot be delivered, the notification means is operated to notify the operator.
- notification means such as a warning light or a buzzer
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Textile Engineering (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
Abstract
Description
2 精紡機
3 ワインダ(自動ワインダ)
4 RFライタ
5 RFリーダ(データ読取部)
6 ボビン自動供給装置(ボビン搬送機構)
9 RFリーダ(第2データ読取部)
11 機台制御装置
15 クリアラ(糸欠陥検出部)
16 ディスプレイ(報知手段)
23 ボビン
31 巻取ユニット
32 精紡ユニット
40 巻取ユニット用RFライタ(データ書込部)
43 経路切替機構(経路切替装置)
50 トレー(搬送体)
60 RFタグ(データ記録部)
Claims (8)
- 自動ワインダの管理システムにおいて、
前記自動ワインダは、ボビンに巻き付けられた糸を解舒してパッケージを形成する複数の巻取ユニットを備え、
前記自動ワインダは、ボビンがセットされた搬送体を搬送するボビン搬送機構に接続されており、
前記搬送体は、情報を記録可能なデータ記録部を有し、
前記巻取ユニットは、
巻取作業が行われる前記ボビンの前記データ記録部の情報を読み取るためのデータ読取部と、
前記巻取作業を途中で中断した場合に、中断したときの巻取条件及び巻取状況を示す巻取情報を記録し、かつ前記巻取作業が途中で中断した前記ボビンを用いて巻取作業を再び行うときに、当該ボビンの巻取情報に基づいて、前記ボビンが搬送された巻取ユニットを制御するユニット制御部と、
を備えることを特徴とする自動ワインダの管理システム。 - 請求項1に記載の自動ワインダの管理システムであって、
前記巻取情報は、前記ボビンに残っている残糸長さ情報を含むことを特徴とする自動ワインダの管理システム。 - 請求項1又は2に記載の自動ワインダの管理システムであって、
前記巻取ユニットは、パッケージに巻き取る糸にテンションを付与することができるテンション付与手段を有し、
前記巻取情報は、前記テンション付与手段の制御情報を含むことを特徴とする自動ワインダの管理システム。 - 請求項1又は2に記載の自動ワインダの管理システムであって、
前記巻取ユニットは、糸の欠陥を検出する糸欠陥検出部を有し、
前記巻取情報は、前記糸欠陥検出部による欠陥検出に関する検出情報を含むことを特徴とする自動ワインダの管理システム。 - 請求項1又は2に記載の自動ワインダの管理システムであって、
前記ボビン搬送機構は、
複数の経路と、
前記搬送体が有する前記データ記録部に記録されている情報を読み取るための第2データ読取部と、
前記第2データ読取部が読み込んだ情報に基づいて経路を切り替える経路切替装置と、
を備えることを特徴とする自動ワインダの管理システム。 - 請求項1又は2に記載の自動ワインダの管理システムであって、
前記巻取ユニットは、前記巻取情報を前記搬送体の前記データ記録部に記録するためのデータ書込部を有し、
前記巻取作業が中断した場合には、前記巻取情報を前記データ記録部に書き込み、
前記巻取作業を途中で中断した前記ボビンを用いて巻取作業を再び行うときは、前記データ記録部に記録されている前記巻取情報に基づいて、前記ボビンが搬送された巻取ユニットを制御することを特徴とする自動ワインダの管理システム。 - 請求項1又は2に記載の自動ワインダの管理システムであって、
前記巻取情報をボビンごとに記憶可能な記憶部を備え、
前記搬送体が有するデータ記録部には、他の搬送体と区別するための識別情報が記録されており、
前記巻取作業を途中で中断した前記ボビンを用いて巻取作業を再び行うときは、前記データ記録部に記録されている識別情報に基づいて前記ボビンを特定し、
前記ボビンの前記巻取情報に基づいて、前記ボビンが搬送された巻取ユニットを制御することを特徴とする自動ワインダの管理システム。 - 請求項1又は2に記載の管理システムが適用されることを特徴とする自動ワインダ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201080032271.5A CN102471008B (zh) | 2009-07-17 | 2010-06-30 | 自动络纱机的管理系统及自动络纱机 |
| EP10799577.1A EP2455318B1 (en) | 2009-07-17 | 2010-06-30 | Automatic winder with a management system |
| IN1427DEN2012 IN2012DN01427A (ja) | 2009-07-17 | 2012-02-15 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-169564 | 2009-07-17 | ||
| JP2009169564A JP2011020838A (ja) | 2009-07-17 | 2009-07-17 | 自動ワインダの繊維機械管理システム及び自動ワインダ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011007513A1 true WO2011007513A1 (ja) | 2011-01-20 |
Family
ID=43449125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/004319 WO2011007513A1 (ja) | 2009-07-17 | 2010-06-30 | 自動ワインダの管理システム及び自動ワインダ |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2455318B1 (ja) |
| JP (1) | JP2011020838A (ja) |
| CN (1) | CN102471008B (ja) |
| IN (1) | IN2012DN01427A (ja) |
| WO (1) | WO2011007513A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103449258A (zh) * | 2012-06-04 | 2013-12-18 | 村田机械株式会社 | 纱线卷取装置 |
| WO2016194496A1 (ja) * | 2015-06-05 | 2016-12-08 | 村田機械株式会社 | 糸巻取システム、精紡機、自動ワインダ、及び糸巻取方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH709693A1 (de) * | 2014-05-26 | 2015-11-30 | Rieter Ag Maschf | Verfahren zum Betreiben einer Textilmaschine sowie Textilmaschine zur Herstellung von Vorgarn. |
| CN104049615A (zh) * | 2014-06-25 | 2014-09-17 | 湛江中湛纺织有限公司 | 一种纺织生产自动化管理系统及其管理方法 |
| JP2017001782A (ja) * | 2015-06-05 | 2017-01-05 | 村田機械株式会社 | 糸巻取システム、自動ワインダ、精紡機及び糸巻取方法 |
| JP2017001781A (ja) * | 2015-06-05 | 2017-01-05 | 村田機械株式会社 | 糸巻取システム、自動ワインダ、精紡機及び糸巻取方法 |
| DE102016115249A1 (de) * | 2016-08-17 | 2018-02-22 | Saurer Germany Gmbh & Co. Kg | Verfahren zum Betreiben eines Verbundsystems aus mindestens einer Ringspinnmaschine und mindestens einer Spulmaschine und Spulmaschine für ein Verbundsystem |
| JP2018111553A (ja) * | 2017-01-10 | 2018-07-19 | 村田機械株式会社 | 糸情報取得装置、糸巻取機及び繊維機械システム |
| WO2019123355A1 (en) * | 2017-12-22 | 2019-06-27 | Bse Di Biancardi Guglielmo & C. S.A.S. | Management of spools of threads in textile machines |
| JP2019119539A (ja) * | 2017-12-28 | 2019-07-22 | 村田機械株式会社 | 糸巻取機及びボビン供給方法 |
| CN108483130B (zh) * | 2018-02-12 | 2020-12-25 | 铜陵松宝智能装备股份有限公司 | 一种自动络纱输送带、输送设备及输送方法 |
| DE102018113886A1 (de) * | 2018-06-11 | 2019-12-12 | Saurer Spinning Solutions Gmbh & Co. Kg | Verfahren bzw. Vorrichtung zur Beeinflussung des Bewicklungszustandes von Ringspinnkopsen |
| JP2020143397A (ja) * | 2019-03-06 | 2020-09-10 | 村田機械株式会社 | 屑糸発生量出力装置及び繊維機械 |
| IT201900004575A1 (it) * | 2019-03-27 | 2020-09-27 | Savio Macch Tessili Spa | Tubetto per la tracciatura di una rocca, apparato di roccatura con dispositivo di tracciatura di una rocca e relativo metodo di roccatura |
| JP2021191704A (ja) * | 2020-06-05 | 2021-12-16 | 村田機械株式会社 | 糸巻取機及び紡績システム |
| CN113148768B (zh) * | 2021-02-08 | 2022-09-27 | 青岛宏大纺织机械有限责任公司 | 一种多联型细络联的托盘输送装置及输送方法 |
| CN115465729A (zh) * | 2021-06-11 | 2022-12-13 | 卓郎(江苏)纺织机械有限公司 | 单道落纱设备、单道落纱的控制方法和控制装置 |
| JP2023138043A (ja) * | 2022-03-18 | 2023-09-29 | Tmtマシナリー株式会社 | 糸加工設備 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6241329A (ja) | 1985-08-19 | 1987-02-23 | Murata Mach Ltd | 精紡機の管理方法 |
| JPH04341465A (ja) * | 1991-05-17 | 1992-11-27 | Murata Mach Ltd | 不整管糸巻取ワインダ |
| JPH08175763A (ja) * | 1994-12-26 | 1996-07-09 | Murata Mach Ltd | ワインダの口出しシステム及び口出し装置 |
| JP2003176081A (ja) | 1992-03-21 | 2003-06-24 | W Schlafhorst Ag & Co | キャディのための閉じた搬送系を有するワインダ |
| JP2007210776A (ja) * | 2006-02-13 | 2007-08-23 | Murata Mach Ltd | 糸巻取方法及び糸巻取装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0676177B2 (ja) * | 1989-07-26 | 1994-09-28 | 村田機械株式会社 | トレイ搬送システム |
| US5269478A (en) * | 1991-05-23 | 1993-12-14 | Murata Kikai Kabushiki Kaisha | Bobbin trace system |
| IT1283270B1 (it) * | 1996-03-18 | 1998-04-16 | Savio Macchine Tessili Spa | Procedimento e dispositivo di roccatura contemporanea di una pluralita di partite di filato |
| DE19913736A1 (de) * | 1999-03-26 | 2000-09-28 | Schlafhorst & Co W | Verfahren zum Verarbeiten von Spinnspulen in einem Spulautomaten |
| JP3951941B2 (ja) * | 2003-03-17 | 2007-08-01 | 村田機械株式会社 | 自動ワインダ |
| DE102007057921A1 (de) * | 2007-12-01 | 2009-06-04 | Oerlikon Textile Gmbh & Co. Kg | Verfahren und Vorrichtung zum automatisierten Identifizieren von Spulenhülsen |
-
2009
- 2009-07-17 JP JP2009169564A patent/JP2011020838A/ja active Pending
-
2010
- 2010-06-30 EP EP10799577.1A patent/EP2455318B1/en active Active
- 2010-06-30 WO PCT/JP2010/004319 patent/WO2011007513A1/ja active Application Filing
- 2010-06-30 CN CN201080032271.5A patent/CN102471008B/zh active Active
-
2012
- 2012-02-15 IN IN1427DEN2012 patent/IN2012DN01427A/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6241329A (ja) | 1985-08-19 | 1987-02-23 | Murata Mach Ltd | 精紡機の管理方法 |
| JPH04341465A (ja) * | 1991-05-17 | 1992-11-27 | Murata Mach Ltd | 不整管糸巻取ワインダ |
| JP2003176081A (ja) | 1992-03-21 | 2003-06-24 | W Schlafhorst Ag & Co | キャディのための閉じた搬送系を有するワインダ |
| JPH08175763A (ja) * | 1994-12-26 | 1996-07-09 | Murata Mach Ltd | ワインダの口出しシステム及び口出し装置 |
| JP2007210776A (ja) * | 2006-02-13 | 2007-08-23 | Murata Mach Ltd | 糸巻取方法及び糸巻取装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2455318A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103449258A (zh) * | 2012-06-04 | 2013-12-18 | 村田机械株式会社 | 纱线卷取装置 |
| CN103449258B (zh) * | 2012-06-04 | 2019-06-18 | 村田机械株式会社 | 纱线卷取装置 |
| WO2016194496A1 (ja) * | 2015-06-05 | 2016-12-08 | 村田機械株式会社 | 糸巻取システム、精紡機、自動ワインダ、及び糸巻取方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| IN2012DN01427A (ja) | 2015-06-05 |
| EP2455318B1 (en) | 2016-12-21 |
| JP2011020838A (ja) | 2011-02-03 |
| EP2455318A1 (en) | 2012-05-23 |
| EP2455318A4 (en) | 2013-10-02 |
| CN102471008A (zh) | 2012-05-23 |
| CN102471008B (zh) | 2013-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011007513A1 (ja) | 自動ワインダの管理システム及び自動ワインダ | |
| WO2011007512A1 (ja) | 精紡ワインダの管理システム及び精紡ワインダ | |
| CN106494937B (zh) | 纱线卷绕装置、自动络纱机、纤维机械系统及喂纱纱管异常检测方法 | |
| EP3626660B1 (en) | Spinning system and winding prevention method | |
| CN107539838B (zh) | 监视环锭纺纱机的纺纱工位正确运行的方法 | |
| EP2700602B1 (en) | Yarn winding device, automatic winder, and textile machine | |
| JPS61178375A (ja) | 精紡機の管理システム | |
| JP2011020836A (ja) | 繊維機械管理システム及び精紡ワインダ | |
| JP7346200B2 (ja) | 巻取りパッケージを製造する繊維機械の作業ユニットにおいて糸ループを検出する方法及び装置 | |
| CN111039075B (zh) | 筒管处理装置、纱线卷绕设备及筒管处理方法 | |
| JP2016084222A (ja) | 搬送トレイ | |
| JP2016194187A (ja) | 少なくとも1つのリング精紡機と少なくとも1つの巻取り機とから成る複合システムを運転する方法並びに複合システム | |
| US20020023982A1 (en) | Method of operating a textile machine for producing cheeses | |
| EP3919426B1 (en) | Yarn winding machine and spinning system | |
| JP4192420B2 (ja) | 精紡ボビン管理装置 | |
| JP2021001040A (ja) | 糸巻取システム | |
| JP2019043721A (ja) | ボビン供給装置及び自動ワインダシステム | |
| JP2022084558A (ja) | 紡績コップを準備する方法および準備装置 | |
| JP3055472B2 (ja) | パッケージ検査システム | |
| JPH05179520A (ja) | 合糸自動ワインダ | |
| JPH1017209A (ja) | 自動ワインダ | |
| JPH05319697A (ja) | スチームセッタと自動ワインダの連結システム | |
| JPH06239531A (ja) | 自動ワインダ | |
| JPH01246426A (ja) | 精紡機管理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080032271.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10799577 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1427/DELNP/2012 Country of ref document: IN |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010799577 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010799577 Country of ref document: EP |