KR20200085269A - 수지 금속 접합체 및 그 제조 방법 - Google Patents
수지 금속 접합체 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20200085269A KR20200085269A KR1020207010017A KR20207010017A KR20200085269A KR 20200085269 A KR20200085269 A KR 20200085269A KR 1020207010017 A KR1020207010017 A KR 1020207010017A KR 20207010017 A KR20207010017 A KR 20207010017A KR 20200085269 A KR20200085269 A KR 20200085269A
- Authority
- KR
- South Korea
- Prior art keywords
- stainless steel
- resin
- washing
- thermoplastic resin
- anodized film
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/34—Anodisation of metals or alloys not provided for in groups C25D11/04 - C25D11/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/008—Handling preformed parts, e.g. inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/14—Cleaning or pickling metallic material with solutions or molten salts with alkaline solutions
- C23G1/19—Iron or steel
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Robotics (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
[과제] 수지와 스테인리스강의 접합체를 제공한다.
[해결 수단] 본 발명은, 스테인리스강과 열가소성 수지 부재와를 접합해서 이루어지는 수지 금속 접합체이며,
상기 스테인리스강과, 열가소성 수지 부재와가, 막 두께 20~2000nm의 양극 산화 피막에 의해 접합되는 것을 특징으로 한다.
또한, 본 발명은, 수지 금속 접합체 및 그 제조 방법이며, 스테인리스강을 알칼리 용액으로 세정하는 탈지 공정, 상기 탈지 공정 후, 스테인리스강을 산성 용액으로 세정하는 산처리 공정, 상기 산처리 공정 후, 스테인리스강을 산성 용액 또는 알칼리 용액으로 활성화하는 활성화 처리 공정, 상기 스테인리스강을 양극으로 하고, 20에서 90℃의 수용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하고, 상기 스테인리스강 상에, 막 두께가 20~2000nm의 양극 산화 피막을 형성하는 공정, 상기 양극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물로 세정하는 수세 공정, 상기 수세 후의, 상기 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정, 에 의해서 상기 스테인리스강과 해당 열가소성 수지와를 접합하는 것을 특징으로 한다.
[해결 수단] 본 발명은, 스테인리스강과 열가소성 수지 부재와를 접합해서 이루어지는 수지 금속 접합체이며,
상기 스테인리스강과, 열가소성 수지 부재와가, 막 두께 20~2000nm의 양극 산화 피막에 의해 접합되는 것을 특징으로 한다.
또한, 본 발명은, 수지 금속 접합체 및 그 제조 방법이며, 스테인리스강을 알칼리 용액으로 세정하는 탈지 공정, 상기 탈지 공정 후, 스테인리스강을 산성 용액으로 세정하는 산처리 공정, 상기 산처리 공정 후, 스테인리스강을 산성 용액 또는 알칼리 용액으로 활성화하는 활성화 처리 공정, 상기 스테인리스강을 양극으로 하고, 20에서 90℃의 수용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하고, 상기 스테인리스강 상에, 막 두께가 20~2000nm의 양극 산화 피막을 형성하는 공정, 상기 양극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물로 세정하는 수세 공정, 상기 수세 후의, 상기 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정, 에 의해서 상기 스테인리스강과 해당 열가소성 수지와를 접합하는 것을 특징으로 한다.
Description
본 발명은, 스테인리스강과 열가소성 수지 부재와를 접합하여 이루어지는 수지 금속 접합체 및 그 제조 방법에 관한 것이며, 보다 상세하게는, 양극산화피막을 접합막으로 하여, 스테인리스강과 열가소성 수지 부재와를 접합하는 수지 급속 접합체 및 그 제조 방법에 관한 것이다.
최근 가전제품, 자동차 부품 등의 다양한 분야에서, 경량화가 요구되고 있으며, 금속 부재에서 수지 부재로의 대체도 이루어지고 있다.
그러나 금속 특유의 높은 강성, 강도, 도전성이나 열전도성이 요구되는 분야에서는, 금속 부재를 수지 부재로 치환하기가 어렵고, 이러한 분야에서는 금속과 수지와의 접합체가 연구되고 있다.
금속 부재와 수지 부재와의 접합체의 제조 방법으로서는, 접착제를 이용하는 방법, 화학 에칭으로 금속 표면에 미크론 사이즈의 미세한 요철을 형성하여, 이 요철에 수지가 들어가 굳어서, 앵커 효과에 따른 견고한 접합을 실현할 수 있는 Amalpha 처리 기술, 트리아진티올의 피막을 금속 부재 표면 상에 전착으로 형성하는 방법, 레이저 가공을 통한 방법 등이 있다. 그러나 접착제를 이용하는 방법은, 접합 강도의 점에서 떨어지고, Amalpha 처리 기술, 레이저 가공을 통한 방법은 비용 면에서 문제가 있다. 또한, 트리아진티올의 피막을 활용하는 방법은, 알루미늄, 구리에서는 실적이 많으나, 스테인리스강에서의 실적은 없다.
최근, 금속 중에서도 스테인리스강의 우수한 특성과 수지의 경량성을 조합하는 요구가 높아지고 있고, 수지와 스테인리스강의 접합체에 대한 요구가 커지고 있다.
본 발명이 목적으로 하는 바는 수지와 스테인리스강의 접합체를 제공하는 것에 있다.
본 발명은 스테인리스강과 열가소성 수지 부재와를 접합하여 이루어지는 수지 금속 접합체이며, 상기 스테인리스강과, 열가소성 수지 부재와가, 막후 20~2000nm의 양극 산화 피막에 의해 접합되는 것을 특징으로 한다.
또한, 본 발명은 스테인리스강과 열가소성 수지 부재와를 접합하여 이루어지는 수지 금속 접합체이며, 상기 스테인리스강과, 열가소성 수지 부재와, 막후 20~2000nm의 트리아진티올을 내부 및 상부에 존재시킨 양극 산화 막후에 의해 접합되는 것을 특징으로 하는 수지 스테인리스강 접합체이다.
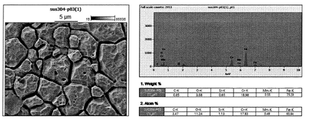
상기 양극 산화 피막은, 중량%로, Si 3% 이하, Cr 1에서 30%, Mn 1% 이하, Ni 10% 이하, 잔부가 Fe 30에서 80%의 구성을 소유하는 것을 특징으로 한다.
또한, 본 발명은, 수지 스테인리스강 접합체를 제조하는 제조법이며, 스테인리스강을 알칼리 용액으로 세정하는 수지 가공,
상기 수지 공정 후, 스테인리스강을 산성 용액으로 세정하는 산처리 공정,
상기 산처리 공정 후, 스테인리스강을 산성 용액 또는 알칼리 용액으로 활성화하는 활성화 처리 공정,
상기 스테인리스강을 양극으로 하여, 20에서 90℃의 수용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하고, 상기 스테인리스강 상에, 막후가 20~2000nm 양극 산화 피막을 형성하는 공정,
상기 양극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물에서 세정하는 수세 공정,
상기 수세 후의, 상기 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정,
에 의해서 상기 스테인리스강과 해당 열가소성 수지와를 접합하는 것을 특징으로 한다.
또한, 본 발명은, 수지 스테인리스강 접합체를 제조하는 제조법이며,
스테인리스강을 알칼리용액으로 세정하는 탈지 공정,
상기 탈지 공정 후, 스테인리스강을 산성 용액으로 세정하는 산처리 공정,
상기 산처리 공정 후, 스테인리스강을 산성 용액 또는 알칼리 용액으로 활성화하는 활성화 처리 공정,
상기 스테인리스강을 양극으로 하여, 20에서 90℃의 트리아진티올 유도체를 포함하는 수용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하고, 상기 스테인리스강 상에, 막후가 20~2000nm의 양극 산화 피막을 형성하는 공정,
상기 트리아진티올이 존재하는 양극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물로 세정하는 수세 공정,
상기 수세 후의, 상기 트리아진티올이 존재하는 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정,
에 의해서 상기 스테인리스강과 해당 열가소성 수지와를 접합하는 것을 특징으로 한다.
본 발명에 따르면, 접합 강도가 30~40MPa, 기밀성이 헬륨 리크 10-9 Pam 3/s 이하인 수지와 스테인리스강의 접합체를 얻을 수 있다.
[도1] 본 발명의 제조 공정을 나타내는 플로 차트이다.
[도2] 본 발명의 트리아진티올이 존재하는 양극 산화 피막의 단면도이다.
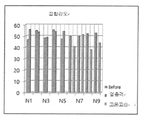
[도3] 본 발명의 접합체의 인장 시험 결과를 나타내는 그래프이다.
[도4] 본 발명의 접합체의 인장 시험 결과를 나타내는 그래프이다.
[도5] 본 발명의 실시예에서 사용한 샘플의 도다.
[도6] 본 발명의 실시예에서 사용한 샘플의 사진이다.
[도7] 본 발명의 실시예에 있어서 SUS 304 소재의 TRI 처리 후의 표면을 나타내는 도다.
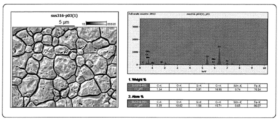
[도8] 본 발명의 실시예에 있어서 SUS 316L 소재의 TRI 처리 후의 표면을 나타내는 도다.
[도9] 본 발명의 실시예에서 사용한 샘플을 유지하는 치구의 사진이다.
[도10] 본 발명의 실시예에서 사용한 인서트 성형 후의 샘플의 사진이다.
[도11] 본 발명의 실시예에서 인정 시험 후의 단면도의 SUS 304 소재 및 수지측의 단면 사진이다.
[도12] 본 발명의 실시예에 있어서 헬륨 리크 시험용 샘플 사진이다.
[도13] 본 발명의 실험 상황을 나타내는 도다.
[도2] 본 발명의 트리아진티올이 존재하는 양극 산화 피막의 단면도이다.
[도3] 본 발명의 접합체의 인장 시험 결과를 나타내는 그래프이다.
[도4] 본 발명의 접합체의 인장 시험 결과를 나타내는 그래프이다.
[도5] 본 발명의 실시예에서 사용한 샘플의 도다.
[도6] 본 발명의 실시예에서 사용한 샘플의 사진이다.
[도7] 본 발명의 실시예에 있어서 SUS 304 소재의 TRI 처리 후의 표면을 나타내는 도다.
[도8] 본 발명의 실시예에 있어서 SUS 316L 소재의 TRI 처리 후의 표면을 나타내는 도다.
[도9] 본 발명의 실시예에서 사용한 샘플을 유지하는 치구의 사진이다.
[도10] 본 발명의 실시예에서 사용한 인서트 성형 후의 샘플의 사진이다.
[도11] 본 발명의 실시예에서 인정 시험 후의 단면도의 SUS 304 소재 및 수지측의 단면 사진이다.
[도12] 본 발명의 실시예에 있어서 헬륨 리크 시험용 샘플 사진이다.
[도13] 본 발명의 실험 상황을 나타내는 도다.
본 발명의 수지 스테인리스강 접합체는, 스테인리스강과 열가소성 수지 부재와를 접합한 수지 금속 접합체이며, 스테인리스강과, 열가소성 수지 부재와가, 막후 20~2000nm의 트리아진티올을 내부 및 상부에 존재시킨 양극 산화 피막에 의해 접합되고, 상기 트리아진티올이 존재하는 양극 산화 피막은, Si 3% 이하, Cr 1에서 30%, Mn 1% 이하, Ni 10% 이하, 잔부가 Fe의 구성을 소유한다.
수지 스테인리스강 접합체에 적용할 수 있는 스테인리스강은, 하기 표에 나타나 있는 SUS 304, SUS 316L이다.
| JIS | C | Si | Mn | P | S | Ni | Cr | Mo |
| SUS304 | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.030 | 8.0~10.5 | 18.00~20.00 | |
| SUS316L | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.030 | 10.0~14.0 | 16.00~18.00 | 2.00~3.00 |
또한, 본 발명의 수지 금속 접합체에 사용할 수 있는 열가소성 수지는, 폴리에틸렌, 폴리프로필렌, 폴리염화비닐, 폴리초산비닐, 폴리아크릴산에스텔, 폴리메타아크릴산에스텔, 불포화폴리에스텔, 폴리에스텔, 폴리아미드, 폴리에테르, 폴리우레탄엘라스토머, 폴리스틸렌, 폴리술폰, 폴리에테르술폰, 폴리아릴레이트, 폴리아세탈, 폴리에틸렌테레프탈레이트, 폴리카보네이트, 폴리페닐렌에테르, 폴리페닐렌옥사이드, 폴리페닐렌설파이드, 폴리부타디엔, 폴리부틸렌테레프탈레이트, 폴리메틸펜텐, 폴리메틸펜텐, 액정 고분자이다.
트리아진티올(황화합물)은 금속과 잘 반응하고, 다기능이며 안정적인 물질이라 알려져 있다. 그래서 트리아진티올을 금형 표면에 진공 증착시켜서 박리되기 어렵게 피막을 만들고, 그 발수성을 이형성에 활용한 것이 본 기술이다. 막후가 0.05
~0.1u 정도로 할 수 있으므로, 종래의 이형제에 비해 한자리 정도가 높은 금형 성형도 가능해진다.
재료를 트리아진티올 용액에 침치하면, 표면에 디티올 트리아진일기가 결합하고, 이것이 접착제의 역할을 하는 것이다.
피착체 표면을 충분히 세정한 후에, 코로나 방전이나 펜톤액을 이용하여 산화 처리를 한다. 피착체 표면에, 디티올 트리아진일기와의 반응성이 우수한 OH기를 생성시키기 위해서다.
이하, 본 발명의 수지 스테인리스강 접합체의 제조법에 대해서 설명한다.
도1은 본 발명의 수지 스테인리스강 접합체의 제조 공정을 나타내는 플로 차트이다.
양극 산화 처리의 기본 공정은 다음과 같다.
예비 처리 → 전처리 → 양극 산화 처리 → 후처리
1. 예비 처리
수지 스테인리스강 접합체의 제조 라인 외에서 이루어지는 처리로, 버프 연마·헤어 라인·나시지·무늬 붙이기 등, 피막 마감에 영향을 주는 처리다.
2. 전처리
수지·에칭 등 소지 표면의 청소·용해의 공정에서, 이 공정이 나쁘면 얼룩 등이 발생한다. 본 발명에 따른 제조법의 전처리는
상온에서 50℃의 NAOH, KOH, 또는 NA2CO3+양이온 활성제에 1에서 10분 침지함으로써 이루어지는 탈지 공정,
상온에서 50℃에서 5에서 50%의 염산, 황산, 인산, 또는 초산욕에 1에서 10분 침지하는 것에 의한 산처리 공정,
상온에서 50℃에서 5에서 50%의 염산, 황산, 인산, 또는 초산욕의 양극 또는 음극에 0.2에서 5V의 정전압을 부여한 상태에서 1에서 10분 침지하는 것에 의한 활성화 처리 공정, 으로 이루어진다.
3. 양극 산화 처리
양극 산화 피막을 형성하는 공정에서, 요구되는 피막 품질을 만족하기 위해서, 전해욕·전원 파형·욕온·교반·전해 시간 등 최적 조건을 선택할 필요가 있다.
본 발명에 따른 제조법의 양극 산화 처리는, 스테인리스강을 양극으로 하고, 황산, 인산, 염산 각 10에서 30%의 산성약제, 또는 NAOH, KOH 각 5에서 50%+인산 나트륨 1에서 5%+탄산 나트륨 1에서 5%의 알칼리 약제에 트리아진티올 유도체를 포함하는 상온에서 80℃의 산성 용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하여, 1에서 40분 침지하고 상기 스테인리스강 상에, 막후가 70~1500nm의, 트리아진티올 유도체가 내부 및 상부에 존재하는 양극 산화 피막을 형성한다.
4. 후처리
본 발명에서는 제조법의 후처릴로서, 트리아진티올이 존재하는 양극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물로 세정하는 수세 공정을 하고, 수세 후의, 트리아진티올이 존재하는 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정이 이어진다.
본 발명의 상기 제조법으로 얻어진 수지 금속 접합체는, 도3, 4에 개시되어 있는 것과 같이, 40MPa 이상의 접합 강도를 소유하는 것을 알 수 있다.
도4의 좌란은 상온에서의 값을 나타내고, 가운데 란은, -40℃와 80℃ 사이를 30분 150 사이클 왕복시키는 열충격 부여 후의 값을 나타내는 것이며, 우란은 온도 80℃, 습도 95%의 환경에 200시간 방치한 후의 고온 고습 시험의 결과이나, 도3, 4에 나타내는 것과 같이, 상온, 열충격 부가, 고온 고습의 상태에서의 접합 강도는, 평균값으로 모두 45MPa 이상의 접착 강도를 소유하고 있다.
이하, 본 발명의 실시예에 대해서 설명한다.
사용한 SUS 304, SUS 316L판은, 도5에 개시되어 있는 것과 같이, 판 두께 3mmⅹ판 폭 12mmⅹ길이 40mm이고, 실시예 샘플 사진을 도6에 개시한다.
도7 및 도8은, SUS 304, SUS316L판에 TRI 처리를 한 것이며, 샘플 표면에 명백한 요철이 형성되어 있는 모습을 확인할 수 있다.
도10은 인서트 성형한 샘플 사진이며, 도11은 샘플을 인정 시험하였을 때의 접합부 파단면의 SUS 304 및 수지부의 단면 사진이다.
도12는 헬륨 리크 테스트용 샘플 사진이다.
TRI 시스템 봉지성(기밀성) 테스트는, 가압 가스로서 아르곤 가스가 많이 이용되나, 그 때의 실험 온도는, 25℃, 가압 압력은 7kgf/cm2, 가압 실험 시간은 5분이다.
본 발명의 헬륨에 의한 실시예에서는, 접합 강도가 30~40MPa, 기밀성이 헬륨 리크 10-9Pam 3/s 이하였다.
도9는 샘플 처리용 치구 사진이며, 도13은 실험실의 테스트 상황을 나타내는 도다.
Claims (5)
- 스테인리스강과 열가소성 수지 부재와를 접합하여 이루어지는 수지 급속 접합체이며,
상기 스테인리스강과, 열가소성 수지 부재와가, 막 두께 20~2000nm의 양극 산화 피막에 의해 접합되는 것을 특징으로 하는 수지 금속 접합체.
- 스테인리스강과 열가소성 수지 부재와를 접합하여 이루어지는 수지 금속 접합체이며,
상기 스테인리스강과, 열가소성 수지 부재와가, 막 두께 20~2000nm의 트리아진티올을 내부 및 상부에 존재시킨 양극 산화 피막에 의해서 접합되는 것을 특징으로 하는 수지 금속 접합체.
- 제 1 항 또는 제 2 항에 있어서,
상기 양극 산화 피막은, 중량%로, Si 3% 이하, Cr 1에서 30%, Mn 1% 이하, Ni 10% 이하, 잔부가 Fe 30에서 80%의 구성을 소유하는 것을 특징으로 하는 수지 금속 접합체.
- 수지 스테인리스강 접합체를 제조하는 제조법이며,
스테인리스강을 알칼리 용액으로 세정하는 탈지 공정,
상기 탈지 공정 후, 스테인리스강을 산성 용액으로 세정하는 산처리 공정,
상기 산처리 공정 후, 스테인리스강을 산성 용액 또는 알칼리 용액으로 활성화하는 활성화 처리 공정,
상기 스테인리스강을 양극으로 하고, 20에서 90℃의 수용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하고, 상기 스테인리스강 상에, 막 두께가 20~2000nm의 양극 산화 피막을 형성하는 공정,
상기 양극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물로 세정하는 수세 공정,
상기 수세 후의, 상기 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정,
에 의해서 상기 스테인리스강과 해당 열가소성 수지와를 접합하는 것을 특징으로 하는 수지 금속 접합체의 제조 방법.
- 수지 스테인리스강 접합체를 제조하는 제조법이며,
스테인리스강을 알칼리 용액으로 세정하는 탈지 공정,
상기 산처리 공정 후, 스테인리스강을 산성 용액 또는 알칼리 용액으로 활성화하는 활성화 처리 공정,
상기 스테인리스강을 양극으로 하고, 20에서 90℃의 트리아진티올 유도체를 포함하는 수용액 중에서, 0.1A/dm2 이상 1.5A/dm2 미만의 전류 밀도를 인가하고, 상기 스테인리스강 상에, 막 두께가 20~2000nm의 양극 산화 피막을 형성하는 공정,
상기 트리아진티올이 존재하는 약극 산화 피막이 형성된 스테인리스강을, 5℃ 이상 60℃ 미만의 온도의 물로 세정하는 수세 공정,
상기 수세 후의, 상기 트리아진티올이 존재하는 양극 산화 피막이 형성된 스테인리스강에, 열가소성 수지를 인서트 성형하는 공정,
에 의해서 상기 스테인리스강과 해당 열가소성 수지와를 접합하는 것을 특징으로 하는 수지 금속 접합체의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-173149 | 2017-09-08 | ||
| JP2017173149A JP6525484B2 (ja) | 2017-09-08 | 2017-09-08 | 樹脂金属接合体及びその製造方法 |
| PCT/JP2018/033520 WO2019050039A1 (ja) | 2017-09-08 | 2018-09-10 | 樹脂金属接合体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200085269A true KR20200085269A (ko) | 2020-07-14 |
| KR102330886B1 KR102330886B1 (ko) | 2021-11-24 |
Family
ID=65634121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207010017A KR102330886B1 (ko) | 2017-09-08 | 2018-09-10 | 수지 금속 접합체 및 그 제조 방법 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6525484B2 (ko) |
| KR (1) | KR102330886B1 (ko) |
| CN (1) | CN111279022B (ko) |
| WO (1) | WO2019050039A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220057343A (ko) * | 2020-10-29 | 2022-05-09 | 삼우금속공업 주식회사 | 금속강재의 스케일 제거방법 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6745373B1 (ja) * | 2019-03-29 | 2020-08-26 | 日鉄ステンレス株式会社 | 耐食性に優れたステンレス鋼およびその製造方法 |
| EP3748046A1 (en) * | 2019-06-07 | 2020-12-09 | Arkema France | Method for producing metal-polymer composites |
| CN114633497A (zh) * | 2022-03-24 | 2022-06-17 | 重庆大学 | 一种纤维与金属复合的方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009144198A (ja) * | 2007-12-14 | 2009-07-02 | Denso Corp | 樹脂接合用アルミニウム部材及びその製造方法 |
| JP2012193448A (ja) | 2011-03-14 | 2012-10-11 | Kofukin Seimitsu Kogyo (Shenzhen) Yugenkoshi | ステンレス鋼と樹脂の複合体及びその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02298284A (ja) * | 1989-02-02 | 1990-12-10 | Kunio Mori | 金属表面の電気化学的表面処理法とその複合体 |
| JP2952612B2 (ja) * | 1990-12-19 | 1999-09-27 | 日新製鋼株式会社 | 溶融亜鉛めっきステンレス鋼材の製造方法 |
| JPH04224666A (ja) * | 1990-12-26 | 1992-08-13 | Nisshin Steel Co Ltd | めっき密着性及び耐食性に優れた溶融亜鉛めっきステンレス鋼帯の製造方法 |
| JPH0551671A (ja) * | 1991-08-21 | 1993-03-02 | Nikko Kyodo Co Ltd | 曲げ性及び応力緩和特性に優る電子機器用高力高導電性銅合金 |
| JP2001001445A (ja) * | 1999-06-24 | 2001-01-09 | Toa Denka:Kk | 導電性物体と樹脂との複合体及びその製造方法 |
| JP4233342B2 (ja) * | 2003-02-10 | 2009-03-04 | ポリプラスチックス株式会社 | 熱可塑性樹脂材料の接合方法 |
| JP2006273955A (ja) * | 2005-03-28 | 2006-10-12 | Iwate Industrial Research Center | 金属と被着材との接着方法及び電鋳金型の製造方法 |
| JP4600701B2 (ja) * | 2007-12-14 | 2010-12-15 | 株式会社デンソー | 樹脂金属接合体及びその製造方法 |
| JP2011189631A (ja) * | 2010-03-15 | 2011-09-29 | Tohno Seimitsu Co Ltd | インサート成形品及びインサート成形品の製造方法 |
| JP2011208266A (ja) * | 2010-03-30 | 2011-10-20 | Shimizu:Kk | ステンレス鋼の陽極電解処理液、ステンレス鋼の塗装下地処理方法、処理されたステンレス鋼および電着塗装されたステンレス鋼 |
| JP2013244653A (ja) * | 2012-05-25 | 2013-12-09 | Ube Industries Ltd | 熱可塑性樹脂組成物と金属の複合体 |
-
2017
- 2017-09-08 JP JP2017173149A patent/JP6525484B2/ja active Active
-
2018
- 2018-09-10 CN CN201880058033.8A patent/CN111279022B/zh active Active
- 2018-09-10 KR KR1020207010017A patent/KR102330886B1/ko active IP Right Grant
- 2018-09-10 WO PCT/JP2018/033520 patent/WO2019050039A1/ja active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009144198A (ja) * | 2007-12-14 | 2009-07-02 | Denso Corp | 樹脂接合用アルミニウム部材及びその製造方法 |
| JP2012193448A (ja) | 2011-03-14 | 2012-10-11 | Kofukin Seimitsu Kogyo (Shenzhen) Yugenkoshi | ステンレス鋼と樹脂の複合体及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220057343A (ko) * | 2020-10-29 | 2022-05-09 | 삼우금속공업 주식회사 | 금속강재의 스케일 제거방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019050039A1 (ja) | 2019-03-14 |
| CN111279022A (zh) | 2020-06-12 |
| JP2019049023A (ja) | 2019-03-28 |
| CN111279022B (zh) | 2022-10-04 |
| JP6525484B2 (ja) | 2019-06-05 |
| KR102330886B1 (ko) | 2021-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102330886B1 (ko) | 수지 금속 접합체 및 그 제조 방법 | |
| JP4600701B2 (ja) | 樹脂金属接合体及びその製造方法 | |
| TWI464053B (zh) | 不鏽鋼與樹脂的複合體及其製造方法 | |
| KR100827916B1 (ko) | 알루미늄 합금과 수지조성물의 복합체 및 그 제조방법 | |
| US11235498B2 (en) | Manufacturing method of metal-polymer resin bonded component | |
| EP2762289A1 (en) | Aluminum resin bonded body and method for producing same | |
| EP2224036A1 (en) | Resin-metal bonded article and method for producing the same | |
| KR102148308B1 (ko) | 이종 접합형 수지 금속 복합재의 제조방법 | |
| CN112318814A (zh) | 金属塑胶复合体、制备方法及装置 | |
| JP2019048407A (ja) | 樹脂チタン金属接合体及びその製造法 | |
| EP1717345A1 (en) | Coated article and preparation method | |
| JP2009289698A (ja) | 燃料電池用セパレータおよびその製造方法 | |
| JP2019119914A (ja) | 樹脂ジルコニウム合金接合体及びその製造法 | |
| JP5540029B2 (ja) | アルミニウム或いはアルミニウム合金と樹脂の複合体及びその製造方法 | |
| KR20200112376A (ko) | 이종 접합형 수지 금속 복합재의 제조방법 | |
| KR101134923B1 (ko) | 고분자 수지-알루미늄 결합체 및 이의 제조방법 | |
| CN110312824B (zh) | 表面处理铝材的制备方法 | |
| KR102470590B1 (ko) | 티타늄-수지 접합체 제조방법 및 이를 위한 티타늄 처리 용액 | |
| JP6546313B1 (ja) | 樹脂炭素鋼接合体及びその製造法 | |
| US20240084474A1 (en) | Die-casting metal part-polymer resin composite and method for preparing same | |
| JP2010053392A (ja) | 表面改質金属材料及び表面改質金属材料と樹脂、エラストマー、塗膜との複合体並びにその製造方法 | |
| CN111386361A (zh) | 一种将至少表面的全部或一部分由铝或铝合金构成的基材的表面粗糙化的蚀刻剂、粗糙化基材的制造方法、粗糙化基材、基材-树脂固化物结合体的制造方法以及基材-树脂固化物结合体 | |
| WO2011104868A1 (ja) | 表面改質金属材料及び表面改質金属材料と樹脂、エラストマー、塗膜との複合体並びにその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |