RU2543949C2 - Система для прогнозирующего управления и виртуального отображения для станка с числовым программным управлением - Google Patents
Система для прогнозирующего управления и виртуального отображения для станка с числовым программным управлением Download PDFInfo
- Publication number
- RU2543949C2 RU2543949C2 RU2012125163/08A RU2012125163A RU2543949C2 RU 2543949 C2 RU2543949 C2 RU 2543949C2 RU 2012125163/08 A RU2012125163/08 A RU 2012125163/08A RU 2012125163 A RU2012125163 A RU 2012125163A RU 2543949 C2 RU2543949 C2 RU 2543949C2
- Authority
- RU
- Russia
- Prior art keywords
- tool
- machine
- workpiece
- machine tool
- processing system
- Prior art date
Links
Images


Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4069—Simulating machining process on screen
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32351—Visual, graphical animation of process
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35304—Real time analysis, check of program, just before machining
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35306—Interference of all tools of turret, or part of tool base with chuck, workpiece
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35311—Remote simulation of machining program
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
- General Factory Administration (AREA)
Abstract
Изобретение относится к станкам с числовым программным управлением. Технический результат - предварительное исследование, с помощью графического отображения, перемещений, которые будут выполняться станком, как только оператор даст команду начать выполнение машинной программы и отображение перемещений координатных осей станка по мере поступления всех изменений, установленных оператором, и возможность проверки их графически до выполнения на станке, что позволит обнаружить любую возможную ошибку и, следовательно, предотвратить порчу инструмента, заготовки или станка. Система для управления и виртуального отображения для станка, который содержит держатель для инструмента, оправку для заготовки, исполнительные устройства, приводные средства, при этом система содержит связанные со станком числовой контроллер и обрабатывающую систему, которая выполнена с возможностью создания, во время процесса машинной обработки и на основе целевых координат и хранимых в памяти математических моделей станка, заготовки и инструмента, графических данных, пригодных для воспроизведения на отображающих образы средствах виртуальных двумерных представлений позиций, занимаемых заготовкой и станком, в заранее установленном "прогнозирующем временном окне" и с возможностью подачи сигнала тревоги и/или вызова остановки работы станка, если вычисленные будущие позиции инструмента могут быть причиной возможных столкновений. 8 з.п. ф-лы, 4 ил.
Description
Настоящее изобретение относится в общем к области станков с числовым программным управлением.
В частности, предмет настоящего изобретения - управляющая система для станка, которая содержит известным образом
держатель для инструмента,
оправку для заготовки, подлежащей обработке посредством указанного инструмента, и
исполнительные устройства, которые выполнены с возможностью управления посредством соответствующих приводных средств для осуществления управляемых относительных перемещений между инструментом и заготовкой вдоль соответствующих координатных осей.
Управляющая система содержит:
числовой контроллер, который соединен с приводными средствами и выполнен с возможностью выполнения машинной программы, выполненной с учетом характеристик заготовки, подлежащей обработке, и характеристик инструмента; причем числовой контроллер выполнен с возможностью вычисления, на основе машинной программы, контрольных координат, определяющих позиции инструмента вдоль координатных осей, а достижение указанных позиций обеспечено приведением в действие сопряженных исполнительных устройств.
Существуют известные управляющие системы для станков, которые также содержат отображающие образы устройства и обеспечивают получение в реальном времени реальных или виртуальных образов, отображающих заготовку и инструмент в их текущих позициях.
Управляющая система такого типа описана, например, в патенте США 6,546,127 В1.
Система для управления и отображения для станка с числовым программным управлением известна также из патентной заявки США 2010/00063616 А1; в этой системе реальные образы, получаемые посредством по меньшей мере одной видеокамеры, или виртуальные образы, получаемые посредством вычислений, отображают выборочно. Реальные образы отображаются, когда в рабочей зоне станка не используют охлаждающую жидкость, а виртуальные образы отображаются, когда охлаждающую жидкость используют.
Известные системы для управления и отображения в любом случае дают возможность полностью отображать реальные или виртуальные образы того, что происходит в рабочей зоне в исследуемое время.
Цель настоящего изобретения - представить улучшенную систему для управления и отображения, которая позволяет предварительно с помощью графического отображения исследовать те перемещения, которые будут выполняться станком, как только оператор даст команду начать выполнение машинной программы.
Системы для моделирования машинных программ также известны; они проверяют траектории инструментов перед тем, как отправлять их станку. Во многих областях, например в изготовлении отливочных форм, оператор станка часто вводит в числовой контроллер изменения, которые будут применены в машинной программе (например, поступательные движения, вращения, масштабные коэффициенты, коррекции радиуса инструмента и т.д.), которые, естественно, нельзя проверить в системе моделирования.
Таким образом, цель настоящего изобретения - отображать перемещения координатных осей станка по мере поступления всех изменений, установленных оператором, и иметь возможность проверить их графически до выполнения на станке, что позволит обнаружить любую возможную ошибку и, следовательно, предотвратить порчу инструмента, заготовки или станка.
Эти и другие цели достигаются, согласно настоящему изобретению, управляющей системой описанного выше типа, дополнительно содержащей:
отображающие образы средства, и
обрабатывающую систему, которая объединена и/или связана с числовым контроллером для обеспечения приема вычисленных значений целевых координат и выполнена с возможностью создания графических данных, во время процесса машинной обработки на основе целевых координат и хранимых в памяти математических моделей станка, заготовки и инструмента, причем указанные графические данные пригодны для воспроизведения посредством них на отображающих образы средствах виртуальных двумерных представлений позиций, занимаемых заготовкой и инструментом вплоть до предварительно заданного будущего момента времени.
Оператор станка может, таким образом, определить "окно" для проверки и отображения перемещений, которые будут выполняться в последующие моменты времени, заданием ряда «выполняемых блоков» или количества пространства (пройденное расстояние), которые система должна отобразить и проверить заранее. Эту концепцию будем в дальнейшем называть "прогнозирующим окном".
"Выполняемый блок" означает элементарный выполняемый сегмент машинной программы. Машинная программа - по существу файл, состоящий в основном из набора команд перемещений по координатным осям, каждая из которых транслируется в серию элементарных перемещений (или выполняемых блоков) инструмента.
Благодаря этим качествам, система для управления и виртуального отображения согласно изобретению дает возможность, например, заранее визуально оценить проблемы или опасные ситуации, такие как возможные будущие столкновения инструмента с частями станка или частей машины с заготовкой или избыточное снятие материала с заготовки. Эта система может также прекратить машинную обработку на станке, когда она заранее обнаруживает вышеуказанные опасные ситуации.
Дальнейшие характеристики и преимущества изобретения станут очевидными из последующего детального описания, которое дается исключительно для примера без каких-либо налагаемых ограничений и со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 и 2 показаны блок-диаграммы двух конструкций системы для управления и виртуального отображения для станка в соответствии с настоящим изобретением;
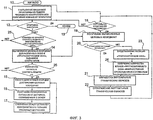
на фиг.3 показана блок-схема алгоритма, иллюстрирующая метод действия системы управления и виртуального отображения в соответствии с настоящим изобретением;
на фиг.4 показан пример виртуального образа, сформированного системой в соответствии с настоящим изобретением.
На фиг.1 частично и схематично показан станок М, который связан с системой для прогнозирующего управления и виртуального отображения в соответствии с изобретением, в общем обозначенной PS.
Станок М содержит известным образом держатель 2 инструмента, который служит носителем, например, фрезерной головки Т.
Станок М содержит известным образом станину, суппорт и стол.
Станок М еще содержит инструментальную оправку 3 для заготовки, которая поддерживает заготовку W, предназначенную для обработки и которая обычно может быть динамически "доработана" в процессе обработки.
Станок М содержит исполнительные устройства А1, …, AN, например электрические двигатели, которые выполнены с возможностью управления посредством соответствующих приводных устройств D1, …, DN, для осуществления управляемых относительных перемещений между инструментом и заготовкой вдоль соответствующих координатных осей.
Соответствующие детекторные устройства S1, …, SN, предназначенные для формирования соответствующих электрических сигналов или координатных данных, связаны с исполнительными устройствами А1, …, AN.
Числовой контроллер NC связан со станком М. Числовой контроллер NC соединен с приводными устройствами D1…DN и выполнен с возможностью обеспечения выполнения машинной программы, которая задана заранее в соответствии с характеристиками обрабатываемой заготовки, характеристиками станка и характеристиками используемого инструмента. В частности, числовой контроллер NC может вычислять на основе машинной программы значения контрольных координат, которые определяют позиции инструмента по координатным осям станка М, которые могут быть достигнуты приведением в действие исполнительных устройств A1…AN.
Оператор станка М может взаимодействовать с числовым контроллером NC посредством управляющей панели SP.
В варианте реализации, показанном на фиг.1, прогнозирующая управляющая система PC использует вместе с числовым контроллером NC отображающее образы устройство ID и модуль Р числового контроллера NC, который использует вычисленные контрольные координаты. На основе этих значений, а также хранящихся математических моделей заготовки W, станка М и инструмента Т модуль Р генерирует графические сигналы данных, которые он подает на отображающее устройство ID.
Управляющая система PS предназначена, в частности, для создания графических сигналов, которые обеспечивают возможность двумерного виртуального представления относительных позиций, занятых инструментом и обрабатываемой заготовкой на отображающем устройстве ID.
В частности, управляющая система IP выполнена с возможностью создавать графические образы, которые могут выборочно обеспечить получение:
- мгновенного виртуального двумерного представления текущих позиций заготовки и инструмента в реальном времени; это представление на практике заменяет образы, которые могли быть получены, например, посредством видеокамеры, чтобы показать оператору, что происходит в интересующий момент времени в рабочей зоне станка М;
или
- прогнозируемое виртуальное двумерное представление позиций, занятых заготовкой W, инструментом Т и станком М с начала обработки и до конца "прогнозирующего окна", установленного оператором на машине М, например, с помощью управляющей панели СР.
Вышеуказанные представления преимущественно получены на основе величин целевых координат, рассчитанных числовым контроллером NC и на основе математических моделей станка М, держателя инструмента, инструмента Т, фиксирующего аппарата, динамически незаконченной заготовки, и любой теоретической модели заготовки, которая должна быть достигнута по завершении обработки.
На фиг.2 показан другой вариант реализации настоящего изобретения. Изображенные на нем части и компоненты, которые уже были описаны, обладают теми же буквенно-цифровыми позиционными обозначениями, которые использовались выше.
В варианте реализации фиг.2, система PS для прогнозирующего управления и отображения содержит собственную управляющую панель (клавиатура и/или мышь и т.д.) СР1, собственный процессор Р и собственное отображающее устройство ID1, которые отделены от аналогичных устройств (СР и ID), сопряженных с числовым контроллером NC.
Иными словами, характеристики и способ работы системы на фиг.2 соответствуют характеристикам, уже описанным со ссылкой на систему, показанную на фиг.1.
На фиг.4 показан пример виртуального двумерного образа, который может быть соответствующим образом представлен отображающим устройством ID; в этом образе буквенно-цифровые символы, используемые выше для различения разных частей, добавлены для облегчения их идентификации читателем.
Когда система работает, имеет место следующая последовательность шагов:
а) оператор станка выбирает машинную программу;
b) оператор задает "прогнозирующее окно";
c) оператор может отобразить виртуальные перемещения станка и инструмента для проверки правильности машинной программы посредством отображения позиции инструмента в крайних положениях в пределах выбранного "прогнозирующего окна";
d) оператор нажимает кнопку старта и устанавливает скорость подачи; числовой контроллер вызывает перемещения координатных осей станка о соответствии с выбранной машинной программой;
e) оператор станка может отобразить позицию инструмента и координатных осей станка относительно заготовки заранее и согласно определенному размеру "прогнозирующего окна" и;
f) если оператор желает провести другие проверки, он снижает скорость подачи до нуля или останавливает станок, и система возвращается к пункту «с».
На фиг.3 показан возможный упрощенный граф шагов, которые могут быть выполнены системой для прогнозирующего управления и виртуального отображения, описанной выше.
На фиг.3 начальный шаг операции обозначен числом 10, за ним следует шаг 11 чтения числовым контроллером NC заранее сохраненной машинной программы или считывания команд, вводимых машинным оператором вручную с управляющей панели СР.
Далее следует шаг 12 проверки, завершилась ли машинная программа; если так, процесс продолжается, переходя к завершающему шагу 13, если нет, он переходит к шагу 25, на котором проверяется отличие от нуля стартовой команды и скорости подачи, или не изменил ли оператор величины "прогнозирующего окна". Если нет, система возвращается к шагу 12; если да, она переходит к шагу 14, на котором числовой контроллер NC обеспечивает вычисление контрольных координат для разных координатных осей станка М в "прогнозирующем окне", заданном оператором.
За этим шагом следует шаг 26 проверки стартовой команды и скорости подачи; если они равны нулю, система возвращается к шагу 12; в ином случае она переходит к шагу для работы исполнительных устройств A1, …AN, связанных с координатными осями, чтобы достичь позиций, отмеченных целевыми координатами. Затем следует шаг 16 сбора позиционных сигналов, производимых детекторами S1, …SN, связанными с координатными осями, и шаг 17, на котором фактические позиции, отмеченные детекторами S1, …SN, сравниваются с соответствующими величинами контрольных координат.
Различия между фактическими позициями и целевыми координатами, или, позиционные ошибки, используются для настройки с обратной связью от исполнительных механизмов, связанных с координатными осями станка М.
Как результат начала процесса, описанного выше, на шаге, обозначенном 18 на фиг.3, проверяют, затребовал ли пользователь воспроизводства виртуального отображения текущего процесса в станке М. Если да, система продолжает работу до шага 19, на котором контрольные координаты, вычисляемые контроллером NC, принимаются обрабатывающей системой PS.
На следующем шаге 20 проверяют, затребовал ли пользователь создания в реальном времени виртуального образа того, что происходит в настоящий момент в рабочей зоне станка М. Если так, то обрабатывающая система PS воспроизводит виртуальные двумерные образы на следующем шаге 21 и затем их представляют пользователю на отображающее устройство ID на шаге 22.
Если, с другой стороны, на шаге 20, пользователь не затребовал виртуального представления мгновенной рабочей ситуации в реальном времени, то система далее может перейти к шагу 23, на котором создают прогнозируемое виртуальное двумерное представление позиций, занятых станком М, заготовкой W и инструментом Т от начала работы и до конца "прогнозирующего окна", заданного оператором.
Конец "прогнозирующего окна" может быть задан оператором путем указания соответствующего количества программных "блоков", соответствующих будущему временному окну, или указания расстояния, которое должен пройти инструмент Т, как указано на шаге 24.
Процессор затем циклично работает в соответствии с шагами или стадиями, обозначенными выше.
Система PS может быть выполнена таким образом, что во время нормального выполнения машинной программы, виртуальный образ, соответствующий концу ряда "прогнозирующих окон", проявляется на отображающем устройстве ID постепенно.
Обрабатывающая система PS может быть преимущественно выполнена с возможностью проверки того, не приведут ли вычисленные будущие позиции режущего инструмента Т к опасному столкновению с частями станка М или с заготовкой W и возможному запуску сигнала тревоги и/или остановке работы станка.
Обрабатывающая система PS может быть преимущественно выполнена с возможностью расчета следующих величин:
- полного количества материала, которое будет удалено с обрабатываемой заготовки W;
- полного оставшегося количества, которое еще нужно удалить с заготовки W, и
- любого избыточного удаления материала с заготовки, и
- расчета и настройки скорости подачи режущего инструмента Т на основе объема материала, удаленного с заготовки W, свойств этого материала, типа используемого инструмента и характеристик станка М, и оценки остающегося срока службы инструмента Т на основе этих параметров.
Естественно, принцип изобретения остается неизменным, хотя формы вариантов реализации и детали конструкции могут в широких пределах изменяться относительно описанных и показанных исключительно в качестве неограничительного примера, при этом без отклонения от объема изобретения, определенного в прилагаемой формуле изобретения.
Claims (9)
1. Система (PS) для управления и виртуального отображения для использования во время процесса машинной обработки на станке (М), который содержит:
держатель (2) для инструмента (Т),
оправку (3) для заготовки (W), подлежащей обработке инструментом (Т), и
исполнительные устройства (А1,…,AN), которые выполнены с возможностью управления посредством соответствующих приводных средств (D1,…,DN) для осуществления управляемых относительных перемещений между инструментом (Т) и заготовкой (W) вдоль соответствующих координатных осей;
далее, со станком (М) связаны:
числовой контроллер (NC), который соединен с приводными средствами (D1,…,DN) и выполнен с возможностью выполнения машинной программы, выполненной с учетом характеристик заготовки (W), подлежащей обработке, и характеристик инструмента (Т); причем числовой контроллер (NC) выполнен с возможностью вычисления, на основе машинной программы, контрольных координат, определяющих позиции инструмента (Т) вдоль координатных осей, а достижение указанных позиций обеспечено приведением в действие сопряженных исполнительных устройств (А1,…,AN), и
отображающие образы средства (ID); и
отличается тем, что она содержит обрабатывающую систему (Р), которая
объединена и/или связана с числовым контроллером (NC) для обеспечения приема вычисленных значений целевых координат и
выполнена с возможностью создания, во время процесса машинной обработки и на основе целевых координат и хранимых в памяти математических моделей станка (М), заготовки (W) и инструмента (Т), графических данных, пригодных для воспроизведения на отображающих образы средствах (ID) виртуальных двумерных представлений позиций, занимаемых заготовкой (W) и станком (М), в заранее установленном "прогнозирующем временном окне",
причем обрабатывающая система (Р) выполнена с возможностью подачи сигнала тревоги и/или вызова остановки работы станка, если вычисленные будущие позиции инструмента (Т) могут быть причиной возможных столкновений.
держатель (2) для инструмента (Т),
оправку (3) для заготовки (W), подлежащей обработке инструментом (Т), и
исполнительные устройства (А1,…,AN), которые выполнены с возможностью управления посредством соответствующих приводных средств (D1,…,DN) для осуществления управляемых относительных перемещений между инструментом (Т) и заготовкой (W) вдоль соответствующих координатных осей;
далее, со станком (М) связаны:
числовой контроллер (NC), который соединен с приводными средствами (D1,…,DN) и выполнен с возможностью выполнения машинной программы, выполненной с учетом характеристик заготовки (W), подлежащей обработке, и характеристик инструмента (Т); причем числовой контроллер (NC) выполнен с возможностью вычисления, на основе машинной программы, контрольных координат, определяющих позиции инструмента (Т) вдоль координатных осей, а достижение указанных позиций обеспечено приведением в действие сопряженных исполнительных устройств (А1,…,AN), и
отображающие образы средства (ID); и
отличается тем, что она содержит обрабатывающую систему (Р), которая
объединена и/или связана с числовым контроллером (NC) для обеспечения приема вычисленных значений целевых координат и
выполнена с возможностью создания, во время процесса машинной обработки и на основе целевых координат и хранимых в памяти математических моделей станка (М), заготовки (W) и инструмента (Т), графических данных, пригодных для воспроизведения на отображающих образы средствах (ID) виртуальных двумерных представлений позиций, занимаемых заготовкой (W) и станком (М), в заранее установленном "прогнозирующем временном окне",
причем обрабатывающая система (Р) выполнена с возможностью подачи сигнала тревоги и/или вызова остановки работы станка, если вычисленные будущие позиции инструмента (Т) могут быть причиной возможных столкновений.
2. Система по п.1, в которой обрабатывающая система (Р) выполнена с возможностью выборочного создания графических данных, пригодных для воспроизведения на отображающих образы средствах (ID) мгновенного виртуального двумерного представления в реальном времени текущих позиций заготовки (W) и инструмента (Т).
3. Система по п.1 или 2, содержащая установочные средства (СР), обеспечивающие выбор протяженности желаемого "прогнозирующего окна".
4. Система по п.1 или 2, в которой обрабатывающая система (Р) выполнена с возможностью проверки, могут ли вычисленные будущие позиции инструмента (Т) быть причиной возможных столкновений.
5. Система по п.1 или 2, в которой обрабатывающая система (Р) выполнена с возможностью вычисления полного количества материала, подлежащего удалению из заготовки (W), в отображенном установленном "прогнозирующем окне" и/или полного оставшегося количества материала, которое все еще должно быть удалено из заготовки (W) до завершения машинной обработки, в пределах установленного "прогнозирующего окна".
6. Система по п.1 или 2, в которой обрабатывающая система (Р) выполнена с возможностью вычисления возможных будущих избыточных удалений материала из заготовки (W).
7. Система по п.1 или 2, в которой обрабатывающая система (Р) выполнена с возможностью вычисления и регулирования скорости подачи инструмента (Т) на основе объема материала, удаляемого из заготовки (W), свойств материала, типа используемого инструмента и характеристик станка (М).
8. Система по п.1 или 2, в которой обрабатывающая система (Р) выполнена с возможностью, во время выполнения программы машинной обработки, постепенно воспроизводить на отображающем образы устройстве (ID) виртуальный образ, соответствующий концу установленного "прогнозирующего окна".
9. Система по п.8, в которой обрабатывающая система (Р) выполнена с возможностью оценки оставшегося срока службы инструмента (Т).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITTO2010A000683 | 2010-08-06 | ||
| ITTO2010A000683A IT1401373B1 (it) | 2010-08-06 | 2010-08-06 | Sistema predittivo di controllo e visualizzazione virtuale per una macchina utensile a controllo numerico |
| PCT/IB2011/053512 WO2012017419A1 (en) | 2010-08-06 | 2011-08-05 | A predictive control and virtual display system for a numerically controlled machine tool |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2012125163A RU2012125163A (ru) | 2013-12-27 |
| RU2543949C2 true RU2543949C2 (ru) | 2015-03-10 |
Family
ID=43608427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2012125163/08A RU2543949C2 (ru) | 2010-08-06 | 2011-08-05 | Система для прогнозирующего управления и виртуального отображения для станка с числовым программным управлением |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9317029B2 (ru) |
| EP (2) | EP3761128A1 (ru) |
| JP (1) | JP5816632B2 (ru) |
| CN (2) | CN102754039A (ru) |
| BR (1) | BR112012015932A2 (ru) |
| CA (1) | CA2784720C (ru) |
| DE (1) | DE202011110733U1 (ru) |
| IT (1) | IT1401373B1 (ru) |
| RU (1) | RU2543949C2 (ru) |
| WO (1) | WO2012017419A1 (ru) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1401373B1 (it) * | 2010-08-06 | 2013-07-18 | Fidia Spa | Sistema predittivo di controllo e visualizzazione virtuale per una macchina utensile a controllo numerico |
| US10055512B2 (en) * | 2012-07-16 | 2018-08-21 | Omc2 Llc | System and method for CNC machines and software |
| CN103273324B (zh) * | 2013-04-21 | 2016-12-28 | 科德数控股份有限公司 | 一种机床加工实景和液晶混合界面显示系统 |
| US9329591B2 (en) * | 2013-05-28 | 2016-05-03 | Siemens Product Lifecycle Management Software Inc. | Feature geometry aspect recognition and machining |
| CN103279068B (zh) * | 2013-06-18 | 2016-01-20 | 沈阳梵天品牌管理顾问有限公司 | 数控机床辅助显示系统 |
| FR3016221B1 (fr) * | 2014-01-06 | 2016-02-05 | Messier Bugatti Dowty | Systemes d'usinage comportant une machine d'usinage et des procedes de commande |
| JP6026481B2 (ja) * | 2014-10-21 | 2016-11-16 | ファナック株式会社 | 指定時刻に加工を中断する数値制御装置 |
| CN105700478A (zh) * | 2014-11-26 | 2016-06-22 | 沈阳机床(集团)设计研究院有限公司上海分公司 | 生成数控机床加工控制数据的系统及方法 |
| CN107209912B (zh) * | 2015-02-12 | 2021-02-26 | 东芝三菱电机产业系统株式会社 | 显示系统 |
| DE102015119806A1 (de) * | 2015-11-16 | 2017-05-18 | Grob-Werke Gmbh & Co. Kg | Verfahren zur Darstellung der Bearbeitung in einer Werkzeugmaschine |
| JP6346253B2 (ja) * | 2016-12-05 | 2018-06-20 | ファナック株式会社 | 工作機械及び機械学習装置 |
| US11402818B2 (en) * | 2016-12-12 | 2022-08-02 | Fanuc Corporation | Numerical controller and data structure |
| DE112017003357B4 (de) * | 2017-01-27 | 2024-08-01 | Mitsubishi Electric Corp. | Auswahlvorrichtung, Auswahlverfahren und Programm |
| JP6705768B2 (ja) * | 2017-04-06 | 2020-06-03 | ファナック株式会社 | 情報処理装置 |
| JP7087316B2 (ja) * | 2017-09-27 | 2022-06-21 | オムロン株式会社 | 情報処理装置、情報処理方法およびプログラム |
| CN109976265A (zh) * | 2017-12-27 | 2019-07-05 | 富泰华精密电子(郑州)有限公司 | 机台参数控制装置、方法和存储设备 |
| JP7126849B2 (ja) * | 2018-04-13 | 2022-08-29 | 株式会社ディスコ | 加工装置 |
| CN108388201B (zh) * | 2018-04-17 | 2020-12-22 | 潍坊学院 | 一种数控机床自动检测预警系统及其运行方法 |
| CN110914770B (zh) * | 2018-07-05 | 2021-03-12 | 三菱电机株式会社 | 数控装置 |
| AT521619B1 (de) * | 2018-08-28 | 2020-03-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Verfahren zum Betreiben einer Biegemaschine |
| EP3650178A1 (en) * | 2018-11-07 | 2020-05-13 | ABB Schweiz AG | Simulating manufacturing operations |
| DE102018008815A1 (de) * | 2018-11-09 | 2020-05-14 | Focke & Co. (Gmbh & Co. Kg) | Verfahren zum Erkennen und/oder Vermeiden von Kollisionen von Maschinenorganen einer Verpackungsmaschine |
| CN109765841A (zh) * | 2019-01-09 | 2019-05-17 | 西北工业大学 | 在线监测数据与零件加工位置的时空映射方法 |
| DE102019206756A1 (de) * | 2019-05-10 | 2020-11-12 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Produktionssystem und Produktionssteuerungsverfahren mit Ortungssystem-basierter Simulation von Produktionsabläufen |
| CN110488763B (zh) * | 2019-08-27 | 2021-06-29 | 泉州市大鲨鱼机械科技有限公司 | 一种基于绳锯机数控控制器的交互界面系统 |
| CN111045384B (zh) * | 2019-12-31 | 2022-06-17 | 西北工业大学 | 数控加工方法、加工装置与数控机床 |
| CN113759825B (zh) * | 2021-09-09 | 2023-04-11 | 深圳市富瑞精密制品有限公司 | 基于旋转五轴与cnc加工中心联机控制系统的控制方法 |
| CN114619251B (zh) * | 2022-03-18 | 2023-04-18 | 一重集团(黑龙江)重工有限公司 | 一种轴承座自动化加工系统及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6149506A (en) * | 1998-10-07 | 2000-11-21 | Keltech Engineering | Lapping apparatus and method for high speed lapping with a rotatable abrasive platen |
| US7010386B2 (en) * | 2002-03-22 | 2006-03-07 | Mcdonnell Ryan P | Tool wear monitoring system |
| RU2279964C1 (ru) * | 2005-05-27 | 2006-07-20 | Научно-исследовательский институт Гознака | Способ позиционирования инструмента в координатной системе отсчета станка автоматизированного гравировального комплекса |
| US7218989B2 (en) * | 2004-10-04 | 2007-05-15 | Jtekt Corporation | Machine tool control apparatus |
| RU2385787C2 (ru) * | 2005-07-28 | 2010-04-10 | КЛИНГЕЛЬНБЕРГ ГмбХ | Устройство для изготовления конических зубчатых колес и соответствующий способ |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0236048A (ja) * | 1988-07-26 | 1990-02-06 | Toyoda Mach Works Ltd | Ncデータ作成装置 |
| JPH02151908A (ja) * | 1988-12-02 | 1990-06-11 | Mitsubishi Electric Corp | シミュレーション機能付数値制御装置 |
| JP2773517B2 (ja) * | 1992-02-27 | 1998-07-09 | 三菱電機株式会社 | プログラム表示装置 |
| JPH06102923A (ja) * | 1992-09-18 | 1994-04-15 | Honda Motor Co Ltd | Nc加工におけるカッター送り速度制御方法 |
| KR100201020B1 (ko) | 1994-03-11 | 1999-06-15 | 모리시타 요이찌 | 컴퓨터시뮬레이션부착 nc제어미세가공방법과 이 방법에 사용하는 장치 |
| JP3257327B2 (ja) * | 1994-03-11 | 2002-02-18 | 松下電器産業株式会社 | コンピュータシミュレーション付きnc制御微細加工方法とこの方法に用いる装置 |
| KR100314748B1 (ko) * | 1999-05-03 | 2001-11-23 | 양재신 | 실시간 3차원 그래픽 표시기능을 갖는 수치제어시스템 및 방법 |
| JP2002200540A (ja) * | 2000-12-28 | 2002-07-16 | Mazda Motor Corp | 工作機械の制御方法及びその制御装置及びその制御媒体 |
| US20020133264A1 (en) * | 2001-01-26 | 2002-09-19 | New Jersey Institute Of Technology | Virtual reality system for creation of design models and generation of numerically controlled machining trajectories |
| JP4262425B2 (ja) * | 2001-07-05 | 2009-05-13 | 日立ビアメカニクス株式会社 | 工作機の操作方法および操作装置 |
| US6704611B2 (en) * | 2001-08-21 | 2004-03-09 | Surfware, Inc. | System and method for rough milling |
| JP2004038565A (ja) * | 2002-07-03 | 2004-02-05 | Toyoda Mach Works Ltd | 工作機械のモニタリング装置 |
| JP2004126956A (ja) * | 2002-10-02 | 2004-04-22 | Okuma Corp | 数値制御装置 |
| DE10249473A1 (de) | 2002-10-24 | 2004-05-19 | Emag Maschinenfabrik Gmbh | Werkzeugmaschine |
| DE10255033A1 (de) | 2002-11-19 | 2004-06-09 | Stama Maschinenfabrik Gmbh | Werkzeugmaschine und Verfahren zum Betreiben einer solchen |
| JP2004227047A (ja) * | 2003-01-20 | 2004-08-12 | Mitsubishi Heavy Ind Ltd | 加工装置 |
| US7062351B2 (en) * | 2003-09-25 | 2006-06-13 | The Boeing Company | Clamp avoidance cutter path regeneration |
| JP2005107854A (ja) * | 2003-09-30 | 2005-04-21 | Komatsu Electronic Metals Co Ltd | ラップ盤のシミュレーションのためのシステム及びプログラム |
| DE10352815B4 (de) * | 2003-11-12 | 2009-06-25 | Siemens Ag | Simulationsverfahren für eine Bearbeitung eines Werkstücks durch eine Werkzeugmaschine und korrespondierender Rechner |
| JP2006139506A (ja) * | 2004-11-11 | 2006-06-01 | Yamaha Motor Co Ltd | 機械加工干渉予測システム |
| JP4529789B2 (ja) * | 2005-04-28 | 2010-08-25 | マツダ株式会社 | Ncデータ生成方法 |
| JP2007133787A (ja) * | 2005-11-11 | 2007-05-31 | Nissan Motor Co Ltd | 加工装置および加工方法 |
| JP4238256B2 (ja) * | 2006-06-06 | 2009-03-18 | ファナック株式会社 | ロボットシミュレーション装置 |
| US8725283B2 (en) * | 2006-08-04 | 2014-05-13 | Hurco Companies, Inc. | Generalized kinematics system |
| JP4772639B2 (ja) * | 2006-10-10 | 2011-09-14 | 株式会社森精機製作所 | 工作機械の制御装置 |
| GB2452091B (en) | 2007-08-24 | 2013-01-02 | Zeeko Ltd | Computer controlled work tool apparatus and method |
| JP4915319B2 (ja) * | 2007-09-19 | 2012-04-11 | 株式会社ジェイテクト | 工作機械制御装置 |
| JP5384178B2 (ja) * | 2008-04-21 | 2014-01-08 | 株式会社森精機製作所 | 加工シミュレーション方法及び加工シミュレーション装置 |
| DE112008003800T5 (de) * | 2008-04-22 | 2011-02-24 | Mitsubishi Electric Corp. | Numerische Steuerverfahren und Vorrichtung dafür |
| US8577655B2 (en) * | 2008-06-26 | 2013-11-05 | Siemens Product Lifecycle Management Software Inc. | System and method for constructing virtual NC controllers for machine tool simulation |
| JP5337636B2 (ja) * | 2008-09-05 | 2013-11-06 | 株式会社森精機製作所 | 加工状況監視方法及び加工状況監視装置 |
| JP2010134776A (ja) * | 2008-12-05 | 2010-06-17 | Okuma Corp | 工作機械 |
| IT1401373B1 (it) * | 2010-08-06 | 2013-07-18 | Fidia Spa | Sistema predittivo di controllo e visualizzazione virtuale per una macchina utensile a controllo numerico |
-
2010
- 2010-08-06 IT ITTO2010A000683A patent/IT1401373B1/it active
-
2011
- 2011-08-05 DE DE202011110733.0U patent/DE202011110733U1/de not_active Expired - Lifetime
- 2011-08-05 CN CN2011800083850A patent/CN102754039A/zh active Pending
- 2011-08-05 CN CN201610244495.1A patent/CN105867306A/zh active Pending
- 2011-08-05 CA CA2784720A patent/CA2784720C/en active Active
- 2011-08-05 RU RU2012125163/08A patent/RU2543949C2/ru active
- 2011-08-05 BR BR112012015932A patent/BR112012015932A2/pt not_active Application Discontinuation
- 2011-08-05 EP EP20184437.0A patent/EP3761128A1/en not_active Withdrawn
- 2011-08-05 EP EP11755136A patent/EP2499543A1/en not_active Withdrawn
- 2011-08-05 JP JP2012545520A patent/JP5816632B2/ja not_active Expired - Fee Related
- 2011-08-05 WO PCT/IB2011/053512 patent/WO2012017419A1/en active Application Filing
-
2012
- 2012-07-30 US US13/561,334 patent/US9317029B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6149506A (en) * | 1998-10-07 | 2000-11-21 | Keltech Engineering | Lapping apparatus and method for high speed lapping with a rotatable abrasive platen |
| US7010386B2 (en) * | 2002-03-22 | 2006-03-07 | Mcdonnell Ryan P | Tool wear monitoring system |
| US7218989B2 (en) * | 2004-10-04 | 2007-05-15 | Jtekt Corporation | Machine tool control apparatus |
| RU2279964C1 (ru) * | 2005-05-27 | 2006-07-20 | Научно-исследовательский институт Гознака | Способ позиционирования инструмента в координатной системе отсчета станка автоматизированного гравировального комплекса |
| RU2385787C2 (ru) * | 2005-07-28 | 2010-04-10 | КЛИНГЕЛЬНБЕРГ ГмбХ | Устройство для изготовления конических зубчатых колес и соответствующий способ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120290122A1 (en) | 2012-11-15 |
| CA2784720A1 (en) | 2012-02-09 |
| CN102754039A (zh) | 2012-10-24 |
| EP2499543A1 (en) | 2012-09-19 |
| EP3761128A1 (en) | 2021-01-06 |
| JP2013515313A (ja) | 2013-05-02 |
| ITTO20100683A1 (it) | 2012-02-07 |
| JP5816632B2 (ja) | 2015-11-18 |
| WO2012017419A1 (en) | 2012-02-09 |
| DE202011110733U1 (de) | 2015-12-14 |
| CA2784720C (en) | 2017-09-19 |
| US9317029B2 (en) | 2016-04-19 |
| RU2012125163A (ru) | 2013-12-27 |
| CN105867306A (zh) | 2016-08-17 |
| IT1401373B1 (it) | 2013-07-18 |
| BR112012015932A2 (pt) | 2017-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2543949C2 (ru) | Система для прогнозирующего управления и виртуального отображения для станка с числовым программным управлением | |
| EP2862030B1 (en) | Computer aided manufacturing (cam) integrated computer numerically controlled (cnc) control of machines | |
| EP0129091B1 (en) | Numerical control system, graphics display unit and machine tool | |
| CN107225565A (zh) | 机器人系统、机构单元以及机器人控制装置 | |
| CN102650867B (zh) | 具有多轴加工机用速度控制功能的数值控制装置 | |
| EP3816745B1 (en) | Device for automatically operating machining center using cad data | |
| JP4847428B2 (ja) | 加工シミュレーション装置およびそのプログラム | |
| CN104972468A (zh) | 示教系统、机器人系统和示教方法 | |
| US9791848B2 (en) | Display apparatus | |
| US8630732B2 (en) | Method for avoiding an unwanted collision between a tool and a workpiece in a machine tool | |
| JP6346206B2 (ja) | ブロック時間表示手段を有する数値制御装置 | |
| CN104768706A (zh) | 加工程序生成方法及装置 | |
| KR101468751B1 (ko) | 그래픽 기반의 사용자 인터페이스를 갖는 수치제어시스템 | |
| EP4260976A1 (en) | Machining center automatic operating system | |
| JP5167788B2 (ja) | 工作機械の干渉検出装置 | |
| US10241501B2 (en) | Numerical controller having automatic trace function of related signal in association with NC program operation | |
| JPH02236704A (ja) | 動作シミュレーションシステム | |
| JP7175340B2 (ja) | 工作機械、情報処理装置および情報処理プログラム | |
| JPH0653335B2 (ja) | 数値制御プログラムの加工シミユレ−シヨン方式 | |
| JP7296672B2 (ja) | マシニングセンタの自動運転システム | |
| KR20190021510A (ko) | 가상머신 기반 머시닝센터의 작동 중 충돌 방지 영역 설정방법 | |
| KR101522430B1 (ko) | 실시간 시뮬레이터를 이용한 파트 프로그램의 그래픽 설명 정보 제공 장치 및 방법 | |
| JP3094131B2 (ja) | Nc加工装置の運転制御方法 | |
| KR20050031044A (ko) | 엔시 공작기계의 직접 제어방법 및 시스템 |