WO2007013657A1 - 樹脂被覆金属板 - Google Patents
樹脂被覆金属板 Download PDFInfo
- Publication number
- WO2007013657A1 WO2007013657A1 PCT/JP2006/315242 JP2006315242W WO2007013657A1 WO 2007013657 A1 WO2007013657 A1 WO 2007013657A1 JP 2006315242 W JP2006315242 W JP 2006315242W WO 2007013657 A1 WO2007013657 A1 WO 2007013657A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- container
- metal plate
- coated metal
- resin layer
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1355—Elemental metal containing [e.g., substrate, foil, film, coating, etc.]
- Y10T428/1359—Three or more layers [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
Definitions
- the present invention relates to a resin-coated metal plate used for canned foods, can bodies and lids.
- T F S tin-free steel
- aluminum such as aluminum used for food cans
- the metal plate was painted.
- This painting method has a problem that not only the baking process is complicated, but also a long processing time is required and a large amount of solvent is discharged. Therefore, in order to solve these problems, resin-coated metal plates in which a thermoplastic resin film is fused to a heated metal plate have been developed and are now widely used industrially, mainly in beverage can materials. Yes.
- the present inventors previously disclosed a metal plate laminated with a polyester resin containing a specific wax as a measure for improving the contents take-out property in Japanese Patent Application Laid-Open No. 2000-0128. Proposed.
- the present invention has been made to solve the above-described problems, and an object of the present invention is to provide a resin-coated metal plate for a container that has excellent take-out properties even for contents having a high protein content.
- a resin covering the inner surface of a container after molding into a container has an interface free energy (imterfacial free energy) of 30 mN / m or more on both sides and a resin layer mainly composed of polyester on both sides. It is a resin-coated metal plate.
- the resin-coated metal plate preferably has another polyester resin layer between the resin layer mainly composed of the polyester and the metal plate.
- the resin layer containing polyester as a main component preferably contains 0.5 to 4 O m ss% fatty acid amide. Further, it is particularly preferable that the fatty acid amide is ethylene bis stearic acid amide.
- the surface free energy of the resin covering the outer surface of the container after being molded into a container is preferably 25 mNZm or more.
- the present invention is a resin-coated metal plate for a container having a resin layer containing polyester as a main component on both sides, and the free energy of the interface with water on the surface of the resin layer that becomes the inner surface of the container after the container is formed, It is a resin-coated metal sheet for containers with excellent contents removal, characterized by being 3 O mNZm or more.
- FIG. 1 is a diagram showing a main part of a laminating apparatus for metal plates (Example 1). BEST MODE FOR CARRYING OUT THE INVENTION
- the metal plate used in the present invention an aluminum plate, a mild steel plate or the like widely used as a can material can be used.
- the lower layer is metallic chrome
- the upper layer is A surface-treated steel sheet (so-called TFS) with a two-layer coating made of chromium hydroxide is optimal.
- the amount of TFS metal chromium layer and chromium hydroxide layer deposited is not particularly limited. However, from the viewpoints of adhesion after processing and corrosion resistance, both are in terms of Cr, and the metal chromium ⁇ layer is in the range of 70 to 20 O mg Zm 2 and the chromium hydroxide layer is in the range of 10 to 30 mg / m 2 It is desirable that
- resin is coat
- the interface free energy with water on the surface of the resin layer that becomes the inner surface of the container after the resin-coated metal plate is molded into the container is specified to be 3 O mN / m or more.
- Proteins have many polar groups, so they can easily form hydrogen bonds with the resin, and also cause lipid adhesion starting from the protein attached to the resin surface. Conceivable.
- an oil film oil thin film
- an oil film By increasing the interface free energy with water on the surface of the resin layer to a certain value or more, an oil film (oil thin film) can be stably present at the interface between the contents and the resin layer.
- this interface free energy within the range of 3 O mN / m or more, it is possible to obtain excellent extractability not only for contents containing a lot of proteins such as luncheon meat, but also for other contents. Can do. Although the details of this reason are not clear, it is thought that fat as a component in the contents forms an oil film at the interface between the resin layer and the contents.
- the free energy at the interface with water is preferably 40 mNZm or more, and more preferably 45 mNZm or more.
- the protein in the contents is heat denatured by retort treatment.
- the retort treatment is to heat the can filled with the contents with high-temperature steam to sterilize the contents. Heat-denatured proteins lose their higher order structure, so molecules The hydrophilic group and hydrophobic group inside change the steric configuration, and the hydrophilic group is widely distributed on the protein surface. For this reason, the protein after the retort treatment is more likely to adhere to the resin surface mainly composed of polyester. Therefore, the interfacial free energy must be maintained even after the retort treatment of the resin surface on the inner surface side mainly composed of polyester specified in the present invention.
- the resin-coated metal plate of the present study has an inner surface on the inner side of the container after molding, even if the interface free energy with water on the surface of the resin layer immediately after forming the resin layer on the metal plate is less than 3 O mN / m. It is sufficient that the interface free energy of the resin is 3 O mNZm or more. For example, even if the surface is modified due to heating or retort treatment during printing, and the interface 'free energy' changes, a resin layer that falls within the range specified in the present invention has excellent content removal. Has the ability to take out.
- a hydrophobic group (also called a lipophilic group) such as one CH group is formed on the surface of the resin layer.
- the technique to introduce is suitable.
- a treatment in which a fatty acid amide having a long chain structure is added to the polyester resin is effective.
- Fatty acid amides are arranged on the surface of the polyester resin because the hydrophobic groups are arranged toward the air, and the hydrophilic groups are thought to be arranged inside the polyester resin.
- the polyester resin surface is hydrophobized (lipophilicized) and immobilized on the resin surface, so it can be expected to stably maintain good interface free energy with water.
- the fatty acid amide has a melting point of 120.
- a temperature of C or higher is preferable, and a temperature of 1300 ° C or higher is more preferable. This makes it possible to stably exist on the polyester resin surface even in a long-time retort sterilization treatment.
- fatty acid amides examples include palmitic acid amide, stearic acid amide, oleic acid amide, linoleic acid amide, linolenic acid amide, and the like, and their alkylenbis derivatives.
- alkylene bis fatty acid amides ethylene bis stearamide is particularly preferable from the viewpoint of heat resistance and food safety.
- the addition amount of ethylene bis stearamide used in the present invention is It is 0.5 to 4 O mass%, preferably 5 to 30 mass%, and more preferably 10 to 25 mass% with respect to 100 parts by weight of the transverse fat layer as the main component.
- the addition amount of ethylene bis-stearic acid amide is 0.5 mass% or more, the presence density of hydrophobic groups on the surface of the resin layer is sufficient, so that the desired free energy of the interface with water can be obtained.
- the content of 40 mass% or less is advantageous for immobilizing ethylenebisstearic acid amide itself on the surface of the polyester resin. If ethylenebisstearic acid amide is immobilized on the surface, for example, the following transfer preventing effect can be expected. '
- the resin-coated metal plate of the present invention Since the resin-coated metal plate of the present invention is coiled and transported and stored, the resin surface that becomes the inner surface of the container after container molding and the resin surface that becomes the outer surface side of the container after molding the container are bonded over a long period of time. . At this time, if the surface of the additive present on the resin surface is not sufficiently fixed, the additive may be transferred to each other's resin surface to greatly change the surface state.
- ethylene bis-stearic acid amide is not fixed on the surface, ethylene bis-stearic acid amide will not be transferred to the outer surface of the container after the container is molded. Therefore, it is possible to maintain the surface free energy of the surface that becomes the outer surface side of the container after molding the container within the range defined by the present invention.
- the constitution of the resin layer used in the present invention is preferably a multilayer.
- the surface free energy with water on the surface of the upper polyester resin layer in contact with the contents needs to be 3 O mN / m or more.
- At least the upper polyester resin layer of the polyester resin layer having a multi-layer structure has a softening point defined by JISK 2 4 2 5 of 1300 ° C. or higher. Since the retort sterilization treatment for food cans may take 1 hour or more at a high temperature of 120 ° C. or higher, those having a heat resistance of more than 120 ° C. are preferable.
- the glass transition point is preferably 30 ° C or higher. This is because the resin-coated metal sheet may be kept at a temperature of about 30 ° C for a long time when stored or transported.
- Polyester resins are typified by terephthalic acid as the carboxylic acid component and polyethylene terephthalate, which is composed of ethylene dalycol as the glycol component.
- carboxylic acid components include isophthalic acid, phthalic acid, naphthalenedicarboxylic acid, and didipic acid.
- glycol components include copolymer resins and the like in which a part of the polyethylene terephthalate component is replaced with diethylene glycol, propylene glycol, butanediol, neopentyl glycol and the like.
- the polyester resin of the present invention preferably has a weight average molecular weight of 5 0 00 to 4 0 00 0, particularly preferably 1 0 0 0 0 to 3 0 0 0 0.
- isophthalic acid is preferable because it is transparent, has high tear strength, and is excellent in safety.
- a copolymer obtained by copolymerizing isophthalic acid at a ratio of 22 mol% or less is preferable.
- Polymerization Polyethylene terephthalate is particularly preferred.
- the copolymerization rate of isophthalic acid is 22 mol or less, the heat resistance of the resin layer can be easily maintained, which is advantageous for heating such as retort treatment.
- the thickness of the polyester resin of this effort is preferably 2 ⁇ or more and 100 / m or less, more preferably 8 ⁇ m or more and 50 ⁇ m or less, especially 10 ⁇ m or more and 2 5 ⁇ m or less. It is desirable to be within the range.
- the thickness of the upper polyester resin layer is preferably in the range of 0.5 to 5.5 ⁇ , and more preferably 0.5 to 1.5 / zm. The range is as follows.
- the surface free energy of the resin layer surface on the outer surface side of the container after the resin-coated metal plate is formed into a container is 2 SniNZm or more.
- the resin layer having the surface free energy value a resin mainly composed of a polyester can be used.
- the resin containing polyester as a main component is a resin containing at least 50 mass% of polyester.
- Examples of the resin other than the polyester include polyolefin.
- the resin layer containing polyester as a main component on the outside of the container can conceal the underlying metal plate by adding a coloring pigment, and can impart various colors unique to the resin.
- a coloring pigment for example, by adding a white pigment, the metallic luster of the base can be concealed, and the printed surface can be made clear and a good appearance can be obtained.
- an organic face ⁇ such as an inorganic facial tysoindolinone such as titanium dioxide can be used. It is strong and has a good spreadability, which is preferable because a good design can be secured even after the container is molded.
- the pigment may be added to at least one of the layers, and it is desirable to add it to the resin layer other than the uppermost layer.
- the amount of pigment added is not particularly specified, but in general, when the content exceeds 30 mass% with respect to the resin layer, the concealability is saturated and economically. Because it is disadvantageous, it is desirable to make the range less than 3 Oni ass%.
- the amount of the pigment added is a ratio with respect to the resin layer to which the pigment is added.
- the resin layer mainly composed of polyester may be, for example, a non-oriented layer formed by a direct laminate manufacturing method, but if it is a resin layer formed by laminating a biaxially stretched film on a metal plate, It is preferable because impact resistance and corrosion resistance are improved.
- a plurality of resin layers may be coextruded by a direct laminate manufacturing method, and may be laminated directly on a metal plate, or a polyester film having a multilayer structure may be formed on a metal plate.
- a method of fusing may be used.
- a method of adding a fatty acid amide to the polyester resin is exemplified.
- the latter is preferable.
- a method of applying a biaxially oriented polyester film at the time of film formation or after film formation and heating and drying to form a coating film is preferable.
- the gravure roll coating method is suitable for the application to the biaxially oriented polyester film, and the drying conditions after applying the coating liquid are 80 ° C to 170 ° C for 20 to 180 seconds, especially 80 ° C to 60 to 120 seconds at 120 ° C is preferred.
- a method for producing a resin-coated metal plate by laminating the film on a metal plate by heat fusion will be described.
- a method can be used in which a metal plate is heated to a temperature exceeding the melting point of the film, and a resin film is brought into contact with both surfaces using a pressure-bonding roll (hereinafter also referred to as a laminate roll) and fused. .
- the laminating conditions are appropriately set so that the resin layer defined in the present invention is obtained.
- the temperature of the metal plate when the laminate is opened is at least equal to or higher than the melting point of the film, and the time during which the film is in contact at a temperature equal to or higher than the melting point is within the range of 1 to 2 Omsec. In order to achieve these temperatures and contact times, it is necessary to cool during bonding in addition to high-speed lamination.
- the pressure during lamination is not particularly limited, but the contact pressure is preferably 9.8 to 294 N / cm 2 (l to 30 kgf Zcm 2 ). If it is 9.8 N / cm 2 or more, + good adhesion can be obtained. In addition, 294 N / cm 2 or less is less economical and requires less equipment.
- a cold rolled steel sheet having a thickness of 0.18 mm and a width of 977 mm was annealed and then temper-rolled, then degreased and pickled, and then chrome plated to produce a chrome plated steel sheet (TFS).
- the chromium plated is Cr_ ⁇ 3, F -, S_ ⁇ 4 2 - are performed by the chrome plated bath comprising, after intermediate rinsing, electrolysis was chemical conversion treatment solution containing C R_ ⁇ 3, F.
- the adhesion amount of chromium metal and adhesion of chromium hydroxide was adjusted to C r, respectively 1 2 0 mg Zm 2 in terms of, 1 5 mg Zm 2.
- the chrome-plated steel plate 1 obtained above was heated with the metal strip heating device 2, and one side of the chrome-plated steel strip 1 was laminated with the laminating roll 3.
- -1 and various resins 4b shown in Table 2-2 were laminated (fused). Thereafter, water cooling was performed with a metal band cooling device 5 to manufacture a resin-coated metal plate.
- Laminate roll 3 was internally water-cooled, and cooling water was forcibly circulated during lamination.
- the time for the film temperature at the interface in contact with the metal plate to be equal to or higher than the melting point of the film was set within the range of 1 to 2 Omsec.
- a polyester resin obtained by copolymerizing ethylene glycol as the diol component and terephthalic acid and / or isophthalic acid as the dicarboxylic acid component in the ratios shown in Table 1-1, Table 1-2, Table 2-1 and Table 2-2 is dried. After being melted and extruded, it was cooled and solidified on a cooling drum to obtain an unstretched film. Thereafter, biaxial stretching and thermal determination were performed to obtain a biaxially oriented polyester film.
- the resins based on the obtained polyester resin, fatty acid amides and other additives are shown in Table 1-1, Table 1-2, Table 2-1 and Table 2-2.
- a coating solution was prepared by adding to a mixed solvent of toluene and methyl ethyl ketone at a weight ratio. This coating solution was applied to one side of the polyester film that became the inner surface of the container after forming the container with a roll coater and then dried. In this step, the thickness of the resin layer after drying was also adjusted. The drying temperature was in the range of 80 to 120 ° C.
- the contact angle when liquid is dropped on the resin surface on the inner surface side of the container after the resin-coated metal plate is formed into a container is 0, the dispersion force component of the surface free energy of the inner surface side resin is ⁇ s d , If the polar force component is Y's h , the surface free energy of the liquid is ⁇ 1, the dispersion force component is ⁇ l d , and the polar force component y 1 h , these satisfy the following relationship.
- the interface free energy with water on the resin layer surface can be obtained by the following relational expression.
- ⁇ iw ⁇ s + ⁇ w— 2 * ⁇ s d * yw d ) —2 * ( ⁇ s h * 7W h )
- the resin-coated metal plate was used for measurement as it was immediately before the contents were filled.
- measurements were taken on flat parts suitable for measurement such as the bottom of the container.
- Table 3 shows the surface free energy values of the five liquids used in the measurement.
- a laminated metal plate was cup-formed with a blank diameter of 100 mm and a drawing ratio (diameter before molding / diameter after molding): 1.88.
- fill the cup with salted meat for luncheon meat (protein ratio in solids: 50 ° Zo or more), squeeze the lid, and then retort (130 ° C, 90 minutes) )
- retort 130 ° C, 90 minutes
- ⁇ The contents can be removed just by turning the cup upside down (without shaking by hand). When the inner surface of the cup is removed with the naked eye, almost no deposits can be confirmed.
- the resin surface of the resin-coated metal plate which is the inner surface of the container after being molded into a container, is brought into contact with the resin surface which is the outer surface of the container after being molded into a container, and the test environment is maintained with a load of 100 kg cm2. 50 ° C—Age for 1 week, keeping constant. Thereafter, the surface free energy with respect to the resin layer surface on the outer surface side of the container after container molding was measured, and the difference from the surface free energy before the start of the test was determined (humidity: 55 to 65%, temperature 20 ° C).
- ⁇ 'Surface free energy difference is ⁇ or more and less than 10 mN / m
- a printing ink (printing ink CCST39 manufactured by Toyo Ink Co., Ltd.) is applied to the resin surface on the outer surface of the container and dried, so that the coating thickness becomes 1.5 ⁇ . It was adjusted.
- Nichiban Co., Ltd.'s adhesive tape is brought into close contact with the painted surface and peeled off at once.
- a 10-sheet test was conducted, and the number of test plates from which ink was peeled off with the tape was investigated.
- Containers made from the resin-coated steel sheet of this effort will have an excellent content take-out property and will not impair customers' willingness to purchase. Therefore, it is suitable for container use and packaging use.
Abstract
樹脂被覆金属板は、容器に成形後に該容器内面を被覆している樹脂の水に対する界面自由エネルギーが30mN/m以上であり、かつポリエステルを主成分とする樹脂層を両面に有する。この樹脂被覆金属板から作られた容器は、タンパク質含有率が高い内容物に対しても内容物取り出し性に優れる。
Description
樹脂被覆金属板
技術分野
本発明は、 食品缶詰の缶胴及び蓋等【'こ用いられる樹脂被覆金属板に関する。 背景技術
明
従来、 食缶に用いられるティンフリースチール (T F S ) やアルミニウム等の金 田
属板には塗装が施されていた。 この塗装方法は、 焼き付け工程が複雑であるばかり でなく、 多大な処理時間を必要とし、 さらには多量の溶剤を排出するという問題を 抱えていた。 そこで、 これらの問題を解決するため、 熱可塑性樹脂フィルムを、 加 熱した金属板に融着させた樹脂被覆金属板が開発され、 現在、 飲料缶用素材を中心 として工業的に広く用いられている。
しかしながら、 従来の樹脂被覆金属板を食品缶詰用途に使用すると、 内容物が容 器内面に強固に付着してしまい、 内容物を取り出しにくいという問題があった。 こ の問題は、 消費者の購買意欲と密接に関係するため、 消費者の購買意欲を維持する 上で極めて重要な問題である。 にもかかわらず、 従来の容器用樹脂被覆金属板は、 内容物の取り出し易さの改善に対する検討は極めて少ない。
本発明者らは、 さきに、 内容物取り出し性の改善策として、 特定のワックスを食 有するポリエステル樹脂でラミネートされた金属板を特開 2 0 0 1— 3 2 8 2 0 4 号公報にて提案した。
この技術では、 肉、 卵、 炭水化物あるいはこれらの混合物などのように脂肪分を 多く含み、 付着性の弱い内容物については、 良好な特性を確保でき、 一応の成果を 得た。
しかしながら、 ランチョンミート (luncheon meat) やツナなどのタンパク質の 含有率が高い内容物については、 その付着性の強さから、 良好な内容物取り出し性 を確保するには不充分なこともあった。
本発明は、 上記問題点を解決するためになされたもので、 タンパク質含有率の高 い内容物についても、 優れた取り出し性を有する容器用の樹脂被覆金属板を提供す ることを目的とする。 発明の開示 '
本発明は、 容器に成形後に該容器内面を被覆している樹脂の水に対する界面自由 エネルギー (imterfacial free energy)が 3 0 mN/m以上であり、かつポリエステル を主成分とする樹脂層を両面に有する樹脂被覆金属板である。 なお、 この樹脂被覆 金属板は、 前記ポリエステルを主成分とする樹脂層と金属板の間に、 他のポリエス テル樹脂層を有するのが好ましい。
また、 これらの樹脂被覆金属板は、 前記ポリエステルを主成分とする樹脂層が、 0 . 5〜4 O m a s s %の脂肪酸アミドを含有するのが好ましい。 さらに、 この脂 肪酸アミドが、 エチレンビスステアリン酸アミドであるのが特に好ましい。
また、 上記のいずれの樹脂被覆金属板は、 容器に成形後に該容器外面を被覆して いる樹脂の表面自由エネルギー (surface free energy)が 2 5 mNZm以上であるの が好ましい。 .
また、 本発明は、 ポリエステルを主成分とする樹脂層を両面に有する容器用樹脂 被覆金属板であって、 容器成形後に容器内面側になる樹脂層表面の、 水との界面自 由エネルギーが、 3 O mNZm以上であることを特徴とする、 内容物取り出し性に 優れる容器用樹脂被覆金属板である。 図面の簡単な説明
図 1は、 金属板のラミネート装置の要部を示す図である (実施例 1 )。 発明を実施するための最良の形態
以下、 本努明を詳細に説明する。
まず、 本発明に用いられる金属板としては、 缶用材料として広く使用されている アルミニウム板や軟鋼板等を用いることができる。 特に下層が金属クロム、 上層が
クロム水酸化物からなる二層皮膜を形成させた表面処理鋼板 (いわゆる T F S ) 等 が最適である。
T F Sの金属クロム層、 クロム水酸化物層の付着量についても、 特に限定されな い。 ただし、 加工後密着性、 耐食性の観点から、 何れも C r換算で、 金属クロ Λ層 は 7 0〜2 0 O m g Zm 2 クロム水酸化物層は 1 0 ~ 3 0 m g /m2の範囲とする ことが望ましい。
そして、 本発明では上記金属板の両面に樹脂を被覆し樹脂被覆金属板とする。 こ の'ときの被覆する樹脂についての詳細は、 後述する。
さらに樹脂被覆金属板を容器に成形した後に容器内面側になる樹脂層表面の、 水 との界面自由エネルギーは、 3 O mN/m以上に規定する。 当該規定は、 本発明に おいて最も重要な要件であり、 これにより、 ランチョンミートやツナなどの内容物 に対しても、 優れた取り出し性を確保することが可能となる。 この現象の詳細なメ 力二ズムは不明であるが、 以下のように推定できる。
蛋白質は、 多くの極性基を有するため、 樹脂と容易に水素結合を生じてしまうこ と、 更には樹脂表面に付着したタンパク質を起点として脂質の付着も生じてしまう ことが強い付着性の原因と考えられる。
樹脂層表面の水との界面自由エネルギーを一定値以上に増加させることで、 内容 物と榭脂層との界面に、油膜(油の薄膜)を安定して存在させることが可能となる。 この界面自由エネルギーを 3 O mN/m以上の範囲に制御することで、 ランチヨ ンミートなどのタンパク質を多く含む内容物はもちろんのこと、 他の内容物に い ても、 優れた取り出し性を得ることができる。 この理由の詳細については、 明らか でないが、 内容物中の成分である脂肪が、 樹脂層と内容物との界面に油膜を形成す るためと考えている。
より優れた内容物取り出し性を得るためには、 水との界面自由エネルギーを 4 0 mNZm以上とすることが好ましく、 4 5 mNZm以上であれば更に好ましい。 内容物中のタンパク質は、 レトルト処理を受けることで、 熱変性する。 レトルト 処理とは、 内容物を殺菌するため、 内容物を充填した缶を高温の水蒸気などで加熱 処理することである。 熱変性したタンパク質は、 その高次構造が崩れるため、 分子
内の親水基と疎水基が、 その立体配置を変化させ、 親水基はタンパク質の表面に多 く分布することとなる。 このため、 レトルト処理後のタンパク質は、 ポリエステル を主成分とする樹脂表面に対し、 より付着しやすい状態となる。 よって、 本発明で 規定するポリエステルを主成分とする内面側の樹脂表面は、 レトルト処理後でも該 界面自由エネルギーが維持されていなければならない。
なお、 本究明の樹脂被覆金属板は、 金属板に樹脂層を形成した直後の樹脂層表面 の水との界面自由エネルギーが 3 O mN/m未満であっても、 容器成形後に該容器 内面側の樹脂の該界面自由エネ ギ一が 3 O mNZm以上であればよい。 例えば、 印刷時の加熱やレトルト処理などによつて表面が改質され界面'自由エネル^ーが変 化したとしても、 本発明で規定する範囲となる樹脂層であれば、 優れた内容物取り 出し性を有する。
ポリエステルを主成分とする樹脂層の、 水との界面自由エネルギーを 3 O mN/ m以上にする技術としては、 樹脂層表面に、 一 C H基などの疎水基 (親油基とも言 う) を導入する技術が好適である。 なかでも、 長い鎖状構造を有する脂肪酸アミ ド をポリエステル樹脂内に添加する処理が有効である。 脂肪酸アミドは、 疎水基を空 気の方に向けて配列するのでポリエステル樹脂表面に濃化し、 親水基はポリエステ ル樹脂内部に向けて配列すると思われる。
その結果、 ポリエステル樹脂表面が疎水化 (親油化) され、 かつ樹脂表面に固定化 されるため、 安定して良好な水との界面自由エネルギーを維持することが期待でき
'る。
ここで、 脂肪酸アミドとしては、 融点が 1 2 0。C以上のものが好ましく、 より好 ましくは 1 3 0 °C以上のものである。 これにより、 長時間のレトルト殺菌処理にお いても、 ポリエステル樹脂表面に安定して存在することが可能となる。
このような脂肪酸アミドとしては、 パルミチン酸アミド、 ステアリン酸アミド、 ォレイン酸アミド、 リノール酸アミ ド、 リノレン酸アミドなどやこれらのアルキレ ンビス誘導体が挙げられる。 アルキレンビス脂肪酸アミ ド類のうちでも、 耐熱性、 食品安全性の観点から、 エチレンビスステアリン酸アミドが特に好適である。 本発明に用いるエチレンビスステアリン酸アミドの添加量は、 該ポリエステルを
主成分とする横脂層 1 0 0重量部に対し、 0 . 5〜4 O m a s s %、 好ましくは、 5〜 3 0 m a s s %、 さらに好ましくは 1 0〜2 5 m a s s %である。 エチレンビ スステアリン酸ァミドの添加量が 0 . 5 m a s s %以上であれば、 樹脂層表面にお ける疎水基の存在密度が充分なので、 目的とする水との界面自由エネルギーを得る ことができる。 一方、 4 0 m a s s %以下の方が、 エチレンビスステアリン酸アミ ド自体のポリエステル樹脂表面での固定化に有利になる。 エチレンビスステアリン 酸アミドが表面に固定化されていれば、 例えば、 以下に記すような転写防止効果が 期待できる。 '
本発明の樹脂被覆金属板は、 コイル状の巻き取ら て運搬 '保管されるため、 容 器成形後に容器内面側となる樹脂表面と、 容器成形後に容器外面側となる樹脂表面 は、 長期にわたって圧着.される。 この時、 樹脂表面に存在する添加剤の表面固定が 十分でない場合は、 添加剤が互いの樹脂表面に転写し、 表面状態を大きく変化させ るおそれがある。
エチレンビスステアリン酸アミドが表面に固定ざれていれば、 容器成形後に容器 外面側となる面にエチレンビスステアリン酸アミ ドが転写することがない。 したが つて、 容器成形後に容器外面側となる面の表面自由エネルギーを、 本発明で規定す · る範囲に維持することが可能となる。
.本発明で用いる樹脂層の構成としては、 複層であることが望ましい。 当然のこと ながら、複層構造とした場合は、内容物と接する上層のポリエステル樹脂層表面の、 水との界面自由エネルギーを、 3 O mN/m以上とする必要がある。
また、 該複層構造のポリエステル樹脂層の、 少なくとも上層のポリエステル樹脂 層は、 J I S K 2 4 2 5に定める軟化点が 1 3 0 °C以上であることが望ましい。 食缶用のレトルト殺菌処理は、 1 2 0 °C以上の高温で 1時間以上に及ぶことがある ため、 1 2 0 °C超の耐熱性を有するものが好適である。 また、 ガラス転移点は、 3 0 °C以上であることが望ましい。 樹脂被覆金属板が保管や運搬される際、 3 0 °C程 度の温度で長時間保持される可能性があるためである。
ポリエステル樹脂としては、 カルボン酸成分としてテレフタル酸、 グリコール成 分としてエチレンダリコールよりなるポリエチレンテレフタレートに代表されるが. 他のカルボン酸成分としてイソフタル酸、 フタル酸、 ナフタレンジカルボン酸、 了 ジピン酸等と、 また他のグリコール成分としてジエチレングリコール、 プロピレン グリコール、 ブタンジオール、 ネオペンチルグリコール等とポリエチレンテレフタ レートの成分の一部を置き換えた共重合樹脂等も含まれる。
本発明のポリエステル樹脂の重量平均分子量は、 5 0 0 0〜 4 0 0 0 0のものが 望ましく、 1 0 0 0 0〜3 0 0 0 0のものが特に好ましレ、。 また、 共重合体の酸成 分としては、 イソフタル酸が透明性、 引き裂き強度が高く、 かつ安全性にも優れる. ため好ましく、 中でもイソフタル酸を 2 2モル%以下の比率で共重合化した共重合 ポリエチレンテレフタレートであることが、 特に好ましい。 イソフタル酸の共重合 率が 2 2モル以下の方が、 樹脂層の耐熱性維持し易く、 レトルト処理などの加熱に 対して有利である。
本努明のポリエステル樹脂の厚みは 2 μ πι以上、 1 0 0 / m以下であることが望 ましく、 更に 8 μ m以上 5 0 μ m以下、 特に 1 0 μ m以上 2 5 β m以下の範囲であ ることが望ましい。 また、 複層構造とした場合、 上層となるポリエステル樹脂層の 厚みは、 0 . 5以上 5 . Ο μ ηι以下の範囲であることが好ましく、更に好ましくは、 0 . 5以上 1 . 5 /z m以下の範囲である。 本発明では、 樹脂被覆金属板を容器に成形した後に容器外面側となる樹脂層表面 の表面自由エネルギーは、 2 S niNZm以上であるのが好ましい。 通常、 容器外面 には商品名や商標などの印刷が施されるので、 インクに対する濡れ性を高くする方 が好ましいからである。 当該表面自由エネルギー値を有する樹脂層としては、 ポリ エステルを主成分とする樹脂を用いることができる。 ポリエステルを主成分とする 樹脂とは、 ポリエステルを 5 0 m a s s %以上含む樹脂である。 該ポリエステル以 外の樹脂としてはポリオレフインなどを例示できる。
更に、 本発明で容器の外側になるポリエステルを主成分とする樹脂層は、 着色顔 料を添加することで、下地の金属板を隠蔽し、樹脂独自の多様な色調を付与できる。
例えば、 白色顔料を添加することで下地の金属光沢を隠蔽するとともに、 印刷面を 鮮映化することができ、 良好な外観を得ることができる。
添加する顔料としては、容器成形後に優れた意匠性を発揮できることが好ましく、 係る観点からは、 二酸化チタンなどの無機系顔科ゃィソインドリノンなどの有機系 顔^ "を使用できる。 これらは着色力が強く、 展延性にも富むため、 容器成形後も良 好な意匠性を確保できるので好適である。
特に、 本発明で規定する容器成形後に容器外面側となる樹脂層の場合は、 二酸化チ タンの使用が好ましい。 '
本癸明で規定する樹脂層が複層構造である場合、 顔料はそのうちの少なくとも 1 つの層に添加すればよく、 最上層以外の樹脂層に添加することが望ましい。
なお、 顔料の添加量については特に規定するものではないが、 一般的に、 樹脂層 に対して、 3 0 m a s s %以上の含有量となると、 隠蔽性については飽和するとと もに経済的にも不利であるため、 3 O ni a s s %未満の範囲とすることが望ましレ、。 なお、 前記顔料の添加量は、 顔料を添加した樹脂層に対する割合である。 次に製造方法について説明する。
ポリエステルを主成分とする樹脂層は、 例えばダイレクトラミネート製法により形 成された無配向層であっても良いが、 二軸延伸フィルムを金属板上にラミネートし て形成された樹脂層であれば、 耐衝撃性と耐食性が向上するため好適である。
また、 複層構造の形成方法としては、 ダイレクトラミネート製法により複数の樹 脂層を共押し出しすることによって、 金属板上に直接積層しても良いし、 複層構造 のポリエステルフィルムを金属板上に融着させる方法でもよい。
次に、 ポリエステル樹脂中に脂肪酸アミドを添加する方法を例示する。 溶融状態 のポリエステル樹脂に脂肪酸アミドを添加し、 押し出し成形機で混練後に溶融押出 して金属板上に樹脂皮膜を形成する方法。 脂肪酸アミドを含む塗液をポリ ステル フィルムの製膜時もしくは製膜後に塗布して、 最上層に脂肪酸アミドを含有したポ リエステル樹脂層を形成させる方法。 本発明の目的 ·用途には、 後者の方が望まし レヽ。
なかでも、 二軸配向ポリエステルフィルムの製膜時もしくは製膜後に塗布し、 加 熱乾燥させて塗膜を形成させることにより、 行う方法が好ましい。 製膜時に塗布す る場合は、 ドラムキャスティング直後、 もしくはドラムへキャスティングした後の 縦延伸直後に行うことが好ましい。 また、 二軸配向ポリエステルフィルムへの塗布 においては、 グラビアロールコート法が好適であり、 塗液塗布後の乾燥条件として は、 80 °C〜 170 °Cで 20〜 180秒間、 特に 80 °C〜 120 °Cで 60〜 120 秒間が好ましい。
次に、 該フィルムを金属板に熱融着法によってラミネートし、 樹脂被覆金属板を 製造する方法について述べる。 本発明では、 例えば、 金属板をフィルムの融点を超 える瘟度に加熱し、 その両面に樹脂フィルムを圧着ロール (以後ラミネートロール とも称す) を用いて接触させ融着させる方法を用いることができる。
ラミネート条件については、 本発明に規定する樹脂層が得られるように適宜設定 される。 例えば、 ラミネート開台時の金属板の温度を少なくともフィルムの融点以 上とし、 ラミネート時にフィルムがその融点以上の温度で接している時間を 1〜2 Oms e cの範囲とすることが好適である。 このような温度と接触時間を達成する ためには、 高速でのラミネートに加え接着中の冷却も必要である。
ラミネート時の加圧は特に規定するものではないが、 面圧として 9. 8〜294 N/cm2 (l〜30 k g f Zcm2) が好ましい。 9. 8 N/cm2以上であれば、 + 分な密着性が得られる。 また、 294 N/cm2以下の方が、 設備的な強度が少なく て済み経済的である。 実施例 1
以下、 本発明の実施例について説明する。
厚さ 0. 18mm、 幅 977 mmの冷間圧延鋼板を、 焼鈍した後に調質圧延し、 次いで脱脂と酸洗をした後、 クロムめつきを行い、 クロムめつき鋼板 (TFS) を 製造した。 該クロムめつきは、 Cr〇3、 F -、 S〇4 2-を含むクロムめつき浴で行 い、 中間リンス後に、 C r〇3、 F を含む化成処理液で電解した。 その際、 電解条 件 (電流密度 ·電気量等) を調整して金属クロムの付着量とクロム水酸化物の付着
量を、 C r換算でそれぞれ 1 2 0 m g Zm 2、 1 5 m g Zm 2に調整した。
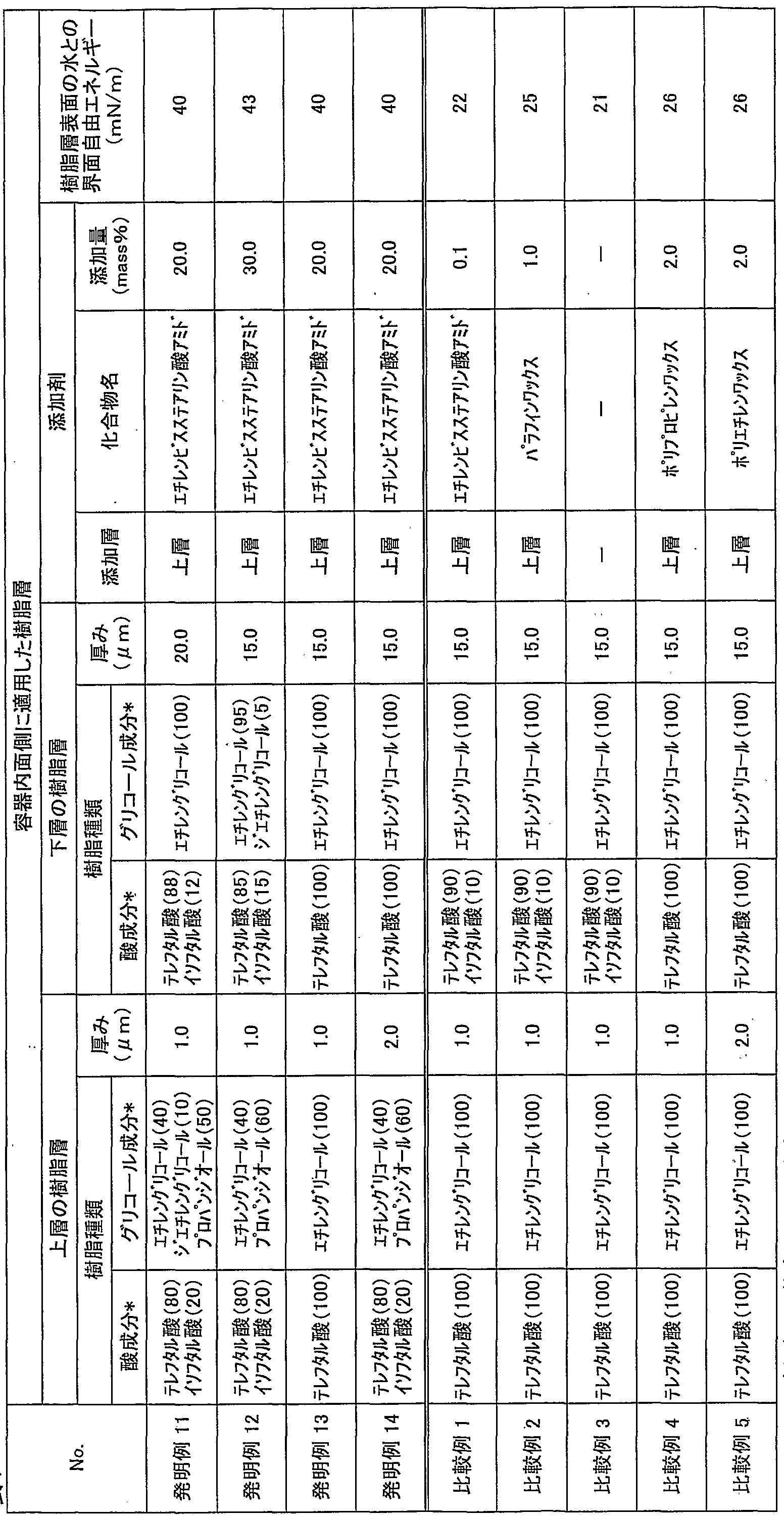
次いで、 図 1に示す金属帯のラミネート装置を用い、 前記で得たクロムめつき 鋼板 1を金属帯加熱装置 2で加熱し、 ラミネートロール 3で前記クロムめつき鋼帯 1の一方の面に、容器成形後に容器内面側になる樹脂榭脂層として、表 1 -1と表.1-2 に示す各種樹脂 4 aを、 他方の面に、 容器成形後に容器外面側となる樹脂層として 表 2 -1 と表 2 -2に示す各種樹脂 4 bをそれぞれラミネート (融着) した。 その後、 金属帯冷却装置 5にて水冷を行い、 樹脂被覆金属板を製造した。
ラミネートロール 3は内部水冷式とし、 ラミネート中に冷却水を強制循環した。 樹脂フィルムを金属板にラミネートする際に、 金属板に接する界面のフィルム温度 がフィルムの融点以上になる時間を 1〜2 O m s e cの範囲内にした。
ここで、 フィルムの製造方法について説明する。 ジオール成分としてエチレン グリコール、 ジカルボン酸成分としてテレフタル酸および/またはイソフタル酸を 表 1 -1、 表 1-2、 表 2-1および表 2 -2に示す比率にて共重合したポリエステル樹脂 を、 乾燥、 溶融、 押し出しした後、 冷却ドラム上で冷却固化させて未延伸フィルム を得た。 その後、 二軸延伸と熱阖定して、 二軸配向ポリエステルフィルムを得た。
'続いて、 得られたポリエステル樹脂を主成分とする樹脂と脂肪酸アミド及ぴその 他の添加剤を、 表 1 -1、 表 1-2、 表 2-1およぴ表 2 -2に示す重量比にてトルエンと メチルェチルケトンの混合溶媒中に加えて塗液を作製した。 この塗液を、 容器成形 後容器内面側となるポリエステルフィルムの片側の面に、 ロールコーターで塗布し た後乾燥した。 この工程で乾燥後の樹脂層の厚みも調整した。 乾燥温度は、 8 0〜 1 2 0 °Cの範囲とした。
以上の方法で得られた樹脂被覆金属板及び金属板上に有する樹脂層の特性は、 下 記の (1 ) 〜 (6 ) の方法によりそれぞれ測定、 評価した。 得られた結果を表 4に 示す。
( 1 ) 水との界面自由エネルギー
該樹脂被覆金属板を容器に成形した後に容器内面側となる樹脂表面に液体を滴下 したときの接触角を 0、該内面側樹脂の表面自由エネルギーの分散力成分を γ s d、
