KR20210018009A - 신형 셔틀을 기반으로 하는 자재 처리 시스템 - Google Patents
신형 셔틀을 기반으로 하는 자재 처리 시스템 Download PDFInfo
- Publication number
- KR20210018009A KR20210018009A KR1020200062248A KR20200062248A KR20210018009A KR 20210018009 A KR20210018009 A KR 20210018009A KR 1020200062248 A KR1020200062248 A KR 1020200062248A KR 20200062248 A KR20200062248 A KR 20200062248A KR 20210018009 A KR20210018009 A KR 20210018009A
- Authority
- KR
- South Korea
- Prior art keywords
- rail
- shuttle
- material handling
- drive
- rails
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
- B65G1/1375—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses the orders being assembled on a commissioning stacker-crane or truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/0492—Storage devices mechanical with cars adapted to travel in storage aisles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61B—RAILWAY SYSTEMS; EQUIPMENT THEREFOR NOT OTHERWISE PROVIDED FOR
- B61B13/00—Other railway systems
- B61B13/02—Rack railways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/06—Storage devices mechanical with means for presenting articles for removal at predetermined position or level
- B65G1/065—Storage devices mechanical with means for presenting articles for removal at predetermined position or level with self propelled cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
- B65G1/1378—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses the orders being assembled on fixed commissioning areas remote from the storage areas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/24—Devices influencing the relative position or the attitude of articles during transit by conveyors orientating the articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Transportation (AREA)
- Warehouses Or Storage Devices (AREA)
Abstract
본 발명의 신형 셔틀을 기반으로 하는 자재 처리 시스템은, 모터 및 휠 샤프트의 수량을 현저하게 감소시켜 2륜 구동을 실현한다. 이에 대응하는 셔틀 주행 레일 선반의 설계를 대폭적으로 간소화하며, 동시에 장착 정밀도에 대한 요구를 일정하게 감소시켜, 시스템의 원가와 실패 포인트의 수를 최대한 감소시킨다. 또한, 기어 휠 및 랙 레일의 결합 방식으로, 셔틀이 가로방향 및 세로방향에서 모두 주행할 수 있도록 하여, 시스템의 유연성을 크게 향상시킨다. 셔틀 상에 탑재된 서로 다른 작동 모듈을 통하여, 시스템이 저장, 피킹, 분배 등과 같은 다양한 기능을 실현하도록 한다.
Description
본 발명은 창고물류 분야에 관한 것으로, 특히 신형 셔틀을 기반으로 하는 자재 처리 시스템에 관한 것이다.
종래의 자재 처리 시스템에서, 셔틀의 구동은 모터가 휠을 회전시키는 것에 의해 실현된다. 종래의 셔틀은 흔히 4륜 구동방식을 이용하며, 이러한 구동 방식은 모터의 수량이 1~4개로 다르고, 휠에 연결된 휠 샤프트의 수량도 마찬가지로 1~4개로 다르다는 것을 의미한다.
다중 모터 및 다중 휠 샤프트의 구동방식은 셔틀의 제어 방식을 복잡하게 하며, 실현 원가가 높다. 또한 셔틀 주행 레일 선반의 설계 및 장착 정밀도에 대한 요구가 높다. 따라서, 전체 시스템의 원가가 높아, 실패 포인트가 많다. 또한, 종래의 셔틀의 구동 휠은 일반적인 원형 휠이고, 주행 궤도는 일반적인 수평 궤도이므로, 셔틀은 가로 방향으로만 주행 가능하다.
상기 기술문제를 해결하기 위해, 본 발명은 신형 셔틀을 기반으로 하는 자재 처리 시스템을 설계하였다.
본 발명의 신형 셔틀을 기반으로 하는 자재 처리 시스템은,
자재 처리 시스템 내에 위치하고, 자재를 하역하기 위한 복수의 자재 처리 위치:
자재 처리 시스템 내에 위치하고, 자재 처리 위치 사이에서 자재를 하역 운반하는 복수의 셔틀;
자재 처리 위치를 따라 배열되고, 복수의 가로방향 레일, 복수의 세로방향 레일 및 복수의 가로방향, 세로방향 레일의 교차 부분으로 구성되어, 셔틀이 주행하도록 하는 레일 시스템;
가로방향, 세로방향 레일의 교차 부분에 설치되고, 형태 변환을 통해 가로방향, 세로방향 레일의 연결 방식을 변화시켜, 셔틀의 주행 방향을 변화시키는 셔터 기구를 포함하고,
상기 셔틀은,
구동 샤프트에 의해 연결된 드라이브 휠 및 가이드 휠을 포함하며, 셔틀에 위치하고 레일 시스템과 결합하여 셔틀의 주행 및 유지에 동력을 제공하며, 드라이브 휠의 수량은 2개이고, 구동 샤프트의 수량은 1개이며,
상기 레일 시스템은,
셔틀 드라이브 휠과 결합되는 메인 레일;
셔틀 가이드 휠과 결합되는 보조 레일을 포함한다.
바람직하게는, 상기 레일 시스템은 셔틀에 가로방향, 세로방향 및 경사방향의 주행 경로를 제공한다.
바람직하게는, 레일 시스템은 셔틀에 연속 순환 경로를 제공하여, 자재 처리 위치 사이에서 셔틀이 연속 순환 주행하도록 허용한다.
바람직하게는, 상기 세로방향 레일은 제1 세로방향 레일 및 제2 세로방향 레일로 구성되고, 자재 처리 시스템의 양단에 위치하며, 가로방향 레일은 복수의 가로방향 레일을 포함하고, 복수의 가로방향 레일은 자재 처리 시스템 중간에 위치한다.
바람직하게는, 상기 셔터 기구는 셔터 레일 및 구동 시스템을 포함하며, 상기 셔터 레일은 구동 시스템과 전동 연결되고, 구동 시스템에 의해 셔터 레일의 형태 변환을 제어하며, 셔터 레일이 제1 형태에 있을 경우, 가로방향, 세로방향 레일은 제1 연결 방식이고, 셔틀은 제1 주행방향을 따라 주행하며, 셔터 레일이 제2 형태에 있을 경우, 가로방향, 세로방향 레일은 제2 연결 방식이고, 셔틀은 제2 주행방향을 따라 주행한다.
바람직하게는, 상기 메인 레일은 랙형 레일이며, 상기 드라이브 휠은 기어이고, 셔틀의 주행에 작용력을 제공하며;
상기 보조 레일은,
제1 보조 레일과 제2 보조 레일을 포함하고, 셔틀이 상태를 유지하도록 작용력을 제공하며,
제1 보조 레일은 직선형 레일이고, 메인 레일의 직선형 부분과 상대적 평행을 유지하며, 제2 보조 레일은 이형 레일이고, 메인 레일의 이형 부분과 상대적으로 동일한 호도를 유지한다.
바람직하게는, 상기 신형 셔틀을 기반으로 하는 자재 처리 시스템에 자재 처리 모듈이 설치되어 있고, 셔틀 및 자재 처리 위치 상에 위치하며, 셔틀 및 자재 처리 위치에서 자재를 하역 운반하고, 상기 자재 처리 모듈은 프레임 및 프레임에 연결된 환적 기구를 포함한다.
바람직하게는, 상기 제2 보조 레일은 복수의 서브 레일로 구성되며, 각 서브 레일 내부는 복수의 서로 다른 형태의 레일로 구성된다.
바람직하게는, 상기 자재 처리 모듈에 센싱 모듈이 설치되어 있으며, 센싱 모듈은 복수의 투과형 센서 및 근접 센서이고, 센서는 주로 자재 처리 모듈에 대한 자재 위치를 감지하며, 센서는 매트릭스로 배열되고, 자재 처리 모듈이 자재를 처리할 때, 자재는 센서 중의 0개 또는 1개 또는 복수개를 차단하게 되는데, 이러한 차단 관계에 의해 자재의 상대적 위치를 판단한다.
본 발명의 유익한 효과는 아래와 같다.
본 발명의 신형 셔틀을 기반으로 하는 자재 처리 시스템은, 모터 및 휠 샤프트의 수량을 현저하게 감소시켜 2륜 구동을 실현한다. 이에 대응하는 셔틀 주행 레일 선반의 설계를 대폭적으로 간소화하며, 동시에 장착 정밀도에 대한 요구를 일정하게 감소시켜, 시스템의 원가와 실패 포인트의 수를 최대한 감소시킨다. 또한, 기어 휠 및 랙 레일의 결합 방식으로, 셔틀이 가로방향 및 세로방향에서 모두 주행할 수 있도록 하여, 시스템의 유연성을 크게 향상시킨다. 셔틀 상에 탑재된 서로 다른 작동 모듈을 통하여, 시스템이 저장, 피킹, 분배 등과 같은 다양한 기능을 실현하도록 한다.
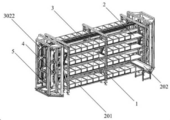
도 1은 본 발명의 구조 개략도이다.
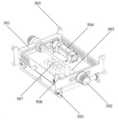
도 2는 본 발명의 셔틀의 구조 개략도이다.
도 3은 본 발명의 셔틀의 내부 구조 개략도이다.
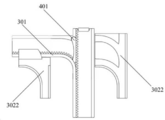
도 4는 본 발명의 코너링부 레일의 구조 개략도이다.
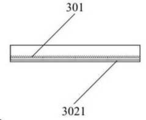
도 5는 본 발명의 평행부 레일의 구조 개략도이다.
도 6은 본 발명의 코너링부 레일의 다른 구조 개략도이다.
도 7은 본 발명의 제2 보조 레일의 제1 서브 레일의 구조 개략도이다.
도 8은 본 발명의 제2 보조 레일의 제2 서브 레일의 구조 개략도이다.
도 9는 본 발명의 내부 구조 개략도이다
도 2는 본 발명의 셔틀의 구조 개략도이다.
도 3은 본 발명의 셔틀의 내부 구조 개략도이다.
도 4는 본 발명의 코너링부 레일의 구조 개략도이다.
도 5는 본 발명의 평행부 레일의 구조 개략도이다.
도 6은 본 발명의 코너링부 레일의 다른 구조 개략도이다.
도 7은 본 발명의 제2 보조 레일의 제1 서브 레일의 구조 개략도이다.
도 8은 본 발명의 제2 보조 레일의 제2 서브 레일의 구조 개략도이다.
도 9는 본 발명의 내부 구조 개략도이다
이하, 구체적 실시예와 도면과 결합하여, 본 발명을 더욱 상세하게 설명한다.
실시예: 도1 및 도9에 도시한 바와 같이, 신형 셔틀을 기반으로 하는 자재 처리 시스템은 선반(1), 레일 시스템(3), 셔터 기구(4), 복수의 셔틀(5)을 포함한다.
선반(1)은 시스템 내 양측에 위치하고, 내부가 구조 분할을 통해 복수의 행 및 복수의 열로 분할되고; 각 행 및 각 열에 각각 자재 처리 위치(2)가 설치되어 있고, 자재 처리 위치(2) 내에 유통 용기(201)가 배치될 수 있으며, 자재 처리 위치(2)는 자동화 수송 기구(202)와 연결될 수 있고, 자재 처리 위치는 선반 상에 설치된다.
도 4 및 도6에 도시한 바와 같이, 레일 시스템(3)은 메인 레일(301), 보조 레일(302) 및 충전 레일(303)을 포함하고, 선반 상에 연결되며, 레일 시스템은 선반 구조와 매칭되어 복수의 행 및 복수의 열을 구성하고, 행과 열의 레일이 교차하는 부분에 셔터 기구(4)가 설치되어 있고, 메인 레일은 랙 레일이며, 보조 레일은 일반적인 평면 레일이며, 충전 레일은 ICR(Isolated conductor rail)이다.
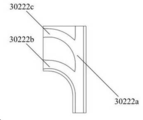
도 5, 도7 및 도8에 도시한 바와 같이, 보조 레일은, 제1 보조 레일(3021)과 제2 보조 레일(3022)을 포함하고, 가이드 휠(503)과 결합하여, 셔틀 주행에 가이드 작용을 하고 차체가 전복되는 것을 방지하며, 제1 보조 레일은 직선형 레일로서, 메인 레일 평행 부분과 연결되어 상대적 평행을 유지하고, 제2 보조 레일은 이형 레일로서, 메인 레일 코너링 부분과 연결되어 상대적으로 동일한 호도(弧度)를 유지한다. 제2 보조 레일은 제2 보조 레일의 제1 서브 레일(30221) 및 제2 보조 레일의 제2 서브 레일(30222)로 구성되며, 제2 보조 레일의 제2 서브 레일은 제2 보조 레일의 제2 서브 레일의 제1 레일(30222a), 제2 보조 레일의 제2 서브 레일의 제2 레일(30222b) 및 제2 보조 레일의 제2 서브 레일의 제3 레일(30222c)로 구성된다.
복수의 셔틀(5) 상에 1종 이상의 자재 처리 모듈이 탑재되고, 중앙 제어 시스템에 의해 제어된다.
상기 셔틀은, 차체(501), 메인 제어 모듈, 드라이브 휠(502), 가이드 휠(503), 제1 구동 모터(504), 자재 처리 모듈(506), 제2 구동 모터(508), 브러쉬, 축전 모듈(507), 센싱 모듈(509)을 포함하고,
메인 제어 모듈은 차체에 고정되며, 각 모듈을 제어하고 중앙 제어 시스템과 통신하며,
드라이브 휠(502)은 기어이며, 차체 양측에 설치되고, 제1 구동 샤프트(505)를 통해 제2 구동 모터(504)에 전동 연결되며, 레일과의 결합을 통해 셔틀 주행에 동력을 제공하고, 기어와 랙 레일의 결합에 의해 레일 상에서의 셔틀의 가로방향 및 세로방향 주행을 실현하며, 드라이브 휠의 수량은 2개이고, 제1 구동 샤프트의 수량은 1개이며;
가이드 휠(503)은 일반적인 원형 휠이며, 차체 양측에 설치되고, 보조 레일과의 결합에 의해 셔틀의 주행에 가이드 작용을 하며 차체가 전복되는 것을 방지하고, 가이드 휠의 수량은 복수 개이며;
제1 구동 모터(504)는 차체에 고정되고, 드라이브 휠의 회전에 동력을 제공하며;
자재 처리 모듈(506)은 차체에 고정되고, 제2 구동 모터와 연결되어, 시스템 내의 자재를 처리하며;
제2 구동 모터(508)는 차체에 고정되고, 자재 처리 모듈에 동력을 제공하고,
브러쉬는 차체에 고정되고, 선반 내에 위치하는 충전 레일과 슬라이딩 연결되어, 축전 모듈을 충전하며,
축전 모듈(507)은 차체에 고정되며, 구동 모터, 메인 제어 모듈 및 센싱 모듈에 전원을 공급하고;
센싱 모듈(509)은 차체에 고정되어, 셔틀 및 셔틀 상의 자재의 상태를 인식 및 판단한다.
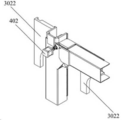
셔터 기구(4)는 셔터 레일(401), 구동 모터(402) 및 제어 모듈을 포함하고, 상기 셔터 레일은 구동 모터와 직접 연결되며, 구동 모터에 의해 셔터 레일의 개폐를 제어하며, 셔터 기구의 형태 변환을 통해 행과 열의 레일이 동적으로 연결 및 분리되도록 한다.
자재 처리 모듈은 프레임 및 프레임에 연결된 수송 기구, 클램핑 기구 또는 텔레스코픽 기구 중 하나 이상을 포함한다. 구체적인 기구 종류는 상기 셔틀의 기능 및 자재의 종류와 연관이 있다. 예를 들면, 수송 기구는 자재의 수송, 분류 기능을 실현하고, 롤러와 롤러 벨트로 구성되며, 자재 종류는 중소형 물품 또는 소포이며, 클램핑 기구 또는 텔레스코픽 기구는 자재의 운반 기능을 실현하고, 텔레스코픽 암, 동기 벨트, 선형 모듈 및 레버로 구성되며, 자재 종류는 물류 유통 상자, 종이 상자 또는 팔레트와 같은 대중형 유통 용기이다.
축전 모듈은 복수의 슈퍼 캐패시터 또는 전지로 구성되며, 셔틀에 전기 에너지를 제공한다.
자재 처리 위치에 프롬프터가 설치될 수 있으며, 프롬프터는 LED등, 디지털 튜브 및 버저로 구성되며, 자재 처리 위치 상태를 표시한다.
자동화 수송 기구는 롤러 컨베이어 라인 및 모바일 로드 로봇이며, 자재 처리 위치와의 연결을 통해, 유통 용기 또는 자재의 전자동화 입출하를 실현하고, 셔틀이 대응되는 자재 처리 위치로 주행하면 자동화 수송 기구와 자재 처리 모듈이 연결되면서, 양자 사이에서의 자재의 자동 위치 이동을 실현한다.
센싱 모듈은 차체에 고정되는 복수의 투과형 센서 및 근접 센서이며, 투과형 센서는 주로 자재 처리 모듈에 대한 자재 위치를 감지하며, 투과형 센서는 매트릭스로 배열되며, 자재 처리 모듈이 자재를 처리할 때, 자재는 투과형 센서 중의 0개 또는 1개 또는 복수개를 차단하게 되는데, 이러한 차단 관계에 의해 자재의 상대적 위치를 판단하고, 근접 센서는 센싱 부재와 센싱 신호를 발생시키고, 센싱 부재는 시스템 내의 복수의 서로 다른 위치에 고정되고, 셔틀이 시스템 내에서 주행하면서 센싱 부재를 통과하면, 근접 센서는 센싱 신호를 발생시키고, 이러한 센싱 신호에 의해 시스템에 대한 셔틀의 상대적 위치를 판단한다.
상기 신형 셔틀을 기반으로 하는 자재 처리 시스템의 사용 단계는 아래와 같다.
1. 셔틀은 중앙 제어 시스템이 발송한 명령을 수신하여 실행한다.
2. 셔틀은 드라이브 휠과 랙 레일의 결합을 통해 주행하며, 가이드 휠은 직선형 보조 레일과 결합하여 차체가 전복되는 것을 방지한다.
3. 셔틀이 셔터 기구 앞까지 주행하면, 셔터 기구 제어 모듈은 중앙 제어 시스템이 발송한 명령을 수신하여 구동 모터를 작동시켜, 셔터 기구의 형태를 변화시킨다.
4. 셔틀이 드라이브 휠과 랙 레일의 결합을 통해 셔터 기구를 드나들면서 왕복하고, 가이드 휠은 이형 보조 레일과 결합하여 차체가 전복되는 것을 방지한다.
5. 셔틀이 셔터 기구 뒤까지 주행하면, 셔터 기구 제어 모듈은 중앙 제어 시스템이 발송한 명령을 수신하여 구동 모터를 작동시켜, 셔터 기구 형태를 변화시킨다.
6. 셔틀이 드라이브 휠과 랙 레일의 결합을 통하여 대응하는 자재 처리 위치로 주행하고, 가이드 휠은 직선형 보조 레일과 결합하여 차체가 전복되는 것을 방지한다.
7. 자재 처리 모듈은 대응하는 명령을 실행하고, 셔틀 또는 자재 처리 위치에 있는 자재를 처리하고, 전체 작업이 완료될 때까지 복수의 셔틀은 단계1~7을 반복한다.
이상의 실시예는 본 발명의 바람직한 형태일 뿐, 본 발명을 한정하기 위한 것이 아니며, 청구범위를 벗어나지 않는 전제 하에서 기타 형태로 변형 및 변경할 수 있다.
예를 들면 레일 시스템이 결합된 구조는 자재를 저장하기 위한 저장 선반일 수 있으며, 또한 자재를 이송하기 위한 이송 선반일 수 있으며, 또한 자재를 임시 저장하기 위한 자재 프레임일 수도 있다.
레일과 셔틀의 드라이브 휠의 결합 구조는, 드라이브 휠이 기어이고, 메인 레일이 랙인 능동 구동 결합 방식일 수 있으며, 또한 드라이브 휠이 스프로킷이고, 메인 레일은 체인이고, 체인이 스프로킷을 구동하는 결합 방식일 수 있으며, 또한 메인 레일이 동기 벨트이고, 동기 벨트가 셔틀을 움직여 이동시키는 구동 방식일 수도 있다.
구동 시스템은 셔틀 상에 위치하여, 셔틀 휠의 회전에 동력을 제공하는 모터일 수 있으며, 시스템 내에 위치하여 동기 벨트 또는 체인을 회전시켜 동기 벨트 또는 체인 상의 셔틀을 이동시키는 모터일 수도 있다.
자재 처리 모듈은 그랩핑 모듈일 수도 있으며, 시각 인식 모듈과 기계 암으로 구성되고, 원가가 높으며, 단일 자재에 정밀 작업을 진행할 수 있다.
전기 공급 시스템은 충전 레일로서 ICR와 브러쉬의 결합을 통해 전기를 공급하고, 원가가 낮으며, 마모가 적다. 또한 전원 코일과 무선 전력 집전체의 결합을 통해 전기를 공급할 수도 있으며, 원가가 높고, 마모가 없다.
축전지는 슈퍼 캐패시터일 수 있으며, 충방전이 빠르고, 중량이 가벼우나, 축전량이 낮다. 또한 리튬 배터리일 수도 있으며, 충방전이 느리고, 중량이 무거우나, 축전량이 높다. 또한 축전장치가 없이, 지속적으로 전원을 공급할 수도 있다.
셔터 기구는 능동형이며, 셔터 기구는 능동적 동력을 가지며, 동력은 전동 기구 또는 공압 기구에 의해 제공되며, 셔터의 형태를 변화시킨다. 또한 피동식일 수도 있으며, 셔터 기구는 능동적 동력이 없으며, 동력은 기타 기구에 의해 트리거되며, 트리거 방식은 예를 들어 셔틀이 셔터 기구 인근까지 주행하면 셔틀에 위치한 트리거 모듈을 통해 셔터 기구를 트리거한다.
1: 선반
2: 자재 처리 위치
201: 유통 용기
202: 자동화 수송 기구
3: 레일 시스템
301: 메인 레일
302: 보조 레일
3021: 제1 보조 레일
3022: 제2 보조 레일
30221: 제2 보조 레일의 제1 서브 레일
30222: 제2 보조 레일의 제2 서브 레일
30222a: 제2 보조 레일의 제2 서브 레일의 제1 레일
30222b: 제2 보조 레일의 제2 서브 레일의 제2 레일
30222c: 제2 보조 레일의 제2 서브 레일의 제3 레일
303: 충전 레일
4: 셔터 기구
401: 셔터 레일
402: 구동 모터
5: 셔틀
501: 차체
502: 드라이브 휠
503: 가이드 휠
504: 제1 구동 모터
505: 제1 구동 샤프트
506: 자재 처리 모듈
507: 축전 모듈
508: 제2 구동 모터
509: 센싱 모듈
2: 자재 처리 위치
201: 유통 용기
202: 자동화 수송 기구
3: 레일 시스템
301: 메인 레일
302: 보조 레일
3021: 제1 보조 레일
3022: 제2 보조 레일
30221: 제2 보조 레일의 제1 서브 레일
30222: 제2 보조 레일의 제2 서브 레일
30222a: 제2 보조 레일의 제2 서브 레일의 제1 레일
30222b: 제2 보조 레일의 제2 서브 레일의 제2 레일
30222c: 제2 보조 레일의 제2 서브 레일의 제3 레일
303: 충전 레일
4: 셔터 기구
401: 셔터 레일
402: 구동 모터
5: 셔틀
501: 차체
502: 드라이브 휠
503: 가이드 휠
504: 제1 구동 모터
505: 제1 구동 샤프트
506: 자재 처리 모듈
507: 축전 모듈
508: 제2 구동 모터
509: 센싱 모듈
Claims (9)
- 자재 처리 시스템 내에 위치하고, 자재를 하역하기 위한 복수의 자재 처리 위치;
자재 처리 시스템 내에 위치하고, 자재 처리 위치 사이에서 자재를 하역 운반하는 복수의 셔틀;
자재 처리 위치를 따라 배열되고, 복수의 가로방향 레일, 복수의 세로방향 레일 및 복수의 가로방향, 세로방향 레일의 교차 부분으로 구성되어, 셔틀이 주행하도록 하는 레일 시스템;
가로방향, 세로방향 레일의 교차 부분에 설치되고, 형태 변환을 통해 가로방향, 세로방향 레일의 연결 방식을 변화시켜, 셔틀의 주행 방향을 변화시키는 셔터 기구를 포함하고,
상기 셔틀은,
구동 샤프트에 의해 연결된 드라이브 휠 및 가이드 휠을 포함하며, 셔틀에 위치하고 레일 시스템과 결합하여 셔틀의 주행 및 유지에 동력을 제공하며, 드라이브 휠의 수량은 2개이고, 구동 샤프트의 수량은 1개이며,
상기 레일 시스템은,
셔틀 드라이브 휠과 결합되는 메인 레일;
셔틀 가이드 휠과 결합되는 보조 레일;을 포함하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제1항에 있어서,
상기 레일 시스템은 셔틀에 가로방향, 세로방향 및 경사방향의 주행 경로를 제공하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제1항에 있어서,
상기 레일 시스템은 셔틀에 연속 순환 경로를 제공하여, 자재 처리 위치 사이에서 셔틀이 연속 순환 주행하도록 허용하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제1항에 있어서,
상기 세로방향 레일은 제1 세로방향 레일 및 제2 세로방향 레일로 구성되고, 자재 처리 시스템의 양단에 위치하며, 가로방향 레일은 복수의 가로방향 레일을 포함하고, 복수의 가로방향 레일은 자재 처리 시스템 중간에 위치하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제1항에 있어서,
상기 셔터 기구는 셔터 레일 및 구동 시스템을 포함하며, 상기 셔터 레일은 구동 시스템과 전동 연결되고, 구동 시스템에 의해 셔터 레일의 형태 변환을 제어하며, 셔터 레일이 제1 형태에 있을 경우, 가로방향, 세로방향 레일은 제1 연결 방식이고, 셔틀은 제1 주행방향을 따라 주행하며, 셔터 레일이 제2 형태에 있을 경우, 가로방향, 세로방향 레일은 제2 연결 방식이고, 셔틀은 제2 주행방향을 따라 주행하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제1항에 있어서,
상기 메인 레일은 랙형 레일이며, 상기 드라이브 휠은 기어이고, 셔틀의 주행에 작용력을 제공하며;
상기 보조 레일은,
제1 보조 레일과 제2 보조 레일을 포함하고, 셔틀이 상태를 유지하도록 작용력을 제공하며,
제1 보조 레일은 직선형 레일이고, 메인 레일의 직선형 부분과 상대적 평행을 유지하며;
제2 보조 레일은 이형 레일이고, 메인 레일의 이형 부분과 상대적으로 동일한 호도를 유지하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제1항에 있어서,
자재 처리 모듈이 설치되어 있고, 셔틀 및 자재 처리 위치 상에 위치하며, 셔틀 및 자재 처리 위치에서 자재를 하역 운반하고, 상기 자재 처리 모듈은 프레임 및 프레임에 연결된 환적 기구를 포함하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제6항에 있어서,
상기 제2 보조 레일은 복수의 서브 레일로 구성되며, 각 서브 레일 내부는 복수의 서로 다른 형태의 레일로 구성되는, 신형 셔틀을 기반으로 하는 자재 처리 시스템. - 제7항에 있어서,
상기 자재 처리 모듈에 센싱 모듈이 설치되어 있으며, 센싱 모듈은 복수의 투과형 센서 및 근접 센서이고, 센서는 주로 자재 처리 모듈에 대한 자재 위치를 감지하며, 센서는 매트릭스로 배열되고, 자재 처리 모듈이 자재를 처리할 때, 자재는 센서 중의 0개 또는 1개 또는 복수개를 차단하게 되는데, 이러한 차단 관계에 의해 자재의 상대적 위치를 판단하는, 신형 셔틀을 기반으로 하는 자재 처리 시스템.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910725174.7A CN110386393A (zh) | 2019-08-07 | 2019-08-07 | 一种基于新型穿梭车的物料处理系统 |
| CN201910725174.7 | 2019-08-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210018009A true KR20210018009A (ko) | 2021-02-17 |
Family
ID=68288414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200062248A KR20210018009A (ko) | 2019-08-07 | 2020-05-25 | 신형 셔틀을 기반으로 하는 자재 처리 시스템 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11325781B2 (ko) |
| JP (1) | JP2021024736A (ko) |
| KR (1) | KR20210018009A (ko) |
| CN (1) | CN110386393A (ko) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111824666A (zh) * | 2020-08-27 | 2020-10-27 | 上海忍诚科技有限公司 | 穿梭机器人及仓储系统 |
| CN113085909A (zh) * | 2021-03-23 | 2021-07-09 | 中国建筑第八工程局有限公司 | 建筑施工现场用的物料递送车及其使用方法 |
| CN113479538A (zh) * | 2021-07-13 | 2021-10-08 | 杭州慧仓信息科技有限公司 | 连续提升物品处理系统及其控制方法 |
| CN113666041B (zh) * | 2021-08-12 | 2022-12-06 | 江阴名鸿车顶系统有限公司 | 一种与穿梭车配合的穿梭货架 |
| CN114348565A (zh) * | 2021-12-27 | 2022-04-15 | 北京京东乾石科技有限公司 | 一种轨道行走系统以及运输系统 |
| CN114919942A (zh) * | 2022-05-26 | 2022-08-19 | 北京京东乾石科技有限公司 | 一种变轨系统、轨道系统和穿梭车 |
| CN114772138B (zh) * | 2022-06-23 | 2022-11-11 | 史彩霞 | 一种间动式肥料搬运装置 |
| CN115196239A (zh) * | 2022-08-23 | 2022-10-18 | 盈合(深圳)机器人与自动化科技有限公司 | 货物分拣装置及方法 |
| CN115848863A (zh) * | 2022-09-13 | 2023-03-28 | 安徽盛安堂药业有限公司 | 一种六神曲制备用的贮存方法 |
| CN115626445A (zh) * | 2022-11-23 | 2023-01-20 | 太仓德纳森机电工程有限公司 | 一种工业自动化生产加工用工件输送装置 |
| CN116891087B (zh) * | 2023-09-07 | 2023-12-01 | 太原福莱瑞达物流设备科技有限公司 | 用于穿梭系统换层运行的联动阻挡装置 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1178153A (en) * | 1967-04-05 | 1970-01-21 | Thomas John Robert Bright | Improvements in and relating to Mechanised Storage Systems and Apparatus therefor |
| AU460366B2 (en) * | 1969-08-05 | 1975-04-08 | Standard Alliance Industries Inc | Stacker storage system |
| IT1256189B (it) * | 1992-12-03 | 1995-11-29 | Giorgio Deandrea | Impianto di trasporto a rotaia sospesa con trazione migliorata |
| US6671580B2 (en) * | 2001-12-28 | 2003-12-30 | Storage Technology Corporation | Outer route for robots in a horizontal storage library |
| ITMO20020076A1 (it) * | 2002-03-29 | 2003-09-29 | Ronflette Sa | Magazzino automatico |
| WO2007116538A1 (ja) * | 2006-03-31 | 2007-10-18 | S & S Engineering Corp. | 自走台車の水平搬送機構 |
| US7861844B2 (en) * | 2007-01-12 | 2011-01-04 | Opex Corporation | Method and apparatus for sorting items |
| DE102009012159B4 (de) * | 2009-03-06 | 2017-08-31 | Cargobeamer Ag | Güterumschlageinrichtung für den kombinierten Güterverkehr |
| JP5686501B2 (ja) * | 2009-03-27 | 2015-03-18 | 株式会社ダイフク | 物品搬送設備 |
| WO2010137108A1 (ja) * | 2009-05-25 | 2010-12-02 | 株式会社S&Sエンジニアリング | 台車を水平姿勢に保持する搬送システム |
| JP5431427B2 (ja) * | 2011-08-31 | 2014-03-05 | アマゾン ドット コム インコーポレイテッド | 自動倉庫システム |
| CN102616518B (zh) * | 2012-03-29 | 2013-12-11 | 缪慰时 | 用于高密度自动仓库中的遥控穿梭车 |
| US9122566B2 (en) * | 2013-03-08 | 2015-09-01 | Bastian Solutions, Llc | Robotic material handling system |
| CA2974281C (en) * | 2014-01-24 | 2021-12-14 | Swisslog Logistics, Inc. | Apparatus for positioning an automated lifting storage cart and related methods |
| JP6365136B2 (ja) * | 2014-09-02 | 2018-08-01 | 村田機械株式会社 | 走行車システム |
| US9409728B2 (en) * | 2014-11-03 | 2016-08-09 | Bastian Solutions, Llc | Automated case flow buffer |
| MX2017013574A (es) * | 2015-04-21 | 2018-11-09 | Opex Corp | Metodo y aparato para almacenar o recuperar objetos. |
| CA2988122A1 (en) * | 2015-06-02 | 2016-12-08 | Alert Corporation | Storage and retrieval system |
| CN107672984B (zh) * | 2017-11-03 | 2019-06-21 | 上海翔港包装科技股份有限公司 | 一种轨道运输车及轨道运输系统 |
| CN108033184B (zh) * | 2017-12-14 | 2019-11-26 | 杭州慧仓信息科技有限公司 | 一种基于多向穿梭车的立体库系统及穿梭车的出入库方法 |
| CN108190399B (zh) * | 2017-12-26 | 2020-05-22 | 南京天地人自动化技术有限公司 | 纵横穿梭车次轨道进出机构和方法 |
| CN108706260A (zh) * | 2018-04-19 | 2018-10-26 | 江苏高科物流科技股份有限公司 | 一种运输车系统、运输车以及仓储物流系统 |
| CN108772304A (zh) * | 2018-07-12 | 2018-11-09 | 杭州慧仓信息科技有限公司 | 一种基于智能穿梭车的立体分拣系统及其操作方法 |
| CN109264284B (zh) * | 2018-11-26 | 2023-09-01 | 杭州慧仓信息科技有限公司 | 一种基于自动化操作台的立体库系统及其物品分拣方法 |
| CN110092125A (zh) * | 2019-05-23 | 2019-08-06 | 吴伟清 | 一种智能高效的仓储系统 |
| CN210339179U (zh) * | 2019-08-07 | 2020-04-17 | 杭州慧仓信息科技有限公司 | 一种基于新型穿梭车的物料处理系统 |
-
2019
- 2019-08-07 CN CN201910725174.7A patent/CN110386393A/zh active Pending
-
2020
- 2020-02-13 JP JP2020022403A patent/JP2021024736A/ja active Pending
- 2020-03-09 US US16/813,731 patent/US11325781B2/en active Active
- 2020-05-25 KR KR1020200062248A patent/KR20210018009A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN110386393A (zh) | 2019-10-29 |
| JP2021024736A (ja) | 2021-02-22 |
| US20210039887A1 (en) | 2021-02-11 |
| US11325781B2 (en) | 2022-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20210018009A (ko) | 신형 셔틀을 기반으로 하는 자재 처리 시스템 | |
| CN108778980B (zh) | 伸缩驱动器,含伸缩驱动器的码垛机及其操作方法和使用 | |
| CN109573443B (zh) | 一种仓储分拣系统 | |
| CN107878989B (zh) | 一种仓储自动取料机 | |
| CN104039666B (zh) | 存储系统和方法 | |
| KR0150412B1 (ko) | 축전부를 구비한 물품 반송차와 반송 시스템 | |
| CN210162598U (zh) | 一种仓储分拣系统 | |
| CN103723421B (zh) | 多层穿梭存取搬运装置 | |
| CN108584271A (zh) | 立体仓储系统 | |
| CN107840059B (zh) | 一种双向仓储自动取料机 | |
| WO2020244271A1 (zh) | 分拣机 | |
| CN110482098A (zh) | 一种基于搬运机器人、系统的取放货方法 | |
| CN111137808A (zh) | 搬运小车 | |
| US11338996B2 (en) | Rack apparatus, two-wheel drive carriage and automated storage and distribution system | |
| CN105480632A (zh) | 一种堆垛机用多功能滚筒式穿棱车 | |
| CN110342177A (zh) | 交互式提升机及使用其的立体仓库 | |
| KR20200072548A (ko) | 셔틀 차량을 갖는 선반 시스템 | |
| KR100342266B1 (ko) | 물품반송차와그안내설비 | |
| CN112573054A (zh) | 一种自动上下料货架系统及其管理控制方法 | |
| CN113443308B (zh) | 一种配置有可攀爬引导运输车的立体货架仓储系统 | |
| CN207596398U (zh) | 一种用于智能制造车间的无人操作叉车 | |
| CN214651938U (zh) | 瓷砖储存系统 | |
| CN210417926U (zh) | 一种具有高度调节机构的自动化物流码垛用码垛装置 | |
| CN209479519U (zh) | 双层输送二维码导航的agv | |
| CN208585658U (zh) | 一种仓储自动取料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |