EP2455318A1 - Management system for automatic winder and automatic winder - Google Patents
Management system for automatic winder and automatic winder Download PDFInfo
- Publication number
- EP2455318A1 EP2455318A1 EP10799577A EP10799577A EP2455318A1 EP 2455318 A1 EP2455318 A1 EP 2455318A1 EP 10799577 A EP10799577 A EP 10799577A EP 10799577 A EP10799577 A EP 10799577A EP 2455318 A1 EP2455318 A1 EP 2455318A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bobbin
- rewinding
- information
- yarn
- management system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007547 defect Effects 0.000 claims description 35
- 238000001514 detection method Methods 0.000 claims description 17
- 230000007723 transport mechanism Effects 0.000 claims description 10
- 230000032258 transport Effects 0.000 description 98
- 238000009987 spinning Methods 0.000 description 69
- 230000002950 deficient Effects 0.000 description 62
- 101100079986 Caenorhabditis elegans nrfl-1 gene Proteins 0.000 description 54
- 230000007246 mechanism Effects 0.000 description 17
- 238000000034 method Methods 0.000 description 15
- 238000011144 upstream manufacturing Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 12
- 230000004048 modification Effects 0.000 description 7
- 238000012986 modification Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000007378 ring spinning Methods 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 210000001520 comb Anatomy 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/06—Supplying cores, receptacles, or packages to, or transporting from, winding or depositing stations
- B65H67/063—Marking or identifying devices for packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a management system applied to an automatic winder.
- an automatic winder including a plurality of rewinding units for unwinding spun yarns from bobbins to form packages having a predetermined length
- a configuration is conventionally known in which the bobbin wound with the yarn is placed on a tray and automatically transported to a rewinding position in each rewinding unit.
- a textile machine management system for managing bobbin information is sometimes applied, to improve efficiency in transporting the bobbin.
- recording means for recording information is attached to the tray, and the information recorded on the recording means can be accessed through appropriate means.
- An automatic winder (fine spinning winder) using such an automatic winder management system is disclosed in, for example, Patent Documents 1 and 2.
- the rewinding unit is configured such that if yarn breakage or the like occurs, ends of yarns are pieced to each other by a yarn piecing device and then rewinding is restarted.
- the rewinding unit discharges the bobbin for which catching of the yarn end has been failed to a transport path located at the outside of the automatic winder, and receives supply of a new bobbin, to restart the rewinding.
- a bobbin transport mechanism configured to transport the tray in such a manner that the end of the yarn of the bobbin can be processed so that it can be caught by the rewinding unit and then the bobbin can be returned to the automatic winder again.
- package rewinding conditions such as a speed of drawing the yarn from the bobbin and a tension applied to the yarn are kept as constant as possible from a start to an end of a bobbin unwinding operation.
- package rewinding conditions bobbin unwinding conditions
- a speed of drawing the yarn from the bobbin and a tension applied to the yarn are kept as constant as possible from a start to an end of a bobbin unwinding operation.
- the present invention is made in view of the circumstances described above, and an object of the present invention is to provide a management system for an automatic winder, which can reconstruct rewinding conditions that were applied before a rewinding operation has been interrupted, even in a case where a bobbin on which the rewinding operation has been interrupted is transported to another rewinding unit.
- a management system for an automatic winder including a plurality of rewinding units and connected to a bobbin transport mechanism
- the rewinding units unwind yarns from bobbins, to form packages.
- the bobbin transport mechanism transports a transporter on which the bobbin wound with the yarn is set.
- the transporter includes a data recording section configured to record information.
- the rewinding unit includes a data reading part and a unit control section. The data reading part reads the information from the data recording section corresponding to the bobbin on which a rewinding operation is performed.
- the unit control section In a case where the rewinding operation is interrupted halfway, the unit control section records rewinding information indicating a rewinding condition and a rewinding status obtained at a time when the interruption occurs.
- the unit control section controls any one of the plurality of rewinding units having the bobbin transported thereto based on the rewinding information of said bobbin.
- the rewinding condition applied prior to the interruption is reconstructed based on the rewinding information, and the yarn can be drawn from the bobbin substantially under the same condition. Therefore, the yarn wound on the same bobbin is rewound under the same rewinding condition, which can stabilize the yarn quality.
- the rewinding information contains remaining yarn length information concerning a yarn remaining on the bobbin.
- the management system for the automatic winder is configured as follows. That is, the rewinding unit includes tension applying means configured to apply a tension to a yarn that is rewound into the package.
- the rewinding information contains control information of the tension applying means.
- the tension of the yarn drawn out from the bobbin can be kept substantially within a certain range from a start to an end of the unwinding operation on this bobbin.
- the management system for the automatic winder is configured as follows. That is, the rewinding unit includes a yarn defect detection part for detecting a yarn defect.
- the rewinding information contains detection information concerning a detection of the defect by the yarn defect detection part.
- a status of the yarn wound on the bobbin can be recognized. Therefore, the process by the rewinding unit and the transport by the bobbin transport mechanism can be performed in accordance with the status of the yarn.
- the management system for the automatic winder is configured as follows. That is, the bobbin transport mechanism includes a plurality of paths, a second data reading part, and a path switching device.
- the second data reading part is for reading the information recorded on the data recording section of the transporter.
- the path switching device switches a path based on the information read by the second data reading part.
- a destination of transport of the bobbin can be determined based on the rewinding information recorded on the data recording section, and therefore efficiency in transporting the bobbin can be effectively improved.
- the management system is configured as follows. That is, the rewinding unit includes a data writing part for recording the rewinding information into the data recording section of the transporter. In a case where the rewinding operation is interrupted, the rewinding information is written into the data recording section. When performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, any one of the plurality of rewinding units having the bobbin transported thereto is controlled based on the rewinding information recorded on the data recording section.
- the rewinding information can be obtained and reflected to the rewinding operation merely by reading the rewinding information from the data recording section of the transporter.
- the process for reconstructing the rewinding operation that was applied prior to the interruption can be concluded at the rewinding unit side, which can achieve a simple process.
- the management system for the automatic winder is configured as follows. That is, the automatic winder includes a storage section configured to store the rewinding information with respect to each bobbin.
- the data recording section of the transporter records thereon identification information for distinguishing this transporter from other transporters.
- the management system identifies the bobbin based on the identification information recorded on the data recording section. Then, the management system controls any one of the plurality of rewinding units having the bobbin transported thereto based on the rewinding information of the bobbin.
- the rewinding information of the bobbin can be collectively managed by the controller side, and therefore a storage capacity of the data recording section of the transporter can be reduced. Moreover, from the viewpoint of the rewinding unit side, it is not necessary to provide any special means for storing data. Therefore, a simple configuration for reflecting the rewinding information to the rewinding operation can be achieved.
- an automatic winder to which the management system is applied is provided.
- FIG. 1 is a schematic plan view showing a fine spinning winder 1 including a winder 3 according to one embodiment of the present invention, as seen from the top side thereof.
- FIG. 2 contains a schematic front elevational view and a block diagram showing the fine spinning winder 1.
- the fine spinning winder 1 has a tray transport path 90 for transporting a tray (transporter) 50 on which a bobbin 23 is set.
- a spinning frame 2, a winder 3, and an automatic bobbin feed system (bobbin transport mechanism) 6 are arranged in the tray transport path 90.
- the tray transport path 90 connects the spinning frame 2 and the winder 3 to each other, and is configured as a loop, so that the bobbin 23 (tray 50) circulates through the tray transport path 90.
- FIG. 1 shows only one bobbin 23 and one tray 50, actually a plurality of trays 50 are transported along the tray transport path 90.
- an upstream side and a downstream side with respect to a direction of transport of the tray 50 may be simply referred to as “upstream side” and “downstream side”, respectively.
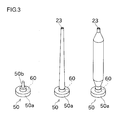
- FIG. 3 is a perspective view showing external appearances of the tray 50 and the bobbin 23 used in the fine spinning winder 1 of this embodiment.
- the tray 50 includes a base portion 50a having a substantially circular disc shape, and a bobbin insertion portion 50b having a rod-like shape and protruding from the base portion 50a in a vertical direction.
- the tray 50 moves along the tray transport path 90 while a side of the tray 50 at which the insertion portion 50b protrudes faces upward.
- the bobbin 23 is shaped into a long and thin cylinder, and allows the insertion portion 50b to be inserted therein. Thereby, the bobbin 23 is set on the tray 50 with a longitudinal direction of the bobbin 23 extending in the vertical direction, and can be transported along the tray transport path 90.
- a bobbin (bobbin shown in the right part of FIG. 3 ) on which a yarn is wound will be sometimes referred to as "actual bobbin”.
- a bobbin in a state where no yarn is wound thereon (in a state shown in the middle part of FIG. 3 ) will be sometimes referred to as "empty bobbin” or "bobbin that is empty” for the purpose of especially emphasizing such a state.
- a management system (textile machine management system) which manages information of the bobbin 23 set on the tray 50 by using a technique of RFID (Radio Frequency IDentification: individual identification based on a radio wave). More specifically, in each tray 50, an RF tag (data recording section) 60 in which appropriate information can be written is arranged within the base portion 50a. By writing information concerning the bobbin 23 into the RF tag 60 (of each tray 50), a status of the bobbin 23 is managed.
- RFID Radio Frequency IDentification: individual identification based on a radio wave
- the tray transport path 90 includes an actual bobbin introduction path 91, an actual bobbin transport path 92, a returned bobbin transport path 93, a bobbin waiting loop 94, a bobbin supply path 95, an empty bobbin transport path 96, an empty bobbin return path 97, a defective bobbin waiting path 98, and a replaced bobbin return path 99.
- the actual bobbin introduction path 91 connects the spinning frame 2 and the automatic bobbin feed system 6 to each other, and transports the tray 50 having the bobbin 23 placed thereon from the spinning frame 2 to the automatic bobbin feed system 6.
- the spinning frame 2 will be described.
- the spinning frame 2 includes a large number of fine spinning units 32 arranged in parallel with one another, and a controller 19 configured to collectively control the large number of fine spinning units 32.
- the spinning frame 2 also includes a doffing device (not shown) for doffing the bobbin 23 (actual bobbin) on which the yarn has been wound by the fine spinning unit 32.
- the fine spinning unit 32 of this embodiment is for spinning a sliver or a rove having been generated in a prior step by imparting twist thereto.
- the spinning frame 2 is configured as a ring spinning frame
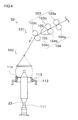
- the fine spinning unit 32 is configured as a ring spinning unit including a drafting mechanism 101 and a twist imparting mechanism 102.
- the drafting mechanism 101 has a plurality of drafting rollers, and the drafting rollers include top rollers 103 and bottom rollers 104.
- the top rollers 103 have three drafting rollers, namely, a back roller 103a, a middle roller 103b having an apron belt 105 mounted thereon, and a front roller 103c.
- the bottom rollers 104 have three drafting rollers, namely, a back bottom roller 104a, a middle bottom roller 104b having an apron belt 105 mounted thereon, and a front bottom roller 104c. As shown in FIG.
- the top roller 103 and the bottom roller 104 are arranged so as to be opposed to each other across a path of travel of the sliver or the rove, and are configured to nip the sliver or the rove with predetermined pressure.
- An output shaft of a driving source (not shown) is connected to each of the bottom rollers 104, so that the bottom rollers 104 can be driven at different speeds.
- the twist imparting mechanism 102 includes a spindle shaft 111, a ring rail 112, a ring 113, and a traveler 114.
- the spindle shaft 111 is for rotating the bobbin 23 that is set on the spindle shaft 111.
- the ring rail 112 is connected to a driver (not shown), and movable in the longitudinal direction of the bobbin 23.
- the ring 113 is fixed to the ring rail 112, and has a flange portion for the traveler 114 to be mounted thereon.
- the traveler 114 is supported on the flange portion of the ring 113, and movable in a circumferential direction of the ring 113.
- the yarn (sliver or rove having been drawn) fed from the drafting mechanism 101 is inserted into a gap between the traveler 114 and the ring 113, and an end portion of the yarn is fixed to the empty bobbin 23 by an appropriate method.
- the spindle shaft 111 rotates the bobbin 23, and thereby the yarn being wound on the bobbin 23 drags the traveler 114, so that the traveler 114 moves in the circumferential direction.
- the rotation of the traveler 114 is delayed behind the rotation of the bobbin 23, and twist is imparted to the yarn due to a difference in the number of rotations thus caused.
- the twisted yarn is sequentially wound on the bobbin 23.
- the rotation of the spindle shaft 111 is stopped, to terminate the winding.
- the spinning frame 2 of this embodiment is of so-called simultaneous doffing type.
- a large number of bobbins 23 transported from the automatic bobbin feed system 6 through the empty bobbin return path 97 which will be described later are stocked while being arranged in a line, and when a predetermined timing comes, the large number of bobbins 23 are simultaneously set on the spindle shafts 111 of the fine spinning units 32, and yarns are simultaneously wound thereon.
- the doffing device simultaneously doffs all the bobbins 23 (actual bobbins).
- bobbins 23 that are empty are pulled away from the trays 50 having the empty bobbins 23 placed thereon, which are waiting in appropriate positions. Then, the bobbins 23 (actual bobbins) are inserted into the trays 50. Then, the pulled bobbins 23 that are empty are set on the spindle shafts 111, and the spinning frame 2 winds yarns thereon. The bobbins 23 doffed by the spinning frame 2 and placed on the trays 50 are transported through the actual bobbin introduction path 91, and thereby introduced into the automatic bobbin feed system 6.
- the automatic bobbin feed system 6 receives the trays 50 having the bobbins 23 (actual bobbins) placed thereon from the spinning frame 2, and then writes appropriate information into the RF tags 60 of the trays 50.
- a pick finding device 7 finds pick of the bobbins 23, and then the trays 50 are supplied to the winder 3 side.
- an RF writer 4 is arranged at the downstream side of the spinning frame 2 in the actual bobbin introduction path 91.
- the RF writer 4 writes, for example, information identifying the fine spinning unit 32 that has spun the yarn on the bobbin 23, into the RF tag 60.
- the tray 50 transported in the actual bobbin introduction path 91 passes through a writing position of the RF writer 4, the information identifying the fine spinning unit 32 that has wound the yarn on the bobbin 23 placed on this tray 50 is recorded on the RF tag 60 by the RF writer 4.
- the fine spinning units 32 are arranged side by side in a longitudinal direction of the spinning frame 2.
- the bobbins 23 doffed by the simultaneous doffing are mounted on the trays 50, and then transported in the actual bobbin introduction path 91 in the same order as the order in which the fine spinning units 32 are arranged. Accordingly, by counting the order in which the bobbins 23 are introduced into the actual bobbin introduction path 91, the fine spinning unit 32 that has spun the yarn on the bobbin 23 can be identified. For example, in the first tray 50 that has passed through a reading position of the RF writer 4 after the simultaneous doffing was performed, a station number No.1 of the fine spinning unit 32 arranged most downstream is stored in the RF tag 60.
- the station number No. 2 of the fine spinning unit 32 adjacent upstream to the fine spinning unit 32 having the station number No. 1 is stored in the RF tag 60.
- the station numbers No. 3, No. 4, ... are sequentially stored in the RF tags 60.
- the information (station number) identifying the fine spinning unit 32 that has wound the yarn on the bobbin 23 placed on the tray 50 is stored in the RF tag 60 of this tray 50 passing through the writing position of the RF writer 4.
- the RF writer 4 of this embodiment is configured to write doffing information as well as the station number described above.
- the doffing information means information indicating a timing of performing the doffing, such as time when the simultaneous doffing was performed or how many number of times the doffing was.
- the reason why the doffing information (such as clock time when the doffing was performed) as well as the station number is recorded on the RF tag 60 is as follows. That is, in the automatic bobbin feed system 6 and the winder 3 (the downstream side of the spinning frame 2), there may be the trays 50 in which the same station number is stored in the RF tags 60. For example, this occurs in a case where, before a rewinding operation on the bobbin 23 that has been fed to the winder 3 side in the previous doffing is not completed, the next doffing is performed so that a new group of bobbins 23 are introduced into the automatic bobbin feed system 6.
- the doffing information mentioned above is stored in the RF tag 60
- the doffing information is referred to so that the bobbins 23 having the same station number can be distinctively recognized as different bobbins 23.
- the RF writer 4 of this embodiment can also store, in the RF tag 60, not only the above-described information but also a lot number, a number of the spinning frame 2 (a number given to each spinning frame 2 in a case where a plurality of spinning frames 2 are provided), and the like.
- the information (the station number and the doffing information) identifying the bobbin 23 which is stored in the RF tag 60 may be referred to as bobbin information.
- a downstream end portion of the actual bobbin introduction path 91 is connected to an upstream end portion of the actual bobbin transport path 92.
- the actual bobbin transport path 92 connects the automatic bobbin feed system 6 and the winder 3 to each other.
- the tray 50 in which predetermined information is written in the RF tag 60 thereof by the RF writer 4 is transported to the winder 3 along the actual bobbin transport path 92.
- the automatic bobbin feed system 6 includes the pick finding device 7.
- the pick finding device 7 is arranged on the above-described actual bobbin transport path 92 and at the upstream side of the winder 3.
- the pick finding device 7 finds pick of the bobbin 23 in order to make it easy for the winder 3 to catch the yarn of the bobbin 23.
- a brief description will be given.
- the pick finding device 7 applies a suction flow to the bobbin 23 placed on the tray 50 transported in the actual bobbin transport path 92, and thereby unwinds the yarn from a surface of the bobbin 23. An end of the unwound yarn is inserted into the inside of the bobbin 23 having the cylindrical shape. This makes it easy that the end of the yarn of the bobbin 23 is caught by the winder 3 arranged at the downstream side of the pick finding device 7.
- the pick finding device 7 does not always succeed in the pick-finding, and may sometimes fail.
- the tray 50 having placed thereon the bobbin 23 for which the pick-finding has been failed is sent out to the returned bobbin transport path 93.
- the returned bobbin transport path 93 diverges from the actual bobbin transport path 92 immediately downstream of the pick finding device 7, and is curved in a loop so as to be connected to the upstream end portion of the actual bobbin transport path 92.
- Such a configuration enables the bobbin 23 for which the pick-finding has been failed to be transported along the returned bobbin transport path 93 and thereby returned to the upstream side of the pick finding device 7 again.
- a pick-finding process by the pick finding device 7 is automatically performed again. Therefore, it is not necessary that each time a pick-finding error occurs, an operator deals with it.
- the pick finding device 7 includes a pick-finding-device RF writer 42 and a pick-finding-device RF reader 41.
- the pick-finding-device RF writer 42 is arranged in the actual bobbin transport path 92, and configured to write, into the RF tag 60 of the tray 50, pick-finding information indicating a failure in the pick-finding of the pick finding device 7.
- the pick-finding-device RF reader 41 is arranged at the upstream side of the pick-finding-device RF writer 42 in the actual bobbin transport path 92, and configured to read a storage content of the RF tag 60. Success or failure in the pick-finding is detected by a sensor (not shown) provided in the pick finding device 7.
- the pick-finding-device RF reader 41 obtains the pick-finding information of the passing bobbin 23 from the RF tag 60. After the pick-finding is performed on this bobbin 23, the pick finding device 7 determines success or failure in the pick-finding based on a signal from the sensor.
- the pick-finding information stored in the RF tag 60 contains the number of consecutive failures in pick-finding. Accordingly, each time the pick finding device 7 fails in pick-finding, the number of consecutive failures in pick-finding that is stored in the RF tag 60 is counted up by one, and then stored again. On the other hand, if the pick finding device 7 succeeds in pick-finding, the number of consecutive failures in pick-finding stored in the RF tag 60 is reset to zero.
- the pick-finding-device RF writer 42 writes into the RF tag 60 a content indicating a defective bobbin.
- the tray 50 in which information indicating a defective bobbin is written is not transported to the returned bobbin transport path 93, but sent to the winder 3 side. Even though the bobbin 23 (tray 50) sent to the winder 3 side is set in the rewinding position, the rewinding unit 31 does not perform the rewinding operation thereon, and the bobbin 23 is immediately discharged into the empty bobbin transport path 96.
- the winder 3 includes a plurality of rewinding units 31, and a machine controller 11 serving as a controller.
- an RF reader (data reading part) 5 and a rewinding-unit RF writer (data writing part) 40 are provided for each rewinding unit 31.
- the winder 3 also includes a clearer control box (CCB) 12 to which a clearer (yarn defect detection part) 15 of the rewinding unit 31 which will be described later is connected.
- CCA clearer control box
- a plurality of bobbin supply paths 95 diverging from the actual bobbin transport path 92 are provided in the winder 3.
- the plurality of bobbin supply paths 95 are provided corresponding to the plurality of rewinding units 31 of the winder 3.
- the plurality of bobbin supply paths 95 allow the bobbins 23 transported in the actual bobbin transport path 92 to be distributed to the rewinding units 31.
- Each bobbin supply path 95 has a predetermined length, and is configured such that a plurality of bobbins 23 can be arranged and stocked in the bobbin supply path 95.
- a guide member (not shown) or the like is arranged at an upstream end portion of each bobbin supply path 95, so that the bobbin 23 transported in the actual bobbin transport path 92 can be introduced into the bobbin supply path 95 by the guide member in the course of nature. If there is not a space in the bobbin supply path 95 for introduction of the bobbin 23 (if a maximum number of bobbins 23 are stocked), introduction of the new bobbin 23 into the bobbin supply path 95 is blocked by the bobbins existing in this bobbin supply path 95.
- the bobbin 23 blocked from being introduced into the bobbin supply path 95 is transported to the downstream side in the actual bobbin transport path 92, and introduced into another bobbin supply path 95 having a space. In this manner, the bobbins 23 fed from the spinning frame 2 can be distributed to the rewinding units 31.
- the bobbin 23 is introduced into the bobbin waiting loop 94, and transported in the bobbin waiting loop 94.
- the bobbin waiting loop 94 diverges from a most downstream portion of the actual bobbin transport path 92, and is connected to a portion of the actual bobbin transport path 92 located at the upstream side of a position where the most upstream bobbin supply path 95 is diverged from the actual bobbin transport path 92.
- the bobbin 23 keeps circulating through a loop path made up of the bobbin waiting loop 94 and the actual bobbin transport path 92, until a space that allows a bobbin to be stocked therein is made in any bobbin supply path 95.
- the rewinding unit 31 is for rewinding the yarn from the actual bobbin onto a rewinding bobbin 22 to thereby form a package 30.
- the rewinding unit 31 includes a rewinding drum (traverse drum) 24 for traversing the yarn and for driving the rewinding bobbin 22.
- a tension applying device 13 in a path of travel of the yarn between the rewinding drum 24 and the bobbin 23 set in an appropriate position for an unwinding operation to be performed thereon, a tension applying device 13, a yarn piecing device 14, and a clearer 15 are arranged in the mentioned order from the bobbin 23 side.
- the tension applying device 13 applies a predetermined tension to the traveling yarn.
- a gate type one is adopted in which a movable comb is arranged relative to a fixed comb.
- the movable comb is rotatable by a rotary solenoid such that the combs can be brought into an engaged state or a disengaged state.
- the tension of the yarn to be rewound is made constant by the tension applying device 13, and thereby the quality of the package 30 can be improved.
- the yarn piecing device 14 pieces a lower yarn of the bobbin 23 to an upper yarn of the package 30.
- the yarn piecing device 14 include a mechanical one, and one using a fluid such as a compressed air.
- a lower yarn guide pipe 25 for guiding the lower yarn of the bobbin 23 by sucking and catching the lower yarn and an upper yarn guide pipe 26 for guiding the upper yarn of the package 30 by sucking and catching the upper yarn are provided at the lower and upper sides of the yarn piecing device 14, respectively.
- the clearer 15 is for detecting a defect and the amount of fluff in the yarn by detecting a diameter of the yarn using an appropriate sensor.
- the clearer 15 can also function as a sensor for simply detecting presence or absence of the yarn.
- Cutting means is provided near the clearer 15, so that if the clearer 15 detects a defect in the yarn, the defect can be removed.
- the yarn unwound from the bobbin 23 is rewound on the rewinding bobbin 22 that is arranged at the downstream side of the yarn piecing device 14.
- the rewinding bobbin 22 is driven by rotational driving of the rewinding drum 24 that is opposed to the rewinding bobbin 22.
- a rotation sensor (not shown) is mounted to the rewinding drum 24. Each time the rewinding drum 24 is rotated through a predetermined angle, the rotation sensor outputs a rotation pulse signal to a unit control section 10.
- the rewinding unit 31 of this embodiment measures the number of pulses per a time period, thereby calculating a speed of rotation of the rewinding drum 24.
- the unit control section 10 is provided for each rewinding unit 31.
- the unit control section 10 of each rewinding unit 31 is connected to the machine controller 11, and communicates various information such as rewinding conditions with the machine controller 11.
- the bobbin 23 transported in the bobbin supply path 95 is set in an appropriate position (rewinding position) in the rewinding unit 31, and then the rewinding drum 24 is driven, so that the yarn unwound from the bobbin 23 is rewound on the rewinding bobbin 22, to form the package 30 having a predetermined length.
- An RF reader 5 is arranged in the bobbin supply path 95 so as to read the RF tag 60 of the tray 50 on which the bobbin 23 whose yarn is rewound by the rewinding unit 31 is placed. Information read by the RF reader 5 is transmitted to the unit control section 10.
- the rewinding-unit RF writer 40 is arranged at a portion where the bobbin supply path 95 is connected to the empty bobbin transport path 96 such that the rewinding-unit RF writer 40 can write rewinding information into the RF tag 60 of the tray 50 having the bobbin 23 placed thereon which is sent out from the rewinding unit 31.
- the rewinding-unit RF writer 40 is connected to the unit control section 10, and can write, into the RF tag 60, the rewinding information obtained from the unit control section 10.
- the machine controller 11 includes a display 16 serving as display means, and input keys 17 serving as operation means.
- the display 16 is for displaying a status of each rewinding unit 31.
- the input keys 17 allow the operator to set rewinding conditions and the like.
- the bobbin information (the station number and the doffing information) read by the RF reader is inputted into the machine controller 11. Therefore, which of the fine spinning units 32 has wound the yarn on the bobbin 23 whose yarn is currently rewound by the rewinding unit 31 can be identified.
- the CCB 12 performs a determination process for determining, for example, whether or not a yarn defect is occurring, based on information transmitted from the clearer 15. As shown in FIG. 2 , the CCB 12 has a display 18 serving as display means, so that various information, such as information concerning a yarn defect and information generated based on a yarn defect, can be displayed on the display 18.
- the CCB 12 is electrically connected to the machine controller 11, and communicates various information with the machine controller 11.
- the bobbin supply path 95 is laid under the rewinding unit 31.
- the bobbin 23 supplied to the rewinding unit 31 is transported to the above-mentioned rewinding position by this bobbin supply path 95.
- the bobbin 23 is stopped in the rewinding position, and therefore the transport of the tray 50 by the bobbin supply path 95 is temporarily stopped.
- the bobbin supply path 95 is configured such that a plurality of bobbins 23 can be stocked therein. As shown in FIG. 5 , the stocked bobbins 23 are arranged in a line on the bobbin supply path 95. The most downstream one of the bobbins 23 in the bobbin supply path 95 is an object of yarn rewinding performed by the rewinding unit 31. In FIG. 5 , the position of the rightmost one of the plurality of bobbins is the above-mentioned rewinding position.
- the unwinding of the yarn from the bobbin 23 is performed with the bobbin 23 being placed on the tray 50, as shown in FIG. 5 . If the yarn of the bobbin 23 runs out and the bobbin 23 becomes empty, the bobbin supply path 95 transports the tray 50. Thereby, the bobbin 23 that is empty is fed to the downstream side while being placed on the tray 50, and discharged into the empty bobbin transport path 96 (which will be described later).
- each bobbin 23 stocked in the bobbin supply path 95 is also fed to the downstream side.
- a new bobbin 23 is set in the rewinding position, and the yarn is unwound from the new bobbin 23.
- the rewinding can be restarted.
- a new space allowing the bobbin 23 to be stocked therein is made in the bobbin supply path 95.
- the bobbin supply path 95 is replenished with the bobbin 23 transported in the actual bobbin transport path 92.
- each of the plurality of bobbin supply paths 95 joins the empty bobbin transport path 96.
- the empty bobbin transport path 96 connects the winder 3 and the automatic bobbin feed system 6 to each other.
- the empty bobbin 23 discharged from each rewinding unit 31 is transported through the empty bobbin transport path 96, and thereby returned to the automatic bobbin feed system 6.
- the empty bobbin transport path 96 is connected to a middle of the returned bobbin transport path 93.
- the empty bobbin return path 97 diverges therefrom at a position downstream of a position where the empty bobbin transport path 96 is connected to the returned bobbin transport path 93.
- the empty bobbin returned to the automatic bobbin feed system 6 through the empty bobbin transport path 96 passes through a part of the returned bobbin transport path 93, and then is introduced into the empty bobbin return path 97 by a path switching mechanism (not shown) which will be described later.
- the empty bobbin return path 97 connects the automatic bobbin feed system 6 and the spinning frame 2 to each other.
- the bobbin 23 that is empty is transported in the empty bobbin return path 97, and thereby the bobbin 23 that is empty is returned to the spinning frame 2.
- the bobbin 23 can circulate between the spinning frame 2 and the winder 3.
- bobbins transported in the empty bobbin transport path 96 include not only the empty bobbins, but the actual bobbins and defective bobbins are randomly mixed therein. Therefore, a configuration is required that sorts and appropriately processes the empty bobbin, the actual bobbin, and the defective bobbin that are mixed in transport. In the following, this point will be described in detail.
- the yarn piecing device 14 performs yarn piecing.
- the rewinding unit 31 causes a suction flow to occur in a distal end portion of the lower yarn guide pipe 25, thereby sucking and catching an end of the yarn of the bobbin 23, then guiding the end of the yarn to the yarn piecing device 14. Then, the yarn piecing device 14 pieces the yarn to the upper yarn.
- the rewinding unit 31 abandons catching the end of the yarn of the bobbin 23, and discharges the bobbin 23 whose yarn end could not be caught, to the empty bobbin transport path 96.
- a bobbin on which the rewinding by the rewinding unit 31 is interrupted and that is thus discharged may be referred to as "interrupted bobbin".
- predetermined information rewinding information which will be described below
- the rewinding information written into the RF tag 60 by the rewinding-unit RF writer 40 contains remaining yarn information, rewinding speed information, tension information, and yarn defect information.
- the remaining yarn information is information indicating a remaining yarn length of the yarn that remains on the bobbin 23.
- the remaining yarn length is calculated by subtracting an unwound yarn length from the length of the yarn wound on the bobbin 23 in the fine spinning unit 32.
- the unwound yarn length herein means the length of the yarn unwound from the actual bobbin (the length of the yarn rewound from the actual bobbin into the package 30), which can be calculated by the following method.
- the rotation sensor mounted to the rewinding drum 24 inputs the rotation pulse signal to the unit control section 10 (see FIG. 5 ).
- the unit control section 10 counts the rotation pulse signal, and based on a count value, calculates the unwound yarn length. This count value is reset at a timing when a new actual bobbin on which the rewinding operation is not yet performed is transported or at a timing when the yarn is entirely unwound from the actual bobbin.
- the counting is started based on a timing of unwinding the yarn from a new actual bobbin.
- a predetermined length of the yarn wound on one bobbin 23 by the fine spinning unit 32 is preliminarily stored as a set yarn length in the unit control section 10. Therefore, the remaining yarn length can be obtained by subtracting the unwound yarn length from the set yarn length. In this embodiment, the remaining yarn length calculated in this manner is written as the remaining yarn information into the RF tag 60.
- the rewinding speed information is information indicating a speed of rotation of the rewinding drum 24 until the rewinding operation has been interrupted.
- the rewinding speed information can be expressed as, for example, data in which a change in a rewinding speed until the rewinding operation has been interrupted is chronologically arranged.
- the rewinding speed information may be data indicating an average value of the rewinding speed at a time when the speed has reached a steady speed so that a change in the speed can fall within a certain range. In this manner, the rewinding speed information is set based on information concerning the rewinding speed of the rewinding drum 24.
- the tension information is information indicating the tension applied to the traveling yarn by the tension applying device 13.
- the tension applying device 13 of this embodiment is configured such that the tension applied to the yarn can be changed depending on the magnitude of a current value.
- the tension information is set based on the current value. For example, if a change in the current value until the rewinding operation is interrupted is stored as the tension information in the RF tag 60, the degree of tension the tension applying device 13 has applied to the yarn unwound from the bobbin 23 can be recognized.
- the rewinding unit 31 of this embodiment can control the tension applied to the yarn by the tension applying device 13, based on the storage content of the RF tag 60.
- the yarn defect information is information indicating a defect in the yarn that was drawn out from the bobbin 23 until the rewinding operation has been interrupted.
- a state (quality) of the yarn unwound from the bobbin 23 can be recognized.
- the yarn defect information is information concerning clearing, and is data indicating the quality of the yarn wound on the bobbin 23.
- the yarn defect information is used for determination of a defective bobbin.
- the bobbin is a defective bobbin.
- the rewinding information is information containing control information of the rewinding unit 31 at the time when the yarn drawn out from the bobbin 23 is unwound, and information indicating a status of the yarn wound on the bobbin 23.
- the rewinding information is not limited to the above-described information. Depending on circumstances, appropriate information may be added to the rewinding information. The unwinding operation on the bobbin 23 using this rewinding information will be described later.
- a new bobbin 23 that has been stocked is set so as to replace the bobbin 23 on which the rewinding operation is interrupted. Since this new bobbin 23 has been subjected to the pick-finding in the pick finding device 7, an end of the yarn can be easily caught, so that the yarn piecing can be performed. In this manner, even if the end of the yarn cannot be caught at the time of yarn breakage, the bobbin 23 whose yarn end could not be caught is discharged, and instead, a new bobbin 23 can be set, thereby enabling the yarn piecing and restarting the rewinding.
- the bobbin 23 whose yarn end could not be caught is transported in the empty bobbin transport path 96.
- the empty bobbins sent out from the other rewinding units 31 are also transported. Accordingly, the bobbin 23 whose yarn end could not be caught is transported together with the empty bobbins in the empty bobbin transport path 96, and then introduced into the returned bobbin transport path 93.
- an empty bobbin determination device 8 is provided at a position upstream of the position where the empty bobbin return path 97 diverges from the returned bobbin transport path 93.
- the empty bobbin determination device (third data reading part) 8 of this embodiment can read a storage content of the RF tag 60, and by reading the rewinding information (remaining yarn information) stored in the RF tag 60, can determine whether or not a bobbin is an empty bobbin.
- a path switching mechanism (not shown) is provided at the position where the empty bobbin return path 97 diverges from the returned bobbin transport path 93.
- the path switching mechanism sends out a bobbin 23 to the empty bobbin return path 97 side if the empty bobbin determination device 8 determines that the bobbin 23 is an empty bobbin, and keeps a bobbin 23 transported in the returned bobbin transport path 93 if the empty bobbin determination device 8 determines that the bobbin 23 is not an empty bobbin.
- the empty bobbin can be returned to the spinning frame 2.
- the bobbin 23 (bobbin on which the yarn remains) determined to be not an empty bobbin by the empty bobbin determination device 8 is transported in the returned bobbin transport path 93.
- the bobbin 23 having a sufficient amount of remaining yarn is subjected to the pick-finding process in the pick finding device 7.
- the extremely small amount of remaining yarn is removed by a remaining yarn processing device (not shown).
- the configuration may further include a remaining yarn amount detection device, so that the amount of remaining yarn is measured by the remaining yarn amount detection device.
- the RF reader 5 When a new bobbin 23 is supplied in the rewinding position, the RF reader 5 reads the bobbin information and the rewinding information from the RF tag 60 of the tray 50. Based on these information, the unit control section 10 determines whether or not this bobbin is an interrupted bobbin.
- the RF reader 5 transmits the remaining yarn information, the rewinding speed information, and the tension information that are read from the RF tag 60, to the unit control section 10. Then, the unit control section 10 reflects the received rewinding information to the control of each part. For example, based on the rewinding speed information stored in the RF tag 60, a target rewinding speed is set, and drive means of the rewinding drum 24 is controlled such that the steady speed can reach this rewinding speed. Based on the tension information, the tension applied to the yarn unwound from the bobbin 23 is controlled so as to reach the same tension as the tension applied before the rewinding operation has been interrupted.
- the configuration of this embodiment allows the rewinding conditions to be reconstructed by reading the rewinding information stored in the RF tag 60 of the tray 50 that is transporting the bobbin 23.
- the rewinding information can be obtained from the RF tag 60 without the need to exchange information between the unit control sections 10.
- the yarn manufactured by the fine spinning unit 32 may have a non-uniform diameter. Additionally, there is a tendency that the amount of fluff in the yarn increases as the traveler 114 is abraded away. In a description given below, it is considered that a yarn having a non-uniform diameter and a yarn having a large amount of fluff is a defective yarn of low commercial value, and a bobbin 23 having such a defective yarn wound thereon may be referred to as "defective bobbin". It is desired that the rewinding unit 31 automatically detects and removes the defective bobbin, in order to prevent the defective yarn to be mixed into the package 30.
- the diameter and the fluff of the yarn unwound from the bobbin 23 are detected by the clearer 15, as described above.
- the magnitude of variation in the yarn diameter or the amount of fluff, which is detected by the clearer 15 of the rewinding unit 31 is beyond a predetermined allowable range, it is determined that the bobbin on which the rewinding unit 31 currently performs rewinding is a defective bobbin.
- the rewinding unit 31 does not unwind the yarn any longer, and discharges the defective bobbin as it is (with the yarn left thereon) to the empty bobbin transport path 96, and then starts unwinding the yarn from another bobbin 23 stocked in the bobbin supply path 95. This can prevent the yarn having a non-uniform diameter or the yarn having a large amount of fluff from being mixed into the package 30.
- the empty bobbin determination device 8 would determine that this defective bobbin is not an empty bobbin (because the yarn remains on this defective bobbin), and this defective bobbin would be supplied through the pick finding device 7 to the winder 3 again. Therefore, the automatic bobbin feed system 6 is configured such that when the defective bobbin is transported in the empty bobbin transport path 96, the defective bobbin is not introduced into the returned bobbin transport path 93 and escaped into the defective bobbin waiting path 98.
- the machine controller 11 stores, in the RF tag 60, information indicating that this bobbin 23 is a defective bobbin. As described above, when the rewinding unit 31 rewinds the yarn from the bobbin 23, the storage content of the RF tag 60 of the tray 50 having this bobbin 23 mounted thereon is read, and if the information indicating a defective bobbin is detected, this bobbin 23 is discharged from the rewinding position into the empty bobbin transport path 96. Whether or not a bobbin is a defective bobbin can be determined based on the yarn defect information, too. For example, it may be acceptable that a bobbin in which a predetermined amount or more of yarn defects are detected during the rewinding operation is determined to be a defective bobbin.
- the defective bobbin waiting path 98 is provided so as to diverge from the empty bobbin transport path 96 at a position upstream of a position where the empty bobbin transport path 96 joins the returned bobbin transport path 93.
- a path switching mechanism (path switching device) 43 is provided, so that a path of transport of the bobbin 23 transported in the empty bobbin transport path 96 can be switched by the path switching mechanism 43.
- an RF reader 9 (second data reading part) is arranged at a position upstream of the position where the defective bobbin waiting path 98 diverges from the empty bobbin transport path 96.
- the RF reader 9 reads a storage content of the RF tag 60 of the tray 50 that is transported in the empty bobbin transport path 96, and transmits the information to the path switching mechanism 43. Based on the content stored in the RF tag 60, the path switching mechanism 43 determines whether or not the bobbin 23 transported in the empty bobbin transport path 96 is a defective bobbin.
- the bobbin 23 transported in the empty bobbin transport path 96 is a defective bobbin. Based on a result of this determination, the bobbin 23 is sent out to the defective bobbin waiting path 98 side. If it is determined that the bobbin 23 is not a defective bobbin, the bobbin 23 is kept transported in the empty bobbin transport path 96.
- the defective bobbin waiting path 98 has a certain length, and a downstream end portion of the defective bobbin waiting path 98 is a closed end. Therefore, a plurality of trays 50 having defective bobbins placed thereon can wait in the defective bobbin waiting path 98.
- the operator When the trays 50 having the defective bobbins placed thereon are reserved to a certain extent in the defective bobbin waiting path 98, the operator removes the defective bobbins from the trays 50, and replaces them with empty bobbins. Then, the operator performs an appropriate operation, to thereby drive the defective bobbin waiting path 98 in reverse. As a result, the trays 50 reserved in the defective bobbin waiting path 98, on which the replacing empty bobbins are placed, are introduced into the replaced bobbin return path 99.
- the replaced bobbin return path 99 diverges from a middle of the defective bobbin waiting path 98, and is connected to the empty bobbin return path 97.
- the tray 50 on which the defective bobbin has been replaced with the empty bobbin is introduced through the replaced bobbin return path 99 into the empty bobbin return path 97, and then returned to the spinning frame 2.
- the winder 3 of this embodiment can distinguish the transported bobbin 23 into any of the empty bobbin, the actual bobbin, and the defective bobbin, based on the storage content of the RF tag 60. Thereby, even if the empty bobbin, the actual bobbin, and the defective bobbin are mixed in the automatic bobbin feed system 6 and the winder 3, each bobbin can be appropriately distributed so that the bobbin 23 can be appropriately transferred between the fine spinning frame 2 and the winder 3, without stopping the transport of the tray 50.
- the winder 3 of this embodiment is configured as follows. That is, the winder 3 includes the plurality of rewinding units 31, and is connected to the automatic bobbin feed system 6.
- the rewinding unit 31 unwinds the yarn wound on the bobbin 23, to form the package 30.
- the automatic bobbin feed system 6 transports the tray 50 on which the bobbin 23 wound with the yarn is set.
- the tray 50 has a RF tag 60 capable of recording information.
- the rewinding unit 31 includes the RF reader 5 and the unit control section 10.
- the RF reader 5 reads the information from the RF tag 60 of the tray 50 having set thereon the bobbin 23 on which the rewinding operation is being performed.
- the unit control section 10 records the rewinding information indicating the rewinding conditions and a rewinding status obtained at a time when the interruption occurs.
- the unit control section 10 controls any one of the plurality of rewinding units 31 having the bobbin transported thereto, based on the rewinding information of this bobbin 23.
- the rewinding conditions applied prior to the interruption are reconstructed based on the rewinding information, and the yarn can be drawn from the bobbin 23 substantially under the same conditions. Therefore, the yarn wound on the same bobbin 23 is rewound under the same rewinding conditions, which can stabilize the yarn quality.
- the rewinding information contains remaining yarn length information concerning the yarn remaining on the bobbin 23.
- the rewinding unit 31 provided in the winder 3 of this embodiment includes the tension applying device 13 configured to apply a tension to the yarn that is being rewound into the package 30.
- the rewinding information contains the tension information in the tension applying device 13.
- the tension of the yarn drawn out from the bobbin 23 can be kept substantially within a certain range from the start to the end of the unwinding operation on this bobbin 23.
- the rewinding unit provided in the winder 3 of this embodiment includes the clearer 15 for detecting a yarn defect.
- the rewinding information contains the yarn defect information concerning a detection of the defect by the clearer 15.
- the yarn defect information of this embodiment also contains cutting data concerning yarn cutting and the like (information indicating the number of times the clearer 15 detected a yarn defect and the yarn was cut).
- the automatic bobbin feed system 6 connected to the winder 3 of this embodiment includes the plurality of paths (tray transport path 90), the RF reader 9, and the path switching mechanism 43.
- the RF reader 9 is for reading information recorded on the RF tag 60 of the tray 50.
- the path switching mechanism 43 switches a path based on the information read by the RF reader 9.
- a destination of transport of the bobbin 23 can be determined based on the rewinding information recorded on the RF tag 60, and therefore efficiency in transporting the bobbin 23 can be effectively improved.
- the rewinding unit provided in the winder 3 of this embodiment includes the rewinding-unit RF writer 40 for recording the rewinding information on the RF tag 60 of the tray 50.
- the rewinding information is written into the RF tag 60.
- the management system of this embodiment controls any one of the plurality of rewinding units 31 having the bobbin transported thereto, based on the rewinding information recorded on the RF tag 60.
- the rewinding information can be obtained and reflected to the rewinding operation merely by reading the rewinding information from the RF tag 60 of the tray 50.
- the process for reconstructing the rewinding operation that was applied prior to the interruption can be concluded at the rewinding unit 31 side, which can achieve a simple process.
- FIG. 6 contains a schematic front elevational view and a block diagram showing the fine spinning winder 1 according to the modification. Since the modification which will be described below is identical to the above-described embodiment except that the machine controller 11 manages the rewinding information of each bobbin 23 and that the rewinding-unit RF writers 40 are omitted, the identical parts will not be described.
- the machine controller 11 provided in a winder 203 includes a storage section (not shown), and is configured to store in this storage section the bobbin information for identifying the bobbin in association with the rewinding information of the bobbin 23 corresponding to this bobbin information. As shown in FIG. 6 , the information read by the RF reader 5 is inputted to the machine controller 11 with respect to each rewinding unit 31.
- the machine controller 11 stores information indicating the detection of the defective bobbin in the certain rewinding unit 31.
- the information (including the information for identifying the bobbin 23) recorded on the RF tag 60 of the tray 50 having this bobbin 23 mounted thereon is read by the RF reader 5, and the information is inputted to the machine controller 11.
- the machine controller 11 stores the information indicating the detection in association with the bobbin information of the bobbin 23 (the defective bobbin described above) on which the rewinding unit 31 currently performs rewinding. As a result, information indicating which bobbin 23 is a defective bobbin is stored in the machine controller 11.
- the machine controller 11 checks the information transmitted from the RF reader 9 against the information stored in the machine controller 11 itself (the information indicating which bobbin 23 is a defective bobbin), and thereby determines whether or not the bobbin 23 placed on the tray 50 that is passing through the position of the RF reader 9 is a defective bobbin.
- the path switching mechanism 43 sends out a bobbin 23 to the defective bobbin waiting path 98 side if the machine controller 11 determines that the bobbin 23 is a defective bobbin, and keeps a bobbin 23 transported in the empty bobbin transport path 96 if the machine controller 11 determines that the bobbin 23 is not a defective bobbin.
- a subsequent route for transporting the defective bobbin is the same as that of the embodiment described above, and therefore a description thereof will be omitted.
- the machine controller 11 provided in the winder 203 includes the storage section that can store the rewinding information with respect to each bobbin 23.
- the RF tag 60 of the tray 50 records thereon the bobbin information (the station number and the doffing information) for distinguishing the tray 50 from other trays 50.
- the management system identifies the bobbin 23 based on the identification information recorded on the RF tag 60. Then, based on the rewinding information of the bobbin 23, the management system controls any one of the plurality of rewinding units 31 having the bobbin 23 transported thereto.
- the rewinding information of the bobbin 23 can be collectively managed by the machine controller 11 side, and therefore a storage capacity of the RF tag 60 of the tray 50 can be reduced. Moreover, from the viewpoint of the rewinding unit 31 side, it is not necessary to provide any special means for storing data. Therefore, a simple configuration for reflecting the rewinding information to the rewinding operation can be achieved.
- the station number and the doffing information are stored in the RF tag 60 so that the fine spinning unit is identified
- this configuration may be appropriately modified depending on circumstances. For example, a unique identification number may be given to the tray 50, so that the bobbin 23 is identified based on the identification number.
- notification means such as a warning light or a buzzer may be provided in the automatic bobbin feed system 6, so that if the automatic bobbin feed system 6 determines that pick-finding in the bobbin cannot be performed, the notification means is actuated to give notification to the operator.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Textile Engineering (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
Abstract
Description
- The present invention relates to a management system applied to an automatic winder.
- In an automatic winder including a plurality of rewinding units for unwinding spun yarns from bobbins to form packages having a predetermined length, a configuration is conventionally known in which the bobbin wound with the yarn is placed on a tray and automatically transported to a rewinding position in each rewinding unit. In this type of automatic winder, a textile machine management system for managing bobbin information is sometimes applied, to improve efficiency in transporting the bobbin. In this management system, recording means for recording information is attached to the tray, and the information recorded on the recording means can be accessed through appropriate means. An automatic winder (fine spinning winder) using such an automatic winder management system is disclosed in, for example, Patent Documents 1 and 2.
- In the above-described automatic winder, the rewinding unit is configured such that if yarn breakage or the like occurs, ends of yarns are pieced to each other by a yarn piecing device and then rewinding is restarted. However, in a case where, for example, the yarn is wrapped around the bobbin, the end of the yarn of the bobbin cannot be caught. In this state, a rewinding operation of the package cannot be continued. Therefore, the rewinding unit discharges the bobbin for which catching of the yarn end has been failed to a transport path located at the outside of the automatic winder, and receives supply of a new bobbin, to restart the rewinding.
- Here, in a case where the bobbin is discharged from the automatic winder as described above, the yarn that should have been rewound onto the package remains on the bobbin. Therefore, conventionally known is a bobbin transport mechanism configured to transport the tray in such a manner that the end of the yarn of the bobbin can be processed so that it can be caught by the rewinding unit and then the bobbin can be returned to the automatic winder again.
-
- Patent Document 1: Japanese Patent Application Laid-Open No.
2003-176081 - Patent Document 2: Japanese Patent Application Laid-Open No.
62-41329 (1987 - From the viewpoint of stably maintaining the quality of the yarn, it is preferable that package rewinding conditions (bobbin unwinding conditions) such as a speed of drawing the yarn from the bobbin and a tension applied to the yarn are kept as constant as possible from a start to an end of a bobbin unwinding operation. However, in a configuration in which the bobbin discharged from the rewinding unit because the yarn end could not be caught is returned to the automatic winder again, it cannot always be ensured that the bobbin returned to the automatic winder is transported to the rewinding unit that has previously performed the rewinding operation (the rewinding unit that has stopped the rewinding operation). If a different rewinding unit performs the rewinding operation, the rewinding conditions may greatly change because of individual variability in the rewinding units. Thus, in terms of stabilization of the yarn quality, room for improvement remains.
- The present invention is made in view of the circumstances described above, and an object of the present invention is to provide a management system for an automatic winder, which can reconstruct rewinding conditions that were applied before a rewinding operation has been interrupted, even in a case where a bobbin on which the rewinding operation has been interrupted is transported to another rewinding unit.
- The problem to be solved by the present invention is as described above, and next, means for solving the problem and effects thereof will be described.
- In a first aspect of the present invention, in a management system for an automatic winder including a plurality of rewinding units and connected to a bobbin transport mechanism, the following configuration is provided. The rewinding units unwind yarns from bobbins, to form packages. The bobbin transport mechanism transports a transporter on which the bobbin wound with the yarn is set. The transporter includes a data recording section configured to record information. The rewinding unit includes a data reading part and a unit control section. The data reading part reads the information from the data recording section corresponding to the bobbin on which a rewinding operation is performed. In a case where the rewinding operation is interrupted halfway, the unit control section records rewinding information indicating a rewinding condition and a rewinding status obtained at a time when the interruption occurs. When performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, the unit control section controls any one of the plurality of rewinding units having the bobbin transported thereto based on the rewinding information of said bobbin.
- Accordingly, even if the bobbin on which the rewinding operation has been interrupted is transported to the rewinding unit different from the rewinding unit that originally performed the rewinding operation, the rewinding condition applied prior to the interruption is reconstructed based on the rewinding information, and the yarn can be drawn from the bobbin substantially under the same condition. Therefore, the yarn wound on the same bobbin is rewound under the same rewinding condition, which can stabilize the yarn quality.
- In the management system for the automatic winder, it is preferable that the rewinding information contains remaining yarn length information concerning a yarn remaining on the bobbin.
- This enables the process by the rewinding unit and the transport by the bobbin transport mechanism to be performed in accordance with a remaining yarn length of the yarn remaining on the bobbin.
- It is preferable that the management system for the automatic winder is configured as follows. That is, the rewinding unit includes tension applying means configured to apply a tension to a yarn that is rewound into the package. The rewinding information contains control information of the tension applying means.
- Accordingly, by considering the control information of the tension applying means obtained before the rewinding operation has been interrupted, the tension of the yarn drawn out from the bobbin can be kept substantially within a certain range from a start to an end of the unwinding operation on this bobbin.
- It is preferable that the management system for the automatic winder is configured as follows. That is, the rewinding unit includes a yarn defect detection part for detecting a yarn defect. The rewinding information contains detection information concerning a detection of the defect by the yarn defect detection part.
- Accordingly, by referring to the detection information, a status of the yarn wound on the bobbin can be recognized. Therefore, the process by the rewinding unit and the transport by the bobbin transport mechanism can be performed in accordance with the status of the yarn.
- It is preferable that the management system for the automatic winder is configured as follows. That is, the bobbin transport mechanism includes a plurality of paths, a second data reading part, and a path switching device. The second data reading part is for reading the information recorded on the data recording section of the transporter. The path switching device switches a path based on the information read by the second data reading part.
- Accordingly, a destination of transport of the bobbin can be determined based on the rewinding information recorded on the data recording section, and therefore efficiency in transporting the bobbin can be effectively improved.
- It is preferable that the management system is configured as follows. That is, the rewinding unit includes a data writing part for recording the rewinding information into the data recording section of the transporter. In a case where the rewinding operation is interrupted, the rewinding information is written into the data recording section. When performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, any one of the plurality of rewinding units having the bobbin transported thereto is controlled based on the rewinding information recorded on the data recording section.
- Accordingly, the rewinding information can be obtained and reflected to the rewinding operation merely by reading the rewinding information from the data recording section of the transporter. As a result, the process for reconstructing the rewinding operation that was applied prior to the interruption can be concluded at the rewinding unit side, which can achieve a simple process.
- It is preferable that the management system for the automatic winder is configured as follows. That is, the automatic winder includes a storage section configured to store the rewinding information with respect to each bobbin. The data recording section of the transporter records thereon identification information for distinguishing this transporter from other transporters. When performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, the management system identifies the bobbin based on the identification information recorded on the data recording section. Then, the management system controls any one of the plurality of rewinding units having the bobbin transported thereto based on the rewinding information of the bobbin.
- Accordingly, the rewinding information of the bobbin can be collectively managed by the controller side, and therefore a storage capacity of the data recording section of the transporter can be reduced. Moreover, from the viewpoint of the rewinding unit side, it is not necessary to provide any special means for storing data. Therefore, a simple configuration for reflecting the rewinding information to the rewinding operation can be achieved.
- In a second aspect of the present invention, an automatic winder to which the management system is applied is provided.
-
-
FIG. 1 is a schematic plan view showing a fine spinning winder including a winder according to one embodiment of the present invention, as seen from the top side thereof. -
FIG. 2 contains a schematic front elevational view and a block diagram showing the fine spinning winder. -
FIG. 3 is a perspective view showing external appearances of a bobbin and a tray. -
FIG. 4 is a side view showing a configuration of a fine spinning unit. -
FIG. 5 is a side view showing a configuration of a rewinding unit. -
FIG. 6 contains a schematic front elevational view and a block diagram showing a fine spinning winder according to a modification. - Next, an embodiment of the invention will be described.
FIG. 1 is a schematic plan view showing a fine spinning winder 1 including a winder 3 according to one embodiment of the present invention, as seen from the top side thereof.FIG. 2 contains a schematic front elevational view and a block diagram showing the fine spinning winder 1. - As shown in
FIG. 1 , the fine spinning winder 1 has atray transport path 90 for transporting a tray (transporter) 50 on which abobbin 23 is set. A spinning frame 2, a winder 3, and an automatic bobbin feed system (bobbin transport mechanism) 6 are arranged in thetray transport path 90. Thetray transport path 90 connects the spinning frame 2 and the winder 3 to each other, and is configured as a loop, so that the bobbin 23 (tray 50) circulates through thetray transport path 90. AlthoughFIG. 1 shows only onebobbin 23 and onetray 50, actually a plurality oftrays 50 are transported along thetray transport path 90. - In the following description, regarding a flow of the
tray 50 through thetray transport path 90, an upstream side and a downstream side with respect to a direction of transport of thetray 50 may be simply referred to as "upstream side" and "downstream side", respectively. - Firstly, configurations of the
tray 50 and thebobbin 23 transported in thetray transport path 90 will be briefly described with reference toFIG. 3. FIG. 3 is a perspective view showing external appearances of thetray 50 and thebobbin 23 used in the fine spinning winder 1 of this embodiment. - As shown in the left part of
FIG. 3 , thetray 50 includes abase portion 50a having a substantially circular disc shape, and abobbin insertion portion 50b having a rod-like shape and protruding from thebase portion 50a in a vertical direction. Thetray 50 moves along thetray transport path 90 while a side of thetray 50 at which theinsertion portion 50b protrudes faces upward. - As shown in the middle part of
FIG. 3 , thebobbin 23 is shaped into a long and thin cylinder, and allows theinsertion portion 50b to be inserted therein. Thereby, thebobbin 23 is set on thetray 50 with a longitudinal direction of thebobbin 23 extending in the vertical direction, and can be transported along thetray transport path 90. - In the following description, a bobbin (bobbin shown in the right part of
FIG. 3 ) on which a yarn is wound will be sometimes referred to as "actual bobbin". A bobbin in a state where no yarn is wound thereon (in a state shown in the middle part ofFIG. 3 ) will be sometimes referred to as "empty bobbin" or "bobbin that is empty" for the purpose of especially emphasizing such a state. - In the winder 3 (fine spinning winder 1) of this embodiment, a management system (textile machine management system) is applied which manages information of the
bobbin 23 set on thetray 50 by using a technique of RFID (Radio Frequency IDentification: individual identification based on a radio wave). More specifically, in eachtray 50, an RF tag (data recording section) 60 in which appropriate information can be written is arranged within thebase portion 50a. By writing information concerning thebobbin 23 into the RF tag 60 (of each tray 50), a status of thebobbin 23 is managed. - Next, each configuration of the fine spinning winder 1 will be described along the
tray transport path 90. Thetray transport path 90 includes an actualbobbin introduction path 91, an actualbobbin transport path 92, a returnedbobbin transport path 93, abobbin waiting loop 94, abobbin supply path 95, an emptybobbin transport path 96, an emptybobbin return path 97, a defectivebobbin waiting path 98, and a replacedbobbin return path 99. - The actual
bobbin introduction path 91 connects the spinning frame 2 and the automaticbobbin feed system 6 to each other, and transports thetray 50 having thebobbin 23 placed thereon from the spinning frame 2 to the automaticbobbin feed system 6. Hereinafter, the spinning frame 2 will be described. - As shown in
FIG. 2 , the spinning frame 2 includes a large number offine spinning units 32 arranged in parallel with one another, and acontroller 19 configured to collectively control the large number offine spinning units 32. The spinning frame 2 also includes a doffing device (not shown) for doffing the bobbin 23 (actual bobbin) on which the yarn has been wound by thefine spinning unit 32. - Next, a detailed description will be given to the
fine spinning unit 32 with reference toFIG. 4 . As shown inFIG. 4 , thefine spinning unit 32 of this embodiment is for spinning a sliver or a rove having been generated in a prior step by imparting twist thereto. More specifically, the spinning frame 2 is configured as a ring spinning frame, and thefine spinning unit 32 is configured as a ring spinning unit including a drafting mechanism 101 and atwist imparting mechanism 102. - The drafting mechanism 101 has a plurality of drafting rollers, and the drafting rollers include
top rollers 103 andbottom rollers 104. Thetop rollers 103 have three drafting rollers, namely, aback roller 103a, amiddle roller 103b having anapron belt 105 mounted thereon, and afront roller 103c. On the other hand, thebottom rollers 104 have three drafting rollers, namely, aback bottom roller 104a, amiddle bottom roller 104b having anapron belt 105 mounted thereon, and afront bottom roller 104c. As shown inFIG. 4 , thetop roller 103 and thebottom roller 104 are arranged so as to be opposed to each other across a path of travel of the sliver or the rove, and are configured to nip the sliver or the rove with predetermined pressure. An output shaft of a driving source (not shown) is connected to each of thebottom rollers 104, so that thebottom rollers 104 can be driven at different speeds. By the driving of thebottom rollers 104, the sliver or the rove is, while being drawn, fed to thetwist imparting mechanism 102. - The
twist imparting mechanism 102 includes aspindle shaft 111, aring rail 112, aring 113, and atraveler 114. Thespindle shaft 111 is for rotating thebobbin 23 that is set on thespindle shaft 111. Thering rail 112 is connected to a driver (not shown), and movable in the longitudinal direction of thebobbin 23. Thering 113 is fixed to thering rail 112, and has a flange portion for thetraveler 114 to be mounted thereon. Thetraveler 114 is supported on the flange portion of thering 113, and movable in a circumferential direction of thering 113. - To perform the fine spinning in the
fine spinning unit 32 configured as described above, firstly, the yarn (sliver or rove having been drawn) fed from the drafting mechanism 101 is inserted into a gap between thetraveler 114 and thering 113, and an end portion of the yarn is fixed to theempty bobbin 23 by an appropriate method. In this state, thespindle shaft 111 rotates thebobbin 23, and thereby the yarn being wound on thebobbin 23 drags thetraveler 114, so that thetraveler 114 moves in the circumferential direction. As a result, the rotation of thetraveler 114 is delayed behind the rotation of thebobbin 23, and twist is imparted to the yarn due to a difference in the number of rotations thus caused. The twisted yarn is sequentially wound on thebobbin 23. When a preset length of the yarn is wound on thebobbin 23, the rotation of thespindle shaft 111 is stopped, to terminate the winding. - The spinning frame 2 of this embodiment is of so-called simultaneous doffing type. In the spinning frame 2 of this type, a large number of
bobbins 23 transported from the automaticbobbin feed system 6 through the emptybobbin return path 97 which will be described later are stocked while being arranged in a line, and when a predetermined timing comes, the large number ofbobbins 23 are simultaneously set on thespindle shafts 111 of thefine spinning units 32, and yarns are simultaneously wound thereon. When the winding of the yarns is completed, the doffing device simultaneously doffs all the bobbins 23 (actual bobbins). Then,bobbins 23 that are empty are pulled away from thetrays 50 having theempty bobbins 23 placed thereon, which are waiting in appropriate positions. Then, the bobbins 23 (actual bobbins) are inserted into thetrays 50. Then, the pulledbobbins 23 that are empty are set on thespindle shafts 111, and the spinning frame 2 winds yarns thereon. Thebobbins 23 doffed by the spinning frame 2 and placed on thetrays 50 are transported through the actualbobbin introduction path 91, and thereby introduced into the automaticbobbin feed system 6. - The automatic
bobbin feed system 6 receives thetrays 50 having the bobbins 23 (actual bobbins) placed thereon from the spinning frame 2, and then writes appropriate information into the RF tags 60 of thetrays 50. Apick finding device 7 finds pick of thebobbins 23, and then thetrays 50 are supplied to the winder 3 side. Hereinafter, a detailed description will be given. - As shown in
FIG. 1 , anRF writer 4 is arranged at the downstream side of the spinning frame 2 in the actualbobbin introduction path 91. TheRF writer 4 writes, for example, information identifying thefine spinning unit 32 that has spun the yarn on thebobbin 23, into theRF tag 60. When thetray 50 transported in the actualbobbin introduction path 91 passes through a writing position of theRF writer 4, the information identifying thefine spinning unit 32 that has wound the yarn on thebobbin 23 placed on thistray 50 is recorded on theRF tag 60 by theRF writer 4. - The
fine spinning units 32 are arranged side by side in a longitudinal direction of the spinning frame 2. Thebobbins 23 doffed by the simultaneous doffing are mounted on thetrays 50, and then transported in the actualbobbin introduction path 91 in the same order as the order in which thefine spinning units 32 are arranged. Accordingly, by counting the order in which thebobbins 23 are introduced into the actualbobbin introduction path 91, thefine spinning unit 32 that has spun the yarn on thebobbin 23 can be identified. For example, in thefirst tray 50 that has passed through a reading position of theRF writer 4 after the simultaneous doffing was performed, a station number No.1 of thefine spinning unit 32 arranged most downstream is stored in theRF tag 60. In the next transportedtray 50, the station number No. 2 of thefine spinning unit 32 adjacent upstream to thefine spinning unit 32 having the station number No. 1 is stored in theRF tag 60. In the subsequent trays newly transported, in the same manner, the station numbers No. 3, No. 4, ... are sequentially stored in the RF tags 60. As a result, the information (station number) identifying thefine spinning unit 32 that has wound the yarn on thebobbin 23 placed on thetray 50 is stored in theRF tag 60 of thistray 50 passing through the writing position of theRF writer 4. - The
RF writer 4 of this embodiment is configured to write doffing information as well as the station number described above. Here, the doffing information means information indicating a timing of performing the doffing, such as time when the simultaneous doffing was performed or how many number of times the doffing was. - The reason why the doffing information (such as clock time when the doffing was performed) as well as the station number is recorded on the
RF tag 60 is as follows. That is, in the automaticbobbin feed system 6 and the winder 3 (the downstream side of the spinning frame 2), there may be thetrays 50 in which the same station number is stored in the RF tags 60. For example, this occurs in a case where, before a rewinding operation on thebobbin 23 that has been fed to the winder 3 side in the previous doffing is not completed, the next doffing is performed so that a new group ofbobbins 23 are introduced into the automaticbobbin feed system 6. In such a case, if the doffing information mentioned above is stored in theRF tag 60, the doffing information is referred to so that thebobbins 23 having the same station number can be distinctively recognized asdifferent bobbins 23. TheRF writer 4 of this embodiment can also store, in theRF tag 60, not only the above-described information but also a lot number, a number of the spinning frame 2 (a number given to each spinning frame 2 in a case where a plurality of spinning frames 2 are provided), and the like. In the following description, the information (the station number and the doffing information) identifying thebobbin 23 which is stored in theRF tag 60 may be referred to as bobbin information. - A downstream end portion of the actual
bobbin introduction path 91 is connected to an upstream end portion of the actualbobbin transport path 92. The actualbobbin transport path 92 connects the automaticbobbin feed system 6 and the winder 3 to each other. Thetray 50 in which predetermined information is written in theRF tag 60 thereof by theRF writer 4 is transported to the winder 3 along the actualbobbin transport path 92. - The automatic
bobbin feed system 6 includes thepick finding device 7. Thepick finding device 7 is arranged on the above-described actualbobbin transport path 92 and at the upstream side of the winder 3. Thepick finding device 7 finds pick of thebobbin 23 in order to make it easy for the winder 3 to catch the yarn of thebobbin 23. A brief description will be given. Thepick finding device 7 applies a suction flow to thebobbin 23 placed on thetray 50 transported in the actualbobbin transport path 92, and thereby unwinds the yarn from a surface of thebobbin 23. An end of the unwound yarn is inserted into the inside of thebobbin 23 having the cylindrical shape. This makes it easy that the end of the yarn of thebobbin 23 is caught by the winder 3 arranged at the downstream side of thepick finding device 7. - The
pick finding device 7 does not always succeed in the pick-finding, and may sometimes fail. In this case, thetray 50 having placed thereon thebobbin 23 for which the pick-finding has been failed is sent out to the returnedbobbin transport path 93. The returned bobbintransport path 93 diverges from the actualbobbin transport path 92 immediately downstream of thepick finding device 7, and is curved in a loop so as to be connected to the upstream end portion of the actualbobbin transport path 92. Such a configuration enables thebobbin 23 for which the pick-finding has been failed to be transported along the returnedbobbin transport path 93 and thereby returned to the upstream side of thepick finding device 7 again. Thus, even if the pick-finding has been failed, a pick-finding process by thepick finding device 7 is automatically performed again. Therefore, it is not necessary that each time a pick-finding error occurs, an operator deals with it. - In this embodiment, the
pick finding device 7 includes a pick-finding-device RF writer 42 and a pick-finding-device RF reader 41. The pick-finding-device RF writer 42 is arranged in the actualbobbin transport path 92, and configured to write, into theRF tag 60 of thetray 50, pick-finding information indicating a failure in the pick-finding of thepick finding device 7. The pick-finding-device RF reader 41 is arranged at the upstream side of the pick-finding-device RF writer 42 in the actualbobbin transport path 92, and configured to read a storage content of theRF tag 60. Success or failure in the pick-finding is detected by a sensor (not shown) provided in thepick finding device 7. - In this configuration, when the tray having the
bobbin 23 set thereon passes through a reading position of the pick-finding-device RF reader 41, the pick-finding-device RF reader 41 obtains the pick-finding information of the passingbobbin 23 from theRF tag 60. After the pick-finding is performed on thisbobbin 23, thepick finding device 7 determines success or failure in the pick-finding based on a signal from the sensor. - In this embodiment, the pick-finding information stored in the
RF tag 60 contains the number of consecutive failures in pick-finding. Accordingly, each time thepick finding device 7 fails in pick-finding, the number of consecutive failures in pick-finding that is stored in theRF tag 60 is counted up by one, and then stored again. On the other hand, if thepick finding device 7 succeeds in pick-finding, the number of consecutive failures in pick-finding stored in theRF tag 60 is reset to zero. - In this embodiment, if a predetermined number or more of pick-finding errors consecutively occur, it is determined that the bobbin is a defective bobbin, and the pick-finding-device RF writer 42 writes into the RF tag 60 a content indicating a defective bobbin. The
tray 50 in which information indicating a defective bobbin is written is not transported to the returnedbobbin transport path 93, but sent to the winder 3 side. Even though the bobbin 23 (tray 50) sent to the winder 3 side is set in the rewinding position, the rewindingunit 31 does not perform the rewinding operation thereon, and thebobbin 23 is immediately discharged into the emptybobbin transport path 96. - Next, the winder 3 will be described. As shown in
FIGS. 1 and2 , the winder 3 includes a plurality of rewindingunits 31, and amachine controller 11 serving as a controller. In the winder 3, an RF reader (data reading part) 5 and a rewinding-unit RF writer (data writing part) 40 are provided for each rewindingunit 31. The winder 3 also includes a clearer control box (CCB) 12 to which a clearer (yarn defect detection part) 15 of the rewindingunit 31 which will be described later is connected. - As shown in
FIG. 1 , in the winder 3, a plurality ofbobbin supply paths 95 diverging from the actualbobbin transport path 92 are provided. The plurality ofbobbin supply paths 95 are provided corresponding to the plurality of rewindingunits 31 of the winder 3. The plurality ofbobbin supply paths 95 allow thebobbins 23 transported in the actualbobbin transport path 92 to be distributed to the rewindingunits 31. A specific description will be given as follows. - Each
bobbin supply path 95 has a predetermined length, and is configured such that a plurality ofbobbins 23 can be arranged and stocked in thebobbin supply path 95. A guide member (not shown) or the like is arranged at an upstream end portion of eachbobbin supply path 95, so that thebobbin 23 transported in the actualbobbin transport path 92 can be introduced into thebobbin supply path 95 by the guide member in the course of nature. If there is not a space in thebobbin supply path 95 for introduction of the bobbin 23 (if a maximum number ofbobbins 23 are stocked), introduction of thenew bobbin 23 into thebobbin supply path 95 is blocked by the bobbins existing in thisbobbin supply path 95. At this time, thebobbin 23 blocked from being introduced into thebobbin supply path 95 is transported to the downstream side in the actualbobbin transport path 92, and introduced into anotherbobbin supply path 95 having a space. In this manner, thebobbins 23 fed from the spinning frame 2 can be distributed to the rewindingunits 31. - On the other hand, if there is no
bobbin supply path 95 having a space that allows thebobbin 23 to be introduced therein, thebobbin 23 is introduced into thebobbin waiting loop 94, and transported in thebobbin waiting loop 94. Thebobbin waiting loop 94 diverges from a most downstream portion of the actualbobbin transport path 92, and is connected to a portion of the actualbobbin transport path 92 located at the upstream side of a position where the most upstreambobbin supply path 95 is diverged from the actualbobbin transport path 92. Accordingly, thebobbin 23 keeps circulating through a loop path made up of thebobbin waiting loop 94 and the actualbobbin transport path 92, until a space that allows a bobbin to be stocked therein is made in anybobbin supply path 95. - Next, a configuration of the rewinding
unit 31 will be described in detail with reference toFIG. 5 . As shown inFIG. 5 , the rewindingunit 31 is for rewinding the yarn from the actual bobbin onto a rewindingbobbin 22 to thereby form apackage 30. The rewindingunit 31 includes a rewinding drum (traverse drum) 24 for traversing the yarn and for driving the rewindingbobbin 22. In therewinding unit 31 of this embodiment, in a path of travel of the yarn between the rewindingdrum 24 and thebobbin 23 set in an appropriate position for an unwinding operation to be performed thereon, atension applying device 13, ayarn piecing device 14, and a clearer 15 are arranged in the mentioned order from thebobbin 23 side. - The
tension applying device 13 applies a predetermined tension to the traveling yarn. As thetension applying device 13, a gate type one is adopted in which a movable comb is arranged relative to a fixed comb. The movable comb is rotatable by a rotary solenoid such that the combs can be brought into an engaged state or a disengaged state. The tension of the yarn to be rewound is made constant by thetension applying device 13, and thereby the quality of thepackage 30 can be improved. - For example, at a time of yarn cutting that is performed by the clearer 15 upon detection of a yarn defect, or at a time of yarn breakage during unwinding of the yarn from the
bobbin 23, theyarn piecing device 14 pieces a lower yarn of thebobbin 23 to an upper yarn of thepackage 30. Examples of theyarn piecing device 14 include a mechanical one, and one using a fluid such as a compressed air. A loweryarn guide pipe 25 for guiding the lower yarn of thebobbin 23 by sucking and catching the lower yarn and an upperyarn guide pipe 26 for guiding the upper yarn of thepackage 30 by sucking and catching the upper yarn are provided at the lower and upper sides of theyarn piecing device 14, respectively. - The clearer 15 is for detecting a defect and the amount of fluff in the yarn by detecting a diameter of the yarn using an appropriate sensor. The clearer 15 can also function as a sensor for simply detecting presence or absence of the yarn. Cutting means is provided near the clearer 15, so that if the clearer 15 detects a defect in the yarn, the defect can be removed.
- The yarn unwound from the
bobbin 23 is rewound on the rewindingbobbin 22 that is arranged at the downstream side of theyarn piecing device 14. The rewindingbobbin 22 is driven by rotational driving of the rewindingdrum 24 that is opposed to the rewindingbobbin 22. A rotation sensor (not shown) is mounted to the rewindingdrum 24. Each time the rewindingdrum 24 is rotated through a predetermined angle, the rotation sensor outputs a rotation pulse signal to aunit control section 10. The rewindingunit 31 of this embodiment measures the number of pulses per a time period, thereby calculating a speed of rotation of the rewindingdrum 24. In this embodiment, theunit control section 10 is provided for each rewindingunit 31. Theunit control section 10 of each rewindingunit 31 is connected to themachine controller 11, and communicates various information such as rewinding conditions with themachine controller 11. - In the above-described configuration, the
bobbin 23 transported in thebobbin supply path 95 is set in an appropriate position (rewinding position) in therewinding unit 31, and then the rewindingdrum 24 is driven, so that the yarn unwound from thebobbin 23 is rewound on the rewindingbobbin 22, to form thepackage 30 having a predetermined length. - An
RF reader 5 is arranged in thebobbin supply path 95 so as to read theRF tag 60 of thetray 50 on which thebobbin 23 whose yarn is rewound by the rewindingunit 31 is placed. Information read by theRF reader 5 is transmitted to theunit control section 10. - The rewinding-
unit RF writer 40 is arranged at a portion where thebobbin supply path 95 is connected to the emptybobbin transport path 96 such that the rewinding-unit RF writer 40 can write rewinding information into theRF tag 60 of thetray 50 having thebobbin 23 placed thereon which is sent out from the rewindingunit 31. The rewinding-unit RF writer 40 is connected to theunit control section 10, and can write, into theRF tag 60, the rewinding information obtained from theunit control section 10. - As shown in
FIG. 2 , themachine controller 11 includes adisplay 16 serving as display means, andinput keys 17 serving as operation means. Thedisplay 16 is for displaying a status of each rewindingunit 31. Theinput keys 17 allow the operator to set rewinding conditions and the like. - As described above, the bobbin information (the station number and the doffing information) read by the RF reader is inputted into the
machine controller 11. Therefore, which of thefine spinning units 32 has wound the yarn on thebobbin 23 whose yarn is currently rewound by the rewindingunit 31 can be identified. - The
CCB 12 performs a determination process for determining, for example, whether or not a yarn defect is occurring, based on information transmitted from the clearer 15. As shown inFIG. 2 , theCCB 12 has adisplay 18 serving as display means, so that various information, such as information concerning a yarn defect and information generated based on a yarn defect, can be displayed on thedisplay 18. TheCCB 12 is electrically connected to themachine controller 11, and communicates various information with themachine controller 11. - As shown in
FIG. 5 , thebobbin supply path 95 is laid under the rewindingunit 31. Thebobbin 23 supplied to therewinding unit 31 is transported to the above-mentioned rewinding position by thisbobbin supply path 95. During the rewinding of the yarn, thebobbin 23 is stopped in the rewinding position, and therefore the transport of thetray 50 by thebobbin supply path 95 is temporarily stopped. - As described above, the
bobbin supply path 95 is configured such that a plurality ofbobbins 23 can be stocked therein. As shown inFIG. 5 , the stockedbobbins 23 are arranged in a line on thebobbin supply path 95. The most downstream one of thebobbins 23 in thebobbin supply path 95 is an object of yarn rewinding performed by the rewindingunit 31. InFIG. 5 , the position of the rightmost one of the plurality of bobbins is the above-mentioned rewinding position. - The unwinding of the yarn from the
bobbin 23 is performed with thebobbin 23 being placed on thetray 50, as shown inFIG. 5 . If the yarn of thebobbin 23 runs out and thebobbin 23 becomes empty, thebobbin supply path 95 transports thetray 50. Thereby, thebobbin 23 that is empty is fed to the downstream side while being placed on thetray 50, and discharged into the empty bobbin transport path 96 (which will be described later). - Along with the
bobbin 23 that is empty and placed in the rewinding position being fed to the downstream side, eachbobbin 23 stocked in thebobbin supply path 95 is also fed to the downstream side. As a result, anew bobbin 23 is set in the rewinding position, and the yarn is unwound from thenew bobbin 23. Thus, the rewinding can be restarted. By discharging theempty bobbin 23 from thebobbin supply path 95, a new space allowing thebobbin 23 to be stocked therein is made in thebobbin supply path 95. Thus, thebobbin supply path 95 is replenished with thebobbin 23 transported in the actualbobbin transport path 92. - As shown in
FIG. 1 , a downstream end portion of each of the plurality ofbobbin supply paths 95 joins the emptybobbin transport path 96. The emptybobbin transport path 96 connects the winder 3 and the automaticbobbin feed system 6 to each other. Theempty bobbin 23 discharged from each rewindingunit 31 is transported through the emptybobbin transport path 96, and thereby returned to the automaticbobbin feed system 6. - In the automatic
bobbin feed system 6, the emptybobbin transport path 96 is connected to a middle of the returnedbobbin transport path 93. In the returnedbobbin transport path 93, the emptybobbin return path 97 diverges therefrom at a position downstream of a position where the emptybobbin transport path 96 is connected to the returnedbobbin transport path 93. The empty bobbin returned to the automaticbobbin feed system 6 through the emptybobbin transport path 96 passes through a part of the returnedbobbin transport path 93, and then is introduced into the emptybobbin return path 97 by a path switching mechanism (not shown) which will be described later. The emptybobbin return path 97 connects the automaticbobbin feed system 6 and the spinning frame 2 to each other. In the automaticbobbin feed system 6, thebobbin 23 that is empty is transported in the emptybobbin return path 97, and thereby thebobbin 23 that is empty is returned to the spinning frame 2. - As described above, due to the loop-shaped
tray transport path 90 that connects the spinning frame 2 and the winder 3 to each other, thebobbin 23 can circulate between the spinning frame 2 and the winder 3. - Actually, bobbins transported in the empty
bobbin transport path 96 include not only the empty bobbins, but the actual bobbins and defective bobbins are randomly mixed therein. Therefore, a configuration is required that sorts and appropriately processes the empty bobbin, the actual bobbin, and the defective bobbin that are mixed in transport. In the following, this point will be described in detail. - Firstly, a description will be given to a case where the actual bobbin (bobbin on which the yarn remains) is transported in the empty
bobbin transport path 96. For example, if yarn breakage occurs during rewinding of the yarn in therewinding unit 31, theyarn piecing device 14 performs yarn piecing. At this time, the rewindingunit 31 causes a suction flow to occur in a distal end portion of the loweryarn guide pipe 25, thereby sucking and catching an end of the yarn of thebobbin 23, then guiding the end of the yarn to theyarn piecing device 14. Then, theyarn piecing device 14 pieces the yarn to the upper yarn. - However, in a case where the end of the yarn of the
bobbin 23 cannot be sucked and caught by the loweryarn guide pipe 25, for example, in a case where the end of the yarn is wrapped around thebobbin 23 or in a case where the yarn is broken at a position near thebobbin 23, the loweryarn guide pipe 25 cannot catch the end of the yarn, and therefore theyarn piecing device 14 cannot perform the yarn piecing. In such a case, the rewindingunit 31 abandons catching the end of the yarn of thebobbin 23, and discharges thebobbin 23 whose yarn end could not be caught, to the emptybobbin transport path 96. In a description given below, a bobbin on which the rewinding by the rewindingunit 31 is interrupted and that is thus discharged may be referred to as "interrupted bobbin". In this embodiment, at a time of discharging the interrupted bobbin, predetermined information (rewinding information which will be described below) is written into theRF tag 60 of thetray 50. - Next, rewinding information will be described. In this embodiment, the rewinding information written into the
RF tag 60 by the rewinding-unit RF writer 40 contains remaining yarn information, rewinding speed information, tension information, and yarn defect information. - The remaining yarn information is information indicating a remaining yarn length of the yarn that remains on the
bobbin 23. The remaining yarn length is calculated by subtracting an unwound yarn length from the length of the yarn wound on thebobbin 23 in thefine spinning unit 32. - The unwound yarn length herein means the length of the yarn unwound from the actual bobbin (the length of the yarn rewound from the actual bobbin into the package 30), which can be calculated by the following method. As described above, the rotation sensor mounted to the rewinding
drum 24 inputs the rotation pulse signal to the unit control section 10 (seeFIG. 5 ). Theunit control section 10 counts the rotation pulse signal, and based on a count value, calculates the unwound yarn length. This count value is reset at a timing when a new actual bobbin on which the rewinding operation is not yet performed is transported or at a timing when the yarn is entirely unwound from the actual bobbin. The counting is started based on a timing of unwinding the yarn from a new actual bobbin. - In this embodiment, a predetermined length of the yarn wound on one
bobbin 23 by thefine spinning unit 32 is preliminarily stored as a set yarn length in theunit control section 10. Therefore, the remaining yarn length can be obtained by subtracting the unwound yarn length from the set yarn length. In this embodiment, the remaining yarn length calculated in this manner is written as the remaining yarn information into theRF tag 60. - The rewinding speed information is information indicating a speed of rotation of the rewinding
drum 24 until the rewinding operation has been interrupted. The rewinding speed information can be expressed as, for example, data in which a change in a rewinding speed until the rewinding operation has been interrupted is chronologically arranged. The rewinding speed information may be data indicating an average value of the rewinding speed at a time when the speed has reached a steady speed so that a change in the speed can fall within a certain range. In this manner, the rewinding speed information is set based on information concerning the rewinding speed of the rewindingdrum 24. - The tension information is information indicating the tension applied to the traveling yarn by the
tension applying device 13. Thetension applying device 13 of this embodiment is configured such that the tension applied to the yarn can be changed depending on the magnitude of a current value. The tension information is set based on the current value. For example, if a change in the current value until the rewinding operation is interrupted is stored as the tension information in theRF tag 60, the degree of tension thetension applying device 13 has applied to the yarn unwound from thebobbin 23 can be recognized. The rewindingunit 31 of this embodiment can control the tension applied to the yarn by thetension applying device 13, based on the storage content of theRF tag 60. - The yarn defect information (detect information) is information indicating a defect in the yarn that was drawn out from the
bobbin 23 until the rewinding operation has been interrupted. By referring to the yarn defect information, a state (quality) of the yarn unwound from thebobbin 23 can be recognized. For example, the number of times the clearer 15 detected a yarn defect and the yarn was cut, or the number of times yarn breakage occurred, can be contained as the yarn defect information. In this manner, the yarn defect information is information concerning clearing, and is data indicating the quality of the yarn wound on thebobbin 23. The yarn defect information is used for determination of a defective bobbin. For example, in a case where a combination of a yarn defect portion obtained until the rewinding operation has been interrupted and a yarn defect portion obtained after the rewinding operation has been restarted exceeds a certain percentage of the set yarn length, it is determined that the bobbin is a defective bobbin. - As described above, the rewinding information is information containing control information of the rewinding
unit 31 at the time when the yarn drawn out from thebobbin 23 is unwound, and information indicating a status of the yarn wound on thebobbin 23. The rewinding information is not limited to the above-described information. Depending on circumstances, appropriate information may be added to the rewinding information. The unwinding operation on thebobbin 23 using this rewinding information will be described later. - In the rewinding position, a
new bobbin 23 that has been stocked is set so as to replace thebobbin 23 on which the rewinding operation is interrupted. Since thisnew bobbin 23 has been subjected to the pick-finding in thepick finding device 7, an end of the yarn can be easily caught, so that the yarn piecing can be performed. In this manner, even if the end of the yarn cannot be caught at the time of yarn breakage, thebobbin 23 whose yarn end could not be caught is discharged, and instead, anew bobbin 23 can be set, thereby enabling the yarn piecing and restarting the rewinding. - The
bobbin 23 whose yarn end could not be caught is transported in the emptybobbin transport path 96. In the emptybobbin transport path 96, as described above, the empty bobbins sent out from theother rewinding units 31 are also transported. Accordingly, thebobbin 23 whose yarn end could not be caught is transported together with the empty bobbins in the emptybobbin transport path 96, and then introduced into the returnedbobbin transport path 93. - As shown in
FIG. 1 , in the returnedbobbin transport path 93, an emptybobbin determination device 8 is provided at a position upstream of the position where the emptybobbin return path 97 diverges from the returnedbobbin transport path 93. The empty bobbin determination device (third data reading part) 8 of this embodiment can read a storage content of theRF tag 60, and by reading the rewinding information (remaining yarn information) stored in theRF tag 60, can determine whether or not a bobbin is an empty bobbin. Additionally, a path switching mechanism (not shown) is provided at the position where the emptybobbin return path 97 diverges from the returnedbobbin transport path 93. The path switching mechanism sends out abobbin 23 to the emptybobbin return path 97 side if the emptybobbin determination device 8 determines that thebobbin 23 is an empty bobbin, and keeps abobbin 23 transported in the returnedbobbin transport path 93 if the emptybobbin determination device 8 determines that thebobbin 23 is not an empty bobbin. - In the above-described configuration, only the empty bobbin can be returned to the spinning frame 2. The bobbin 23 (bobbin on which the yarn remains) determined to be not an empty bobbin by the empty
bobbin determination device 8 is transported in the returnedbobbin transport path 93. Thebobbin 23 having a sufficient amount of remaining yarn is subjected to the pick-finding process in thepick finding device 7. In thebobbin 23 for which it is determined that the amount of remaining yarn is extremely small based on the rewinding information (remaining yarn information) in theRF tag 60, the extremely small amount of remaining yarn is removed by a remaining yarn processing device (not shown). In this manner, even if the end of the yarn of thebobbin 23 could not be caught in therewinding unit 31, thebobbin 23 is subjected to the pick-finding in thepick finding device 7, and thereby the rewindingunit 31 can perform unwinding again. The configuration may further include a remaining yarn amount detection device, so that the amount of remaining yarn is measured by the remaining yarn amount detection device. - Next, a description will be given to the unwinding operation on the bobbin 23 (rewinding operation on the package 30) using the rewinding information stored in the
RF tag 60. - When a
new bobbin 23 is supplied in the rewinding position, theRF reader 5 reads the bobbin information and the rewinding information from theRF tag 60 of thetray 50. Based on these information, theunit control section 10 determines whether or not this bobbin is an interrupted bobbin. - If the
bobbin 23 is an interrupted bobbin and additionally the yarn remains on this bobbin, theRF reader 5 transmits the remaining yarn information, the rewinding speed information, and the tension information that are read from theRF tag 60, to theunit control section 10. Then, theunit control section 10 reflects the received rewinding information to the control of each part. For example, based on the rewinding speed information stored in theRF tag 60, a target rewinding speed is set, and drive means of the rewindingdrum 24 is controlled such that the steady speed can reach this rewinding speed. Based on the tension information, the tension applied to the yarn unwound from thebobbin 23 is controlled so as to reach the same tension as the tension applied before the rewinding operation has been interrupted. - In a configuration including a large number of rewinding
units 31 as in this embodiment, it cannot always be ensured that, when the interrupted bobbin is transported to the winder 3 side again, the interrupted bobbin is transported to thesame rewinding unit 31 as the rewindingunit 31 that has originally performed the rewinding operation. On the other hand, from the viewpoint of achieving a uniform quality, it is preferable that thebobbins 23 whose yarns are spun by the samefine spinning unit 32 are subjected to the unwinding operation under the same conditions. In this respect, the configuration of this embodiment allows the rewinding conditions to be reconstructed by reading the rewinding information stored in theRF tag 60 of thetray 50 that is transporting thebobbin 23. Therefore, even if the interrupted bobbin is transported to therewinding unit 31 different from the rewindingunit 31 that originally performed the rewinding operation, the rewinding information can be obtained from theRF tag 60 without the need to exchange information between theunit control sections 10. - Next, a description will be given to a case where a defective bobbin (bobbin from which a defective yarn is rewound) is transported in the empty
bobbin transport path 96. - In the
fine spinning unit 32, if damage, abrasion, or the like, occurs in theapron belt 105 for example, the yarn manufactured by thefine spinning unit 32 may have a non-uniform diameter. Additionally, there is a tendency that the amount of fluff in the yarn increases as thetraveler 114 is abraded away. In a description given below, it is considered that a yarn having a non-uniform diameter and a yarn having a large amount of fluff is a defective yarn of low commercial value, and abobbin 23 having such a defective yarn wound thereon may be referred to as "defective bobbin". It is desired that the rewindingunit 31 automatically detects and removes the defective bobbin, in order to prevent the defective yarn to be mixed into thepackage 30. - In this embodiment, therefore, the diameter and the fluff of the yarn unwound from the
bobbin 23 are detected by the clearer 15, as described above. In this embodiment, if the magnitude of variation in the yarn diameter or the amount of fluff, which is detected by the clearer 15 of the rewindingunit 31, is beyond a predetermined allowable range, it is determined that the bobbin on which therewinding unit 31 currently performs rewinding is a defective bobbin. - If a defective bobbin is detected, the rewinding
unit 31 does not unwind the yarn any longer, and discharges the defective bobbin as it is (with the yarn left thereon) to the emptybobbin transport path 96, and then starts unwinding the yarn from anotherbobbin 23 stocked in thebobbin supply path 95. This can prevent the yarn having a non-uniform diameter or the yarn having a large amount of fluff from being mixed into thepackage 30. - Here, if the defective bobbin sent out from the rewinding
unit 31 into the emptybobbin transport path 96 was introduced into the returnedbobbin transport path 93, the emptybobbin determination device 8 would determine that this defective bobbin is not an empty bobbin (because the yarn remains on this defective bobbin), and this defective bobbin would be supplied through thepick finding device 7 to the winder 3 again. Therefore, the automaticbobbin feed system 6 is configured such that when the defective bobbin is transported in the emptybobbin transport path 96, the defective bobbin is not introduced into the returnedbobbin transport path 93 and escaped into the defectivebobbin waiting path 98. - A specific description is as follows. If a defective bobbin is detected in a
certain rewinding unit 31, themachine controller 11 stores, in theRF tag 60, information indicating that thisbobbin 23 is a defective bobbin. As described above, when the rewindingunit 31 rewinds the yarn from thebobbin 23, the storage content of theRF tag 60 of thetray 50 having thisbobbin 23 mounted thereon is read, and if the information indicating a defective bobbin is detected, thisbobbin 23 is discharged from the rewinding position into the emptybobbin transport path 96. Whether or not a bobbin is a defective bobbin can be determined based on the yarn defect information, too. For example, it may be acceptable that a bobbin in which a predetermined amount or more of yarn defects are detected during the rewinding operation is determined to be a defective bobbin. - On the other hand, as shown in
FIG. 1 , the defectivebobbin waiting path 98 is provided so as to diverge from the emptybobbin transport path 96 at a position upstream of a position where the emptybobbin transport path 96 joins the returnedbobbin transport path 93. In this diverging position, a path switching mechanism (path switching device) 43 is provided, so that a path of transport of thebobbin 23 transported in the emptybobbin transport path 96 can be switched by thepath switching mechanism 43. Additionally, in the emptybobbin transport path 96, an RF reader 9 (second data reading part) is arranged at a position upstream of the position where the defectivebobbin waiting path 98 diverges from the emptybobbin transport path 96. The RF reader 9 reads a storage content of theRF tag 60 of thetray 50 that is transported in the emptybobbin transport path 96, and transmits the information to thepath switching mechanism 43. Based on the content stored in theRF tag 60, thepath switching mechanism 43 determines whether or not thebobbin 23 transported in the emptybobbin transport path 96 is a defective bobbin. - If the information indicating a defective bobbin is stored in the
RF tag 60, it is determined that thebobbin 23 transported in the emptybobbin transport path 96 is a defective bobbin. Based on a result of this determination, thebobbin 23 is sent out to the defectivebobbin waiting path 98 side. If it is determined that thebobbin 23 is not a defective bobbin, thebobbin 23 is kept transported in the emptybobbin transport path 96. - The defective
bobbin waiting path 98 has a certain length, and a downstream end portion of the defectivebobbin waiting path 98 is a closed end. Therefore, a plurality oftrays 50 having defective bobbins placed thereon can wait in the defectivebobbin waiting path 98. - When the
trays 50 having the defective bobbins placed thereon are reserved to a certain extent in the defectivebobbin waiting path 98, the operator removes the defective bobbins from thetrays 50, and replaces them with empty bobbins. Then, the operator performs an appropriate operation, to thereby drive the defectivebobbin waiting path 98 in reverse. As a result, thetrays 50 reserved in the defectivebobbin waiting path 98, on which the replacing empty bobbins are placed, are introduced into the replacedbobbin return path 99. - As shown in
FIG. 1 , the replacedbobbin return path 99 diverges from a middle of the defectivebobbin waiting path 98, and is connected to the emptybobbin return path 97. Thetray 50 on which the defective bobbin has been replaced with the empty bobbin is introduced through the replacedbobbin return path 99 into the emptybobbin return path 97, and then returned to the spinning frame 2. - As described above, the winder 3 of this embodiment can distinguish the transported
bobbin 23 into any of the empty bobbin, the actual bobbin, and the defective bobbin, based on the storage content of theRF tag 60. Thereby, even if the empty bobbin, the actual bobbin, and the defective bobbin are mixed in the automaticbobbin feed system 6 and the winder 3, each bobbin can be appropriately distributed so that thebobbin 23 can be appropriately transferred between the fine spinning frame 2 and the winder 3, without stopping the transport of thetray 50. - As shown above, the winder 3 of this embodiment is configured as follows. That is, the winder 3 includes the plurality of rewinding
units 31, and is connected to the automaticbobbin feed system 6. The rewindingunit 31 unwinds the yarn wound on thebobbin 23, to form thepackage 30. The automaticbobbin feed system 6 transports thetray 50 on which thebobbin 23 wound with the yarn is set. Thetray 50 has aRF tag 60 capable of recording information. The rewindingunit 31 includes theRF reader 5 and theunit control section 10. TheRF reader 5 reads the information from theRF tag 60 of thetray 50 having set thereon thebobbin 23 on which the rewinding operation is being performed. In a case where the rewinding operation is interrupted halfway, theunit control section 10 records the rewinding information indicating the rewinding conditions and a rewinding status obtained at a time when the interruption occurs. When performing the rewinding operation again using thebobbin 23 on which the rewinding operation has been interrupted halfway, theunit control section 10 controls any one of the plurality of rewindingunits 31 having the bobbin transported thereto, based on the rewinding information of thisbobbin 23. - Accordingly, even if the
bobbin 23 on which the rewinding operation has been interrupted is transported to therewinding unit 31 different from the rewindingunit 31 that originally performed the rewinding operation, the rewinding conditions applied prior to the interruption are reconstructed based on the rewinding information, and the yarn can be drawn from thebobbin 23 substantially under the same conditions. Therefore, the yarn wound on thesame bobbin 23 is rewound under the same rewinding conditions, which can stabilize the yarn quality. - In the management system for the winder 3 of this embodiment, the rewinding information contains remaining yarn length information concerning the yarn remaining on the
bobbin 23. - This enables the process by the rewinding
unit 31 and the transport by the automaticbobbin feed system 6 to be performed in accordance with the remaining yarn length of the yarn remaining on thebobbin 23. - The rewinding
unit 31 provided in the winder 3 of this embodiment includes thetension applying device 13 configured to apply a tension to the yarn that is being rewound into thepackage 30. The rewinding information contains the tension information in thetension applying device 13. - Accordingly, by considering the tension information concerning the tension that was applied by the
tension applying device 13 before the rewinding operation has been interrupted, the tension of the yarn drawn out from thebobbin 23 can be kept substantially within a certain range from the start to the end of the unwinding operation on thisbobbin 23. - The rewinding unit provided in the winder 3 of this embodiment includes the clearer 15 for detecting a yarn defect. In the management system of this embodiment, the rewinding information contains the yarn defect information concerning a detection of the defect by the clearer 15.
- Accordingly, by referring to the yarn defect information, the status of the yarn wound on the
bobbin 23 can be recognized. Therefore, the process by the rewindingunit 31 and the transport by the automaticbobbin feed system 6 can be performed in accordance with the status of the yarn. The yarn defect information of this embodiment also contains cutting data concerning yarn cutting and the like (information indicating the number of times the clearer 15 detected a yarn defect and the yarn was cut). - The automatic
bobbin feed system 6 connected to the winder 3 of this embodiment includes the plurality of paths (tray transport path 90), the RF reader 9, and thepath switching mechanism 43. The RF reader 9 is for reading information recorded on theRF tag 60 of thetray 50. Thepath switching mechanism 43 switches a path based on the information read by the RF reader 9. - Accordingly, a destination of transport of the
bobbin 23 can be determined based on the rewinding information recorded on theRF tag 60, and therefore efficiency in transporting thebobbin 23 can be effectively improved. - The rewinding unit provided in the winder 3 of this embodiment includes the rewinding-
unit RF writer 40 for recording the rewinding information on theRF tag 60 of thetray 50. In a case where the rewinding operation is interrupted, the rewinding information is written into theRF tag 60. When performing the rewinding operation again using thebobbin 23 on which the rewinding operation has been interrupted halfway, the management system of this embodiment controls any one of the plurality of rewindingunits 31 having the bobbin transported thereto, based on the rewinding information recorded on theRF tag 60. - Accordingly, the rewinding information can be obtained and reflected to the rewinding operation merely by reading the rewinding information from the
RF tag 60 of thetray 50. As a result, the process for reconstructing the rewinding operation that was applied prior to the interruption can be concluded at the rewindingunit 31 side, which can achieve a simple process. - While the fine spinning winder 1 including the winder 3 according to one embodiment of the present invention has been described above, the configuration of the winder 3 can be appropriately modified depending on circumstances, as long as the management system of the present invention is applied thereto. In a possible modification, for example, the rewinding-
unit RF writer 40 arranged for each rewindingunit 31 of the winder 3 may be omitted, and instead themachine controller 11 may manage the rewinding information of eachbobbin 23. Next, a modification in which themachine controller 11 manages the rewinding information of eachbobbin 23 will be described with reference toFIG. 6. FIG. 6 contains a schematic front elevational view and a block diagram showing the fine spinning winder 1 according to the modification. Since the modification which will be described below is identical to the above-described embodiment except that themachine controller 11 manages the rewinding information of eachbobbin 23 and that the rewinding-unit RF writers 40 are omitted, the identical parts will not be described. - The
machine controller 11 provided in awinder 203 according to the modification includes a storage section (not shown), and is configured to store in this storage section the bobbin information for identifying the bobbin in association with the rewinding information of thebobbin 23 corresponding to this bobbin information. As shown inFIG. 6 , the information read by theRF reader 5 is inputted to themachine controller 11 with respect to each rewindingunit 31. - In the following, a specific description will be given by taking, as an example, a case where the defective bobbin is detected. If a defective bobbin is detected in a
certain rewinding unit 31, themachine controller 11 stores information indicating the detection of the defective bobbin in thecertain rewinding unit 31. As described above, while the yarn is rewound from thebobbin 23 in therewinding unit 31, the information (including the information for identifying the bobbin 23) recorded on theRF tag 60 of thetray 50 having thisbobbin 23 mounted thereon is read by theRF reader 5, and the information is inputted to themachine controller 11. If a defective bobbin is detected in therewinding unit 31, themachine controller 11 stores the information indicating the detection in association with the bobbin information of the bobbin 23 (the defective bobbin described above) on which therewinding unit 31 currently performs rewinding. As a result, information indicating which bobbin 23 is a defective bobbin is stored in themachine controller 11. - The
machine controller 11 checks the information transmitted from the RF reader 9 against the information stored in themachine controller 11 itself (the information indicating which bobbin 23 is a defective bobbin), and thereby determines whether or not thebobbin 23 placed on thetray 50 that is passing through the position of the RF reader 9 is a defective bobbin. Thepath switching mechanism 43 sends out abobbin 23 to the defectivebobbin waiting path 98 side if themachine controller 11 determines that thebobbin 23 is a defective bobbin, and keeps abobbin 23 transported in the emptybobbin transport path 96 if themachine controller 11 determines that thebobbin 23 is not a defective bobbin. A subsequent route for transporting the defective bobbin is the same as that of the embodiment described above, and therefore a description thereof will be omitted. - As shown above, the
machine controller 11 provided in thewinder 203 according to the modification includes the storage section that can store the rewinding information with respect to eachbobbin 23. TheRF tag 60 of thetray 50 records thereon the bobbin information (the station number and the doffing information) for distinguishing thetray 50 fromother trays 50. When performing the rewinding operation again using thebobbin 23 on which the rewinding operation has been interrupted halfway, the management system identifies thebobbin 23 based on the identification information recorded on theRF tag 60. Then, based on the rewinding information of thebobbin 23, the management system controls any one of the plurality of rewindingunits 31 having thebobbin 23 transported thereto. - Accordingly, the rewinding information of the
bobbin 23 can be collectively managed by themachine controller 11 side, and therefore a storage capacity of theRF tag 60 of thetray 50 can be reduced. Moreover, from the viewpoint of the rewindingunit 31 side, it is not necessary to provide any special means for storing data. Therefore, a simple configuration for reflecting the rewinding information to the rewinding operation can be achieved. - Although the embodiment of the present invention has been described above, the above-described configuration may be modified as follows.
- Although in the embodiment described above, the station number and the doffing information are stored in the
RF tag 60 so that the fine spinning unit is identified, this configuration may be appropriately modified depending on circumstances. For example, a unique identification number may be given to thetray 50, so that thebobbin 23 is identified based on the identification number. - In a possible configuration, notification means such as a warning light or a buzzer may be provided in the automatic
bobbin feed system 6, so that if the automaticbobbin feed system 6 determines that pick-finding in the bobbin cannot be performed, the notification means is actuated to give notification to the operator. -
- 1
- fine spinning winder
- 2
- spinning frame
- 3
- winder (automatic winder)
- 4
- RF writer
- 5
- RF reader (data reading part)
- 6
- automatic bobbin feed system (bobbin transport mechanism)
- 9
- RF reader (second data reading part)
- 11
- machine controller
- 15
- clearer (yarn defect detection part)
- 16
- display (notification means)
- 23
- bobbin
- 31
- rewinding unit
- 32
- fine spinning unit
- 40
- rewinding-unit RF writer (data writing part)
- 43
- path switching mechanism (path switching device)
- 50
- tray (transporter)
- 60
- RF tag (data recording section)
Claims (8)
- A management system for an automatic winder,
the automatic winder comprising a plurality of rewinding units for unwinding yarns wound on bobbins, to form packages,
the automatic winder being connected to a bobbin transport mechanism for transporting a transporter on which the bobbin is set,
the transporter including a data recording section configured to record information,
the rewinding unit comprising:a data reading part for reading the information from the data recording section corresponding to the bobbin on which a rewinding operation is performed; anda unit control section for, when the rewinding operation is interrupted halfway, recording rewinding information indicating a rewinding condition and a rewinding status obtained at a time when the interruption occurs, and when performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, controlling any one of the plurality of rewinding units having the bobbin transported thereto based on the rewinding information of said bobbin. - The management system for the automatic winder according to claim 1, wherein
the rewinding information contains remaining yarn length information concerning a yarn remaining on the bobbin. - The management system for the automatic winder according to claim 1 or 2, wherein
the rewinding unit includes tension applying means configured to apply a tension to a yarn that is rewound into the package,
the rewinding information contains control information of the tension applying means. - The management system for the automatic winder according to claim 1 or 2, wherein
the rewinding unit includes a yarn defect detection part for detecting a yarn defect,
the rewinding information contains detection information concerning a detection of the defect by the yarn defect detection part. - The management system for the automatic winder according to claim 1 or 2, wherein
the bobbin transport mechanism comprises:a plurality of paths;a second data reading part for reading the information recorded on the data recording section of the transporter; anda path switching device for switching a path based on the information read by the second data reading part. - The management system for the automatic winder according to claim 1 or 2, wherein
the rewinding unit includes a data writing part for recording the rewinding information into the data recording section of the transporter,
in a case where the rewinding operation is interrupted, the rewinding information is written into the data recording section,
when performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, any one of the plurality of rewinding units having the bobbin transported thereto is controlled based on the rewinding information recorded on the data recording section. - The management system for the automatic winder according to claim 1 or 2, wherein
the management system comprises a storage section configured to store the rewinding information with respect to each bobbin,
the data recording section of the transporter records thereon identification information for distinguishing said transporter from other transporters,
when performing the rewinding operation again using the bobbin on which the rewinding operation has been interrupted halfway, the management system identifies the bobbin based on the identification information recorded on the data recording section,
the management system controls any one of the plurality of rewinding units having the bobbin transported thereto based on the rewinding information of the bobbin. - An automatic winder to which the management system according to claim 1 or 2 is applied.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009169564A JP2011020838A (en) | 2009-07-17 | 2009-07-17 | Textile machine managing system for automatic winder, and the automatic winder |
| PCT/JP2010/004319 WO2011007513A1 (en) | 2009-07-17 | 2010-06-30 | Management system for automatic winder and automatic winder |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2455318A1 true EP2455318A1 (en) | 2012-05-23 |
| EP2455318A4 EP2455318A4 (en) | 2013-10-02 |
| EP2455318B1 EP2455318B1 (en) | 2016-12-21 |
Family
ID=43449125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10799577.1A Active EP2455318B1 (en) | 2009-07-17 | 2010-06-30 | Automatic winder with a management system |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2455318B1 (en) |
| JP (1) | JP2011020838A (en) |
| CN (1) | CN102471008B (en) |
| IN (1) | IN2012DN01427A (en) |
| WO (1) | WO2011007513A1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2671832A3 (en) * | 2012-06-04 | 2014-12-24 | Murata Machinery, Ltd. | Yarn winding device |
| WO2015181598A1 (en) * | 2014-05-26 | 2015-12-03 | Maschinenfabrik Rieter Ag | Method for operating a textile machine, and textile machine for producing rovings |
| EP3305953A4 (en) * | 2015-06-05 | 2019-01-30 | Murata Machinery, Ltd. | Yarn winding system, spinning frame, automatic winder, and yarn winding method |
| EP3305700A4 (en) * | 2015-06-05 | 2019-03-06 | Murata Machinery, Ltd. | Yarn winding system, automatic winder, spinning frame and yarn winding method |
| WO2019123355A1 (en) * | 2017-12-22 | 2019-06-27 | Bse Di Biancardi Guglielmo & C. S.A.S. | Management of spools of threads in textile machines |
| EP3919426A1 (en) * | 2020-06-05 | 2021-12-08 | Murata Machinery, Ltd. | Yarn winding machine and spinning system |
| EP4246254A1 (en) * | 2022-03-18 | 2023-09-20 | TMT Machinery, Inc. | Yarn processing facility |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104049615A (en) * | 2014-06-25 | 2014-09-17 | 湛江中湛纺织有限公司 | Textile production automated management system and management method thereof |
| JP2017001782A (en) * | 2015-06-05 | 2017-01-05 | 村田機械株式会社 | Yarn winding system, automatic winder, spinning frame and yarn winding method |
| DE102016115249A1 (en) * | 2016-08-17 | 2018-02-22 | Saurer Germany Gmbh & Co. Kg | Method for operating a composite system comprising at least one ring spinning machine and at least one winding machine and winding machine for a composite system |
| JP2018111553A (en) * | 2017-01-10 | 2018-07-19 | 村田機械株式会社 | Yarn information acquiring device, yarn winding machine and textile machine system |
| JP2019119539A (en) * | 2017-12-28 | 2019-07-22 | 村田機械株式会社 | Spool machine and bobbin supply method |
| CN108483130B (en) * | 2018-02-12 | 2020-12-25 | 铜陵松宝智能装备股份有限公司 | Automatic winding conveying belt, conveying equipment and conveying method |
| DE102018113886A1 (en) * | 2018-06-11 | 2019-12-12 | Saurer Spinning Solutions Gmbh & Co. Kg | Method and device for influencing the Bewicklungszustandes ring spinning cops |
| JP2020143397A (en) * | 2019-03-06 | 2020-09-10 | 村田機械株式会社 | Output device for generation amount of waste thread, and textile machine |
| IT201900004575A1 (en) * | 2019-03-27 | 2020-09-27 | Savio Macch Tessili Spa | TUBE FOR TRACKING A BUNDLE, WINDING APPARATUS WITH DEVICE FOR DRAWING A BUNDLE AND RELATIVE WINDING METHOD |
| CN113148768B (en) * | 2021-02-08 | 2022-09-27 | 青岛宏大纺织机械有限责任公司 | Multi-connection type fine connection tray conveying device and method |
| CN115465729A (en) * | 2021-06-11 | 2022-12-13 | 卓郎(江苏)纺织机械有限公司 | Single-pass doffing equipment, single-pass doffing control method and single-pass doffing control device |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4023795A1 (en) * | 1989-07-26 | 1991-02-07 | Murata Machinery Ltd | TRANSPORT SYSTEM FOR THREADED OR SIMILAR AND METHOD FOR MONITORING SPIDER COILS USING THE TRANSPORT SYSTEM |
| DE4217059A1 (en) * | 1991-05-23 | 1992-11-26 | Murata Machinery Ltd | SPIDER REEL MONITORING DEVICE |
| DE4209219A1 (en) * | 1992-03-21 | 1993-09-23 | Schlafhorst & Co W | Yarn winding machines - have closed transport system with cop plates identified by read and write memory devices |
| DE19913736A1 (en) * | 1999-03-26 | 2000-09-28 | Schlafhorst & Co W | Automatic bobbin winder takes a length of yarn from the spinning bobbin to test it for quality and the bobbin is marked and removed on a fault for transfer to a cop processing station for correction |
| EP1460016A1 (en) * | 2003-03-17 | 2004-09-22 | Murata Kikai Kabushiki Kaisha | Automatic winder |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0726263B2 (en) | 1985-08-19 | 1995-03-22 | 村田機械株式会社 | Spinner management method |
| JPH04341465A (en) * | 1991-05-17 | 1992-11-27 | Murata Mach Ltd | Winder for winding irregular bobbin thread |
| JPH08175763A (en) * | 1994-12-26 | 1996-07-09 | Murata Mach Ltd | Pick finding system for winder and pick finding device |
| IT1283270B1 (en) * | 1996-03-18 | 1998-04-16 | Savio Macchine Tessili Spa | PROCEDURE AND DEVICE FOR CONTEMPORARY WINDING OF A MULTIPLE LOTS OF YARN |
| JP2007210776A (en) * | 2006-02-13 | 2007-08-23 | Murata Mach Ltd | Yarn winding method and yarn winding device |
| DE102007057921A1 (en) * | 2007-12-01 | 2009-06-04 | Oerlikon Textile Gmbh & Co. Kg | Method and device for automated identification of bobbins |
-
2009
- 2009-07-17 JP JP2009169564A patent/JP2011020838A/en active Pending
-
2010
- 2010-06-30 EP EP10799577.1A patent/EP2455318B1/en active Active
- 2010-06-30 WO PCT/JP2010/004319 patent/WO2011007513A1/en active Application Filing
- 2010-06-30 CN CN201080032271.5A patent/CN102471008B/en active Active
-
2012
- 2012-02-15 IN IN1427DEN2012 patent/IN2012DN01427A/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4023795A1 (en) * | 1989-07-26 | 1991-02-07 | Murata Machinery Ltd | TRANSPORT SYSTEM FOR THREADED OR SIMILAR AND METHOD FOR MONITORING SPIDER COILS USING THE TRANSPORT SYSTEM |
| DE4217059A1 (en) * | 1991-05-23 | 1992-11-26 | Murata Machinery Ltd | SPIDER REEL MONITORING DEVICE |
| DE4209219A1 (en) * | 1992-03-21 | 1993-09-23 | Schlafhorst & Co W | Yarn winding machines - have closed transport system with cop plates identified by read and write memory devices |
| DE19913736A1 (en) * | 1999-03-26 | 2000-09-28 | Schlafhorst & Co W | Automatic bobbin winder takes a length of yarn from the spinning bobbin to test it for quality and the bobbin is marked and removed on a fault for transfer to a cop processing station for correction |
| EP1460016A1 (en) * | 2003-03-17 | 2004-09-22 | Murata Kikai Kabushiki Kaisha | Automatic winder |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO2011007513A1 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2671832A3 (en) * | 2012-06-04 | 2014-12-24 | Murata Machinery, Ltd. | Yarn winding device |
| WO2015181598A1 (en) * | 2014-05-26 | 2015-12-03 | Maschinenfabrik Rieter Ag | Method for operating a textile machine, and textile machine for producing rovings |
| US10683188B2 (en) | 2014-05-26 | 2020-06-16 | Maschinenfabrik Rieter Ag | Method for operating a textile machine, and textile machine for producing roving |
| EP3305953A4 (en) * | 2015-06-05 | 2019-01-30 | Murata Machinery, Ltd. | Yarn winding system, spinning frame, automatic winder, and yarn winding method |
| EP3305700A4 (en) * | 2015-06-05 | 2019-03-06 | Murata Machinery, Ltd. | Yarn winding system, automatic winder, spinning frame and yarn winding method |
| WO2019123355A1 (en) * | 2017-12-22 | 2019-06-27 | Bse Di Biancardi Guglielmo & C. S.A.S. | Management of spools of threads in textile machines |
| EP3919426A1 (en) * | 2020-06-05 | 2021-12-08 | Murata Machinery, Ltd. | Yarn winding machine and spinning system |
| EP4246254A1 (en) * | 2022-03-18 | 2023-09-20 | TMT Machinery, Inc. | Yarn processing facility |
Also Published As
| Publication number | Publication date |
|---|---|
| IN2012DN01427A (en) | 2015-06-05 |
| EP2455318B1 (en) | 2016-12-21 |
| JP2011020838A (en) | 2011-02-03 |
| WO2011007513A1 (en) | 2011-01-20 |
| EP2455318A4 (en) | 2013-10-02 |
| CN102471008A (en) | 2012-05-23 |
| CN102471008B (en) | 2013-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2455318B1 (en) | Automatic winder with a management system | |
| EP2455317B2 (en) | Management system for fine spinning winder and fine spinning winder | |
| CN106494937B (en) | Yarn winding device, automatic winder, textile machine system, and yarn feeding bobbin abnormality detection method | |
| JP6991002B2 (en) | How to monitor the normal operation of the spinning unit of a ring spinning machine | |
| EP3626660B1 (en) | Spinning system and winding prevention method | |
| CN108221107B (en) | Pipe yarn quality monitoring system and monitoring method | |
| EP2700602B1 (en) | Yarn winding device, automatic winder, and textile machine | |
| JP2011020836A (en) | Textile machine managing system and fine spinning winder | |
| EP1939123A1 (en) | Textile machine and automatic winder | |
| JP7346200B2 (en) | Method and apparatus for detecting yarn loops in a working unit of a textile machine producing wound packages | |
| CN109384097B (en) | Device for removing yarn defects from yarns | |
| CN111039075A (en) | Yarn winding device | |
| JP2016194187A (en) | Method for operating composite system comprising at least one ring spinning machine and at least one winding machine, and composite system | |
| JP2015171921A (en) | Textile machine | |
| EP3919426B1 (en) | Yarn winding machine and spinning system | |
| EP3730436A1 (en) | Yarn winding machine and yarn threading method | |
| JP4192420B2 (en) | Spinning bobbin management device | |
| JP2019043721A (en) | Bobbin supply device and automatic winder system | |
| JP3211758B2 (en) | Spinning winding system | |
| CN115849101A (en) | Integrated machine system with ring spinning machine and cross winding machine | |
| JP3055472B2 (en) | Package inspection system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120216 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20130902 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 54/70 20060101ALI20130827BHEP Ipc: B65H 67/06 20060101AFI20130827BHEP Ipc: B65H 63/00 20060101ALI20130827BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20150318 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160704 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 855265 Country of ref document: AT Kind code of ref document: T Effective date: 20170115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010039034 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170321 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 855265 Country of ref document: AT Kind code of ref document: T Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170421 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170321 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170421 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010039034 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161221 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240521 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240522 Year of fee payment: 15 |