極性力成分を Y's h、 また液体の表面自由エネルギーを γ 1、 その分散力成分を γ l d、 その極性力成分 y 1 hとすると、 これらは次の関係を満足する。
y 1 (1+cos Θ ) /2* (γ 1 h) 1/2
= (γ s d) 1/2* (γ 1 d) 1/2/ (γ 1 h) 1/2+ (γ s h) 1/2
そこで、 表面自由エネルギーが既知 1、 γ 1 \ y 1 dが既知) の 5つの液体 (水、 グリセロール、 ホルムアミ ド、 ェチエングリコーノレ、 ジエチレングリコーノレ) を使用し、 接触角計 (協和界面科学㈱製 C A— D型) を用いて、 レトルト処理 (1 3 0° (:、 9 0分間) 前後の、 水の樹脂層表面に対する静的接触角を求めた (湿度: 5 5^6 5%, 温度 20°C)。 '
上記式に前記 5液の各々について測定した接触角 0と各々の液体の γ 1、 γ 1 h、 7 1 dの値を代入して、 最小二乗法で、 γ s d、 γ s h及び γ sを求める。
続いて、 水の表面自由エネルギーを yw、 ywh、 ywdとすると、 樹脂層表面にお ける水との界面自由エネ ギー は、 次の関係式により求められる。
γ iw= γ s +γ w— 2* γ s d*ywd) —2* (γ s h*7Wh)
なお、 樹脂被覆金属板は、 予め内容物が充填される直前の状態として、 測定に供 した。例えば、印刷缶用途であれば、印刷後の加熱処理を施し容器成形を行った後、 容器底部などの測定に適する平坦な部分を対象として、 測定を行った。
測定に用いた 5液の表面自由エネルギー値を表 3に示す。
(2) 表面自由エネルギー
該樹脂被覆金属板を容器に成形した後に容器外面側となる樹脂表面に液体を滴下 したときの接触角を 0、 該外面側樹脂の表面自由エネルギーの分散力成分を γ s d、 極性力成分を γ s h、 また液体の表面自由エネルギーを γ 1、 その分散力成分を γ 1 d、 その極性力成分 γ 1 hとすると、 これらは次の関係を満足する。
y 1 (1+cos θ ) /2* (γ 1 h) 1/2
= (γ s d) 1/2* (γ 1 d) 1/2/ (γ 1 h) 1/2+ (γ s h) 1/2
そこで、 表面自由エネルギーが既知 1、 γ 1 \ y 1 dが既知) の 5つの液体 (水、 グリセローノレ、 ホノレムアミ ド、 ェチエングリコール、 ジエチレングリコー 7レ)
を使用し、 接触角計 (齒和界面科学㈱製 C A— D型) を用いて、 レトルト処理 ( 1
3 0 °C、 9 0分間) 前後の、 水の樹脂層表面に対する静的接触角を求めた (湿度:
5 5〜6 5 %、 愠度 2 0 °C) o
上記式に前記 5液の各々について測定した接触角 Θと各々の液体の γ 1、 7 .1 h , y 1 dの値を代入して、 最小二乗法で、 γ s d、 y s hを求め、 γ s (= γ s d + y s h) を算出した。
( 3 ) 內容物取り出し性
絞り成形機を用いて、 ラミネート金属板を、ブランク径: 1 0 0 mm、絞り比(成 形前径 /成形後径): 1 . 8 8でカップ成形した。続いて、 ランチョンミート用の塩 漬け肉 (固形分中のタンパク質比率: 5 0 °Zo以上) をカップ内に充填し、 蓋を卷き 締めた後、 レトルト処理(1 3 0 °C、 9 0分間) を行った。 その後、蓋を取り外し、 力ップを逆さまにして内容物を取り出した時に、 力ップ内側に残存する.内容物の程 度を観察することにより、 内容物の取り出し易さの程度を評価した。
(評点について)
〇:カップをさかさまにしただけで (手で振ることなく) 内容物が取り出せ、 取り 出し後のカップ内面を肉眼で観察した際、 付着物がほとんど確認できない状態 になるもの。
△:カップをさかさまにしただけではカップ内側に内容物が残存するが、 カップを 上下に振動させる (手でカップを振るなどの動作をする) と、 内容物が取り.出 せる。 取り出し後のカップ内面を肉眼で観察した際、 付着物がほどんど確認で きない状態になるもの。
X :カップを上下に振動させる (手でカップを振るなどの動作をする) だけでは、' 内容物が取り出し難い。 上下に振動させるスピードを極端に増すか、 もしくは スプーンなどの器具を用いて内容物を強制的に取り出した後、 カップ内面を肉 眼で観察した際、 付着物が明らかに確認できる状態になるもの。
( 4 ) 成形性
被覆金属板にワックス塗布後、 直径 179 mmの円板を打ち抜き、 絞り比 1. 8 0で浅絞り缶を得た。 次いで、 この浅絞り缶に対し、 絞り比 2. 20で再絞り加工 を行った。 この後、 常法に従いドーミング成形を行った後、 トリミングし、 次いで ネックイン一フランジ加工を施し、 深絞り缶に成形した。 このようにして得た深絞 り缶のネックイン部に着目し、 フィルムの損傷程度を目視観察した。
(評点について)
〇:成形後フィルムに損傷が認められない状態
△:成形可能であるが、 部分的にフィルム損傷が認められる状態
X :缶が破胴し、 成形不可能
(5) 転写性 (表面自由エネルギーの安定性)
該樹脂被覆金属板の、 容器に成形した後に容器内面側となる樹脂表面と、 容器に 成形した後に容器外面側となる樹脂表面を接触させ、 100 k g cm2の荷重を 負荷したまま、 試験環境を 50°C—定に保ちながら 1週間経時させる。 その後、 容 器成形後に容器外面側となる樹脂層表面に対する表面自由エネルギーを測定し、 試 験開始前の表面自由エネルギーとの差を求めた(湿度: 55〜65%、温度 20°C)。
(評点について) .
〇:表面自由エネルギーの差が、 5 mN/m未満
△:'表面自由エネルギーの差が、 δπχΝΖηι以上 10 mN/m未満
X :表面自由エネルギーの差が、 10 mN/m以上
(6) 印刷適性
該樹脂被覆金属板を容器に成形した後に、 容器外面側となる樹脂表面に印刷用ィ ンク (東洋インキ製印刷用インキ CCST39) を塗布して乾燥させ、 塗膜厚 1. 5 μπιとなるよう調整した。
その後、 塗装面にニチバン㈱製の粘着テープを密着させ、 一気に剥離する。 10枚 試験を行い、 テープと一緒にインクが剥がれた試験板の枚数を調査した。
〇: 0枚 . '
Δ: 1〜 3枚
X : 4枚以上 表 4より、 本発明例は、 内容物取り出し性に優れ、.かつ他の特性も良好である。 これに対し、 比較例は、 いずれかの特性が劣っている。
このように、 本発明によれば、 ランチョンミートやツナなどのタンパク食含有率 が高い内容物が詰められる容器用途に好適な容器用樹脂被覆金属板を得ることがで さる。
表 1 - 1

*括弧内の数字は、モル比率 (%)
表 1-2
*括弧内の数字は、モル比率(■½)
2 - 1

*括弧内の数字は、モル比率(%)
表 2-2

*括弧内の数字は、モル比率 (%)
ld (mN/m) Ih dnN/m) KmN/m) 水 21.5 50.3 71.8 グリセロール 34.0 30.0 64.0 ホルムアミド 39.5 18.7 58.2 エチレングリコール 32.8 15.2 48.0 ジエチレングリコール 38.1 6.7 44.8

Claims
1. 容器に成形後に該容器内面を被覆している樹脂の水に対する界面自由エネ ルギ一が 3 OmNZm以上であり、 かつポリエステルを主成分とする樹脂層を両面 に する樹脂被覆金属板。
2. 前記ポリエステルを主成分とする樹脂層と金属板の間に、 他のポリエステ ル樹脂層を有する請求項 1に記一載一-の樹脂被覆金属板。
3. 前記ポリエステルを主成分とする樹脂層が、 0. 5〜40ma s s%の脂 肪酸アミドを含有する請求項 1に記載の樹脂被覆金属板。
4. 前記脂肪酸アミドが、 エチレンビスステアリン酸アミドである請求項 3に 記載の樹脂被覆金属板。 囲
5. 容器に成形後に該容器外面を被覆している樹脂の表面自由エネルギーが 2 5mN/m以上である請求項 1 ~ 4のいずれかに記載の樹脂被覆金属板。
6. ポリエステルを主成分とする樹脂層を両面に有する容器用樹脂被覆金属板 であって、 容器成形後に容器内面側になる樹脂層表面の、 水との界面自由エネルギ 一が、 3 OmN/m以上であることを特徴とする、 内容物取り出し性に優れる容器 用樹脂被覆金属板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/919,682 US8905256B2 (en) | 2005-07-28 | 2006-07-26 | Resin-coated metal sheet |
| EP06782119.9A EP1908583B1 (en) | 2005-07-28 | 2006-07-26 | Resin-coated metal plate |
| CA 2616351 CA2616351C (en) | 2005-07-28 | 2006-07-26 | Resin-coated metal plate |
| DK06782119.9T DK1908583T3 (en) | 2005-07-28 | 2006-07-26 | The resin-coated metal sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005219004 | 2005-07-28 | ||
| JP2005-219004 | 2005-07-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2007013657A1 true WO2007013657A1 (ja) | 2007-02-01 |
Family
ID=37683537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2006/315242 WO2007013657A1 (ja) | 2005-07-28 | 2006-07-26 | 樹脂被覆金属板 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8905256B2 (ja) |
| EP (1) | EP1908583B1 (ja) |
| CA (1) | CA2616351C (ja) |
| DK (1) | DK1908583T3 (ja) |
| WO (1) | WO2007013657A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008188918A (ja) * | 2007-02-06 | 2008-08-21 | Jfe Steel Kk | 容器用樹脂被覆金属板 |
| CN104943364A (zh) * | 2014-03-31 | 2015-09-30 | 施乐公司 | 水性喷墨橡皮布 |
| WO2019116707A1 (ja) * | 2017-12-15 | 2019-06-20 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8951631B2 (en) * | 2007-01-03 | 2015-02-10 | Applied Nanostructured Solutions, Llc | CNT-infused metal fiber materials and process therefor |
| US10674738B2 (en) * | 2014-12-31 | 2020-06-09 | Toray Plastics (America), Inc. | Starch coated polyester film for release of canned meat products |
| JP6028886B1 (ja) * | 2015-03-26 | 2016-11-24 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| US11027523B2 (en) * | 2015-11-30 | 2021-06-08 | Toray Plastics (America), Inc. | Polyester film incorporating silicone for release of canned meat products |
| JP6737329B2 (ja) * | 2016-03-10 | 2020-08-05 | 日本製鉄株式会社 | 容器用金属板およびその製造方法 |
| CA3168205A1 (en) * | 2020-05-07 | 2021-11-11 | Toyo Seikan Co., Ltd. | Can container |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001328204A (ja) | 2000-03-16 | 2001-11-27 | Nkk Corp | 容器用フィルムラミネート金属板及びその製造方法 |
| JP2004188622A (ja) * | 2002-12-09 | 2004-07-08 | Mitsubishi Polyester Film Copp | 金属板被覆用積層フィルム |
| JP2004203905A (ja) * | 2002-12-24 | 2004-07-22 | Mitsubishi Polyester Film Copp | 金属板被覆用フィルム |
| JP2005048043A (ja) * | 2003-07-28 | 2005-02-24 | Toyo Seikan Kaisha Ltd | フレーバー性に優れたポリエステル容器 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2248382C2 (de) * | 1972-10-03 | 1982-12-02 | Bayer Ag, 5090 Leverkusen | Polyurethan-Elastomere, deren Herstellung und Verwendung |
| US4514315A (en) * | 1983-06-27 | 1985-04-30 | Union Carbide Corporation | Aluminum corrosion inhibitor comprising alkylene-silane graft copolymer |
| JPH0755552B2 (ja) * | 1989-09-18 | 1995-06-14 | 東洋製罐株式会社 | 深絞り缶の製造方法 |
| US6417294B1 (en) * | 1995-12-21 | 2002-07-09 | Mitsui Chemicals, Inc. | Films and molded articles formed from aliphatic polyester compositions containing nucleating agents |
| JP3146973B2 (ja) * | 1996-05-01 | 2001-03-19 | 東洋製罐株式会社 | ラミネート板及びこれを用いた製缶方法 |
| US5858551A (en) * | 1997-01-31 | 1999-01-12 | Seydel Research, Inc. | Water dispersible/redispersible hydrophobic polyester resins and their application in coatings |
| JP2000085054A (ja) * | 1998-09-14 | 2000-03-28 | Daicel Chem Ind Ltd | 崩壊性積層体およびその製造方法 |
| DE19903715C2 (de) * | 1999-01-30 | 2002-12-05 | Cognis Deutschland Gmbh | Verwendung von Fettsäurealkanolaminestern als interne Antistatika für thermoplastische Kunststoffe |
| US6723441B1 (en) | 1999-09-22 | 2004-04-20 | Nkk Corporation | Resin film laminated metal sheet for can and method for fabricating the same |
| EP1174457B1 (en) | 1999-12-03 | 2004-12-22 | Toray Industries, Inc. | Biaxially stretched polyester film for forming |
| JP4343383B2 (ja) * | 2000-03-02 | 2009-10-14 | 東洋製罐株式会社 | 樹脂被覆シームレス缶 |
| US6551688B2 (en) * | 2001-02-28 | 2003-04-22 | Eastman Chemical Company | Calendered polyester films or sheets having a haze value of less than five percent |
| WO2002072346A1 (fr) * | 2001-03-14 | 2002-09-19 | Jfe Steel Corporation | Feuille metallique stratifiee pour contenant |
| TWI235128B (en) * | 2001-06-25 | 2005-07-01 | Toyo Seikan Kaisha Ltd | Resin-coated seamless can |
| EP1427586A1 (en) * | 2001-08-30 | 2004-06-16 | Toray Plastics (America), Inc. | Polyolefin oil resistant film using a wax-containing layer |
| US6951962B2 (en) * | 2002-04-12 | 2005-10-04 | Hercules Incorporated | Oil/grease- and water-sizing agent for treatment of cellulosics |
| JP4779295B2 (ja) * | 2003-12-03 | 2011-09-28 | Jfeスチール株式会社 | 容器用樹脂被覆金属板及びその製造方法 |
-
2006
- 2006-07-26 EP EP06782119.9A patent/EP1908583B1/en active Active
- 2006-07-26 DK DK06782119.9T patent/DK1908583T3/en active
- 2006-07-26 CA CA 2616351 patent/CA2616351C/en not_active Expired - Fee Related
- 2006-07-26 WO PCT/JP2006/315242 patent/WO2007013657A1/ja active Application Filing
- 2006-07-26 US US11/919,682 patent/US8905256B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001328204A (ja) | 2000-03-16 | 2001-11-27 | Nkk Corp | 容器用フィルムラミネート金属板及びその製造方法 |
| JP2004188622A (ja) * | 2002-12-09 | 2004-07-08 | Mitsubishi Polyester Film Copp | 金属板被覆用積層フィルム |
| JP2004203905A (ja) * | 2002-12-24 | 2004-07-22 | Mitsubishi Polyester Film Copp | 金属板被覆用フィルム |
| JP2005048043A (ja) * | 2003-07-28 | 2005-02-24 | Toyo Seikan Kaisha Ltd | フレーバー性に優れたポリエステル容器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP1908583A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008188918A (ja) * | 2007-02-06 | 2008-08-21 | Jfe Steel Kk | 容器用樹脂被覆金属板 |
| CN104943364A (zh) * | 2014-03-31 | 2015-09-30 | 施乐公司 | 水性喷墨橡皮布 |
| CN104943364B (zh) * | 2014-03-31 | 2018-01-02 | 施乐公司 | 水性喷墨橡皮布 |
| WO2019116707A1 (ja) * | 2017-12-15 | 2019-06-20 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
| JPWO2019116707A1 (ja) * | 2017-12-15 | 2019-12-19 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090068481A1 (en) | 2009-03-12 |
| CA2616351A1 (en) | 2007-02-01 |
| EP1908583A4 (en) | 2012-05-30 |
| EP1908583B1 (en) | 2015-09-09 |
| DK1908583T3 (en) | 2015-11-09 |
| CA2616351C (en) | 2013-10-22 |
| US8905256B2 (en) | 2014-12-09 |
| EP1908583A1 (en) | 2008-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2007013657A1 (ja) | 樹脂被覆金属板 | |
| JP5892294B2 (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| JP5673860B2 (ja) | ラミネート金属板および食品用缶詰容器 | |
| JP6028886B1 (ja) | 容器用樹脂被覆金属板 | |
| JP5403195B1 (ja) | ラミネート金属板および食品用缶詰容器 | |
| WO2002072346A1 (fr) | Feuille metallique stratifiee pour contenant | |
| JP4977875B2 (ja) | 容器用樹脂被覆金属板 | |
| JP4826419B2 (ja) | 容器用樹脂被覆金属板 | |
| JP6583880B2 (ja) | ポリエステル樹脂被覆金属板およびそれを用いた容器 | |
| JP5076385B2 (ja) | 容器用樹脂被覆金属板および樹脂被覆金属缶 | |
| JP4735105B2 (ja) | 容器用樹脂被覆金属板 | |
| JP2003236985A (ja) | 容器用フィルムラミネート金属板 | |
| JP3855698B2 (ja) | 容器用フィルムラミネート金属板とその製造方法 | |
| JP4779295B2 (ja) | 容器用樹脂被覆金属板及びその製造方法 | |
| JP2006069212A (ja) | 容器用フィルムラミネート金属板 | |
| JP4258290B2 (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| JP2005342910A (ja) | 容器用樹脂被覆金属板 | |
| JP4232555B2 (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| JP5050838B2 (ja) | 容器用樹脂被覆金属板 | |
| JP2002264257A (ja) | 容器用フィルムラミネート金属板 | |
| JP2002264258A (ja) | 容器用フィルムラミネート金属板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 11919682 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2006782119 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2616351 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |