WO2010101268A1 - 即席乾燥麺およびその製造方法 - Google Patents
即席乾燥麺およびその製造方法 Download PDFInfo
- Publication number
- WO2010101268A1 WO2010101268A1 PCT/JP2010/053717 JP2010053717W WO2010101268A1 WO 2010101268 A1 WO2010101268 A1 WO 2010101268A1 JP 2010053717 W JP2010053717 W JP 2010053717W WO 2010101268 A1 WO2010101268 A1 WO 2010101268A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- noodles
- noodle
- instant
- emulsifier
- noodle strings
- Prior art date
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
- A23L3/40—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs by drying or kilning; Subsequent reconstitution
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L7/00—Cereal-derived products; Malt products; Preparation or treatment thereof
- A23L7/10—Cereal-derived products
- A23L7/109—Types of pasta, e.g. macaroni or noodles
- A23L7/113—Parboiled or instant pasta
Definitions
- the present invention relates to a method for producing instant dry noodles using hot air. More specifically, in the present invention, after adding solid oil or fat and an emulsifier to a raw material for noodles and applying dough obtained by a conventional method in the noodle making process to a small lump or plate by applying pressure under reduced pressure, The present invention relates to a method for producing instant dry noodles using hot air, which can be further improved in taste, texture and loosening, which could not be achieved conventionally by creating a band.
- Non-fried drying method generally includes drying methods such as hot air drying, microwave drying, freeze drying, and cold drying.
- Non-fried drying method generally using wheat flour and various starches as raw materials, Chinese noodles using kansui, Japanese-style noodles using polymerized phosphate instead of kansui, if necessary, salt, Powdered eggs, thickening polysaccharides, fats and oils, lecithin, and others are added and kneaded, and then noodles are made by a conventional method.
- fried noodles and non-fried noodles are obtained by a predetermined drying method.
- these instant noodles can be roughly divided into two types: a type in which it is cooked in a pan and a type in which hot water is added to cook.
- the former type of cooking by cooking in a pan the amount of heat during cooking tends to be large, so that hot water can flow quickly through the noodle strings and the starch particles can swell sufficiently, so that a relatively elastic texture tends to be realized.
- the type that is prepared by pouring hot water hereinafter referred to as “snack noodles” is obviously less heat added to the noodles during cooking, The hot water arrival time inside the noodle strings becomes long, and the starch particles inside the noodle strings cannot swell quickly. For this reason, in “snack noodles”, the noodle strings tend to be hard to return unless they are made into flat noodles and processed thinly.
- the feature of the deep-fried drying method is that when the noodle strings are deep-fried, rapid dehydration and drying are performed, and the dried noodle strings have a porous porous structure.
- the noodles obtained by this method have a texture that is scary because of the porous porous structure, and it is difficult to realize a ⁇ texture with viscoelasticity like raw noodles '' Since it is fried in oil, it has a strong fry odor and contains a large amount of fats and oils in the noodle strings, so that there is a drawback that the fats and oils are easily oxidized and the flavor is not excellent.
- the entire structure of the noodle strings shrinks and hardens due to drying with hot air at around 100 ° C., so that the internal structure of the noodle strings becomes less air bubbles and is restored by pouring hot water or raising with boil.
- a relatively elastic texture can be obtained, and furthermore, the appearance of the noodle strings can be obtained with transparency.
- the noodles obtained by the hot air drying method can easily have a texture and appearance close to those of raw noodles, compared to fried noodles.
- An object of the present invention is to provide instant noodles that can solve the above-described drawbacks of the prior art, and a method for producing the instant noodles.
- Another object of the present invention is to provide instant noodles that can meet the recent demands of “real” consumers and a method for producing the same.
- the present inventor has found that a plurality of cavities can be obtained inside the noodle strings by adding powdered fat or oil powder to a part of the raw material when using a vacuum noodle banding machine.
- the present inventor further investigated the problems of the prior art in taste and texture based on the presence of the “multiple cavities inside the noodle strings” obtained as described above. It has been found that it can be remarkably improved and that the noodle strings can be greatly improved.
- the instant dry noodles of the present invention are instant dry noodles prepared from a raw material and at least a noodle raw material containing solid oil and fat and / or an emulsifier; the instant dry noodles are “frozen time” in hot water. Is 150 seconds or less.
- the dough prepared from the noodle raw material containing solid fat and / or emulsifier with respect to the main raw material is further applied under reduced pressure to form a small lump or plate, and subsequently produced by a conventional method.
- a method for producing instant dry noodles characterized in that after the noodle strings are ⁇ -treated, the noodle strings are dried with hot air.
- the powdered granular fat or powdered emulsifier by using a vacuum noodle banding machine and adding powdered granular fat or powdered emulsifier to the noodle raw material, the powdered granular fat or powder inside the noodle strings in the ⁇ -forming step By dissolving the granular emulsifier, fine holes can be made inside and on the surface of the noodle strings. At this time, the density of the noodle strings is controlled and dried without breaking the unique dense structure of the vacuum noodle banding machine. Is estimated to be possible.
- the density of the noodle strings can be controlled without breaking the unique dense structure of the vacuum noodle banding machine, so that hot water quickly penetrates into the noodle strings when recuperating. This makes it possible to solve the problems of conventional noodles, such as “bad hot water return” and “too strong noodle strings” without killing the characteristics of the vacuum noodle banding machine. It is estimated that
- these synergistic effects can bring out the characteristics of the vacuum noodle banding machine to the maximum, and furthermore, “a texture having viscoelasticity like raw noodles” and “freshness like raw noodles”
- the noodle band surface is less sticky than normal noodles and the original mold release effect of powdered granular fat or powdered granular emulsifier It is presumed that it became possible to obtain a noodle string that can dramatically improve the “noodle string looseness” by a synergistic effect with the above.
- the following effects can be obtained.
- (1) The problems in the prior art are solved while leaving the characteristics of the vacuum noodle banding machine. That is, it is possible to obtain noodles that make better use of the characteristics of the vacuum noodle banding machine.
- FIG. 6 is a schematic cross-sectional view showing a “fraying time” measuring device system used in Test Example 2.
- FIG. It is a graph which shows the "fraying time” measurement result in a test example.
- FIG. 4 is an electron micrograph (magnification: 70 times) of the systematic structure of the vertical cross section of the noodle produced under the condition (1) of Test Example 1 (Photo 1).
- FIG. 5 is an electron micrograph (magnification: 70 times) of the systematic structure of the vertical cross section of the noodle produced under the condition (3) of Test Example 1 (Photo 2).
- FIG. 4 is an electron micrograph (magnification: 70 times) of the systematic structure of the vertical cross section of the noodle produced under the condition (1) of Test Example 1 (Photo 1).
- FIG. 5 is an electron micrograph (magnification: 70 times) of the systematic structure of the vertical cross section of the noodle produced under the condition (3) of Test Example 1 (Photo 2).
- FIG. 4 is an electron micrograph (magnification: 70 times) of
- FIG. 6 is a microscope photograph (magnification: 65 times) of the textured structure of the surface of the noodle produced under the condition (2) in Test Example 1 (Photo 3).
- FIG. 7 is a microscope photograph (magnification: 65 times) of the textured structure of the surface of the noodle produced under the condition (4) of Test Example 1 (Photo 4).
- the instant noodle of the present invention is an instant dry noodle prepared from a noodle raw material containing at least a main raw material and a solid oil and fat and / or emulsifier; the instant dry noodle has a “fraying time” in hot water. It is 150 seconds or less.
- Such instant noodles are, for example, a dough prepared from noodle raw materials containing solid fats and / or emulsifiers with respect to the main raw materials, and pressure is applied under reduced pressure to form small lumps or plates, followed by conventional methods. It can obtain suitably by making the noodle strings made into ⁇ and then drying the noodle strings with hot air.
- the “instant dried noodle” in the present invention is not particularly limited as long as the present invention is effective. That is, the type and product form of the “instant dry noodle” are not particularly limited, and examples thereof include Chinese noodles, udon, soba, and pasta.
- the “instant dry noodles” may be any of a so-called stewed type, a type in which hot water is added and cooked, and the like.
- the noodles of the present invention preferably have the following physical properties.
- the dry surface of the present invention preferably has a “fraying time” measured under the conditions in “Example” described later, of 150 seconds or less. This “detangling time” is further preferably 120 seconds or shorter, particularly 80 seconds or shorter.
- the “unwinding time” refers to the time until the noodle mass to be measured “falls completely” from the partition plate, as will be described later. Of course, if the noodle mass is “stuck” on the partition plate for some reason, the time until the noodle mass will fall is treated as an “error” and the measurement is repeated. To do.
- the dry surface of the present invention preferably has a “cutting strength” of 90 to 130 g measured under the conditions in “Example” described later.
- the “cutting strength” is further preferably 100 to 127 g, more preferably 105 to 125 g (especially 110 to 120 g).
- the noodle material is not particularly limited. That is, the material conventionally used for manufacturing instant noodles can be used without particular limitation. More specifically, for example, main raw materials and auxiliary raw materials described in paragraphs 52 to 62 of “Introduction to New Instant Noodles” supervised by the Japan Instant Food Industry Association can be used in the present invention.
- main raw material examples include wheat flour, durum flour, buckwheat flour, barley flour, and starch.
- main usable materials for example, ASW (Australia white intermediate wheat, protein around 10%) for wheat flour, HRW (American red hard wheat, around 11% protein) for starch, and potato starch for starch , Tapioca starch, waxy corn starch, corn starch, wheat starch and the like, and etherified starch, esterified starch, cross-linked starch, oxidized starch and the like obtained using these as raw materials.
- auxiliary materials include citrus, phosphates, salts, thickening polysaccharides, eggs, gluten and the like.
- oils and / or emulsifiers that can be used in the present invention will be described.
- the oils and / or emulsifiers are spherical or / and granular. Preferably there is.
- “spherical or / and granular” means that the particle shape of the oil or fat or emulsifier is relatively uniform in length, width and thickness. From the standpoint of the “noodle string loosening” effect, the fat or emulsifier particle size is preferably 0.1 mm or more, more preferably 0.15 mm or more. In the present invention, the particle size of the oil or fat or emulsifier can be suitably measured by the following method.
- a particle size was automatically measured by a sonic sieving method using a sonic vibration type fully automatic fluidized particle size distribution measuring instrument Robot Shifter RPS-85 (Seishin Enterprise Co., Ltd.).
- the kind of oil or fat or emulsifier that can be used in the present invention is not particularly limited. That is, it can be used by appropriately selecting from various oils and emulsifiers conventionally used for foods or instant noodles in general (in combination with a plurality of types as necessary).
- Examples of the types of fats and oils described above include lard, palm oil, soybean oil, coconut oil, sunflower oil, cottonseed oil, corn oil, rice bran oil, rapeseed oil, sesame oil, and the like.
- the melting point of fats and oils can be appropriately controlled by performing hydrogenation according to a conventional method.
- Examples of the above-mentioned emulsifier include monoglyce (glycerin fatty acid ester; monoglyceride), sugar ester, organic acid monogly, polyglycerin ester, sorbitan ester, propylene glycol ester and the like.
- Powdered fats and oils and powder emulsifiers obtained by the spray drying method have a small particle size (usually obtained particle size of about 0.03 mm). Therefore, setting the particle size to 0.1 mm or more is compared with the above spray cooling method. This may be a little difficult.
- the obtained shape tends to be a relatively large flake shape.
- secondary processing may be necessary using a pulverizer such as a mill, resulting in variations in the shape and size of the particle diameter, and poor yield.
- the manufacturing cost may increase.
- Examples of the various powdered fats and oils and powder emulsifiers described above include “Spray Fat PM” manufactured by Riken Vitamin Co., Ltd. in the spray cooling method.
- As for the drum drying method for example, “Unishort K” manufactured by Fuji Oil Co., Ltd. can be mentioned.
- the main raw material for example, wheat flour
- a spherical or / and granular noodle raw material having a particle diameter of 0.1 mm or more, and at least a fat or oil and / or emulsifier is mixed with water.
- the prepared dough apply pressure under reduced pressure in an extruder or extrusion molding machine to form a small lump or plate, after cutting noodles with a cutting blade after continuous noodle formation after composite noodles
- Instant noodles are preferably produced by drying with hot air.
- An apparatus for forming an extruded noodle band using an extruder or the like under deaeration that can be used in the present invention is not particularly limited. More specifically, for example, a deaeration apparatus (hereinafter referred to as “vacuum noodle banding machine”) in a noodle dough production apparatus disclosed in JP-A-61-132132 (Japanese Patent Application No. 59-254855) is suitable. Can be used for
- an extruder extrusion screw
- an extrusion molding machine is pressurized under a vacuum of 650 to 760 mmHg, and a cylindrical dough (dough) is passed through a die having a diameter of 5 to 50 mm.
- the noodle belt can be obtained by intermittently cutting the material that has been pumped into a small lump of 5 to 300 mm in length, or by removing the noodle strip.
- the pregelatinization treatment method in the present invention can be optionally carried out by boiled treatment using boiling hot water, steaming treatment using steam, etc., but more preferably, a steamer using steam is used. This is because, in the boil processing, the added powdered fat or oil or powdered emulsifier elutes from the inside of the noodle strings to the outside, so that it tends to be relatively difficult to obtain a space inside the noodle strings.
- the instantly dried noodles of the present invention can be obtained by forming and filling the gelatinized noodle strings obtained by the above-mentioned method into a drying basket one by one and passing through a hot air drying step.
- the noodle strings are preferably adjusted to a temperature of 60 to 100 ° C. (more preferably 80 to 90 ° C.), preferably a wind speed of 1 to 10 m / S (more preferably 3 to 5 m / S).
- the final moisture content of the noodle mass may be dried to 6 to 14% (preferably 8 to 10%) with hot air.
- the drying temperature is less than 80 ° C., the drying efficiency tends to be poor and the drying time tends to be long.
- the drying temperature exceeds 100 ° C., the boiling point of the moisture in the noodle strings is exceeded, so that slow drying becomes difficult, foaming of the noodle strings starts, and it becomes difficult to obtain a dense noodle string. Tend.
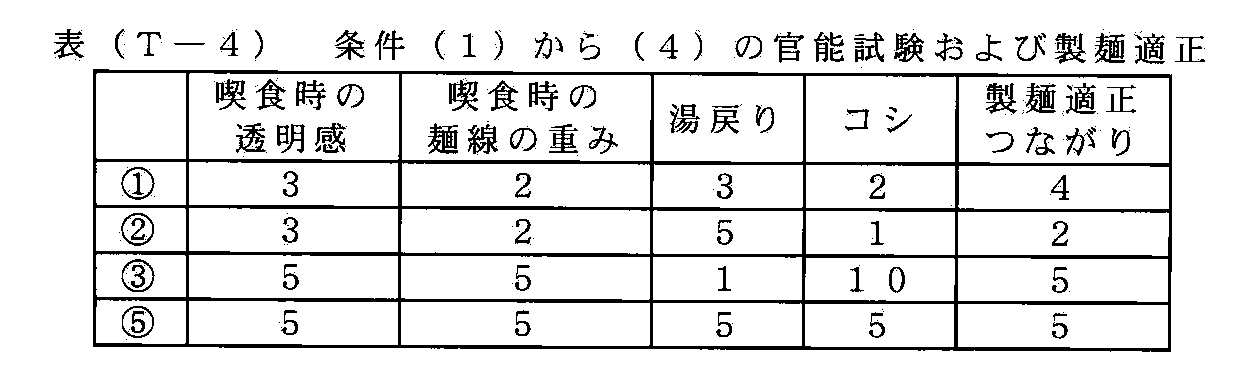
- Test example 1 The following test confirmed the synergistic effect of the vacuum noodle banding machine and powdered fats and oils.
- the conditions when using a vacuum noodle banding machine were as follows: Degassing at a vacuum degree of 730 mmHg, applying pressure, pushing out a cylindrical dough through a die of 8 mm in diameter, cutting it into a 20 mm long chip, After composite noodles are made of composite noodles, steamed noodles with a cutting edge of No. 20 and a noodle thickness of 1.1 mm are steamed at 0.5 kg / cm 2 for 3 minutes in the same manner as above, and then steamed noodles cut into 90 g of noodles are dried to ⁇ 120 mm The mold was filled and dried at 85 ° C.
- the conditions when using powdered fats and oils were palm extremely hardened oil having a melting point of 62 ° C. and an average particle diameter of 0.1 mm.
- Vacuum noodle bander not used and powdered fats and oils added final moisture around 10%
- Vacuum noodle bander not used and powdered fats and oils added final moisture around 10%
- Use of vacuum noodle banding machine and no addition of powdered fats and oils final moisture around 10%
- Vacuum noodle banding machine use and powdered fats and oils added (final moisture around 10%)
- Electric dryer Yamato Scientific Co., Ltd. Trade name: DN-41 2 g of the obtained noodle strings are dried at 105 ° C. for 2 hours with an electric dryer, and the water content is measured by the weight difference before and after drying.
- the cutting strength measured above was about 90 to 130 g, which was suitable for instant noodles. When the cutting strength exceeded 130 g, it felt “hard”. In addition, when the weight was 90 g or less, there was a feeling of “weakness” that was lost.
- condition 4 is the characteristics of the vacuum noodle banding machine
- the viscoelasticity, transparency, weight, etc. of the noodles are not spoiled, and it is possible to improve the hot water return by adding powdered fat or powder or powdered emulsifier. It can be understood that it was possible to obtain a very balanced noodle quality.
- a vacuum noodle banding machine in combination with the powdered granular fat or powdered granular emulsifier.
- Such a combination can further enhance the effects of the present invention. That is, when looking at the evaluation of (ii), it is possible to open a cavity in the internal structure of the noodle strings simply by kneading the powdered granular fat or powdered emulsifier without using a vacuum noodle banding machine. There is a tendency to improve only. However, on the other hand, significant improvements in viscoelasticity, noodle string weight, stiffness, and the like tend to be difficult to achieve.
- FIG. 4 is an electron micrograph (magnification: 70 times) of the systematic structure of the vertical cross section of the noodle produced under the condition (1) of Test Example 1 (Photo 1).
- FIG. 5 is an electron micrograph (magnification: 70 times) of the organizational structure of the vertical cross section of the noodle produced under the condition (3) of Test Example 1 (Photo 2).
- FIG. 6 is a microscope photograph (magnification: 65 times) of the textured structure of the surface of the noodle produced under the condition (2) in Test Example 1 (Photo 3).
- FIG. 7 is a microscope photograph (magnification: 65 times) of the textured structure of the surface of the noodle produced under the condition (4) of Test Example 1 (Photo 4).
- the noodle strings have an internal structure with fewer cavities than Photo 1. This is the characteristic structure of the vacuum noodle banding machine.
- Test example 2 ⁇ Measurement of loosening effect> The loosening effect of the noodle strings obtained under the conditions (1) to (4) was measured by the following method.
- reference symbol 1 is a support column (unscrewing rod ⁇ 6 mm, length 2.2 mm)
- symbol 2 is a partition plate ( ⁇ 2.4 mm)
- symbol 3 is a bottom plate (145 ⁇ 145 mm)
- symbol 4 is a measurement container (high 120mm).
- Condition 4 clearly shows that the noodle strings are loose. It will be understood that the synergistic effect of the vacuum noodle banding machine and the powdered granular fat or powdered emulsifier is also excellent in the loosening effect of the noodle strings.
- Test Method B The test method is based on Test Method B shown below.
- Test method B A mixture of 800 g of wheat flour and 200 g of potato starch was mixed with 15 g of each of the above fats and oils (i) to (x), kneaded with 3 g of water and 10 g of sodium chloride dissolved in 320 ml of water.
- pressure is applied while degassing the inside at a vacuum degree of 730 mmHg to extrude the cylindrical dough through a die having a diameter of 8 mm, cutting it into a chip having a length of 50 mm, and a small lump.
- the noodles are made of composite noodles, they are cut with a cutting blade: 20 squares, noodle thickness: 1.20 mm and continuously steamed, and then the steamed noodles cut into 90 g of noodles are molded and filled into a drying basket one by one. Thereafter, it was dried for 40 minutes in a dryer adjusted to a temperature of 80 ° C. and a wind speed of 4 m / s to obtain instant Chinese noodles having a final moisture content of 10%.
- Table (T-6) shows the effect of the invention due to the difference in fat shape and size.
- the size of the powdered fats and oils that can be used in the present invention is important. If the particle diameter is 0.03 mm or less, the effect cannot be obtained. That is, a type having a large particle diameter that can be obtained by a spray cooling method or a drum drying method, specifically, a spherical oil of 0.1 mm or more, preferably 0.15 mm or more is “poor hot water return”, “noodle strings” It can be solved without losing the characteristics of the vacuum noodle banding machine.
- Example 1 A mixture of 1000 g of wheat flour (ASW, protein 9.5%) and 15 g of powdered spherical palm oil (spray cooling method) having a melting point of 62 degrees are mixed with 3 g of water and 10 g of salt dissolved in 320 ml of water. Kneading and extruding the dough in an extruder or an extrusion molding machine while degassing the inside at a vacuum degree of 730 mmHg, and extruding a cylindrical dough through a die having a diameter of 8 mm, which is shaped into a chip having a length of 20 mm After the noodles are made into composite noodles, the cut blades are cut into 20 squares and the noodle thickness is 1.20 mm.
- steamed noodles cut into 90 g of noodles are eaten in a drying basket. Mold and fill one by one. Thereafter, it was dried for 40 minutes in a dryer adjusted to a temperature of 80 ° C. and a wind speed of 4 m / s to obtain instant Chinese noodles having a final moisture content of 10%.
- Example 2 Wheat flour 900g (ASW, protein 9.5%) and potato starch 100g powder raw material is mixed with powder spherical palm oil 15g (drum dry method) with a melting point of 50 degrees, and 3g Kansui and 10g salt are dissolved in 320ml water.
- the dough is kneaded with water, and the dough is extruded with an extruder or an extrusion molding machine while degassing the inside at a vacuum degree of 730 mmHg, and a cylindrical dough is extruded through a die having a diameter of 8 mm. Cut into 20mm chips, and after the noodles are made of composite noodles, cut them into 20mm squares, noodle thickness: 1.20mm, and steam them continuously. Mold and fill one basket at a time. Thereafter, it was dried for 40 minutes in a dryer adjusted to a temperature of 80 ° C. and a wind speed of 4 m / s to obtain instant Chinese noodles having a final moisture content of 10%.
- Example 3 Wheat flour 900g (ASW, protein 9.5%), tapioca starch 100g powder raw material mixed with 15g powder spherical emulsifier (organic acid monoglycerin) 15 ° C, 3g Kansui and 10g salt dissolved in 320ml water
- the dough is kneaded with water, and the dough is extruded with an extruder or an extrusion molding machine while degassing the inside at a vacuum degree of 730 mmHg, and a cylindrical dough is extruded through a die having a diameter of 8 mm. Cut into 20mm chips, and after the noodles are made of composite noodles, cut them into 20mm squares, noodle thickness: 1.20mm, and steam them continuously. Mold and fill one basket at a time. Thereafter, it was dried for 40 minutes in a dryer adjusted to a temperature of 80 ° C. and a wind speed of 4 m / s to obtain instant Chinese noodles having a final moisture content of 10%.
- Example 1 15 g of powdered spherical palm oil (spray cooling method, 0.15 mm) having a melting point of 62 degrees, which is a blending component of Example 1, is not used, and other conditions are the same as those of Example 1.
- Example 2 15 g of powdered spherical palm oil (drum dry method, 0.10 mm) having a melting point of 50 degrees, which is a blending component of Example 2, is not used, and other conditions are the same as Example 2.
- Example 3 15 g of a powdered spherical emulsifier (organic acid monoglycerin, spray cooling method, 0.2 mm) having a melting point of 62 degrees, which is a blending component of Example 3, is not used, and other conditions are the same as Example 3.
- a powdered spherical emulsifier organic acid monoglycerin, spray cooling method, 0.2 mm
- Table (T-9) shows the evaluation of Examples 1 to 5 described above.
- an apparatus for forming an extruded noodle band by an extruder or the like under deaeration for example, a deaeration apparatus (vacuum noodle banding machine) in a noodle dough production apparatus disclosed in Japanese Patent Application No. 59-254855 is applied to hot-air dried noodles.
- a deaeration apparatus vacuum noodle banding machine
- a noodle dough production apparatus disclosed in Japanese Patent Application No. 59-254855
- Table (T-2) shows the difference in texture depending on the degree of vacuum.
- test method is based on test method A shown below.
- Test method A 800 g of wheat flour and 200 g of potato starch, knead 3 g of Kansui and 10 g of salt with water of water dissolved in 320 ml of water, and use an extruder or an extruder for the dough at a vacuum of 400 to 760 mmHg. Pressure is applied while deaeration to extrude the cylindrical dough through a die having a diameter of 8 mm, and it is cut into chips having a length of 50 mm.
- the cutting blade 20 squares
- noodle thickness 1.
- steamed noodles cut into 90 g of noodles are molded and filled into a drying basket one by one. Thereafter, it was dried for 40 minutes in a dryer adjusted to a temperature of 80 ° C. and a wind speed of 4 m / s to obtain instant Chinese noodles having a final moisture content of 10%.
- the characteristics of the vacuum noodle banding machine can be easily spoiled, and the above-mentioned problems such as “poor hot water return” and “strength of noodle string density” can be solved to some extent.
- the characteristics of the vacuum noodle banding machine such as the transparency and the weight of the noodle strings are reduced.
- the technique of reducing the degree of decompression causes an excessive load on the vacuum pump and it is not easy to perform continuous production.
Landscapes
- Health & Medical Sciences (AREA)
- Nutrition Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Noodles (AREA)
Abstract
Description
(1)真空麺帯機の特徴を残しつつ、従来技術における問題点が解決される。すなわち、真空麺帯機の特徴を、より活かした麺を得ることができる。
(2)減圧度を実質的に変えずに麺線の密度をコントロールすることが出来るため、真空麺帯機の特徴を、より活かした麺を得ることができる。
(3)従来技術における真空麺帯機を使用することで生じていた「湯戻りの悪さ」、「コシの強すぎ」を解決することができる。
(4)喫食時における麺塊の「麺線のほぐれ」を飛躍的に向上させることができる。
本発明の即席麺は、主原料と、固形状の油脂および/又は乳化剤とを少なくとも含む麺原料から作成された即席乾燥麺であって;該即席乾燥麺が、温湯中における「ほぐれ時間」が150秒以下であることを特徴とする。
本発明の麺は、以下の物性を有することが好ましい。
本発明の乾燥面は、後述する「実施例」における条件下で測定した「ほぐれ時間」が、150秒以下であることが好ましい。この「ほぐれ時間」は、更には、120秒以下、特に80秒以下であることが好ましい。ここに、上記「ほぐれ時間」とは、後述するように、測定対象たる麺塊が、仕切り板から「完全に落ちる」までの時間を言う。なお、当然ながら、麺塊が何らかの原因によって、仕切り板に不正常に「ひっかかった」結果、麺塊が落ちるまでの時間が不正確になる場合は「エラー」として扱い、該測定をやり直すこととする。
本発明の乾燥面は、後述する「実施例」における条件下で測定した「切断強度」が、90~130gであることが好ましい。この「切断強度」は、更には、100~127g、特に105~125g(とりわけ、110~120g)であることが好ましい。
レオメータ:不動工業株式会社製、商品名NRM−2010−CW
麺線4本をプレート上に乗せ、テーブル速度、2cm/min、直径0.27mmのピアノ線一本を用いて切断強度を測定し、平均値を算出する。
本発明においては、麺の材料は、特に制限されない。すなわち、従来より即席麺の製造に使用されている材料を、特に制限無く使用することが出来る。より具体的には、例えば、社団法人 日本即席食品工業協会監修「新・即席めん入門」第52~62項に記載されている主原料、副原料を、本発明において使用することが出来る。
本発明において使用可能な主原料としては、例えば、小麦粉、デュラム粉、そば粉、大麦粉、澱粉等が挙げられる。中でも、好適な使用可能な主原料としては、例えば、小麦粉ではASW(オーストラリア産白色中間質小麦、蛋白質10%前後)、HRW(アメリカ産赤色硬質小麦、蛋白質11%前後)、澱粉では、馬鈴薯澱粉、タピオカ澱粉、ワキシーコーンスターチ、コーンスターチ、小麦澱粉などで良く、また、これらを原料として得られるエーテル化工澱粉、エステル化工澱粉、架橋化工澱粉、酸化工澱粉等が挙げられる。
本発明において、使用可能な副原料としては、例えば、かんすい、リン酸塩、塩、増粘多糖類、卵、グルテン等が挙げられる。
次に、本発明に使用可能な油脂又は/及び乳化剤について説明する。「生麺のような粘弾性を有する食感」、「生麺のようなみずみずしさ」及び「麺線のほぐれ」効果の点からは、この油脂又は/及び乳化剤は、球状又は/及び粒状であることが好ましい。
本発明に用いる油脂又は/及び乳化剤において、「球状及び粒状」とは、該油脂または乳化剤の粒子形状が、縦、横、厚みの大きさが比較的均等なことを言う。「麺線のほぐれ」効果の点からは、油脂又は乳化剤の粒子径が0.1mm以上であることが好ましく、更には0.15mm以上であることが好ましい。本発明において、油脂又は乳化剤の粒子径は、以下の方法により好適に測定することが出来る。
音波振動式全自動フルイ分け粒度分布測定器ロボットシフターRPS−85(株式会社セイシン企業)を使い、音波ふるい方式で粒子径を自動測定した。
本発明に使用可能な油脂又は乳化剤の種類は、特に限定されない。すなわち、従来より食品ないし即席麺一般に使用されている各種の油脂又は乳化剤から、適宜選択して(必要に応じて、複数種類を組み合わせて)使用することが出来る。
本発明において使用可能な油脂ないし乳化剤の製造方法は特に限定されない。使用可能な方法としては、スプレークーリング方式、スプレードライ方式、ドラムドライ方式等が挙げられるが、本発明の効果の効率性の点からは、スプレークウーリング方式がより好ましい。スプレークーリング方式は、油脂又は乳化剤を溶解し冷却塔(チラー)の中へ噴霧することで、粒子径が0.1mm以上の球状又は粒状の油脂又は乳化剤を比較的簡単に得ることが出来る。
乾燥工程の前の製麺方法としては主原料(例えば、小麦粉)と粒子径0.1mm以上の球状又は/及び粒状の、油脂又は/及び乳化剤を少なくとも含む麺原料と、水とを混捏して作成したドウを用い、エクストルーダー又は押し出し成形機において減圧下にて圧力を加えて小塊又は板状とし、複合製麺後、切刃にて麺線を切りだして連続的にα化したあと、熱風により乾燥することにより、即席麺を製造することが好ましい。
本発明において使用可能な、脱気下でエクストルーダーなどによる押出し麺帯の形成装置は、特に制限されない。より具体的には、例えば、特開昭61−132132号(特願昭59−254855号)に示されている麺生地製造装置における脱気装置(以後、「真空麺帯機」という)を好適に使用することができる。
本発明におけるα化処理方法は、沸騰したお湯を使った茹で処理、蒸気を使った蒸処理など任意で行うことが出来るが、より好ましくは、蒸気を使用した蒸機を使用するのが良い。茹で処理では、添加した粉末粒状油脂または粉末粒状乳化剤が麺線内部から外部に溶出してしまうために、麺線内部に空間を得ることが比較的に困難となる傾向があるためである。
本発明における熱風乾燥方法は、麺線を好ましくは温度60~100℃(更に好ましくは80~90℃)、好ましくは風速1~10m/S(更に好ましくは、3~5m/S)に調整された熱風により、麺塊の最終水分を6~14%(好ましくは8~10%)に乾燥すればよい。
下記の試験により、真空麺帯機と粉末油脂練りこみの相乗効果を確認した。
処方:小麦粉(ASW、蛋白9.5%)9kg、馬鈴薯澱粉(ホクレン)1kg、食塩100g、かんすい(炭酸na)20g、水3400ml
(1) 真空麺帯機 不使用 及び 粉末油脂 無添加(最終水分10%前後)
(2) 真空麺帯機 不使用 及び 粉末油脂 添加(最終水分10%前後)
(3) 真空麺帯機 使用 及び 粉末油脂 無添加(最終水分10%前後)
(4) 真空麺帯機 使用 及び 粉末油脂 添加(最終水分10%前後)
水分の測定は、以下のようにして行った。
得られた麺線 2gを電気乾燥機で105℃、2時間乾燥させ、乾燥前後の重量差により水分量を測定する。
喫水容量510mlのポリスチレンカップ(厚木プラスチック株式会社製)に、その切断強度を測定すべき麺線のサンプル60gを入れ、更に該ポリスチレンカップに100℃の温湯を喫水線まで入れて、素早くアルミ箔で蓋をして3分間そのまま放置した。蓋を取って麺線を割り箸を用いてほぐし、「湯戻し後の時間」の計測を開始した。この際、時間の測定手段としては、セイコーエスヤード社製、商品名セイコーストップウォッチS052のストップウォッチを用いた。
レオメータ:不動工業株式会社製、商品名NRM−2010−CW
麺線4本をプレート上に乗せ、ピアノ線を用いて切断強度を測定し、平均値を算出する。
<ほぐれ効果の測定>
上記により得られた条件(1)から条件(4)の麺線のほぐれ効果を、以下の方法において測定した。
図2に示した、箱に100℃の温湯を1500ml注ぎ、3分間そのまま放置した。3分後、シントウ機の回転数を60rpmで動かし、仕切り板から麺塊が完全に落ちるまでの時間を測定した。
油脂または乳化剤の形状及び大きさの違いによる発明の効果を示すために、以下の(i)から(x)の各種油脂の比較試験をした。油脂の原料としてはパーム油(融点50℃)に統一し、製造方法の違いによる油脂の大きさの違いによる発明の効果を示す。
(ii)ドラムドライ方式 フレーク状 粒子径 0.1×0.5×0.1mm(縦×横×厚み)
(iii)スプレークーリング方式 球状 粒子径 0.1mm
(iv)スプレークーリング方式 球状 粒子径 0.15mm
小麦粉800g、馬鈴薯澱粉200gの粉原料に対し上記(i)から(x)の各種油脂15gをそれぞれ混合し、かんすい3g、食塩10gを320mlの水に溶解したコネ水で混捏し、該ドウについてエクストルーダーまたは押し出し成形機において、その中を真空度730mmHgにて脱気しながら圧力を加えて直径8mmのダイスを通して円筒状の生地を押し出し、それを長さ50mmのチップ状にカットし、その小塊を複合製麺後、切刃:20角、麺厚:1.20mmで切りだし連続的に蒸煮したのち、麺重90gにカットした蒸し麺を乾燥用バスケットに一食ずつ成形充填する。その後温度80℃、風速4m/sに調整してある乾燥機に40分間乾燥し、最終水分10%の即席中華麺を得た。

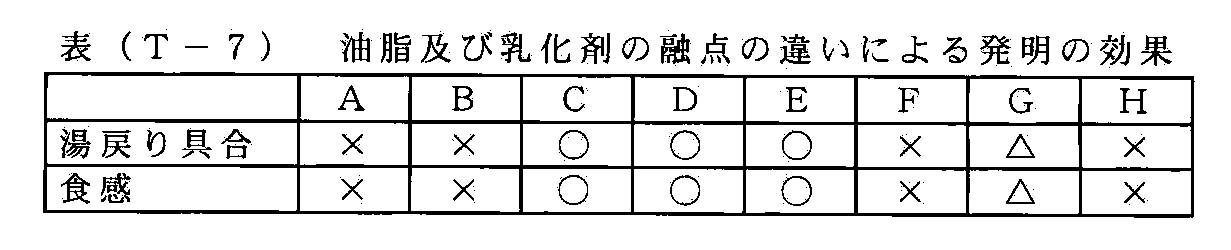
油脂及び乳化剤の融点の違いによる発明の効果を示すために、以下のA~Iの各種油脂および乳化剤を比較試験した。試験方法は、前記試験方法Bに基づき、各油脂又は乳化剤15gを以下のA~Iの各種油脂および乳化剤とし、それぞれ比較試験を行う。
B:パーム油 ペースト状 粒子径
C:パーム油 球状 粒子径 0.1mm 融点50℃
D:菜種油 球状 粒子径 0.1mm 融点70℃
E:ポリグリセリン脂肪酸エステル 球状 粒子径 0.1mm 融点70℃
F:モノグリセリン脂肪酸エステル 液体 粒子径
G:モノグリセリン脂肪酸エステル 球状 粒子径 0.1mm 融点75℃
H:ポリグリセリン脂肪酸エステル 球状 粒子径 0.1mm 融点80℃
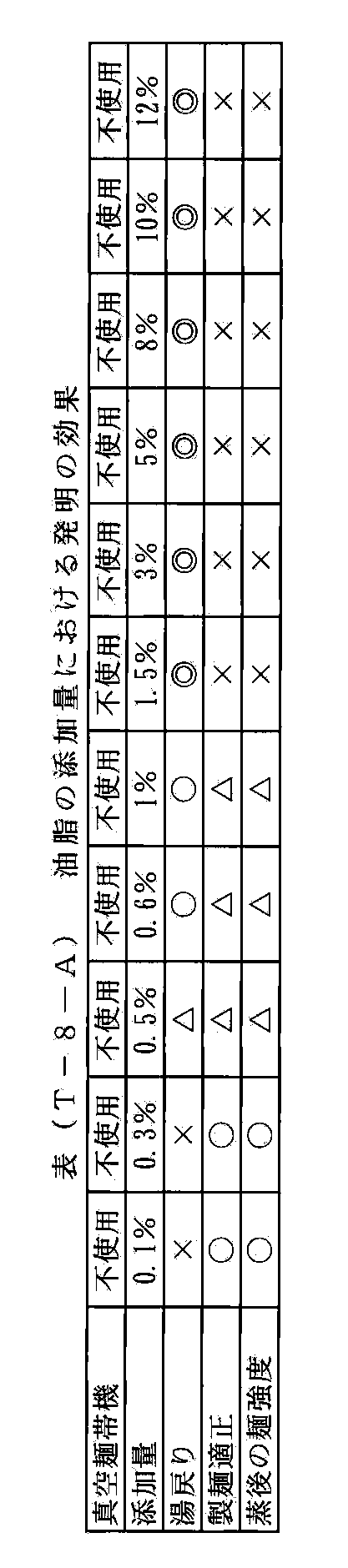
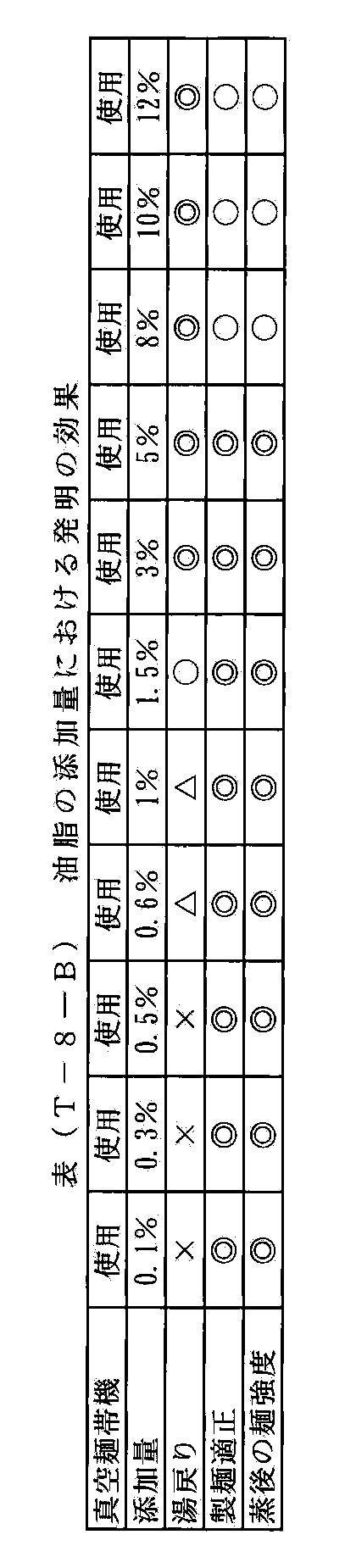
油脂の添加量における発明の効果を示すべく上記の(6)において、添加量試験を行った。また、比較として、真空麺帯機を使用しないタイプも合わせて試験をした。試験方法は試験方法Bに基づく。使用する粉末油脂は、融点62℃、平均粒子径0.1mmのパーム極度硬化油を使用した。
小麦粉1000g(ASW、蛋白9.5%)の粉原料に対し融点62度の粉末球状パーム油15g(スプレークーリング方式)をそれぞれ混合し、かんすい3g、食塩10gを320mlの水に溶解したコネ水で混捏し、該ドウについてエクストルーダーまたは押し出し成形機において、その中を真空度730mmHgにて脱気しながら圧力を加えて直径8mmのダイスを通して円筒状の生地を押し出し、それを長さ20mmのチップ状にカットし、その小塊を複合製麺後、切刃:20角、麺厚:1.20mmで切りだし連続的に蒸煮したのち、麺重90gにカットした蒸し麺を乾燥用バスケットに一食ずつ成形充填する。その後温度80℃、風速4m/sに調整してある乾燥機に40分間乾燥し、最終水分10%の即席中華麺を得た。
小麦粉900g(ASW、蛋白9.5%)、馬鈴薯澱粉100gの粉原料に対し融点50度の粉末球状パーム油15g(ドラムドライ方式)をそれぞれ混合し、かんすい3g、食塩10gを320mlの水に溶解したコネ水で混捏し、該ドウについてエクストルーダーまたは押し出し成形機において、その中を真空度730mmHgにて脱気しながら圧力を加えて直径8mmのダイスを通して円筒状の生地を押し出し、それを長さ20mmのチップ状にカットし、その小塊を複合製麺後、切刃:20角、麺厚:1.20mmで切りだし連続的に蒸煮したのち、麺重90gにカットした蒸し麺を乾燥用バスケットに一食ずつ成形充填する。その後温度80℃、風速4m/sに調整してある乾燥機に40分間乾燥し、最終水分10%の即席中華麺を得た。
小麦粉900g(ASW、蛋白9.5%)、タピオカ澱粉100gの粉原料に対し融点62度の粉末球状乳化剤(有機酸モノグリセリン)15gをそれぞれ混合し、かんすい3g、食塩10gを320mlの水に溶解したコネ水で混捏し、該ドウについてエクストルーダーまたは押し出し成形機において、その中を真空度730mmHgにて脱気しながら圧力を加えて直径8mmのダイスを通して円筒状の生地を押し出し、それを長さ20mmのチップ状にカットし、その小塊を複合製麺後、切刃:20角、麺厚:1.20mmで切りだし連続的に蒸煮したのち、麺重90gにカットした蒸し麺を乾燥用バスケットに一食ずつ成形充填する。その後温度80℃、風速4m/sに調整してある乾燥機に40分間乾燥し、最終水分10%の即席中華麺を得た。
実施例1の配合成分である融点62度の粉末球状パーム油(スプレークーリング方式、0.15mm)15gを不使用とし、それ以外の条件は実施例1と共通とする。
実施例2の配合成分である融点50度の粉末球状パーム油(ドラムドライ方式、0.10mm)15gを不使用とし、それ以外の条件は実施例2と共通とする。
実施例3の配合成分である融点62度の粉末球状乳化剤(有機酸モノグリセリン、スプレークーリング方式、0.2mm)15gを不使用とし、それ以外の条件は実施例3と共通とする。

真空麺帯機を使用した場合と、使用しない場合とで、如何なる差違が生ずるかを、検討した。すなわち、下記の方法で製造した麺材料を用いて、下記の方法により、各種の性質(食感、透明感、麺線の重み)を検討した。
後述する試験方法Aと同等だが、真空度に関しては、0mmHgと760mmHgの2種類でおこなう。

図−1の結果より、明らかに真空麺帯機の効果が得られることが理解できよう。
真空度の違いが、如何なる差違を与えるかを検討した。すなわち、下記の方法で製造した麺材料を用いて、下記の方法により、各種の性質(食感、透明感、麺線の重み)を検討した。
小麦粉800g、馬鈴薯澱粉200gをそれぞれ混合し、かんすい3g、食塩10gを320mlの水に溶解したコネ水で混捏し、該ドウについてエクストルーダーまたは押し出し成形機において、その中を真空度400から760mmHgにて脱気しながら圧力を加えて直径8mmのダイスを通して円筒状の生地を押し出し、それを長さ50mmのチップ状にカットし、その小塊を複合製麺後、切刃:20角、麺厚:1.20mmで切りだし連続的に蒸煮したのち、麺重90gにカットした蒸し麺を乾燥用バスケットに一食ずつ成形充填する。その後温度80℃、風速4m/sに調整してある乾燥機に40分間乾燥し、最終水分10%の即席中華麺を得た。

2 仕切板(φ2.4mm)
3 底板(145×145mm)
4 測定容器(高さ 120mm)
Claims (11)
- 主原料と、固形状の油脂および/又は乳化剤とを少なくとも含む麺原料から作成された即席乾燥麺であって;
該即席乾燥麺が、温湯中における「ほぐれ時間」が150秒以下であることを特徴とする即席乾燥麺。 - 前記即席乾燥麺を構成する麺線が、圧力を加え小塊又は板状とした後に製麺された麺線である請求項1に記載の即席乾燥麺。
- 前記即席乾燥麺を構成する麺線が、減圧下において圧力を加え小塊又は板状とした後に製麺された麺線である請求項2に記載の即席乾燥麺。
- 主原料に対し固形状の油脂および/又は乳化剤を含有する麺原料により作成したドウを圧力を加え小塊又は板状となした後に製麺された麺線をα化し、次いで当該麺線を熱風により乾燥させることを特徴とする即席乾燥麺の製造方法。
- 前記即席乾燥麺を構成する麺線が、減圧下において圧力を加え小塊又は板状とした後に製麺された麺線である請求項4に記載の即席乾燥麺の製造方法。
- 固形状の油脂又は/および乳化剤が、粒子径0.1mm以上の粉末粒状の油脂または乳化剤である請求項4または5に記載の即席乾燥麺の製造方法。
- 前記粉末粒状の油脂または乳化剤がスプレークーリング法又はドラムドライ法により製造されたものである請求項6に記載の即席乾燥麺の製造方法。
- 前記固形状の油脂または乳化剤の融点が50℃~70℃である請求項4~7のいずれかに記載の即席乾燥麺の製造方法。
- 前記固形状の油脂または乳化剤の添加量が、主原料に対して、0.5~10%である請求項4~8のいずれかに記載の即席乾燥麺の製造方法。
- 前記α化の手段として、蒸気を用いる蒸し機を使用することを特徴とする請求項4~9のいずれかに記載の即席乾燥麺の製造方法。
- 前記即席麺を乾燥させる際の熱風が、温度60℃~100℃の範囲の熱風を単独もしくは組み合わせたものである請求項4~10のいずれかに記載の即席乾燥麺の製造方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201031180A SI2404506T1 (sl) | 2009-03-06 | 2010-03-02 | Hitro suhi rezanci in postopek njihove proizvodnje |
| CA2754588A CA2754588C (en) | 2009-03-06 | 2010-03-02 | Instant dried noodles and process for producing the same |
| RU2011140503/13A RU2501316C2 (ru) | 2009-03-06 | 2010-03-02 | Сухая лапша быстрого приготовления и способ ее получения |
| CN201080004697.XA CN102281772B (zh) | 2009-03-06 | 2010-03-02 | 即食干燥面及其制备方法 |
| ES10748859.5T ES2573087T3 (es) | 2009-03-06 | 2010-03-02 | Fideos secos instantáneos y procedimiento para producir los mismos |
| DK10748859.5T DK2404506T3 (en) | 2009-03-06 | 2010-03-02 | Instant-dry noodles and manufacturing method thereof |
| EP10748859.5A EP2404506B1 (en) | 2009-03-06 | 2010-03-02 | Instant dry noodles and method for producing same |
| KR1020117020211A KR101343561B1 (ko) | 2009-03-06 | 2010-03-02 | 즉석 건조면 및 그 제조 방법 |
| US13/255,080 US20110318466A1 (en) | 2009-03-06 | 2010-03-02 | Instant dried noodles and process for producing the same |
| HK12103007.1A HK1162255A1 (zh) | 2009-03-06 | 2012-03-27 | 即食乾燥面和其製造方法 |
| HRP20160965TT HRP20160965T1 (hr) | 2009-03-06 | 2016-07-28 | Instant suhi rezanci i postupak za njihovu proizvodnju |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-053969 | 2009-03-06 | ||
| JP2009053969A JP4693913B2 (ja) | 2009-03-06 | 2009-03-06 | 即席乾燥麺およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010101268A1 true WO2010101268A1 (ja) | 2010-09-10 |
Family
ID=42709818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/053717 WO2010101268A1 (ja) | 2009-03-06 | 2010-03-02 | 即席乾燥麺およびその製造方法 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US20110318466A1 (ja) |
| EP (1) | EP2404506B1 (ja) |
| JP (1) | JP4693913B2 (ja) |
| KR (1) | KR101343561B1 (ja) |
| CN (1) | CN102281772B (ja) |
| CA (1) | CA2754588C (ja) |
| DK (1) | DK2404506T3 (ja) |
| ES (1) | ES2573087T3 (ja) |
| HK (1) | HK1162255A1 (ja) |
| HR (1) | HRP20160965T1 (ja) |
| HU (1) | HUE028089T2 (ja) |
| PL (1) | PL2404506T3 (ja) |
| PT (1) | PT2404506T (ja) |
| RU (1) | RU2501316C2 (ja) |
| SI (1) | SI2404506T1 (ja) |
| TW (1) | TWI503080B (ja) |
| WO (1) | WO2010101268A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012029195A1 (ja) * | 2010-09-03 | 2012-03-08 | サンヨー食品株式会社 | 即席乾燥麺およびその製造方法 |
| WO2015050121A1 (ja) * | 2013-10-01 | 2015-04-09 | 日清食品ホールディングス株式会社 | 即席麺の製造方法および即席麺 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5855830B2 (ja) * | 2011-01-04 | 2016-02-09 | 理研ビタミン株式会社 | 成型ポテトチップス用乳化剤製剤及びそれを用いた成型ポテトチップスの製造方法 |
| WO2014115795A1 (ja) * | 2013-01-23 | 2014-07-31 | 花王株式会社 | 麺帯用水中油型乳化組成物 |
| MY197288A (en) * | 2015-10-30 | 2023-06-09 | Toroz Pte Ltd | A processing method to make low oil content noodles and other foods produced by the same |
| JP7055033B2 (ja) | 2018-02-20 | 2022-04-15 | 日清食品ホールディングス株式会社 | 即席麺の製造方法 |
| JP6985956B2 (ja) * | 2018-02-21 | 2021-12-22 | 日清食品ホールディングス株式会社 | 乳酸カリウム含む即席麺の製造方法 |
| JP7242282B2 (ja) * | 2018-03-26 | 2023-03-20 | 理研ビタミン株式会社 | 即席麺用品質改良剤 |
| EP4271371A1 (en) * | 2020-12-29 | 2023-11-08 | One Idea LLC | Protection of polyunsaturated fatty acids, lipid-soluble vitamins, and lipid-soluble medicaments from oxidation |
| US20220408764A1 (en) * | 2021-06-28 | 2022-12-29 | Quang Huy Le | Process for producing instant noodles and an instant noodle product from dragon fruit pulp using ultra-sonication technology |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5963152A (ja) * | 1982-10-02 | 1984-04-10 | Miyoujiyou Shokuhin Kk | 早もどりめん類の製造方法 |
| JPS60110257A (ja) * | 1983-11-19 | 1985-06-15 | Kikusui Kagaku Kogyo Kk | 油脂を添加する製麺法 |
| JPS6113232A (ja) | 1984-06-28 | 1986-01-21 | Nippon Kogaku Kk <Nikon> | 電子閃光装置の発光制御装置 |
| JPS61132132A (ja) * | 1984-11-30 | 1986-06-19 | 株式会社 貴信 | 麺生地製造装置に於ける脱気装置 |
| JP2599208B2 (ja) | 1990-02-14 | 1997-04-09 | 東洋水産 株式会社 | 即席麺の製造方法 |
| JPH09294553A (ja) | 1996-04-26 | 1997-11-18 | Sanyo Shokuhin Kk | 即席油揚げ麺の製造方法 |
| JP2000093106A (ja) | 1998-09-29 | 2000-04-04 | Fuji Oil Co Ltd | 麺類の製造方法 |
| JP2000116310A (ja) | 1998-10-13 | 2000-04-25 | Tomu:Kk | 麺線製造方法及び麺線製造装置 |
| JP2002253152A (ja) * | 2001-03-02 | 2002-09-10 | Sanyo Shokuhin Kk | 即席麺の製造方法 |
| JP2002330716A (ja) * | 2001-05-10 | 2002-11-19 | Sanyo Shokuhin Kk | 即席熱風乾燥麺の製造方法 |
| JP2006122020A (ja) * | 2004-11-01 | 2006-05-18 | Sanyo Shokuhin Kk | 即席麺およびその製造方法 |
| JP2006288239A (ja) * | 2005-04-07 | 2006-10-26 | Nisshin Flour Milling Inc | 即席麺類及びその製造方法 |
| JP2007222139A (ja) | 2006-02-27 | 2007-09-06 | Miyoshi Oil & Fat Co Ltd | ノンフライ即席麺用粉末油脂 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1581331A (en) * | 1976-05-03 | 1980-12-10 | Grindstedvaerket As | Bread and other farinaceous products |
| US4229480A (en) * | 1978-12-29 | 1980-10-21 | Eastman Kodak Company | Emulsifiers for baked goods |
| JPS61173756A (ja) * | 1985-01-25 | 1986-08-05 | Nissin Food Prod Co Ltd | 即席麺類の製造方法 |
| JP2723745B2 (ja) * | 1992-03-03 | 1998-03-09 | 日清食品株式会社 | 即席麺類の製造方法 |
| JP3157337B2 (ja) * | 1993-04-05 | 2001-04-16 | 日清食品株式会社 | 即席麺類の製造方法 |
| JPH06303933A (ja) * | 1993-04-19 | 1994-11-01 | Kanebo Ltd | ノンフライ乾燥即席麺の製法 |
| JP3009998B2 (ja) * | 1994-09-08 | 2000-02-14 | 鐘紡株式会社 | ノンオイル乾燥即席麺の製法 |
| JPH11178526A (ja) * | 1997-12-22 | 1999-07-06 | Riken Vitamin Co Ltd | 即席麺類用品質改良剤 |
| JP2000157190A (ja) * | 1998-11-26 | 2000-06-13 | Taiyo Kagaku Co Ltd | 麺の品質改良剤と麺の製造方法 |
-
2009
- 2009-03-06 JP JP2009053969A patent/JP4693913B2/ja active Active
-
2010
- 2010-03-02 WO PCT/JP2010/053717 patent/WO2010101268A1/ja active Application Filing
- 2010-03-02 RU RU2011140503/13A patent/RU2501316C2/ru not_active IP Right Cessation
- 2010-03-02 DK DK10748859.5T patent/DK2404506T3/en active
- 2010-03-02 SI SI201031180A patent/SI2404506T1/sl unknown
- 2010-03-02 PL PL10748859.5T patent/PL2404506T3/pl unknown
- 2010-03-02 CA CA2754588A patent/CA2754588C/en active Active
- 2010-03-02 HU HUE10748859A patent/HUE028089T2/en unknown
- 2010-03-02 KR KR1020117020211A patent/KR101343561B1/ko active IP Right Grant
- 2010-03-02 EP EP10748859.5A patent/EP2404506B1/en active Active
- 2010-03-02 PT PT107488595T patent/PT2404506T/pt unknown
- 2010-03-02 CN CN201080004697.XA patent/CN102281772B/zh active Active
- 2010-03-02 ES ES10748859.5T patent/ES2573087T3/es active Active
- 2010-03-02 US US13/255,080 patent/US20110318466A1/en not_active Abandoned
- 2010-03-04 TW TW099106271A patent/TWI503080B/zh active
-
2012
- 2012-03-27 HK HK12103007.1A patent/HK1162255A1/zh unknown
-
2016
- 2016-07-28 HR HRP20160965TT patent/HRP20160965T1/hr unknown
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5963152A (ja) * | 1982-10-02 | 1984-04-10 | Miyoujiyou Shokuhin Kk | 早もどりめん類の製造方法 |
| JPS6352868B2 (ja) | 1982-10-02 | 1988-10-20 | Myojo Shokuhin Kk | |
| JPS60110257A (ja) * | 1983-11-19 | 1985-06-15 | Kikusui Kagaku Kogyo Kk | 油脂を添加する製麺法 |
| JPS6113232A (ja) | 1984-06-28 | 1986-01-21 | Nippon Kogaku Kk <Nikon> | 電子閃光装置の発光制御装置 |
| JPS61132132A (ja) * | 1984-11-30 | 1986-06-19 | 株式会社 貴信 | 麺生地製造装置に於ける脱気装置 |
| JP2599208B2 (ja) | 1990-02-14 | 1997-04-09 | 東洋水産 株式会社 | 即席麺の製造方法 |
| JPH09294553A (ja) | 1996-04-26 | 1997-11-18 | Sanyo Shokuhin Kk | 即席油揚げ麺の製造方法 |
| JP2000093106A (ja) | 1998-09-29 | 2000-04-04 | Fuji Oil Co Ltd | 麺類の製造方法 |
| JP2000116310A (ja) | 1998-10-13 | 2000-04-25 | Tomu:Kk | 麺線製造方法及び麺線製造装置 |
| JP2002253152A (ja) * | 2001-03-02 | 2002-09-10 | Sanyo Shokuhin Kk | 即席麺の製造方法 |
| JP2002330716A (ja) * | 2001-05-10 | 2002-11-19 | Sanyo Shokuhin Kk | 即席熱風乾燥麺の製造方法 |
| JP2006122020A (ja) * | 2004-11-01 | 2006-05-18 | Sanyo Shokuhin Kk | 即席麺およびその製造方法 |
| JP2006288239A (ja) * | 2005-04-07 | 2006-10-26 | Nisshin Flour Milling Inc | 即席麺類及びその製造方法 |
| JP2007222139A (ja) | 2006-02-27 | 2007-09-06 | Miyoshi Oil & Fat Co Ltd | ノンフライ即席麺用粉末油脂 |
Non-Patent Citations (3)
| Title |
|---|
| ANONYMOUS, AIPC PASTA AND NOODLE PRODUCTION PLANT, UNITED STATES OF AMERICA, 23 October 2008 (2008-10-23), pages 1 - 3, Retrieved from the Internet <URL:URL:http://web.archive.org/web/20081223222819://www.foodprocess ing-technology.com/projects/aipc> |
| FOODS AND SCIENCE, vol. 35, October 1993 (1993-10-01), pages 105 |
| See also references of EP2404506A1 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012029195A1 (ja) * | 2010-09-03 | 2012-03-08 | サンヨー食品株式会社 | 即席乾燥麺およびその製造方法 |
| EP2612559A1 (en) * | 2010-09-03 | 2013-07-10 | Sanyo Foods Co., Ltd. | Instant dried noodles and process for producing the same |
| EP2612559A4 (en) * | 2010-09-03 | 2014-05-21 | Sanyo Foods Co Ltd | INSTANT DRY NOODLES AND METHOD FOR THEIR PRODUCTION |
| WO2015050121A1 (ja) * | 2013-10-01 | 2015-04-09 | 日清食品ホールディングス株式会社 | 即席麺の製造方法および即席麺 |
| JP2015065963A (ja) * | 2013-10-01 | 2015-04-13 | 日清食品ホールディングス株式会社 | 即席麺の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2754588C (en) | 2017-04-18 |
| PT2404506T (pt) | 2016-07-13 |
| CA2754588A1 (en) | 2010-09-10 |
| US20110318466A1 (en) | 2011-12-29 |
| TWI503080B (zh) | 2015-10-11 |
| EP2404506A1 (en) | 2012-01-11 |
| RU2011140503A (ru) | 2013-04-20 |
| CN102281772B (zh) | 2016-08-17 |
| HK1162255A1 (zh) | 2012-08-31 |
| JP4693913B2 (ja) | 2011-06-01 |
| HUE028089T2 (en) | 2016-11-28 |
| JP2010207107A (ja) | 2010-09-24 |
| CN102281772A (zh) | 2011-12-14 |
| TW201034581A (en) | 2010-10-01 |
| EP2404506A4 (en) | 2012-08-29 |
| KR20110115149A (ko) | 2011-10-20 |
| EP2404506B1 (en) | 2016-05-04 |
| ES2573087T3 (es) | 2016-06-06 |
| PL2404506T3 (pl) | 2016-11-30 |
| HRP20160965T1 (hr) | 2016-10-07 |
| KR101343561B1 (ko) | 2013-12-20 |
| SI2404506T1 (sl) | 2016-09-30 |
| RU2501316C2 (ru) | 2013-12-20 |
| DK2404506T3 (en) | 2016-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4693913B2 (ja) | 即席乾燥麺およびその製造方法 | |
| JP4772160B1 (ja) | 即席乾燥麺およびその製造方法 | |
| WO2006049267A1 (ja) | 即席麺およびその製造方法 | |
| JP6530504B2 (ja) | ノンフライ即席復元容器入り乾燥麺の製造方法 | |
| JP5172027B2 (ja) | 即席麺およびその製造方法 | |
| JP5236041B2 (ja) | 即席乾燥麺およびその製造方法 | |
| JP5190148B2 (ja) | 即席麺およびその製造方法 | |
| JP4755636B2 (ja) | 乾燥澱粉麺様食品の製造方法 | |
| JP4969678B2 (ja) | 即席麺およびその製造方法 | |
| JP2013090639A (ja) | 即席乾燥麺およびその製造方法 | |
| JP4801119B2 (ja) | 春雨とその製造方法とカップ容器入り春雨 | |
| JP2011109930A (ja) | 電子レンジ調理用即席中華麺類の製造方法 | |
| TW202310753A (zh) | 速食油炸麵之製造方法及速食油炸麵 | |
| JP2012157361A (ja) | 即席麺およびその製造方法 | |
| WO2010116524A1 (ja) | 乾燥澱粉麺様食品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080004697.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10748859 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20117020211 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010748859 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2754588 Country of ref document: CA Ref document number: 13255080 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2011140503 Country of ref document: RU Kind code of ref document: A |