WO2010032555A1 - シリンダヘッドガスケット - Google Patents
シリンダヘッドガスケット Download PDFInfo
- Publication number
- WO2010032555A1 WO2010032555A1 PCT/JP2009/063288 JP2009063288W WO2010032555A1 WO 2010032555 A1 WO2010032555 A1 WO 2010032555A1 JP 2009063288 W JP2009063288 W JP 2009063288W WO 2010032555 A1 WO2010032555 A1 WO 2010032555A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cylinder head
- head gasket
- cylinder
- seal plate
- combustion chamber
- Prior art date
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
- F02F11/002—Arrangements of sealings in combustion engines involving cylinder heads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J15/0825—Flat gaskets laminated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J2015/085—Flat gaskets without fold over
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J2015/0856—Flat gaskets with a non-metallic coating or strip
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J2015/0862—Flat gaskets with a bore ring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J2015/0875—Flat gaskets comprising welds
Definitions
- the present invention relates to a cylinder head gasket, and more particularly to a cylinder head gasket including at least one first seal plate sandwiched between a cylinder head and a cylinder block having a cylinder bore.
- a combustion chamber provided with at least one first seal plate sandwiched between a cylinder head and a cylinder block having a cylinder bore, and formed in the position of the cylinder bore in the first seal plate
- a cylinder head gasket provided with a hole and a first full bead surrounding the combustion chamber hole is known (for example, Patent Document 1).
- the first full bead is provided with a first step having a U-shaped cross section surrounding the combustion chamber hole (Patent Document 2), and another second seal plate is laminated and superposed on the first seal plate,
- the second seal plate is provided with a second step having a U-shaped cross section surrounding the combustion chamber hole, the second step is filled with a filler, and the second step is laminated and polymerized on the first full bead.
- Patent Document 3 Known
- the cylinder block of the engine is slightly elastically deformed by the explosion pressure in the combustion chamber during engine operation.
- the open deck type cylinder block in which a water jacket is formed around a plurality of cylinder bores arranged in series and the water jacket is opened on the upper surface of the cylinder block, compared to a cylinder block that is not an open deck type.
- the elastic deformation on the cylinder bore side is larger than that of the water jacket. This elastic deformation is relatively large between adjacent bores of the cylinder block, and in the worst case, there is a risk of cracking.
- the present invention provides a cylinder head gasket that can suppress the elastic deformation of the cylinder block as much as possible and maintain good sealing performance for a long period of time.
- the invention of claim 1 is provided with at least one first seal plate sandwiched between a cylinder head and a cylinder block having a cylinder bore, and the first seal plate has a combustion bored at the position of the cylinder bore.
- a cylinder head gasket provided with a chamber hole and a first full bead surrounding the combustion chamber hole, A first step having a U-shaped cross section is formed in the first seal plate at a position surrounding the combustion chamber hole outside the first full bead, and a filling material is filled in the recess of the first step. It is what.
- the first step provided at the position surrounding the combustion chamber hole outside the first full bead can be sandwiched between the cylinder head and the cylinder block, and the cylinder head and It becomes possible to firmly connect the cylinder block.
- FIG. 2 is an enlarged sectional view taken along line II-II in FIG. (A) is a graph which shows the test result which tested the suppression effect of the elastic deformation of the cylinder block 3.
- FIG. (B) is sectional drawing of the cylinder head gasket corresponding to this invention used for Fig.3 (a).
- (C) is sectional drawing of the cylinder head gasket corresponding to the prior art example used for Fig.3 (a).
- the top view which shows 5th Example of this invention. Sectional drawing of the principal part which shows 6th Example of this invention. Sectional drawing of the principal part which shows 7th Example of this invention. Sectional drawing of the principal part which shows 8th Example of this invention.
- the cylinder head gasket 1 of the present embodiment is sandwiched between the cylinder head 2 and the cylinder block 3 to seal between them.
- the cylinder block 3 includes four cylinder bores 4 arranged in series on a straight line, and a water jacket 5 is formed around each cylinder bore 4 so as to surround them. The water jacket 5 is opened on the upper surface of the cylinder block 3.
- the cylinder head gasket 1 includes a metal first seal plate 11 disposed on the cylinder head 2 side and a metal second seal plate 12 disposed on the cylinder block 3 side.
- each of the seal plates 11 and 12 is formed with four combustion chamber holes 13 drilled in accordance with the cylinder bore 4 of the cylinder block 3.
- each seal plate 11 and 12 has a plurality of bolt holes 15 through which fastening bolts (not shown) are inserted and blow-by holes 16 through which blow-by gas flows.
- a ring-shaped metal shim plate 17 is provided between the first seal plate 11 and the second seal plate 12 to increase the surface pressure around the combustion chamber hole 13.
- the shim plate 17 is arranged for each cylinder bore 4.
- the ring-shaped shim plates 17 arranged for each cylinder bore 4 are integrally connected to each other at an intermediate position of each cylinder bore 4, thereby improving the ease of assembly.
- the shim plate 17 may be manufactured separately.
- the first seal plate 11 and the second seal plate 12 are formed with full beads 11a and 12a, respectively, within a range where they overlap with the ring-shaped shim plate 17, and the upper first abutting against the cylinder head 2 is formed.
- the first full bead 11 a formed on the seal plate 11 is formed so as to protrude toward the cylinder head 2.
- the second full bead 12a formed on the second seal plate 12 is formed so as to protrude toward the cylinder block 3, and thus the full beads 11a and 12a are stacked and protruded in a direction away from each other. .
- Each full bead 11a, 12a surrounds each combustion chamber hole 13 in an endless manner.
- first seal plate 11 and the second seal plate 12 are formed with steps 11b and 12b having a U-shaped cross section outside the full beads 11a and 12a and inside the water jacket 5, respectively. .
- the steps 11b and 12b are formed within a range where they overlap with the ring-shaped shim plate 17.
- the shim plate 17 extends from the combustion chamber hole 13 to a position that passes between the full beads 11a and 12a and slightly exceeds the steps 11b and 12b.
- the first step 11b formed on the first seal plate 11 is formed so as to protrude toward the cylinder head 2, and the second step 12b formed on the second seal plate 12 is directed toward the cylinder block 3. It is formed to protrude.
- the two steps 11b and 12b protrude in the direction of being separated from each other in a superposed state.
- the first step 11b formed in the first seal plate 11 is continuous with each other at positions close to adjacent cylinder bores 4 so that the four combustion chamber holes 13 are shared in an endless manner.
- the second step 12b formed on the second seal plate 12 also surrounds the four combustion chamber holes 13 in an endless manner.
- the recesses of the steps 11b and 12b are filled with a filler 21 such as a synthetic resin, and by filling the filler 21, the rigidity of the steps 11b and 12b is increased and excessive buckling deformation due to a load. Sag is prevented and the durability of the steps 11b and 12b is improved.
- the filler 21 may be filled so as to fill all the recesses of the steps 11b and 12b.
- the filling material 21 may be about 80 to 95% with respect to the volume of the recesses of the steps 11b and 12b. preferable.
- the filler 21 By filling the filler 21 in the range of about 80 to 95% in this way, when the cylinder head gasket 1 is assembled into the engine and the steps 11b and 12b are crushed, the surface pressure at that portion is expected. Thus, it becomes possible to prevent the excessively large amount from being excessively increased.
- the heights of the steps 11b and 12b are made different in the circumferential direction. That is, the heights of the steps 11b and 12b are set higher in the portions 11b ′ and 12b ′ adjacent to the adjacent bores 4 and 4 than in the other portions.
- the elastic deformation of the cylinder block 3 is relatively large between the adjacent bores 4 and 4, the elastic deformation is increased by increasing the surface pressure of the portions 11 b ′ and 12 b ′ as compared with the other portions. It becomes possible to suppress effectively.
- the height of each of the steps 11b and 12b may be set high at a position where the amount of elastic deformation is large and low at a small position in consideration of the amount of elastic deformation at each position of the cylinder block 3.
- the surface pressure at each position of the cylinder block 3 is set to an optimum size, elastic deformation of the cylinder block 3 can be effectively suppressed while preventing formation of indentations due to excessive surface pressure.
- the height of the steps 11b and 12b may be constant in a cylinder block with little elastic deformation and a cylinder block in which elastic deformation is relatively uniform in each part.
- each surface of the first seal plate 11 and the second seal plate 12 is coated with a coating material 18 such as a fluorine or nitrile rubber or elastomer material.
- the coating material 18 is provided for the purpose of improving the adhesion and sealing properties with the counterpart material, respectively, and in order to ensure slipperiness and non-adhesiveness as required, the coating material 18 is used.
- a top coat such as graphite or wax may be applied to the surface of the film.
- the coating material 18 is omitted from the protruding surfaces of the steps 11b and 12b, the upper surface of the step 11b directly contacts the cylinder head 2, and the lower surface of the step 12b directly contacts the cylinder block 3. It is made to contact.
- the friction coefficient is increased as compared with the case where the abutting surface is coated with the coating material 18, and the slip between the steps 11 b and 12 b and the cylinder head 2 or the cylinder block 3 is suppressed.
- the elastic deformation of the block 3 can be reduced.
- a coating material 19 having a high coefficient of friction based on polyimide, polyamideimide, phenol resin, epoxy resin, or the like is provided on the surface of each protruding side of each of the steps 11b and 12b.
- the slip between the steps 11b and 12b and the cylinder head 2 or the cylinder block 3 may be suppressed.
- FIG. 3A shows the case where the surface pressure in the position close to the combustion chamber hole 13 is increased in the cylinder block 3 provided with the water jacket 5 and the position close to the inner peripheral edge of the water jacket 5 away from the combustion chamber hole 13.
- the test result which tested the suppression effect of the elastic deformation of the cylinder block 3 about the case where the surface pressure of a position was raised is shown.
- 3b and 3c disclose sectional views of the cylinder head gasket used in the above test.
- Each cylinder head gasket has the same configuration, and is composed of three metal seal plates 31, 32, 33 stacked on each other, and a thickness adjusting plate 34 interposed between the seal plates. It has.
- the two seal plates 31 and 32 are stacked on the cylinder head 2 side of the thickness adjusting plate 34, and the other seal plate 33 is arranged on the cylinder block 3 side with respect to the thickness adjusting plate 34. .
- Each of the seal plates 31 to 33 is formed with full beads 31a to 33a at positions where they surround the combustion chamber hole 13 and overlap each other, and the full bead 31a of the seal plate 31 closest to the cylinder head 2 is attached to the cylinder head 2.
- the full bead 32 a of the seal plate 32 which is laminated on the seal plate 31 and is on the thickness adjustment plate 34 side is protruded toward the thickness adjustment plate 34.
- the full bead 33 a of the seal plate 33 on the cylinder block 3 side is projected toward the thickness adjusting plate 34. In the case shown in FIG.
- the ring-shaped shims 35 corresponding to the steps 11b and 12b in the above embodiment are arranged at positions away from the combustion chamber holes 13 and close to the inner periphery of the water jacket 5.
- the surface pressure at a position close to the inner peripheral edge of the water jacket 5 away from the combustion chamber hole 13 by the shim 35 can be increased.
- the shim 35 is disposed at a position close to the combustion chamber hole 13 so that the surface pressure of that portion can be increased.
- FIG. 3a shows the distortion of the inner peripheral edge of the water jacket 5 in the cylinder block 3.
- the line connected with ⁇ in FIG. 3a shows the result of FIG. 3b
- the line connected with ⁇ shows the result of FIG. 3c. It is shown.
- the surface pressure closer to the combustion chamber hole 13 is increased and the portion is restrained by increasing the surface pressure, so that it is closer to the inner periphery of the water jacket 5 away from the combustion chamber hole 13.
- Increasing the surface pressure of the portion and restraining the portion can reduce the distortion at the inner peripheral edge of the water jacket 5. The reason is considered as follows.
- the portion when the surface pressure of the portion is increased by disposing the shim 35 at a position close to the combustion chamber hole 13, the portion is distorted (elastically deformed) toward the combustion chamber hole 13.
- a reaction force in a direction away from the combustion chamber hole 13 is applied. Since the explosion pressure in the cylinder bore 4 when the engine is started acts in a direction to eliminate the distortion, the explosion pressure and the reaction force for eliminating the distortion are the same at a position close to the combustion chamber hole 13. As a result, the strain at the inner peripheral edge of the water jacket 5 is considered to increase.
- the portion close to the combustion chamber hole 13 is separated from the combustion chamber hole 13.
- the portion is distorted in the direction, and a reaction force in the direction toward the combustion chamber hole 13 is applied to the portion in order to eliminate the distortion.
- the explosion pressure in the cylinder bore 4 when the engine is started acts in a direction opposite to the reaction force in the direction to eliminate the distortion. Therefore, the effect of the explosion pressure in the direction to eliminate the distortion. It is considered that the strain at the inner peripheral edge of the water jacket 5 is reduced by the force and becomes small.
- each step 11b, 12b in the above embodiment is more inside than each full bead 11a, 12a and is formed near the combustion chamber hole 13 as shown in the above embodiment. It is possible to obtain an excellent elastic deformation suppressing effect by forming the full beads 11a, 12a on the outer side and in the vicinity of the inner periphery of the water jacket 5.
- FIG. 4 shows a cylinder head gasket 1 as the product of the present invention having the configuration shown in FIG. 2, and a comparative product in which the steps 11b and 12b are omitted from the cylinder head gasket 1 and the portion is formed flat.
- the results of measuring the oil consumption of each cylinder head gasket are shown in the same engine.
- the line connected with ⁇ indicates the result using the cylinder head gasket of the present invention
- the line connected with ⁇ indicates the result using the comparative cylinder head gasket.
- the oil consumption of the product of the present invention having the steps 11 b and 12 b is reduced compared to the comparative product not having the steps 11 b and 12 b.
- the cylinder block is locally deformed by the explosion pressure of the engine and the roundness of the cylinder bore decreases, the surface pressure when sliding against the bore inner surface of the piston ring is increased and decreased. At low locations, the oil scraping ability on the bore surface is reduced, which increases oil consumption.
- the present invention product since the cylinder block is effectively suppressed from being locally deformed by the steps 11b and 12b, it is possible to suppress the occurrence of the strength of the surface pressure of the piston ring. This can prevent the oil scraping ability from being lowered by the piston ring and reduce the oil consumption.
- FIG. 5 shows a second embodiment of the present invention.
- the spot is positioned at a position outside the stepped steps 11b and 12b.
- the seal plates 11 and 12 and the shim plate 17 are integrally connected to each other by welding. If spot welding is performed in this manner, the plates 11, 12, and 17 can be integrally connected, and thus rubbing between them can be reliably prevented. Instead of spot welding, the plates 11, 12, and 17 may be integrally connected using a heat-resistant adhesive such as polyimide or inorganic.
- FIG. 6 shows a third embodiment of the present invention.
- the shim plate 17 of the first embodiment is omitted to simplify the embodiment.
- Other configurations are the same as those of the first embodiment, and the same or corresponding parts are denoted by the same reference numerals.
- FIG. 7 shows a fourth embodiment of the present invention.
- one of the seal plates 12 is omitted from the third embodiment and further simplification is achieved. Note that the other seal plate 11 may be omitted.
- the cylinder head 2 and the cylinder block 3 can be firmly connected via a step at a position inside the water jacket 5. Can be suppressed.
- FIG. 8 shows a fifth embodiment of the present invention.
- the steps 11b and 12b are formed endlessly so as to surround the four combustion chamber holes 13 in common.
- the steps 11b and 12b are partially formed in consideration of the position where the elastic deformation increases.
- the elastic deformation of the cylinder block 3 is relatively large between the adjacent bores 4 and 4, and therefore, at a plurality of locations close to the adjacent bores 4 and 4 in order to suppress it.
- Steps 11b, 12b are formed, and steps 11b ", 12b" are also formed at outer positions on both sides in the series direction of the four cylinder bores 4 arranged in series on a straight line.
- FIG. 9 shows a sixth embodiment of the present invention.
- a circular arc portion R is formed on the portion.
- the arc portion R is formed only at the corner of the contact surface and the other contact surfaces are formed flat.
- FIG. 10 shows a seventh embodiment of the present invention.
- the contact surface is cross-sectioned so that the central portion in the radial direction of the combustion chamber hole 14 in the contact surface slightly protrudes.
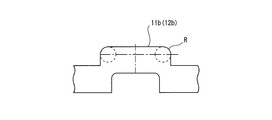
- FIG. 11 shows an eighth embodiment of the present invention.
- an arc portion R having an elliptical cross section is formed at the corner of the contact surface, and the contact surface between the arc portions R is formed. It is formed flat.
- the corner portion is closely attached to the cylinder head 2 or the cylinder block 3 to cause the cylinder head 2 or the cylinder block 3 to have indentations along the corner portion.
- the risk can be reduced by forming the arc portion R as described above at the corner.
- the arc R shown in FIGS. 9 to 11 can be applied to the corners of all the steps of the first to fifth embodiments described above, but the material of the cylinder head 2 and the cylinder block 3 is applicable. Depending on the above, it may be applied only to the step contacting either one of the cylinder head 2 and the cylinder block 3.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Gasket Seals (AREA)
Abstract
Description
また、上記第1フルビードの内側に燃焼室孔を囲む断面コ字形の第1段差を設けたものや(特許文献2)、上記第1シールプレートに別の第2シールプレートを積層重合させて、該第2シールプレートに燃焼室孔を囲む断面コ字形の第2段差を設けて該第2段差内に充填材を充填し、かつ該第2段差を上記第1フルビードに積層重合させたものも知られている(特許文献3)。
この弾性変形は、シリンダブロックの隣接するボア間において相対的に大きくなり、最悪の場合には亀裂が生じる危険性があった。
そして、上述した従来周知のシリンダヘッドガスケットを、シリンダボア周囲の弾性変形が相対的に大きなエンジンに適用すると、その弾性変形によってシリンダヘッドガスケットとシリンダブロックとの間や、シリンダヘッドガスケットとシリンダヘッドとの間、あるいは積層重合されたシールプレートの間にこすれが生じ、その部分のシール性が低下するという問題があった。
本発明はそのような事情に鑑み、上記シリンダブロックの弾性変形を可及的に抑制して、良好なシール性を長期間維持することができシリンダヘッドガスケットを提供するものである。
上記第1シールプレートに、上記第1フルビードよりも外側で燃焼室孔を囲む位置に断面コ字形の第1段差を形成し、かつ該第1段差の凹部内に充填材を充填したことを特徴とするものである。
後の試験結果で説明するように、特にフルビードよりも外側に段差を形成することにより、エンジンの爆発圧力によるシリンダブロックの変形を効果的に抑制することができるので、その変形によるシリンダブロックの亀裂を防止することができるとともに、シリンダヘッドガスケットとシリンダブロックとの間や、シリンダヘッドガスケットとシリンダヘッドとの間のこすれが生じることを抑制することができる。
上記シリンダブロック3は、図1に示す実施例では、一直線上に直列に配置された4つのシリンダボア4を備えており、各シリンダボア4の周囲にそれらを囲繞するようにウォータージャケット5が形成され、このウォータージャケット5は、シリンダブロック3の上面に開口している。
また、図1に示すように、各シールプレート11、12には、図示しない締結ボルトを挿通するための複数のボルト孔15と、ブローバイガスを流通させるブローバイ孔16をそれぞれ穿設してある。
上記各シリンダボア4毎に配置したリング状のシムプレート17は、各シリンダボア4の中間位置で相互に一体的に連結してあり、それによって組み立ての容易性を向上させている。しかしながらシムプレート17は、それぞれ別体に製造してもよい。
他方、第2シールプレート12に形成した第2フルビード12aは、シリンダブロック3に向けて突出するように形成してあり、したがって両フルビード11a、12aは積層重合されて互いに離隔する方向に突出している。そして各フルビード11a、12aは、それぞれ各燃焼室孔13を無端状に囲んでいる。
上記第1シールプレート11に形成した第1段差11bは、シリンダヘッド2に向けて突出するように形成してあり、また第2シールプレート12に形成した第2段差12bは、シリンダブロック3に向けて突出するように形成してある。したがって上記両段差11b、12bは、重合された状態で互いに離隔する方向に突出している。
また、上記第1シールプレート11に形成した第1段差11bは、図1に示すように、隣接するシリンダボア4間に近接した位置で相互に連続されて4つの燃焼室孔13を共通に無端状に囲んでおり、同様に、第2シールプレート12に形成した第2段差12bも4つの燃焼室孔13を共通に無端状に囲んでいる。
このとき上記充填材21は、各段差11b、12bの凹部の全てを満たすように充填しても良いが、各段差11b、12bの凹部の容積に対して80~95%程度とすることがより好ましい。このように80~95%程度の範囲で充填材21を充填することにより、シリンダヘッドガスケット1がエンジンに組み込まれて各段差11b、12bが押し潰された際に、その部分における面圧が予期した以上に過大となることを良好に防止することが可能となる。
上述したように、シリンダブロック3の弾性変形は隣接するボア4、4間において相対的に大きくなるので、その部分11b’、12b’の面圧を他の部分よりも高めることにより、弾性変形を効果的に抑制することが可能となる。
このように、上記各段差11b、12bの高さは、シリンダブロック3の各位置の弾性変形量を考慮して、弾性変形量の大きい位置で高く、小さな位置で低く設定すればよく、これによってシリンダブロック3の各位置における面圧を最適な大きさに設定することにより、過剰な面圧によって圧痕が形成されるのを防止しつつシリンダブロック3の弾性変形を効果的に抑制することができる。
なお、弾性変形が少ないシリンダブロックや弾性変形が各部で比較的均等なシリンダブロックにおいては、各段差11b、12bの高さを一定にしてもよいことは勿論である。
上記コーティング材18は、それぞれ相手材との密着性、シール性を向上させる目的で設けたものであるが、さらに必要に応じて、すべり性や非粘着性を確保するために、上記コーティング材18の表面にグラファイトやワックスなどのトップコートを施してもよい。
そして本実施例においては、各段差11b、12bの突出側の表面は上記コーティング材18を省略して、段差11bの上面が直接シリンダヘッド2に当接し、段差12bの下面が直接シリンダブロック3に当接するようにしてある。これによって、その当接面にコーティング材18をコーティングした場合に比較して摩擦係数を増大させ、各段差11b、12bとシリンダヘッド2又はシリンダブロック3との間のすべりを抑制することにより、シリンダブロック3の弾性変形を低減させることができるようにしてある。
同様な観点から、上記各段差11b、12bの各突出側の表面に、ポリイミド系、ポリアミドイミド系、フェノール樹脂又はエポキシ樹脂などをベースとする摩擦係数の高いコート材19を設けて、より効果的に各段差11b、12bとシリンダヘッド2又はシリンダブロック3との間のすべりを抑制するようにしても良い。
これにより、特にウォータージャケット5よりも内側となるシリンダブロック3がシリンダボア4側の爆発圧力によってボア4の半径方向外方に湾曲されるのを抑制することが可能となる。
そして、シリンダブロック3の局部的な変形を効果的に抑制することができれば、それに起因して生じるシリンダブロック3とシールプレート12との間のこすれや、シリンダヘッド2とシールプレート11との間のこすれを抑制することができ、そのこすれに起因して生じるシール性の低下を防止することができる。
図3b、図3cには上記試験に用いたシリンダヘッドガスケットの断面図を開示してある。各シリンダヘッドガスケットは同一構成を備えており、3枚の相互に積層された金属製シールプレート31、32、33と、これらのシールプレートの間に介在された1枚の厚さ調整板34とを備えている。2枚のシールプレート31、32は厚さ調整板34のシリンダヘッド2側で積層されており、また他の1枚のシールプレート33は厚さ調整板34よりシリンダブロック3側に配置されている。
図3bに示す場合には、上記実施例における段差11b、12bに対応するリング状のシム35は、燃焼室孔13から離れてウォータージャケット5の内周縁に近接した位置に配置してあり、このシム35によって燃焼室孔13から離れた、ウォータージャケット5の内周縁に近接した位置の面圧を高めることができるようにしてある。
他方、図3cに示す場合には、上記シム35は、燃焼室孔13に近接した位置に配置してあり、その部分の面圧を高めることができるようにしてある。
上記結果から理解されるように、燃焼室孔13に近接した位置の面圧を高めてその部分を拘束するようにするよりも、燃焼室孔13から離れたウォータージャケット5の内周縁に近接した部分の面圧を高めてその部分を拘束するようにしたほうが、上記ウォータージャケット5の内周縁における歪を低減することができる。
その理由は次の通りであると考えられる。
すなわち、燃焼室孔13に近接した位置にシム35を配置することによってその部分の面圧を高めると、その部分は燃焼室孔13に向かって歪む(弾性変形する)ようになるため、当該部分には歪を解消するために燃焼室孔13から離れる方向の反作用力が作用するようになる。エンジンが起動された際のシリンダボア4内の爆発圧力は上記歪を解消する方向に作用するため、上記燃焼室孔13に近接した位置には爆発圧力と歪を解消するための反作用力とが同一方向に作用するようになり、その結果、上記ウォータージャケット5の内周縁における歪が大きくなるものと考えられる。
他方、燃焼室孔13から離れたウォータージャケット5の内周縁に近接した位置にシム35を配置してその部分の面圧を高めると、燃焼室孔13に近接した部分は燃焼室孔13から離れる方向に歪むようになり、当該部分には歪を解消するために燃焼室孔13に向かう方向の反作用力が作用するようになる。エンジンが起動された際のシリンダボア4内の爆発圧力は、この場合には上記歪を解消する方向の反作用力とは逆方向に作用するため、爆発圧力の影響がその歪を解消する方向の作用力によって弱められ、上記ウォータージャケット5の内周縁における歪が小さくなるものと考えられる。
図4において、▲で結んだ線は本発明品のシリンダヘッドガスケットを用いた結果を、■で結んだ線は比較品のシリンダヘッドガスケットを用いた結果をそれぞれ示している。
図4の試験結果から理解されるように、段差11b、12bを備える本発明品の方が、段差11b、12bを備えない比較品に対して、オイルの消費量が低減されている。
すなわち比較品においては、エンジンの爆発圧力によりシリンダブロックが局部的に変形してシリンダボアの真円度が低下すると、ピストンリングのボア内面と摺動する際の面圧に強弱が発生し、面圧の低い所では、ボア表面のオイルの掻き落とし能力が低下するため、オイル消費量を増大させる要因となる。
これに対して本発明品においては、段差11b、12bによってシリンダブロックが局部的に変形することを効果的に抑制しているので、ピストンリングの面圧に強弱が発生するのを抑制することができ、これによりピストンリングによるオイルの掻き落とし能力の低下を防止してオイル消費量を低減させることができる。
このようにスポット溶接を施せば、上記プレート11、12、17を一体に連結することができるので、それらの間のこすれを確実に防止することができる。
なお、上記スポット溶接の代わりに、ポリイミド系、無機質系などの耐熱性を有する接着剤を用いて各プレート11、12、17を一体に連結してもよい。
その他の構成は、第1実施例と同様に構成してあり、同一又は相当部分には同一の符号を付して示してある。
上記第3実施例、第4実施例においても、シリンダヘッド2とシリンダブロック3とをウォータージャケット5の内側の位置において、段差を介して強固に連結することができるので、シリンダブロック3の弾性変形を抑制することができる。
本実施例では、上述したようにシリンダブロック3の弾性変形は隣接するボア4、4間において相対的に大きくなるので、それを抑制するためにその隣接するボア4、4に近接した複数箇所に段差11b、12bを形成し、さらに一直線上に直列に配置された4つのシリンダボア4の直列方向両側となる外側位置にも段差11b”、12b”を形成してある。
その他の構成は、第1実施例と同様に構成してあり、同一又は相当部分には同一の符号を付して示してある。
このような構成においても、シリンダブロック3の弾性変形を良好に抑制することができる。
なお、第2ないし第4実施例においても、第5実施例のように部分的に段差11b、12bを形成しても良いことは勿論である。
すなわち、図10は本発明の第7実施例を示したものであるが、本実施例では上記接触面における燃焼室孔14の放射方向の中央部分が僅かに突出するように、接触面を断面楕円形状に形成してあり、上記接触面の角部はその楕円形状に従った円弧部Rが連続して形成されている。上記楕円形状部分の中央部の高さHは10~50μm程度が望ましい。
また図11は本発明の第8実施例を示したもので、本実施例では上記接触面の角部に断面楕円形状の円弧部Rを形成するとともに、両円弧部Rの間の接触面を平坦に形成したものである。
なお、図9ないし図11に示した円弧部Rは、上述した第1実施例ないし第5実施例の全ての段差の角部に適用することができるが、シリンダヘッド2やシリンダブロック3の材質に応じて、シリンダヘッド2とシリンダブロック3とのいずれか一方に接触する段差だけに適用してもよい。
3 シリンダブロック 4 シリンダボア
5 ウォータージャケット 11、12 シールプレート
11a、12a フルビード 11b、12b 段差
13 燃焼室孔 17 シムプレート
21 充填材 R 円弧部
Claims (11)
- シリンダヘッドとシリンダボアを有するシリンダブロックとの間に挟持される少なくとも1枚の第1シールプレートを備え、該第1シールプレートに、上記シリンダボアの位置に穿設した燃焼室孔と、該燃焼室孔を囲む第1フルビードとを設けたシリンダヘッドガスケットにおいて、
上記第1シールプレートに、上記第1フルビードよりも外側で燃焼室孔を囲む位置に断面コ字形の第1段差を形成し、かつ該第1段差の凹部内に充填材を充填したことを特徴とするシリンダヘッドガスケット。 - 上記第1シールプレートに第2シールプレートが積層重合され、該第2シールプレートに、上記シリンダボアの位置に穿設した燃焼室孔と、該燃焼室孔を囲む第2フルビードと、該第2フルビードよりも外側で燃焼室孔を囲む位置に形成した断面コ字形の第2段差とが設けられて、該第2段差の凹部内に充填材が充填され、
さらに上記第1フルビードと第2フルビードと、第1段差と第2段差とはそれぞれ相互に積層重合されて互いに離隔する方向に突出していることを特徴とする請求項1に記載のシリンダヘッドガスケット。 - 上記第1シールプレートと第2シールプレートとの間に、燃焼室孔の周囲の面圧を増加させるシムプレートが介在され、このシムプレートは上記燃焼室孔から上記第1フルビードと第2フルビードとの間、及び第1段差と第2段差との間を越えた位置まで伸びていることを特徴とする請求項2に記載のシリンダヘッドガスケット。
- 上記第1シールプレート、第2シールプレート及びシムプレートは、上記第1段差と第2段差との間を越えた位置で相互に一体的に連結されていることを特徴とする請求項3に記載のシリンダヘッドガスケット。
- 上記段差は、シリンダボアを囲んで無端状に形成されていることを特徴とする請求項1ないし請求項4のいずれかに記載のシリンダヘッドガスケット。
- 上記段差は、シリンダボアを囲む所要位置に部分的に形成されていることを特徴とする請求項1ないし請求項4のいずれかに記載のシリンダヘッドガスケット。
- 上記段差の高さは、隣接するシリンダボアの間の近傍で高く、その他の位置で低く形成されていることを特徴とする請求項1ないし請求項6のいずれかに記載のシリンダヘッドガスケット。
- 上記充填材は、上記凹部の容積の80~95%充填されていることを特徴とする請求項1ないし請求項7のいずれかに記載のシリンダヘッドガスケット。
- 上記段差の突出側の表面に、ポリイミド系、ポリアミドイミド系、フェノール樹脂又はエポキシ樹脂などをベース材とする摩擦係数の高いコート材が設けられていることを特徴とする請求項1ないし請求項8のいずれかに記載のシリンダヘッドガスケット。
- 上記シールプレートの表面には、フッ素、ニトリル系等のゴム又はエラストマーの材料などのコーティング材がコーティングされており、かつ該コーティング材は、上記段差を形成した部分で省略されていることを特徴とする請求項1ないし請求項9のいずれかに記載のシリンダヘッドガスケット。
- 上記段差におけるシリンダヘッドと接触する接触面の角部と、シリンダブロックと接触する接触面の角部との少なくともいずれか一方の角部に、円弧部が形成されていることを特徴とする請求項1ないし請求項10のいずれかに記載のシリンダヘッドガスケット。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010529687A JP5212667B2 (ja) | 2008-09-18 | 2009-07-24 | シリンダヘッドガスケット |
| US12/737,718 US20110127729A1 (en) | 2008-09-18 | 2009-07-24 | Cylinder head gasket |
| EP09814400.9A EP2325529A4 (en) | 2008-09-18 | 2009-07-24 | ZYLINDERKOPFDICHTUNG |
| KR1020117004498A KR101339461B1 (ko) | 2008-09-18 | 2009-07-24 | 실린더 헤드 개스킷 |
| CN200980136076.4A CN102159858B (zh) | 2008-09-18 | 2009-07-24 | 气缸盖衬垫 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-239457 | 2008-09-18 | ||
| JP2008239457 | 2008-09-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010032555A1 true WO2010032555A1 (ja) | 2010-03-25 |
Family
ID=42039397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/063288 WO2010032555A1 (ja) | 2008-09-18 | 2009-07-24 | シリンダヘッドガスケット |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110127729A1 (ja) |
| EP (1) | EP2325529A4 (ja) |
| JP (1) | JP5212667B2 (ja) |
| KR (1) | KR101339461B1 (ja) |
| CN (1) | CN102159858B (ja) |
| WO (1) | WO2010032555A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012112453A (ja) * | 2010-11-25 | 2012-06-14 | Nippon Gasket Co Ltd | シリンダヘッドガスケット |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110204583A1 (en) * | 2010-02-24 | 2011-08-25 | Freudenberg-Nok General Partnership | Gasket Having Dual Bead Orientation On Rigid Carrier With Adjoining Gasket Material |
| US9394850B2 (en) * | 2012-08-10 | 2016-07-19 | Dana Automotive Systems Group, Llc | Metal gasket with coating topography |
| US9970548B2 (en) * | 2013-03-14 | 2018-05-15 | Federal-Mogul Llc | Multi-layer gasket |
| US9939066B2 (en) * | 2013-03-14 | 2018-04-10 | Federal-Mogul Llc | Elastic sealing member radially inwardly of primary sealing bead |
| WO2014160800A2 (en) * | 2013-03-27 | 2014-10-02 | University Of Washington Through Its Center For Commercialization | Dynamic seal to enable movement of a film or fiber through a pressurized space while maintaining a desired pressure |
| US10119494B2 (en) | 2015-07-28 | 2018-11-06 | Tenneco Inc. | Multi-layer gasket assembly |
| DE102015120782A1 (de) * | 2015-11-25 | 2017-06-01 | Elringklinger Ag | Flachdichtung sowie eine Flachdichtung enthaltender Dichtverband |
| JP6368835B1 (ja) * | 2017-07-18 | 2018-08-01 | 石川ガスケット株式会社 | ガスケット |
| KR102079215B1 (ko) | 2018-03-08 | 2020-02-19 | 부경대학교 산학협력단 | 개스킷용 금속-세라믹 이종복합재료 및 그 제조방법 |
| JP7313336B2 (ja) * | 2018-11-05 | 2023-07-24 | Nok株式会社 | ガスケット及び密封構造 |
| KR20200068989A (ko) * | 2018-12-06 | 2020-06-16 | 현대자동차주식회사 | 실린더블록용 워터재킷의 내장 구조물 |
| JP7032821B1 (ja) * | 2020-09-08 | 2022-03-09 | 株式会社ケットアンドケット | ガスケット |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03124075U (ja) * | 1990-03-30 | 1991-12-17 | ||
| JPH10110825A (ja) * | 1996-10-07 | 1998-04-28 | Ishikawa Gasket Kk | 金属板ガスケット |
| JP2001295933A (ja) | 2000-04-17 | 2001-10-26 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2002013640A (ja) * | 2000-06-29 | 2002-01-18 | Uchiyama Mfg Corp | シリンダヘッドガスケット |
| JP2003028301A (ja) * | 2001-07-19 | 2003-01-29 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2003028004A (ja) * | 2001-07-12 | 2003-01-29 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2005030557A (ja) | 2003-07-11 | 2005-02-03 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2007170642A (ja) * | 2005-12-26 | 2007-07-05 | Japan Metal Gasket Co Ltd | 金属ガスケット |
| JP2008014334A (ja) | 2006-07-03 | 2008-01-24 | Toyota Motor Corp | シリンダヘッドガスケット |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4140323A (en) * | 1977-09-12 | 1979-02-20 | Felt Products Mfg. Co. | Embossed gasket |
| JP2521155Y2 (ja) * | 1990-08-07 | 1996-12-25 | 石川ガスケット 株式会社 | 断熱性金属積層形ガスケット |
| WO1993008420A1 (en) * | 1991-10-21 | 1993-04-29 | Mccord Payen Incorporated | Embossed composite gasket |
| EP0544215B1 (en) * | 1991-11-25 | 1996-03-13 | Taiho Kogyo Co., Ltd. | Metal gasket |
| US5582415A (en) * | 1993-08-31 | 1996-12-10 | Kokusan Parts Industry Co., Ltd. | Metal gasket |
| JPH07253160A (ja) * | 1994-03-14 | 1995-10-03 | Nippon Riikuresu Kogyo Kk | メタルガスケット |
| JPH07253162A (ja) * | 1994-06-30 | 1995-10-03 | Nippon Riikuresu Kogyo Kk | メタルガスケット |
| US5951021A (en) * | 1994-11-22 | 1999-09-14 | Japan Metal Gasket Co., Ltd. | Metallic gasket |
| BR9505567A (pt) * | 1995-04-26 | 1997-11-04 | Elringklinger Gmbh | Vedação metálica de cabeçote |
| DE69634031D1 (de) * | 1995-11-07 | 2005-01-20 | Nicholsons Aircraft Seals Ltd | Abdichtung |
| JP3698283B2 (ja) * | 1996-10-04 | 2005-09-21 | 大豊工業株式会社 | シリンダヘッドガスケット |
| EP0982517B1 (en) * | 1998-08-25 | 2004-10-13 | FEDERAL-MOGUL OPERATIONS ITALY S.r.l. | Automotive steel cylinder head gasket |
| JP4032270B2 (ja) * | 1998-09-18 | 2008-01-16 | 大豊工業株式会社 | シリンダヘッドガスケット |
| JP3177841B2 (ja) * | 1999-09-08 | 2001-06-18 | 石川ガスケット株式会社 | シリンダヘッドガスケット |
| JP2001173790A (ja) * | 1999-12-22 | 2001-06-26 | Nippon Gasket Co Ltd | 金属製ガスケット |
| JP2001241551A (ja) * | 2000-02-25 | 2001-09-07 | Taiho Kogyo Co Ltd | シリンダヘッドガスケット |
| US7000924B2 (en) * | 2000-06-15 | 2006-02-21 | Dana Corporation | Flat gasket and method for the production thereof |
| DE20021017U1 (de) * | 2000-12-12 | 2001-02-22 | REINZ Dichtungs GmbH u. Co. KG, 89233 Neu-Ulm | Zylinderkopfdichtung |
| DE10117178B4 (de) * | 2001-04-05 | 2006-11-09 | Elringklinger Ag | Zylinderkopfdichtung |
| AU2002343887A1 (en) * | 2002-04-04 | 2003-10-20 | Japan Metal Gasket Co., Ltd. | Metal gasket |
| US7200932B2 (en) * | 2004-01-13 | 2007-04-10 | Federal-Mogul Worldwide, Inc. | Laser welded multi-layered steel gasket assembly |
| US8128099B2 (en) * | 2005-11-14 | 2012-03-06 | Dana Automotive Systems Group, Llc | Gasket |
| JP5332618B2 (ja) * | 2007-01-12 | 2013-11-06 | 日本ガスケット株式会社 | 金属ガスケット |
| JP4534097B2 (ja) * | 2007-09-12 | 2010-09-01 | 日本ガスケット株式会社 | シリンダヘッドガスケット |
| JP4567764B2 (ja) * | 2008-04-03 | 2010-10-20 | トヨタ紡織株式会社 | 接合方法 |
| US8960681B2 (en) * | 2008-07-17 | 2015-02-24 | Nippon Gasket Co., Ltd. | Cylinder head gasket |
| JP5344222B2 (ja) * | 2008-12-26 | 2013-11-20 | 日本ガスケット株式会社 | シリンダヘッドガスケットにおけるオイル落し穴のシール構造 |
| JP5640646B2 (ja) * | 2010-10-26 | 2014-12-17 | 日本ガスケット株式会社 | シリンダヘッドガスケット |
| US20120175847A1 (en) * | 2011-01-12 | 2012-07-12 | Popielas Frank W | Support wave stopper in web area of multi-layered steel cylinder head gasket |
-
2009
- 2009-07-24 US US12/737,718 patent/US20110127729A1/en not_active Abandoned
- 2009-07-24 EP EP09814400.9A patent/EP2325529A4/en not_active Withdrawn
- 2009-07-24 CN CN200980136076.4A patent/CN102159858B/zh not_active Expired - Fee Related
- 2009-07-24 JP JP2010529687A patent/JP5212667B2/ja not_active Expired - Fee Related
- 2009-07-24 KR KR1020117004498A patent/KR101339461B1/ko active IP Right Grant
- 2009-07-24 WO PCT/JP2009/063288 patent/WO2010032555A1/ja active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03124075U (ja) * | 1990-03-30 | 1991-12-17 | ||
| JPH10110825A (ja) * | 1996-10-07 | 1998-04-28 | Ishikawa Gasket Kk | 金属板ガスケット |
| JP2001295933A (ja) | 2000-04-17 | 2001-10-26 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2002013640A (ja) * | 2000-06-29 | 2002-01-18 | Uchiyama Mfg Corp | シリンダヘッドガスケット |
| JP2003028004A (ja) * | 2001-07-12 | 2003-01-29 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2003028301A (ja) * | 2001-07-19 | 2003-01-29 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2005030557A (ja) | 2003-07-11 | 2005-02-03 | Taiho Kogyo Co Ltd | 金属ガスケット |
| JP2007170642A (ja) * | 2005-12-26 | 2007-07-05 | Japan Metal Gasket Co Ltd | 金属ガスケット |
| JP2008014334A (ja) | 2006-07-03 | 2008-01-24 | Toyota Motor Corp | シリンダヘッドガスケット |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012112453A (ja) * | 2010-11-25 | 2012-06-14 | Nippon Gasket Co Ltd | シリンダヘッドガスケット |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2325529A4 (en) | 2016-03-16 |
| US20110127729A1 (en) | 2011-06-02 |
| KR20110048533A (ko) | 2011-05-11 |
| JPWO2010032555A1 (ja) | 2012-02-09 |
| CN102159858B (zh) | 2014-03-26 |
| JP5212667B2 (ja) | 2013-06-19 |
| CN102159858A (zh) | 2011-08-17 |
| KR101339461B1 (ko) | 2013-12-06 |
| EP2325529A1 (en) | 2011-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5212667B2 (ja) | シリンダヘッドガスケット | |
| KR100759661B1 (ko) | 가스켓 | |
| US5286039A (en) | Metal gasket | |
| JP4156527B2 (ja) | 金属ガスケット | |
| US20080007014A1 (en) | Stopped-active type cylinder head gasket | |
| US7669859B2 (en) | Cylinder head gasket | |
| US20020027327A1 (en) | Metallic gasket | |
| US20100117306A1 (en) | Cylinder head gasket and engine | |
| KR20100066529A (ko) | 금속 실린더 헤드 개스킷 | |
| US7739995B2 (en) | Cylinder head gasket | |
| US6135459A (en) | Metal gasket | |
| JP5077436B2 (ja) | シリンダヘッドガスケット | |
| KR20080065539A (ko) | 금속 적층형 실린더 헤드 개스킷 | |
| JP4056503B2 (ja) | 金属ガスケット | |
| JP4852281B2 (ja) | ガスケット | |
| JP2010084937A (ja) | シリンダヘッドガスケット | |
| JP4631266B2 (ja) | シリンダヘッドガスケット | |
| JP2009156061A (ja) | シリンダヘッドガスケット | |
| KR101992936B1 (ko) | 다층 스토퍼 구조를 가지는 실린더 헤드 가스켓 | |
| JP6890548B2 (ja) | シリンダブロックとシリンダヘッドとの密封構造 | |
| JP2007170642A (ja) | 金属ガスケット | |
| JP2006342749A (ja) | 金属ガスケット | |
| CN108291643B (zh) | 扁平密封和包含扁平密封的密封组件 | |
| JP2010091025A (ja) | シリンダヘッドガスケット | |
| JP5035695B2 (ja) | シリンダヘッドガスケット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980136076.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09814400 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010529687 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12737718 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20117004498 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009814400 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009814400 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |