WO2010053090A1 - 粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置 - Google Patents
粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置 Download PDFInfo
- Publication number
- WO2010053090A1 WO2010053090A1 PCT/JP2009/068828 JP2009068828W WO2010053090A1 WO 2010053090 A1 WO2010053090 A1 WO 2010053090A1 JP 2009068828 W JP2009068828 W JP 2009068828W WO 2010053090 A1 WO2010053090 A1 WO 2010053090A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heater
- regeneration
- temperature
- gas
- drying
- Prior art date
Links
- 238000001035 drying Methods 0.000 title claims abstract description 189
- 239000011236 particulate material Substances 0.000 title abstract description 20
- 238000001514 detection method Methods 0.000 claims abstract description 99
- 230000008929 regeneration Effects 0.000 claims description 260
- 238000011069 regeneration method Methods 0.000 claims description 260
- 239000008187 granular material Substances 0.000 claims description 159
- 239000000463 material Substances 0.000 claims description 92
- 238000010438 heat treatment Methods 0.000 claims description 78
- 239000003463 adsorbent Substances 0.000 claims description 67
- 238000000034 method Methods 0.000 claims description 48
- 230000008569 process Effects 0.000 claims description 38
- 230000001172 regenerating effect Effects 0.000 claims description 26
- 239000007789 gas Substances 0.000 description 160
- 239000000843 powder Substances 0.000 description 39
- 238000007791 dehumidification Methods 0.000 description 26
- 238000001816 cooling Methods 0.000 description 19
- 238000001179 sorption measurement Methods 0.000 description 17
- 230000000694 effects Effects 0.000 description 13
- 230000000630 rising effect Effects 0.000 description 10
- 238000003860 storage Methods 0.000 description 10
- 238000005192 partition Methods 0.000 description 7
- 230000002411 adverse Effects 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 6
- 239000000112 cooling gas Substances 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 238000007664 blowing Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000013021 overheating Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229910021536 Zeolite Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000003795 desorption Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Chemical compound [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000000741 silica gel Substances 0.000 description 2
- 229910002027 silica gel Inorganic materials 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000010457 zeolite Substances 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/02—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography
- B01D53/06—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography with moving adsorbents, e.g. rotating beds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/26—Drying gases or vapours
- B01D53/261—Drying gases or vapours by adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/06—Conditioning or physical treatment of the material to be shaped by drying
- B29B13/065—Conditioning or physical treatment of the material to be shaped by drying of powder or pellets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/16—Auxiliary treatment of granules
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B17/00—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement
- F26B17/12—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed solely by gravity, i.e. the material moving through a substantially vertical drying enclosure, e.g. shaft
- F26B17/14—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed solely by gravity, i.e. the material moving through a substantially vertical drying enclosure, e.g. shaft the materials moving through a counter-current of gas
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
- F26B21/06—Controlling, e.g. regulating, parameters of gas supply
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B9/00—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards
- F26B9/06—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards in stationary drums or chambers
- F26B9/063—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards in stationary drums or chambers for drying granular material in bulk, e.g. grain bins or silos with false floor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2251/00—Reactants
- B01D2251/30—Alkali metal compounds
- B01D2251/302—Alkali metal compounds of lithium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2253/00—Adsorbents used in seperation treatment of gases and vapours
- B01D2253/10—Inorganic adsorbents
- B01D2253/106—Silica or silicates
- B01D2253/108—Zeolites
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2255/00—Catalysts
- B01D2255/20—Metals or compounds thereof
- B01D2255/207—Transition metals
- B01D2255/20707—Titanium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2257/00—Components to be removed
- B01D2257/80—Water
Definitions
- the gas blown from the blower is heated by passing through a heater, supplied into a drying hopper that stores the powder material, and the powder material is dried.
- the present invention relates to a method and an improvement of a drying apparatus for granular material.
- a drying device for powder material a drying hopper that receives the powder, a drying blower (blower) for blowing a drying gas to the drying hopper, and a drying gas blown to the drying hopper are heated.
- the thing provided with the heater (heater) for this is known.
- outside air is taken in by a blower, heated by a heater, supplied into the drying hopper, passed through the granular material layer stored in the drying hopper, and the upper part of the drying hopper The particulate material is dried by exhausting from the exhaust port.
- the drying apparatus as described above is configured to heat air containing moisture in the atmosphere and supply it to the drying hopper, the drying efficiency is relatively poor.
- an adsorber dehumidification unit for removing a wet component (moisture) in the dry gas exhausted from the dry hopper is connected to the dry hopper via a gas circulation path.
- a drying gas dehumidified in the adsorber is circulated and supplied to a drying hopper.
- the granular material stored in the drying hopper is not supplied all at once for the next processing step such as a molding machine or a processing machine, but molded.
- the next processing step such as a molding machine or a processing machine, but molded.
- an appropriate amount is discharged from the lower discharge port.
- new undried powder material is charged into the dry hopper from the upper charging port or the like.
- the drying apparatus generally includes a drying hopper that receives the granular material, a drying blower for blowing dry gas, an adsorber for removing wet components in the drying gas, and heating the drying gas.
- the regeneration line is provided with a regeneration blower for blowing regeneration gas to the adsorber and a regeneration heater for heating the regeneration gas.
- the connecting pipe is provided with a discharge temperature sensor for detecting the temperature of the drying gas discharged from the drying hopper. When the discharge temperature sensor detects a stop temperature, a start trigger input program and a stop program are provided. The temperature stop mode is activated.
- the blower drive mechanism (each heater, each blower, etc.) is stopped every time the discharge temperature sensor detects the stop temperature, while the trigger signal of the start trigger input program is periodically sent to the blower drive mechanism. Given to. Thus, it is described that the efficiency of the entire drying apparatus can be increased and the running cost can be reduced.
- the blower driving mechanism is stopped by first stopping the rotation motors of the drying heater, the regenerative heater, and the adsorber, and after a predetermined time has elapsed.
- the mode which stops a dry blower and a regeneration blower is illustrated. According to this, since the drying gas and the regeneration gas are blown to the drying heater and the regeneration heater for a predetermined time after stopping, it is possible to prevent the drying heater and the regeneration heater from being damaged. Has been.
- the blower driving mechanism is stopped and periodically started by detecting the stop temperature of the discharge temperature sensor.
- the exhaust temperature is considered to be close to the stop temperature immediately after the stop, Since the stop temperature is reached immediately and the stop is performed, the energy loss at the time of starting and stopping may increase, and further improvement has been desired from the viewpoint of energy saving.
- the said drying apparatus in order to prevent damage to a drying heater and a regenerative heater as mentioned above, it is set as the aspect which stops each blower after stopping each heater and predetermined time passes. According to this, it is possible to prevent damage to each heater, but if the predetermined time is too long, the heater is cooled too much, and the temperature of the gas supplied to the drying hopper through the drying heater is reduced. Since it falls rapidly, the temperature of the heat-dried granular material in the drying hopper will fall.
- the predetermined time is too short, the temperature in the casing of the heater is not sufficiently lowered, but the blower is stopped for a short time due to the inertia of the blower after the blower is stopped (the rotation of the blower due to the moment of inertia).
- a gas having a temperature higher than the set temperature is blown into the drying hopper, and the powder may be overheated. Therefore, the powder may be deteriorated.
- the predetermined time may be insufficient or too long. It was difficult.
- the present invention has been made in view of the above circumstances, and is capable of reducing adverse effects on the granular material in the dry hopper and reducing the energy consumption of the granular material, and the granular material.
- the object is to provide a drying device.
- the method for drying granular material comprises heating a gas blown from a blower through a heater and storing the granular material in a drying hopper.
- the drying method of the granular material for supplying and drying the granular material when the temperature indicating the drying treatment state of the granular material in the drying hopper exceeds a preset first threshold, The heater is stopped, and when the temperature of the gas that has passed through the heater in the stopped state falls below a preset second threshold value, the blower is stopped, and then the heater is When the first time has elapsed, the heater and the blower are activated.
- a dehumidifying unit having an adsorbent for dehumidifying a gas exhausted from an exhaust port of the drying hopper is provided in the drying hopper via a gas circulation path.
- the dehumidifying unit of the gas exhausted from the exhaust port and the gas blown from the regenerating blower to the adsorbent after dehumidifying the gas are regenerated.
- a heating regeneration process in which the adsorbent is heated and regenerated, and when the heater is stopped, the regeneration heater is stopped and further stopped.
- the regeneration blower When the temperature of the gas that has passed through the regeneration heater in the state falls below a preset third threshold, the regeneration blower is stopped, and then a predetermined first time has elapsed since the heater was stopped. did Kiniwa, may be activating the regeneration heater and the reproducing blower.
- a dehumidifying unit having an adsorbent for dehumidifying the gas exhausted from the exhaust port of the drying hopper is provided in the drying hopper through a gas circulation path.
- the dehumidifying unit the dehumidifying process of the gas exhausted from the exhaust port, and the gas blown from the regeneration blower to the adsorbent after dehumidifying the gas are provided.
- a heating regeneration step in which the adsorbent is heated and regenerated by passing through a regeneration heater, and the temperature of the gas that has passed through the adsorbent in the heating regeneration step is preset.
- the regeneration heater When the temperature exceeds 4 threshold values, the regeneration heater is stopped, and when the temperature of the gas that has passed through the regeneration heater in the stopped state falls below a preset third threshold value, the regeneration heater is stopped.
- the blower is stopped, then the when the second time from the stop of the reproducing heater predetermined has passed, may be caused to start the reproduction heater and the reproducing blower.
- the drying apparatus of the granular material which concerns on this invention is the drying hopper which stores granular material, the air blower for supplying the heated gas to this drying hopper, and heating
- a drying apparatus for a granular material having a container, a first temperature detection sensor for detecting a temperature indicating a drying treatment state of the granular material in the drying hopper, and a temperature of the gas passing through the heater
- a second temperature detection sensor to detect, and when the detected temperature of the first temperature detection sensor exceeds a preset first threshold, the heater is stopped, and the second temperature detection sensor in the stopped state
- the blower is stopped, and then when the predetermined first time has elapsed since the heater was stopped, the heater and the blower are started.
- a control means for for.
- a dehumidifying unit having an adsorbent for dehumidifying the gas exhausted from the exhaust port of the drying hopper is provided in the drying hopper via a gas circulation path.
- the dehumidifying unit is configured to be connected to the dehumidifying zone for dehumidifying the gas exhausted from the exhaust port through the adsorbent and the adsorbent after dehumidifying the gas.
- the gas blown from the blower is heated and supplied through the regeneration heater, the heating regeneration zone for heating and regenerating the adsorbent, and the temperature of the gas that has passed through the regeneration heater is detected.
- the regeneration heater is stopped, and the detection of the third temperature detection sensor in the stopped state is performed.
- the degree falls below a preset third threshold, the regeneration blower is stopped, and then, when a predetermined first time has elapsed since the stop of the heater, the regeneration heater and the regeneration fan You may make it control to start an air blower.
- a dehumidifying unit having an adsorbent for dehumidifying the gas exhausted from the exhaust port of the drying hopper is provided in the drying hopper through a gas circulation path.
- the dehumidification unit, the gas exhausted from the exhaust port is passed through the adsorbent, the dehumidifying treatment zone for dehumidifying, and the adsorbent after dehumidifying the gas,
- the gas blown from the regenerative blower is heated and supplied through the regenerative heater, and the adsorbent is heated and regenerated, and the temperature of the gas that has passed through the regenerative heater is detected.
- a fourth temperature detection sensor for detecting the temperature of the gas that has passed through the adsorbent in the heating regeneration zone, and the control means controls the fourth temperature detection sensor.
- the regeneration heater is stopped, and further, the detected temperature of the third temperature detection sensor in the stopped state falls below the preset third threshold value.
- the regeneration blower is stopped, and then, when a predetermined second time has elapsed since the stop of the regeneration heater, the regeneration heater and the regeneration blower are controlled to be activated. It may be.
- the heater is stopped and then heated. Since the blower is stopped when the temperature of the gas that has passed through the cooler falls below a predetermined temperature, energy saving can be achieved and overheating of the material can be prevented. That is, according to the discharge amount of the granular material laminated in the dry hopper, the granular material in the dry hopper is in a state where at least the granular material discharged in the lower layer is sufficiently dried.
- the heater and the blower are stopped according to the predetermined condition as described above, so that energy saving can be achieved and the material can be saved. Overheating can be prevented.
- the blower is stopped when the temperature of the gas that has passed through the heater falls below a predetermined temperature after the heater is stopped, energy saving can be achieved, damage to the heater, The adverse effect on the granular material in the dry hopper can be reduced. That is, it is determined whether the heater has been overcooled or undercooled according to the temperature of the gas that has passed through the heater, and when the predetermined temperature, that is, the temperature at which the heater is not overcooled or undercooled, is reached. Since the vessel can be stopped, it is possible to reduce a decrease in temperature of the heated and dried granular material in the drying hopper, deterioration due to overheating of the granular material, and the like.
- the blower is stopped when the temperature of the gas that has passed through the heater falls below a predetermined temperature after the heater is stopped, it is affected by fluctuations in the outside air temperature, etc. The above effects can be surely achieved without any problems. Moreover, since these heaters and blowers are started after a predetermined time has elapsed after being stopped, they are not started immediately after being stopped and energy saving can be achieved efficiently.
- the drying hopper is connected to a dehumidifying unit that performs the dehumidifying treatment step and the heating regeneration step, and the regeneration is performed when the heater is stopped.
- the regeneration blower is stopped, and then the heater.
- the predetermined first time has elapsed since the stop of the operation, if the regeneration heater and the regeneration blower are activated, the following effects can be obtained. That is, since the gas dehumidified in the dehumidifying unit is supplied to the drying hopper via the gas circulation path, for example, the powder material is dried as compared with the case where the outside air is directly heated and supplied.
- the heater of the drying hopper is stopped, the regeneration heater of the dehumidifying unit is stopped, and then the temperature of the gas that has passed through each of the heater and the regeneration heater falls below a predetermined temperature.
- the blower and the regenerative blower are stopped respectively, energy saving can be achieved and, similarly to the above, the adverse effect on the particulate material can be reduced, and it is also affected by fluctuations in the outside air temperature, etc. Without damaging the heater and the regeneration heater.
- a dehumidifying unit that performs the dehumidifying treatment step and the heating regeneration step is connected to the drying hopper, and the adsorbent in the heating regeneration step is used.
- the regeneration heater is stopped, and further, the temperature of the gas that has passed through the regeneration heater in the stopped state is preset to a third value.
- the regeneration fan is stopped when the value falls below a threshold value, and then the regeneration heater and the regeneration fan are activated when a predetermined second time has elapsed since the regeneration heater was stopped. If so, the following effects are produced.
- the heating regeneration step when the temperature of the gas that has passed through the adsorbent reaches a predetermined temperature, the regeneration heater is stopped, and then the temperature of the gas that has passed through the regeneration heater is a predetermined temperature. Since the regeneration blower is stopped when the value falls below the value, energy saving can be achieved. That is, it is possible to discriminate the processing state of the heating and regeneration of the adsorbent based on the temperature of the gas that has passed through the adsorbent, and to stop the regeneration heater and the regeneration blower, thereby saving energy. Further, as described above, after stopping the regeneration heater, the regeneration blower is stopped when the temperature of the gas that has passed through the regeneration heater falls below a predetermined temperature. In addition, the regeneration heater can be prevented from being damaged without being affected by fluctuations in the outside air temperature.
- the drying apparatus for the granular material includes a first temperature detection sensor that detects a temperature indicating a drying treatment state of the granular material in the drying hopper, and a temperature of the gas that has passed through the heater.
- a second temperature detection sensor to detect, and when the detected temperature of the first temperature detection sensor exceeds a preset first threshold, the heater is stopped, and the second temperature detection sensor in the stopped state
- the blower is stopped, and then when the predetermined first time has passed since the heater was stopped, the heater and the blower are started.
- control means for causing the Therefore similarly to the above, energy saving can be achieved, and damage to the heater and adverse effects on the powder material in the drying hopper can be reduced.
- a dehumidifying unit having the dehumidifying treatment zone, the heating regeneration zone, and the third temperature detection sensor is connected to the drying hopper, and the control means
- the control means When the heater is stopped, the regeneration heater is stopped, and when the detected temperature of the third temperature detection sensor in the stopped state falls below a preset third threshold value, the regeneration is performed. If the control is performed so that the regeneration heater and the regeneration blower are activated when a predetermined first time has elapsed since the stop of the heater and then the heater is stopped, the following effects are obtained. Play. That is, similarly to the above, since the gas dehumidified in the dehumidifying unit is supplied to the drying hopper through the gas circulation path, the powder material can be efficiently dried and energy saving can be achieved. Damage to the regenerative heater can be prevented.
- the dehumidifying unit having the dehydrating hopper, the heating regeneration zone, the third temperature detecting sensor, and the fourth temperature detecting sensor in the drying hopper.
- the regeneration heater is stopped, and further, the second heater in the stopped state is stopped.
- the regeneration blower is stopped, and then when a predetermined second time has elapsed since the stop of the regeneration heater, If the control is performed so that the regeneration heater and the regeneration blower are activated, the following effects can be obtained. That is, similarly to the above, since the gas dehumidified in the dehumidifying unit is supplied to the drying hopper through the gas circulation path, the powder material can be efficiently dried and energy saving can be achieved. Damage to the regenerative heater can be prevented.
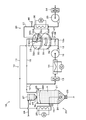
- FIG. 1 is a schematic explanatory view schematically showing a drying apparatus for granular material according to the first embodiment
- FIG. 2 is a control block diagram of the drying apparatus
- FIG. 3 is a basic executed by the drying apparatus. It is a time chart for demonstrating an example of operation
- the drying apparatus 1 for the granular material shown in FIG. 1 generally includes a drying hopper unit 20, a dehumidifying unit 30, a processing gas circulation path 10 connecting the drying hopper unit 20 and the dehumidifying unit 30, and the same drying And a control unit 40 (see FIG. 2) provided at an appropriate position of the apparatus 1.
- the processing gas circulation path 10 passes through the processing gas supply path 11 for supplying the processing gas dehumidified by the dehumidifying unit 30 described later toward the drying hopper unit 20 described later, and the drying hopper unit 20.
- the process gas return path 12 used for the dehumidifying and drying process described later, which feeds the moisture-containing process gas toward the dehumidifying unit 30, and the process gas return path 12 are branched.
- a dehumidifying side branch pipe 12a and a regeneration side branch pipe 12b, and a regeneration cooling gas return path 16 for joining the regeneration cooling gas that has passed through a cooling regeneration zone 32c described later to the processing gas return path 12 are provided.
- the first temperature detection sensor 44, the circulation filter 13, the cooler 14, and the main blower 15 are arranged in this order from the drying hopper unit 20 to the dehumidifying unit 30.
- the first temperature detection sensor 44 is disposed in the vicinity of the exhaust port 25 of the hopper body 21 to be described later.
- the temperature of the processing gas that has passed through the body material layer is detected. As will be described later, this temperature is a temperature indicating the drying treatment state of the granular material m in the hopper body 21.
- the drying hopper unit 20 has a conical lower portion and a cylindrical upper portion, and is supplied through a hopper body 21 that stores the granular material materials m sequentially added from above and a dehumidifying unit 30 described later. And a heater 26 for heating the processing gas. Above the hopper body 21, there is a collector 27 for collecting and temporarily storing the particulate material m transported from a material tank (not shown) or the like via a material transport pipe 28. The material material valve m which is connected and provided below the collector 27 is opened, whereby the granular material m is sequentially introduced into the hopper body 21.
- the granular material m sequentially charged and stored in the hopper body 21 is subjected to dehumidification drying processing as will be described later, and the material discharge valve 23 provided below the hopper body 21 is opened. It is discharged sequentially toward the processing step (resin molding machine, temporary storage hopper, processing machine, etc. (not shown)).
- the above-mentioned injection of the granular material m into the hopper body 21 is performed based on, for example, a signal from a material sensor (not shown) such as a level gauge disposed in the upper part of the hopper body 21 to discharge the material.
- a material sensor such as a level gauge disposed in the upper part of the hopper body 21 to discharge the material.
- the valve 23 it is sequentially introduced and controlled so that the storage amount of the granular material m in the hopper body 21 is substantially constant. That is, the granular material m stored in a stacked state in the hopper body 21 is subjected to dehumidification drying treatment, and sequentially discharged from the lowest layer, and new granular material m is discharged. Depending on the amount, it is introduced from the upper collector 27.
- the powder material m refers to a powder / granular material, but includes a material such as a fine flake, short fiber, and sliver.
- materials which require dehumidification drying processing such as resin pellets, resin fiber pieces, etc., such as a synthetic resin material, or a metal material, a semiconductor material, a wood material, a chemical material, a food material, are included.
- the charging and discharging of the particulate material m as described above may be performed continuously or intermittently so that the storage amount in the hopper body 21 becomes a certain storage amount.
- the processing gas fed through the processing gas supply path 11 passes through the heater 26 and is heated and discharged from a discharge port 24 provided in the lower part of the hopper body 21. It is supplied into the main body 21.
- a second temperature detection sensor 45 for detecting the temperature of the processing gas that has passed through the heater 26 is disposed on the outlet side of the heater 26. Based on the temperature detected by the second temperature detection sensor 45, the CPU 41, which will be described later, controls energization such as ON / OFF control of the heater 26 or PID control.
- the temperature of the heated processing gas heated by the heater 26 and introduced into the hopper body 21 depends on the type and initial moisture content of the granular material m, the capacity of the hopper body 21 and the discharge amount. Although it can be set as appropriate, it may be about 80 ° C. to 160 ° C.
- the discharge port 24 is disposed at the approximate center of the hopper main body 21 formed in a circular shape in plan view, and the gas supplied through the processing gas supply path 11 is uniformly distributed and supplied. It is supposed to be configured.
- the processing gas discharged from the discharge port 24 passes upward between the granular material m stored in the hopper body 21, dehumidifies and drys the granular material m, and the hopper body 21.
- the air is supplied toward the exhaust port 25 formed at the upper portion of the gas, and is exhausted from the exhaust port 25 toward the processing gas return path 12.
- the dehumidifying unit 30 is a honeycomb-type dehumidifying unit that includes a honeycomb rotor (dehumidifying rotor) 31 that includes an adsorbent and constitutes an adsorbent, and lid bodies 32 that are disposed at both upper and lower ends thereof.
- the honeycomb rotor 31 is a cylindrical body having a large number of gas flow passages along the axial direction by impregnating a ceramic fiber formed in a honeycomb shape with an adsorbent, and is rotated by a rotation drive motor 39 (see FIG. 2).
- the shaft 33 is rotatable in the clockwise direction in the figure (in the direction of the white arrow).
- the honeycomb rotor 31 is rotated at a low speed and continuously, for example, at a rotational speed of about several to several tens of revolutions per hour.
- the adsorbent used in the honeycomb rotor 31 include silica gel, titanium silica gel, lithium chloride, and synthetic zeolite (trade name Molecular Sieve).
- the solid adsorbent is a heating gas for regeneration that can adsorb moisture and is described later. Any material can be used as long as it can be regenerated (moisture desorption) through the passage of water.
- the lid bodies 32 disposed at the upper and lower ends of the honeycomb rotor 31 are provided with inlets through which the gas from each path is introduced and outlets through which the gas is led out to each path.
- the lid 32 is formed with a partition wall 32d that constitutes a partition forming means for partitioning the dehumidification treatment zone 32a, the heating regeneration zone 32b, and the cooling regeneration zone 32c.
- Three partition walls 32d are provided in the centrifugal direction around the rotation shaft 33 of the honeycomb rotor 31, and in this embodiment, the volumes of the dehumidification treatment zone 32a, the heating regeneration zone 32b, and the cooling regeneration zone 32c are provided.
- the ratio is 5: 2: 1.
- the lid body 32 is fixed to the apparatus main body, and the honeycomb rotor 31 is rotated with respect to the lid body 32, so that the honeycomb rotor 31 is separated by the three partition walls 32d formed on the lid body 32. It is set as the structure divided into the said three divisions (zone) made into the airtight state mutually.
- the lid body 32 has a pair of upper and lower lower lid bodies 32 shown in the figure corresponding to the three partition walls 32d formed on the upper lid body 32, and the same three partition walls 32d are formed. Yes.
- Detailed description of the specific configuration of the honeycomb type dehumidifying unit as described above is omitted, but for example, Japanese Utility Model Laid-Open No. 60-115526, Japanese Utility Model Laid-Open No. 1-167318, Japanese Utility Model Laid-Open No. 2-13994. May be applied to the present embodiment.
- the dehumidifying side branch pipe 12a of the processing gas return path 12 is connected to the upstream side of the dehumidifying treatment zone 32a (lower cover body 32 in the figure), and the downstream side of the dehumidifying treatment zone 32a (upper cover body in the figure). 32) is connected to the processing gas supply path 11.
- the regeneration side branch pipe 12b of the processing gas return path 12 is connected to the upstream side of the cooling regeneration zone 32c (the lower cover body 32 in the figure), and the downstream side (the upper cover body in the figure) of the cooling regeneration zone 32c. 32) is connected to the regeneration cooling gas return path 16.
- a heating gas path 37 for regeneration which will be described later, is connected to the upstream side of the heating regeneration zone 32b (the upper lid body 32 in the figure), and downstream of the heating regeneration zone 32b (the lower lid body 32 in the figure).
- the discharge pipe 38 is connected.
- an intake filter 34, a regeneration blower 35, a regeneration heater 36, and a third temperature detection sensor 46 are arranged in this order from the upstream side toward the honeycomb rotor 31. .
- the regeneration heating gas path 37 by driving the regeneration blower 35, outside air is introduced through the intake filter 34 and heated by the regeneration heater 36 to generate regeneration heating gas.
- the heating gas for regeneration is introduced into the heating regeneration zone 32b of the honeycomb rotor 31, and is discharged from the discharge pipe 38 on the downstream side to the outside of the apparatus.
- the third temperature detection sensor 46 detects the temperature of the gas that has passed through the regeneration heater 36.
- the CPU 41 controls energization such as ON / OFF control of the regeneration heater 36 or PID control.
- the temperature of the regeneration heating gas introduced by being heated by the regeneration heater 36 may be about 180 ° C. to 240 ° C. in order to desorb moisture from the adsorbent that has adsorbed moisture.
- the dehumidifying process of the processing gas and the regeneration process of the honeycomb rotor 31 are performed as follows.
- the processing gas containing moisture by passing through the hopper body 21 in which the granular material m is stored is supplied to the main blower 15 disposed in the middle of the processing gas return path 12. By being driven, it is cooled through the circulation filter 13 and the cooler 14, and is introduced through the dehumidifying side branch pipe 12a.
- the processing gas introduced into the dehumidification processing zone 32a passes through the gas flow path in which the adsorbent in the honeycomb rotor 31 located there is disposed, moisture is adsorbed by the adsorbent, and as the dehumidified processing gas, Air is supplied toward the processing gas supply path 11 (dehumidification processing step).
- the adsorbent in the honeycomb rotor 31 that has adsorbed moisture in the dehumidifying zone 32 a reaches the heating regeneration zone 32 b as the honeycomb rotor 31 rotates.
- the regeneration heating gas is introduced through the regeneration heating gas path 37, the adsorbent that has adsorbed moisture is dried by heating, and regeneration of the adsorbent (desorption of moisture) is performed (heating). Regeneration process).
- the regeneration heating gas that has passed through the gas flow path in which the adsorbent in the honeycomb rotor 31 located in the heating regeneration zone 32b is disposed through the regeneration heating gas path 37 is exhausted to the outside of the apparatus via the discharge pipe 38. .
- the processing gas fed through the processing gas return path 12 is cooled through the cooler 14, and the cooled gas is introduced through the regeneration side branch pipe 12b for heating regeneration.
- the adsorbent that has been cooled is regenerated (cooling regeneration process). In this way, the processing gas is cooled for the purpose of protecting the main blower 15 and the adsorbent such as the synthetic zeolite has a characteristic that the moisture adsorption amount increases as the temperature becomes lower.
- the cooler 14 is preferably disposed on the upstream side of the main blower 15.
- the temperature of the processing gas cooled by the cooler 14 may be about 50 ° C. to 70 ° C.
- a known cooler such as a water-cooled type or an air-cooled type can be applied.
- the regeneration cooling gas that has passed through the regeneration-side branch pipe 12 b and passed through the gas flow passage in which the adsorbent in the honeycomb rotor 31 located in the cooling regeneration zone 32 c is disposed is the regeneration cooling gas downstream of the honeycomb rotor 31.
- the air is sent toward the return path 16, merged with the processing gas return path 12, and sent toward the dehumidifying unit 30.
- the adsorbent in the honeycomb rotor 31 that has been cooled and regenerated through the cooling and regenerating process reaches the dehumidifying treatment zone 32a as the honeycomb rotor 31 rotates.
- the dehumidifying process and heating regenerating process are performed.
- a cooling regeneration process is performed.
- the processing gas is configured to circulate between the drying hopper unit 20 and the dehumidifying unit 30.
- the processing gas dehumidified by the honeycomb rotor 31 of the dehumidifying unit 30 is supplied to the hopper body 21 to dehumidify and dry the granular material m.
- the heater can be downsized (lower power consumption), and the drying time can be shortened.
- the dew point of the outside air is high depending on the season, and it takes a long drying time to dry the granular material in the hopper body.
- a heater is required, according to the present embodiment, by supplying the processing gas that has been dehumidified by the honeycomb rotor 31 and has a low dew point into the hopper body 21, it is possible to efficiently produce a granular material.
- the material m can be dehumidified and dried.
- a processing gas having a stable dew point can be supplied into the hopper body 21.
- air is applied as a gas to be dehumidified and dried.
- a moisture-containing gas such as nitrogen, hydrogen, or argon is dehumidified and dried to the drying hopper. It may be introduced and the powder material m may be dehumidified and dried.
- the temperature and dew point of each gas sent through each of the above paths are the type and initial moisture of the granular material m to be dehumidified and dried, the capacity of the hopper body 21, the output of each heater and each blower, the honeycomb It is set as appropriate according to the shape of the rotor 31 and the like.
- the dew point of the dehumidified processing gas is, for example, about ⁇ 10 ° C. to ⁇ 60 ° C., preferably ⁇ 40 ° C. It may be set to from -50 ° C to -50 ° C.
- the control unit 40 constitutes a CPU 41 that controls each unit of the drying apparatus 1, and an operation unit that is operated to set various settings, set temperatures that will be described later, threshold values, and the like.
- An operation panel 42, a storage unit 43 that stores setting conditions set by operating the operation panel 42, a control program for executing a basic operation described later, and the like are provided.
- the CPU 41 is also connected to the above-described heater 26, main blower 15, regeneration heater 36, regeneration blower 35, rotation drive motor 39, first temperature detection sensor 44, and second temperature detection via a signal line.
- a sensor 45 and a third temperature detection sensor 46 are connected.
- the CPU 41 Based on the temperature detection signals of the first temperature detection sensor 44, the second temperature detection sensor 45, and the third temperature detection sensor 46, the CPU 41, as will be described later, the heater 26, the main blower 15, and the regeneration heater 36. The stop and start of the regeneration blower 35 and the rotary drive motor 39 are controlled.
- the horizontal axis is a time axis
- the temperature detected by each of the temperature detection sensors is indicated by the vertical axis.
- the heater 26 has a processing gas temperature (heater outlet temperature) that has passed through the heater 26 based on a temperature detection signal of the second temperature detection sensor 45 of 100 ° C. (heating The mode controlled by CPU41 so that it may become heater setting temperature) is shown.
- the regeneration heater 36 has a regeneration heater gas temperature (regeneration heater outlet temperature) 230 that has passed through the regeneration heater 36 based on the temperature detection signal of the third temperature detection sensor 46.
- the aspect controlled by CPU41 so that it may become (degreeC (regenerative heater preset temperature)) is shown. Further, in FIG. 3 and FIG. 5 to be described later, a state in which the granular material m is not charged into the hopper body 21 is shown. When the powder material m is charged, the material layer passing temperature ( The detected temperature of the first temperature detection sensor 44 is rapidly decreased, but the basic operation is the same.
- the CPU 41 detects the temperature of the processing gas that has passed through the granular material layer stored in the hopper body 21 (material layer passing temperature) from the first temperature detection sensor 44. Based on this temperature detection signal, the driving of the heater 26, the regeneration heater 36, and the rotary drive motor 39 of the honeycomb rotor 31 is stopped. That is, when the material layer passing temperature exceeds the first threshold value, the driving of the heater 26, the regeneration heater 36, and the rotary drive motor 39 of the honeycomb rotor 31 is stopped.
- the first threshold value can be set as appropriate according to the capacity and discharge amount of the hopper body 21 and the type and conditions (such as initial moisture content) of the granular material m to be dehumidified and dried. It is about 50 ° C.
- Such a first threshold is a state in which at least the granular material m to be discharged in the lower layer portion is sufficiently dehumidified and dried according to the discharged amount of the granular material stacked in the hopper body 21. It is set experimentally or experimentally.
- the timer of the CPU 41 is turned on and a predetermined first time is counted.
- This first time can be set as appropriate according to the capacity and discharge amount of the hopper body 21 and the type and conditions (such as initial moisture content) of the granular material m to be dehumidified and dried.
- the heater outlet temperature and the regeneration heater outlet temperature are longer than the time required for each to decrease to a predetermined temperature, and the temperature of the granular material m stored in the hopper body 21 is It is preferable to set the time so as not to decrease extremely.
- the drive of the main blower 15 is stopped based on a temperature detection signal from the second temperature detection sensor 45 that detects the temperature that passes through the heater 26 (heater outlet temperature). That is, when the heater outlet temperature at which the set temperature is 100 ° C. as described above falls below 90 ° C. (second threshold), the main blower 15 is stopped.
- the second threshold value can be set as appropriate according to the heater setting temperature, the output of the heater 26 and the main blower 15, the supply air volume, and the like. Since a low-temperature gas extremely lower than the set temperature is blown, the heater outlet temperature detected by the air blown by the inertia moment (inertia) of the main blower 15 immediately after the main blower 15 is stopped is 10 ° C. above the set temperature.
- the driving of the regeneration blower 35 is stopped based on a temperature detection signal from the third temperature detection sensor 46 that detects the temperature passing through the regeneration heater 36 (regeneration heater outlet temperature). That is, when the regeneration heater outlet temperature at which the set temperature is set to 230 ° C. as described above falls below 200 ° C. (third threshold value), the regeneration blower 35 is stopped.
- the third threshold value can be appropriately set according to the regeneration heater set temperature, the output of the regeneration heater 36 and the regeneration blower 35, etc., but the regeneration threshold immediately after the regeneration blower 35 is stopped.
- the regeneration heater outlet temperature detected by the air blown by the moment of inertia (inertia) of the blower 35 becomes a temperature that does not damage the terminals of the regeneration heater 36 or the like.
- the third threshold value is not set extremely low. It is preferable. Thereby, when it restarts, the temperature rise for the heating reproduction
- the main blower 15 and the regeneration blower 35 are stopped according to the predetermined condition.
- the heater 26, main blower 15, regeneration heater 36, regeneration blower 35, and rotary drive motor 39 of the honeycomb rotor 31 are restarted. Is done. At this time, it is preferable to restart them substantially simultaneously. Thereby, the bad influence to the granular material material m in the hopper main body 21, and the bad influence to the regeneration process of the honeycomb rotor 31, etc. can be reduced.
- the heater 26, the regeneration heater 36, and the rotary drive motor 39 of the honeycomb rotor 31 are stopped, and further, the heater outlet temperature is When the temperature falls below the second threshold, the main blower 15 is stopped.
- the regeneration heater outlet temperature falls below the third threshold, the regeneration blower 35 is stopped, and then the heater 26,
- the rotation drive motor 39 is restarted.
- FIG. 3 shows a state in which a new powder material m is not charged into the hopper body 21, for example, a preparatory operation state such as when the drying apparatus 1 is started.
- the granular material material m containing water at room temperature is charged and stored until a predetermined storage amount is reached.
- This storage amount is controlled by a level gauge provided in the upper part of the hopper body 21 described above, and during this preparatory operation period, the powder material m is not discharged and charged, and the lower layer portion in the hopper body 21
- the powder material m is dehumidified and dried until it reaches a predetermined temperature and moisture content.
- the operation time of this preparation operation is appropriately set according to the capacity of the hopper body 21, the type and conditions of the granular material m, the amount of the granular material m to be discharged sequentially, and the like. That is, the granular material m stored in the hopper body 21 is gradually heated from the granular material m located in the lowermost layer by the processing gas discharged from the lower discharge port 24 in the hopper body 21. Dehumidification is performed, and the operation is continued so that the temperature of about 50% to 70% of the granular material m from the lowermost part of the granular material m stored in the hopper body 21 becomes a predetermined temperature.
- the dehumidifying and drying of the predetermined amount of the granular material material m discharged from the lowermost layer is sequentially sufficiently performed during the continuous operation, and the predetermined moisture content is Preparatory operation is continued until
- a predetermined amount of the granular material m is supplied to the resin molding machine and the primary storage hopper.
- the operation is shifted to a continuous operation in which the particulate material m is charged from the collector 27 according to the discharged amount.
- the discharge and input of the granular material m are periodically repeated based on, for example, a material request signal from a resin molding machine or a primary storage hopper.
- the material layer passing temperature is rapidly lowered by the newly introduced granular material m according to the discharge amount of the granular material m.
- the powder material m from the lowermost part of the hopper body 21 is sufficiently heated during the preparation operation to reach a predetermined temperature, but the powder newly introduced into the upper layer part.
- the body material m is not yet sufficiently heated, and, for example, has a low temperature of about room temperature, so that the material layer passing temperature is lowered.
- the heater 26, the regeneration heater 36, and the rotary drive motor 39 of the honeycomb rotor 31 are not stopped, and the inside of the hopper main body 21 is not stopped.
- Dehumidification drying processing of the granular material m, dehumidification processing of the processing gas in the honeycomb rotor 31, heating regeneration and cooling regeneration of the adsorbent are performed.
- the material layer passing temperature is For example, when the powder material m is deteriorated (oxidation, burn, decomposition, discoloration, etc.) or an additive is added to the powder material m, the additive May scatter. Moreover, there is a possibility that the load on the cooler 14 disposed in the processing gas return path 12 may increase due to the useless increase in the material layer passing temperature.
- the heater 26 and the main blower 15 may be stopped, and the regeneration heater 36, the regeneration blower 35, and the rotational drive motor 39 of the honeycomb rotor 31 may continue to operate.
- the heater 26, the main blower 15, the regeneration heater 36, and the regeneration blower 35 may be stopped, and the rotational drive motor 39 of the honeycomb rotor 31 may continue to operate.
- a honeycomb type is used as the dehumidifying unit, and the adsorbent is a single honeycomb rotor 31.
- the present invention is not limited to this.
- the dehumidifying unit is a multi-tower type having a plurality of adsorption towers. It is good also as a thing.
- each path and each adsorption tower is switched by a switching valve, or each adsorption tower is rotated with respect to each path so that each path and each adsorption tower are switched.
- the processing gas circulation path as in this embodiment is provided, the processing gas is dehumidified and supplied, and the adsorbent is regenerated. It is.
- Such multi-column type dehumidifying units are disclosed in, for example, Japanese Patent Application Laid-Open Nos. 60-178809 and 60-132622.
- the adsorbent disposed corresponding to each of the dehumidification treatment zone, the heating regeneration zone, and the cooling regeneration zone is constituted by one honeycomb rotor 31, and the partition wall 32 d is accompanied by the rotation of the honeycomb rotor. Is moved relative to the honeycomb rotor 31 so that each zone sequentially moves, a dehumidification treatment step for dehumidifying the processing gas, a heating regeneration step for heating and regenerating a part of the honeycomb rotor, and a part of the honeycomb rotor.
- the cooling regeneration process for cooling and regenerating is performed in parallel.
- each path and each adsorption tower switching between each path and each adsorption tower is performed by a switching valve, or by rotating each adsorption tower with respect to each path,
- each of the zones is sequentially configured, and a dehumidification treatment process for dehumidifying the processing gas, a heating regeneration process for heating and regenerating the adsorption tower, and a cooling regeneration process for cooling and regenerating the adsorption tower are performed.
- the multi-column type dehumidifying unit is inferior in terms of dew point uniformity compared to the honeycomb type dehumidifying unit applied in the present embodiment. An effect is obtained.
- the timer for counting the first time is started and then increased. Until that time, the timer for switching may be temporarily stopped. According to this, it is possible to prevent switching without being sufficiently reproduced.
- the dehumidifying unit may include a plurality of honeycomb rotors.
- a plurality of honeycomb rotors may be arranged in parallel with respect to each path.
- the present invention can be applied by branching each path to each zone of the plurality of honeycomb rotors.
- the drying device may include a plurality of dehumidifying units.
- a plurality of dehumidifying units may be arranged in parallel to the drying hopper unit.
- the processing gas return path 12 is branched and connected to the honeycomb rotor of each dehumidification unit
- the processing gas supply path 11 is branched and connected to the honeycomb rotor of each dehumidification unit.
- the present invention can be applied.
- FIG. 4 is a schematic explanatory view schematically showing a drying apparatus for granular material according to the second embodiment
- FIG. 5 is a time chart for explaining an example of a basic operation executed by the drying apparatus.
- Note that differences from the first embodiment will be mainly described, and the same components are denoted by the same reference numerals, and description thereof will be omitted or simplified. Also, description of similar basic operations will be omitted or briefly described.
- the internal structure of the drying apparatus of the granular material according to the present embodiment is substantially the same as the first embodiment described with reference to FIG. Omitted or briefly described.
- the powder material drying apparatus 1A is provided with a first temperature detection sensor 44A for detecting the material layer passing temperature of the processing gas that has passed through the powder material layer in the hopper body 21.
- the first temperature detection sensor 44A has a granular material in a state where the granular material m stored in the hopper body 21 is stored to a full level as shown in FIG.
- the detection part is arranged to face the space from the uppermost layer part of the material m to the canopy that closes the upper end part of the hopper body 21.
- the first temperature detection sensor 44A measures the ambient temperature of the space (hereinafter abbreviated as material non-reserved space) sp above the granular material layer stored in the hopper body 21.
- the temperature of the material non-reserving space sp in the hopper body 21 changes in substantially the same manner as the change in the material layer passage temperature described in the first embodiment.
- the first temperature detection sensor 44A the temperature indicating the drying treatment state of the granular material m in the hopper body 21 is detected.
- the powder material drying apparatus 1A in order to detect the temperature (heating heating zone passage temperature) of the regeneration heating gas that has passed through the honeycomb rotor 31 in the heating regeneration zone 32b of the dehumidifying unit 30, the powder material drying apparatus 1A according to the present embodiment is used.
- the fourth temperature detection sensor 47 is provided in the discharge pipe 38. As shown in FIG. 2, the fourth temperature detection sensor 47 is connected to the CPU 41 by a signal line. Based on the temperature detection signal of the fourth temperature detection sensor 47, the CPU 41, as will be described later, The stop and start of the regeneration heater 36 are controlled.
- the stop of the heater 26 is not linked with the stop of the regeneration heater 36 and the rotary drive motor 39 of the honeycomb rotor 31 in the basic operation described in the first embodiment.
- the CPU 41 performs heating when the material layer passing temperature exceeds the first threshold based on the temperature detection signal from the first temperature detection sensor 44A that detects the material layer passing temperature.
- the heater 26 is stopped, and the main blower 15 is stopped when the heater outlet temperature in the stopped state is lower than the second threshold, as described above.
- the first timer of the CPU 41 is turned on, the predetermined first time is counted, and when the first timer is up, the heater 26 and the main blower 15 are turned off. Reboot.
- the CPU 41 stops the regeneration heater 36 when the heating regeneration zone passage temperature exceeds the fourth threshold value, and further regenerates in the halted state as described above.
- the heater outlet temperature for the heater falls below the third threshold value, the regeneration blower 35 is stopped.
- the fourth threshold value can be appropriately set according to the shape and rotational speed (angular speed) of the honeycomb rotor 31, the output of the regeneration heater 36 and regeneration blower 35, the regeneration heater setting temperature described above, and the like. However, in this example, the temperature is about 100 ° C.
- Such a fourth threshold value is set empirically or experimentally so that moisture is sufficiently desorbed from the adsorbent in the heating regeneration zone 32b and the adsorbent is sufficiently heated and regenerated.
- the regeneration heater 36 when the regeneration heater 36 is stopped, the second timer of the CPU 41 is turned on, a predetermined second time is counted, and when the second timer is increased, the regeneration heater 36 and the regeneration heater 36 are regenerated.
- the blower 35 is restarted.
- This second time can be set as appropriate according to the shape and rotation speed (angular speed) of the honeycomb rotor 31, the output of the regeneration heater 36 and regeneration blower 35, the regeneration heater set temperature described above, and the like. However, if it is too long, the amount of adsorption by the adsorbent may be reduced as the treatment gas is dehumidified in the dehumidification treatment zone 32a of the honeycomb rotor 31 that is continuously rotated.
- the regeneration heater 36 is stopped. Since the regeneration blower 35 is stopped when the temperature of the gas passing through the heater 36 falls below a predetermined temperature, energy saving can be achieved. That is, it is possible to determine the heating regeneration process state of the honeycomb rotor 31 based on the temperature of the gas that has passed through the heating regeneration zone 32b of the honeycomb rotor 31, and to stop the regeneration heater 36 and regeneration blower 35. Energy saving can be achieved.
- the rotation drive motor 39 of the honeycomb rotor 31 is illustrated as being operated without stopping even when the heaters 26 and 36 are stopped.
- the heaters 26 and 36 may be stopped in conjunction with the stop.
- the rotation drive motor 39 of the honeycomb rotor 31 may be stopped.
- the adsorbent in the heating regeneration zone 32b is also stopped, and after the heating regeneration is performed, the regeneration heater 36 and the like are stopped as described above, so that energy saving can be achieved.
- the rotational speed of the honeycomb rotor 31 is relatively low, and, for example, in summer, the dew point of the outside air is high, so the heating regeneration zone passage temperature is less frequently than the fourth threshold value, and the regeneration Since the heater 36 and the regeneration blower 35 are stopped less frequently, the heating and regeneration of the honeycomb rotor 31 is not so hindered. Therefore, it is possible to continue the rotation as described above. In winter and the like, since the dew point of the outside air is low, even when the regeneration heater 36 and regeneration blower 35 are stopped, the heat regeneration of the honeycomb rotor 31 is not so hindered. Further, it is possible to continue the rotation as described above.
- a multi-column dehumidification unit as described above, or a plurality of honeycomb rotors, a plurality of A dehumidifying unit or the like may be applied.
- the switching may be performed regardless of whether the heaters 26 and 36 are stopped.
- the second time is preferably set shorter than the switching timing.
- the timer for switching is temporarily set until the timer for counting the first time is started up and then up. You may make it stop.
- the regeneration heater 36 and the regeneration blower 35 are stopped as described above, so that energy saving can be achieved.
- FIG. 6 (a) schematically shows a part of the drying apparatus for granular material according to the third embodiment
- FIG. 6 (b) shows the drying apparatus for granular material according to the fourth embodiment.
- a part is schematically shown. Note that the difference from the first embodiment and the second embodiment will be mainly described, and the same components are denoted by the same reference numerals, and description thereof will be omitted or simplified. Also, description of similar basic operations will be omitted or briefly described.
- 6A and 6B the dehumidifying unit is not shown, but each dehumidifying unit described in each of the above embodiments can be applied.
- each drying apparatus of each granular material which concerns on the following 3rd Embodiment and 4th Embodiment is each drying apparatus which concerns on the said 1st Embodiment and 2nd Embodiment which were demonstrated based on FIG.
- the reference numerals are attached to FIG. 2 and the description thereof is omitted.
- the granular material drying apparatus 1B according to the third embodiment shown in FIG. 6A is different from the granular material drying apparatuses 1 and 1A according to the first and second embodiments described above.
- the location of the temperature detection sensor is different. That is, in this embodiment, it replaces with the said 1st temperature detection sensors 44 and 44A, The 1st temperature detection sensor for detecting the temperature in the upper layer part of the granular material m stored in the hopper main body 21 48 (see also FIG. 2).
- the first temperature detection sensor 48 is disposed such that its detection portion is positioned slightly below the hopper body 21 than the first temperature detection sensor 44A described in the second embodiment. That is, as shown in FIG. 6A, the first temperature detection sensor 48 has a detection unit in the upper part of the granular material layer stored in the hopper body 21. It is arranged so as to be positioned, and the temperature inside the granular material layer of the upper layer portion, that is, the temperature of the granular material npm in the granular material layer is substantially measured. .
- the powder material npm in the upper layer is collected according to the discharge amount of the powder material m discharged by opening the material discharge valve 23 in the lower part of the hopper body 21 during the above-described continuous operation.
- This is a granular material newly introduced from the container 27.
- the storage level of the granular material m of the hopper body 21 is lowered by the discharge from the lower part, and the material charging start level at which the material charging from the collector 27 is started. From this position, the granular material is newly charged and stored until it reaches a predetermined full level.
- the powder material npm newly input as described above is, for example, about room temperature immediately after being input, and is gradually heated by the processing gas supplied into the hopper body 21.
- the temperature of the particulate material npm changes in substantially the same manner as the change in the material layer passing temperature described in the first and second embodiments.
- the temperature of the powder material npm is changed by the first temperature detection sensor 48.
- the temperature which shows the dry processing state of the granular material material m in the hopper main body 21 is detected. That is, the temperature of the powder material npm gradually increases as the dehumidifying and drying process by the supply of the processing gas proceeds from a temperature of about room temperature immediately after being charged.
- the temperature of the particulate material npm is measured by the first temperature detection sensor 48, and the heater 26 and the like are stopped based on the temperature detection signal as described above.
- the basic operation similar to that of the first embodiment or the second embodiment can be applied to the basic operation in the drying apparatus 1B for the granular material, that is, the mode of stopping and starting each device.
- the granular material drying apparatus 1C according to the fourth embodiment shown in FIG. 6B is different from the granular material drying apparatus 1B according to the third embodiment in the arrangement of the first temperature detection sensor 48A.
- the place is different.
- the first temperature detection sensor 48A has a lower detection position in the hopper body 21 than the first temperature detection sensor 48 described in the third embodiment. They are arranged as follows.
- the first temperature detection sensor 48A is disposed so that the detection part is located in the granular material layer that is in the temperature rising process during the above-described continuous operation, and the rising temperature stored in the upper layer part is disposed.
- the temperature inside the granular material layer in the temperature process that is, substantially the temperature of the granular material nhm in the granular material layer is measured.
- the particulate material nhm in the temperature raising process is a particulate material that has not yet been sufficiently heated during the above-described preparation operation and continuous operation, and is sufficiently heated during the preparation operation.
- it is a granular material having a temperature lower than that of the lower granular material hm that has reached a predetermined temperature. That is, the powder material hm in the lower layer is heated to a predetermined temperature before shifting to the continuous operation as described in the first embodiment, but is stored in the upper layer.
- the granular material nhm is in a state where the temperature has not been raised to the predetermined temperature during the preparation operation and the continuous operation.
- the temperature distribution of the granular material stored in the hopper body 21 is substantially constant in the lower layer part, and gradually increases toward the uppermost layer part on the upper layer side of the lower layer part.
- the distribution is so low.
- almost all of the granular material hm stored in the lower layer reaches a constant temperature at the end of the preparation operation and during the continuous operation.
- the granular material material nhm stored on the upper layer side of the lower granular material material hm and the newly introduced granular material material npm are in a temperature rising process and reach the predetermined temperature. They are laminated so that the temperature gradually decreases toward the uppermost layer.
- the temperature of the particulate material nhm in the temperature rising process changes in a higher temperature range than the above embodiments, but changes so as to repeatedly descend and rise as the particulate material is discharged and charged. To do. That is, in the hopper main body 21 having the temperature distribution as described above, the first temperature detection sensor 48A detects the discharge of a part of the lower layer powder material hm from the lower portion of the hopper main body 21. Around the part, among the granular material nhm in the temperature rising process, the lower temperature granular material falls. The lowered granular material nhm is gradually heated by the processing gas supplied from the discharge port 24, and the temperature gradually increases, as in the above embodiments.
- the temperature of the particulate material nhm in the temperature rising process is detected by the first temperature detection sensor 48A as a temperature indicating the drying processing state of the particulate material m in the hopper body 21. Yes.
- the heater 26 and the like are stopped based on the temperature detection signal.
- the basic operation similar to that of the first embodiment or the second embodiment can be applied to the basic operation of the powder material drying apparatus 1C, that is, the mode of stopping and starting each device.
- the first threshold value described in each of the above embodiments does not have a rapid temperature drop due to the newly introduced granular material as in each of the above embodiments, and the temperature rises to some extent. Since the temperature of the made granular material nhm is measured, it is set higher than each above-mentioned embodiment.
- the same effects as those of the drying apparatus 1 and 1A for the granular material according to the first embodiment or the second embodiment can be obtained.
- the drying treatment state of the granular material m in the hopper body 21 is determined based on the temperature of the granular material nhm in the temperature rising process, compared to the above embodiments.
- the vertical width of the temperature change to be detected is small, and more precise and precise control can be performed.
- the heater 26 and the like are stopped as described above based on the temperature of the powder material nhm before moving to the lower layer portion with the discharge from the lower part of the hopper body 21, the lower layer portion It is also possible to control so that the powder material hm has the predetermined temperature.
- the heater 26 and the like as described above By stopping this, it becomes possible to control the temperature distribution of the preferable granular material as described above in the hopper body 21.
- the amount of the granular material hm in the lower layer part and the amount of the granular material nhm in the temperature rising process are the discharge amount and discharge mode (discharge frequency, etc.) from the lower part of the hopper body 21. ) To be set as appropriate. That is, the lower layer granular material hm so that the predetermined amount of granular material discharged in the lowermost layer in response to the material request signal from the molding machine etc. is always sufficiently dehumidified and dried. And each amount of the particulate material nhm in the temperature raising process may be set.
- the first temperature detection sensors 44A, 48, and 48A disposed in the upper layer portions for detecting the temperature of the upper layer portion in the hopper body 21 are provided as the hopper body.
- the example provided inward from the side wall of 21 is shown, it is good also as an aspect provided inward from the canopy of the hopper main body 21.
- the aspect detects a material layer passage temperature.
- a first temperature detection sensor 44 for detecting the temperature exhausted from the first temperature detection sensor 44A (second embodiment) for detecting the temperature of the material non-reserving space sp in the hopper body 21), A mode for detecting the temperature in the upper layer part of the material layer (first temperature detection sensor 48 for detecting the temperature in the upper layer part of the granular material m stored in the hopper body 21 (third embodiment), The first temperature detection sensor 48A (fourth embodiment) that detects the temperature inside the granular material layer in the temperature rising process stored in the upper layer portion in the hopper body 21 is illustrated as an example. Granule material in 21 The detection of the temperature indicating the drying process conditions is possible, it may be disposed the first temperature sensor to the other site.
- each said embodiment illustrated the aspect which circulates and supplies the process gas dehumidified and dried by the said dehumidification unit 30 to the said hopper main body 21, it is not restricted to such an aspect.
- a drying apparatus 1 ⁇ / b> D including only the drying hopper unit 20 including a blower such as the control unit 40 and the main blower 15.
- any one of the first temperature detection sensors may be provided.
- the present invention can also be applied to a drying apparatus that does not include the dehumidifying unit 30. As described above, energy saving can be achieved, and adverse effects on the particulate material m in the hopper body 21 can be reduced.
- the dehumidification unit may be provided with a one-column type adsorption tower instead of the one that is performed in parallel with the regeneration of the adsorption tower.
- the heater may be stopped as described above based on the temperature detected by the first temperature detection sensor.
- a switching valve or the like may be switched to the regeneration side.
- the mode may be switched to the processing gas circulation path side. . Thereby, drying of the granular material in the hopper body and regeneration of the adsorption tower are efficiently performed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Drying Of Solid Materials (AREA)
- Drying Of Gases (AREA)
Abstract
粉粒体材料を貯留する乾燥ホッパ21と、該乾燥ホッパに加熱したガスを供給するための送風器15及び加熱器26とを有した粉粒体材料の乾燥装置1において、前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度を検出する第1温度検出センサ44と、前記加熱器を通過したガスの温度を検出する第2温度検出センサ45と、前記第1温度検出センサの検出温度が予め設定された第1閾値を上回ったときには、前記加熱器を停止させ、さらに、その停止状態における前記第2温度検出センサの検出温度が予め設定された第2閾値を下回ったときには、前記送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記加熱器及び送風器を起動させる制御手段41とを備えている。
Description
本発明は、送風器から送風されたガスを、加熱器を通過させて加熱し、粉粒体材料を貯留する乾燥ホッパ内に供給して該粉粒体材料を乾燥する粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置の改良に関する。
従来、粉粒体材料の乾燥装置として、粉粒体を受入れる乾燥ホッパと、この乾燥ホッパに乾燥ガスを送風するための乾燥ブロア(送風器)と、乾燥ホッパに送風される乾燥ガスを加熱するための加熱ヒータ(加熱器)とを備えたものが知られている。このような乾燥装置では、外気を送風器によって取込み、加熱器で加熱して乾燥ホッパ内に供給し、該乾燥ホッパ内に貯留した粉粒体材料層中を通過させ、該乾燥ホッパの上部の排気口から排気して、粉粒体材料の乾燥がなされる。
また、上記のような乾燥装置では、大気中の水分を含んだ空気を加熱して乾燥ホッパ内に供給する構成とされているため、乾燥効率が比較的、悪い。そのため、乾燥効率を高めるために、該乾燥ホッパから排気された乾燥ガス中の湿り成分(水分)を除去するための吸着器(除湿ユニット)を、該乾燥ホッパにガス循環経路を介して接続し、該吸着器において除湿処理した乾燥ガスを、乾燥ホッパに循環供給する構成とされたものが知られている。
また、上記のような乾燥装置では、大気中の水分を含んだ空気を加熱して乾燥ホッパ内に供給する構成とされているため、乾燥効率が比較的、悪い。そのため、乾燥効率を高めるために、該乾燥ホッパから排気された乾燥ガス中の湿り成分(水分)を除去するための吸着器(除湿ユニット)を、該乾燥ホッパにガス循環経路を介して接続し、該吸着器において除湿処理した乾燥ガスを、乾燥ホッパに循環供給する構成とされたものが知られている。
上記のような各乾燥装置においては、乾燥ホッパ内に貯留された粉粒体材料は、成形機や加工機等の次の処理工程に向けて、一度に全量が供給されるのではなく、成形機や加工機等の処理能力に応じて、また、これら成形機や加工機等からの要求信号を受けて、下部の排出口等から適宜量が排出される。また、その排出量に応じて、新たな未乾燥の粉粒体材料が上部の投入口等から乾燥ホッパ内へ投入される。
このような乾燥装置では、次の処理工程からの要求量やタイミングにもよるが、乾燥ホッパ内の全量を完全に乾燥させる必要はない。すなわち、少なくとも次の処理工程に向けて供給される、乾燥ホッパ内の下部に貯留されている粉粒体材料を、十分に乾燥させるようにすればよく、省エネルギー化の観点から種々の提案がなされている。
このような乾燥装置では、次の処理工程からの要求量やタイミングにもよるが、乾燥ホッパ内の全量を完全に乾燥させる必要はない。すなわち、少なくとも次の処理工程に向けて供給される、乾燥ホッパ内の下部に貯留されている粉粒体材料を、十分に乾燥させるようにすればよく、省エネルギー化の観点から種々の提案がなされている。
例えば、下記特許文献1では、乾燥装置全体としての効率を高め、ランニングコストの低減を図るために、以下のような乾燥装置が提案されている。
すなわち、該乾燥装置は、大略的に、粉粒体を受入れる乾燥ホッパと、乾燥ガスを送風するための乾燥ブロアと、乾燥ガス中の湿り成分を除去するための吸着器と、乾燥ガスを加熱する乾燥ヒータと、これらを連結する連結管と、水分を吸着した吸着器を再生するための再生ラインとを備えている。また、該再生ラインには、吸着器に再生ガスを送風するための再生ブロアと、再生ガスを加熱するための再生ヒータとが配設されている。
また、上記連結管には、乾燥ホッパから排出される乾燥ガスの温度を検知するための排出温度センサが設けられており、排出温度センサが停止温度を検知したときには、始動契機入力プログラムおよび停止プログラムの温度停止モードが作動する構成とされている。
すなわち、該乾燥装置は、大略的に、粉粒体を受入れる乾燥ホッパと、乾燥ガスを送風するための乾燥ブロアと、乾燥ガス中の湿り成分を除去するための吸着器と、乾燥ガスを加熱する乾燥ヒータと、これらを連結する連結管と、水分を吸着した吸着器を再生するための再生ラインとを備えている。また、該再生ラインには、吸着器に再生ガスを送風するための再生ブロアと、再生ガスを加熱するための再生ヒータとが配設されている。
また、上記連結管には、乾燥ホッパから排出される乾燥ガスの温度を検知するための排出温度センサが設けられており、排出温度センサが停止温度を検知したときには、始動契機入力プログラムおよび停止プログラムの温度停止モードが作動する構成とされている。
上記温度停止モードでは、送風駆動機構(各ヒータ、各ブロア等)は、排出温度センサが停止温度を検知する毎に停止される一方で、始動契機入力プログラムのトリガ信号が送風駆動機構に周期的に与えられる。これにより、乾燥装置全体としての効率を高めることができるとともに、ランニングコストを低減することができる、と説明されている。
また、上記送風駆動機構の停止は、上記停止プログラムによる停止信号が出力されると、まず最初に、乾燥ヒータ、再生ヒータおよび吸着器の回転モータを停止させ、それから所定の時間が経過した後に、乾燥ブロアおよび再生ブロアを停止する態様が例示されている。これによれば、乾燥ヒータおよび再生ヒータには、停止した後も所定の時間の間、乾燥ガスおよび再生ガスが送風されるので、乾燥ヒータおよび再生ヒータの損傷を防止することができる、と説明されている。
また、上記送風駆動機構の停止は、上記停止プログラムによる停止信号が出力されると、まず最初に、乾燥ヒータ、再生ヒータおよび吸着器の回転モータを停止させ、それから所定の時間が経過した後に、乾燥ブロアおよび再生ブロアを停止する態様が例示されている。これによれば、乾燥ヒータおよび再生ヒータには、停止した後も所定の時間の間、乾燥ガスおよび再生ガスが送風されるので、乾燥ヒータおよび再生ヒータの損傷を防止することができる、と説明されている。
しかしながら、上記特許文献1で提案されている乾燥装置では、上述のように、排出温度センサの停止温度の検知により、送風駆動機構を停止させ、周期的に起動させる態様とされている。このような態様では、停止した直後に始動契機入力プログラムのトリガ信号が送風駆動機構に与えられて起動された場合、停止直後は、上記排出温度が停止温度に近い状態であることが考えられ、直ぐに停止温度に達し、また停止がなされるため、起動及び停止の際のエネルギーロスが大きくなる場合があり、省エネルギー化の観点から更なる改善が望まれていた。
また、上記乾燥装置では、上述のように、乾燥ヒータおよび再生ヒータの損傷を防止するために、各ヒータを停止させ、所定の時間が経過した後に、各ブロアを停止させる態様とされている。これによれば、各ヒータの損傷を防止することは可能となるが、上記所定の時間が長すぎれば、該ヒータを冷やしすぎてしまい、乾燥ヒータを経て乾燥ホッパに供給されるガスの温度が急激に低下するため、乾燥ホッパ内の加熱乾燥された粉粒体の温度が低下してしまう。一方、上記所定の時間が短すぎれば、該ヒータの筐体内の温度が十分に低下せず、ブロアを停止させた後のブロアのイナーシャ(慣性モーメントによるブロアの回転)によって、短時間ではあるが設定温度よりも高い高温のガスが乾燥ホッパ内に吹き込まれ、粉粒体が過熱される恐れがあり、そのため、粉粒体が劣化する恐れがある。
さらに、例えば、夏場、冬場等の季節等によって外気温度が変動した場合には、上記所定の時間が十分でない、或いは、長すぎる、といったことも発生する恐れがあり、上記所定の時間の設定は困難なものであった。
さらに、例えば、夏場、冬場等の季節等によって外気温度が変動した場合には、上記所定の時間が十分でない、或いは、長すぎる、といったことも発生する恐れがあり、上記所定の時間の設定は困難なものであった。
本発明は、上記実情に鑑みなされたものであり、乾燥ホッパ内における粉粒体材料への悪影響等を低減し得るとともに、省エネルギー化が図れる粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置を提供することを目的としている。
前記目的を達成するために、本発明に係る粉粒体材料の乾燥方法は、送風器から送風されたガスを、加熱器を通過させて加熱し、粉粒体材料を貯留する乾燥ホッパ内に供給して該粉粒体材料を乾燥する粉粒体材料の乾燥方法において、前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度が予め設定された第1閾値を上回ったときには、前記加熱器を停止させ、さらに、その停止状態における加熱器を通過したガスの温度が予め設定された第2閾値を下回ったときには、前記送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記加熱器及び送風器を起動させることを特徴とする。
本発明に係る前記粉粒体材料の乾燥方法においては、前記乾燥ホッパに、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットを、ガス循環経路を介して接続した構成とし、前記除湿ユニットにおいては、前記排気口から排気されたガスの除湿処理工程と、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生工程とを実行し、前記加熱器を停止させたときには、前記再生用加熱器を停止させ、さらに、その停止状態における再生用加熱器を通過したガスの温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるようにしてもよい。
或いは、本発明に係る前記粉粒体材料の乾燥方法においては、前記乾燥ホッパに、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットを、ガス循環経路を介して接続した構成とし、前記除湿ユニットにおいては、前記排気口から排気されたガスの除湿処理工程と、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生工程とを実行し、前記加熱再生工程における前記吸着体を通過したガスの温度が予め設定された第4閾値を上回ったときには、前記再生用加熱器を停止させ、さらに、その停止状態における再生用加熱器を通過したガスの温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記再生用加熱器の停止から所定の第2の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるようにしてもよい。
また、前記目的を達成するために、本発明に係る粉粒体材料の乾燥装置は、粉粒体材料を貯留する乾燥ホッパと、該乾燥ホッパに加熱したガスを供給するための送風器及び加熱器とを有した粉粒体材料の乾燥装置において、前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度を検出する第1温度検出センサと、前記加熱器を通過したガスの温度を検出する第2温度検出センサと、前記第1温度検出センサの検出温度が予め設定された第1閾値を上回ったときには、前記加熱器を停止させ、さらに、その停止状態における前記第2温度検出センサの検出温度が予め設定された第2閾値を下回ったときには、前記送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記加熱器及び送風器を起動させる制御手段とを備えていることを特徴とする。
本発明に係る前記粉粒体材料の乾燥装置においては、前記乾燥ホッパに、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットを、ガス循環経路を介して接続した構成とし、前記除湿ユニットを、前記排気口から排気されたガスを、前記吸着体に通過させて除湿処理する除湿処理ゾーンと、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生ゾーンと、前記再生用加熱器を通過したガスの温度を検出する第3温度検出センサとを有したものとし、前記制御手段によって、前記加熱器を停止させたときには、前記再生用加熱器を停止させ、さらに、その停止状態における前記第3温度検出センサの検出温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるよう制御するようにしてもよい。
或いは、本発明に係る前記粉粒体材料の乾燥装置においては、前記乾燥ホッパに、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットを、ガス循環経路を介して接続した構成とし、前記除湿ユニットを、前記排気口から排気されたガスを、前記吸着体に通過させて除湿処理する除湿処理ゾーンと、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生ゾーンと、前記再生用加熱器を通過したガスの温度を検出する第3温度検出センサと、前記加熱再生ゾーンにおける前記吸着体を通過したガスの温度を検出する第4温度検出センサとを有したものとし、前記制御手段によって、前記第4温度検出センサの検出温度が予め設定された第4閾値を上回ったときには、前記再生用加熱器を停止させ、さらに、その停止状態における前記第3温度検出センサの検出温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記再生用加熱器の停止から所定の第2の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるよう制御するようにしてもよい。
本発明に係る前記粉粒体材料の乾燥方法によれば、前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度が、所定の温度に達すれば、加熱器を停止させ、その後、加熱器を通過したガスの温度が所定の温度を下回ったときに、送風器を停止するようにしているので、省エネルギー化が図れるとともに、材料の過熱を防止できる。すなわち、乾燥ホッパ内において積層された粉粒体材料の排出量に応じて、少なくともその下層部の排出される粉粒体材料が十分に乾燥処理された状態を、上記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度によって判別し、該温度が所定の温度に達すれば、上記のように所定の条件に従って、加熱器及び送風器が停止されるので、省エネルギー化が図れるとともに、材料の過熱を防止できる。
また、該加熱器を停止した後、加熱器を通過したガスの温度が所定の温度を下回ったときに、送風器を停止するようにしているので、省エネルギー化が図れるとともに、加熱器の損傷や、乾燥ホッパ内の粉粒体材料への悪影響を低減できる。すなわち、上記加熱器を通過したガスの温度によって加熱器の過冷却や冷却不足を判別し、上記所定の温度、つまり、該加熱器の過冷却や冷却不足のない温度となったときに、送風器を停止させることができるので、上記乾燥ホッパ内の加熱乾燥された粉粒体材料の温度の低下や、粉粒体材料の過熱による劣化等を低減できる。
さらに、送風器の停止は、加熱器を停止した後、加熱器を通過したガスの温度が所定の温度を下回ったときに、停止するようにしているので、外気温度の変動等による影響を受けることなく、確実に上記効果を奏することができる。
また、これら加熱器及び送風器は、停止された後、所定の時間経過後に起動されるので、停止された後、直ぐに起動されるようなことがなく、効率的に省エネルギー化が図れる。
さらに、送風器の停止は、加熱器を停止した後、加熱器を通過したガスの温度が所定の温度を下回ったときに、停止するようにしているので、外気温度の変動等による影響を受けることなく、確実に上記効果を奏することができる。
また、これら加熱器及び送風器は、停止された後、所定の時間経過後に起動されるので、停止された後、直ぐに起動されるようなことがなく、効率的に省エネルギー化が図れる。
本発明に係る前記粉粒体材料の乾燥方法において、前記乾燥ホッパに、前記除湿処理工程と加熱再生工程とを実行する除湿ユニットを接続した構成とし、前記加熱器を停止させたときには、前記再生用加熱器を停止させ、さらに、その停止状態における再生用加熱器を通過したガスの温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるようにすれば、以下の効果を奏する。
すなわち、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、例えば、外気等を直接、加熱して供給する場合と比べて、粉粒体材料の乾燥を効率的に行える。
また、乾燥ホッパの加熱器を停止させたときに、除湿ユニットの再生用加熱器を停止させ、その後、加熱器及び再生用加熱器をそれぞれ通過したガスの温度がそれぞれ所定の温度を下回ったときに、送風器及び再生用送風器をそれぞれ停止するようにしているので、省エネルギー化が図れるとともに、上記同様、粉粒体材料への悪影響を低減でき、また、外気温度の変動等による影響を受けることなく、加熱器及び再生用加熱器の損傷を防止できる。
すなわち、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、例えば、外気等を直接、加熱して供給する場合と比べて、粉粒体材料の乾燥を効率的に行える。
また、乾燥ホッパの加熱器を停止させたときに、除湿ユニットの再生用加熱器を停止させ、その後、加熱器及び再生用加熱器をそれぞれ通過したガスの温度がそれぞれ所定の温度を下回ったときに、送風器及び再生用送風器をそれぞれ停止するようにしているので、省エネルギー化が図れるとともに、上記同様、粉粒体材料への悪影響を低減でき、また、外気温度の変動等による影響を受けることなく、加熱器及び再生用加熱器の損傷を防止できる。
或いは、本発明に係る前記粉粒体材料の乾燥方法において、前記乾燥ホッパに、前記除湿処理工程と加熱再生工程とを実行する除湿ユニットを接続した構成とし、前記加熱再生工程における前記吸着体を通過したガスの温度が予め設定された第4閾値を上回ったときには、前記再生用加熱器を停止させ、さらに、その停止状態における再生用加熱器を通過したガスの温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記再生用加熱器の停止から所定の第2の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるようにすれば、以下の効果を奏する。
すなわち、上記同様、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、粉粒体材料の乾燥を効率的に行える。
また、上記加熱再生工程において、上記吸着体を通過したガスの温度が所定の温度に達すれば、再生用加熱器を停止させ、その後、該再生用加熱器を通過したガスの温度が所定の温度を下回ったときに、再生用送風器を停止させるようにしているので、省エネルギー化が図れる。すなわち、上記吸着体を通過したガスの温度により吸着体の加熱再生の処理状態を判別して、再生用加熱器及び再生用送風器を停止させることができるので、省エネルギー化が図れる。
さらに、上記同様、再生用加熱器を停止した後、再生用加熱器を通過したガスの温度が所定の温度を下回ったときに、再生用送風器を停止するようにしているので、省エネルギー化が図れるとともに、外気温度の変動等による影響を受けることなく、再生用加熱器の損傷を防止できる。
すなわち、上記同様、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、粉粒体材料の乾燥を効率的に行える。
また、上記加熱再生工程において、上記吸着体を通過したガスの温度が所定の温度に達すれば、再生用加熱器を停止させ、その後、該再生用加熱器を通過したガスの温度が所定の温度を下回ったときに、再生用送風器を停止させるようにしているので、省エネルギー化が図れる。すなわち、上記吸着体を通過したガスの温度により吸着体の加熱再生の処理状態を判別して、再生用加熱器及び再生用送風器を停止させることができるので、省エネルギー化が図れる。
さらに、上記同様、再生用加熱器を停止した後、再生用加熱器を通過したガスの温度が所定の温度を下回ったときに、再生用送風器を停止するようにしているので、省エネルギー化が図れるとともに、外気温度の変動等による影響を受けることなく、再生用加熱器の損傷を防止できる。
本発明に係る前記粉粒体材料の乾燥装置は、前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度を検出する第1温度検出センサと、前記加熱器を通過したガスの温度を検出する第2温度検出センサと、前記第1温度検出センサの検出温度が予め設定された第1閾値を上回ったときには、前記加熱器を停止させ、さらに、その停止状態における前記第2温度検出センサの検出温度が予め設定された第2閾値を下回ったときには、前記送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記加熱器及び送風器を起動させる制御手段とを備えている。
従って、上記同様、省エネルギー化が図れるとともに、加熱器の損傷や、乾燥ホッパ内の粉粒体材料への悪影響を低減できる。
従って、上記同様、省エネルギー化が図れるとともに、加熱器の損傷や、乾燥ホッパ内の粉粒体材料への悪影響を低減できる。
本発明に係る前記粉粒体材料の乾燥装置において、前記乾燥ホッパに、前記除湿処理ゾーンと前記加熱再生ゾーンと前記第3温度検出センサとを有した除湿ユニットを接続した構成とし、前記制御手段によって、前記加熱器を停止させたときには、前記再生用加熱器を停止させ、さらに、その停止状態における前記第3温度検出センサの検出温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるよう制御するようにすれば、以下の効果を奏する。
すなわち、上記同様、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、粉粒体材料の乾燥を効率的に行えるとともに、省エネルギー化が図れ、また、再生用加熱器の損傷を防止できる。
すなわち、上記同様、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、粉粒体材料の乾燥を効率的に行えるとともに、省エネルギー化が図れ、また、再生用加熱器の損傷を防止できる。
或いは、本発明に係る前記粉粒体材料の乾燥装置において、前記乾燥ホッパに、前記除湿処理ゾーンと前記加熱再生ゾーンと前記第3温度検出センサと前記第4温度検出センサとを有した除湿ユニットを接続した構成とし、前記制御手段によって、前記第4温度検出センサの検出温度が予め設定された第4閾値を上回ったときには、前記再生用加熱器を停止させ、さらに、その停止状態における前記第3温度検出センサの検出温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記再生用加熱器の停止から所定の第2の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させるよう制御するようにすれば、以下の効果を奏する。
すなわち、上記同様、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、粉粒体材料の乾燥を効率的に行えるとともに、省エネルギー化が図れ、また、再生用加熱器の損傷を防止できる。
すなわち、上記同様、乾燥ホッパには、除湿ユニットにおいて除湿処理されたガスがガス循環経路を介して供給されるので、粉粒体材料の乾燥を効率的に行えるとともに、省エネルギー化が図れ、また、再生用加熱器の損傷を防止できる。
以下に、本発明の実施の形態について、図面を参照しながら説明する。
図1は、第1実施形態に係る粉粒体材料の乾燥装置を模式的に示す概略説明図、図2は、同乾燥装置の制御ブロック図、図3は、同乾燥装置で実行される基本動作の一例を説明するためのタイムチャートである。
図例の粉粒体材料の乾燥装置1は、大略的に、乾燥ホッパユニット20と、除湿ユニット30と、これら乾燥ホッパユニット20と除湿ユニット30とを接続する処理ガス循環経路10と、同乾燥装置1の適所に設けられた制御部40(図2参照)とを備えている。
図1は、第1実施形態に係る粉粒体材料の乾燥装置を模式的に示す概略説明図、図2は、同乾燥装置の制御ブロック図、図3は、同乾燥装置で実行される基本動作の一例を説明するためのタイムチャートである。
図例の粉粒体材料の乾燥装置1は、大略的に、乾燥ホッパユニット20と、除湿ユニット30と、これら乾燥ホッパユニット20と除湿ユニット30とを接続する処理ガス循環経路10と、同乾燥装置1の適所に設けられた制御部40(図2参照)とを備えている。
上記処理ガス循環経路10は、後記する除湿ユニット30にて除湿処理された処理ガスを、後記する乾燥ホッパユニット20に向けて送気する処理ガス供給経路11と、該乾燥ホッパユニット20を通過して、粉粒体材料mの後記する除湿乾燥処理に使用され、水分を含んだ処理ガスを、除湿ユニット30に向けて送気する処理ガス帰還経路12と、該処理ガス帰還経路12から分岐した除湿側分岐管12a及び再生側分岐管12bと、後記する冷却再生ゾーン32cを通過した再生用冷却ガスを、上記処理ガス帰還経路12に合流させる再生用冷却ガス帰還経路16とを備えている。
上記処理ガス帰還経路12には、第1温度検出センサ44、循環フィルタ13、冷却器14、メインブロア15が、乾燥ホッパユニット20から除湿ユニット30に向けてこの順に配されている。上記メインブロア15の駆動によって、後記するように処理ガスの循環供給がなされる。
上記第1温度検出センサ44は、後記するホッパ本体21の排気口25の近傍部位に配設されており、該排気口25から排気された処理ガスの温度、すなわち、ホッパ本体21内の粉粒体材料層を通過した処理ガスの温度を検出する。
この温度が、後記するように、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度となる。
上記第1温度検出センサ44は、後記するホッパ本体21の排気口25の近傍部位に配設されており、該排気口25から排気された処理ガスの温度、すなわち、ホッパ本体21内の粉粒体材料層を通過した処理ガスの温度を検出する。
この温度が、後記するように、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度となる。
上記乾燥ホッパユニット20は、下部が円錐状、上部が円筒状とされ、上方から順次投入された粉粒体材料mを貯留するホッパ本体21と、後記する除湿ユニット30を通過して供給される処理ガスを加熱する加熱ヒータ26とを備えている。
また、上記ホッパ本体21の上方には、材料タンク(不図示)などから材料輸送管28を介して輸送される粉粒体材料mを捕集して、一時的に貯留する捕集器27が接続されており、捕集器27の下方に設けられた材料投入バルブ22を開放させることにより、粉粒体材料mがホッパ本体21内に順次投入される。
ホッパ本体21内に順次投入され貯留された粉粒体材料mは、後記するように除湿乾燥処理がなされて、ホッパ本体21の下方に設けられた材料排出バルブ23を開放させることにより、次の処理工程(樹脂成形機や一時貯留ホッパ、加工機等(不図示))へ向けて順次排出される。
また、上記ホッパ本体21の上方には、材料タンク(不図示)などから材料輸送管28を介して輸送される粉粒体材料mを捕集して、一時的に貯留する捕集器27が接続されており、捕集器27の下方に設けられた材料投入バルブ22を開放させることにより、粉粒体材料mがホッパ本体21内に順次投入される。
ホッパ本体21内に順次投入され貯留された粉粒体材料mは、後記するように除湿乾燥処理がなされて、ホッパ本体21の下方に設けられた材料排出バルブ23を開放させることにより、次の処理工程(樹脂成形機や一時貯留ホッパ、加工機等(不図示))へ向けて順次排出される。
上述のようなホッパ本体21への粉粒体材料mの投入は、例えば、ホッパ本体21の上方部位に配設されたレベルゲージなどの材料センサ(不図示)の信号に基づいてなされ、材料排出バルブ23から排出された量に応じて、順次投入されて、ホッパ本体21内の粉粒体材料mの貯留量が略一定となるように制御されている。すなわち、ホッパ本体21内に積層状態で貯留されている粉粒体材料mは、除湿乾燥処理がなされて、最下層にあるものから順次排出され、また、新たな粉粒体材料mが排出された量に応じて上方の捕集器27から投入される。
ここに、上記粉粒体材料mは、粉体・粒体状の材料を指すが、微小薄片状や短繊維片状、スライバー状の材料等を含む。
また、上記材料としては、合成樹脂材等の樹脂ペレットや樹脂繊維片等、或いは金属材料や半導体材料、木質材料、薬品材料、食品材料等、除湿乾燥処理が必要な材料を含む。
尚、上記のような粉粒体材料mの投入及び排出は、ホッパ本体21内の貯留量がある程度の貯留量となるように、連続的あるいは間歇的になされるものとしてもよい。
ここに、上記粉粒体材料mは、粉体・粒体状の材料を指すが、微小薄片状や短繊維片状、スライバー状の材料等を含む。
また、上記材料としては、合成樹脂材等の樹脂ペレットや樹脂繊維片等、或いは金属材料や半導体材料、木質材料、薬品材料、食品材料等、除湿乾燥処理が必要な材料を含む。
尚、上記のような粉粒体材料mの投入及び排出は、ホッパ本体21内の貯留量がある程度の貯留量となるように、連続的あるいは間歇的になされるものとしてもよい。
また、上記処理ガス供給経路11を介して送気される処理ガスは、上記加熱ヒータ26を通過して加熱され、上記ホッパ本体21内の下部に設けられた吐出口24から吐出され、該ホッパ本体21内に供給される。
上記加熱ヒータ26の出口側には、該加熱ヒータ26を通過した処理ガスの温度を検出するための第2温度検出センサ45が配設されている。この第2温度検出センサ45の検出温度に基づいて、後記するCPU41によって加熱ヒータ26のON/OFF制御或いはPID制御等の通電の制御がなされる。
尚、加熱ヒータ26で加熱されてホッパ本体21内に導入される加熱された処理ガスの温度は、粉粒体材料mの種類や初期水分率、ホッパ本体21の容量や排出量等に応じて、適宜、設定可能であるが、80℃~160℃程度としてもよい。
上記加熱ヒータ26の出口側には、該加熱ヒータ26を通過した処理ガスの温度を検出するための第2温度検出センサ45が配設されている。この第2温度検出センサ45の検出温度に基づいて、後記するCPU41によって加熱ヒータ26のON/OFF制御或いはPID制御等の通電の制御がなされる。
尚、加熱ヒータ26で加熱されてホッパ本体21内に導入される加熱された処理ガスの温度は、粉粒体材料mの種類や初期水分率、ホッパ本体21の容量や排出量等に応じて、適宜、設定可能であるが、80℃~160℃程度としてもよい。
また、上記吐出口24は、平面視円状に形成されたホッパ本体21の平面視略中心に配置され、処理ガス供給経路11を経て送気されてくるガスを、均一に分散して給気する構成とされている。
吐出口24から吐出された処理ガスは、ホッパ本体21内に貯留されている粉粒体材料mの間を上方に向けて通過して、粉粒体材料mを除湿乾燥処理し、ホッパ本体21の上部に形成された排気口25に向けて送気され、該排気口25から上記処理ガス帰還経路12に向けて排気される。
吐出口24から吐出された処理ガスは、ホッパ本体21内に貯留されている粉粒体材料mの間を上方に向けて通過して、粉粒体材料mを除湿乾燥処理し、ホッパ本体21の上部に形成された排気口25に向けて送気され、該排気口25から上記処理ガス帰還経路12に向けて排気される。
上記除湿ユニット30は、吸着剤が配され吸着体を構成するハニカムロータ(除湿ロータ)31、その上下両端に配設された蓋体32などを備えたハニカム式の除湿ユニットとされている。
ハニカムロータ31は、ハニカム状に形成したセラミックファイバーに吸着剤を含浸させて多数のガス流通路を軸方向に沿って有した円筒状体であり、回転駆動モータ39(図2参照)により、回転軸33を中心として図示時計方向(白抜矢印方向)に回転自在とされている。このハニカムロータ31の回転は、例えば、1時間当りに数回転~十数回転程度の回転数で低速かつ連続的になされる。
ハニカムロータ31に使用される吸着剤としては、シリカゲル、チタニウムシリカゲル、リチウムクロライド、合成ゼオライト(商品名モレキュラシーブ)などが挙げられるが、固体のもので、水分の吸着が可能かつ後記する再生用加熱ガスの通過による再生(水分の脱離)が可能なものであれば、どのようなものでもよい。
ハニカムロータ31は、ハニカム状に形成したセラミックファイバーに吸着剤を含浸させて多数のガス流通路を軸方向に沿って有した円筒状体であり、回転駆動モータ39(図2参照)により、回転軸33を中心として図示時計方向(白抜矢印方向)に回転自在とされている。このハニカムロータ31の回転は、例えば、1時間当りに数回転~十数回転程度の回転数で低速かつ連続的になされる。
ハニカムロータ31に使用される吸着剤としては、シリカゲル、チタニウムシリカゲル、リチウムクロライド、合成ゼオライト(商品名モレキュラシーブ)などが挙げられるが、固体のもので、水分の吸着が可能かつ後記する再生用加熱ガスの通過による再生(水分の脱離)が可能なものであれば、どのようなものでもよい。
ハニカムロータ31の上下両端に配設された上記蓋体32は、上記各経路からのガスが導入される導入口及び上記各経路へガスを導出する導出口を備えている。また、該蓋体32には、除湿処理ゾーン32a、加熱再生ゾーン32b、冷却再生ゾーン32cを区画形成するための区画形成手段を構成する仕切壁32dが形成されている。仕切壁32dは、ハニカムロータ31の回転軸33を中心にして、遠心方向に向けて3つ設けられており、本実施形態では、除湿処理ゾーン32a、加熱再生ゾーン32b、冷却再生ゾーン32cの容積割合が、それぞれ5:2:1となるように形成されている。
上記蓋体32は、装置本体に対して固定状態とされ、ハニカムロータ31が蓋体32に対して回転することで、蓋体32に形成された3つの仕切壁32dによって、ハニカムロータ31を、互いに気密状態とされた上記3つの区画(ゾーン)に区分けする構成としている。
尚、蓋体32は、上下一対として図示の下側の蓋体32にも上側の蓋体32に形成された3つの仕切壁32dに対応させて、同様の3つの仕切壁32dが形成されている。
また、上記のようなハニカム式の除湿ユニットの具体的構成についての詳述は省略するが、例えば、実開昭60-115526号公報、実開平1-167318号公報、実開平2-13994号公報に開示があるハニカム式の除湿ユニットを本実施形態に適用してもよい。
尚、蓋体32は、上下一対として図示の下側の蓋体32にも上側の蓋体32に形成された3つの仕切壁32dに対応させて、同様の3つの仕切壁32dが形成されている。
また、上記のようなハニカム式の除湿ユニットの具体的構成についての詳述は省略するが、例えば、実開昭60-115526号公報、実開平1-167318号公報、実開平2-13994号公報に開示があるハニカム式の除湿ユニットを本実施形態に適用してもよい。
上記除湿処理ゾーン32aの上流側(図示下側の蓋体32)には、上記処理ガス帰還経路12の除湿側分岐管12aが接続され、該除湿処理ゾーン32aの下流側(図示上側の蓋体32)には、上記処理ガス供給経路11が接続されている。
上記冷却再生ゾーン32cの上流側(図示下側の蓋体32)には、上記処理ガス帰還経路12の再生側分岐管12bが接続され、該冷却再生ゾーン32cの下流側(図示上側の蓋体32)には、上記再生用冷却ガス帰還経路16が接続されている。
上記加熱再生ゾーン32bの上流側(図示上側の蓋体32)には、後記する再生用加熱ガス経路37が接続され、該加熱再生ゾーン32bの下流側(図示下側の蓋体32)には、排出管38が接続されている。
上記冷却再生ゾーン32cの上流側(図示下側の蓋体32)には、上記処理ガス帰還経路12の再生側分岐管12bが接続され、該冷却再生ゾーン32cの下流側(図示上側の蓋体32)には、上記再生用冷却ガス帰還経路16が接続されている。
上記加熱再生ゾーン32bの上流側(図示上側の蓋体32)には、後記する再生用加熱ガス経路37が接続され、該加熱再生ゾーン32bの下流側(図示下側の蓋体32)には、排出管38が接続されている。
上記再生用加熱ガス経路37には、吸気フィルタ34、再生用ブロア35、再生用加熱ヒータ36、第3温度検出センサ46が、上流側からハニカムロータ31に向けて、この順に配設されている。該再生用加熱ガス経路37では、再生用ブロア35の駆動により、吸気フィルタ34を介して外気を導入し、再生用加熱ヒータ36で加熱して、再生用加熱ガスを生成し、その生成された再生用加熱ガスを、ハニカムロータ31の加熱再生ゾーン32bに導入し、その下流側の排出管38から装置外に排出する構成としている。
上記第3温度検出センサ46は、上記再生用加熱ヒータ36を通過したガスの温度を検出する。この第3温度検出センサ46の検出温度に基づいて、後記するCPU41によって再生用加熱ヒータ36のON/OFF制御或いはPID制御等の通電の制御がなされる。
尚、再生用加熱ヒータ36で加熱されて導入される再生用加熱ガスの温度は、水分を吸着した吸着剤から水分を脱離させるため、180℃~240℃程度としてもよい。
上記第3温度検出センサ46は、上記再生用加熱ヒータ36を通過したガスの温度を検出する。この第3温度検出センサ46の検出温度に基づいて、後記するCPU41によって再生用加熱ヒータ36のON/OFF制御或いはPID制御等の通電の制御がなされる。
尚、再生用加熱ヒータ36で加熱されて導入される再生用加熱ガスの温度は、水分を吸着した吸着剤から水分を脱離させるため、180℃~240℃程度としてもよい。
上記構成とされた除湿ユニット30においては、処理ガスの除湿処理と、ハニカムロータ31の再生処理とが以下のようになされる。
除湿処理ゾーン32aには、粉粒体材料mが貯留されたホッパ本体21内を通過することで水分を含んだ処理ガスが、処理ガス帰還経路12の経路途中に配設されたメインブロア15の駆動により、循環フィルタ13、冷却器14を経て冷却されて、除湿側分岐管12aを介して導入される。
除湿処理ゾーン32aに導入された処理ガスは、そこに位置するハニカムロータ31内の吸着剤が配されたガス流通路を通過して、吸着剤により水分が吸着され、除湿済みの処理ガスとして、処理ガス供給経路11に向けて送気される(除湿処理工程)。
除湿処理ゾーン32aには、粉粒体材料mが貯留されたホッパ本体21内を通過することで水分を含んだ処理ガスが、処理ガス帰還経路12の経路途中に配設されたメインブロア15の駆動により、循環フィルタ13、冷却器14を経て冷却されて、除湿側分岐管12aを介して導入される。
除湿処理ゾーン32aに導入された処理ガスは、そこに位置するハニカムロータ31内の吸着剤が配されたガス流通路を通過して、吸着剤により水分が吸着され、除湿済みの処理ガスとして、処理ガス供給経路11に向けて送気される(除湿処理工程)。
除湿処理ゾーン32aで水分を吸着したハニカムロータ31内の吸着剤は、ハニカムロータ31の回転に伴い、加熱再生ゾーン32bに至る。
加熱再生ゾーン32bでは、再生用加熱ガス経路37を経て前記再生用加熱ガスが導入され、水分を吸着した吸着剤が加熱乾燥されて、吸着剤の再生(水分の脱離)がなされる(加熱再生工程)。
再生用加熱ガス経路37を経て、加熱再生ゾーン32bに位置するハニカムロータ31内の吸着剤が配されたガス流通路を通過した再生用加熱ガスは、排出管38を経て装置外へ排気される。
加熱再生ゾーン32bでは、再生用加熱ガス経路37を経て前記再生用加熱ガスが導入され、水分を吸着した吸着剤が加熱乾燥されて、吸着剤の再生(水分の脱離)がなされる(加熱再生工程)。
再生用加熱ガス経路37を経て、加熱再生ゾーン32bに位置するハニカムロータ31内の吸着剤が配されたガス流通路を通過した再生用加熱ガスは、排出管38を経て装置外へ排気される。
加熱再生ゾーン32bで加熱再生されたハニカムロータ31内の吸着剤は、ハニカムロータ31の回転に伴い、冷却再生ゾーン32cに至る。
冷却再生ゾーン32cでは、処理ガス帰還経路12を経て、送気される処理ガスを、冷却器14を介して冷却し、その冷却されたガスが、再生側分岐管12bを経て導入され、加熱再生された吸着剤の冷却再生がなされる(冷却再生工程)。
このように、処理ガスを冷却するのは、メインブロア15の保護のため、及び、上記した合成ゼオライト等の吸着剤は低温であるほどその水分吸着量が増大する特性があるので、ハニカムロータ31を冷却して、吸着剤の除湿能力(水分の吸着能力)を高めるためである。従って、冷却器14は、メインブロア15の上流側に配設することが好ましい。
尚、冷却器14で冷却された処理ガスの温度は、50℃~70℃程度としてもよい。
また、冷却器14としては、水冷式や空冷式など公知の冷却器の適用が可能である。
冷却再生ゾーン32cでは、処理ガス帰還経路12を経て、送気される処理ガスを、冷却器14を介して冷却し、その冷却されたガスが、再生側分岐管12bを経て導入され、加熱再生された吸着剤の冷却再生がなされる(冷却再生工程)。
このように、処理ガスを冷却するのは、メインブロア15の保護のため、及び、上記した合成ゼオライト等の吸着剤は低温であるほどその水分吸着量が増大する特性があるので、ハニカムロータ31を冷却して、吸着剤の除湿能力(水分の吸着能力)を高めるためである。従って、冷却器14は、メインブロア15の上流側に配設することが好ましい。
尚、冷却器14で冷却された処理ガスの温度は、50℃~70℃程度としてもよい。
また、冷却器14としては、水冷式や空冷式など公知の冷却器の適用が可能である。
上記再生側分岐管12bを経て、冷却再生ゾーン32cに位置するハニカムロータ31内の吸着剤が配されたガス流通路を通過した再生用冷却ガスは、ハニカムロータ31の下流側の再生用冷却ガス帰還経路16に向けて送気され、処理ガス帰還経路12に合流して、除湿ユニット30に向けて送気される。
上記冷却再生工程を経て、冷却再生がなされたハニカムロータ31内の吸着剤は、ハニカムロータ31の回転に伴い、上記除湿処理ゾーン32aに至り、以下、上記同様に、除湿処理工程、加熱再生工程及び冷却再生工程がなされる。
上記のように、処理ガスは、乾燥ホッパユニット20と除湿ユニット30との間を循環する構成とされている。
上記冷却再生工程を経て、冷却再生がなされたハニカムロータ31内の吸着剤は、ハニカムロータ31の回転に伴い、上記除湿処理ゾーン32aに至り、以下、上記同様に、除湿処理工程、加熱再生工程及び冷却再生工程がなされる。
上記のように、処理ガスは、乾燥ホッパユニット20と除湿ユニット30との間を循環する構成とされている。
上記のように、本実施形態では、除湿ユニット30のハニカムロータ31で除湿処理した処理ガスを、ホッパ本体21へ供給して粉粒体材料mの除湿乾燥を行うので、例えば、ホッパ本体内に、加熱ヒータで加熱した外気を直接導入して粉粒体材料を乾燥する乾燥装置と比べて、加熱ヒータの小型化(低電力化)が図れたり、乾燥時間を短縮化したりできる。すなわち、外気を加熱して直接導入する構成とすれば、季節にもよるが外気の露点は高く、ホッパ本体内の粉粒体材料を乾燥するには、乾燥時間を長く必要としたり、大型の加熱ヒータが必要となったりするが、本実施形態によれば、ハニカムロータ31で除湿処理されて露点が低くなった処理ガスを、ホッパ本体21内へ供給することで、効率的に粉粒体材料mの除湿乾燥を行うことができる。
また、ハニカムロータ31を連続回転させることで、処理ガスの除湿処理、ハニカムロータ31の一部の加熱再生処理、ハニカムロータ31の一部の冷却再生処理が並列的になされるようにしているので、安定した露点の処理ガスをホッパ本体21内へ供給できる。
尚、本実施形態では、除湿乾燥させるガスとして空気を適用しているが、これに限らず、水分を含んだ気体、例えば、窒素、水素、アルゴンなどのガスを除湿乾燥させて、乾燥ホッパへ導入し、粉粒体材料mの除湿乾燥を行うようにしてもよい。
また、上記各経路を介して送気される各ガスの温度や露点は、除湿乾燥処理する粉粒体材料mの種類や初期水分、ホッパ本体21の容量、各ヒータ及び各ブロアの出力、ハニカムロータ31の形状等に応じて、適宜、設定される。
特に、一定の低水分率とする要望が高い合成樹脂ペレット等を除湿乾燥処理する場合には、除湿された処理ガスの露点が、例えば、-10℃~-60℃程度、好ましくは、-40℃~-50℃となるようにしてもよい。
尚、本実施形態では、除湿乾燥させるガスとして空気を適用しているが、これに限らず、水分を含んだ気体、例えば、窒素、水素、アルゴンなどのガスを除湿乾燥させて、乾燥ホッパへ導入し、粉粒体材料mの除湿乾燥を行うようにしてもよい。
また、上記各経路を介して送気される各ガスの温度や露点は、除湿乾燥処理する粉粒体材料mの種類や初期水分、ホッパ本体21の容量、各ヒータ及び各ブロアの出力、ハニカムロータ31の形状等に応じて、適宜、設定される。
特に、一定の低水分率とする要望が高い合成樹脂ペレット等を除湿乾燥処理する場合には、除湿された処理ガスの露点が、例えば、-10℃~-60℃程度、好ましくは、-40℃~-50℃となるようにしてもよい。
上記制御部40は、図2に示すように、当該乾燥装置1の上記各部を制御するCPU41、各種設定や後記する各設定温度、各閾値などを設定するために操作される操作手段を構成する操作パネル42、該操作パネル42の操作により設定された設定条件や後記する基本動作を実行するための制御プログラムなどを記憶する記憶部43などを備えている。
また、このCPU41には、信号線を介して、上記した加熱ヒータ26、メインブロア15、再生用加熱ヒータ36、再生用ブロア35、回転駆動モータ39、第1温度検出センサ44、第2温度検出センサ45及び第3温度検出センサ46が接続されている。
これら第1温度検出センサ44、第2温度検出センサ45及び第3温度検出センサ46の温度検出信号に基づいて、CPU41は、後記するように、加熱ヒータ26、メインブロア15、再生用加熱ヒータ36、再生用ブロア35及び回転駆動モータ39の停止及び起動を制御する。
また、このCPU41には、信号線を介して、上記した加熱ヒータ26、メインブロア15、再生用加熱ヒータ36、再生用ブロア35、回転駆動モータ39、第1温度検出センサ44、第2温度検出センサ45及び第3温度検出センサ46が接続されている。
これら第1温度検出センサ44、第2温度検出センサ45及び第3温度検出センサ46の温度検出信号に基づいて、CPU41は、後記するように、加熱ヒータ26、メインブロア15、再生用加熱ヒータ36、再生用ブロア35及び回転駆動モータ39の停止及び起動を制御する。
次に、前記構成とされた粉粒体材料の乾燥装置1における基本動作の一例を図3に基づいて説明する。
尚、図3においては、横軸は、時間軸であり、また、上記各温度検出センサによって検出された温度を縦軸で示している。
また、図例では、上記加熱ヒータ26は、上記第2温度検出センサ45の温度検出信号に基づいて、該加熱ヒータ26を通過した処理ガスの温度(加熱ヒータ出口温度)が、100℃(加熱ヒータ設定温度)となるように、CPU41によって制御されている態様を示している。また、上記再生用加熱ヒータ36は、上記第3温度検出センサ46の温度検出信号に基づいて、該再生用加熱ヒータ36を通過した再生用加熱ガスの温度(再生用ヒータ出口温度)が、230℃(再生用ヒータ設定温度)となるように、CPU41によって制御されている態様を示している。
さらに、図3及び後記する図5においては、粉粒体材料mのホッパ本体21への投入がなされていない状態を示しており、投入がなされた際には、図に示す材料層通過温度(第1温度検出センサ44の検出温度)が急激に低下するような態様となるが、基本動作は同様である。
尚、図3においては、横軸は、時間軸であり、また、上記各温度検出センサによって検出された温度を縦軸で示している。
また、図例では、上記加熱ヒータ26は、上記第2温度検出センサ45の温度検出信号に基づいて、該加熱ヒータ26を通過した処理ガスの温度(加熱ヒータ出口温度)が、100℃(加熱ヒータ設定温度)となるように、CPU41によって制御されている態様を示している。また、上記再生用加熱ヒータ36は、上記第3温度検出センサ46の温度検出信号に基づいて、該再生用加熱ヒータ36を通過した再生用加熱ガスの温度(再生用ヒータ出口温度)が、230℃(再生用ヒータ設定温度)となるように、CPU41によって制御されている態様を示している。
さらに、図3及び後記する図5においては、粉粒体材料mのホッパ本体21への投入がなされていない状態を示しており、投入がなされた際には、図に示す材料層通過温度(第1温度検出センサ44の検出温度)が急激に低下するような態様となるが、基本動作は同様である。
この図3に示す態様では、CPU41は、上記ホッパ本体21内に貯留されている粉粒体材料層を通過した処理ガスの温度(材料層通過温度)を検出する上記第1温度検出センサ44からの温度検出信号に基づいて、加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の駆動を停止させる。
すなわち、上記材料層通過温度が、第1閾値を上回ったときには、加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の駆動を停止させる。
上記第1閾値は、ホッパ本体21の容量や排出量、除湿乾燥処理する粉粒体材料mの種類や条件(初期水分率等)等に応じて、適宜、設定可能であるが、本例では50℃程度としている。
このような第1閾値は、ホッパ本体21内において積層された粉粒体材料の排出量に応じて、少なくともその下層部の排出される粉粒体材料mが十分に除湿乾燥処理された状態となるよう、経験的乃至は実験的に設定される。
すなわち、上記材料層通過温度が、第1閾値を上回ったときには、加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の駆動を停止させる。
上記第1閾値は、ホッパ本体21の容量や排出量、除湿乾燥処理する粉粒体材料mの種類や条件(初期水分率等)等に応じて、適宜、設定可能であるが、本例では50℃程度としている。
このような第1閾値は、ホッパ本体21内において積層された粉粒体材料の排出量に応じて、少なくともその下層部の排出される粉粒体材料mが十分に除湿乾燥処理された状態となるよう、経験的乃至は実験的に設定される。
また、上記加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39を停止するときには、CPU41のタイマーをオンにし、所定の第1の時間をカウントする。
この第1の時間は、ホッパ本体21の容量や排出量、除湿乾燥処理する粉粒体材料mの種類や条件(初期水分率等)等に応じて、適宜、設定可能であるが、上記加熱ヒータ出口温度及び再生用ヒータ出口温度が、後記するように、それぞれ所定の温度に低下するまでに要する時間よりも長く、かつ、ホッパ本体21内に貯留されている粉粒体材料mの温度が極端に低下しないような時間とすることが好ましい。
この第1の時間は、ホッパ本体21の容量や排出量、除湿乾燥処理する粉粒体材料mの種類や条件(初期水分率等)等に応じて、適宜、設定可能であるが、上記加熱ヒータ出口温度及び再生用ヒータ出口温度が、後記するように、それぞれ所定の温度に低下するまでに要する時間よりも長く、かつ、ホッパ本体21内に貯留されている粉粒体材料mの温度が極端に低下しないような時間とすることが好ましい。
さらに、上記加熱ヒータ26を通過した温度(加熱ヒータ出口温度)を検出する上記第2温度検出センサ45からの温度検出信号に基づいて、メインブロア15の駆動を停止させる。
すなわち、上記のように設定温度が100℃とされた加熱ヒータ出口温度が90℃(第2閾値)を下回ったときには、メインブロア15を停止させる。
この第2閾値は、上記加熱ヒータ設定温度や、加熱ヒータ26及びメインブロア15の出力、供給風量等に応じて適宜、設定可能であるが、極端に低くしすぎると、ホッパ本体21内に上記設定温度よりも極端に低い低温のガスが吹き込まれるため、メインブロア15を停止した直後のメインブロア15の慣性モーメント(イナーシャ)による送風によって検出される加熱ヒータ出口温度が、上記設定温度に10℃~20℃程度加えた値以下となるように設定することが好ましい。
これにより、メインブロア15の停止後に、上記設定温度よりも極端に高い、或いは低いガスがホッパ本体21内に吹き込まれることを低減でき、粉粒体材料mへの悪影響を低減できる。
すなわち、上記のように設定温度が100℃とされた加熱ヒータ出口温度が90℃(第2閾値)を下回ったときには、メインブロア15を停止させる。
この第2閾値は、上記加熱ヒータ設定温度や、加熱ヒータ26及びメインブロア15の出力、供給風量等に応じて適宜、設定可能であるが、極端に低くしすぎると、ホッパ本体21内に上記設定温度よりも極端に低い低温のガスが吹き込まれるため、メインブロア15を停止した直後のメインブロア15の慣性モーメント(イナーシャ)による送風によって検出される加熱ヒータ出口温度が、上記設定温度に10℃~20℃程度加えた値以下となるように設定することが好ましい。
これにより、メインブロア15の停止後に、上記設定温度よりも極端に高い、或いは低いガスがホッパ本体21内に吹き込まれることを低減でき、粉粒体材料mへの悪影響を低減できる。
また、上記再生用加熱ヒータ36を通過した温度(再生用加熱ヒータ出口温度)を検出する上記第3温度検出センサ46からの温度検出信号に基づいて、再生用ブロア35の駆動を停止させる。
すなわち、上記のように設定温度が230℃とされた再生用加熱ヒータ出口温度が200℃(第3閾値)を下回ったときには、再生用ブロア35を停止させる。
この第3閾値は、上記再生用加熱ヒータ設定温度や、再生用加熱ヒータ36及び再生用ブロア35の出力等に応じて適宜、設定可能であるが、再生用ブロア35を停止した直後の再生用ブロア35の慣性モーメント(イナーシャ)による送風によって検出される再生用加熱ヒータ出口温度が、再生用ヒータ36の端子等の損傷がない程度の温度以下となるように設定すればよい。
また、上記のように停止されたハニカムロータ31の加熱再生ゾーン32bに位置する吸着剤の加熱再生が十分になされていない場合も考えられるため、上記第3閾値を極端に低く設定しないようにすることが好ましい。これにより、再起動された際に、ハニカムロータ31の加熱再生のための昇温が迅速になされる。
すなわち、上記のように設定温度が230℃とされた再生用加熱ヒータ出口温度が200℃(第3閾値)を下回ったときには、再生用ブロア35を停止させる。
この第3閾値は、上記再生用加熱ヒータ設定温度や、再生用加熱ヒータ36及び再生用ブロア35の出力等に応じて適宜、設定可能であるが、再生用ブロア35を停止した直後の再生用ブロア35の慣性モーメント(イナーシャ)による送風によって検出される再生用加熱ヒータ出口温度が、再生用ヒータ36の端子等の損傷がない程度の温度以下となるように設定すればよい。
また、上記のように停止されたハニカムロータ31の加熱再生ゾーン32bに位置する吸着剤の加熱再生が十分になされていない場合も考えられるため、上記第3閾値を極端に低く設定しないようにすることが好ましい。これにより、再起動された際に、ハニカムロータ31の加熱再生のための昇温が迅速になされる。
上記のように、上記加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39を停止した後、上記所定の条件に従って、メインブロア15及び再生用ブロア35の停止がなされ、次いで、上記第1の時間が経過、すなわち、上記CPU41のタイマーがアップしたときには、上記加熱ヒータ26、メインブロア15、再生用加熱ヒータ36、再生用ブロア35及びハニカムロータ31の回転駆動モータ39が再起動される。この際、これらは、略同時に再起動させることが好ましい。これにより、ホッパ本体21内の粉粒体材料mへの悪影響及びハニカムロータ31の再生処理等への悪影響を低減できる。
以下、同様に上記材料層通過温度が上記第1閾値を上回ったときには、上記加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39を停止させ、さらに、上記加熱ヒータ出口温度が上記第2閾値を下回ったときには、上記メインブロア15を停止させ、上記再生用加熱ヒータ出口温度が上記第3閾値を下回ったときには、上記再生用ブロア35を停止させ、次いで、上記加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止から上記第1の時間が経過したときには、上記加熱ヒータ26、メインブロア15、再生用加熱ヒータ36、再生用ブロア35及びハニカムロータ31の回転駆動モータ39の再起動がなされる。
尚、上述したように、図3では、ホッパ本体21への新たな粉粒体材料mの投入がなされていない状態、例えば、乾燥装置1の稼動開始時などの準備運転状態を示し、ホッパ本体21内には、水分を含んだ室温程度の粉粒体材料mが所定の貯留量となるまで投入されて、貯留されている。この貯留量は、前記したホッパ本体21の上方部位に設けられたレベルゲージによって制御され、この準備運転期間中は、粉粒体材料mの排出及び投入はなされず、ホッパ本体21内の下層部の粉粒体材料mが、所定の温度、水分率となるまで除湿乾燥がなされる。
この準備運転の運転時間は、ホッパ本体21の容量、粉粒体材料mの種類や条件、順次排出される粉粒体材料mの量などに応じて、適宜設定される。
すなわち、ホッパ本体21内に貯留された粉粒体材料mは、ホッパ本体21内の下部の吐出口24から吐出された処理ガスによって、最下層に位置する粉粒体材料mから徐々に加熱、除湿がなされ、ホッパ本体21内に貯留されている粉粒体材料mの最下部から5割~7割程度の粉粒体材料mの温度が所定の温度となるように運転が続けられる。
換言すれば、少なくとも後記する連続運転開始までに、その連続運転の際に順次、最下層から排出される所定の排出量の粉粒体材料mの除湿乾燥が十分になされ、所定の水分率となるまで準備運転が続けられる。
この準備運転の運転時間は、ホッパ本体21の容量、粉粒体材料mの種類や条件、順次排出される粉粒体材料mの量などに応じて、適宜設定される。
すなわち、ホッパ本体21内に貯留された粉粒体材料mは、ホッパ本体21内の下部の吐出口24から吐出された処理ガスによって、最下層に位置する粉粒体材料mから徐々に加熱、除湿がなされ、ホッパ本体21内に貯留されている粉粒体材料mの最下部から5割~7割程度の粉粒体材料mの温度が所定の温度となるように運転が続けられる。
換言すれば、少なくとも後記する連続運転開始までに、その連続運転の際に順次、最下層から排出される所定の排出量の粉粒体材料mの除湿乾燥が十分になされ、所定の水分率となるまで準備運転が続けられる。
前記のようにホッパ本体21内に貯留された下層部の粉粒体材料mの除湿乾燥処理が十分になされると、樹脂成形機や一次貯留ホッパへ向けて所定量の粉粒体材料mを排出し、その排出量に応じて捕集機27から粉粒体材料mを投入する連続運転に移行する。
この粉粒体材料mの排出及び投入は、例えば、樹脂成形機や一次貯留ホッパからの材料要求信号に基づいて、定期的に繰り返しなされる。
上記連続運転では、図には示していないが、粉粒体材料mの排出量に応じて、新たに投入された粉粒体材料mによって、上記材料層通過温度が急激に降下する。
すなわち、ホッパ本体21の最下部から5割~7割程度の粉粒体材料mは、上記準備運転時に十分に加熱されて所定温度となっているが、上層部に新たに投入された粉粒体材料mは、未だ加熱が十分にされておらず、例えば、室温程度の低温であるため、上記材料層通過温度が降下する。
そして、この降下された材料層通過温度が、上記第1閾値を上回るまでは、上記加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止はなされず、ホッパ本体21内の粉粒体材料mの除湿乾燥処理、ハニカムロータ31における処理ガスの除湿処理、吸着剤の加熱再生及び冷却再生がなされる。
この粉粒体材料mの排出及び投入は、例えば、樹脂成形機や一次貯留ホッパからの材料要求信号に基づいて、定期的に繰り返しなされる。
上記連続運転では、図には示していないが、粉粒体材料mの排出量に応じて、新たに投入された粉粒体材料mによって、上記材料層通過温度が急激に降下する。
すなわち、ホッパ本体21の最下部から5割~7割程度の粉粒体材料mは、上記準備運転時に十分に加熱されて所定温度となっているが、上層部に新たに投入された粉粒体材料mは、未だ加熱が十分にされておらず、例えば、室温程度の低温であるため、上記材料層通過温度が降下する。
そして、この降下された材料層通過温度が、上記第1閾値を上回るまでは、上記加熱ヒータ26、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止はなされず、ホッパ本体21内の粉粒体材料mの除湿乾燥処理、ハニカムロータ31における処理ガスの除湿処理、吸着剤の加熱再生及び冷却再生がなされる。
上記のように、上記材料層通過温度に基づいて上記加熱ヒータ26の停止、及びその停止状態における上記加熱ヒータ出口温度に基づいてメインブロア15の停止がなされることにより、これらを停止させない場合と比べて、上記材料層通過温度が無駄に上昇することを防止できる。すなわち、ホッパ本体21内に貯留されている粉粒体材料mを所望の水分率とするためには、ある程度の温度の処理ガスを給気する必要があり、また、その給気温度を一定に保つことが好ましい。このような場合に、稼働時間が十分に経過し、ホッパ本体21内の下方に位置する粉粒体材料mの除湿処理がなされた後も常に稼働させ続けた場合は、上記材料層通過温度が無駄に上昇し、例えば、粉粒体材料mに劣化(酸化、やけ、分解、変色など)が発生したり、粉粒体材料mに添加剤などが添加されている場合には、その添加剤が飛散したりする恐れがある。
また、上記材料層通過温度が無駄に上昇することで、処理ガス帰還経路12に配設された冷却器14への負荷が高くなる恐れもある。
また、上記材料層通過温度が無駄に上昇することで、処理ガス帰還経路12に配設された冷却器14への負荷が高くなる恐れもある。
本実施形態では、このような問題を低減できるとともに、上記各機器の停止によって省エネルギー化が図れる。
特に、本実施形態では、上記加熱ヒータ26の停止に、上記再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止を連動させているので、省エネルギー化が図れるとともに、ホッパ本体21内に貯留された粉粒体材料mに悪影響を与えることなく、ハニカムロータ31の加熱再生、冷却再生が阻害されることもない。
特に、本実施形態では、上記加熱ヒータ26の停止に、上記再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止を連動させているので、省エネルギー化が図れるとともに、ホッパ本体21内に貯留された粉粒体材料mに悪影響を与えることなく、ハニカムロータ31の加熱再生、冷却再生が阻害されることもない。
尚、上記態様に代えて、加熱ヒータ26及びメインブロア15のみを停止させ、上記再生用加熱ヒータ36、再生用ブロア35及びハニカムロータ31の回転駆動モータ39は、稼働させ続けるようにしてもよい。或いは、加熱ヒータ26、メインブロア15、再生用加熱ヒータ36及び再生用ブロア35のみを停止させ、ハニカムロータ31の回転駆動モータ39は、稼働させ続けるようにしてもよい。
また、本実施形態では、除湿ユニットとしてハニカム式のものを適用し、吸着体を1つのハニカムロータ31としているが、これに限られず、例えば、除湿ユニットを複数の吸着塔を有した多塔式のものとしてもよい。このような多塔式のものでは、前記各経路と各吸着塔との切り替えを、切り替え弁により行うものや、各経路に対して各吸着塔を回転させて、各経路と各吸着塔とを順次、循環させて連通させるものがあるが、本実施形態のような処理ガスの循環経路を備え、処理ガスの除湿と供給を行い、吸着体の再生処理がなされるものであれば、適用可能である。
このような多塔式の除湿ユニットとしては、例えば、特開昭60-178009号公報や特開昭60-132622号公報に開示がある。
また、本実施形態では、除湿ユニットとしてハニカム式のものを適用し、吸着体を1つのハニカムロータ31としているが、これに限られず、例えば、除湿ユニットを複数の吸着塔を有した多塔式のものとしてもよい。このような多塔式のものでは、前記各経路と各吸着塔との切り替えを、切り替え弁により行うものや、各経路に対して各吸着塔を回転させて、各経路と各吸着塔とを順次、循環させて連通させるものがあるが、本実施形態のような処理ガスの循環経路を備え、処理ガスの除湿と供給を行い、吸着体の再生処理がなされるものであれば、適用可能である。
このような多塔式の除湿ユニットとしては、例えば、特開昭60-178009号公報や特開昭60-132622号公報に開示がある。
すなわち、本実施形態では、除湿処理ゾーン、加熱再生ゾーン及び冷却再生ゾーンのそれぞれに対応して配される吸着体を、1つのハニカムロータ31で構成し、ハニカムロータの回転に伴い、仕切壁32dがハニカムロータ31に対して相対的に移動することで、各ゾーンが順次移動し、処理ガスを除湿処理する除湿処理工程、ハニカムロータの一部を加熱再生する加熱再生工程、ハニカムロータの一部を冷却再生する冷却再生工程が並列的に実行される構成としている。一方、前記した多塔式のものでは、前記各経路と各吸着塔との切り替えを、切り替え弁によって行ったり、各経路に対して各吸着塔を回転させたりすることにより、各吸着塔のそれぞれが、各ゾーンのそれぞれを順次、構成することとなり、処理ガスを除湿処理する除湿処理工程、吸着塔を加熱再生する加熱再生工程、吸着塔を冷却再生する冷却再生工程がなされる。
このような構成により多塔式の除湿ユニットでは、本実施形態で適用したハニカム式の除湿ユニットと比べて、露点の一定性という点では、劣るが、本実施形態を適用することで、同様の効果が得られる。
尚、多塔式の除湿ユニットを適用する場合には、例えば、上記切り替えのタイミングがタイマー制御でなされている場合には、上記第1の時間をカウントするためのタイマーが起動されてからアップするまでは、該切り替えのためのタイマーを一時的に停止させるようにしてもよい。これによれば、再生が十分になされないまま、切り替えられるようなことを防止できる。
尚、多塔式の除湿ユニットを適用する場合には、例えば、上記切り替えのタイミングがタイマー制御でなされている場合には、上記第1の時間をカウントするためのタイマーが起動されてからアップするまでは、該切り替えのためのタイマーを一時的に停止させるようにしてもよい。これによれば、再生が十分になされないまま、切り替えられるようなことを防止できる。
あるいは、除湿ユニットとして、複数のハニカムロータを備えた構成としてもよい。例えば、複数のハニカムロータを前記各経路に対して並列的に配する構成としてもよい。この場合は、複数のハニカムロータのそれぞれのゾーンに対して、各経路を分岐させることで本発明を適用することができる。
または、乾燥装置として、複数の除湿ユニットを備えた構成としてもよい。例えば、複数の除湿ユニットを前記乾燥ホッパユニットに対して並列的に配する構成としてもよい。この場合は、処理ガス帰還経路12を分岐させて、各除湿ユニットが有するハニカムロータへ接続し、処理ガス供給経路11を分岐させて、各除湿ユニットが有するハニカムロータに接続するよう構成することで、本発明を適用することができる。
または、乾燥装置として、複数の除湿ユニットを備えた構成としてもよい。例えば、複数の除湿ユニットを前記乾燥ホッパユニットに対して並列的に配する構成としてもよい。この場合は、処理ガス帰還経路12を分岐させて、各除湿ユニットが有するハニカムロータへ接続し、処理ガス供給経路11を分岐させて、各除湿ユニットが有するハニカムロータに接続するよう構成することで、本発明を適用することができる。
次に、本発明に係る他の実施の形態について、図面を参照しながら説明する。
図4は、第2実施形態に係る粉粒体材料の乾燥装置を模式的に示す概略説明図、図5は、同乾燥装置で実行される基本動作の一例を説明するためのタイムチャートである。
尚、上記第1実施形態との相違点について主に説明し、同様の構成については、同一符号を付し、その説明を省略或いは簡略に説明する。また、同様の基本動作についても説明を省略或いは簡略に説明する。
また、本実施形態に係る粉粒体材料の乾燥装置の内部構成は、図2に基づいて説明した上記第1実施形態と略同様であり、図2に参照符号を付して、その説明を省略或いは簡略に説明する。
図4は、第2実施形態に係る粉粒体材料の乾燥装置を模式的に示す概略説明図、図5は、同乾燥装置で実行される基本動作の一例を説明するためのタイムチャートである。
尚、上記第1実施形態との相違点について主に説明し、同様の構成については、同一符号を付し、その説明を省略或いは簡略に説明する。また、同様の基本動作についても説明を省略或いは簡略に説明する。
また、本実施形態に係る粉粒体材料の乾燥装置の内部構成は、図2に基づいて説明した上記第1実施形態と略同様であり、図2に参照符号を付して、その説明を省略或いは簡略に説明する。
本実施形態に係る粉粒体材料の乾燥装置1Aは、ホッパ本体21内の粉粒体材料層を通過した処理ガスの材料層通過温度を検出するための第1温度検出センサ44Aの配設箇所が、上記第1実施形態に係る粉粒体材料の乾燥装置1とは異なる。
上記第1温度検出センサ44Aは、本実施形態では、図4に示すように、ホッパ本体21内に貯留されている粉粒体材料mが満レベルまで貯留されている状態において、その粉粒体材料mの最上層部からホッパ本体21の上端部を閉塞する天蓋までの空間に、その検出部が臨むように配設されている。
すなわち、上記第1温度検出センサ44Aは、ホッパ本体21内に貯留されている粉粒体材料層の上方空間(以下、材料非貯留空間と略す)spの雰囲気温度を測定している。
このホッパ本体21内の上記材料非貯留空間spの温度は、上記第1実施形態において説明した上記材料層通過温度の変化と略同様に推移し、本実施形態では、この第1温度検出センサ44Aによって、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度を検出している。
上記第1温度検出センサ44Aは、本実施形態では、図4に示すように、ホッパ本体21内に貯留されている粉粒体材料mが満レベルまで貯留されている状態において、その粉粒体材料mの最上層部からホッパ本体21の上端部を閉塞する天蓋までの空間に、その検出部が臨むように配設されている。
すなわち、上記第1温度検出センサ44Aは、ホッパ本体21内に貯留されている粉粒体材料層の上方空間(以下、材料非貯留空間と略す)spの雰囲気温度を測定している。
このホッパ本体21内の上記材料非貯留空間spの温度は、上記第1実施形態において説明した上記材料層通過温度の変化と略同様に推移し、本実施形態では、この第1温度検出センサ44Aによって、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度を検出している。
また、本実施形態に係る粉粒体材料の乾燥装置1Aには、除湿ユニット30の加熱再生ゾーン32bにおけるハニカムロータ31を通過した再生用加熱ガスの温度(加熱再生ゾーン通過温度)を検出するための第4温度検出センサ47が排出管38に設けられている。この第4温度検出センサ47は、図2に示すように、上記CPU41に信号線によって接続されており、該第4温度検出センサ47の温度検出信号に基づいて、CPU41は、後記するように、再生用加熱ヒータ36の停止及び起動を制御する。
次に、前記構成とされた粉粒体材料の乾燥装置1Aにおける基本動作の一例を図5に基づいて説明する。
この図5に示す態様では、加熱ヒータ26の停止に、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止を連動させていない点が、上記第1実施形態において説明した基本動作とは、大きく異なる、
すなわち、本実施形態では、CPU41は、上記材料層通過温度を検出する上記第1温度検出センサ44Aからの温度検出信号に基づいて、上記材料層通過温度が、第1閾値を上回ったときには、加熱ヒータ26を停止させ、さらに、上記同様、その停止状態における加熱ヒータ出口温度が、第2閾値を下回ったときには、メインブロア15を停止させる。
この加熱ヒータ26を停止させたときには、上記同様、CPU41の第1タイマーをオンにし、所定の第1の時間をカウントし、該第1タイマーがアップしたときには、上記加熱ヒータ26及びメインブロア15を再起動させる。
この図5に示す態様では、加熱ヒータ26の停止に、再生用加熱ヒータ36及びハニカムロータ31の回転駆動モータ39の停止を連動させていない点が、上記第1実施形態において説明した基本動作とは、大きく異なる、
すなわち、本実施形態では、CPU41は、上記材料層通過温度を検出する上記第1温度検出センサ44Aからの温度検出信号に基づいて、上記材料層通過温度が、第1閾値を上回ったときには、加熱ヒータ26を停止させ、さらに、上記同様、その停止状態における加熱ヒータ出口温度が、第2閾値を下回ったときには、メインブロア15を停止させる。
この加熱ヒータ26を停止させたときには、上記同様、CPU41の第1タイマーをオンにし、所定の第1の時間をカウントし、該第1タイマーがアップしたときには、上記加熱ヒータ26及びメインブロア15を再起動させる。
また、上記制御とは独立的に、上記CPU41は、上記加熱再生ゾーン通過温度が、第4閾値を上回ったときには、上記再生用加熱ヒータ36を停止させ、さらに、上記同様、その停止状態における再生用加熱ヒータ出口温度が、第3閾値を下回ったときには、再生用ブロア35を停止させる。
上記第4閾値は、ハニカムロータ31の形状や回転速度(角速度)、再生用加熱ヒータ36や再生用ブロア35の出力、上記した再生用加熱ヒータ設定温度等に応じて、適宜、設定可能であるが、本例では、100℃程度としている。
このような第4閾値は、加熱再生ゾーン32bにおける吸着剤から水分が十分に脱離されて、該吸着剤の加熱再生が十分になされた状態となるよう、経験的乃至は実験的に設定される。
上記第4閾値は、ハニカムロータ31の形状や回転速度(角速度)、再生用加熱ヒータ36や再生用ブロア35の出力、上記した再生用加熱ヒータ設定温度等に応じて、適宜、設定可能であるが、本例では、100℃程度としている。
このような第4閾値は、加熱再生ゾーン32bにおける吸着剤から水分が十分に脱離されて、該吸着剤の加熱再生が十分になされた状態となるよう、経験的乃至は実験的に設定される。
また、上記再生用加熱ヒータ36を停止させたときには、CPU41の第2タイマーをオンにし、所定の第2の時間をカウントし、該第2タイマーがアップしたときには、上記再生用加熱ヒータ36及び再生用ブロア35を再起動させる。
この第2の時間は、ハニカムロータ31の形状や回転速度(角速度)、再生用加熱ヒータ36や再生用ブロア35の出力、上記した再生用加熱ヒータ設定温度等に応じて、適宜、設定可能であるが、長すぎれば、連続回転されているハニカムロータ31の除湿処理ゾーン32aにて処理ガスの除湿処理がなされるに従って、吸着剤による吸着量が低下する恐れがあり、また、吸着剤の加熱再生が十分になされない恐れがあるため、例えば、ハニカムロータ31が1回転する時間程度、或いは、それ以下としてもよい。これによれば、該ハニカムロータ31が1回転する間に吸着剤の加熱再生が十分になされない場合にも次の回転の際に、吸着剤の加熱再生がなされるので、該ハニカムロータ31の吸着剤の加熱再生をそれ程、阻害することはない。
この第2の時間は、ハニカムロータ31の形状や回転速度(角速度)、再生用加熱ヒータ36や再生用ブロア35の出力、上記した再生用加熱ヒータ設定温度等に応じて、適宜、設定可能であるが、長すぎれば、連続回転されているハニカムロータ31の除湿処理ゾーン32aにて処理ガスの除湿処理がなされるに従って、吸着剤による吸着量が低下する恐れがあり、また、吸着剤の加熱再生が十分になされない恐れがあるため、例えば、ハニカムロータ31が1回転する時間程度、或いは、それ以下としてもよい。これによれば、該ハニカムロータ31が1回転する間に吸着剤の加熱再生が十分になされない場合にも次の回転の際に、吸着剤の加熱再生がなされるので、該ハニカムロータ31の吸着剤の加熱再生をそれ程、阻害することはない。
本実施形態では、上記のように、加熱再生ゾーン32bにおけるハニカムロータ31を通過した再生用加熱ガスの温度が、所定の温度に達すれば、再生用加熱ヒータ36を停止させ、その後、該再生用加熱ヒータ36を通過したガスの温度が所定の温度を下回ったときに、再生用ブロア35を停止させるようにしているので、省エネルギー化が図れる。すなわち、上記ハニカムロータ31の加熱再生ゾーン32bを通過したガスの温度によりハニカムロータ31の加熱再生の処理状態を判別して、再生用加熱ヒータ36及び再生用ブロア35を停止させることができるので、省エネルギー化が図れる。
尚、本実施形態では、上記各ヒータ26,36の停止がなされた際にも、ハニカムロータ31の回転駆動モータ39は、停止させずに、稼働させる態様を例示しているが、いずれかのヒータ26,36の停止に連動させて、停止させるようにしてもよい。
例えば、加熱ヒータ26を停止させたときには、該ハニカムロータ31の回転駆動モータ39を停止させるような態様としてもよい。この場合には、加熱再生ゾーン32bにおける吸着剤も停止された状態となり、その加熱再生がなされた後は、上記のように再生用加熱ヒータ36等の停止がなされるので、省エネルギー化が図れる。
或いは、ハニカムロータ31の回転速度は比較的、低速であるとともに、例えば、夏場等においては、外気の露点が高いため、加熱再生ゾーン通過温度が上記第4閾値を上回る頻度が少なく、上記再生用加熱ヒータ36及び再生用ブロア35の停止頻度も少なくなるので、該ハニカムロータ31の加熱再生はそれ程、阻害されることはないので、上述のように回転させ続ける態様としてもよい。また、冬場等では、外気の露点が低いため、上記再生用加熱ヒータ36及び再生用ブロア35の停止がなされた場合にも、該ハニカムロータ31の加熱再生がそれ程、阻害されることはないので、上述のように回転させ続ける態様としてもよい。
例えば、加熱ヒータ26を停止させたときには、該ハニカムロータ31の回転駆動モータ39を停止させるような態様としてもよい。この場合には、加熱再生ゾーン32bにおける吸着剤も停止された状態となり、その加熱再生がなされた後は、上記のように再生用加熱ヒータ36等の停止がなされるので、省エネルギー化が図れる。
或いは、ハニカムロータ31の回転速度は比較的、低速であるとともに、例えば、夏場等においては、外気の露点が高いため、加熱再生ゾーン通過温度が上記第4閾値を上回る頻度が少なく、上記再生用加熱ヒータ36及び再生用ブロア35の停止頻度も少なくなるので、該ハニカムロータ31の加熱再生はそれ程、阻害されることはないので、上述のように回転させ続ける態様としてもよい。また、冬場等では、外気の露点が低いため、上記再生用加熱ヒータ36及び再生用ブロア35の停止がなされた場合にも、該ハニカムロータ31の加熱再生がそれ程、阻害されることはないので、上述のように回転させ続ける態様としてもよい。
また、本実施形態に係る乾燥装置1Aにおいても上記第1実施形態と同様、ハニカム式の除湿ユニット30に代えて、上記したような多塔式の除湿ユニット、或いは、複数のハニカムロータ、複数の除湿ユニット等を適用するようにしてもよい。
上記多塔式の除湿ユニットを適用する場合には、上記各ヒータ26,36の停止に関わらず、切り替えをするようにしてもよい。この場合は、上記第2の時間は、該切り替えのタイミングよりも短く設定することが好ましい。
或いは、例えば、上記切り替えのタイミングがタイマー制御でなされている場合には、上記第1の時間をカウントするためのタイマーが起動されてからアップするまでは、該切り替えのためのタイマーを一時的に停止させるようにしてもよい。この場合は、加熱再生されている吸着塔においては、加熱再生が十分になされれば、上記のように再生用加熱ヒータ36及び再生用ブロア35の停止がなされるので、省エネルギー化が図れる。
上記多塔式の除湿ユニットを適用する場合には、上記各ヒータ26,36の停止に関わらず、切り替えをするようにしてもよい。この場合は、上記第2の時間は、該切り替えのタイミングよりも短く設定することが好ましい。
或いは、例えば、上記切り替えのタイミングがタイマー制御でなされている場合には、上記第1の時間をカウントするためのタイマーが起動されてからアップするまでは、該切り替えのためのタイマーを一時的に停止させるようにしてもよい。この場合は、加熱再生されている吸着塔においては、加熱再生が十分になされれば、上記のように再生用加熱ヒータ36及び再生用ブロア35の停止がなされるので、省エネルギー化が図れる。
次に、本発明に係る更に他の実施の形態について、図面を参照しながら説明する。
図6(a)は、第3実施形態に係る粉粒体材料の乾燥装置の一部を模式的に示し、図6(b)は、第4実施形態に係る粉粒体材料の乾燥装置の一部を模式的に示している。
尚、上記第1実施形態及び第2実施形態との相違点を中心に説明し、同様の構成については、同一符号を付し、その説明を省略あるいは簡略に説明する。また、同様の基本動作についても説明を省略或いは簡略に説明する。
また、図6(a)、(b)においては、上記除湿ユニットを図示省略しているが、上記各実施形態にて説明した各除湿ユニットの適用が可能である。
また、以下の第3実施形態及び第4実施形態に係る各粉粒体材料の乾燥装置の内部構成は、図2に基づいて説明した上記第1実施形態及び第2実施形態に係る各乾燥装置と略同様であり、図2に参照符号を付して、その説明を省略する。
図6(a)は、第3実施形態に係る粉粒体材料の乾燥装置の一部を模式的に示し、図6(b)は、第4実施形態に係る粉粒体材料の乾燥装置の一部を模式的に示している。
尚、上記第1実施形態及び第2実施形態との相違点を中心に説明し、同様の構成については、同一符号を付し、その説明を省略あるいは簡略に説明する。また、同様の基本動作についても説明を省略或いは簡略に説明する。
また、図6(a)、(b)においては、上記除湿ユニットを図示省略しているが、上記各実施形態にて説明した各除湿ユニットの適用が可能である。
また、以下の第3実施形態及び第4実施形態に係る各粉粒体材料の乾燥装置の内部構成は、図2に基づいて説明した上記第1実施形態及び第2実施形態に係る各乾燥装置と略同様であり、図2に参照符号を付して、その説明を省略する。
図6(a)に示す第3実施形態に係る粉粒体材料の乾燥装置1Bは、上記第1実施形態及び第2実施形態に係る粉粒体材料の乾燥装置1,1Aとは、第1温度検出センサの配設箇所が異なる。
すなわち、本実施形態では、上記第1温度検出センサ44,44Aに代えて、ホッパ本体21内に貯留された粉粒体材料mの上層部の層内温度を検出するための第1温度検出センサ48を備えている(図2も参照)。
すなわち、本実施形態では、上記第1温度検出センサ44,44Aに代えて、ホッパ本体21内に貯留された粉粒体材料mの上層部の層内温度を検出するための第1温度検出センサ48を備えている(図2も参照)。
上記第1温度検出センサ48は、上記第2実施形態で説明した第1温度検出センサ44Aよりも、その検出部がホッパ本体21内においてやや下方位置となるように配設している。
すなわち、図6(a)に示すように、第1温度検出センサ48は、ホッパ本体21内に貯留されている粉粒体材料層の上層部の粉粒体材料層内に、その検出部が位置するように配設されており、この上層部の粉粒体材料層の層内温度、すなわち、実質的には、その粉粒体材料層における粉粒体材料npmの温度を測定している。
すなわち、図6(a)に示すように、第1温度検出センサ48は、ホッパ本体21内に貯留されている粉粒体材料層の上層部の粉粒体材料層内に、その検出部が位置するように配設されており、この上層部の粉粒体材料層の層内温度、すなわち、実質的には、その粉粒体材料層における粉粒体材料npmの温度を測定している。
この上層部の粉粒体材料npmは、上記した連続運転の際に、ホッパ本体21の下部の材料排出バルブ23が開放されて排出された粉粒体材料mの排出量に応じて、捕集器27から新たに投入された粉粒体材料である。換言すれば、粉粒体材料npmは、ホッパ本体21の粉粒体材料mの貯留レベルが下部からの排出によって低下して、捕集器27からの材料の投入が開始される材料投入開始レベルの位置から、所定の満レベルになるまで新たに投入されて、貯留されている粉粒体材料である。
上記のように新たに投入された粉粒体材料npmは、投入された直後は、例えば、室温程度であり、ホッパ本体21内に供給された処理ガスによって徐々に昇温される。この粉粒体材料npmの温度は、上記第1実施形態及び第2実施形態で説明した上記材料層通過温度の変化と略同様に推移し、本実施形態では、該第1温度検出センサ48によって、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度を検出している。
つまり、この粉粒体材料npmの温度は、投入された直後の室温程度の温度から、処理ガスの供給による除湿乾燥処理が進むに従い、徐々に上昇する。この粉粒体材料npmの温度を、上記第1温度検出センサ48によって測定して、上記同様、その温度検出信号に基づいて、上記加熱ヒータ26等の停止がなされる。
当該粉粒体材料の乾燥装置1Bにおける基本動作、すなわち、各機器の停止、起動の態様は、上記第1実施形態或いは第2実施形態と同様の基本動作を適用できる。
つまり、この粉粒体材料npmの温度は、投入された直後の室温程度の温度から、処理ガスの供給による除湿乾燥処理が進むに従い、徐々に上昇する。この粉粒体材料npmの温度を、上記第1温度検出センサ48によって測定して、上記同様、その温度検出信号に基づいて、上記加熱ヒータ26等の停止がなされる。
当該粉粒体材料の乾燥装置1Bにおける基本動作、すなわち、各機器の停止、起動の態様は、上記第1実施形態或いは第2実施形態と同様の基本動作を適用できる。
このような態様によっても上記第1実施形態或いは第2実施形態に係る粉粒体材料の乾燥装置1,1Aと同様の効果を奏する。
また、上層部の粉粒体材料npmの温度を直接、測定することにより、上記した各実施形態よりも乾燥処理状態を示す温度の検出が迅速になされる。
また、上層部の粉粒体材料npmの温度を直接、測定することにより、上記した各実施形態よりも乾燥処理状態を示す温度の検出が迅速になされる。
図6(b)に示す第4実施形態に係る粉粒体材料の乾燥装置1Cは、上記第3実施形態に係る粉粒体材料の乾燥装置1Bとは、第1温度検出センサ48Aの配設箇所が異なる。
すなわち、本実施形態においては、上記第1温度検出センサ48Aを、上記第3実施形態にて説明した第1温度検出センサ48よりも、その検出部がホッパ本体21内において、さらに下方位置となるように配設している。
この第1温度検出センサ48Aは、上記した連続運転時において昇温過程にある粉粒体材料層内に、その検出部が位置するように配設されており、この上層部に貯留された昇温過程にある粉粒体材料層の層内温度、すなわち、実質的には、その粉粒体材料層における粉粒体材料nhmの温度を測定している。
すなわち、本実施形態においては、上記第1温度検出センサ48Aを、上記第3実施形態にて説明した第1温度検出センサ48よりも、その検出部がホッパ本体21内において、さらに下方位置となるように配設している。
この第1温度検出センサ48Aは、上記した連続運転時において昇温過程にある粉粒体材料層内に、その検出部が位置するように配設されており、この上層部に貯留された昇温過程にある粉粒体材料層の層内温度、すなわち、実質的には、その粉粒体材料層における粉粒体材料nhmの温度を測定している。
上記昇温過程にある粉粒体材料nhmは、上記した準備運転及び連続運転時において、未だ十分に昇温がなされていない粉粒体材料であって、上記準備運転において十分に昇温がなされて所定の温度に達した下層部の粉粒体材料hmよりも低温の粉粒体材料である。
すなわち、下層部の粉粒体材料hmは、上記第1実施形態において説明したように、上記連続運転への移行前に所定の温度に昇温されているが、その上層に貯留されている粉粒体材料nhmは、上記準備運転及び連続運転時においては、その所定の温度までは昇温されていない状態である。
つまり、ホッパ本体21内に貯留されている粉粒体材料の温度分布は、上記下層部では略一定の温度となっており、該下層部の上層側では、最上層部に向けて徐々に温度が低くなるような分布となっている。換言すれば、上記下層部に貯留された粉粒体材料hmは、上記準備運転終了時において、また、上記連続運転中には、略全量が一定の温度に達している。一方、その下層部の粉粒体材料hmの上層側に貯留された粉粒体材料nhm及び新たに投入された粉粒体材料npmは、昇温過程にあり、上記所定の温度には達しておらず、最上層部に向けて徐々に温度が低くなるように積層されている。
すなわち、下層部の粉粒体材料hmは、上記第1実施形態において説明したように、上記連続運転への移行前に所定の温度に昇温されているが、その上層に貯留されている粉粒体材料nhmは、上記準備運転及び連続運転時においては、その所定の温度までは昇温されていない状態である。
つまり、ホッパ本体21内に貯留されている粉粒体材料の温度分布は、上記下層部では略一定の温度となっており、該下層部の上層側では、最上層部に向けて徐々に温度が低くなるような分布となっている。換言すれば、上記下層部に貯留された粉粒体材料hmは、上記準備運転終了時において、また、上記連続運転中には、略全量が一定の温度に達している。一方、その下層部の粉粒体材料hmの上層側に貯留された粉粒体材料nhm及び新たに投入された粉粒体材料npmは、昇温過程にあり、上記所定の温度には達しておらず、最上層部に向けて徐々に温度が低くなるように積層されている。
上記昇温過程にある粉粒体材料nhmの温度は、上記各実施形態よりも高温域での変化ではあるが、粉粒体材料の排出及び投入に伴い、降下と上昇とを繰り返すように推移する。
すなわち、上記のような温度分布とされたホッパ本体21内においては、ホッパ本体21の下部からの下層部の粉粒体材料hmの一部の排出に伴い、上記第1温度検出センサ48Aの検出部周囲には、昇温過程にある粉粒体材料nhmのうち、さらに低温の粉粒体材料が降下してくる。その降下してきた粉粒体材料nhmは、上記各実施形態と同様、吐出口24から供給される処理ガスによって徐々に昇温されて、その温度が徐々に上昇する。
本実施形態では、この昇温過程にある粉粒体材料nhmの温度を、上記第1温度検出センサ48Aによって、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度として検出している。また、上記同様、その温度検出信号に基づいて、上記加熱ヒータ26等の停止がなされる。
すなわち、上記のような温度分布とされたホッパ本体21内においては、ホッパ本体21の下部からの下層部の粉粒体材料hmの一部の排出に伴い、上記第1温度検出センサ48Aの検出部周囲には、昇温過程にある粉粒体材料nhmのうち、さらに低温の粉粒体材料が降下してくる。その降下してきた粉粒体材料nhmは、上記各実施形態と同様、吐出口24から供給される処理ガスによって徐々に昇温されて、その温度が徐々に上昇する。
本実施形態では、この昇温過程にある粉粒体材料nhmの温度を、上記第1温度検出センサ48Aによって、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度として検出している。また、上記同様、その温度検出信号に基づいて、上記加熱ヒータ26等の停止がなされる。
当該粉粒体材料の乾燥装置1Cにおける基本動作、すなわち、各機器の停止、起動の態様は、上記第1実施形態或いは第2実施形態と同様の基本動作を適用できる。
尚、本実施形態では、上記各実施形態で説明した第1閾値は、上記各実施形態のように新たに投入された粉粒体材料による急激な温度降下がなく、また、ある程度の昇温がなされた粉粒体材料nhmの温度を測定しているので、上記した各実施形態よりも高く設定されている。
尚、本実施形態では、上記各実施形態で説明した第1閾値は、上記各実施形態のように新たに投入された粉粒体材料による急激な温度降下がなく、また、ある程度の昇温がなされた粉粒体材料nhmの温度を測定しているので、上記した各実施形態よりも高く設定されている。
上記のような態様によっても上記第1実施形態或いは第2実施形態に係る粉粒体材料の乾燥装置1,1Aと同様の効果を奏する。
また、特に、昇温過程にある粉粒体材料nhmの温度に基づいて、ホッパ本体21内における粉粒体材料mの乾燥処理状態を判別するようにしているので、上記各実施形態に比べて、検出する温度変化の上下幅が小さく、より精密かつ緻密な制御を行うことができる。
また、ホッパ本体21の下部からの排出に伴い、下層部へと移行する前の粉粒体材料nhmの温度に基づいて、上述のように加熱ヒータ26等の停止がなされるので、下層部の粉粒体材料hmが上記所定の温度となるように制御することもできる。換言すれば、所定の温度にする必要がある下層部の粉粒体材料hmの前段に位置し、昇温過程にある粉粒体材料nhmの温度に基づいて、上記のように加熱ヒータ26等の停止を行うことで、ホッパ本体21内における上述のような好ましい粉粒体材料の温度分布を制御することも可能となる。
また、特に、昇温過程にある粉粒体材料nhmの温度に基づいて、ホッパ本体21内における粉粒体材料mの乾燥処理状態を判別するようにしているので、上記各実施形態に比べて、検出する温度変化の上下幅が小さく、より精密かつ緻密な制御を行うことができる。
また、ホッパ本体21の下部からの排出に伴い、下層部へと移行する前の粉粒体材料nhmの温度に基づいて、上述のように加熱ヒータ26等の停止がなされるので、下層部の粉粒体材料hmが上記所定の温度となるように制御することもできる。換言すれば、所定の温度にする必要がある下層部の粉粒体材料hmの前段に位置し、昇温過程にある粉粒体材料nhmの温度に基づいて、上記のように加熱ヒータ26等の停止を行うことで、ホッパ本体21内における上述のような好ましい粉粒体材料の温度分布を制御することも可能となる。
尚、本実施形態において、上記下層部の粉粒体材料hmの量、上記昇温過程にある粉粒体材料nhmの量は、ホッパ本体21の下部からの排出量や排出態様(排出頻度等)に応じて、適宜、設定される。すなわち、成形機等からの材料要求信号に応じて排出される最下層の所定量の粉粒体材料が、常に十分に除湿乾燥がなされたものとなるよう、上記下層部の粉粒体材料hm及び上記昇温過程にある粉粒体材料nhmの各量を設定すればよい。
また、上記第2実施形態乃至第4実施形態では、ホッパ本体21内の上層部の温度をそれぞれ検出するための各上層部に配設した第1温度検出センサ44A,48,48Aを、ホッパ本体21の側壁から内方に向けて設けた例を示しているが、ホッパ本体21の天蓋から内方に向けて設けるような態様としてもよい。
また、上記第2実施形態乃至第4実施形態では、ホッパ本体21内の上層部の温度をそれぞれ検出するための各上層部に配設した第1温度検出センサ44A,48,48Aを、ホッパ本体21の側壁から内方に向けて設けた例を示しているが、ホッパ本体21の天蓋から内方に向けて設けるような態様としてもよい。
さらに、上記各実施形態では、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度を検出するための第1温度検出センサとして、材料層通過温度を検出する態様(ホッパ本体21内から排気された温度を検出する第1温度検出センサ44(第1実施形態)、ホッパ本体21内の材料非貯留空間spの温度を検出する第1温度検出センサ44A(第2実施形態))、材料層の上層部の層内温度を検出する態様(ホッパ本体21内に貯留された粉粒体材料mの上層部の層内温度を検出する第1温度検出センサ48(第3実施形態)、ホッパ本体21内の上層部に貯留された昇温過程にある粉粒体材料層の層内温度を検出する第1温度検出センサ48A(第4実施形態))を例示しているが、ホッパ本体21内における粉粒体材料mの乾燥処理状態を示す温度の検出が可能であれば、他の部位に上記第1温度検出センサを配設するようにしてもよい。
また、上記各実施形態では、上記ホッパ本体21に、上記除湿ユニット30によって除湿乾燥処理した処理ガスを循環供給する態様を例示しているが、このような態様に限られない。例えば、図2の二点鎖線で囲んだように、制御部40及びメインブロア15等の送風器を含む乾燥ホッパユニット20のみを備えた乾燥装置1Dとして把握することも可能である。この場合は、上記第1温度検出センサのいずれかを設けるようにすればよい。
このように除湿ユニット30を備えていない乾燥装置にも本発明の適用が可能であり、上記同様、省エネルギー化が図れるとともに、ホッパ本体21内の粉粒体材料mへの悪影響を低減できる。
このように除湿ユニット30を備えていない乾燥装置にも本発明の適用が可能であり、上記同様、省エネルギー化が図れるとともに、ホッパ本体21内の粉粒体材料mへの悪影響を低減できる。
或いは、上記各実施形態のようにホッパ本体21への処理ガスの供給と、除湿ユニット30の一部の再生(ハニカムロータ31の一部の再生或いは多塔式の吸着塔のうちのいずれかの吸着塔の再生)とが並列的になされるものに代えて、除湿ユニットを1塔式の吸着塔を備えたものとしてもよい。この場合は、上記第1温度検出センサの検出温度に基づいて、上記同様、加熱ヒータの停止等をするようにすればよい。さらに、この1塔式の吸着塔を備えたものでは、該加熱ヒータを停止したときには、再生側に切り替え弁等を切り替えるような態様としてもよい。さらにこの場合においては、加熱再生ガスの温度が上記同様の第4閾値を上回ったときには、加熱再生が十分になされたこととなるので、処理ガスの循環経路側に切り替えるような態様にしてもよい。これにより、ホッパ本体内における粉粒体材料の乾燥と、吸着塔の再生とが効率的になされる。
1,1A,1B,1C,1D 粉粒体材料の乾燥装置
10 ガス循環経路
15 メインブロア(送風器)
21 ホッパ本体(乾燥ホッパ)
25 排気口
26 加熱ヒータ(加熱器)
30 除湿ユニット
31 ハニカムロータ(吸着体)
32a 除湿処理ゾーン
32b 加熱再生ゾーン
35 再生用ブロア(再生用送風器)
36 再生用ヒータ(再生用加熱器)
41 CPU(制御手段)
44,44A,48,48A 第1温度検出センサ
45 第2温度検出センサ
46 第3温度検出センサ
47 第4温度検出センサ
m 粉粒体材料
10 ガス循環経路
15 メインブロア(送風器)
21 ホッパ本体(乾燥ホッパ)
25 排気口
26 加熱ヒータ(加熱器)
30 除湿ユニット
31 ハニカムロータ(吸着体)
32a 除湿処理ゾーン
32b 加熱再生ゾーン
35 再生用ブロア(再生用送風器)
36 再生用ヒータ(再生用加熱器)
41 CPU(制御手段)
44,44A,48,48A 第1温度検出センサ
45 第2温度検出センサ
46 第3温度検出センサ
47 第4温度検出センサ
m 粉粒体材料
Claims (6)
- 送風器から送風されたガスを、加熱器を通過させて加熱し、粉粒体材料を貯留する乾燥ホッパ内に供給して該粉粒体材料を乾燥する粉粒体材料の乾燥方法において、
前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度が予め設定された第1閾値を上回ったときには、前記加熱器を停止させ、さらに、その停止状態における加熱器を通過したガスの温度が予め設定された第2閾値を下回ったときには、前記送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記加熱器及び送風器を起動させることを特徴とする粉粒体材料の乾燥方法。 - 請求項1において、
前記乾燥ホッパには、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットが、ガス循環経路を介して接続されており、
前記除湿ユニットにおいては、前記排気口から排気されたガスの除湿処理工程と、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生工程とを実行し、
前記加熱器を停止させたときには、前記再生用加熱器を停止させ、さらに、その停止状態における再生用加熱器を通過したガスの温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させることを特徴とする粉粒体材料の乾燥方法。 - 請求項1において、
前記乾燥ホッパには、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットが、ガス循環経路を介して接続されており、
前記除湿ユニットにおいては、前記排気口から排気されたガスの除湿処理工程と、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生工程とを実行し、
前記加熱再生工程における前記吸着体を通過したガスの温度が予め設定された第4閾値を上回ったときには、前記再生用加熱器を停止させ、さらに、その停止状態における再生用加熱器を通過したガスの温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記再生用加熱器の停止から所定の第2の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させることを特徴とする粉粒体材料の乾燥方法。 - 粉粒体材料を貯留する乾燥ホッパと、該乾燥ホッパに加熱したガスを供給するための送風器及び加熱器とを有した粉粒体材料の乾燥装置において、
前記乾燥ホッパ内における粉粒体材料の乾燥処理状態を示す温度を検出する第1温度検出センサと、
前記加熱器を通過したガスの温度を検出する第2温度検出センサと、
前記第1温度検出センサの検出温度が予め設定された第1閾値を上回ったときには、前記加熱器を停止させ、さらに、その停止状態における前記第2温度検出センサの検出温度が予め設定された第2閾値を下回ったときには、前記送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記加熱器及び送風器を起動させる制御手段とを備えていることを特徴とする粉粒体材料の乾燥装置。 - 請求項4において、
前記乾燥ホッパには、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットが、ガス循環経路を介して接続されており、
前記除湿ユニットは、前記排気口から排気されたガスを、前記吸着体に通過させて除湿処理する除湿処理ゾーンと、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生ゾーンと、前記再生用加熱器を通過したガスの温度を検出する第3温度検出センサとを有し、
前記制御手段は、前記加熱器を停止させたときには、前記再生用加熱器を停止させ、さらに、その停止状態における前記第3温度検出センサの検出温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記加熱器の停止から所定の第1の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させることを特徴とする粉粒体材料の乾燥装置。 - 請求項4において、
前記乾燥ホッパには、該乾燥ホッパの排気口から排気されたガスを除湿処理する吸着体を有した除湿ユニットが、ガス循環経路を介して接続されており、
前記除湿ユニットは、前記排気口から排気されたガスを、前記吸着体に通過させて除湿処理する除湿処理ゾーンと、該ガスを除湿処理した後の前記吸着体に、再生用送風器から送風されたガスを、再生用加熱器を通過させて加熱して供給し、該吸着体を加熱再生する加熱再生ゾーンと、前記再生用加熱器を通過したガスの温度を検出する第3温度検出センサと、前記加熱再生ゾーンにおける前記吸着体を通過したガスの温度を検出する第4温度検出センサとを有し、
前記制御手段は、前記第4温度検出センサの検出温度が予め設定された第4閾値を上回ったときには、前記再生用加熱器を停止させ、さらに、その停止状態における前記第3温度検出センサの検出温度が予め設定された第3閾値を下回ったときには、前記再生用送風器を停止させ、次いで、前記再生用加熱器の停止から所定の第2の時間が経過したときには、前記再生用加熱器及び再生用送風器を起動させることを特徴とする粉粒体材料の乾燥装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200980143908.5A CN102203534B (zh) | 2008-11-05 | 2009-11-04 | 粉粒体材料的干燥方法及粉粒体材料的干燥装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-284390 | 2008-11-05 | ||
| JP2008284390A JP5512114B2 (ja) | 2008-11-05 | 2008-11-05 | 粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010053090A1 true WO2010053090A1 (ja) | 2010-05-14 |
Family
ID=42152898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/068828 WO2010053090A1 (ja) | 2008-11-05 | 2009-11-04 | 粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5512114B2 (ja) |
| CN (1) | CN102203534B (ja) |
| WO (1) | WO2010053090A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019108992A (ja) * | 2017-12-15 | 2019-07-04 | 井関農機株式会社 | 穀物乾燥機 |
| US10782069B2 (en) | 2014-06-10 | 2020-09-22 | Ctb, Inc. | Equilibrium moisture grain drying with heater and variable speed fan |
| IT201900018854A1 (it) * | 2019-10-15 | 2021-04-15 | Pegaso Ind S P A | Processo di essiccamento di materiale granulare polimerico e impianto di essiccamento operante secondo tale processo |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5931002B2 (ja) * | 2013-04-19 | 2016-06-08 | エクアールシー株式会社 | 低湿庫用乾燥装置 |
| CN104824785A (zh) * | 2015-04-03 | 2015-08-12 | 安徽省农业科学院农产品加工研究所 | 一种粉粒体过热蒸汽连续灭菌装置及控制方法 |
| JP6644483B2 (ja) * | 2015-06-12 | 2020-02-12 | 株式会社カワタ | 加熱装置および加熱装置の制御方法 |
| JP2021076344A (ja) * | 2019-11-13 | 2021-05-20 | 株式会社カワタ | 粉粒体処理装置および粉粒体処理方法 |
| JP7530242B2 (ja) * | 2020-08-27 | 2024-08-07 | シャープ株式会社 | 吸湿装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000320970A (ja) * | 1999-05-06 | 2000-11-24 | Satake Eng Co Ltd | 穀物乾燥機 |
| JP2005003287A (ja) * | 2003-06-12 | 2005-01-06 | Yamamoto Co Ltd | 燃焼器 |
| JP3914566B2 (ja) * | 1997-06-10 | 2007-05-16 | 株式会社松井製作所 | 粉粒体材料の除湿乾燥装置 |
| JP4020482B2 (ja) * | 1998-04-03 | 2007-12-12 | 株式会社カワタ | 乾燥装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60178009A (ja) * | 1984-02-25 | 1985-09-12 | Color Toronitsuku Kk | 合成樹脂乾燥用の高温除湿空気発生方法およびその装置 |
| JP2858376B2 (ja) * | 1990-11-27 | 1999-02-17 | 松下電器産業株式会社 | 電気こんろ |
| JPH0576683A (ja) * | 1991-09-24 | 1993-03-30 | Sharp Corp | 全自動洗濯機 |
| JPH08271051A (ja) * | 1995-04-03 | 1996-10-18 | Suzuki Motor Corp | 送風式暖房器具 |
| JPH0994395A (ja) * | 1995-09-29 | 1997-04-08 | Toto Ltd | 浴室暖房衣類乾燥機 |
| JP2007204871A (ja) * | 2006-02-01 | 2007-08-16 | Tsudakoma Corp | 経糸糊付装置に用いられる熱風乾燥装置の温度制御方法。 |
-
2008
- 2008-11-05 JP JP2008284390A patent/JP5512114B2/ja active Active
-
2009
- 2009-11-04 CN CN200980143908.5A patent/CN102203534B/zh active Active
- 2009-11-04 WO PCT/JP2009/068828 patent/WO2010053090A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3914566B2 (ja) * | 1997-06-10 | 2007-05-16 | 株式会社松井製作所 | 粉粒体材料の除湿乾燥装置 |
| JP4020482B2 (ja) * | 1998-04-03 | 2007-12-12 | 株式会社カワタ | 乾燥装置 |
| JP2000320970A (ja) * | 1999-05-06 | 2000-11-24 | Satake Eng Co Ltd | 穀物乾燥機 |
| JP2005003287A (ja) * | 2003-06-12 | 2005-01-06 | Yamamoto Co Ltd | 燃焼器 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10782069B2 (en) | 2014-06-10 | 2020-09-22 | Ctb, Inc. | Equilibrium moisture grain drying with heater and variable speed fan |
| JP2019108992A (ja) * | 2017-12-15 | 2019-07-04 | 井関農機株式会社 | 穀物乾燥機 |
| JP7057544B2 (ja) | 2017-12-15 | 2022-04-20 | 井関農機株式会社 | 穀物乾燥機 |
| IT201900018854A1 (it) * | 2019-10-15 | 2021-04-15 | Pegaso Ind S P A | Processo di essiccamento di materiale granulare polimerico e impianto di essiccamento operante secondo tale processo |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5512114B2 (ja) | 2014-06-04 |
| CN102203534B (zh) | 2014-08-13 |
| JP2010112607A (ja) | 2010-05-20 |
| CN102203534A (zh) | 2011-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5512114B2 (ja) | 粉粒体材料の乾燥方法、及び粉粒体材料の乾燥装置 | |
| JP5211056B2 (ja) | 粉粒体材料の除湿乾燥方法、及び粉粒体材料の除湿乾燥システム | |
| JP3955109B2 (ja) | 湿ったガスを乾燥するための方法および装置 | |
| AU2023200935B2 (en) | System and method for improving the performance of desiccant dehumidification equipment for low-humidity applications | |
| JP4546215B2 (ja) | 乾燥ホッパにおける粒状物を通過するガス流量制御方法及び装置 | |
| JP5401121B2 (ja) | 粉粒体材料の除湿乾燥装置 | |
| CN208012245U (zh) | 一种分度运动多桶式除湿装置 | |
| KR102439788B1 (ko) | 듀얼 제습로터를 구비한 제습장치 | |
| JPH1052622A (ja) | 湿気等を含んだ吸着剤を再生するための方法および装置 | |
| WO2024209708A1 (ja) | 合成樹脂成形材料の除湿乾燥システム | |
| CN205033413U (zh) | 多组多桶分子筛转轮交替间歇循环式除湿干燥机 | |
| JP5420375B2 (ja) | 除湿装置 | |
| JP4020482B2 (ja) | 乾燥装置 | |
| CN105202877B (zh) | 一种多桶分子筛转轮间歇循环式除湿干燥机 | |
| JP2024147965A (ja) | 合成樹脂成形材料の除湿乾燥システム | |
| CN219563821U (zh) | 一种蜂巢式三机一体除湿干燥设备 | |
| CN205037696U (zh) | 一种多桶分子筛转轮间歇循环式除湿干燥机 | |
| CN219454462U (zh) | 粉粒体材料的干燥装置 | |
| CN219347064U (zh) | 粉粒体材料的干燥装置 | |
| CN105196440B (zh) | 多组多桶分子筛转轮交替间歇循环式除湿干燥机 | |
| JP7425520B1 (ja) | 合成樹脂成形材料の乾燥装置 | |
| WO2024127683A1 (ja) | 合成樹脂成形材料の除湿乾燥システム | |
| JP2011067510A (ja) | 乾燥機 | |
| JP5064117B2 (ja) | 粉粒体材料の除湿乾燥方法、及び粉粒体材料の除湿乾燥システム | |
| JP4075813B2 (ja) | 収納乾燥庫 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980143908.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09824789 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 09824789 Country of ref document: EP Kind code of ref document: A1 |