Verfahren zum Bedrucken von textilen Fasermaterialien nach dem Tintenstrahldruck- Verfahren
Die vorliegende Erfindung betrifft ein Verfahren zum Bedrucken von textilen Fasermaterialien nach dem Tintenstrahldruck-Verfahren.
Tintenstrahldruck-Verfahren werden bereits seit einigen Jahren in der Textilindustrie angewendet. Diese Verfahren ermöglichen es, auf die sonst übliche Herstellung einer Druckschablone zu verzichten, so dass erhebliche Kosten- und Zeiteinsparungen erzielt werden können. Insbesondere bei der Herstellung von Mustervorlagen kann innerhalb deutlich geringerer Zeit auf veränderte Bedürfnisse reagiert werden.
Entsprechende Tintenstrahldruck-Verfahren sollten insbesondere optimale anwendungstechnische Eigenschaften aufweisen. Zu erwähnen seien in diesem Zusammenhang Eigenschaften wie die Viskosität, Stabilität, Oberflächenspannung und Leitfähigkeit der verwendeten Tinten. Ferner werden erhöhte Anforderungen an die Qualität der erhaltenen Drucke gestellt, wie z.B. bezüglich Farbstärke sowie Nassechtheits- eigenschaften. Von den bekannten Verfahren werden diese Anforderungen nicht in allen Eigenschaften erfüllt, so dass weiterhin ein Bedarf nach neuen Verfahren für den textilen Tintenstrahldruck besteht.
Gegenstand der Erfindung ist ein Verfahren zum Bedrucken von textilen Fasermaterialien nach dem Tintenstrahldruck-Verfahren, welches dadurch gekennzeichnet ist, dass man diese Fasermaterialien mit einem Pigmentfarbstoffbinder vorbehandelt und die so vorbehandelten Fasermaterialien anschliessend mit einer wässrigen, mindestens einen Pigmentfarbstoff enthaltenden Tinte bedruckt.
Als Pigmentfarbstoffe eignen sich für das erfindungsgemässe Verfahren sowohl anorganische Pigmente, wie z.B. Russ, Titandioxid oder Eisenoxide, als auch organische Pigmente, insbesondere solche der Phthalocyanin-, Anthrachinon-, Perinon-, Indigoid-, Thioindigoid-, Dioxazin-, Diketopyrrolopyrrol-, Isoindolinon-, Perylen-, Azo-, Chinacridon-und Metallkomplexreihe, beispielsweise Metallkomplexe von Azo-. Azomethin- oder Methinfarbstoffen, sowie klasische Azofarbstoffe der ß-Oxynaphthoesäure- und Acetoacetarylidreihe oder Metallsalze von Azofarbstoffen. Es können auch Gemische verschiedener organischen Pigmen-
te oder Gemische eines oder mehrerer anorganischer Pigmente mit einem oder mehreren organischen Pigmenten verwendet werden. Beispiele für solche Pigmentfarbstoffe sind im Colour Index, 3. Auflage (3. Revision 1987 inclusive Additions and Amendments bis No. 85) unter "Pigments" aufgeführt. Von besonderem Interesse sind Pigmentfarbstoffe der Monoazo-, Disazo-, Phthalocyanin- und Anthrachinonreihe, sowie anorganische Pigmentfarbstoffe, wie Russ oder Eisenoxide.
Besonders bevorzugte Pigmentfarbstoffe sind Farbstoffe der Formel
worin
R52 Wasserstoff, Halogen, CrC4-Alkyl, C C4-Alkoxy, Nitro oder Cyano,
R53 Wasserstoff, Halogen, Nitro oder Cyano,
R&4 Wasserstoff, Halogen oder Phenylaminocarbonyl,
R55 Wasserstoff oder Hydroxy, und
R
56 Wasserstoff oder ein Rest der Formel - j
St> WODej
R57 Wasserstoff, C C4-Alkyl oder C C -Alkoxy,
R58 Wasserstoff, C C4-Alkoxy oder Halogen, und
R59 Wasserstoff, C rC4-Alkyl, Cι-C4-Alkoxy oder Halogen ist, oder Farbstoffe der Formel
Reo und R6ι voneinander unabhängig Cι-C4-Alkyl und R62und R∞ Halogen sind, oder Farbstoffe der Formel
wobei die Ringe A, B, D und E unsubstituiert oder ein- oder mehrfach mit Halogen substituiert sind, oder Farbstoffe der Formel
Re* Cι-C -Alkyl,
R65 Wasserstoff, Halogen, CrC4-Alkyl, CrC4-Alkoxy, Nitro oder Cyano,
Rβe Wasserstoff, Halogen, Nitro oder Cyano,
R
67 Wasserstoff, Halogen, C
rC
4-Alkyl, C C -Alkoxy, Nitro oder Cyano sind, oder Farbstoffe der Formel
wobei die Ringe A' und B' unsubstituiert oder ein- oder mehrfach mit Halogen substituiert sind, oder Farbstoffe der Formel
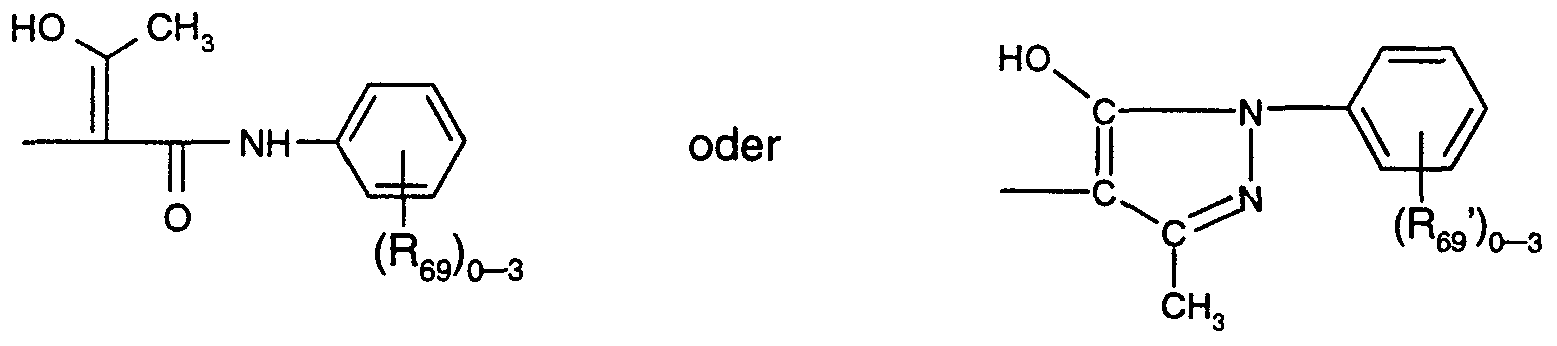
(R6β)o-2 und (R68 2 unabhängig voneinander für 0 bis 2 Substituenten ausgewählt aus der Gruppe Halogen, C C4-Alkyl, C C4-Alkoxy, Nitro oder Cyano stehen, und Ki und K2 unabhängig voneinander einen Rest der Formel
( β9)o-3 und (R69')o-3 unabhängig voneinander für 0 bis 3 Substituenten ausgewählt aus der Gruppe Halogen, d-C4-Alkyl, Cι-C4-Alkoxy, Nitro oder Cyano, insbesondere Halogen, d-C4-Alkyl und C C4-Alkoxy, stehen.
Von Interesse sind ferner anorganische Pigmentfarbstoffe, wie Russ oder Eisenoxide.
Von besonderem Interesse als Pigmentfarbstoffe sind die Farbstoffe der Formeln
Weitere interessante Pigmentfarbstoffe sind Cl. Pigment Black 7, Cl. Pigment Red 101 , Cl. Pigment Yellow 17, Cl. Pigment Yellow 34, Cl. Pigment Yellow 83 sowie Cl. Pigment Yellow 128.
Besonders bevorzugt verwendet man in dem erfindungsgemässen Verfahren als Pigmentfarbstoffe solche der Formel (7e), (7g) sowie Cl. Pigment Yellow 83 und Cl. Pigment Black 7.
Die genannten Pigmentfarbstoffe sind bekannt oder können in Analogie zu bekannten Herstellungsverfahren, wie Diazotierungs-, Kupplungs-, Additions- und Kondensationsreaktionen, erhalten werden.
Als Binder kommen z.B. Acrylpolymerisate, wie z.B. Poly(meth)acrylsäureester, Poly(meth)acrylamid oder die Mischpolymerisate von (Meth)acrylsäureestem oder (Meth)acrylamid mit geeigneten Comonomeren, wie z.B. Malein-, Fumar-, Itacon-, Mesacon-, Citracon-, Vinylessig-, Vinyloxyessig-, Vinylpropion-, Croton-, Aconit-, Aliylessig-, Allyloxyessig-, Allylmalon-, 2-Acrylamido-2-methylpropansulfon-, Glutacon- oder Allylbernsteinsäure oder mit Estern dieser Säuren, N-Vinylpyrrolidon, N-Vinylformamid, N- Vinylacetamid, (Meth)acrolein, N-Vinyl-N-methylacetamid, Vinylcaprolactam, Styrolderivate oder Vinylphosphonsäure; Polyamidderivate; Kunstharzdispersionen; Mischpolymerisate auf Vinylbasis; Diamid-Aldehyd-Vorkondensate; Mischpolymerisate enthaltend N-Vinyllactam oder Polymerisate auf Butadienbasis, in Betracht. Als Comonomere geeignet sind insbesondere die Ester von den obengenannten Säuren mit CrC6-Alkoholen, wie z.B. Methyl-, Ethyl-, Isopropyl- oder Butylalkohol.
Von besonderer Bedeutung sind Pigmentfarbstoffbinder, die durch Polymerisation von mindestens einer der Komponenten Acryisäure; andere Acrylmonomere, wie z.B. Acrylsäureester; und Urethan erhalten werden. Von besonderem Interesse sind Mischungen von Pigmentfarbstoffbindern, wobei eine Mischungskomponente auf dem Polymerisationsprodukt von Acryisäure und eine weitere Mischungskomponente auf dem Polymerisationsprodukt von Acryisäure und Urethan basiert. In Betracht kommen ferner auch andere Polyacrylverbindungen, wie polymere Methacryl- oder Crotonsäuren oder ähnliche polymere Carbonsäuren. Als Beispiele seien Carbose 531 und Sancure® AU-4010 genannt.
Ferner können auch zusätzlich Vernetzer verwendet werden. Diese können gleichzeitig mit den Pigmentfarbstoffbindern oder vor oder nach den Pigmentfarbstoffbindern auf das Fasermaterial aufgebracht werden. Vorzugsweise werden sie gleichzeitig mit den Pigmentfarbstoffbindern auf das Fasermaterial aufgebracht.
Als Vernetzer eignen sich z.B. wasserlössliche Melamin-, Formaldehyd-Melamin- und Formaldehyd-Harnstoffharze oder Vorkondensate, wie Trimethylolmelamin, Hexamethylolme- lamin oder Dimethylolharnstoff oder wasserlösliche Formaldehyd-(Vor)kondensationspro- dukte mit Formamid, Thioharnstoff, Guanidin, Cyanamid, Dicyandiamid und/oder wasserlöslichen organischen Sulfonaten wie z.B. Natriumsalz der Naphthalinsulfonsäure, oder Gly- oxalhamstoffderivate, wie z.B. die Verbindung der Formel
CH,
\ 3 N-CH OH
0=C I N-CH OH
/ CH3
und vor allem N-Methylolderivate von stickstoffhaltigen Verbindungen wie z.B. gegebenenfalls veretherte Melamin/Formaldehyd-Kondensationsprodukte oder N-Methylol-Hamstoff Verbindungen.
Beispiele für die gegebenenfalls veretherte Melamin/Formaldehyd-Kondensationsprodukte sind die Verbindungen der Formeln
Bei den gegebenenfalls veretherten N-Methylol-Hamstoff-Verbindungen handelt es sich z.B. um gegebenenfalls nachträglich veretherte Umsetzungsprodukte von Formaldehyd mit Harnstoff oder Harnstoffderivaten, wobei als Harnstoffderivate beispielsweise cyclische Ethylen-
oder Propylen-Harnstoffe, die in der Alkylengruppe auch Substituenten wie Hydroxylgruppen enthalten können, Urone oder gegebenenfalls substituierte Triazonharze in Frage kommen.
Beispiele für entsprechende N-Methylol-Harnstoff-Verbindungen sind gegebenenfalls modifizierte N-Methylol-Hydroxyethylenharnstoff-Produkte, z.B. die Verbindungen der Formel
CH,
H3COH2C - NHCO - - CH2- C - CH(OH) - NHCONH - CH2OCH3 , oder Methylolierungspro- CH2OH CH3
dukte auf Basis von Propylenharnstoff oder Ethylenharnstoff/Melamin.
Bevorzugte Vernetzer sind gegebenenfalls modifizierte N-Methylol-Hydroxyethylenharnstoff- Verbindungen, Methylolierungsprodukte auf Basis von Propylenharnstoff oder Ethylenharnstoff/Melamin und insbesondere gegebenenfalls veretherte Melamin/Formaldehyd-Konden- sationsprodukte. Es können auch Mischungen von zwei oder mehreren verschiedenen wasserlöslichen Vernetzern verwendet werden, z.B. eine aus einem unverätherten und einem nur teilweise veretherten Melamin/Formaldehyd-Kondensationsprodukt bestehende Mischung. Gewünschtenfalls können noch Vernetzungskatalysatoren verwendet werden.
Als Vemetzungskatalysatoren kommen für das erfindungsgemässe Verfahren z.B. alle üblicherweise als Katalysator für die Knitter- und Krumpffreiausrüstung verwendeten Mittel in Frage, wie sie aus dem Textilhilfsmittelkatalog 1991 , Konradin Verlag R. Kohlhammer, Lein- felden-Echterdingen 1991 , bekannt sind. Beispiele für geeignete Vernetzungskatalysatoren sind anorganische Säuren, z.B. Phosphorsäure; Lewis-Säuren, z.B. Zinkchlorid, Zirkonoxy- chlorid, NaBF4, AICI3, MgCI2; Ammoniumsalze, z.B. Ammoniumsulfat, Ammoniumchlorid; oder Hydrohaiogenide, insbesondere Hydrochloride organischer Amine, z.B.
CH3-CH2-CH2-NH-CH3 . HCI. Bevorzugt ist die Verwendung von Ammoniumsalzen oder magnesiumhaltigen Lewis-Säuren und insbesondere von Ammoniumchlorid oder Magnesiumchlorid.
Der Vernetzungskatalysator wird vorzugsweise zusammen mit der Tinte auf das Fasermaterial aufgebracht und ist besonders bevorzugt in der Tinte enthalten.
Die Tinten enthalten bevorzugt einen Gesamtgehalt an Farbstoffen von 1 bis 35 Gew.-%, insbesondere 1 bis 30 Gew.-% und vorzugsweise 1 bis 20 Gew.-%, bezogen auf das Gesamtgewicht der Tinte. Als untere Grenze ist hierbei eine Grenze von 2,5 Gew.-%, insbesondere 5 Gew.-% und vorzugsweise 10 Gew.-%, bevorzugt.
Bevorzugt sind für das erfindungsgemässe Verfahren solche Tinten, welche eine Viskosität von 1 bis 40 mPa-s (Millipascalsekunde), insbesondere 1 bis 20 mPa-s und vorzugsweise 1 bis 10 mPa-s aufweisen. Von besonderer Bedeutung sind Tinten, welche eine Viskosität von 2 bis 5 mPa-s aufweisen. Ferner sind Tinten von Bedeutung welche eine Viskosität von 10 bis 30 mPa-s aufweisen.
Die Tinten können, u.a. zwecks Einstellung der Viskosität, Verdickungsmittel natürlicher oder synthetischer Herkunft enthalten.
Als Beispiele für Verdickungsmittel seien handelsübliche Alginatverdickungen, Stärkeether oder Johannisbrotkernmehlether genannt. Ferner seien Celluloseäther genannt.
Als Celluloseäther kommen z.B. Methyl-, Aethyl-, Carboxymethyl-, Hydroxyäthyl-, Methylhydroxyäthyl-, Hydroxypropyl- oder Hydroxypropylmethylcellulose in Betracht. Bevorzugt sind Carboxymethylcellulose und Hydroxypropylmethylcellulose. Die Celluloseäther sind vorzugsweise wasserlöslich. Als synthetische Verdickungsmittel seien ferner z.B. solche auf Basis von Poly(meth)acrylsäuren oder Poly(meth)acrylamiden genannt. Als Alginate kommen insbesondere Alkalialginate und vorzugsweise Natriumalginat in Betracht. Die Verdickungsmittel werden in der Tinte üblicherweise in einer Menge von 0,01 bis 2 Gew.-%, insbesondere 0,01 bis 1 Gew.-% und vorzugsweise 0,01 bis 0,5 Gew.-%, bezogen auf das Gesamtgewicht der Tinte, verwendet. Diese Verdickungsmittel erlauben die Einstellung einer bestimmten Viskosität der Tinte.
Als weitere Zusätze können die Tinten Tenside, Redispergiermittel oder Feuchthaltemittel enthalten.
Als Tenside kommen die handelsüblichen anionischen oder nichtionogenen Tenside in Betracht. Als Redispergiermittel ist z.B. Betain zu erwähnen.
Die Pigmentfarbstoffe werden zweckmässigerweise in dispergierter Form eingesetzt. Zur Herstellung der Farbstoffdispersionen können die üblichen Dispergiermittel, vorzugsweise nichtionogene Dispergiermittel, verwendet werden.
Als nichtionogene Dispergiermittel eignen sich insbesondere Verbindungen, welche aus der Gruppe der
(ca) Alkylenoxidaddukte der Formel
worin Y, C Cι
2-Alkyl, Aryl oder Aralkyl bedeutet, "Alkylen" für den Ethylenrest oder Propylenrest steht und mi 1 bis 4 und n^ 4 bis 50 sind,
(cb) Alkylenoxiaddukte an
(cba) gesättigte oder ungesättigte 1-6-wertige aliphatische Alkohole, (ebb) Fettsäuren, (ebe) Fettamine, (ebd) Fettamide,
(cbe) Diamine,
(cbf) Sorbitanester,
(cc) Alkylenoxid-Kondensationsprodukte (Blockpolymerisate)
(cd) Polymerisate von Vinylpyrrolidon, Vinylacetat oder Vinylalkohol und
(ce) Co- oder Ter-polymere von Vinylpyrrolidon mit Vinylacetat und/oder Vinylalkohol, ausgewählt sind.
Gut geeignete Komponenten (ca) sind Polyaddukte von 4 bis 40 Mol Ethylenoxid an 1 Mol eines Phenols, das mindestens eine C -C12-Alkylgruppe, eine Phenylgruppe, eine Tolyl- gruppe, eine a-Tolylethylgruppe, eine Benzylgruppe, eine a-Methylbenzylgruppe oder eine a,a-Dimethylbenzylgruppe aufweist, wie z.B. Butylphenol, Tributylphenol, Octylphenol, No- nylphenol, Dinonylphenol, o-Phenylphenol, Benzylphenol, Dibenzylphenol, a-Tolylethyl- phenol, Dibenzyl-(nonyl)-phenol, a-Methylbenzylphenol, Bis-(a-Methylbenzyl)-phenol oder Tris-(a-methylbenzyl)-phenol, wobei diese Addukte einzeln oder in Mischung verwendet werden können.
Von besonderem Interesse als Komponente (ca) sind Addukte von 6 bis 30 Mol Ethylenoxid an 1 Mol 4-Nonylphenol, an 1 Mol Dinonylphenol oder besonders an 1 Mol von Verbindungen, die durch Anlagerung von 1 bis 3 Mol von Styrolen an 1 Mol Phenole hergestellt werden.
Die Herstellung der Styrolanlagerungsprodukte erfolgt in bekannter Weise vorzugsweise in Gegenwart von Katalysatoren, wie Schwefelsäure, p-Toluolsulfonsäure oder vor allem Zinkchlorid. Als Styrole kommen zweckmässigerweise Styrol, a-Methylstyrol oder Vinyltoluol (4-Methylstyrol) in Betracht. Beispiele für die Phenole sind Phenol, Kresole oder Xylenole.
Ganz besonders bevorzugt sind Ethylenoxidaddukte der Formel (21)
worin m
3 1 bis 3 und n
3 8 bis 30 bedeuten.
Ebenfalls bevorzugt sind Ethylenoxidaddukte der Formel
worin Y
2 C
4-C
12-Alkyl, Phenyl, Tolyl, Tolyl-C
rC
3-alkyl oder Phenyl-CrC
3-alkyl, wie z.B. a-Methyl- oder a,a-Dimethylbenzyl bedeutet, und m 1 bis 3 und n
2 4 bis 40 sind.
Die nichtionogene Komponente (cb) ist vorteilhafterweise
- ein Alkylenoxidanlagerungsprodukt von 1 bis 100 Mol Alkylenoxid, z.B. Ethylenoxid und/oder Propylenoxid, an 1 Mol eines aliphatischen Monoalkohols mit mindestens 4 Kohlenstoffatomen, eines 3- bis 6-wertigen aliphatischen Alkohols oder eines gegebenenfalls durch Alkyl, Phenyl, a-Tolylethyl, Benzyl, a-Methylbenzyl oder a,a-Dimethylbenzyl substituierten Phenols (cba);
- ein Alkylenoxidanlagerungsprodukt von 1 bis 100, vorzugsweise 2 bis 80 Mol Ethylenoxid wobei einzelne Ethylenoxideinheiten durch substituierte Epoxide, wie Styroloxid und/oder Propylenoxid, ersetzt sein können, an höhere ungesättigte oder gesättigte Monoalkohole (cba), Fettsäuren (ebb), Fettamine (ebe) oder Fettamide (ebd) mit 8 bis 22 Kohlenstoff ato- men;
- ein Alkylenoxidanlagerungsprodukt, vorzugsweise ein Ethylenoxid-Propylenoxid-Addukt an Ethylendiamin (ebe);
- ein ethoxyliertes Sorbitanester mit langkettigen Estergruppen, wie z.B. Polyoxiethylen- Sorbitanmonolaurat mit 4 bis 20 Ethylenoxideinheiten oder Polyoxiethylen-Sorbitantrioleat mit 4 bis 20 Ethylenoxideinheiten (cbf).
Bevorzugte Komponenten (cc) sind Ethylenoxidaddukte an Polypropylenoxid (sogenannte EO-PO-Blockpolymere) und Propylenoxidaddukte an Polyethylenoxid (sogenannte umgekehrte EO-PO-Blockpolymere).
Besonders bevorzugt sind Ethylenoxid-Propylenoxid-Blockpolymere mit Molekulargewichten der Polypropylenoxidbasis von 1700 bis 4000 und einem Ethylenoxidgehalt im Gesamtmolekül von 30-80%, insbesondere 60-80%.
Besonders bevorzugt enthalten die Tinten Feuchthaltemittel, üblicherweise in einer Menge von 2 bis 30 Gew.-%, insbesondere 5 bis 30 Gew.-% und vorzugsweise 5 bis 25 Gew.-%, bezogen auf das Gesamtgewicht der Tinte. Als Feuchthaltemittel kommen insbesondere mehrwertige Alkohole, wie Ethylenglykol, Diethylenglykol, Triethylenglykol, Tetraethylenglykol, Propylenglykol, Dipropylenglykol, Glycerin und Polyethylenglykole mit einem Molekulargewicht von vorzugsweise 200 bis 800, in Betracht. Von besonderem Interesse sind Glycerin, Propylenglykol oder Diethylenglykol.
Gewünschtenfalls können die Tinten noch Säurespender wie Butyrolacton oder Natriumhydrogenphosphat, Konservierungsmittel, Pilz- und/oder Bakteriewachstum hemmende Stoffe, schaumdämpfende Mittel, Netzmittel, Sequestriermittel, Emulgatoren, wasserunlösliche Lösungsmittel, Oxidationsmittel oder Entlüftungsmittel enthalten.
In Betracht kommen als Konservierungsmittel vor allem formaldehydabgebende Mittel, wie z.B. Paraformaldehyd und Trioxan, vor allem wässrige, etwa 30 bis 40-gewichtsprozentige Formaldehydlösungen, als Sequestriermittel z.B. nitrilotriessigsaures Natrium, ethylendi- amintetraessigsaures Natrium, vor allem Natrium-Polymethaphosphat, insbesondere Nat- rium-Hexamethaphosphat, als Emulgatoren vor allem Addukte aus einem Alkylenoxid und einem Fettalkohol, insbesondere einem Addukt aus Oleylalkohol und Ethylenoxid, als wasserunlösliche Lösungsmittel hochsiedende, gesättigte Kohlenwasserstoffe, vor allem Paraffine mit einem Siedebereich von etwa 160 bis 210°C (sogenannte Lackbenzine), als Oxidationsmittel z.B. eine aromatische Nitroverbindung, vor allem eine aromatische Mono- oder Dinitrocarbonsäure oder -sulfonsäure, die gegebenenfalls als Alkylenoxidaddukt vorliegt, insbesondere eine Nitrobenzolsulfonsäure und als Entlüftungsmittel z.B. hochsiedende Lösungsmittel, vor allem Terpentinöle, höhere Alkohle, vorzugsweise C8- bis C10-Alkohole, Ter- penalkohole oder Entlüftungsmittel auf Basis von Mineral- und/oder Silikonölen, insbesondere Handelsformulierungen aus etwa 15 bis 25 Gewichtsprozent eines Mineral- und Silikon- ölgemisches und etwa 75 bis 85 Gewichtsprozent eines C8-Alkohols wie z.B. 2-Ethyl-n- hexanol. Diese werden üblicherweise in Mengen von 0,01 bis 5 Gew.-%, insbesondere 0,01 bis 5 Gew.-%, bezogen auf das Gesamtgewicht der Tinte, verwendet.
Die Tinten können in der für Pigmentfarbstoffe üblichen Weise durch Mischen der einzelnen Bestandteile in der gewünschten Menge Wasser hergestellt werden. Die Pigmentpartikel weisen in der fertigen Tinte vorzugsweise ein definiertes Kornspektrum auf und sollten
insbesondere eine bestimmte Korngrösse, die z.B. 10 μm, insbesondere 5 μm, beträgt, nicht überschreiten. Vorzugsweise weisen die Pigmentpartikel eine mittlere Korngrösse von 1 μm oder weniger auf. Ein definiertes Kornspektrum kann beispielsweise erhalten werden, wenn die Pigmente nass gemahlen werden und das Kornspektrum laufend durch Laserkorngrössenanalyse überwacht wird.
Vor dem Bedrucken des Fasermaterials wird dieses mit einem Pigmentfarbstoffbinder vorbehandelt. Der Pigmentfarbstoffbinder wird hierbei in Form einer wässrigen Flotte auf das Fasermaterial aufgebracht, was durch unterschiedlichste Verfahren, wie z.B. mittels üblicher Druckmaschinen, durch Sprayen oder mittels des Foulardverfahrens, erfolgen kann. Gegebenenfalls wird das Fasermaterial anschliessend getrocknet.
Die wässrige alkalische Flotte enthält mindestens einen Pigmentfarbstoffbinder, z.B. in einer Menge von 20 bis 200 g/l Flotte, insbesondere 40 bis 200 g/l Flotte und vorzugsweise 50 bis 150 g/l Flotte. Weiterhin kann die wässrige Flotte Verdickungsmittel in einer Menge von z.B. 5 bis 20 g/l enthalten. Ferner kann mit dieser wässrigen Flotte auch das Vernetzungsmittel aufgebracht werden, welches dann in der Flotte in einer Menge von ca. 1 bis 50 g/l enthalten ist. Für die genannten Pigmentfarbstoffbinder, Verdickungsmittel und Vernetzungsmittel gelten hierbei die oben genannten Bedeutungen und Bevorzugungen.
Als weitere Bestandteile der wässrigen Flotte seien Netzmittel, üblicherweise in Mengen von 1 bis 10 g/l Flotte, sowie Chemikalien, wie Alkali, in Mengen von z.B. 0,1 bis 10 g/l genannt. Als Beispiele für solche Chemikalien sind wässrige ammoniakalische Lösungen sowie Dimethylethanolamin zu nennen.
Gemass dem für die Vorbehandlung bevorzugten Foulardverfahrens wird die Ware mit der wässrigen Flotte imprägniert. Die Flottenaufnahme beträgt hierbei z.B. 20 bis 150%, insbesondere 40 bis 120% und vorzugsweise 50 bis 100%, bezogen auf das Gewicht des zu bedruckenden Fasermaterials.
Das erfindungsgemässe Verfahren zum Bedrucken von textilen Fasermaterialien kann mit an und für sich bekannten für den textilen Druck geeigneten Tintenstrahldruckern ausgeführt werden.
lm Falle des Tintenstrahldruck- Verfahrens werden einzelne Tropfen der Tinte kontrolliert aus einer Düse auf ein Substrat gespritzt. Ueberwiegend werden hierzu die kontinuierliche InkJet-Methode sowie die Drop on demand-Methode verwendet. Im Falle der kontinuierlichen Ink-Jet-Methode werden die Tropfen kontinuierlich erzeugt, wobei nicht für den Druck benötigte Tropfen in einen Auffangbehälter abgeleitet und rezykliert werden. Im Falle der Drop on demand-Methode hingegen werden Tropfen nach Wunsch erzeugt und gedruckt; d.h. es werden nur dann Tropfen erzeugt, wenn dies für den Druck erforderlich ist. Die Erzeugung der Tropfen kann z.B. mittels eines Piezo-Inkjet-Kopfes oder mittels thermischer Energie (Bubble Jet) erfolgen. Bevorzugt ist für das erfindungsgemässe Verfahren der Druck mittels eines Piezo-Inkjet-Kopfes. Bevorzugt ist für das erfindungsgemässe Verfahren ferner der Druck nach der kontinuierlichen Ink-Jet-Methode.
Als textile Fasermaterialien kommen insbesondere hydroxylgruppenhaltige Fasermaterialien in Betracht. Bevorzugt sind cellulosehaltige Fasermaterialien, die ganz oder teilweise aus Cellulose bestehen. Beispiele sind natürliche Fasermateriaiien wie Baumwolle, Leinen oder Hanf und regenerierte Fasermaterialien wie z.B. Viskose sowie Lyocell. Besonders bevorzugt sind hierbei Viskose oder vorzugsweise Baumwolle. Cellulosehaltige Mischgewebe sind z.B. Mischgewebe aus Baumwolle mit Polyesterfasern oder Polyamidfasern. Als weitere Fasermaterialien seien Wolle, Seide, Polyvinyl, Polyacrylnitril, Polyamid, Aramid, Polypropylen und Polyurethan genannt. Die genannten Fasermateriaiien liegen vorzugsweise als flächige textile Gewebe, Gewirke oder Bahnen vor.
Nach dem Bedrucken wird das Fasermaterial vorteilhafterweise getrocknet, vorzugsweise bei Temperaturen bis 150°C, insbesondere 80 bis 120°C, und anschliessend wird der Druck fixiert.
Die Fixierung des Drucks kann z.B. durch eine Hitzebehandlung erfolgen, welche vorzugsweise bei einer Temperatur von 120 bis 190°C ausgeführt wird. Die Fixierung erfolgt hierbei bevorzugt 1 bis 8 Minuten.
Die Fixierung kann jedoch auch mit ionisierender Strahlung oder durch Bestrahlung mit UV- Licht erfolgen.
Vorteilhafterweise wird das bedruckte oder gefärbte Fasermaterial bei erhöhter Temperatur,
z.B. zwischen 40 und 120° C, insbesondere zwischen 60 und 100° C, bestrahlt und fixiert. Die Bestrahlung kann dabei entweder unmittelbar nach dem Trocknungsvorgang stattfinden, oder man kann auch das kalte bedruckte Fasermaterial vor der Bestrahlung auf die gewünschte Temperatur erwärmen, z.B. in einem Infrarotheizgerät.
Unter ionisierender Strahlung soll eine Strahlung verstanden werden, die mit einer Ionisationskammer nachgewiesen werden kann. Sie besteht entweder aus elektrisch geladenen, direkt ionisierenden Teilchen, die in Gasen längs ihrer Bahn durch Stoss Ionen erzeugen oder aus ungeladenen, indirekt ionisierenden Teilchen oder Photonen, die in Materie direkt ionisierende geladene Sekundärteilchen erzeugen, wie die Sekundärelektronen von Röntgen- oder γ-Strahlen oder die Rückstosskerne (insbesondere Protonen) von schnellen Neutronen; ebenfalls indirekt ionisierende Teilchen sind langsame Neutronen, die durch Kernreaktionen teils unmittelbar, teils über Photonen aus (ß,γ)- Prozessen energiereiche geladene Teilchen erzeugen können. Als schwere geladene Teilchen kommen Protonen, Atomkerne oder ionisierte Atome in Betracht. Von besonderer Wichtigkeit für den erfin- dungsgemässen Prozess sind leichte geladene Teilchen, z.B. Elektronen. Als Röntgenstrahlung kommt sowohl die Bremsstrahlung als auch die charakteristische Strahlung in Betracht. Als wichtige Teilchenstrahlung schwerer geladener Teilchen sei die α-Strahlung genannt.
Die Erzeugung der ionisierenden Strahlung kann nach einer der üblichen Methoden erfolgen. So können z.B. spontane Kernumwandlungen als auch Kernreaktionen (erzwungene Kernumwandlungen) zur Erzeugung herangezogen werden. Als Strahlenquellen kommen entsprechend natürliche oder künstliche radioaktive Stoffe und vor allem Atomreaktoren in Betracht. Die in solchen Reaktoren durch Kernspaltung anfallenden radioaktiven Spaltprodukte stellen eine weitere wichtige Strahlenquelle dar.
Eine weitere in Betracht kommende Methode der Erzeugung von Strahlung ist die mittels einer Röntgenröhre.
Von besonderer Bedeutung sind Strahlen, die aus in elektrischen Feldern beschleunigten Teilchen bestehen. Als Strahlenquellen kommen hier Thermo-, Elektronenstoss-, Nieder- spannungsbogen-, Kaltkathoden- und Hochfrequenzionenquellen in Betracht. Von besonderer Bedeutung für das Verfahren der vorliegenden Erfindung sind Elektronen-
strahlen. Diese werden durch Beschleunigung und Bündelung von Elektronen erzeugt, die durch Glüh-, Feld- oder Photoemission sowie durch Elektronen- oder lonenbombardement aus einer Kathode emittiert werden. Strahlenquellen sind Elektronenkanonen und Beschleuniger üblicher Bauart. Beispiele für Strahlenquellen sind aus der Literatur bekannt, z.B. International Journal of Electron Beam & Gamma Radiation Processing, insbesondere 1/89 Seiten 11 -15; Optik, 77 (1987), Seiten 99-104.
Als Strahlenquellen für Elektronenstrahlen kommen ferner ß-Strahler, wie z.B. das Stron- tium-90 in Betracht.
Als technisch vorteilhaft anwendbare ionisierende Strahlen seien ausserdem die γ-Strahlen genannt, die insbesondere mit Cäsium-137- oder Kobalt-60-Isotopenquellen leicht herstellbar sind.
Die Fixierung mit ionisierender Strahlung erfolgt in der Regel so, dass ein erfindungsgemäss bedrucktes und getrocknetes Textilfasermaterial durch den Strahl eines Elektronenbeschleunigers bei Temperaturen zwischen 60 und 100° C hindurchgeführt wird. Dies geschieht mit einer solchen Geschwindigkeit, dass eine bestimmte Bestrahlungsdosis erreicht wird. Die normalerweise anzuwendenden Bestrahlungsdosen liegen zwischen 0,1 und 15 Mrad bei einer Beschleunigerspannung zwischen 160 und 300 kV, wobei die Bestrahlungsdosis vorteilhaft zwischen 0,1 und 4 Mrad liegt. Bei einer Dosis von weniger als 0,1 Mrad ist im allgemeinen der Fixiergrad zu gering, bei einer Dosis von mehr als 15 Mrad tritt häufig Schädigung des Fasermaterials und des Farbstoffes ein. Bei der Ausführung der Fixierung mittels ionisierender Strahlung muss selbstverständlich auf die jeweiligen technischen Voraussetzungen Rücksicht genommen werden. So richtet sich die spezielle Ausführungsform vor allem nach der Art der zu verwendenden ionisierenden Strahlen und ihrer Erzeugungsweise. Soll zum Beispiel das bedruckte Fasermaterial mit γ-Strahlen bestrahlt werden, so wird diese in eine Zelle eingeschlossen der Strahlung ausgesetzt. Werden bei geringer Strahlenintensität höhere Bestrahlungsdosen gewünscht, so kann das zu bestrahlende Material in mehreren Durchgängen der Strahlung ausgesetzt werden.
Bei Verwendung ultravioletter Strahlung ist in der Regel das Vorliegen eines Photoinitiators erforderlich. Der Photoinitiator absorbiert die Strahlung, um freie Radikale, die die Polymerisation einleiten, zu erzeugen. Beispiele für erfindungsgemäss verwendete
Photoinitiatoren beziehungsweise Photoinitiatoren sind Carbonylverbindungen wie 2,3- Hexandion. Diacetylacetophenon, Benzoin und Benzoinether wie Dimethyl-, Ethyl- und Butylderivate, z.B. 2,2-Diethoxyacetophenon und 2,2-Dimethoxyacetophenon, Benzophenon bzw. ein Benzophenon-Salz und Phenyl-(1-hydroxycyclohexyl)-keton oder ein Keton der Formel
Benzophenon in Kombination mit einem Katalysator wie Triäthylamin, N.N'-Dibenzylamin und Dimethylaminoethanol und Benzophenon plus Michlers Keton; Acylphosphinoxide; stickstoffhaltige Verbindungen wie Diazomethan, Azo-bis-isobutyronitril, Hydrazin, Phenyl- hydrazin sowie Trimethylbenzylammoniumchlorid; und schwefelhaltige Verbindungen wie Benzolsulfonat, Diphenyl-disulfid sowie Tetramethylthiuramdisulfid, sowie phophorhaltige Verbindungen, wie z.B. Phosphinoxide. Derartige Photoinitiatoren werden für sich allein oder in Kombination miteinander verwendet.
Der Anteil an Photoinitiatoren in den aufgetragenen Färbekomponenten direkt vor der Bestrahlung beträgt 0,01-20%, vorzugsweise 0,1-5% , bezogen auf die gesamte Menge der eingesetzten farblosen polymerisierbaren Verbindungen.
Sowohl wasserlösliche wie auch wasserunlösliche Photoinitiatoren sind geeignet. Ausser- dem sind copolymerisierbare Photoinitiatoren, wie sie z.B. in "Polymers Paint Colour Journal, 180, S42f (1990)" erwähnt werden, von besonderem Vorteil.
Geeignet sind auch kationische Photoinitiatoren wie Triarylsulfoniumsalze, Diaryliodonium- salze, Diaryleisenkomplexe oder allgemein Strukturen, wie beschrieben in "Chemistry & Technology of UV & EB Formulation for coatings, inks & paints" Band 3, herausgegeben von SITA Technology Ltd., Gardiner House, Broomhill Road, London, 1991.
Bevorzugt werden Acylphosphinoxide wie z. B. (2,4,6 Trimethylbenzoyl)(diphenyl)phosphin- oxid,
oder Photoinitiatoren der Formel
eingesetzt oder ein Photoinitiator der Formel
zusammen mit einem Photoinitiator der beiden zuvor genannten Formeln oder einem Photoinitiator der Formel
CH, - CH, - OH
H,C—
CH, - CH, - OH oder Benzophenon zusammen mit einem Photoinitiator der obigen drei Formeln eingesetzt.
Ganz besonders bevorzugt werden die folgenden Photoinitiatoren eingesetzt:
sowie die Mischung der Verbindungen der Formeln
j
m Gewichtsverhältnis
von 50:50 bis 10:90 sowie die Mischung der Verbindung der Formel
und 2,4,6-Trimethylbenzoyldiphenylphosphin im Gewichtsverhältnis 20:80 bis 60:40.
Bei dem zu verwendenden UV-Licht handelt es sich um Strahlung, deren Emission zwischen 200 und 450 nm, insbesondere zwischen 210 und 400 nm, liegt. Die Strahlung wird vorzugsweise künstlich mit Hoch -, Mittel - oder Nieder - Druck Quecksilber-Dampflampen, Halogenlampen, Metallhalogenid -, Xenon - oder Wolframlampen, Kohlelichtbogen - oder Fluoreszenzlampen, H - und D - Lampen, superaktinischen Leuchtstoffröhren und Laser erzeugt.
Vorteilhafterweise werden Kapillar-Quecksilber-Hochdrucklampen oder Quecksilber-Hochdrucklampen oder Quecksilber-Niederdrucklampen verwendet.
Von ganz besonderem Vorteil sind Quecksilber-Hochdrucklampen und Quecksilber-Mitteldrucklampen, die auch z.B. mit Eisen- oder Galliumhalogenid dotiert sein können. Diese Lampen können auch mit Mikrowellen angeregt oder gepulst betrieben werden, um die Strahlung in Peaks zu konzentrieren. Auch bei Xenonlampen ist gepulster Betrieb möglich, wenn man einen höheren Anteil an längerwelligem UV-Licht benötigt.
Generell sind die üblichen UV-Strahlungsquellen wie beschrieben in "Chemistry & Technology of UV & EB Formulation for Coatings, Inks & Paints", Band 1 , herausgegeben von SITA Technology, Gardiner House, Broomhill Road, London, 1991 , geeignet.
Die genaue Bestrahlungszeit der Drucke wird sich nach der Leuchtstärke der UV-Quelle, dem Abstand von der Lichtquelle, Art und Menge an Photoinitiator sowie der Durchlässigkeit der Formulierung und des textilen Substrats für UV-Licht richten.
Übliche Bestrahlungszeiten mit dem UV-Licht betragen 1 Sekunde bis 20 Minuten, vorzugsweise 5 Sekunden bis 2 Minuten. Die Fixierung kann durch Unterbrechung der Lichteinstrahlung beendet werden, so dass sie auch diskontinuierlich durchgeführt werden kann.
Die Bestrahlung kann in der Atmosphäre eines inerten Schutzgases, z.B. unter Stickstoff durchgeführt werden, um eine Inhibierung durch Sauerstoff zu verhindern. Die Sauerstoff- Inhibierung kann auch wirksam durch Zusatz von sogenannten "Anti Blocking Agents", das sind Amine und speziell vor allem auch Aminoacrylate, unterdrückt werden.
Im Anschluss an die Fixierung kann das bedruckte Fasermaterial in üblicher Weise ausgewaschen und getrocknet werden
Sowohl der ink-Jet Druck, als auch die nachfolgende Trocknung und die Fixierung können auch in einem einzigen Schritt ausgeführt werden. Gemeint ist hiermit insbesondere, dass diese Schritte kontinuierlich ausgeführt werden. D.h. dass hintereinander Apparaturen für den Ink-Jet Druck, die Trocknung und die Fixierung angebracht sind, durch welche das zu bedruckende Fasermaterial kontinuierlich hindurch bewegt wird. Die Apparaturen für den Ink-Jet Druck, die Trocknung und die Fixierung können auch in einer einzigen Maschine vereint sein. Das Fasermaterial wird kontinuierlich durch diese Maschine transportiert und ist dann nach Verlassen dieser Maschine fertiggestellt. Die Trocknung kann hierbei z.B. mittels thermischer Energie (wie z.B. oben angegeben) oder insbesondere mittels Infrarotstrahlung (IR) erfolgen. Die Fixierung kann hier z.B. wie z.B. oben angegeben erfolgen. Selbstverständlich kann auch der Ink-Jet Druck separat erfolgen und Trocknung und Fixierung werden wie oben angegeben kontinuierlich, z.B. in einer einzigen Maschine, ausgeführt.
Mit den oben genannten Druckverfahren ist es möglich, die Fasermaterialien sowohl in einer einzigen Nuance als auch in voneinander verschiedenen Nuancen zu bedrucken. Erfolgt das Bedrucken in einer Nuance, so kann das Bedrucken des Fasermaterials ganzflächig oder auch mit einem Muster erfolgen. Hierzu reicht naturgemäss die Verwendung einer einzigen Tinte; die gewünschte Nuance kann jedoch auch durch den Druck mit mehreren Tinten mit voneinander verschiedenen Nuancen erstellt werden. Soll ein Druck auf dem Fasermaterial erstellt werden, welcher mehrere voneinander verschiedene Nuancen aufweist, so erfolgt
das Bedrucken des Fasermaterials mit mehreren Tinten, welche jeweils die gewünschte Nuance aufweisen oder so gedruckt werden, dass die jeweilige Nuance erstellt wird (z.B. dadurch, dass Tinten mit verschiedenen Nuancen übereinander auf das Fasermaterial gedruckt werden und so die zu erzielende Nuance ergeben).
Ferner ist es möglich, ein flächiges Fasermaterial beidseitig zu bedrucken. Hierbei kann z.B. eine Seite des Fasermaterials in einer Nuance bedruckt werden, z.B. ganzflächig, und die andere Seite des Fasermaterials wird mit einem Muster in einer oder mehreren voneinander verschiedenen Nuancen bedruckt. Selbstverständlich kann prinzipiell diese Seite auch ebenfalls ganzflächig in einer Nuance bedruckt werden. Ein solches Verfahren kann z.B. so ausgeführt werden, dass an jeder Seite des zu bedruckenden flächigen Fasermaterials einer oder mehrere Druckköpfe vorhanden sind. Es werden dann beide Seiten des Fasermaterials gleichzeitig bedruckt. Die Druckköpfe der jeweiligen Seite des Fasermaterials können sich direkt gegenüberstehen oder auch seitlich versetzt voneinander installiert sein. Ueblicherweise wird das Fasermaterial zwischen diesen Druckköpfen hindurch bewegt. Mit dieser Ausführungsform lassen sich interessante Effekte erzielen, welche sich insbesondere beim Umschlagen des flächigen Fasermaterials erkennen lassen.
Eine weitere interessante Ausführungsform betrifft das sogenannte Imaging. Hierbei wird eine Vorlage, d.h. ein Bild welches mit dem Druck nachgestellt werden soll, digitalisiert, z.B. mittels einer Videokamera oder einem Scanner. Das digitalisierte Bild wird auf einen Computer übertragen, welcher dann mittels eines Ink-Jet Druckers das Bild auf das Fasermaterial druckt. Selbstverständlich kann das digitalisierte Bild auch bereits in dem Computer gespeichert sein, so dass die Digitalisierung entfällt. So kann ein zu druckendes Bild z.B. am Computer mit Graphik-Software erstellt worden sein. Bei dem zu druckenden Bild kann es sich z.B. auch um Buchstaben, Zahlen, Wörter, jegliche Muster oder auch komplexe verschiedenfarbige Bilder handeln. Verschiedenfarbige Bilder können z.B. durch Verwendung von mehreren Tinten mit voneinander verschiedenen Nuancen erstellt werden.
Die nach dem erfindungsgemässen Verfahren erhältlichen Drucke weisen gute Allgemeinechtheiten auf; sie besitzen z.B. eine gute Lichtechtheit, gute Nassechtheiten, wie Wasser-, Wasch-, Seewasser-, Überfärbe- und Schweissechtheit, eine gute Chlorechtheit, Reibechtheit, Bügelechtheit und Plissierechtheit sowie scharfe Konturen und eine hohe
Farbstärke. Die verwendeten Drucktinten zeichnen sich durch gute Stabilität und gute Viskositätseigenschaften aus.
Die nachfolgenden Beispiele dienen zur Erläuterung der Erfindung. Darin sind die Temperaturen in Ceisiusgraden angegeben, Teile sind Gewichtsteile und die Prozentangaben beziehen sich auf Gewichtsprozente, sofern nicht anders vermerkt. Gewichtsteile stehen zu Volumenteilen im Verhältnis von Kilogramm zu Liter.
Beispiel 1 : a) Ein Baumwollgewebe wird mit einer wässrigen Flotte, enthaltend 100 g/l eines handelsüblichen Acrylatbinders Alcoprint PBA),
5 g/l eines handelsüblichen Netzmittels Lyoprint AP),
10 g/l eines handelsüblichen Verdickers (^Alcoprint PTF),
25 g/l eines Vernetzers (Melamin-Formaldehydkondensat), sowie
5 g/l einer wässrigen Ammoniaklösung (30 %-ig) foulardiert (Flottenaufnahme 70%) und getrocknet.
b) Auf das gemass Schritt a) vorbehandelte Baumwollgewebe wird eine wässrige Tinte A, enhaltend
10 Gew.% des Pigmentfarbstoffs der Formel
20 Gew.-% Diethylenglykol,
2 Gew.-% Magnesiumchlorid und
68 Gew.-% Wasser mit einem Drop-on-Demand Piezo Inkjet-Kopf aufgedruckt. Der Druck wird vollständig getrocknet und anschliessend 90 Sekunden bei 190°C fixiert. Man erhält einen Druck mit guten Allgemeinechtheiten.
Beispiele 2 bis 8: Verfährt man wie in Beispiel 1 , verwendet jedoch anstelle von 10 Gew.-% des dort angegebenen Pigmentfarbstoffs eine gleiche Menge eines der in der folgenden Tabelle 1 angegebenen Pigmentfarbstoffe, so erhält man ebenfalls Drucke mit guten Allgemeinechtheiten.
Tabelle 1
Bsp. Farbstoff
Verfährt man wie in Beispiel 1 , verwendet jedoch anstelle von 10 Gew.-% des dort angegebenen Pigmentfarbstoffs eine gleiche Menge des Pigmentfarbstoffes Cl. Pigment Black 7, Cl. Pigment Red 101, Cl. Pigment Yellow 17, Cl. Pigment Yellow 34, Cl. Pigment Yellow 83 oder Cl. Pigment Yellow 128, so erhält man ebenfalls Drucke mit guten Allgemeinechtheiten.